laporan kelompok 2
TRANSCRIPT
1
Kata Pengantar
Puji syukur kita ucapkan kehadirat Allah SWT yang telah melimpahkan rahmad
dan karunianya kepada kita semua, salawat beserta salam kita kirimkan buat nabi
Muhammad SAW. Laporan press tool ini merupakan dasar perancangan dan pembuatan
sebuah alat bantu permesinan seperti press tool. Laporan ini juga merupakan uraian
kegiatan dan proses serta mesin yang dipergunakan dalam pembuatan sebuah alat
bantu press tool. Pada laporan ini terdapat gambar kerja dan langkah kerja yang dapat
menunutun kita dalam membuat sebuah press toll dengan efektif.
Penulis mengucapkan terima kasih kepada :
1. Bapak Zulhendri, ST, MT selaku instruktur dalam praktek bengkel
2. Teman-teman dan semua pihak yang terlibat dalam pembuatan press tool ini.
Press tool merupakan alat yang dapat memudahkan pekerjaan kita dalam memproduksi
suatu bentuk produk dengan bentuk dan ukuran yang persis sama. Dengan adanya press
tool ini kita dapat menekan biaya produksi dan meningkatkan jumlah produksi tanpa
harus menambah tenaga manusia. Di dunia industri telah banyak produk yang dihasilkan
dengan menggunakan press tool seperti panci , ring , baut, sendok dan sebagainya.
Untuk merencanakan sebuah press tool terlebioh dahulu kita harus merencanakan lay
out dan proses kerja dari press tool tersebut. Press tool merupakan peralatan yang
sangat presisi oleh karena itu pada press toll menggunakan zero toleransi atau tidak ada
penyimpangan yang di izininkan untuk itu dibutuhkan kepresisian yang sangat tinggi
dalam pembuatannya.
Penulis berharap agar laporan ini dapat berguna bagi penulis khusunya dan
pembaca pada umumnya.
Padang , 16 Desember 2010
Penulis
2
Daftar Isi
Kata Pengantar 1
Daftar Isi 2
BAB I PENDAHULUAN 3
BAB II TEORI DASAR 4
BAB III GAMBAR LANGKAH KERJA 28
BAB IV ALAT DAN BAHAN YANG DIGUNAKAN 37
BAB V LANGKAH KERJA 40
BAB VI KESIMPULAN DAN SARAN 478
DAFTAR PUSTAKA 50
3
BAB I
PENDAHULUAN
1.1 Latar BelakangDalam dunia industri saat ini untuk menghasilkan suatu produk dibutuhkan
alat bantu agar dapat memudahkan dalam produksi. Alat bantu yang digunakan sangat beragam seperti jig and fixture dan press toll. Press tool meruipakan alat bantu dengan memanfaatkan gaya potong suatu bahan. Press tool bekerja dengan bantuan alat yang disebut dengan mesin press, mesin bekerja dengan menggunakan tenaga hidrolik.
Press tool sangat m,embantu dalam suatu proses produksi, dengan adanya bantuan press tool kita dapat memproduksi barang secara massal dengan bentuk dan ukuran yang sama. Untuk produksi skala kecil kita tidak perlu menggunakan press tool cukup dikerjakan secara manual saja. Press toll merupakan peralatan yang sangat presisi dengan besar penyimpangan 0. Untuk itu pembuatan sebuah press tool haruslah presisi sehingga hal inillah yang menyebabkan harga sebuah press tool sangat mahal. Pada sebuah press toll tidak boleh terjadi penyimpangan karena hal ini dapat mempengaruhi hasil produksi dari press toll tersebut.
Untuk merencanakan sebuah press tool kita harus mengetahui data-data mekanis suatu bahan agar dapat merencankan press tool dengan tepat dan dapat bekerja secara optimal. Perencanaan sebuah press tool sangat bergantung kepada material dan dimensi produk yang akan dibuat serta urutan proses dari press tool tersebut.
1.2 Tujuan PraktekAdapun tujuan praktek pembuatan alat bantu press tooll ini adalah :
1. Agar mahasiswa dapat memahami car kerja press tooll.2. Agar mahasiswa dapat mengetahui komponen-komponen utama dari
sebuah press tooll.3. Agar mahasiswa dapat merencanakan sebuah press tooll dengan benar dan
sesuai dengan fungsinya.4. Agar mahasiswa dapat mengetahui mesin yang digunakan dalam
pembuatan sebuah press tool.5. Dapat membuat press tooll dan dapat berfungsi dengan benar sesuai
perencanaan.6. Dapat menganalisa kesalahan pada pembuatan sebuah press tooll.
4
BAB II
TEORI DASAR
2.1 Pengertian Press Tool
Press Tool adalah peralatan yang mempunyai prinsip kerja penekanan dengan
melakukan pemotongan pembentukkan atau gabungan dari keduanya. Peralatan ini
digunakan untuk membuat produk secara massal dengan produk output yang sama
dalam waktu yang relatif singkat.
Klasifikasi Press Tool
Press Tool dapat dklasifikasikan menjadi beberapa macam menurut proses pengerjaan
yang dilakukan pada die yaitu: simple tool, compound tool dan progressive tool.
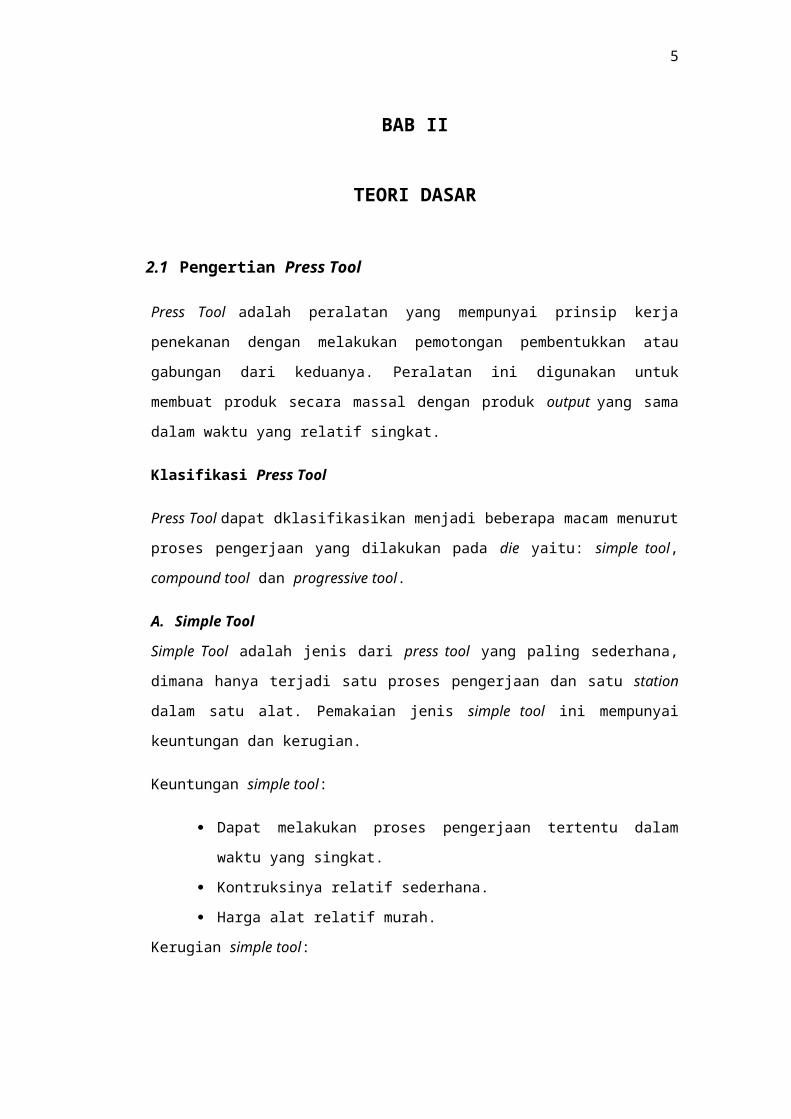
A. Simple Tool
Simple Tool adalah jenis dari press tool yang paling sederhana, dimana hanya terjadi satu
proses pengerjaan dan satu station dalam satu alat. Pemakaian jenis simple tool ini
mempunyai keuntungan dan kerugian.
Keuntungan simple tool:
Dapat melakukan proses pengerjaan tertentu dalam waktu yang singkat.
Kontruksinya relatif sederhana.
Harga alat relatif murah.
Kerugian simple tool:
Hanya mampu melakukan proses-proses pengerjaan untuk produk yang
sederhana sehingga untuk jenis pengerjaan yang rumit tidak dapat dilakukan
oleh jenis press tool ini.
Proses pengerjaan yang dapat dilakukan hanya satu jenis saja.
5
Gambar 2.1 Simple Tool
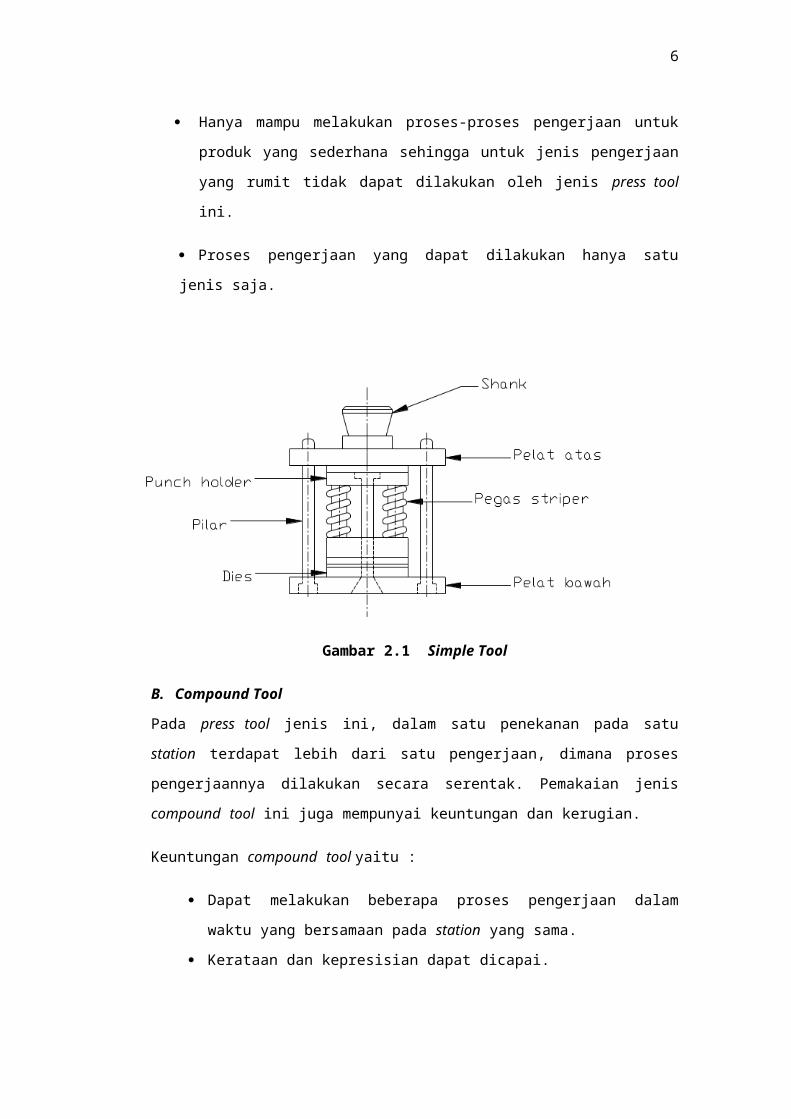
B. Compound Tool
Pada press tool jenis ini, dalam satu penekanan pada satu station terdapat lebih dari
satu pengerjaan, dimana proses pengerjaannya dilakukan secara serentak. Pemakaian
jenis compound tool ini juga mempunyai keuntungan dan kerugian.
