laporan akhir kel 16 teknik manufaktur
TRANSCRIPT
LAPORAN AKHIR
PRAKTIKUM TEKNIK MANUFAKTUR I
Objek
POROS BAWAH HYDROTILLER
Oleh
KELOMPOK 16 (Enam Belas)
Anggota:
1. Erik Selamat Yuraahito 1010913036
2. Janggi Kelana 1010912021
3. Maigi Saputra 1010911011
4. Mezi Satria 1010912048
5. Muhammad Alfabri P 1010912024
Asisten :
TRIAS BASTENOV MONDA
LABORATORIUM INTI TEKNOLOGI PRODUKSI
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS ANDALAS
PADANG
2011

Abstrak
Pada mata kuliah Teknik manufaktur 1 yang mempelajari tentang proses
pemesinan. Yang mana dengan pelajaran ini diharapkan Mahasisiswa dapat ;
mengetahui cara-cara mengoperasikan mesin perkakas, mengetahui karakteristik
mesin perkakas yang dipakaiserta mampu mempergunakan alat ukur dan
menganalisa sedemikian sehingga dapat merencanakan urutan proses pemesinan
dalam pembuatan suatu komponen serta menetukan kondisi pemotongan yang
sesuai untuk spesifikasi geometri yang diminta.
Produk yang kamibuat adalah Poros Bawah Hydrotiller. Adapun proses-
proses yang dilakukan dalam pembuatanya adalah proses bubut, dan sekrap.
Proses bubut untuk mengurangi diameter pada benda berja, berupa poros. Proses
sekrap hampir sama dengan proses bubut tapi gerak potongnya translasi yang
dilakukan oleh pahat. Dalam praktikum proses produksi ini praktikan dapat
melatih keterampilan dan mendapatkan pengalaman kerja dalam mengoperasikan
mesin-mesin perkakas, serta mampu membuat suatu produk sesuai dengan
toleransi yang diizinkan.
Kata Kunci : Proses Produksi, Bubut, Gurdi, Sekrap

Abstract
On a course that studies the production process of the machining process.
Which with this lesson students are expected to know the ways to operate machine
tools, know the characteristics of using machine tools capable of measuring and
analyzing the appropriate use can be planned such that the sequence of
machining processes in the manufacture of a component and determine the
appropriate cutting conditions for the requested geometry specification
The products we make are Hydrotiller Bottom Axis. As for the processes
performed in the making is the process of lathe, and shapimg. Lathe process to
reduce the diameter of the object walked, in the form of the shaft. Shaping process
is similar to the process of cutoff lathe but translational motion which carried by
this production process practicum tools.in our experiment can train their skills
and gain work experience in operating themachinery tools, and able to make a
product in accordance with the allowed tolerances.
Keywords: Production Process, Lathe, Shapimg

LEMBAR PENGESAHAN
LAPORAN AKHIR PRAKTIKUMTEKNIK MANUFAKTUR I
PROSES PEMBUATAN PAROS BAWAH HYDROTILLER
Diajukan sebagai salah satu syarat kerurusan mafa kuliah Teknik Manufaktur ISemester III tahun ajaran Zlnngii
Oleh:
Kelompok 16
Anggota:
Erik Selamat yuraahito I01091i036Janggi Kelana nfignlltMaigi Sapurra t0t09il0tlMezi Satria 101091204g
Muhammad Alfabri p fi10gt2024
Disetujui olehAsisten Kelompok 16
Mengetahui
t.)
3.
4.
5.
BASTENOV MONDA
MOHAN{MAD FAHMADIHAN
ii
KATA PENGANTAR
Puji beserta syukur kami ucapkan atas kehadirat Allah SWT yang telah
memberikan segala rahmat serta karunia-Nya, sehingga kami dapat
menyelesaikan Laporan Akhir PraktikumTeknik Manufaktur I di Laboratorium
Inti Teknologi Produksi (LITP).
Laporan ini ditulis untuk memenuhi persyaratan dalam meyelesaikan
kuliah Teknik Manufaktur I.
Pelaksanaan dan penyusunan laporan ini tidak mungkin terlaksana tanpa
bantuan dan dukungan dari berbagai pihak. Oleh karena itu, penulis ingin
menyampaikan terima kasih kepada :
1. Bapak Ir. Adam Malik, M. Eng dan Bapak Dr. –Ing. Agus Sutanto yang
telah memberikan pengetahuan dasar proses pemesinan pada mata kuliah
Teknik Manufaktur I.
2. Bapak Ir. Adam Malik, M. Eng. sebagai Kepala Laboratorium Inti
Teknologi Produksi.
3. Trias Bastenov Monda selaku asisten yang telah memberikan bimbingan
selama praktikum dan penyusunan laporan akhir ini.
4. Seluruh asisten Laboratorium Inti Teknologi Produksi (LITP).
5. Rekan-rekan kelompok 16 jurusan Teknik Mesin Angkatan 2010 yang
telah memberikan saran dan bantuannya, serta semua pihak yang
membantu kami baik secara langsung maupun tidak langsung.
Semoga dengan laporan akhir ini dapat diterima dan memberikan manfaat
bagi yang membaca, dan sangat kami harapkan kritik dan saran untuk
kesempurnaan laporan akhir.
Padang , Desember 2011
Penulis
iii
DAFTAR ISI
Hal
ABSTRAK
ABSTRACT
LEMBAR PENGESAHAN ………………………………………………... i
KATA PENGANTAR ……………………………………………………… ii
DAFTAR ISI ………….……………………………………………………. iii
DAFTAR GAMBAR ………………………………………………………. vi
DAFTAR TABEL …………………...……………………………………... x
BAB I PENDAHULUAN
1.1 Latar Belakang …………………………………………………... 1
1.2 Tujuan ………………………………………………………….... 2
1.3 Manfaat ………………………………………………………….. 2
BAB II TUJUAN PUSTAKA
2.1 Sejarah Perkembangan Manufaktur ……………………………... 3
2.2 Gambar Teknik ................................................................................. 4
2.2.1 Fungsi Gambar ........................................................................ 5
2.2.2 Garis......................................................................................... 5
2.2.3 Proyeksi Gambar .................................................................... 8
2.2.4 Toleransi………………………………………………...…... 13
2.3 Klasifikasi Proses Produksi …………………………………….... 29
2.3.1 Proses Pengecoran ( casting ) …………………………....... 30
2.3.2 Proses Pembentukan ( forming ) …………………………... 31
2.3.3 Proses Penyambungan ( joining ) …………………….……. 33
2.3.4 Proses Metalurgi Serbuk ( powder metallurgy ) …………… 35
2.3.5 Proses Perakitan ( Assembly ) ………………….................... 37
iv
2.3.6 Proses Perubahan Sifat Mekanik ………………………….. 38
2.3.7 Proses Polymer …………………………………………..…. 39
2.3.8 Proses Pemesinan ( machining )...………………………….. 41
2.4 Elemen Dasar Proses Pemesinan...………………………………... 51
2.4.1 Proses Bubut ( turning ) …………………………………… 52
2.4.2 Proses Freis ( Milling ) …………………………………… 55
2.4.3 Proses Gurdi ( Drilling ) …………………………………. 60
2.4.4 Proses Sekrap ( Shaping ) ………………………………… 67
2.4.5 Penggergajian ( Sawing ) …………………………………… 70
2.5 Mekanisme Terbentuknya Geram..................................................... 72
2.5.1 Teori Lama Pembentukan Geram............................................ 72
2.5.2 Teori Baru Terbentuknya Geram............................................. 72
2.6 Pahat …………………………………………………………….. 75
2.6.1 Bidang Pahat ………………………………………………. 76
2.6.2 Mata Potong Pahat ………………………………………… 77
2.6.3 Material Pahat ……………………………………………... 77
2.6.4 Umur Pahat …………………………………………………83
2.7 Fluida Pendingin ( coolant ) …………………………………….. 86
2.7.1 Fungsi Coolant ……………………………………………. 86
2.7.2 Jenis-jenis Coolant ………………………………………... 86
2.7.3 Pemakaian Coolant ……………………………………..… 88
2.8 Snei dan Tapping ..………………………………………………. 90
2.8.1 Snei …………………………………………………………90
2.8.2 Tapping ……………………………………………………. 91
BAB III METODOLOGI
3.1 Diagram Alir Praktikum ................................................................... 93
v
3.2 Peralatan Praktikum ...........……………………………………… 95
3.2.1 Mesin Yang Digunakan .....................................…………. 95
3.2.2 Alat Ukur …………………………………………………. 97
3.2.3 Alat Bantu ………………………………………………… 98
3.3 Proses Pembuatan ……………………………………………….. 99
BAB IV ANALISA DAN PEMBAHASAN
4.1 Perhitungan …………………………………………………….... 103
4.1.1 Proses Bubut ………………………………………………. 103
4.1.1.1 Proses Facing ………………………………………..... 103
4.1.1.2 Proses Facing bagian II ………………………............... 104
4.1.2 Proses Gurdi. ……………………. …………………………. 106
4.1.3 Proses Turning ……………………....……………………... 107
4.1.4 Proses Sekrap .......................................................................... 115
4.1.5 Proses Gurdi Bagian II ............................................................ 117
4.1.6 Proses Pembuatan Ulir ............................................................ 119
4.2 Analisa............................................................................................. 120
4.2.1 Analisa Proses ......................................................................... 120
4.2.1.1 Proses Bubut ................................................................ 120
4.2.1.2 Proses Drilling ............................................................. 121
4.2.1.3 Proses Sekrap ............................................................... 122
4.2.1.4 Proses Pembuatan Ulir ................................................ 122
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ……………………………………………………… 125
5.2 Saran …………………………………………………………….. 126