Keuntungan compound tool yaitu :
Dapat melakukan beberapa proses pengerjaan dalam waktu yang bersamaan
pada station yang sama.
Kerataan dan kepresisian dapat dicapai.
Hasil produksi yang dicapai mempunyai ukuran yang lebih teliti.
Kerugian compound tool:
Konstruksi dies menjadi lebih rumit.
Terlalu sulit untuk mengerjakan material yang tebal.
Dengan beberapa proses pengerjaan dalam satu station menyebabkan
perkakas cepat rusak.
Gambar 2.2 Compound Tool
6
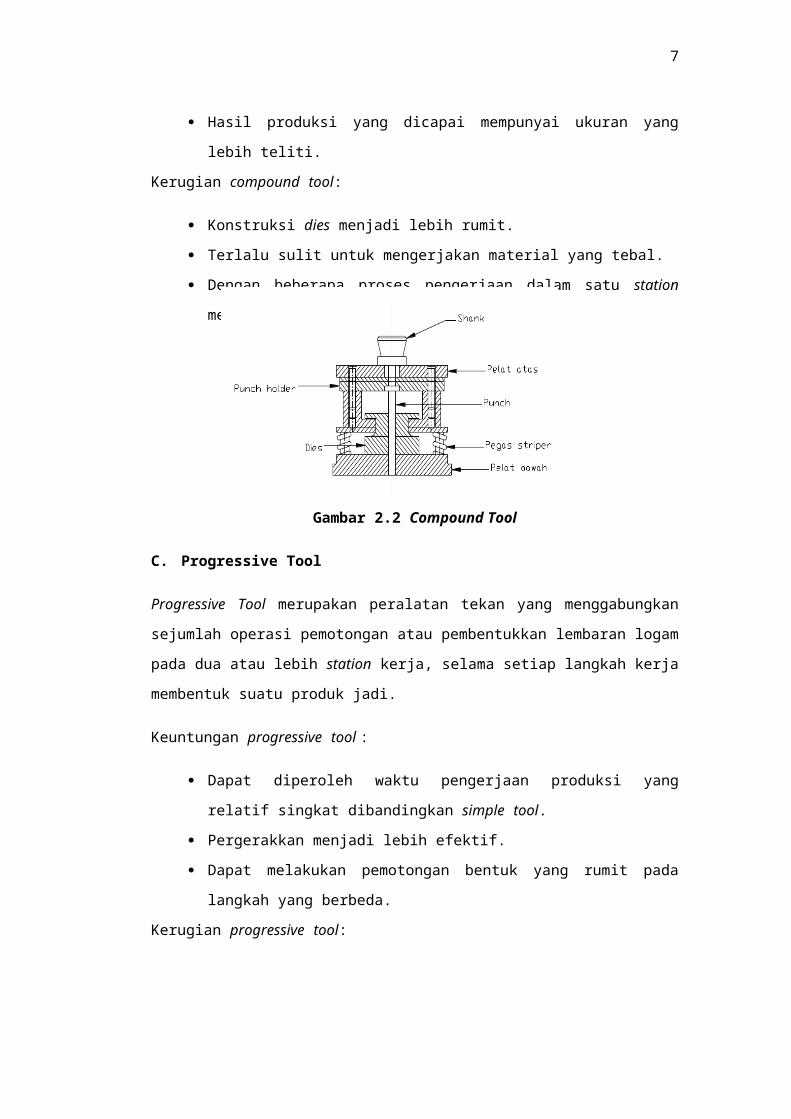
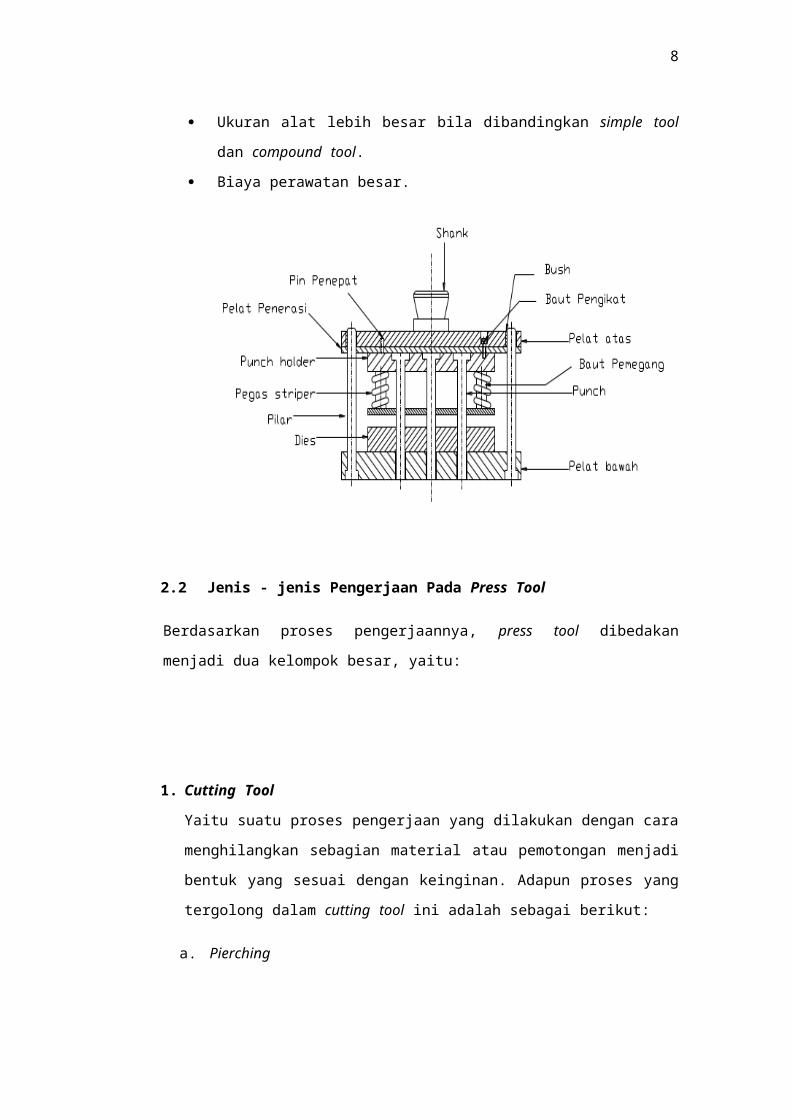
C. Progressive Tool
Progressive Tool merupakan peralatan tekan yang menggabungkan sejumlah operasi
pemotongan atau pembentukkan lembaran logam pada dua atau lebih station kerja,
selama setiap langkah kerja membentuk suatu produk jadi.
Keuntungan progressive tool :
Dapat diperoleh waktu pengerjaan produksi yang relatif singkat dibandingkan
simple tool.
Pergerakkan menjadi lebih efektif.
Dapat melakukan pemotongan bentuk yang rumit pada langkah yang berbeda.
Kerugian progressive tool:
Ukuran alat lebih besar bila dibandingkan simple tool dan compound tool.
Biaya perawatan besar.
Harga relatif lebih mahal karena bentuknya rumit.
Gambar 2.3 Progressive Tool
2.2 Jenis - jenis Pengerjaan Pada Press Tool
Berdasarkan proses pengerjaannya, press tool dibedakan menjadi dua kelompok
besar, yaitu:
7
1. Cutting Tool
Yaitu suatu proses pengerjaan yang dilakukan dengan cara menghilangkan
sebagian material atau pemotongan menjadi bentuk yang sesuai dengan
keinginan. Adapun proses yang tergolong dalam cutting tool ini adalah sebagai
berikut:
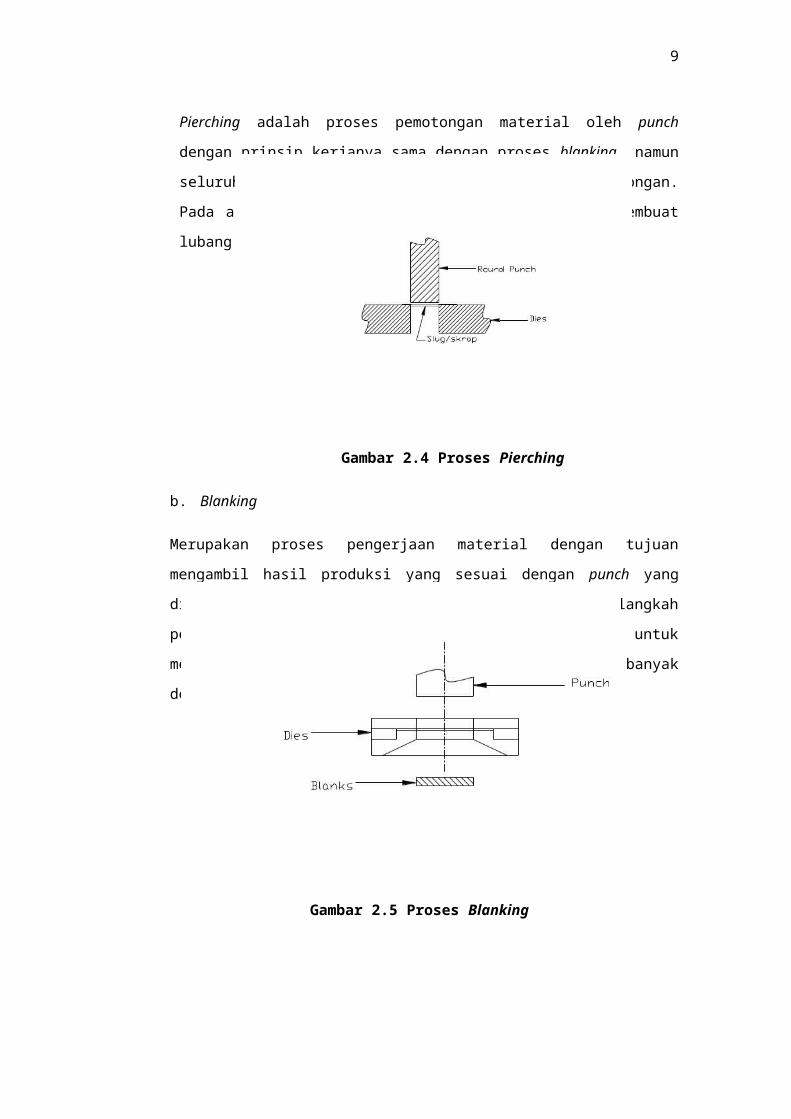
a. Pierching
Pierching adalah proses pemotongan material oleh punch dengan prinsip kerjanya
sama dengan proses blanking, namun seluruh sisi potong punch melakukan proses
pemotongan. Pada alat ini proses pierching adalah punch untuk membuat lubang.
Gambar 2.4 Proses Pierching
b. Blanking
Merupakan proses pengerjaan material dengan tujuan mengambil hasil produksi
yang sesuai dengan punch yang digunakan untuk menembus atau dengan sistem
langkah penekanan. Pada umumnya proses ini dilakukan untuk membuat benda kerja
dengan cepat dan berjumlah banyak dengan biaya murah.
Gambar 2.5 Proses Blanking
8
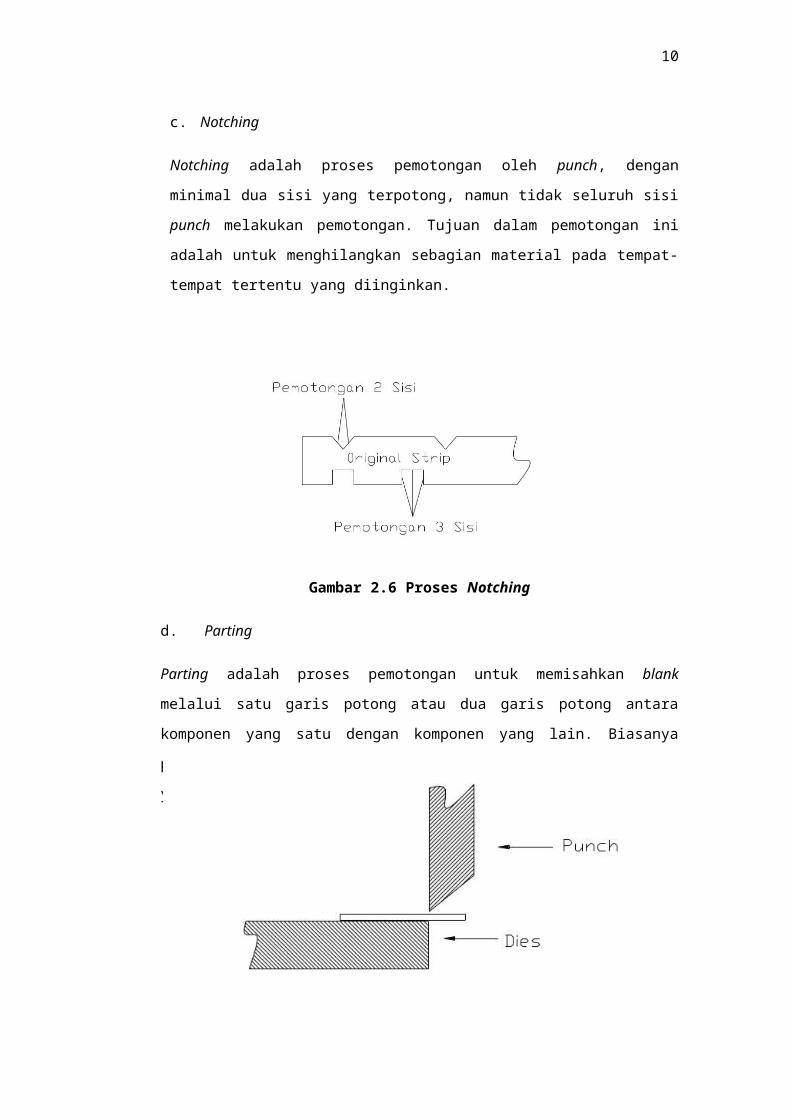
c. Notching
Notching adalah proses pemotongan oleh punch, dengan minimal dua sisi yang
terpotong, namun tidak seluruh sisi punch melakukan pemotongan. Tujuan dalam
pemotongan ini adalah untuk menghilangkan sebagian material pada tempat-tempat
tertentu yang diinginkan.
Gambar 2.6 Proses Notching
d. Parting
Parting adalah proses pemotongan untuk memisahkan blank melalui satu garis potong
atau dua garis potong antara komponen yang satu dengan komponen yang lain.
Biasanya proses ini digunakan pada pengerjaan bentuk-bentuk blank yang tidak rumit
atau bentuk material yang sederhana.
Gambar 2.7 Proses Parting
9
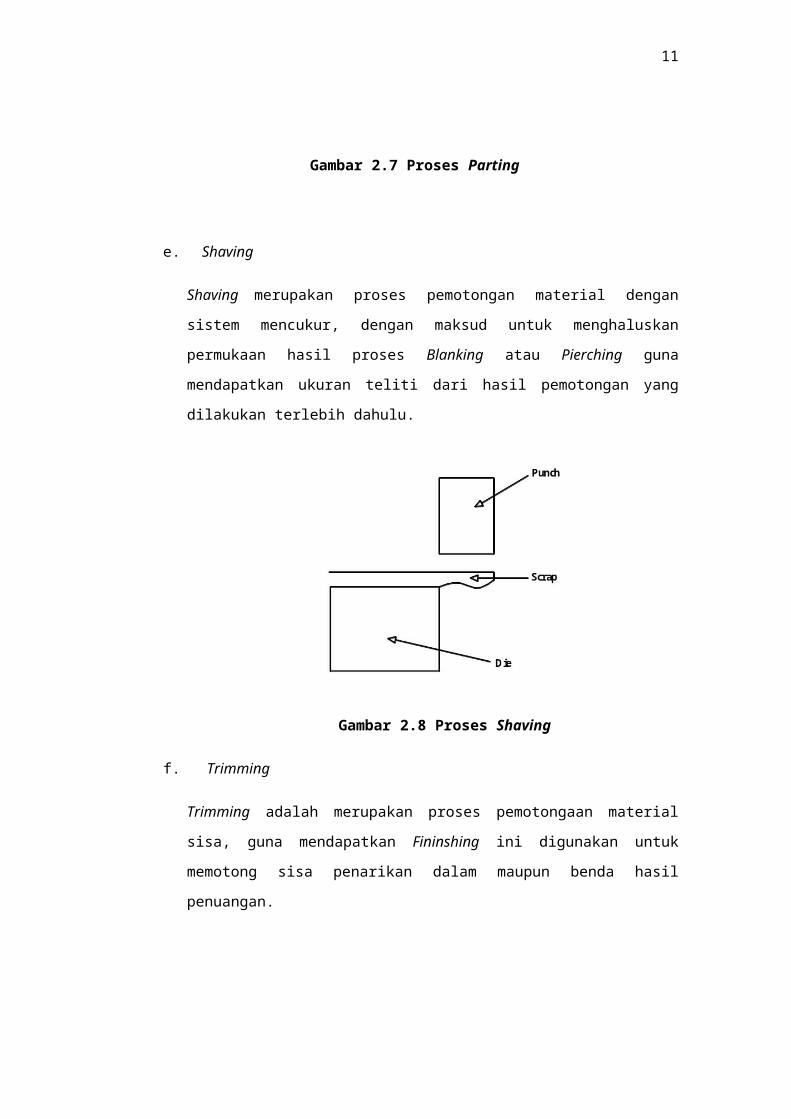
e. Shaving
Shaving merupakan proses pemotongan material dengan sistem mencukur,
dengan maksud untuk menghaluskan permukaan hasil proses Blanking atau
Pierching guna mendapatkan ukuran teliti dari hasil pemotongan yang dilakukan
terlebih dahulu.
Gambar 2.8 Proses Shaving
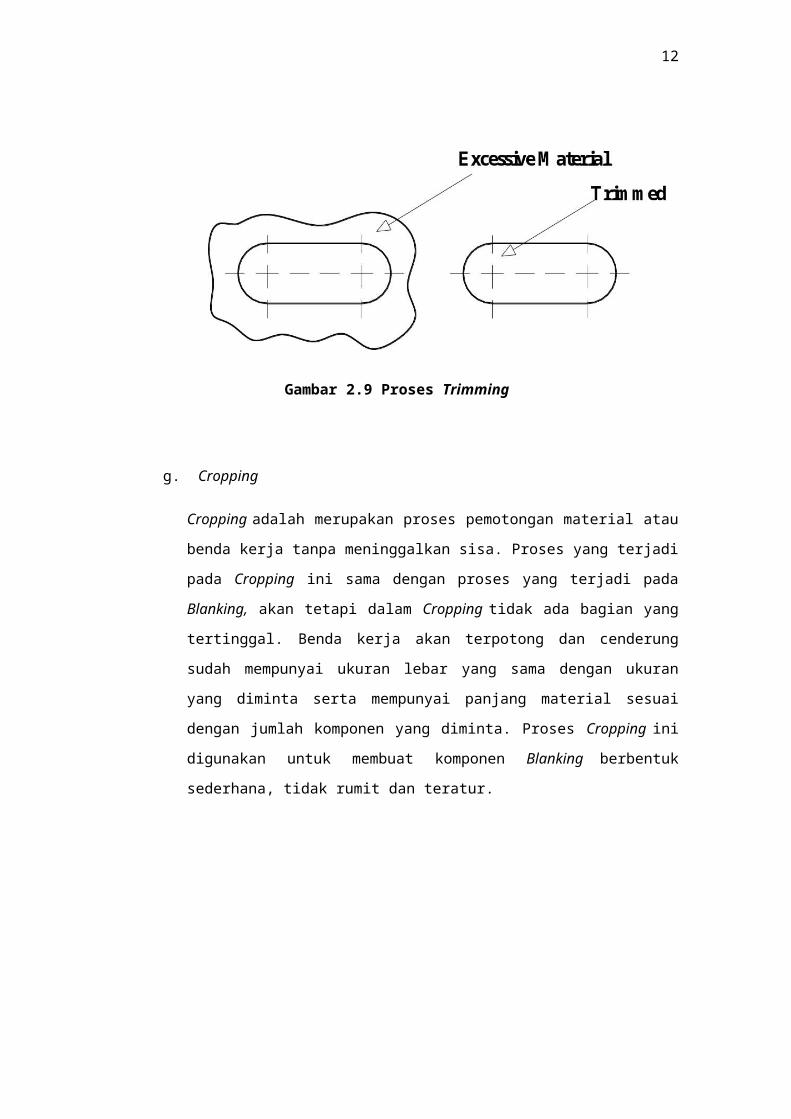
f. Trimming
Trimming adalah merupakan proses pemotongaan material sisa, guna
mendapatkan Fininshing ini digunakan untuk memotong sisa penarikan dalam
maupun benda hasil penuangan.
Gambar 2.9 Proses Trimming
10
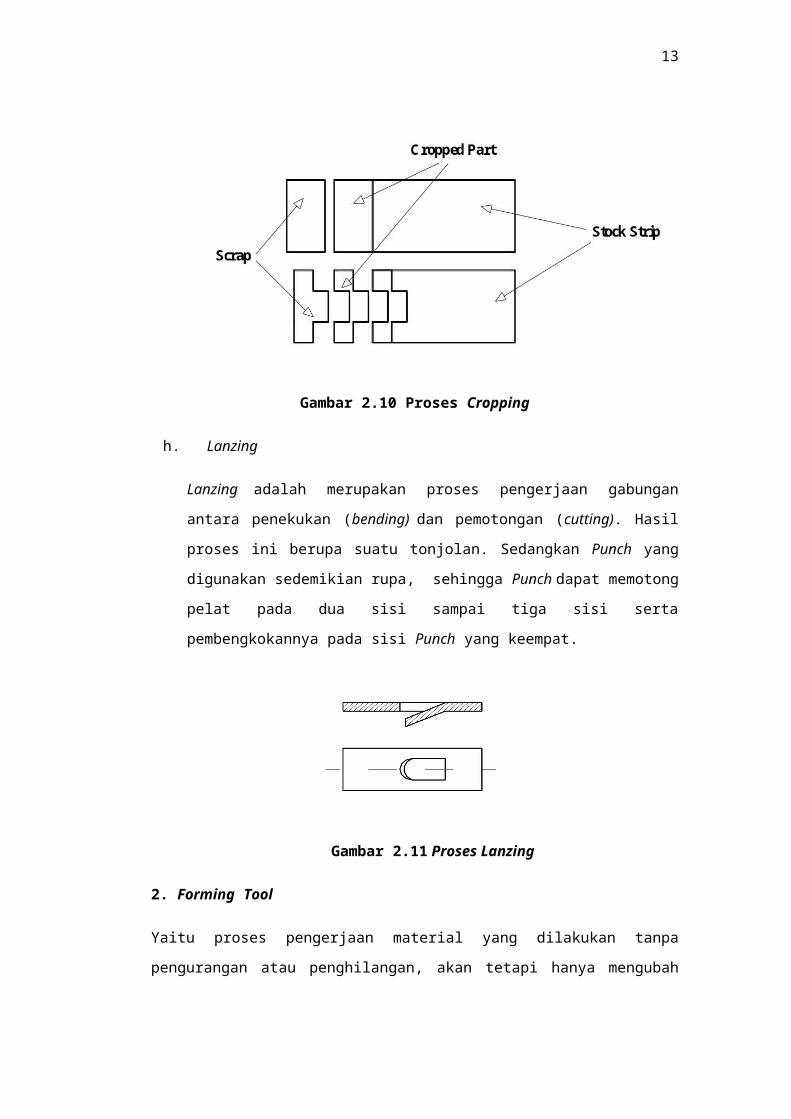
g. Cropping
Cropping adalah merupakan proses pemotongan material atau benda kerja tanpa
meninggalkan sisa. Proses yang terjadi pada Cropping ini sama dengan proses yang
terjadi pada Blanking, akan tetapi dalam Cropping tidak ada bagian yang
tertinggal. Benda kerja akan terpotong dan cenderung sudah mempunyai ukuran
lebar yang sama dengan ukuran yang diminta serta mempunyai panjang material
sesuai dengan jumlah komponen yang diminta. Proses Cropping ini digunakan
untuk membuat komponen Blanking berbentuk sederhana, tidak rumit dan
teratur.