vi
DAFTAR PUSTAKA
LAMPIRAN A Lembar Analisa Proses
LAMPIRAN B Gambar Produk
LAMPIRAN C Lembar Asistensi
vi
DAFTAR GAMBAR
Hal
Gambar 2.1 Garis nyata ................................................................................... 6
Gambar 2.2 Garis gores .................................................................................... 6
Gambar 2.3 Garis bergores ............................................................................... 6
Gambar 2.4 Garis bergores ganda ..................................................................... 6
Gambar 2.5 Poros Engkol………………………………………………………….7
Gambar 2.6 Proyeksi Sudut Pertama atau Proyeksi Eropa ............................. 10
Gambar 2.7 Proyeksi Eropa .............................................................................. 11
Gambar 2.8 Simbol Proyeksi Eropa .................................................................. 11
Gambar 2.9 Sudut Ketiga atau Proyeksi Amerika ............................................... 12
Gambar 2.10 Proyeksi Sudut Ketiga atau Proyeksi Amerika ......................... 13
Gambar 2.11 Simbol Proyeksi Amerika ......................................................... 13
Gambar 2.12 Kedudukan Daerah Toleransi Poros dan Lubang……………..14
Gambar 2.13 Batasan Ukuran dan Toleransi Poros dan Lubang…………….14
Gambar 2.14 Penulisan Toleransi ................................................................... 17
Gambar 2.15 Suaian Longgar ......................................................................... 18
Gambar 2.16 Suaian Pas ................................................................................. 18
Gambar 2.17 Suaian Paksa ............................................................................. 18
Gambar2.18 Penulisan Toleransi .................................................................... 20
Gambar2.19 Suaian Longgar .......................................................................... 21
Gambar2.20 Suaian Pas .................................................................................. 21
Gambar2.21 Suaian Paksa .............................................................................. 21
Gambar2.22 Sistem Satuan Lubang ............................................................... 22
Gambar2.23 Sistem Satuan Poros .................................................................. 23
Gambar2.24 Suaian untuk Basis Lubang dan Kedudukan Daerah Toleransi..23
Gambar2.25 Penunjukan DaerahToleransi dan Penunjukan Daerah .............. 28
Gambar2.26 Kotak Toleransi ......................................................................... 28
Gambar2.27 Keterangan Isi Kotak Toleransi ................................................. 28
Gambar2.28 Proses Produksi ............................................................................ 29
Gambar2.29 Skema Proses Pengecoran Cetakan Pasir ........................................ 31
vii
Gambar2.30 Produk Hasil Pengecoran .............................................................. 31
Gambar2.31 Skema Proses Pembentukan .......................................................... 32
Gambar2.32 Produk Pembentukan .................................................................... 33
Gambar2.33 Penyambungan Tetap (Pengelasan) ................................................ 33
Gambar2.34 Paku Keling untuk Penyambungan Semipermanen ................... 34
Gambar2.35 Penyambungan Tidak Tetap .......................................................... 34
Gambar2.36 Proses Penyambungan .................................................................. 34
Gambar2.37 Proses Metalurgi Serbuk ............................................................... 36
Gambar2.38 Hasil Produk Metalurgi Serbuk ..................................................... 36
Gambar2.39 Contoh Sub-Assy Pada Toyota ....................................................... 37
Gambar2.40 Proses Perakitan Mobil………………………………………….37
Gambar2.41 Proses Heat Treatment .................................................................. 38
Gambar2.42 Contoh Produk Hasil Heat Treatment ............................................ 38
Gambar2.43 Proses Surface Treatment .............................................................. 39
Gambar2.44 Contoh Produk Hasil Surface Treatment ........................................ 39
Gambar2.45 Proses Polymer ............................................................................ 40
Gambar2.46 Contoh Hasil Proses Polymer ........................................................ 40
Gambar2.47 Proses Pemesinan ......................................................................... 41
Gambar2.48 Contoh Hasil Proses Pemesinan..................................................... 41
Gambar2.49 Proses Ultrasonic ......................................................................... 42
Gambar2.50 Proses Kimia ................................................................................ 43
Gambar2.51 Proses Kimia Listrik ..................................................................... 43
Gambar2.52 Proses EDM ................................................................................. 44
Gambar2.53 Hasil Produk EDM ....................................................................... 44
Gambar2.54 Proses LBM ................................................................................. 44
Gambar2.55 Hasil Produk LBM ....................................................................... 45
Gambar2.56 Water Jet Machining .................................................................... 45
Gambar2.57 Gerinda Selindrik (a) internal (b) eksternal .................................... 46
Gambar2.58 Gerinda Datar .............................................................................. 46
Gambar2.59 Gerinda Halus .............................................................................. 47
Gambar2.60 Gerak Potong ............................................................................... 47
Gambar2.61 Gerak Makan ............................................................................... 48
viii
Gambar2.62 Pahat Bermata Potong Tunggal ..................................................... 48
Gambar2.63 Pahat Bermata Potong Jamak...............................................................48
Gambar2.64 Pahat Bermata Potong Tak Hingga………………………….……...49
Gambar2.65 Permukaan Berbentuk Silindrik ................................................. 50
Gambar2.66 Permukaan Berbentuk Perismatik.............................................. 50
Gambar2.67 Mesin Bubut ................................................................................ 52
Gambar2.68 Kondisi Pemotongan .................................................................... 53
Gambar2.69 Proses Bubut ................................................................................ 55
Gambar2.70 Mesin Freis .................................................................................. 55
Gambar2.71 Jenis Mesin Freis ......................................................................... 56
Gambar2.72 Jenis Pahat (a) Up Milling (b) Down Milling .................................. 57
Gambar2.73 Proses yang Dapat Dilakukan Pada Mesin Freis ............................. 58
Gambar2.74 Kondisi Pemotongan .................................................................... 59
Gambar2.75 Mesin Gurdi dan Bagian-bagiannya ............................................... 61
Gambar2.76 Drilling ....................................................................................... 61
Gambar2.77 Counter Boring ............................................................................ 62
Gambar2.78 Counter Sinking ........................................................................... 62
Gambar2.79 Reaming ...................................................................................... 63
Gambar2.80 Gun Drilling ................................................................................ 64
Gambar2.81 Penggurdi Puntir .......................................................................... 64
Gambar2.82 Penggurdi Pistol Bergalur lurus. A. Penggurdi Trepan, B. Penggurdi
Pistol Pemotongan…………………………………………………...65
Gambar2.83 Pemotong untuk Lubang Pada Logam Tipis. A. Pemotong Gergaji.
B.Fris Kecil (Fly Cutting)…………………………………………..65
Gambar2.84 Pahat Gurdi..........................................................................................66
Gambar2.85 Keausan Tepi dan Kawah Pada Pahat ............................................ .66
Gambar2.86 Mesin Sekrap (Shapping) dan Bagian-bagiannya ............................ .68
Gambar2.87 Jenis Mesin Sekrap dan Bagian-bagiannya ..................................... .69
Gambar2.88 Kondisi Pemotongan……………………………………………..69
Gambar2.89 Hand Saws (Gergaji Tangan)………………………………………..71
Gambar2.90 Hack Saw .................................................................................... 71
Gambar2.91 Teori Lama Pembentukan Geram .................................................. 72
ix
Gambar2.92 Teori Baru Pembentukan Geram.................................................... 73
Gambar2.93 Proses Terbentuknya Geram Menurut Teori Analogi Kartu...............73
Gambar2.94 Proses Terbentuknya Geram Menurut Teori Analogi Kartu...............75
Gambar2.95 Proses Terbentuknya Geram Menurut Teori Analogi Kartu...............75
Gambar2.96 Contoh Pahat Baja Karbon…………………………………………..78
Gambar2.97 Contoh Pahat HSS…………………………………………………...79
Gambar2.98 Pahat Cor Non Ferro……………………………………………………...79
Gambar2.99 Contoh Pahat Karbida……………………………………………….79
Gambar2.100 Pahat Keramik...................................................................................80
Gambar2.101 Pahat CBN.........................................................................................80
Gambar2.102 Pahat Intan.........................................................................................81
Gambar2.103 Grafik Perkembangan Pahat………………………………………..83
Gambar2.104 Keausan Ujung dan Kawah Pada Pahat…………………………….84
Gambar2.105 Keausan Tepi dan Kawah Pada Pahat……………………………..84
Gambar2.106 Pemberian Coolant Manual………………………………………...88
Gambar2.107 Pemberian Cairan Pada Proses Freis……………………………….89
Gambar2.108 Pahat Gurdi (Jenis End Mill )……………………………………....89
Gambar2.109 Pressure Feed Aspirator, Alat Pengabut Cairan Pendingin………..90
Gambar2.110 Snei………………………………………………………………………..…91
Gambar2.111 Proses Tapping…………………………………………………...…92
Gambar2.112 Pahat Tap………………………………………………………...….92
Gambar3.1 Flowchart Metodologi Penelitian Pembuatan Poros bawah
Hydrotiler………………………………………………………....94
Gambar3.2 Mesin Gergaji (Sawing Machine)………………………………......95
Gambar3.3 Mesin Bubut (lathe) ........................................................................ ..96
Gambar3.4 Mesin Sekrap (Shaping Machine) .................................................... ..96
Gambar3.5 Mistar ............................................................................................ ..97
Gambar3.6 Jangka Sorong ................................................................................ ..97
Gambar3.7 Stopwatch ...................................................................................... ..97
Gambar3.8 Ragum ........................................................................................... ..98
Gambar3.9 Kuas .............................................................................................. ..98
Gambar3.10 Kunci L ....................................................................................... ..98
x
Gambar3.11 Benda Kerja Sesudah di Sawing (gergaji) ................................. .99
Gambar3.12 Benda Kerja Sebelum di Facing (Bubut muka) ........................ .99
Gambar3.13 Benda Kerja Sesudah di Facing (bubut muka) .......................... .100
Gambar3.14 Benda Kerja Sebelum di Turning dan Drilling ................................ .100
Gambar3.15 Benda Kerja Sesudah di Turning dan Drilling ................................ .100
Gambar3.16 Kerja Sebelum di Turning dan Drilling .......................................... .101
Gambar3.17 Benda Kerja Sebelum di Turning dan Drilling ................................ .101
Gambar3.18 Benda Kerja Sebelum di Shaping, Taping dan Threading ................ .102
Gambar3.19 Benda Kerja Sebelum di Shaping, Taping dan Threading ........ .102
x
DAFTAR TABEL
Hal
Tabel 2.1 Bahasa dan Gambar ....................................................................... .4
Tabel 2.2 Macam-Macam Garis dan Penggunaannya ................................... .8
Tabel 2.3 Tingkat Diameter Nominal…………………………………….….15
Tabel 2.4 Nilai Toleransi Standar Untuk Kualitas 5 sampai 16 ………..….16
Tabel 2.5 Nilai Toleransi Standar Untuk Kwalitas 0,1 dan 1 ........................ .16
Tabel 2.6 Nilai Numerik Untuk Toleransi Standar ( Metrik )..................….16
Tabel 2.7 Nilai Numerik Untuk Toleransi Standar ( Metrik)...................….19
Tabel 2.8 Suaian Basis Lubang…………………………………………..….25
Tabel 2.9 Suaian Basis Poros…………………………………………….….26
Tabel 2.10 Daftar Untuk Setiap Macam Tingkatan Suaian...........................27
Tabel 2.11Penunjukan Toleransi Bentuk dan Posisi yang Disajikan
Secara Kelempok……………………………………...…............29
Tabel 2.12 Perbedaan Proses Pemesinan dengan Proses Pembentukan.........32
Tabel 2.13 Perbandingan Serbuk Paduan dan Serbuk Berlapis.....................36
Tabel 2.14 Klasifikasi Proses Pemesinan Menurut Jenis Gerak Relatif
Pahat terhadap benda kerja.........................................................49
Tabel 2.15 Klasifikasi Proses Pemesinan Berdasarkan Mesin Perkakas
Yang Digunakan…………………………………………………..51
Table 2.16 Perbedaan Up Milling Dengan Down Milling………..…………….57
Tabel 2.17 Perbedaan Antara Pahat HSS dan Karbida..................................81
Tabel 2.18 Jenis Pahat dan Mulai Digunakan…………...……………..........82
Tabel 4.1 Perhitungan Waktu Proses facing 1.............................................84
Tabel 4.2 Perhitungan Waktu Proses facing 2.............................................85
Tabel 4.3 Perhitungan Waktu Proses turning 1............................................89
Tabel 4.4 Perhitungan Waktu Proses turning 2............................................92
Tabel 4.5 Perhitungan Waktu Proses sekrap................................................95

xi

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Teknologi dan ilmu pengetahuan akan selalu berkembang sesuai dengan kemajuan
zaman. Dengan selalu berkembangnya teknologi dan ilmu pengetahuan tersebut, kita harus bisa
menyesuaikan dan mempersiapkan diri sebagai generasi penerus yang nantinya akan menemui
berbagai kemajuan dibidang teknologi dan ilmu pengetahuan tesebut.
Agar kita mendapatkan keterampilan, kemampuan, dan keahlian, hal ini tidak melalui
perkuliahan saja yang hanya berupa teoritis, namun akan lebih mantap jika kita melakukan
praktek dari teori-teori yang kita dapat dalam perkuliahan. Seorang engineer selalu dituntut
untuk mengetahui suatu permasalahan secara teori dan kemudian harus bisa mengaplikasikan
ilmunya tersebut dalam praktek agar memiliki keterampilan serta kemampuan yang berkualitas
dalam menyelesaikan permasalahan tersebut.
Dalam sebuah pelaksanaan praktikum mahasiswa dituntut agar dapat mengetahui
mempraktekkan apa yang telah didapat selama waktu pekuliahan, semua teori-teori yang didapat
dari perkuliahan akan diaplikasikan pada praktikum mata kuliah tersebut.
Dalam mata kuliah Teknik Manufaktur I ini, praktikan dituntut agar bisa mengerti dan
memahami cara kerja dan mengoperasikan mesin-mesin perkakas. Sehingga setelah praktikum,
mahasiswa akan memiliki ketrampilan, kemampuan, dan keahlian. Oleh karena itu, inilah salah
satu program dari mata kuliah Teknik Manufaktur I yang harus dijalani oleh mahasiswa Teknik
Mesin untuk menambah ilmu pengetahuan dan keterampilannya.
1.2 Tujuan
1. Mampu membaca dan menganalisa gambar teknik sedemikian sehingga dapat
menentukan mesin perkakas yang digunakan, merencanakan urutan proses pemesinan
dalam pembuatan suatu komponen, serta menentukan kondisi pemotongan yang sesuai
untuk spesifikasi geometri yang diminta.

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
2
2. Mampu mengoperasikan mesin-mesin perkakas dan mengetahui karakteristik mesin
perkakas yang dipakai.
3. Mampu mempergunakan alat ukur untuk memeriksa kualitas komponen yang dibuat.
1.3 Manfaat
Manfaat dari praktikum Proses Produksi ini antara lain adalah mampu membaca dan
memahami gambar teknik dengan baik sehingga dapat mengetahui urutan proses pemesinan
dan mengetahui mesin perkakas yang digunakan untuk membuat suatu produk, mampu
mengoperasikan mesin-mesin perkakas yang digunakan pada proses produksi, dan dapat
menunjang dan menambah pengetahuan teoritis yang didapat dari perkuliahan.


Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
3
BAB II
TINJAUAN PUSTAKA
2.1 SEJARAH PERKEMBANGAN MANUFAKTUR
Kata manufaktur berasal dari bahasa Latin “Manus Factus” yang berarti
dibuat dengan tangan. Kata manufacture muncul pertama kali tahun 1576, dan
kata manufacturing muncul tahun 1683. Manufaktur, dalam arti yang paling luas,
adalah proses merubah bahan baku menjadi produk.
Proses ini meliputi ;
Pemilihan material
Perancangan produk
Tahap-tahap proses pembuatan produk
Dalam istilah yang lebih modern, manufaktur melibatkan pembuatan
produk dari bahan baku atau bahan mentah melalui bermacam-macam proses,
mesin dan operasi, mengikuti perencanaan yang berdasarkan prosedur kerja yang
benar untuk setiap aktifitas yang diperlukan. Mengikuti definisi ini, manufaktur
pada umumnya adalah suatu aktifitas yang kompleks yang melibatkan berbagai
variasi sumberdaya dan aktifitas.
Sesuai dengan definisi manufaktur, keilmuan teknik manufaktur
mempelajari perancangan produk manufaktur dan perancangan proses
pembuatannya serta pengelolaan sistem produksinya (sistem manufaktur).
Keilmuan teknik manufaktur selalu berbasis kepada aktifitas pembuatan produk
manufaktur yang melibatkan berbagai aktifitas dan sumberdaya.
Pada dasarnya ilmu manufaktur ini akan lebih terlihat dalam bidang
kerekayasaan (engineering). Sebagaimana kebutuhan yang ada dipasaran, bidang
teknik manufaktur lah yang akan menjawab dan menyelesaikan persoalan produk
atau alat yang dibutuhkan dalam bidang kerekayasaan.

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
4
2.2 GAMBAR TEKNIK
Gambar merupakan sebuah wadah atau media yang digunakan untuk
menyampaikan ide dari seseorang sarjana teknik. Oleh karena itu gambar sering
juga disebut sebagai “bahasa teknik” atau “bahasa untuk sarjana teknik”.
Perbandingan antara bahasa dan gambar diperlihatkan pada Tabel 2.1.
Seperti tampak pada tabel, standar gambar merupakan tata bahasa dari suatu
bahasa.
Penerusan informasi adalah fungsi yang penting untuk bahasa maupun
gambar. Gambar bagaimanapun juga adalah “bahasa teknik”, oleh karena itu
diharapkan bahwa gambar harus meneruskan keterangan-keterangan secara tepat
atau objektif.
Dalam hal bahasa, kalimat pendek dan ringkas harus mencakup keterangan–
keterangan dan pikiran–pikiran yang berlimpah. Hal ini hanya dapat dicapai oleh
kemampuan, karir dan watak penulis. Di lain pihak keterangan dan pikiran
demikian hanya dapat dimengerti oleh pembaca yang terdidik.
Keterangan-keterangan dalam gambar, yang tidak dapat dinyatakan dalam
bahasa, harus diberikan secukupnya sebagai lambang-lambang. Oleh karena itu,
berapa banyak dan berapa tinggi mutu keterangan yang dapat diberikan dalam
gambar, tergantung dari bakat perancang gambar (design drafer). Sebagai juru
gambar sangat penting untk memberikan gambar yang “tepat” dengan
mempertimbangkan pembacanya. Untuk pembaca, penting juga berapa banyak
keterangan yang dapat dibacanya dengan teliti dari gambar.
Tabel 2.1 Bahasa dan Gambar
Lisan Kalimat Gambar
Indra Akustik Visual Visual
Ekspresi Suara Kalimat Gambar
Aturan Tata bahasa Standar gambar
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
5
2.2.1 Fungsi Gambar
Adapun fungsi gambar adalah sebagai berikut:
a. Penyampaian informasi
Gambar mempunyai fungsi meneruskan maksud dari perancang dengan
tepat kepada orang-orang yang bersangkutan, kepada perancangan
proses, pembuatan, pemeriksaan, perakitan, dsb. Orang yang
bersangkutan bukan saja orang yang berada dalam pabrik sendiri, tetapi
juga orang dalam pabrik subkontrak ataupun orang asing dengan bahasa
lain.
b. Pengawetan, penyimpanan, dan dokumentasi
Gambar merupakan data teknis yang sangat ampuh, dimana teknologi
dari suatu perusahaan dipadatkan dan dikumpulkan. Oleh karena itu
gambar bukan saja diawetkan untuk mensuplai bagian-bagian produk
untuk diperbaiki, tetapi gambar juga diperlukan juga untuk disimpan dan
dipergunakan sebagai bahan informasi untuk rencana-rencana baru di
kemudian hari. Untuk itu diperlukan cara- cara penyimpanan, kodifikasi
nomor urut gambar dan sebagainya.
c. Cara-cara pemikiran dalam penyampaian informasi
Dalam perencanaan, konsep abstrak yang melintas dalam pikiran
diwujudkan dalam bentuk gambar melalui proses. Masalahnya pertama-
tama dianalisa dan disintesa dengan gambar. Kemudian gambarnya
diteliti dan dievaluasi. Proses ini diulang-ulang, sehingga dapat
dihasilkan gambar yang sempurna. Sarjana teknik tanpa kemampuan
menggambar akan sulit dalam penyampaian keinginan, maupun dalam
menerangkan hal yang sangat penting.
2.2.2 Garis
Dalam gambar setiap garis yang memiliki arti dan penggunaannya sendiri.
Oleh karena itu penggunaannya harus sesuai dengan maksud dan tujuannya.
Ada 4 jenis garis sebagai berikut:
a. Garis nyata ( garis kontinue )
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
6
Garis nyata digunakan untuk mengambarkan bagian yang tampak dari
sebuah gambar.
ada dua macam ketebalan yangbiasa digunakan. Yang pertama 0,2 - 0,3
mm atau 0,4 - 0,8 mm. Fungsinya :
> melukis bagian-bagian bends yang terlihat
> untuk garis tepi kertas gambar
Gambar 2.1 Garis nyata
b. Garis gores
Ketebalannya 0,1 - 0,15 mm, kira-kira 1/2 tebal garis gambar. Berfungsi
untuk melukis bagian-bagian yang tidak terlihat, di belakang irisan
ataupun apabila penglihatan terhalang.
Gambar 2.2 Garis gores
c. Garis bergores
Garis bergores biasanya digunakan untuk menerangkan bahwa gambar
tersebut berbentuk silindrik atau titik sumbu dari suatu bidang.
Kira-kira ketebalannya 1/2 tebal garis gambar. Merupakan garis irisan
atau potongan. Fungsinya:
§ garis-garis sumbu
§ membatasi lukisan bila sebagian bends yang dilukis dibuang
bagian-bagian yang terletak di bagian muka irisan
Gambar 2.3 Garis bergores
d. Garis bergores ganda
Garis bergores ganda biasanya digunakan untuk bagian yang
berdampingan.
Gambar 2.4 Garis bergores ganda

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
7
Gambar 2.5 Poros Engkol
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
8
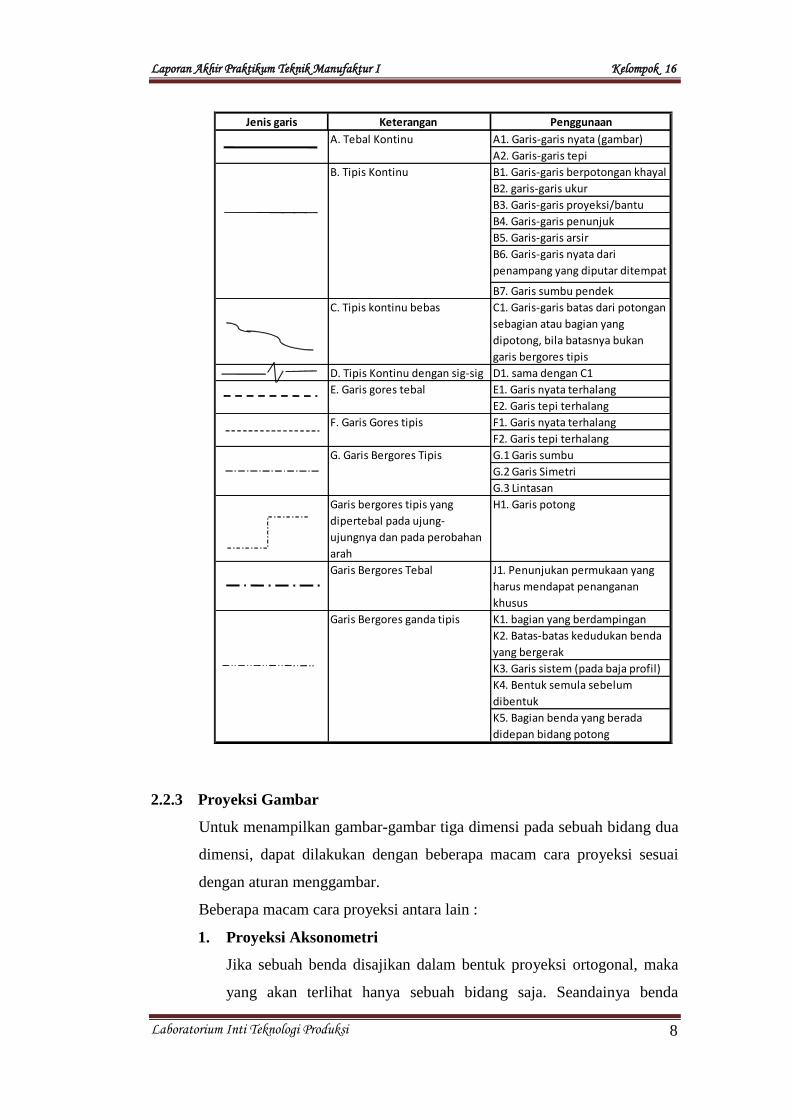
Jenis garis Keterangan Penggunaan
A1. Garis-garis nyata (gambar)
A2. Garis-garis tepi
B1. Garis-garis berpotongan khayal
B2. garis-garis ukur
B3. Garis-garis proyeksi/bantu
B4. Garis-garis penunjuk
B5. Garis-garis arsir
B6. Garis-garis nyata dari
penampang yang diputar ditempat
B7. Garis sumbu pendek
C. Tipis kontinu bebas C1. Garis-garis batas dari potongan
sebagian atau bagian yang
dipotong, bila batasnya bukan
garis bergores tipis
D. Tipis Kontinu dengan sig-sig D1. sama dengan C1
E1. Garis nyata terhalang
E2. Garis tepi terhalang
F1. Garis nyata terhalang
F2. Garis tepi terhalang
G.1 Garis sumbu
G.2 Garis Simetri
G.3 Lintasan
Garis bergores tipis yang
dipertebal pada ujung-
ujungnya dan pada perobahan
arah
H1. Garis potong
Garis Bergores Tebal J1. Penunjukan permukaan yang
harus mendapat penanganan
khusus
K1. bagian yang berdampingan
K2. Batas-batas kedudukan benda
yang bergerak
K3. Garis sistem (pada baja profil)
K4. Bentuk semula sebelum
dibentuk
K5. Bagian benda yang berada
didepan bidang potong
G. Garis Bergores Tipis
Garis Bergores ganda tipis
F. Garis Gores tipis
E. Garis gores tebal
B. Tipis Kontinu
A. Tebal Kontinu
2.2.3 Proyeksi Gambar
Untuk menampilkan gambar-gambar tiga dimensi pada sebuah bidang dua
dimensi, dapat dilakukan dengan beberapa macam cara proyeksi sesuai
dengan aturan menggambar.
Beberapa macam cara proyeksi antara lain :
1. Proyeksi Aksonometri
Jika sebuah benda disajikan dalam bentuk proyeksi ortogonal, maka
yang akan terlihat hanya sebuah bidang saja. Seandainya benda
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
9
tersebut dimiringkan terhadap bidang proyeksi maka tiga muka dari
benda tersebut akan terlihat secara bersamaan. Cara tersebut
dinamakan cara aksonometri. Tiga bentuk peoyeksi aksonometeri
adalah isometeri, dimetri, dan trimetri.
a. Proyeksi isometri
Sebagai contoh diambil sebuah kubus. Kemudian kubus ini
dimiringkan sehingga diagonal bendanya berdiri tegak lurus pada
bidang vertikal.
b. Proyeksi Dimetri
Proyeksi dimetri di mana skala perpendekan dari dua sisi dan dua
sudut dengan garis horizontal sama
c. Proyeksi trimetri
Proyeksi trimetri di mana skala perpendekan dari tiga sisi dan tiga
sudut tidak sama
2. Proyeksi Miring
Proyeksi miring adalah semacam proyeksi sejajar, tetapi dengan garis-
garis proyeksinya miring terhadap bidang proyeksi. Gambar yang
dihasilkan oleh cara ini disebut gambar proyeksi miring
3. Proyeksi Perspekstif
Jika antara benda dan titik penglihatan tetap diletakan sebuah bidang
vertikal atau bidang gambar, maka pada bidang gambar ini akan
terbentuk bayangan dari benda tadi.
4. Proyeksi Orthogonal
Proyeksi Ortogonal merupakan proyeksi yang digunakan untuk
memproyeksikan pandangan dari sebuah gambar tiga dimensi
terhadap bidang dua dimensi.
a. Proyeksi Eropa
Proyeksi Eropa disebut juga proyeksi sudut pertama, juga ada yang
menyebutkan proyeksi kuadran I, perbedaan sebutan ini tergantung
dari masing pengarang buku yang menjadi referensi. Dapat
dikatakan bahwa Proyeksi Eropa ini merupakan proyeksi yang
letak bidangnya terbalik dengan arah pandangannya.
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
10
(b)
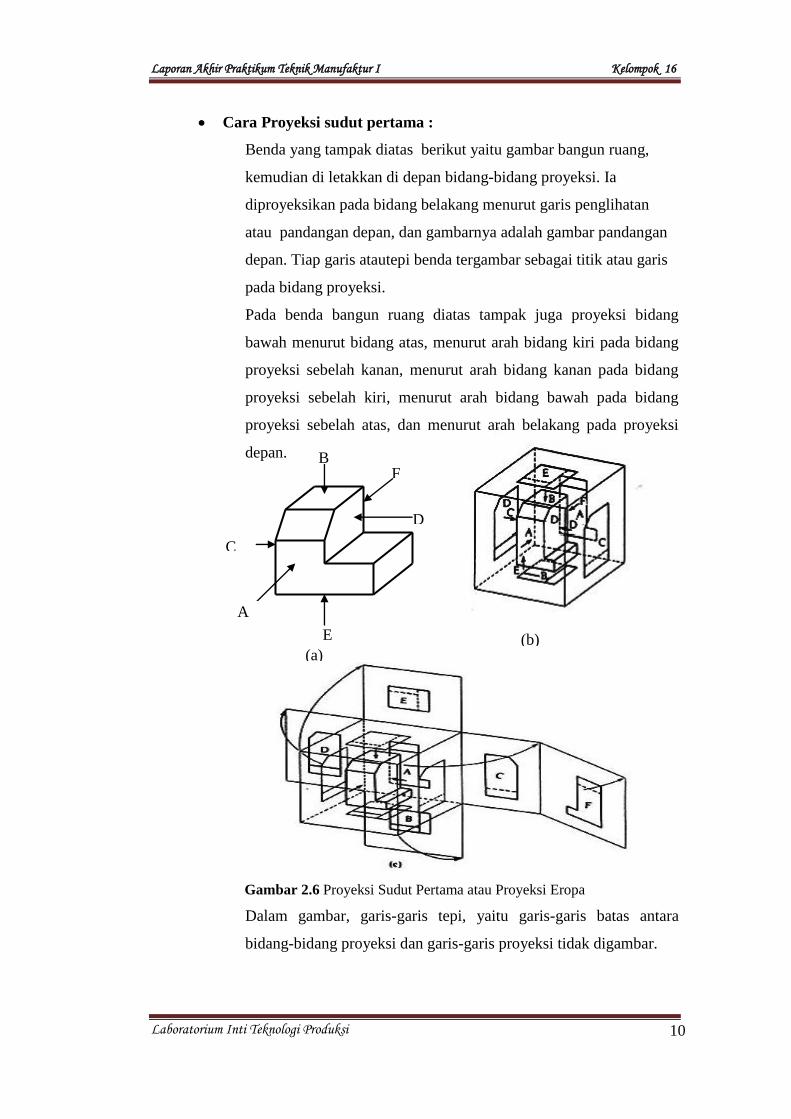
Cara Proyeksi sudut pertama :
Benda yang tampak diatas berikut yaitu gambar bangun ruang,
kemudian di letakkan di depan bidang-bidang proyeksi. Ia
diproyeksikan pada bidang belakang menurut garis penglihatan
atau pandangan depan, dan gambarnya adalah gambar pandangan
depan. Tiap garis atautepi benda tergambar sebagai titik atau garis
pada bidang proyeksi.
Pada benda bangun ruang diatas tampak juga proyeksi bidang
bawah menurut bidang atas, menurut arah bidang kiri pada bidang
proyeksi sebelah kanan, menurut arah bidang kanan pada bidang
proyeksi sebelah kiri, menurut arah bidang bawah pada bidang
proyeksi sebelah atas, dan menurut arah belakang pada proyeksi
depan.
Gambar 2.6 Proyeksi Sudut Pertama atau Proyeksi Eropa
Dalam gambar, garis-garis tepi, yaitu garis-garis batas antara
bidang-bidang proyeksi dan garis-garis proyeksi tidak digambar.
D
C
E
F B
A
(a)

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
11
Setelah semua di ketahui, maka lebih berguna jika hasilnya
disatukan dalam bidang datar dua dimensi, seperti gambar dibawah
ini :
(P. bawah)
(P. kanan) (P. depan) (P. Kiri) (P. Belakang)
(P. atas)
Gambar 2.7 Proyeksi Eropa
Simbol Proyeksi Eropa
Gambar 2.8 Simbol Proyeksi Eropa
b. Proyeksi Amerika
Proyeksi Amerika dikatakan juga proyeksi sudut ketiga dan juga ada
yang menyebutkan proyeksi kuadran III. Proyeksi Amerika
merupakan proyeksi yang letak bidangnya sama dengan arah
pandangannya.
Cara Proyeksi Sudut Ketiga :
Benda yang akan digambar diletakkan dalam peti dengan sisi-sisi
tembus pandang sebagai bidang proyeksi seperti pada gambar diatas.

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
12
Pada tiap-tiap bidang proyeksi akan tampak gambar pandangan dari
benda menurut arah penglihatan, yang ditentukan oleh anak panah.
Pandangan yang searah dengan bidang depan dipilih sebagai
proyeksi bidang depan. Dan proyeksi bidang lainnya di proyeksikan
dari arah yang lainnya. Seperti arah bidang atas sebagai proyeksi
bidang atas, arah bidang bawah sebagai proyeksi bidang bawah, arah
bidang kiri sebagai proyeksi bidang kiri, arah bidang kanan sebagai
proyeksi bidang kanan, dan arah belakang sebagai proyeksi
belakang.
Gambar 2.9 Proyeksi Sudut ketiga atau Proyeksi Amerika
Setelah semua di ketahui, maka lebih berguna jika hasilnya disatukan
dalam bidang datar dua dimensi, seperti gambar dibawah ini :
D
C
E
F B
A
(a) (b)
(c)
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
13
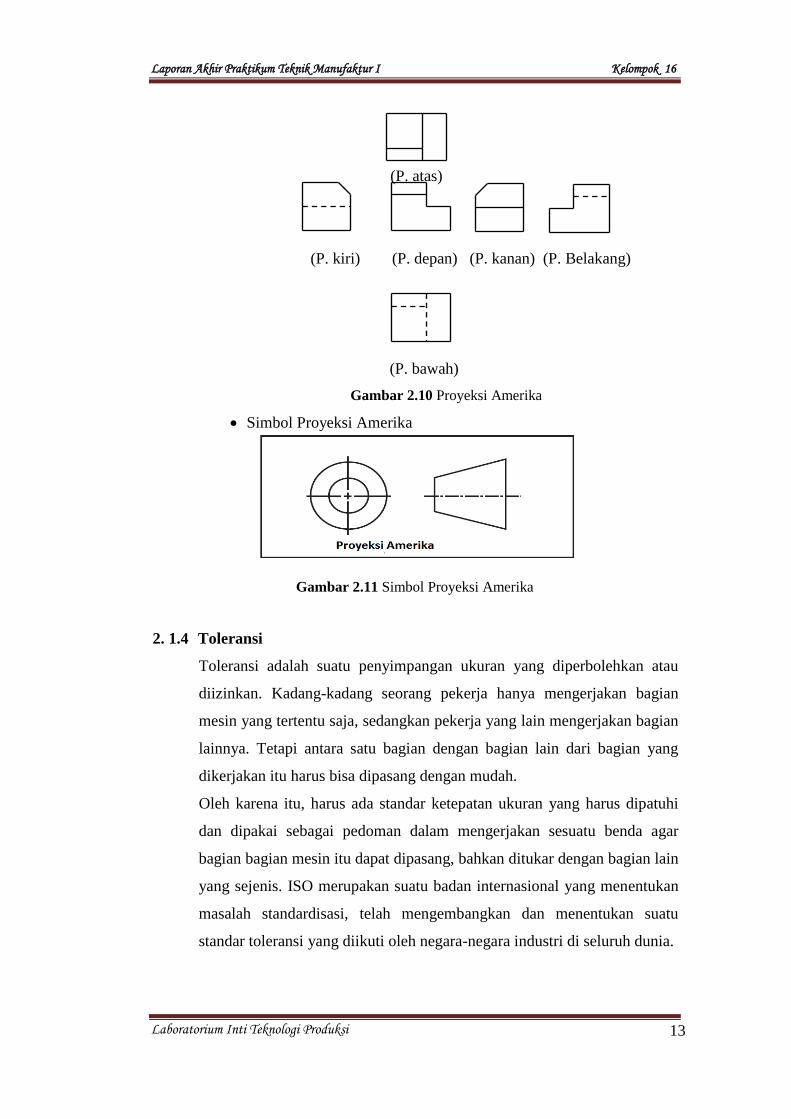
(P. atas)
(P. kiri) (P. depan) (P. kanan) (P. Belakang)
(P. bawah)
Gambar 2.10 Proyeksi Amerika
Simbol Proyeksi Amerika
Gambar 2.11 Simbol Proyeksi Amerika
2. 1.4 Toleransi
Toleransi adalah suatu penyimpangan ukuran yang diperbolehkan atau
diizinkan. Kadang-kadang seorang pekerja hanya mengerjakan bagian
mesin yang tertentu saja, sedangkan pekerja yang lain mengerjakan bagian
lainnya. Tetapi antara satu bagian dengan bagian lain dari bagian yang
dikerjakan itu harus bisa dipasang dengan mudah.
Oleh karena itu, harus ada standar ketepatan ukuran yang harus dipatuhi
dan dipakai sebagai pedoman dalam mengerjakan sesuatu benda agar
bagian bagian mesin itu dapat dipasang, bahkan ditukar dengan bagian lain
yang sejenis. ISO merupakan suatu badan internasional yang menentukan
masalah standardisasi, telah mengembangkan dan menentukan suatu
standar toleransi yang diikuti oleh negara-negara industri di seluruh dunia.