Gambar 2.10 Proses Cropping
h. Lanzing
Lanzing adalah merupakan proses pengerjaan gabungan antara penekukan
(bending) dan pemotongan (cutting). Hasil proses ini berupa suatu tonjolan.
Sedangkan Punch yang digunakan sedemikian rupa, sehingga Punch dapat
memotong pelat pada dua sisi sampai tiga sisi serta pembengkokannya pada sisi
Punch yang keempat.
11
Gambar 2.11 Proses Lanzing
2. Forming Tool
Yaitu proses pengerjaan material yang dilakukan tanpa pengurangan atau penghilangan,
akan tetapi hanya mengubah bentuk geometris benda kerja. Yang tergolong dalam
forming tool adalah bending, flanging, deep drawing, curling dan embossing.
a. Bending
Proses bending merupakan proses pembengkokkan material sesuai dengan yang
dikehendaki. Proses pembendingan dapat dilakukan pada proses dingin ataupun
pada proses panas. Perubahan yang terjadi pada proses ini hanya bentuknya saja
namun volume material yang dibendingkan akan tetap.
Gambar 2.12 Proses Bending
b. Flanging
Flanging adalah proses yang menyerupai proses bending hanya perbedaanya
terletak pada garis bengkok yaitu bukan merupakan garis lurus namun merupakan
radius. Untuk lebih jelasnya dapat dilihat pada gambar berikut:
12
Gambar 2.13Proses Flanging
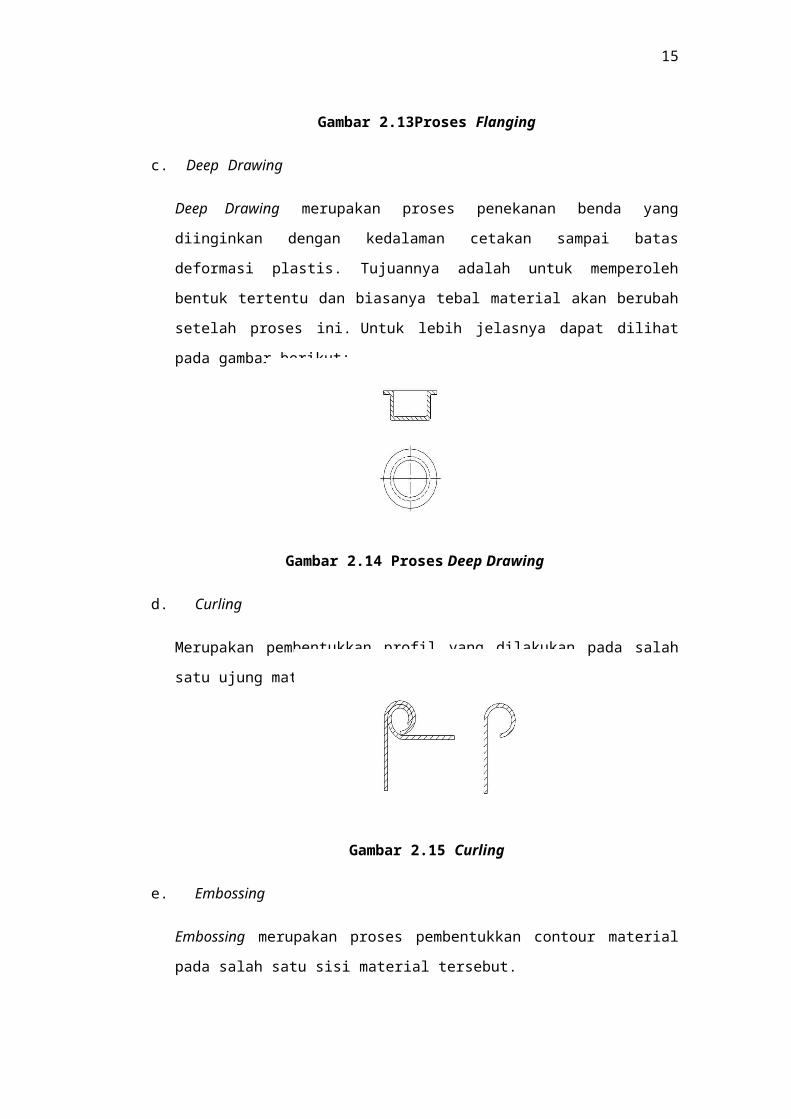
c. Deep Drawing
Deep Drawing merupakan proses penekanan benda yang diinginkan dengan
kedalaman cetakan sampai batas deformasi plastis. Tujuannya adalah untuk
memperoleh bentuk tertentu dan biasanya tebal material akan berubah setelah
proses ini. Untuk lebih jelasnya dapat dilihat pada gambar berikut:
Gambar 2.14 Proses Deep Drawing
d. Curling
Merupakan pembentukkan profil yang dilakukan pada salah satu ujung material.
Gambar 2.15 Curling
13
e. Embossing
Embossing merupakan proses pembentukkan contour material pada salah satu sisi
material tersebut.
Gambar 2.16 Embossing
2.3. Prinsip Kerja Alat
Press Tool atau Perkakas Tekan atau suatu alat yang digunakan untuk
memotong logam dengan cara penekanan. Secara operasional Press Tool ini dapat
bekerja sebagai alat potong atau pun sebagai alat pembentuk plat atau lembaran yang
dikehendaki. Press Tool berfungsi memproduksi ratusan atau bahkan ribuan dari
komponen yang sama dalam waktu yang relatif singkat.
Terkadang di dalam suatu Press Tool terjadi proses pengerjaan secara
bersamaan antara proses pemotongan dan proses pembentukan sekaligus. Dan proses
pengerjaan secara bersamaan inilah yang akan penulis rancang.
Adapun prinsip kerja rancangan adalah sebagai berikut :
1. Pelat lembaran dimasukkan pada mesin Progressive Tool.
2. Progressive Tool akan bergerak turun dengan ditekan secara manual yang
kemudian akan membuat Punch bergerak turun dan mampu memberikan tekan
atau reaksi terhadap pelat.
3. Progressive Tool terus bergerak turun dan tetap ditekan secara manual sehingga
membuat Punch dapat melubangi lembaran pelat dengan ukuran yang telah
ditentukan. Kemudian Punch berikutnya langsung membentuk lembaran
tersebut menjadi produk yang direncanakan.
4. Setelah proses selesai Punch akan bergerak naik kembali ke posisi semula dan
secara bersamaan pelontar akan melontarkan lembaran pelat yang telah
berbentuk produk jadi.

14
2.4 Bagian-Bagian Dari Press Tool
Press tool merupakan satu kesatuan dari beberapa komponen. Komponen - komponen
tersebut antara lain:
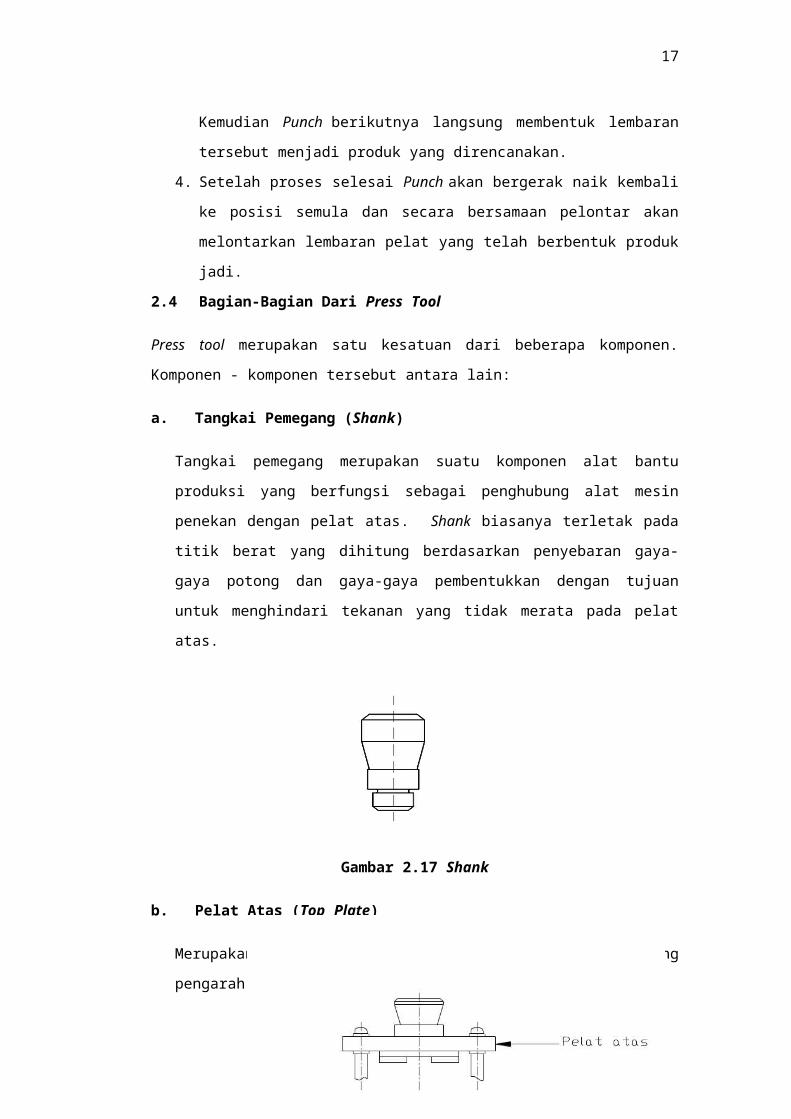
a. Tangkai Pemegang (Shank)
Tangkai pemegang merupakan suatu komponen alat bantu produksi yang berfungsi
sebagai penghubung alat mesin penekan dengan pelat atas. Shank biasanya terletak
pada titik berat yang dihitung berdasarkan penyebaran gaya-gaya potong dan gaya-
gaya pembentukkan dengan tujuan untuk menghindari tekanan yang tidak merata
pada pelat atas.
Gambar 2.17 Shank
b. Pelat Atas (Top Plate)
Merupakan tempat dudukan dari shank dan guide bush (sarung pengarah).