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
14
GAMBAR 2.12 Kedudukan Daerah Toleransi Poros dan Lubang
Gambar 2.13 Batasan Ukuran dan Toleransi Poros dan Lubang
A. Standar Toleransi Internasional IT
Untuk menghindari keraguan dan untuk keseragaman nilai
toleransi standar telah ditentukan oleh ISO/R286. Toleransi standar disebut
“Toleransi Internasional” atau “IT”.
1. Tingkat diameter nominal
Untuk mudahnya, rumaus yang diberikan untuk menghitung toleransi
standard an penyimpangan pokok disesuaikan dengan tingkat diameter
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
15
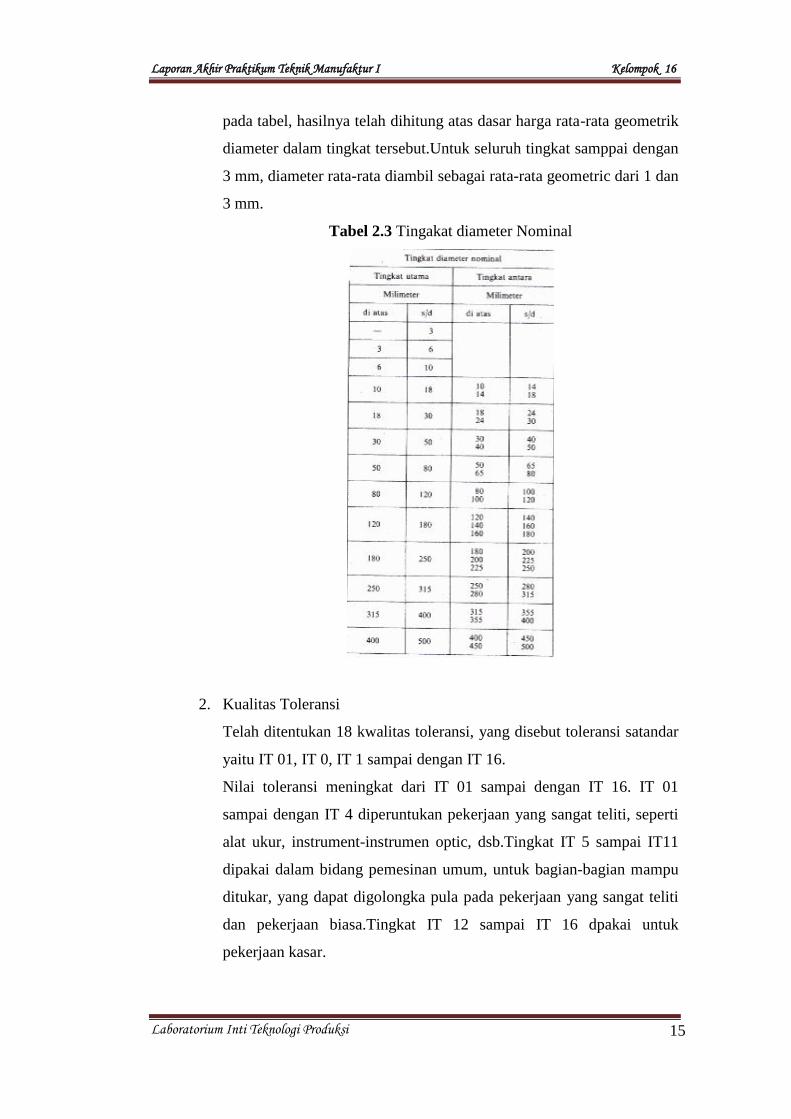
pada tabel, hasilnya telah dihitung atas dasar harga rata-rata geometrik
diameter dalam tingkat tersebut.Untuk seluruh tingkat samppai dengan
3 mm, diameter rata-rata diambil sebagai rata-rata geometric dari 1 dan
3 mm.
Tabel 2.3 Tingakat diameter Nominal
2. Kualitas Toleransi
Telah ditentukan 18 kwalitas toleransi, yang disebut toleransi satandar
yaitu IT 01, IT 0, IT 1 sampai dengan IT 16.
Nilai toleransi meningkat dari IT 01 sampai dengan IT 16. IT 01
sampai dengan IT 4 diperuntukan pekerjaan yang sangat teliti, seperti
alat ukur, instrument-instrumen optic, dsb.Tingkat IT 5 sampai IT11
dipakai dalam bidang pemesinan umum, untuk bagian-bagian mampu
ditukar, yang dapat digolongka pula pada pekerjaan yang sangat teliti
dan pekerjaan biasa.Tingkat IT 12 sampai IT 16 dpakai untuk
pekerjaan kasar.
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
16
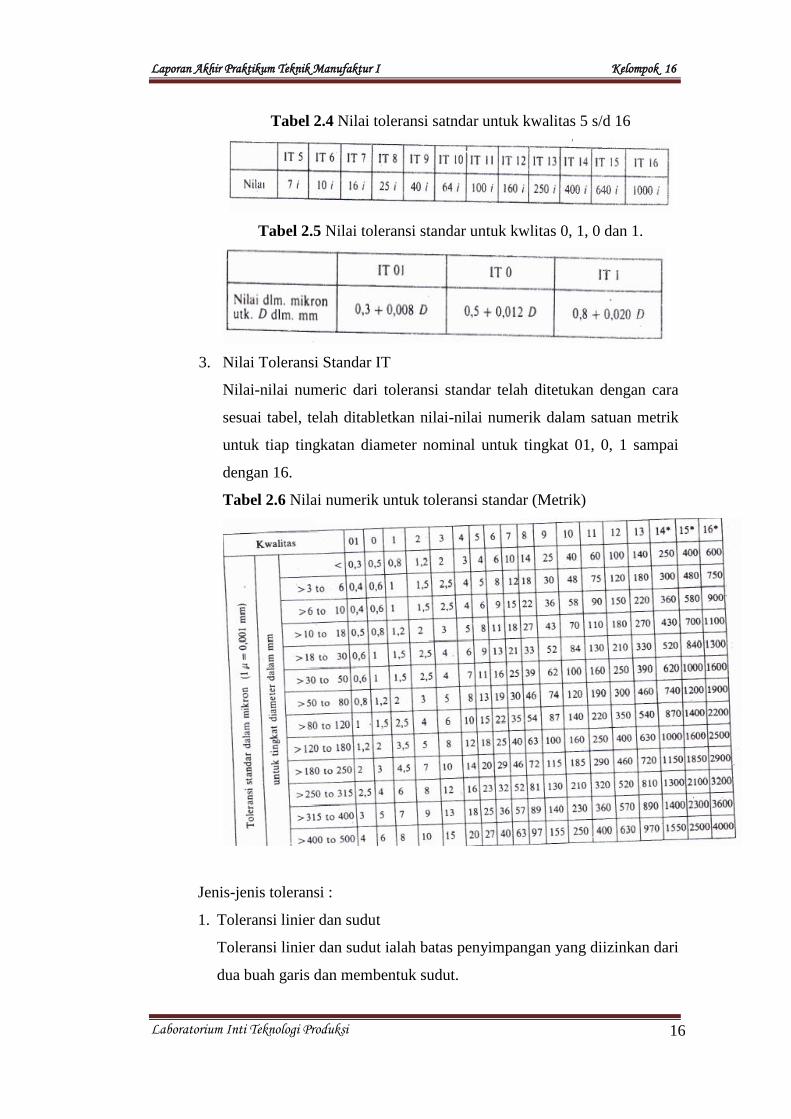
Tabel 2.4 Nilai toleransi satndar untuk kwalitas 5 s/d 16
Tabel 2.5 Nilai toleransi standar untuk kwlitas 0, 1, 0 dan 1.
3. Nilai Toleransi Standar IT
Nilai-nilai numeric dari toleransi standar telah ditetukan dengan cara
sesuai tabel, telah ditabletkan nilai-nilai numerik dalam satuan metrik
untuk tiap tingkatan diameter nominal untuk tingkat 01, 0, 1 sampai
dengan 16.
Tabel 2.6 Nilai numerik untuk toleransi standar (Metrik)
Jenis-jenis toleransi :
1. Toleransi linier dan sudut
Toleransi linier dan sudut ialah batas penyimpangan yang diizinkan dari
dua buah garis dan membentuk sudut.
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
17
2. Toleransi Geometrik
Batas penyim pangan yang diizinkan, dari dua buah garis yang sejajar,
atau dua buah bidang yang sejajar bila bidang itu tidak berbentuk sudut.
Toleransi geometrik mencakup tolensi bentuk, posisi, tempat dan
penyimpangan putar. Toleransi ini ditinjau dari bentuk dasar gambar.
Angka pada toleransi menunjukkan kualitas toleransi yaitu dari angka 1
sampai dengan 16. Besarnya toleransi tergantung dari kualitas dan
ukuran nominalnya.
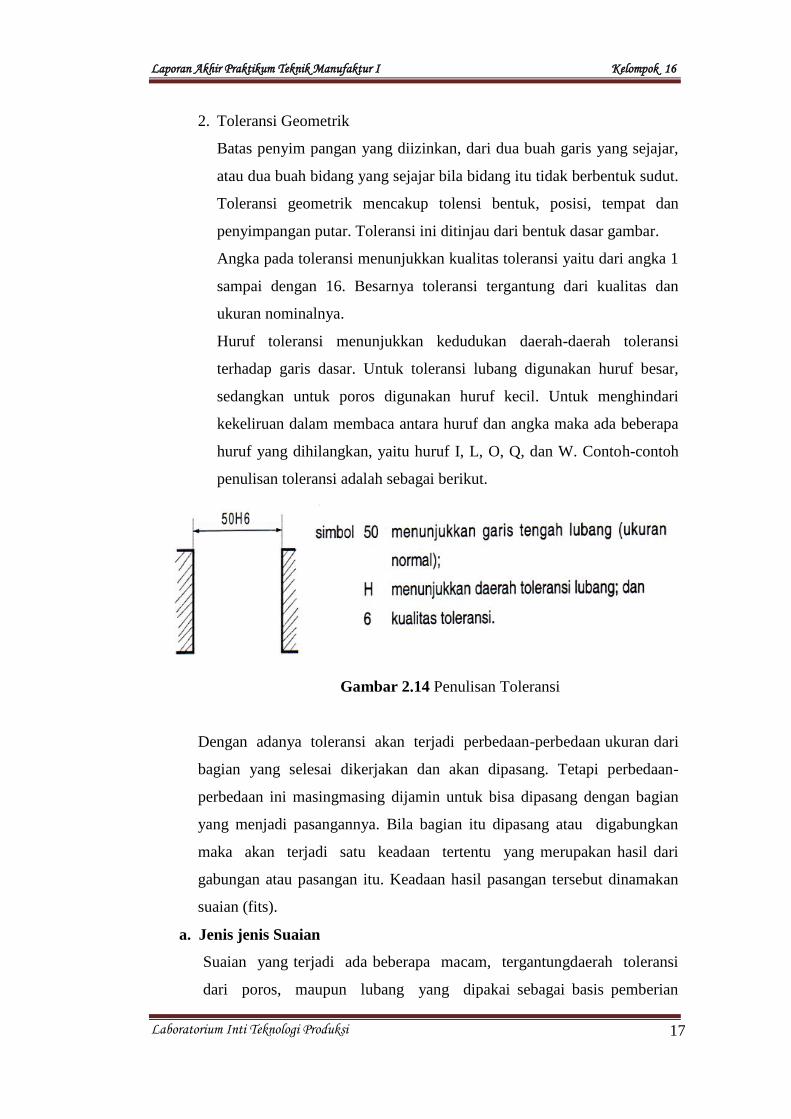
Huruf toleransi menunjukkan kedudukan daerah-daerah toleransi
terhadap garis dasar. Untuk toleransi lubang digunakan huruf besar,
sedangkan untuk poros digunakan huruf kecil. Untuk menghindari
kekeliruan dalam membaca antara huruf dan angka maka ada beberapa
huruf yang dihilangkan, yaitu huruf I, L, O, Q, dan W. Contoh-contoh
penulisan toleransi adalah sebagai berikut.
Gambar 2.14 Penulisan Toleransi
Dengan adanya toleransi akan terjadi perbedaan-perbedaan ukuran dari
bagian yang selesai dikerjakan dan akan dipasang. Tetapi perbedaan-
perbedaan ini masingmasing dijamin untuk bisa dipasang dengan bagian
yang menjadi pasangannya. Bila bagian itu dipasang atau digabungkan
maka akan terjadi satu keadaan tertentu yang merupakan hasil dari
gabungan atau pasangan itu. Keadaan hasil pasangan tersebut dinamakan
suaian (fits).
a. Jenis jenis Suaian
Suaian yang terjadi ada beberapa macam, tergantungdaerah toleransi
dari poros, maupun lubang yang dipakai sebagai basis pemberian
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
18
toleransi. Kemungkinan- kemungkinan jenis toleransi adalah sebagai
berikut.
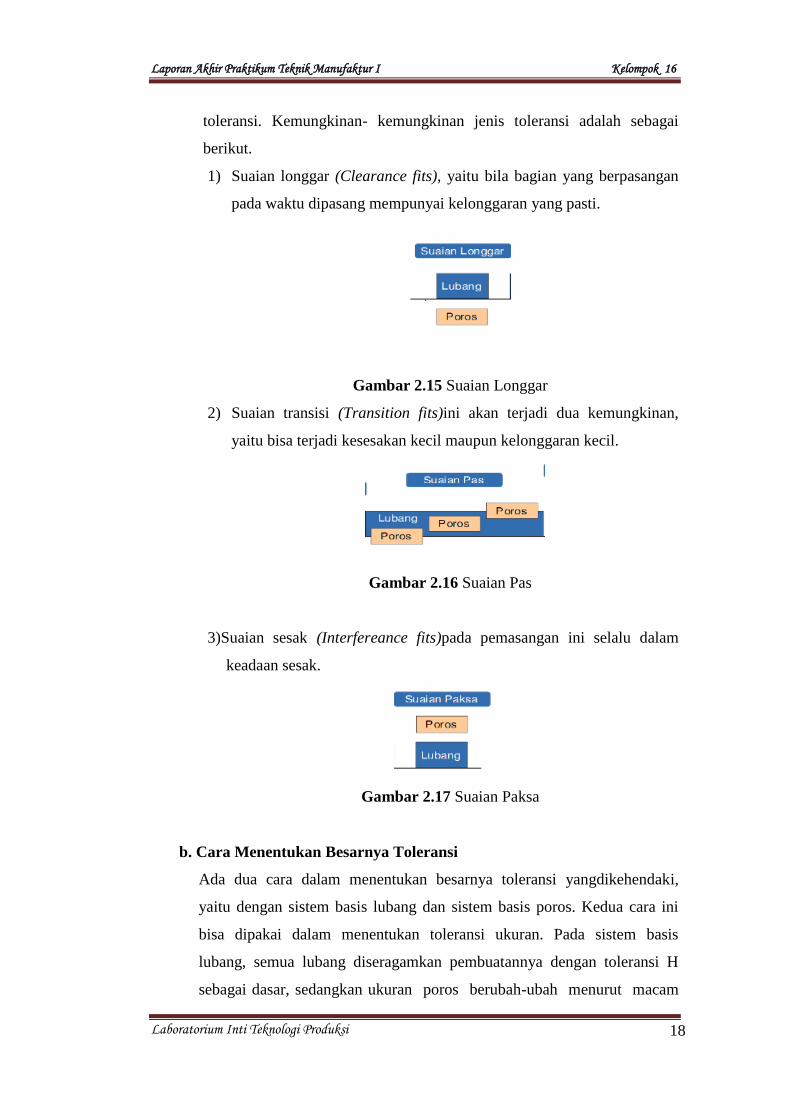
1) Suaian longgar (Clearance fits), yaitu bila bagian yang berpasangan
pada waktu dipasang mempunyai kelonggaran yang pasti.
Gambar 2.15 Suaian Longgar
2) Suaian transisi (Transition fits)ini akan terjadi dua kemungkinan,
yaitu bisa terjadi kesesakan kecil maupun kelonggaran kecil.
Gambar 2.16 Suaian Pas
3)Suaian sesak (Interfereance fits)pada pemasangan ini selalu dalam
keadaan sesak.
Gambar 2.17 Suaian Paksa
b. Cara Menentukan Besarnya Toleransi
Ada dua cara dalam menentukan besarnya toleransi yangdikehendaki,
yaitu dengan sistem basis lubang dan sistem basis poros. Kedua cara ini
bisa dipakai dalam menentukan toleransi ukuran. Pada sistem basis
lubang, semua lubang diseragamkan pembuatannya dengan toleransi H
sebagai dasar, sedangkan ukuran poros berubah-ubah menurut macam
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
19
suaian. Pada sistem basis poros, ukuran poros sebagai dasar dengan
toleransi "h" dan ukuran lubang berubah-ubah.
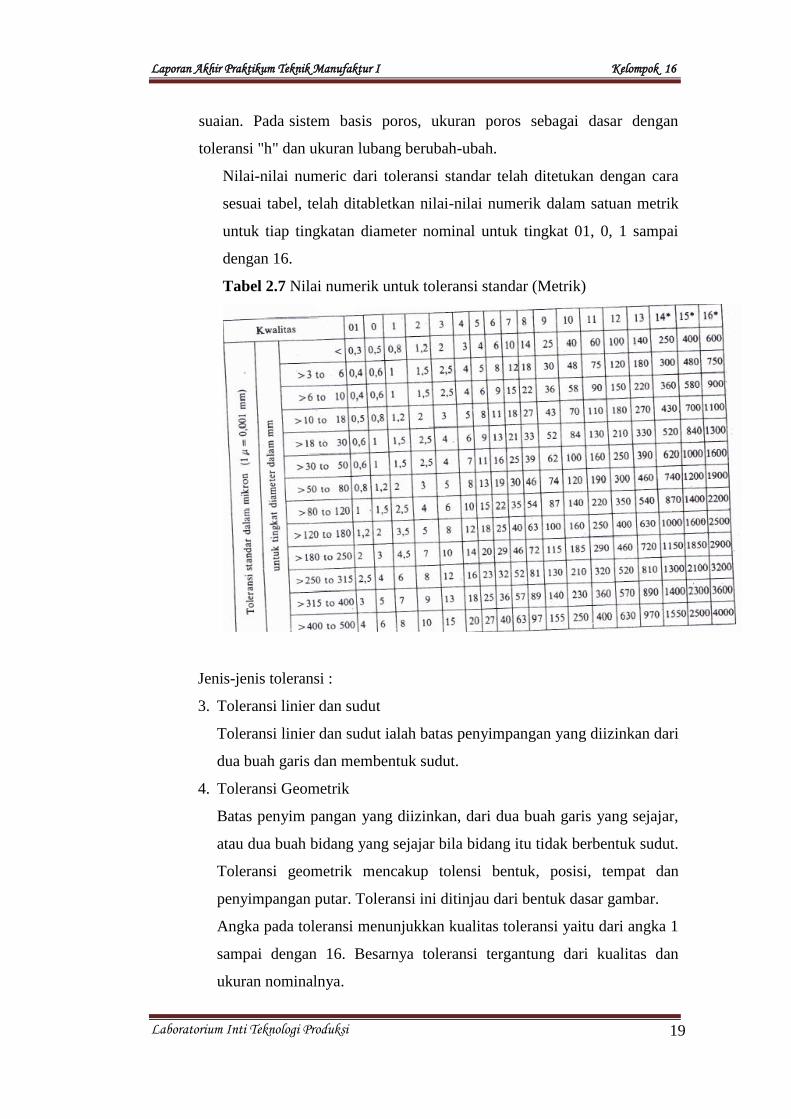
Nilai-nilai numeric dari toleransi standar telah ditetukan dengan cara
sesuai tabel, telah ditabletkan nilai-nilai numerik dalam satuan metrik
untuk tiap tingkatan diameter nominal untuk tingkat 01, 0, 1 sampai
dengan 16.
Tabel 2.7 Nilai numerik untuk toleransi standar (Metrik)
Jenis-jenis toleransi :
3. Toleransi linier dan sudut
Toleransi linier dan sudut ialah batas penyimpangan yang diizinkan dari
dua buah garis dan membentuk sudut.
4. Toleransi Geometrik
Batas penyim pangan yang diizinkan, dari dua buah garis yang sejajar,
atau dua buah bidang yang sejajar bila bidang itu tidak berbentuk sudut.
Toleransi geometrik mencakup tolensi bentuk, posisi, tempat dan
penyimpangan putar. Toleransi ini ditinjau dari bentuk dasar gambar.
Angka pada toleransi menunjukkan kualitas toleransi yaitu dari angka 1
sampai dengan 16. Besarnya toleransi tergantung dari kualitas dan
ukuran nominalnya.
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
20
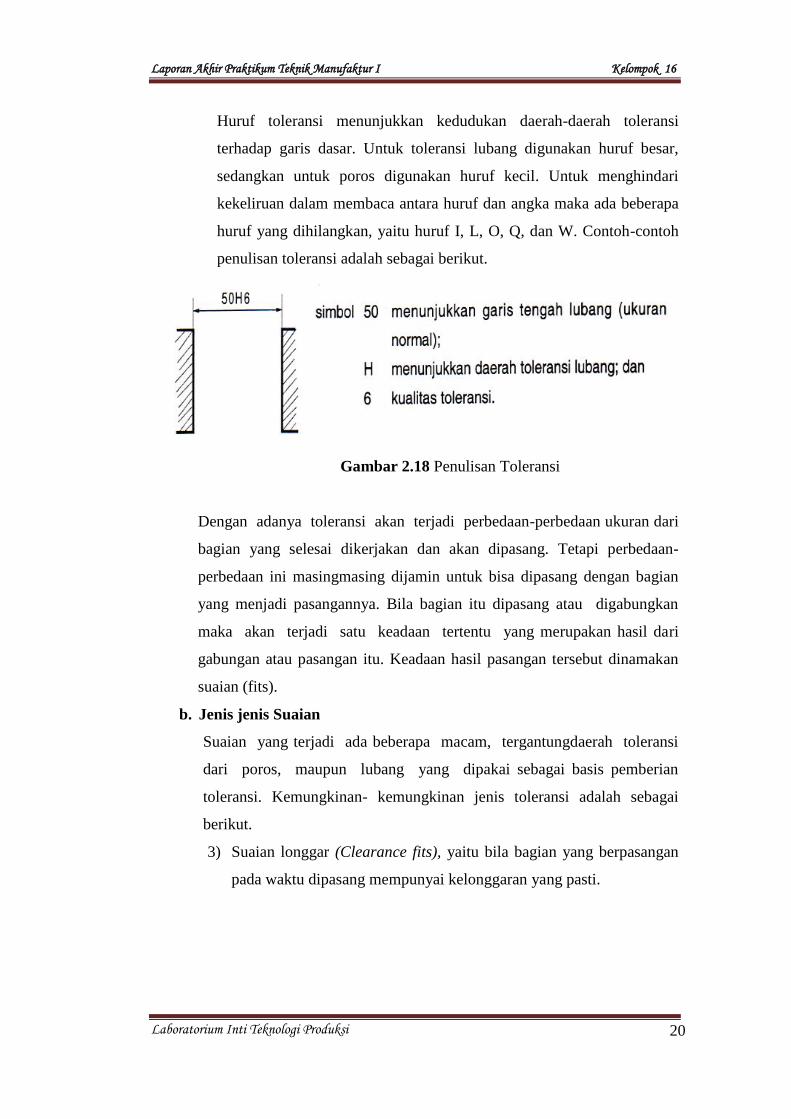
Huruf toleransi menunjukkan kedudukan daerah-daerah toleransi
terhadap garis dasar. Untuk toleransi lubang digunakan huruf besar,
sedangkan untuk poros digunakan huruf kecil. Untuk menghindari
kekeliruan dalam membaca antara huruf dan angka maka ada beberapa
huruf yang dihilangkan, yaitu huruf I, L, O, Q, dan W. Contoh-contoh
penulisan toleransi adalah sebagai berikut.
Gambar 2.18 Penulisan Toleransi
Dengan adanya toleransi akan terjadi perbedaan-perbedaan ukuran dari
bagian yang selesai dikerjakan dan akan dipasang. Tetapi perbedaan-
perbedaan ini masingmasing dijamin untuk bisa dipasang dengan bagian
yang menjadi pasangannya. Bila bagian itu dipasang atau digabungkan
maka akan terjadi satu keadaan tertentu yang merupakan hasil dari
gabungan atau pasangan itu. Keadaan hasil pasangan tersebut dinamakan
suaian (fits).
b. Jenis jenis Suaian
Suaian yang terjadi ada beberapa macam, tergantungdaerah toleransi
dari poros, maupun lubang yang dipakai sebagai basis pemberian
toleransi. Kemungkinan- kemungkinan jenis toleransi adalah sebagai
berikut.
3) Suaian longgar (Clearance fits), yaitu bila bagian yang berpasangan
pada waktu dipasang mempunyai kelonggaran yang pasti.

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
21
Gambar 2.19 Suaian Longgar
4) Suaian transisi (Transition fits)ini akan terjadi dua kemungkinan,
yaitu bisa terjadi kesesakan kecil maupun kelonggaran kecil.
Gambar 2.20 Suaian Pas
3)Suaian sesak (Interfereance fits)pada pemasangan ini selalu dalam
keadaan sesak.
Gambar 2.21 Suaian Paksa
b. Cara Menentukan Besarnya Toleransi
Ada dua cara dalam menentukan besarnya toleransi yangdikehendaki,
yaitu dengan sistem basis lubang dan sistem basis poros. Kedua cara ini
bisa dipakai dalam menentukan toleransi ukuran. Pada sistem basis
lubang, semua lubang diseragamkan pembuatannya dengan toleransi H
sebagai dasar, sedangkan ukuran poros berubah-ubah menurut macam
suaian. Pada sistem basis poros, ukuran poros sebagai dasar dengan
toleransi "h" dan ukuran lubang berubah-ubah.
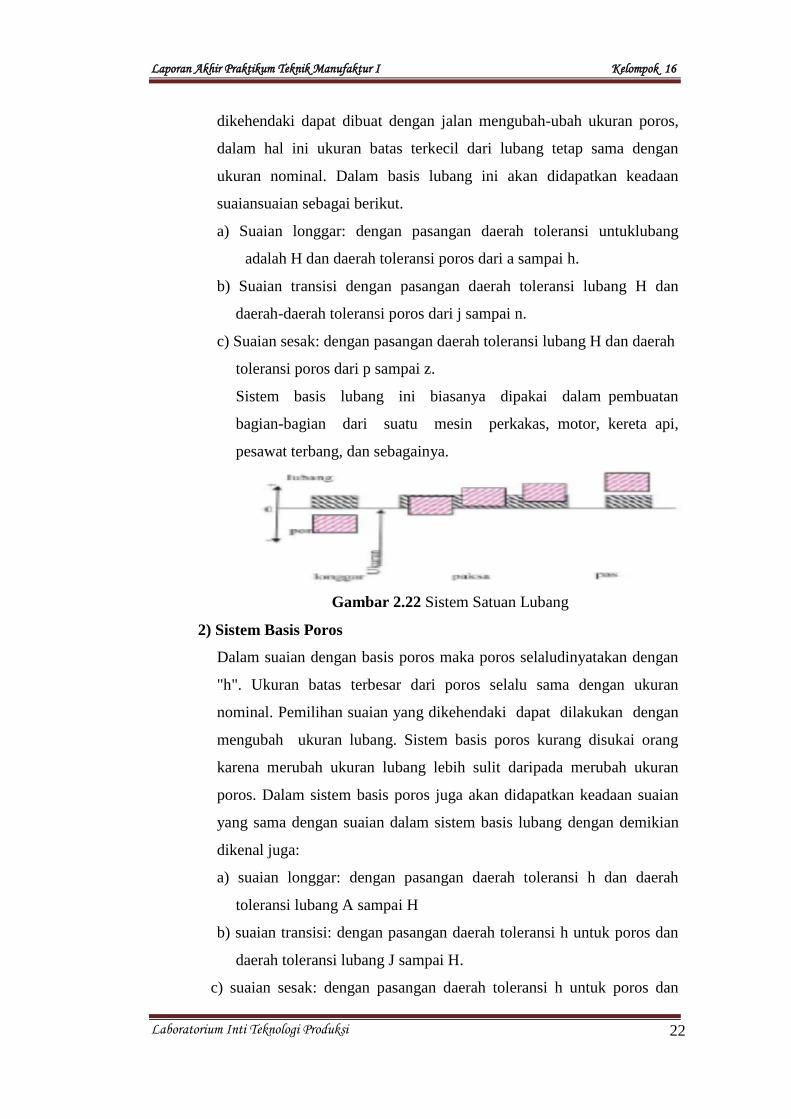
1)Sistem Basis Lubang
Suaian dengan sistem basis lubang ini banyakdipakai. Suaian yang
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
22
dikehendaki dapat dibuat dengan jalan mengubah-ubah ukuran poros,
dalam hal ini ukuran batas terkecil dari lubang tetap sama dengan
ukuran nominal. Dalam basis lubang ini akan didapatkan keadaan
suaiansuaian sebagai berikut.
a) Suaian longgar: dengan pasangan daerah toleransi untuklubang
adalah H dan daerah toleransi poros dari a sampai h.
b) Suaian transisi dengan pasangan daerah toleransi lubang H dan
daerah-daerah toleransi poros dari j sampai n.
c) Suaian sesak: dengan pasangan daerah toleransi lubang H dan daerah
toleransi poros dari p sampai z.
Sistem basis lubang ini biasanya dipakai dalam pembuatan
bagian-bagian dari suatu mesin perkakas, motor, kereta api,
pesawat terbang, dan sebagainya.
Gambar 2.22 Sistem Satuan Lubang
2) Sistem Basis Poros
Dalam suaian dengan basis poros maka poros selaludinyatakan dengan
"h". Ukuran batas terbesar dari poros selalu sama dengan ukuran
nominal. Pemilihan suaian yang dikehendaki dapat dilakukan dengan
mengubah ukuran lubang. Sistem basis poros kurang disukai orang
karena merubah ukuran lubang lebih sulit daripada merubah ukuran
poros. Dalam sistem basis poros juga akan didapatkan keadaan suaian
yang sama dengan suaian dalam sistem basis lubang dengan demikian
dikenal juga:
a) suaian longgar: dengan pasangan daerah toleransi h dan daerah
toleransi lubang A sampai H
b) suaian transisi: dengan pasangan daerah toleransi h untuk poros dan
daerah toleransi lubang J sampai H.
c) suaian sesak: dengan pasangan daerah toleransi h untuk poros dan