Gambar 2.18 Pelat Atas
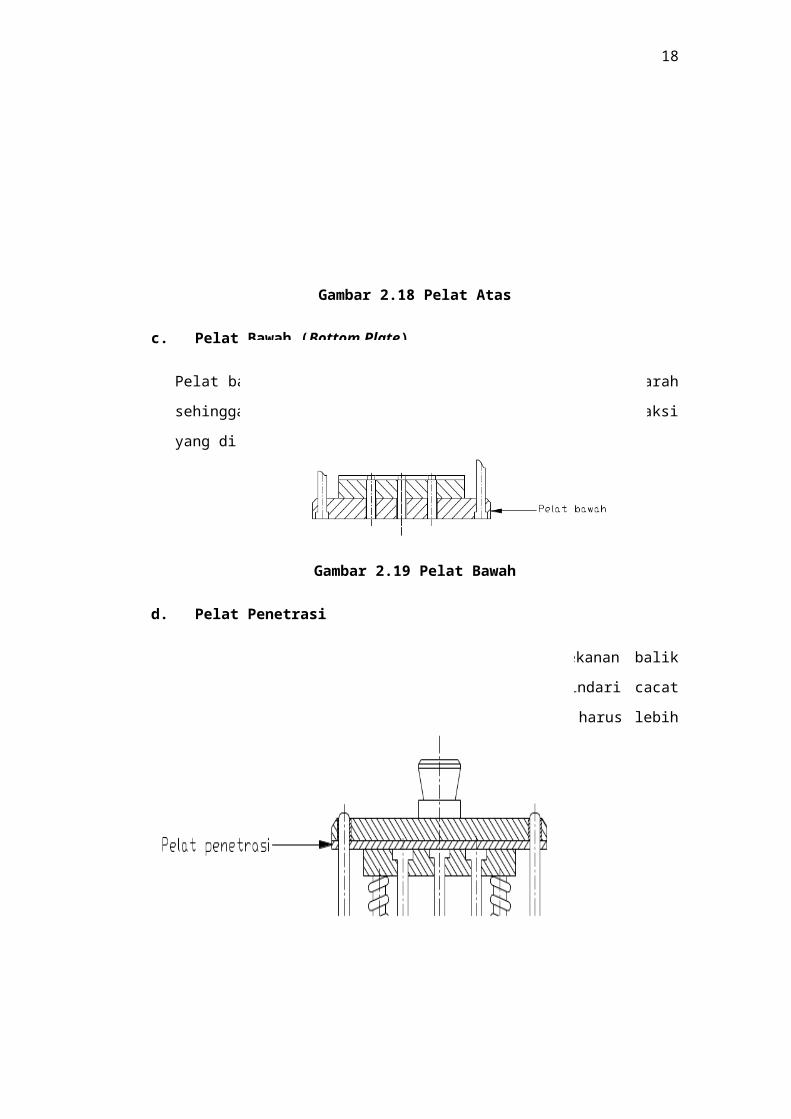
c. Pelat Bawah (Bottom Plate)
Pelat bawah merupakan dudukan dari dies dan tiang pengarah sehingga mampu
menahan gaya bending akibat dari reaksi yang di timbulkan oleh punch.
15
Gambar 2.19 Pelat Bawah
d. Pelat Penetrasi
Pelat penetrasi berfungsi untuk menahan tekanan balik saat operasi berlangsung
serta untuk menghindari cacat pada pelat atas, oleh karena itu pelat ini harus lebih
lunak dari pelat atas.
Gambar 2.20 Pelat Penetrasi
e. Pelat Pemegang Punch (Punch Holder Plate)
Pelat pemegang punch berfungsi untuk memegang punch agar posisi punch kokoh
dan mantap pada tempatnya.
Gambar 2.21 Punch Holder
f. Punch
Punch berfungsi untuk memotong dan membentuk material menjadi produk jadi.
Bentuk dari benda jadi tergantung dari bentuk punch yang dibuat. Bentuk punch dan

16
dies haruslah sama. Punch haruslah dibuat dari bahan yang mampu menahan gaya
yang besar sehingga tidak mudah patah dan rusak. Pada perencanaan alat bantu
produksi ini untuk punch dipilih bahan Amutits yang dikeraskan pada suhu 780 –
820 0 C lalu di Tempering pada suhu 2000 C agar diperoleh sifat yang keras tetapi
masih memiliki kekenyalan.
Gambar 2.22 Punch
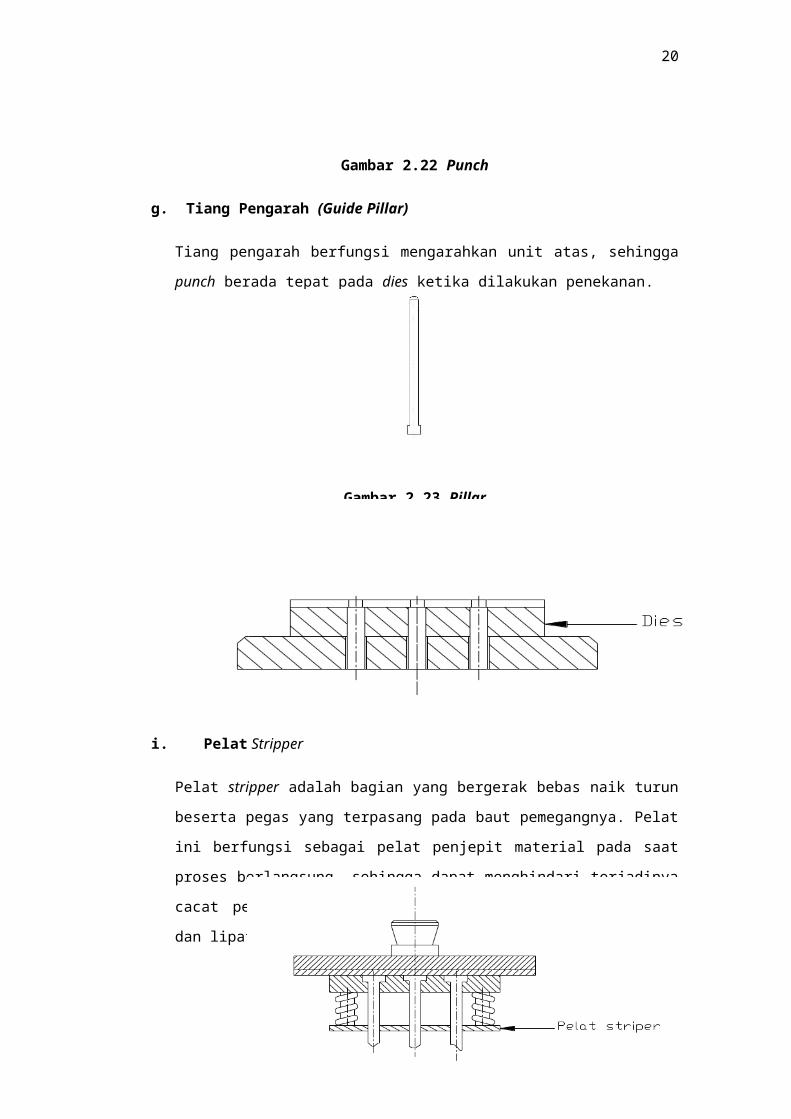
g. Tiang Pengarah (Guide Pillar)
Tiang pengarah berfungsi mengarahkan unit atas, sehingga punch berada tepat pada
dies ketika dilakukan penekanan.
Gambar 2.23 Pillar
h. Dies
Terikat pada pelat bawah dan berfungsi sebagai pemotong dan sekaligus sebagai
pembentuk.
Gambar 2.24 Dies
17
i. Pelat Stripper
Pelat stripper adalah bagian yang bergerak bebas naik turun beserta pegas yang
terpasang pada baut pemegangnya. Pelat ini berfungsi sebagai pelat penjepit
material pada saat proses berlangsung, sehingga dapat menghindari terjadinya cacat
pembentukkan permukaan benda kerja seperti kerut dan lipatan, juga sebagai
pengarah punch.
Gambar 2.25 Pelat Stripper
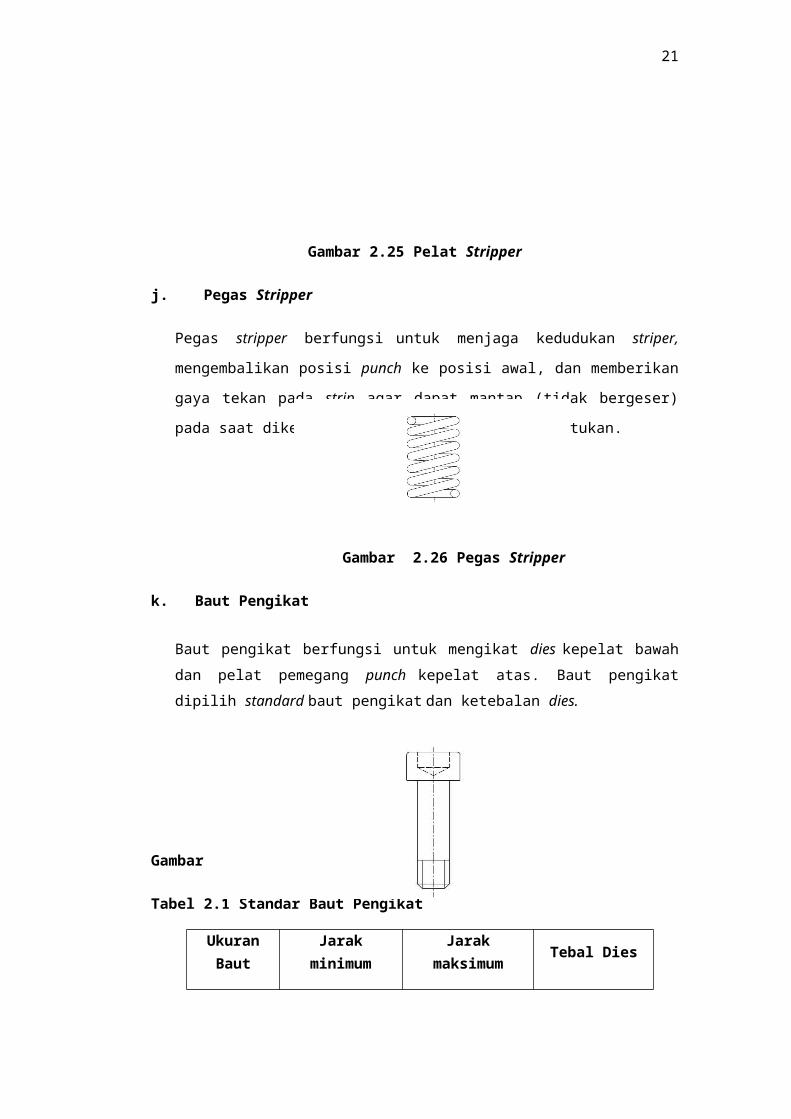
j. Pegas Stripper
Pegas stripper berfungsi untuk menjaga kedudukan striper, mengembalikan posisi
punch ke posisi awal, dan memberikan gaya tekan pada strip agar dapat mantap
(tidak bergeser) pada saat dikenai gaya potong dan gaya pembentukan.
Gambar 2.26 Pegas Stripper
k. Baut Pengikat
Baut pengikat berfungsi untuk mengikat dies kepelat bawah dan pelat pemegang
punch kepelat atas. Baut pengikat dipilih standard baut pengikat dan ketebalan dies.