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
23
daerah untuk lubang P sampai Z. Sistem basis poros banyak
digunakan dalam pembuatan bagian alat-alat pemindah, motor-motor
listrik, pesawat angkat, dan sebagainya.
Gambar 2.23 Sistem Satuan Poros
Gambar 2.24 Suaian untuk Basis Lubang dan Kedudukan Daerah Toleransi
a. Tingkatan Suaian
Dalam penggunaannya, suaian-suaian longgar, transisi,maupun sesak
masih harus dibagi dalam tingkatan-tingkatan yang lebih terperinci.
Dengan demikian dapat diten tukan jenis suaian yang tepat untuk suatu
komponen menurut penggunaan dari kom ponen yang akan dibuat.
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
24
1. Suaian Longgar
a. Suaian Sangat Longgar
Merupakan hasil pasangan dari H11-c11; H9d10; dan H9-e9. Tingkatan
suaian ini digunakan untuk bagian-bagian yang mudah berputar, mudah
dipasang dan dibongkar tanpa paksa, misalnya dipakai pada poros roda
gigi, poros hubungan, dan bantalan dengan kelonggaran yang pasti.
b. Suaian luas Suaian H8-f7 dan H7-g6. Suaian ini biasanya dipakaipada
peralatan yang berputar terus-menerus, misalnya dipakai pada bantalan
yang mempunyai kelonggaran biasa, yaitu bantalan jurnal.
c. Suaian geser Suaian H7h6. Suaian ini banyak dipakai pada
peralatanyang tidak berputar, misalnya senter kepala lepas, sarung senter,
dan poros spindel.
2. Suaian Transisi Suaian ini merupakan hasil gabungan antara lubang
danporos yang akan menghasilkan suatu keadaan kemungkinan
longgar dan sesak, hal ini tergantung dari daerah toleransi yang dipakai
yang termasuk dalam suaian transisi adalah sebagai berikut.
a. Suaian puntir Suaian H7-k6. Suaian ini digunakan apabila
pasangannyamemerlukan kesesakan dan dengan jalan dipuntir waktu
melepas maupun memasang, misalnya sebuah metal dengan tempat
duduknya.
b. Suaian paksa Suaian H7-n6. Pada suaian ini akan terjadi
kesesakanpermukaan yang dipasang agak panjang. Contoh
pemakaiannya pada plat pembawa dalam mesin bubut, kopling, dan
sebagainya.
3. Suaian sesak
a. Suaian kempa ringanSuaian H7-p6. Pasangan dalam suaian ini harus
ditekan atau dipukui dengan menggunakan palu plastik atau palu kulit.
Pengunaan suaian ini misalnya pada bus-bus bantalan dan pelak roda gigi.
b. Suaian kempa berat Suaian H7-p6. Pemasangan suaian ini harus
ditekandengan gaya yang agak berat dan suatu ketika harus
menggunakan mesin penekan. Suaian ini digunakan pada kopling atau
pada gelang tekan.
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
25
Untuk basis poros:
1. Suaian Longgar
a. Suaian sangat luas Suaian h11-C11; h9-D10; dan h9-E9.
Penggunaannya adalah pada bantalan-bantalan yang mudah dipasang
dan dilepas dengan poros.
b. Suaian luas Suaian h7-F8 dan h6-G7. Contoh penggunaannya pada
bantalan jurnal dan peralatan yang tidak berputar.
c. Suaian geser Suaian h6-H7. Penggunaan pada peralatan yang tidak
berputar.
2. Suaian Transisi a
Suaian puntirSuaian h6-K7. Suaian ini dipakai pada peralatan yang
pemasangannya harus mengalami penekanan dan dipuntir.
a. Suaian paksa Suaian h6-N7. Pada sistem ini juga terjadi kesesakan yang
pasti.
3. Suaian Sesak
a. Suaian kempa ringanSuaian h6-P7. Pemasangan komponen dalam
suaian ini harus ditekan.
b. Suaian kempa berat Suaian h6-S7. Pemasangan komponen ini harus
ditekan dengan gaya yang lebih berat.
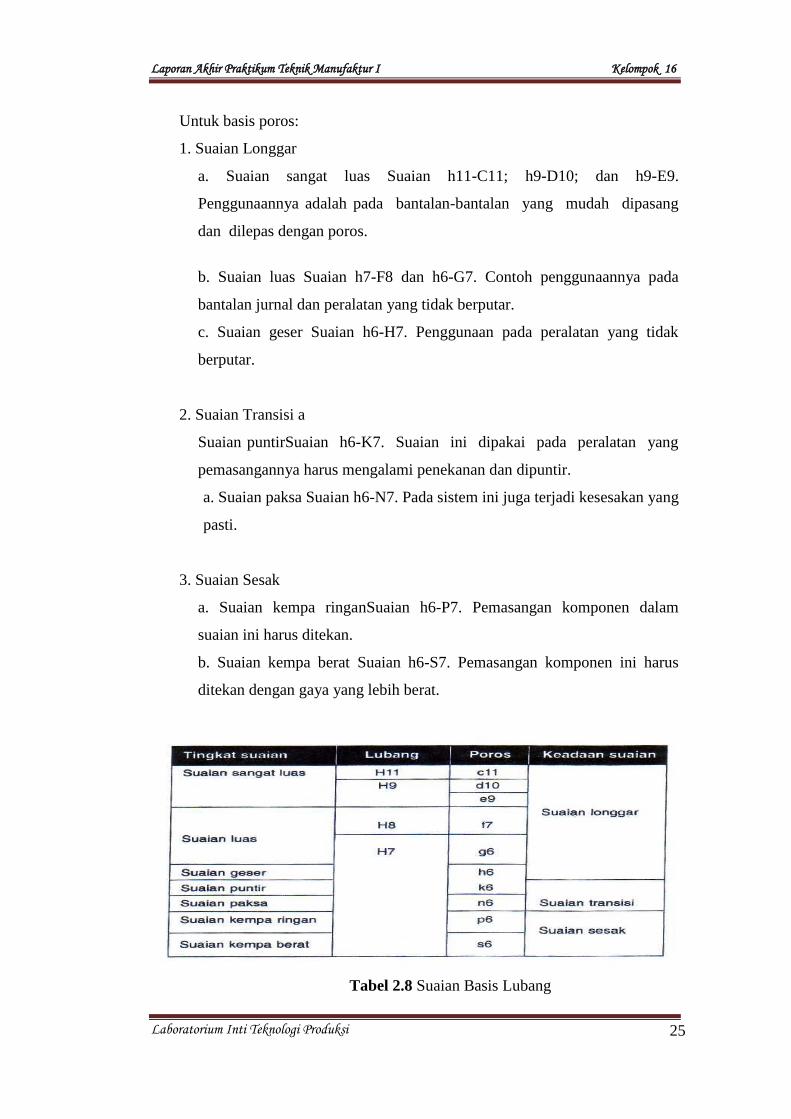
Tabel 2.8 Suaian Basis Lubang

Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
26
Tabel 2.9 Suaian Basis Poros
b. Menentukan Harga toleransi
Komponen-komponen yang termasuk dalam golongan lubang adalah
dudukan-dudukan dari pasak poros, bantalan-bantalan, lubang poros roda
gigi, lubang poros bubungan, dan sebagainya.
Komponen-komponen yang termasuk golongan poros adalah poros-
poros, pasak-pasak, baut-baut, sekrup-sekrup, senter, ring torak, pena
torak, dan sebagainya.
Dalam hal ini, pemberian dimensi dari toleransi merupakan tanggung
jawab moral perencana. Bila akan mencari harga toleransi dari ukuran
nominal lubang dengan ukuran 30 mm maka lajur yang dipakai adalah
lajur untuk diameter 18-30 mm bukan lajur 30-40 mm.
Misalnya untuk lubang 0 30 H9 maka harga toleransinya dicari pada lajur
mendatar +0,52 +0,52 dari 0 18-30 mm, yaitu 0 Nm dan ditulis 0 30 H9
(0).
Laporan Akhir Praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 27
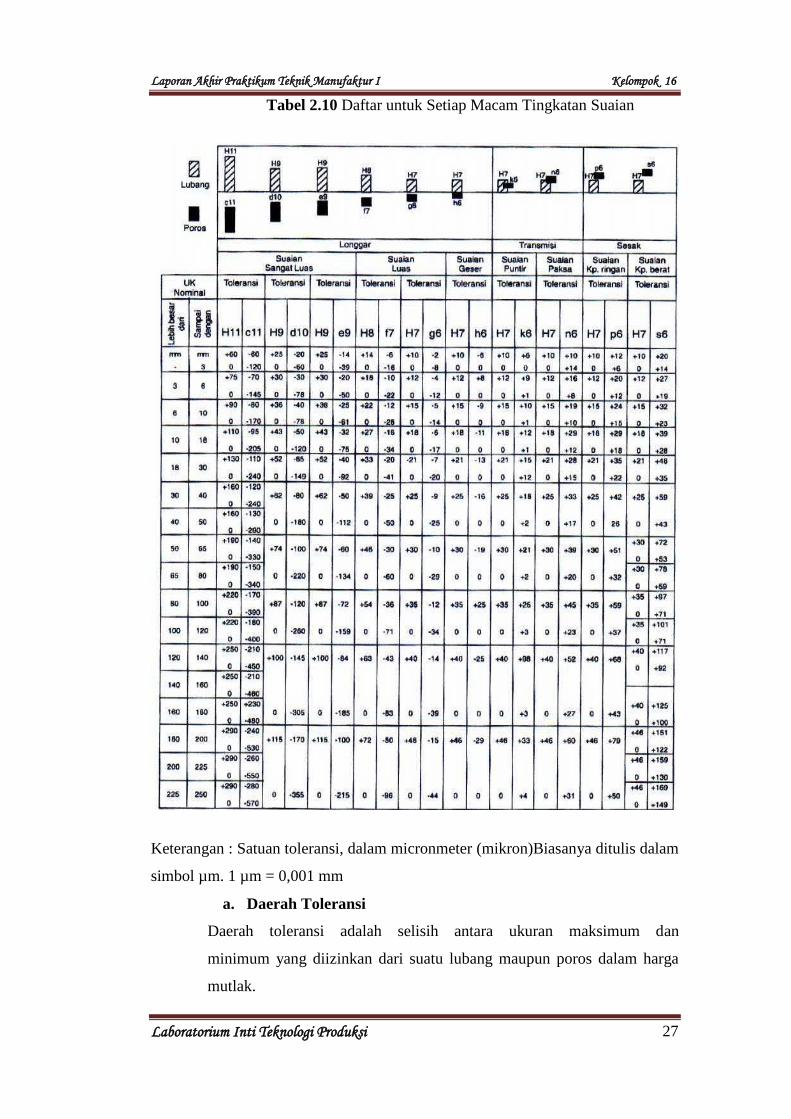
Tabel 2.10 Daftar untuk Setiap Macam Tingkatan Suaian
Keterangan : Satuan toleransi, dalam micronmeter (mikron)Biasanya ditulis dalam
simbol µm. 1 µm = 0,001 mm
a. Daerah Toleransi
Daerah toleransi adalah selisih antara ukuran maksimum dan
minimum yang diizinkan dari suatu lubang maupun poros dalam harga
mutlak.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
28
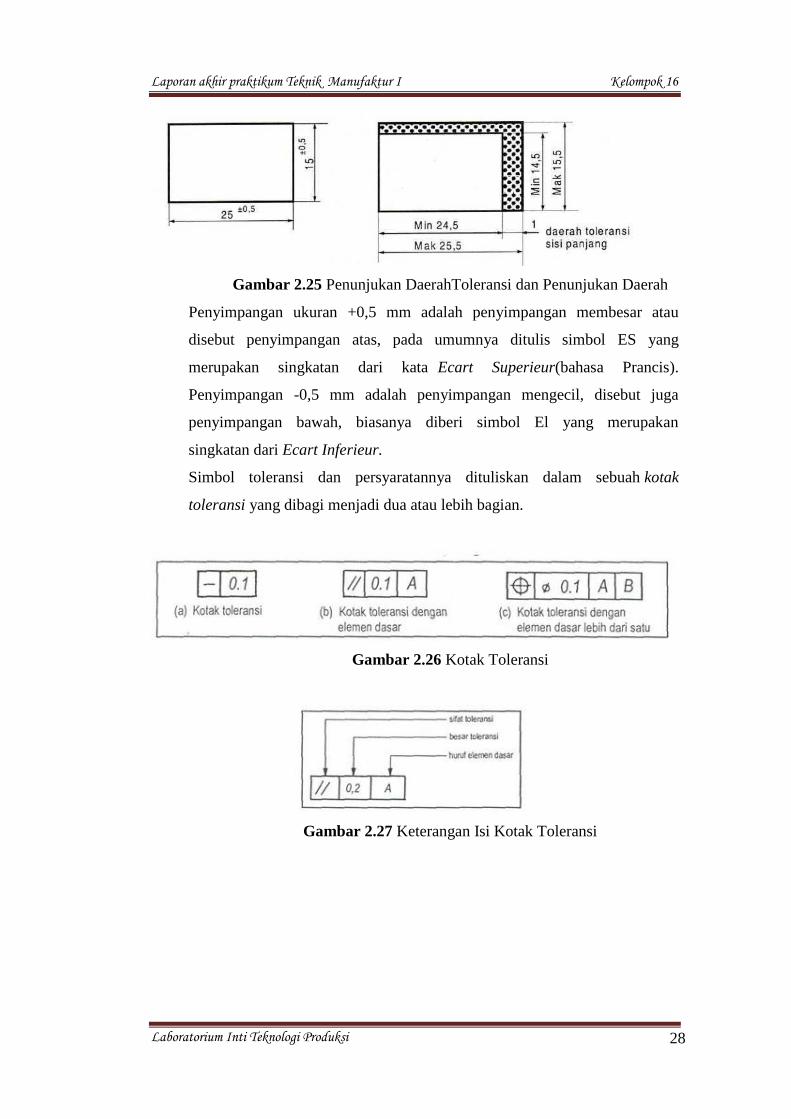
Gambar 2.25 Penunjukan DaerahToleransi dan Penunjukan Daerah
Penyimpangan ukuran +0,5 mm adalah penyimpangan membesar atau
disebut penyimpangan atas, pada umumnya ditulis simbol ES yang
merupakan singkatan dari kata Ecart Superieur(bahasa Prancis).
Penyimpangan -0,5 mm adalah penyimpangan mengecil, disebut juga
penyimpangan bawah, biasanya diberi simbol El yang merupakan
singkatan dari Ecart Inferieur.
Simbol toleransi dan persyaratannya dituliskan dalam sebuah kotak
toleransi yang dibagi menjadi dua atau lebih bagian.
Gambar 2.26 Kotak Toleransi
Gambar 2.27 Keterangan Isi Kotak Toleransi
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
29
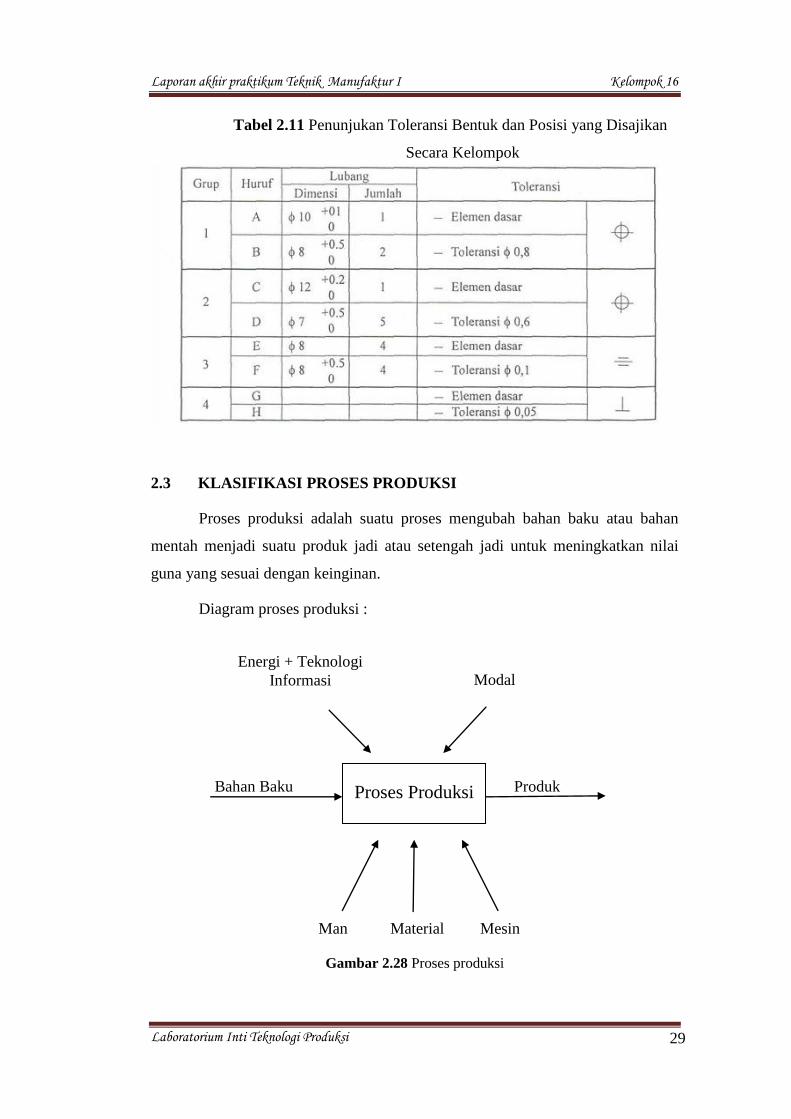
Tabel 2.11 Penunjukan Toleransi Bentuk dan Posisi yang Disajikan
Secara Kelompok
2.3 KLASIFIKASI PROSES PRODUKSI
Proses produksi adalah suatu proses mengubah bahan baku atau bahan
mentah menjadi suatu produk jadi atau setengah jadi untuk meningkatkan nilai
guna yang sesuai dengan keinginan.
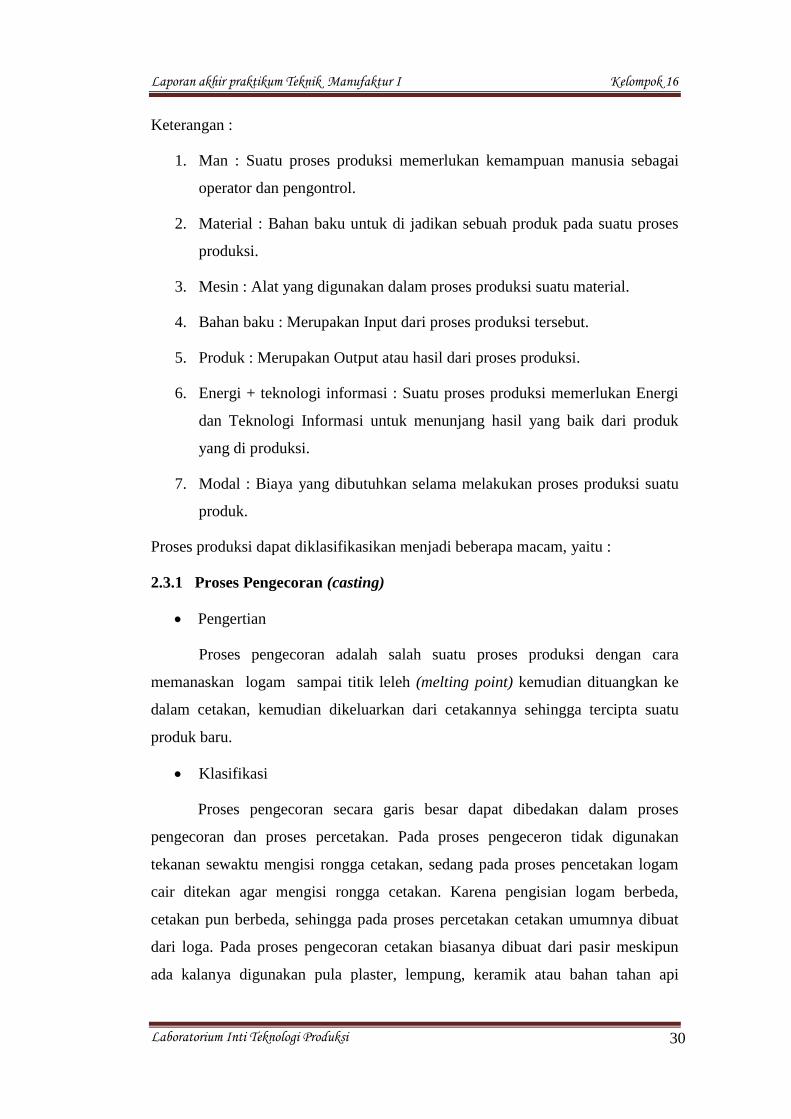
Diagram proses produksi :
Modal
Bahan Baku Produk
Man Material Mesin
Gambar 2.28 Proses produksi
Proses Produksi
Energi + Teknologi
Informasi
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
30
Keterangan :
1. Man : Suatu proses produksi memerlukan kemampuan manusia sebagai
operator dan pengontrol.
2. Material : Bahan baku untuk di jadikan sebuah produk pada suatu proses
produksi.
3. Mesin : Alat yang digunakan dalam proses produksi suatu material.
4. Bahan baku : Merupakan Input dari proses produksi tersebut.
5. Produk : Merupakan Output atau hasil dari proses produksi.
6. Energi + teknologi informasi : Suatu proses produksi memerlukan Energi
dan Teknologi Informasi untuk menunjang hasil yang baik dari produk
yang di produksi.
7. Modal : Biaya yang dibutuhkan selama melakukan proses produksi suatu
produk.
Proses produksi dapat diklasifikasikan menjadi beberapa macam, yaitu :
2.3.1 Proses Pengecoran (casting)
Pengertian
Proses pengecoran adalah salah suatu proses produksi dengan cara
memanaskan logam sampai titik leleh (melting point) kemudian dituangkan ke
dalam cetakan, kemudian dikeluarkan dari cetakannya sehingga tercipta suatu
produk baru.
Klasifikasi
Proses pengecoran secara garis besar dapat dibedakan dalam proses
pengecoran dan proses percetakan. Pada proses pengeceron tidak digunakan
tekanan sewaktu mengisi rongga cetakan, sedang pada proses pencetakan logam
cair ditekan agar mengisi rongga cetakan. Karena pengisian logam berbeda,
cetakan pun berbeda, sehingga pada proses percetakan cetakan umumnya dibuat
dari loga. Pada proses pengecoran cetakan biasanya dibuat dari pasir meskipun
ada kalanya digunakan pula plaster, lempung, keramik atau bahan tahan api