Gambar 2.27 Baut Pengikat
18
Tabel 2.1 Standar Baut Pengikat
Ukuran Baut Jarak minimum Jarak maksimum Tebal Dies
M5 15 50 10 ÷ 18
M6 25 70 15 ÷ 25
M8 40 90 22 ÷ 32
M10 60 115 27 ÷ 38
M12 80 150 > 38
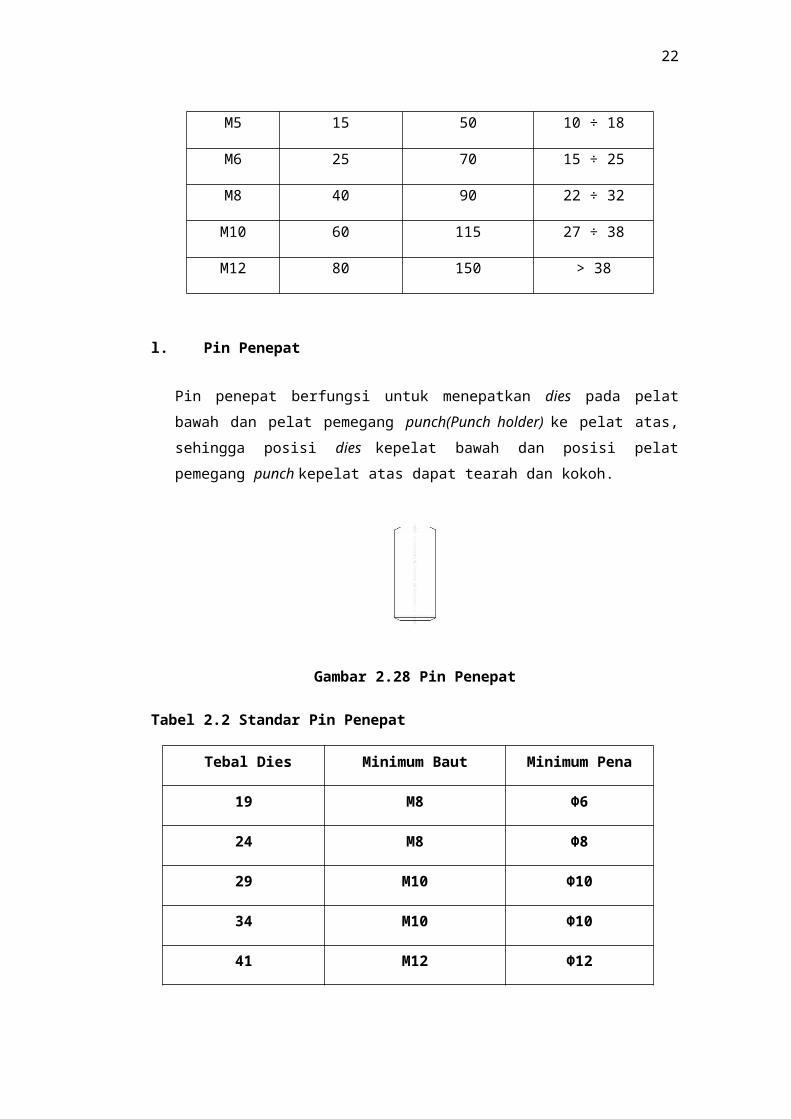
l. Pin Penepat
Pin penepat berfungsi untuk menepatkan dies pada pelat bawah dan pelat
pemegang punch(Punch holder) ke pelat atas, sehingga posisi dies kepelat bawah
dan posisi pelat pemegang punch kepelat atas dapat tearah dan kokoh.
Gambar 2.28 Pin Penepat
Tabel 2.2 Standar Pin Penepat
Tebal Dies Minimum Baut Minimum Pena
19 M8 Φ6
24 M8 Φ8
29 M10 Φ10
34 M10 Φ10
41 M12 Φ12
19
48 M16 Φ16
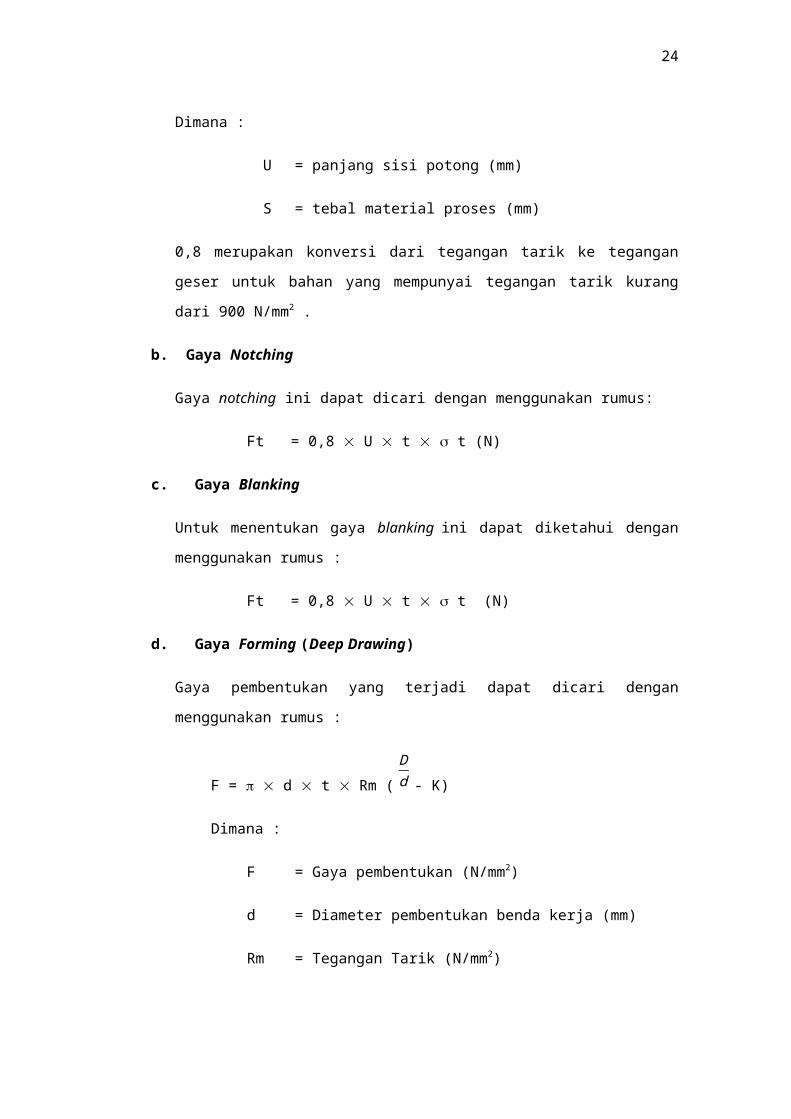
m. Sarung Pengarah (Bush)
Sarung pengarah berfungsi untuk mengarahkan tiang pengarah dan mencegah
cacat pada pelat atas. Pada perencanaan alat bantu produksi ini untuk sarung
pengarah dipilih bahan kuningan.
Gambar 2.29 Sarung Pengarah
2.5 Rumus Gaya-gaya perencanaan
Dalam perencanaan ini dibutuhkan dasar-dasar perhitungan yang menggunakan teori
dan rumus-rumus tertentu. Adapun teori dan rumus-rumus tersebut antara lain, Untuk
mecari gaya-gaya perencanaan terlebih dahulu mengetahui gaya-gaya yang bekerja
pada suatu rancang bangun benda. Adapun gaya-gaya yang terjadi:
a. Gaya Pierching
Untuk menentukan gaya pierching dapat digunakan rumus seperti dibawah ini :
Fp = 0,8 U t t (N)
Dimana :
U = panjang sisi potong (mm)
S = tebal material proses (mm)
20
0,8 merupakan konversi dari tegangan tarik ke tegangan geser untuk bahan yang
mempunyai tegangan tarik kurang dari 900 N/mm2 .
b. Gaya Notching
Gaya notching ini dapat dicari dengan menggunakan rumus:
Ft = 0,8 U t t (N)
c. Gaya Blanking
Untuk menentukan gaya blanking ini dapat diketahui dengan menggunakan rumus :
Ft = 0,8 U t t (N)
d. Gaya Forming (Deep Drawing)
Gaya pembentukan yang terjadi dapat dicari dengan menggunakan rumus :
F = d t Rm (
Dd - K)
Dimana :
F = Gaya pembentukan (N/mm2)
d = Diameter pembentukan benda kerja (mm)
Rm = Tegangan Tarik (N/mm2)
D = Diameter bentangan benda kerja sebelum dibentuk (mm)
S = Tebal Pelat (mm)
K = Konstanta (0,6 ÷ 0,7)
e. Gaya pegas Stripper
Pada perencanaan ini posisi stripper terletak pada unit bawah dan tebal spesimen
yang akan dibentuk adalah 1,2 mm, maka langkah untuk menentukan gaya pegas
stripper adalah sebagai berikut:
Fps = 5÷20% x F Total
21
Dimana:
Fps = Gaya pegas stipper (N)
F = Gaya Total (N)
f. Perhitungan gaya pegas pelontar
Untuk mencari gaya pegas pelontar ini dihitung terlebih dahulu volume pena
pelontar dengan rumus:
V =
π .D2 .t4
Dimana:
V = Volume pena pelontar (mm3)
D = Diameter pena pelontar (mm)
T = Tinggi pena pelontar (mm)
Kemudian dicari jumlah massa totalnya dengan rumus :
M = Vt . ρ
Dimana :
ρ = massa jenis bahan (kg/m3)
Baru didapat gaya pegas pelontar, yaitu :
F = m . g
Dimana :
F = Gaya pegas (N)
m = Massa bahan (kg)
g = Gravitasi bumi (9,81 m/s2)
22
g. Rumus mencari panjang Punch maksimum
Dalam mencari panjang Punch maksimum dipakai punch yang memiliki diameter
terkecil/yang paling kritis.
LMaks= √ π2 . E . IFb
Dimana:
Lmaks = Panjang Punch maksimum (mm)
E = Modulus Elastisitas (N/mm2)
I = Momen Inersia bahan (mm4)
Rm = Tegangan tarik bahan (N/mm2)
S = Tebal material (mm)
r = Jari-jari Punch terkecil (mm)
Fb = gaya maksimum (N)
h. Rumus mencari tebal Die
Rumus Empiris mencari tebal pelat untuk mencari tebal Die berdasarkan gaya total
yang di butuhkan untuk perencanaan press tool adalah :
H=3√ F totg
Dimana :
H = Tebal Die (mm)
g = Gravitasi bumi (9,81 m/det2)
F = Gaya total (N)
23
i. Menghitung Clearance Punch dan Die
Setiap operasi pemotongan yang dilakukan Punch dan Die selalu ada nilai
kelonggaran yang diambil.
Untuk tebal pelat (s) ≤ 3 mm
Us = C.S. √τ1
Dimana :
Us = Kelonggaran tiap sisi (mm)
Dp = Diameter Punch (mm)
Dd = Diameter lubang Die (mm)
C = Faktor kerja (0,005 ÷ 0,025)
S = Tebal pelat (mm)
τt = Tegangan geser bahan (N/mm2)
j. Perhitungan Gaya Buckling
Batang punch yang ramping cendrunguntuk melengkung dan akibatnya akan timbul
momen. Gejala seperti ini disebut buckling. Besar gaya bucklimg menurut rumus
euler sebagai berikut :
Fb = E · I min · π ² ………………( Budiarto. 2001,hal 81 )
S²
Dimana :
Fb = Gaya Buckling ( N )
E = Modulus Elastisitas ( N/mm² )
Imn = Momen Inersia ( mm )
S = Panjang Punch ( mm )
24
Gaya bucklimg dapat juga dicari berdasarkan kerampingannya, yaitu :
λ ≥ λ0 Digunakan untuk rumus euler
λ < λo Digunakan untuk rumus tetmejer
λ = S/i
i = √ I ADimana :
S = Panjang Batang (mm )
A = Luas penampang ( mm² )
i = jari- jari girasi
λ = kerampingan
I = Momen Inersia
Apabila menggunakan rumus tetmejer maka rumusnya adalah sebagai berikut:
Tabel 2.2 Harga Elastisitas pada Rumus Tetmejer
Bahan E( N /mm²) λ0 Rumus tetmejer
ST 37 210.000 105 δB = 310 – 1,14 λ
ST 50 dan ST 60 210.000 89 δB = 335 – 0,6 λ
Besi tuang 100.000 80 δB = 776 - 12λ + 0,053λ
k. Rumus titik berat gaya
X=ΣF . xiΣF
Y= ΣF . yiΣF
Dimana :
25
X = Titik berat terhadap sumbu x
Y = Titik berat terhadap sumbu y
xi = Titik berat ke-i terhadap sumbu x
yi = Titik berat ke-i terhadap sumbu y
ΣF = Gaya proses pada satu bidang (N)
l. Perhitungan pelat atas
Pada pelat atas akan terjadi tegangan bengkok yang diakibatkan gaya-gaya reaksi
dari Punch. Besarnya tegangan yang terjadi adalah:
h = √ 6 XMbmaxbX τt
τt =
τ tv
Dimana:
h = Tebal pelat (mm)
MB maks = Momen bengkok maksimum
b = Panjang pelat atas yang direncanakan (mm)
τt = Tegangan tarik izin (N/ mm2)
v = Faktor keamanan
m. Perhitungan pelat bawah
Untuk merencanakan pelat bawah sama dengan perencanaan pelat atas, yaitu
dengan memperhitungkan momen yang terjadi pada pelat bawah.
n. Perhitungan kedalaman sisi potong
H = 3 x s (bila s < 2 mm)
26
Dimana:
H = Kedalaman kelonggaran (mm)
S = Tebal pelat (mm)
o. Perhitungan Diameter pillar
Pada perencanaan ini diameter pillar dihitung agar tidak terjadi bengkok, karena
pelat atas dan pelat bawah kemungkinan presisi sehingga akan terjadi kelengkungan
sewaktu pengerjaan berlansung, diameter pillar dapat dihitung dengan mengunakan
rumus yaitu :
D = √ 4 xFgpπ tx π .....................................(Kurmi, R.S. 1982, hal 337)
dimana :
Fgp = Ft / n
Ft = Gaya total (N)
n = Jumlah pillar

27
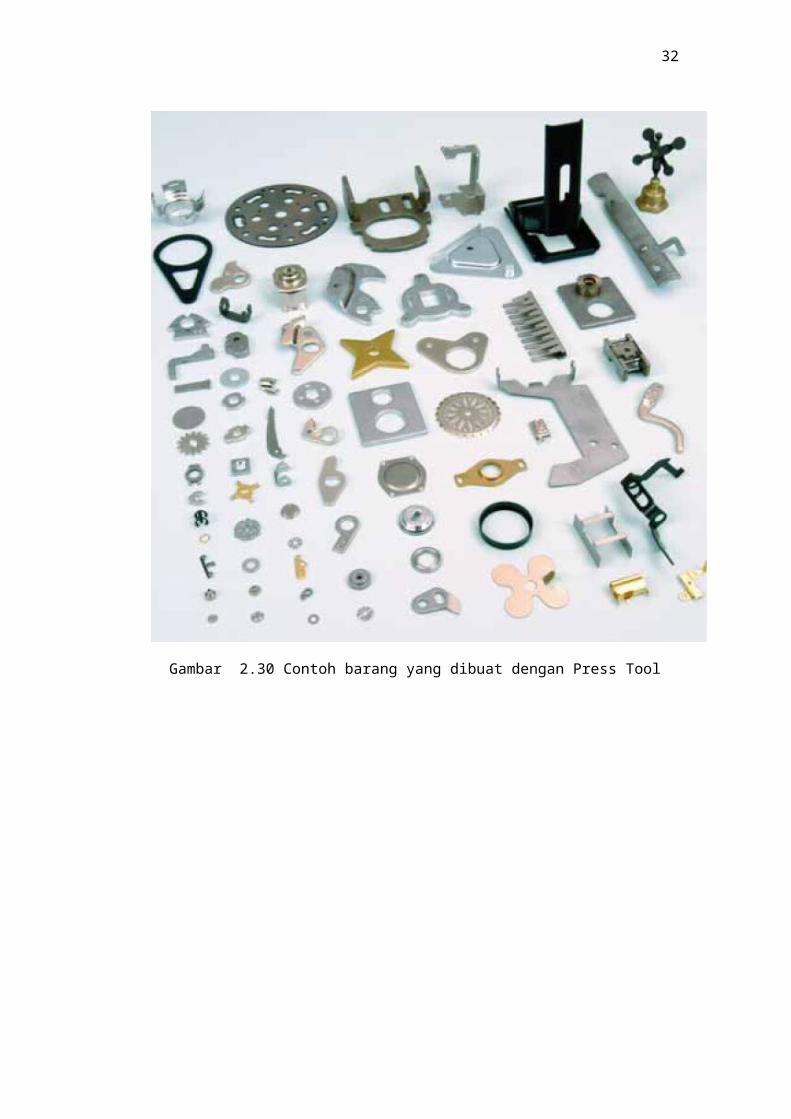
Gambar 2.30 Contoh barang yang dibuat dengan Press Tool
28
BAB III
GAMBAR KERJA
29
30
31
32

33
34

35

36

37
BAB IV
ALAT DAN BAHAN YANG DIGUNAKAN
4.1 Peralatan dan BahanYang Digunakan Untuk Pembuatan Dies1. Mesin miling dan perlengkapan2. Mesin bor dan perlengkapannya3. Bor ø 3, 5, 5.5, 6, 10, 12, 204. Tap m65. Pengores6. Penitik7. Palu besi8. Palu karet9. Mistar baja10. Jangka sorong11. Meja rata12. Pisau perata13. Bahan ST 37 ukuran 12 x 52 x 90 mm.
4.2 Peralatan dan BahanYang Digunakan Untuk Pembuatan Punch1. Bahan Besi ST 37 ukuran Ø 24 x25mm dan Ø14x25 mm2. Mesin bubut dan perlengkapannya3. Pahat bubut rata kanan4. Pahat potong5. Center drill6. Jangka sorong.
4.3 Peralatan dan BahanYang Digunakan Untuk Pembuatan Plat Bawah1. Bahan ST 37 ukuran 20 x 90 x 150 mm2. Mesin miling dan perlengkapan3. Mesin bor dan perlengkapannya4. Cutter Ø 22 mm5. Bor ø 6, 8, 12, 15, 22 mm6. Pengores7. Penitik8. Palu besi9. Palu karet10. Mistar baja

38
11. Jangka sorong5. Meja rata6. Pisau perata
4.4 Peralatan dan BahanYang Digunakan Untuk Pembuatan Plat Atas1. Bahan ST 37 ukuran 20 x 90 x 150 mm2. Mesin miling dan perlengkapan3. Mesin bor dan perlengkapannya4. Cutter Ø 22 mm5. Bor ø 6, 8, 12, 14, 16 mm6. Pengores7. Penitik8. Palu besi9. Palu karet10. Mistar baja11. Jangka sorong12. Meja rata13. Pisau perata
4.5 Peralatan dan BahanYang Digunakan Untuk Pembuatan Pemegang Punch
1. Mesin milling dengan perlengkapannya
2. Cutter milling 20 mm, 14 mm, 10 mm.∅ ∅ ∅
3. Mesin bor dengan perlengkapannya.
4. Mata bor 5 mm∅
5. Penitik
6. Palu besi
7. Tap M6
8. Flaying cutter
9. Kikir
10. Highgauge
11. Jangka sorong
12. Bahan ST 37 ukuran 10 x 52 x 90 mm.
4.6 Peralatan dan BahanYang Digunakan Untuk Pembuatan Stripper

39
1. Mesin Milling2. Box alat3. Cutter diameter 12 dan 204. Bor diameter 6, 10, 12, dan 205. Haigh gauge dan jangka sorong6. Meja perata7. Penggores8. Penitik9. Palu besi dan palu karet10. Dial Indikator11. Bahan ST 37 ukuran 10 x 52 x 90 mm.
4.7 Peralatan dan BahanYang Digunakan Untuk Pembuatan Tiang Pengarah
1. Mesin bubut2. Pahat bubut3. Jangka sorong4. Kikir 5. ST 37 diameter = 17 mm, panjang = 90mm
4.8 Peralatan dan BahanYang Digunakan Untuk Pembuatan Bush Pengarah
1. Mesin bubut dan perlengkapannya2. Pahat bubut3. Bor 124. Air pendingin5. Bahan kuningan Ø20 x25 mm.
4.9 Peralatan dan BahanYang Digunakan Untuk Pembuatan Shank
1. Mesin bubut dan perlengkapannya2. Mesin milling dan perlengkapannya3. Pahat bubut4. Jangka sorong5. Kikir

40
BAB V
LANGKAH KERJA
5.1 Langkah Kerja Pembuatan Dies1. Amati gambar kerja.2. Ukur benda kerja dan tandai sesuai dengan ukuran dalam gambar
kerja yang mana panjang 90 mm, tebal 12 mm dan lebar 52 mm.3. Bagian bawah 8 mm dan bagian atas 8 mm. Samping kiri 8 mm dan
samping kanan 8 mm.4. Pusat lubang kedudukan baut ke lubang baut jarak lebarnya 36 mm
dari semua lebarnya 52 mm yang mana bagian sisi atas jarak 8 mm dan sisi bawah 8 mm
5. Untuk Ø 5 mm jaraknya 39.5 mm dari samping kanan benda kerja yang mana letak Ø 5 nya di bagian tengah lebar 52 mm.
6. Untuk lubang punch piersing dan punch blanking jaraknya 44 mm atau totalnya ukurannya 64 mm yang diukur dari samping kanan benda kerja dies ini yang letaknya terdapat di tengah.
7. Setelah itu, benda kerja di miling sesuai dengan ukuran yang telah disebutkan diatas.
8. Kemudian, tandai tempat kedudukan baut 6 buah, kedudukan pin stopper 1 buah dan tempat punch 2 buah dengan penitik, ukuran sesuai dengan yang disebutkan diatas, lalu dibor.
9. Semua terlebih dahulu dibor memakai bor Ø 3 kecuali 2 buah untuk pin.
10. Untuk pin stopper kemudian dibor dengan bor Ø 5, untuk kedudukan baut dibor dengan bor Ø 5.5 dan untuk lubang punch piersing dan punch blanking juga dibor dengan bor Ø 5.5.
11. Setelah itu lubang punch piersing dibor lagi dengan bor Ø 10, punch blanking dibor dengan bor Ø 10 lalu bor Ø 20.
12. Bagian bawah dies, untuk punch piersing dibor lagi dengan bor Ø 12 dengan kedalaman 5 mm. Untuk punch blanking juga dibor lagi dengan bor Ø 22 dengan kedalaman juga 5 mm.
13. Setelah semua telah selesai, kemudian untuk kedudukan baut tadi yang telah dibor dengan Ø 5.5 lalu di TAP dengan TAP M 6.
14. Kemudian dies di miling lagi untuk dibuat tempat kedudukan benda kerja yang akan dipress tool dengan kedalaman 0.5 mm bagian atas dies dengan lebar 22 mm.

41
5.2 Langkah Kerja Pembuatan PunchA. Langkah Kerja Punch Pierching
1. Persiapkan alat dan bahan yang akan dikerjakan pada mesin bubut.
2. Pasang benda kerja pada cekam mesin bubut3. Atur kecepatan pada mesin bubut.4. Sebelum benda kerja di bubut,bor senter salah satu ujung benda
kerja.5. Setelah itu Bubut benda kerja dengan ukuran ø 14 mm x 25 mm.6. Langkah selanjutnya bubut benda kerja sampai dengan ukuran
yang ditentukan yaitu ø 9,7 mm x 20 mm. 7. Buka dan bersihkan benda kerja.
B. Langkah Kerja Punch blanking1. Persiapkan alat dan bahan yang akan dikerjakan.2. Pasang benda kerja pada mesin bubut dan atur kecepatan mesin
bubut.3. Sebelun benda kerja dibubut,bor senter salah satu ujung benda
kerja .4. Bubut benda kerja dengan ukuran ø 24 mm x 25 mm,langkah
selanjutnya bubut benda sampai dengan ukuran yang telah ditentukan yaitu ø 19,7 mm x 20 mm.
5. Setelah itu buka dan bersihkan mesin dan sekitar tempat kita bekerja.
6. Kembalikan alat kepada teknisi.
5.3 Langkah Kerja Pembuatan Plat Bawah1. Persiapkan benda kerja sesuai ukuran.2. Ratakan pinggir benda dengan menggunakan mesin milling
hingga semua pinggir benda rata dan siku.3. Ukur dimensi benda dengan jangka sorong sesuai dengan
gambar yaitu panjang 150 mm lebar 90 mm dan tinggi 20 mm.4. Gambar benda kerja ssesuai gamdar kerja dengan penggores
diatas meja rata.5. Titik benda kerja dengan penitik pada bagian yang ingin di bor.6. Pasang benda pada mesin bor dan bor lobang dengan diameter
6mm pada semua lobang sesuai gambar.7. Bor lobang yang telah di bor dengan diameter 6 mm tadi dengan
bor diameter 8 mm sesuai dengan gambar kerja.
42
8. Bor lobang tiang pengarah dengan diameter 12 mm.9. Bor lobang punch perching dengan diameter 12 mm.10. Bor lobang punch blanking dengan diameter 22 mm.11. Perbesar lobang baut untuk baut inbus dengan diameter 12 mm.12. Perbesar lobang untuk tiang pengrah dengran diameter 16 mm.13. Milling sudut benda dengan kemiringan 45º dengan panjang
10mm pada setiap sudutnya.14. Buat camfer pada setiap sisi dengan kemiringan 45º dan panjang
2mm.15. Ratakan setiap sisi dengan menggunakan kikir halus.
5.4 Langkah Kerja Pembuatan Plat Atas1. Persiapkan benda kerja sesuai ukuran.2. Ratakan pinggir benda dengan menggunakan mesin milling
hingga semua pinggir benda rata dan siku.3. Ukur dimensi benda dengan jangka sorong sesuai dengan
gambar yaitu panjang 150 mm lebar 90 mm dan tinggi 20 mm.4. Gambar benda kerja ssesuai gamdar kerja dengan penggores
diatas meja rata.5. Titik benda kerja dengan penitik pada bagian yang ingin di bor.6. Pasang benda pada mesin bor dan bor lobang dengan diameter
6mm pada semua lobang sesuai gambar.7. Bor lobang yang telah di bor dengan diameter 6 mm tadi dengan
bor diameter 8 mm sesuai dengan gambar kerja.8. Bor lobang bush pengarah dengan diameter 16 mm.9. Perbesar lobang baut untuk baut inbus dengan diameter 12 mm.10. Bor benda untuk membuat dudukan shank dengan diameter
12.5 mm.11. Buat ulir dalam lobang dudukan shank dengan menggunakan
snai M14 x 1 mm.12. Milling sudut benda dengan kemiringan 45º dengan panjang
10mm pada setiap sudutnya.13. Buat camfer pada setiap sisi dengan kemiringan 45º dan panjang
2mm.14. Ratakan setiap sisi dengan menggunakan kikir halus.
5.5 Langkah Kerja Pembuatan Stripper1. Cek ukuran benda kerja.2. Pahami gambar.
43
3. Siapkan peralatan yang akan digunakan pada mesin milling, Seperti memasang ragum. Pada pemasangan ragum, usahakan permukaan ragum rata dengan menggunakan Dial indikator.
4. Pasang benda kerja dan ratakan permukaannya dengan menggunakan cutter 20. Setelah itu balekkan benda kerja, ratakan permukaannya sampai ketebalan benda kerja 10 mm.
5. Ratakan salah satu sisi panjang dan lebar benda kerja untuk dijadikan patokan untuk pengukuran.
6. Setelah semuanya selesai, mulai lah menggambar benda kerja dengan menggunakan haigh gauge dan meja perata sesuai dengan gambar.
7. Titik bagian yang akan di bor dan di milling.8. Setelah selesai menggambar, kerjakan terlebih dahulu proses
pengeboran dan setelah itu baru proses milling. Untuk pembuatan lobang pasak dilakukan bersamaan dengan plat atas, plat bawah dan dies.
9. Pada saat proses pengeboran, sesuaikan dengan lobang pada Dies agar pada saat pemasangan punch tidak lari.
10. Lakukan proses finishing.
5.6 Langkah Kerja Pembuatan Pemegang Punch1. Persiapkan Alat dan bahan
2. Ukur dimensi bahan yang tersedie
3. Bentuk bakal atau profil dari pemegang punch dengan
menggunakan mesin milling sehingga terbentuk persegi dengan
ukuran, panjang 90 mm, lebar 52 mm dan tinggi/tebal 10 mm.
(ctt : karena bahan yang diperoleh dari gudang panjang nya 90
mm maka pada pembentukan bakal atau profilnya dibentuk
dengan panjang 88 mm).
4. Setelah didapat ukuran tersebut selanjutnya dilakukan
penggambaran atau pelukisan benda kerja sebagai proses awal
untuk pemboran lobang.
5. Sebelum di ukir tentukan dulu basisnya atau patokannya (suatu
lobang yang dijadikan pedoman)
44
6. Pada penggambaran atau pelukisan di benda kerja ini kita
menggunakan heighgauge dan jangka sorong.
7. Titik benda kerja dengan menggunakan penitik.
8. Bor benda kerja,yang dibor terlebih dahulu yaitu 4 lobang
tempat kedudukan baut pengikat.dengan menggunakan bor 5 ∅
mm.
9. Kemudian lakukan pen tap an pada ke 4 lobang tesebut dengan
menggunakan tap M6.
10. Setelah itu pasangkan atau ikatkan dengan dies yang terlebih
dahulu telah selesai dengan menggunakan baut. Tujuannya yaitu
supaya memudahkan dalam pembuatn lobang kedudukan punch
atau pemegang punch.
11. Buat lobang kedudukan ke dua punch (lihat gambar) buat lobang
kedudukan punch pertama,dengan menggunakan mesin milling
dengan cutter 10 mm, sampai tembus,setelah itu ganti dengan∅
14 mm dan lobangi sedalam 5 mm.∅
12. Buat lobang kedudukan Punch yang kedua dengan cutter 20 mm,
sampai tembus. Untuk lobang diameter 24 mm kita
menggunakan flaying cutter dengan langkah sebagai berikut :
- Pasang flaying cutter pada mesin bor
- Pasang benda kerja pada ragum
- Hidupkan mesin bor
- Cari titik tengah lobang yang akan di perbesar
- Setelah dapat titik pusatnya Atur panjang langkah flaying cutter
dengan memutar skala ukuran langkah pada flaying
cutter,setelah itu gerakkan ragum naik turun,sehingga
didapatkan ukuran diameter 24 mm dan dengan kedalaman 5
mm.
13. Lakukan finishing dengan membersihkan bagian – bagian yang
tajam dan kurang halus dengan kikir.
45
5.7 Langkah Kerja Pembuatan Tiang Pengarah1. Berdoalah sebelum memulai pekerjaan2. Siapkan perlengkapan bubut3. Cekam benda kerja pada mesin bubut 4. Kemudian center kan benda kerja dengan pahat bubut dengan
menggunakan center drill5. Hidupkan mesin bubut 6. Kemudian lakukan pemakanan sampai benda kerja berdiameter
15 mm sepanjang 85 mm.7. Kemudian lakukan pemakanan sampai benda kerja berdiameter
12 mm sepanjang 80 mm, sisakan yang berdiameter 15 mm sepanjang 5 mm untuk tahanan tiang pengarah.
5.8 Langkah Kerja Pembuatan Bush Pengarah1. Persiapkan alat – alat dan bahan yang diperlukan.2. Persiapkan mesin bubut dan perlengkapanya.3. Pasang benda kerja kuningan pada cekam mesin bubut dengan
erat.4. Bubut rata ke dua sisi benda kerja sampai panjang benda kerja
25.5. Bubut permukaan benda kerja sampai diameter 20.6. Tandai benda kerja sepanjang 5 mm.7. Bubut permukaan benda kerja sampai diameter 16 sepanjang 20
mm.8. Bor benda kerja samapai tembus dengan menggunkan mata bor
12.9. Buka benda kerja dari cekam.10. Bush pengarah telah siap digunakan.
5.9 Langkah Kerja Pembuatan Shank1. Pasang benda kerja pada cak mesin bubut.2. Lakukan pembubutan muka pada benda kerja .3. Ukur beda kerja sepanjang 15 mm dengan jangka sorong untuk
dilakukan bubut rata dan sampai pada Ø 14.4. Buka benda kerja pada cak mesin bubut dan balikkan benda kerja
kemudian pasang lagi pada cak mesin bubut.5. Lakukan pembubutan rata sampai Ø 24 dan sepanjang 44 mm.
46
6. Ukur benda sepanjang 10 mm dan lakukan pembubutan tirus dengan sudut 12˚ sepanjang 26 mm.
7. Pada ujung pembubutan tirus buat radius dengan jari-jari R2.8. Chamfer ujung benda kerja dengan sudut 45˚.9. Buka benda kerja dan bawa ke ragum kerja bangku, lakukan
pembuatan ulir dengan menggunakan snay pada sisi bawah benda kerja yang Ø 14 td dengan ulir M14.
10. Bawa benda kerja keragum mesin milling dan lakukan pemakanan setebal 1 mm kiri dan kanan pada bagian kepala benda kerja.
11. Selesai.
47
NETWORK PLANNING PENGERJAAN PRESS TOOL
48
Keterangan :
D = Dies
P = Punch
PA = Plat atas
PB = Plat bawah
PH = Punch holder
ST = Stripper
TP = Tiang pengarah
BP = Bush pengarah
SH = Shank
M = Milling
B = Bubut
H = Bor
F = Finising
P = Perakitan
= Jalur Kritis

49
BAB VI
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari hasil praktek yang dilakukan dapat disimpulkan sebagai berikut :
1. Press toll merupakan peralatan yang sangat presisi dengan zero toleransi (toleransinya adalah nol).
2. Press tool merupakan alat bantu untuk produksi yang dapat meningkatkan hasil produksi.
3. Bahan yang digunakan untuk punch dan dies harus baja dengan karbon tinggi agar dapat bertahan lama karena punch dan dies adalah komponen yang melakukan pemotongan pada benda.
4. Untuk dapat membuat preass tool dengan benar haruslah ada koordinasi yang baik sesama anggota tim agar hasilnya presisi.
5. Pembuatan press tool basisnya adalah lobang punch.
5.2 Saran
Beberapa saran yang ingin disampaikan yaitu :
1. Pahamilah gambar kerja dengan seksama sebelum bekerja.2. Kerjakanlah dies terlebih dahulu sebagai patokan lobang.3. Beri kelonggaran pada pembuatan tiang pengarah dan bush
pengarah.4. Gunakan alat sesuai dengan fungsinya.5. Utamakanlah keselamatn kerja selama bekerja.
50
DAFTAR PUSTAKAFatahul Arifin, S.T., Dipl.Eng.EPD, MengSc, 2008.Perencanaan Alat Penempat
dan Press Tool, Tiga Serangkai, Bandung Jurusan Teknik Mesin, 2010, praktek Bengkel III, Politeknik Negeri Padang,
Padang.