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
31
lainnya. Proses pengecoran sendiri dibedakan menjadi dua macam, yaitu
traditional casting (tradisional) dannon-traditional (nontradisional).
Skema Pengecoran
Gambar 2.29 Skema proses pengecoran cetakan pasir
Contoh Produk
Contoh produk dapat dibuat dengan proses ini adalah blok mesin
kendaraan, permukaan karburator, dan lain-lain.
Gambar 2.30 Produk hasil Pengecoran
2.3.2 Proses Pembentukan (forming)
Pengertian
Proses pembentukan adalah salah satu proses produksi dengan pemberian
gaya beban terhadap material hingga terjadi deformasi plastis, dapat di proses
dengan ataupun tanpa pengaruh dari temperatur dan dengan menggunakan
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
32
ataupun tidak menggunakan cetakan sehingga menjadi produk sesuai dengan yang
diinginkan.
Tabel 2.12 Perbedaan Proses Pemesinan dengan Proses Pembentukan
No Proses Pemesinan Proses Pembentukan
1 Memiliki ketelitian tinggi Ketelitian kurang
2 Terbentuk geram Tidak terbentuk geram
3 Permukaan produk yang
dihasilkan baik
Permukaan produk yang dihasilkan
kurang baik
4 Memakai mesin perkakas Memakai cetakan
5 Volume benda kerja berubah Volume benda kerja tetap
6 Serat material putus Serat tidak terputus
Klasifikasi
Proses pembentukan logam dengan mempergunakan gaya tekan untuk
mengubah bentuk dan atau ukuran dari logam yang dikerjakan.Secara umum
dapat dibagi 4 kelompok besar :
1. Forging
2. Extrusion
3. Rolling
4. Drawing
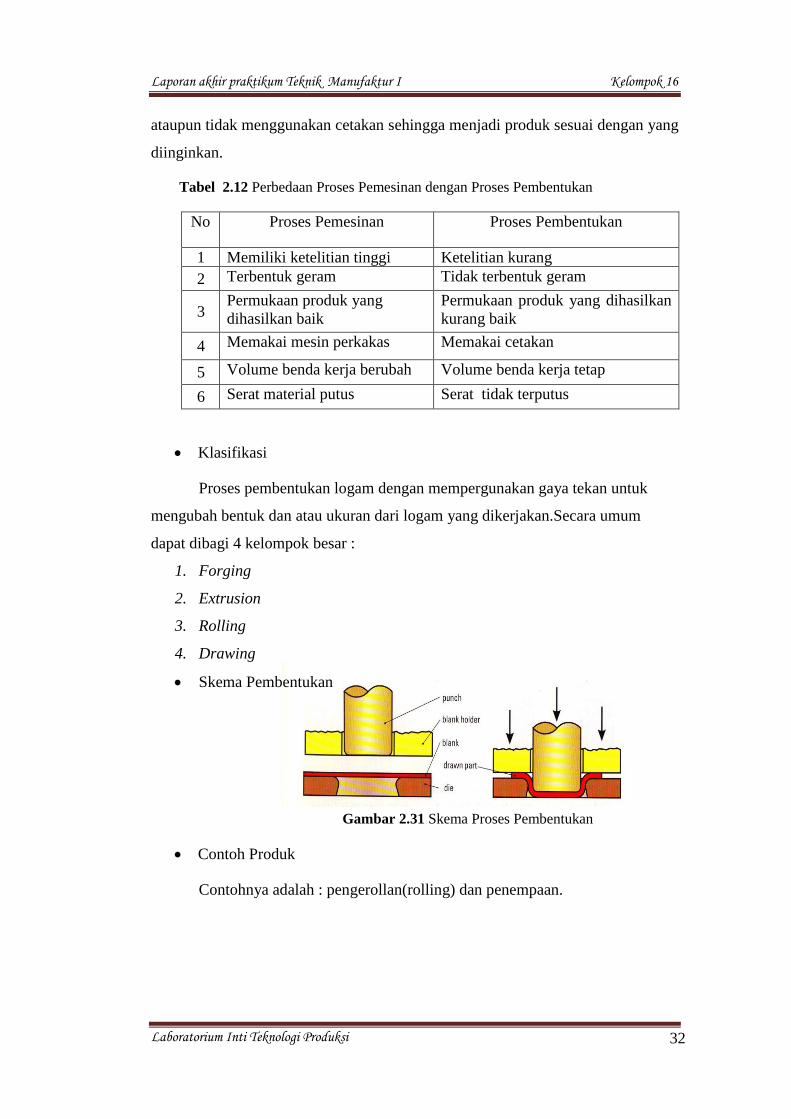
Skema Pembentukan
Gambar 2.31 Skema Proses Pembentukan
Contoh Produk
Contohnya adalah : pengerollan(rolling) dan penempaan.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
33
deep drawing tempa blanking
Gambar 2.32 Produk Pembentukan
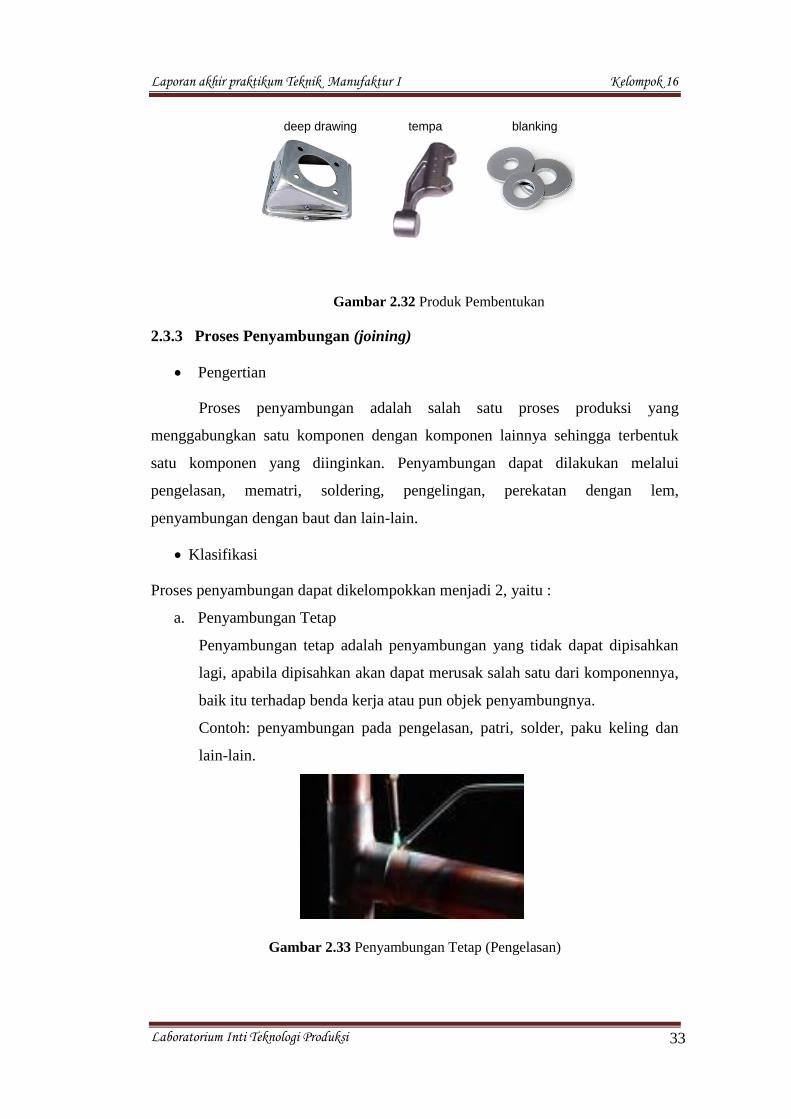
2.3.3 Proses Penyambungan (joining)
Pengertian
Proses penyambungan adalah salah satu proses produksi yang
menggabungkan satu komponen dengan komponen lainnya sehingga terbentuk
satu komponen yang diinginkan. Penyambungan dapat dilakukan melalui
pengelasan, mematri, soldering, pengelingan, perekatan dengan lem,
penyambungan dengan baut dan lain-lain.
Klasifikasi
Proses penyambungan dapat dikelompokkan menjadi 2, yaitu :
a. Penyambungan Tetap
Penyambungan tetap adalah penyambungan yang tidak dapat dipisahkan
lagi, apabila dipisahkan akan dapat merusak salah satu dari komponennya,
baik itu terhadap benda kerja atau pun objek penyambungnya.
Contoh: penyambungan pada pengelasan, patri, solder, paku keling dan
lain-lain.
Gambar 2.33 Penyambungan Tetap (Pengelasan)
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
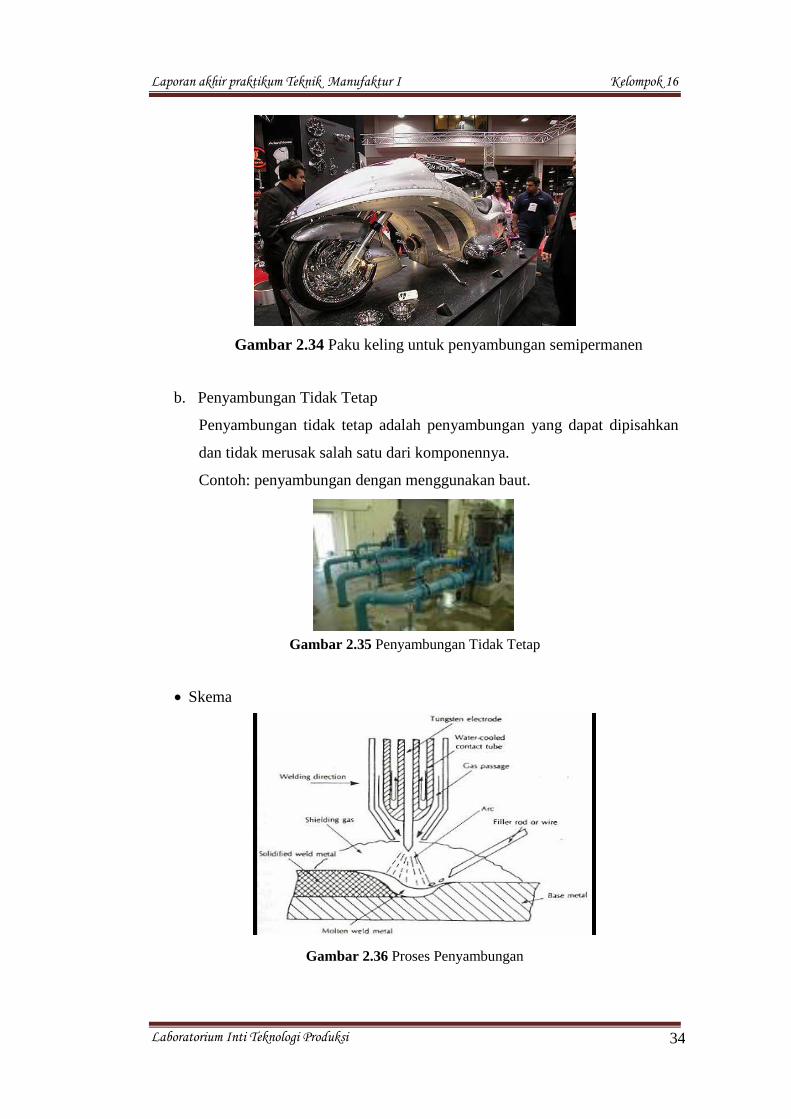
34
Gambar 2.34 Paku keling untuk penyambungan semipermanen
b. Penyambungan Tidak Tetap
Penyambungan tidak tetap adalah penyambungan yang dapat dipisahkan
dan tidak merusak salah satu dari komponennya.
Contoh: penyambungan dengan menggunakan baut.
Gambar 2.35 Penyambungan Tidak Tetap
Skema
Gambar 2.36 Proses Penyambungan
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
35
2.3.4 Metalurgi Serbuk (powder metallurgy)
Pengertian
Proses ini dilakukan dengan cara pemberian beban pada serbuk-serbuk
logam sesuai dengan bentuk cetakan yang akan dibuat lalu dilakukan
proses pemanasan (sintering) agar partikel serbuk menyatu (bonding)
menjadi massa yang kaku (rigid), sesuai dengan geometri yang diinginkan.
Biasanya metalurgi serbuk untuk membuat suatu komponen yang sangat
kecil. Contoh produk yang dibuat dengan cara metalurgi serbuk ini adalah
roda gigi pada jam tangan.
Klasifikasi
1. Serbuk paduan
Serbuk yang dihasilkan melalui pencampuran logam murni tidak akan
mempunyai sifat yang sama dengan serbuk paduan. Serbuk campuran lebih
disukai dikarenakan lebih mudah membuatnya dan hanya dengan tekanan yang
lebih rendah serbuk paduan yang dipadu selam proses pencairan menghasilkan
sifat produk yang hampir sama dengan paduan padatnya. Hal ini memungkinkan
untuk dihasilkannya paduan seperti baja tahan karat dan komposisi paduan tinggi
lainnya, yang sebelumnya tidak mungklin dibentuk melalui pencampuran. Serbuk
logam pra-paduan mempunyai sifat-sifat seperti tahan korosi, kekuatan tinggi atau
daya tahan terhadap suhu tinggi.
2. Serbuk berlapis
Serbuk logam dapat dilapisi dengna unsur tertentu, malalui caramengalirkan
gas pembawa. Setiap partikel tersalut (solute) dengan merata, sehingga akan
menghasilkan suatu produk yang bila disinter akan mengikuti karakteristik
tertentu dari sifat bahan pelapisnya. Hal ini memungkinkan penggunaan serbuk
murah dengan pengikat bahan aktif pada bagian luarnya. Produk yang dibuat dari
serbuk berlapis yang telah disinter, jauh lebih homogen daripada produk yang
dihasilkan dengan cara pencampuran.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
36
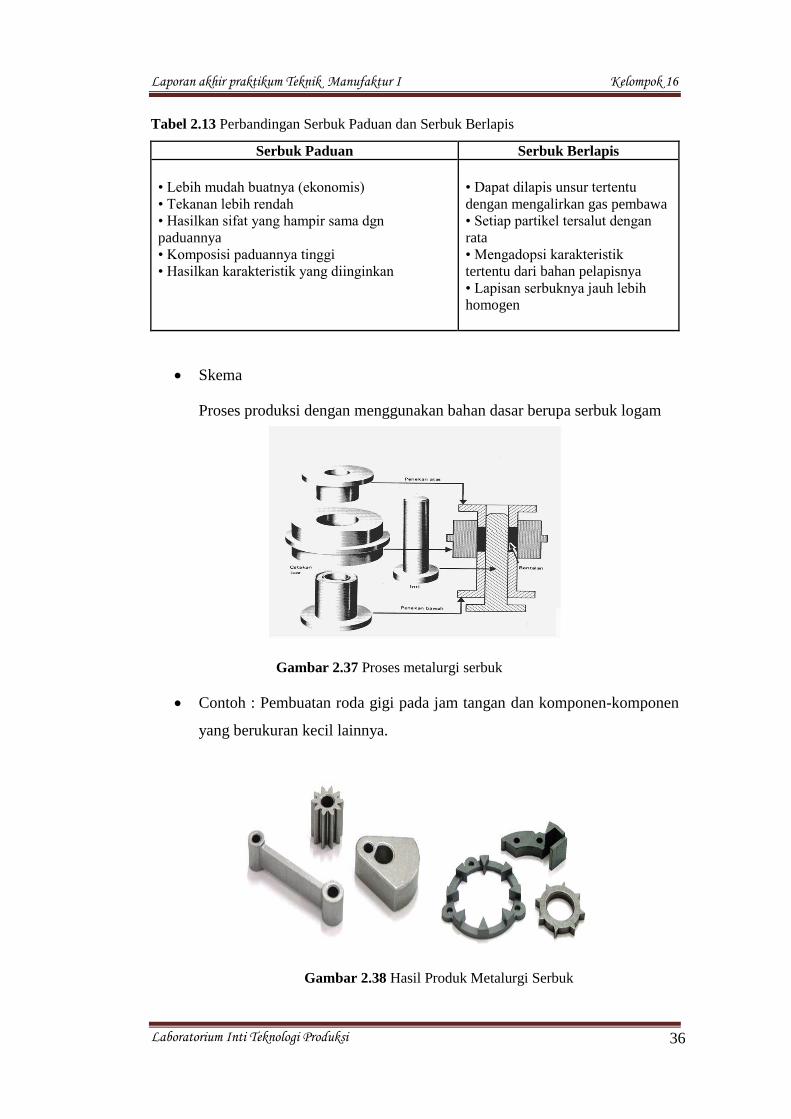
Tabel 2.13 Perbandingan Serbuk Paduan dan Serbuk Berlapis
Serbuk Paduan Serbuk Berlapis
• Lebih mudah buatnya (ekonomis)
• Tekanan lebih rendah
• Hasilkan sifat yang hampir sama dgn
paduannya
• Komposisi paduannya tinggi
• Hasilkan karakteristik yang diinginkan
• Dapat dilapis unsur tertentu
dengan mengalirkan gas pembawa
• Setiap partikel tersalut dengan
rata
• Mengadopsi karakteristik
tertentu dari bahan pelapisnya
• Lapisan serbuknya jauh lebih
homogen
Skema
Proses produksi dengan menggunakan bahan dasar berupa serbuk logam
Gambar 2.37 Proses metalurgi serbuk
Contoh : Pembuatan roda gigi pada jam tangan dan komponen-komponen
yang berukuran kecil lainnya.
Gambar 2.38 Hasil Produk Metalurgi Serbuk
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
37
2.3.5 Proses Perakitan (Assembly)
Pengertian
Proses perakitan adalah salah satu proses produksi yang menggabungkan
beberapa part atau komponen menjadi suatu produk yang utuh. Proses perakitan
juga merupakan proses produksi yang menggabungkan dua buah komponen atau
lebih sehingga komponen-komponen tersebut dapat berfungsi.
Skema
Pada dunia Indutri perakitan mobil :
Gambar 2.39 Contoh Sub-Assy Pada Toyota
Contoh : Perakitan sebuah sepeda motor, mobil, televisi, proses perakitan
mobil,dll.
Gambar 2.40 Proses Perakitan Mobil
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
38
2.3.6 Proses Perubahan Sifat Mekanik
Pengertian
Perbaikan sifat fisik adalah suatu proses untuk merubah atau memperbaiki
sifat-sifat mekanik yang ada pada suatu material seperti, kekuatan, keuletan,
kekerasan, modulus elastisitas, ketahanan lelah, ketahanan impak, ketahanan
mulur, ketahanan aus dan ketangguhan. Salah satu cara untuk memperbaiki sifat
tersebut alah dengan perlakuan panas (heat treatment).
Klasifikasi
1. Heat treatment
Merupakan suatu proses perlakuan thermal terhadap logam bertujuan
untuk mendapatkan sifat mekanik yang diinginkan, sehingga mencapai
temperatur austenit, kemudian didinginkansampai suhu merata.
Gambar 2.41 Proses Heat Treatment
Gambar 2.42 Contoh Produk Hasil Heat Treatment

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
39
2. Surface treatment
Merupakan suatu proses perlakuan panas pada permukaan benda kerja,
tanpa mengubah sifat mekaniknya secara keseluruhan, karena perubahan
yang dilakukan hanya pada bagian permukaan.
Gambar 2.43 Proses Surface Treatment
Gambar 2.44 Contoh Produk Hasil Surface Treatment
Contoh : Membuat fasa martensit pada sebuah roda gigi.
2.3.7 Proses Polymer
Proses polymer merupakan proses produksi dengan menggunakan
bahan dasar berupa polimer. Polimer merupakan gabungan monomer-
monomer yang membentuk rantai hidrokarbon (C-H) yang panjang
yang terdiri dari :
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
40
1) Termoplastik
Termoplastik merupakan polimer dengan rantai karbon lurus, tidak
tahan temperatur tinggi, dan berkekuatan rendah.
Contoh : plastik.
2) Termosetting
Termosetting merupakan polimer dengan rantai hidrokarbon
bercabang, tahan terhadap temperatur tinggi, dan mempunyai
stabilitas yang tinggi.
Contoh : PVC (Poly Vinyl Chloride) dan melamin.
3) Elastomer
Elastomer merupakan polimer yang mempunyai tingkat elastisitas
yang tinggi dan rantai karbon berbentuk jala.
Contoh : Karet alam.
Gambar 2.45 Proses Polymer
Contoh Produk
Contoh : Pembuatan fiber untuk body kendaraan roda dua, pipa PVC, dll
Gambar 2.46 Contoh Hasil Proses Polymer

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
41
2.3.8. Proses Pemesinan (machining)
Pengertian
Proses pemesinan adalah suatu proses produksi yang menggunakan mesin
perkakas, yang memanfaatkan gerak relatif antara pahat dengan benda kerja
sehingga menghasilkan suatu produk sesuai dengan spesifikasi geometri yang
diinginkan, dan menghasilkan material sisaberupa geram.
Gambar 2.47 Proses Pemesinan
Gambar 2.48 Contoh Hasil Proses Pemesinan
Klasifikasi
Adapun klasifikasi proses pemesinan, yaitu :
1. Berdasarkan Bentuk Pahat
a. Proses Konvensional
Proses konvensional merupakan proses untuk mengubah suatu produk
dengan menggunakan pahat potong dalam proses pemotongan logam. Seperti:
bubut, freis, gurdi, dll.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
42
b. Proses Non Konvensional
Proses non konvensional merupakan suatu proses pemesinan yang tidak
menggunakan mata pahat sebagai mata potong tapi menggunakan dengan
memanfaatkan energi listrik, kimia, tekanan air untuk pemotongan logam.
Contoh dari proses non konvensional:
Ultrasonic Machining (USM)
Chemical Machining
Electrochemical Machining (ECM)
Electrical-Discharge Machining (EDM)
Laser Beam Machining (LBM)
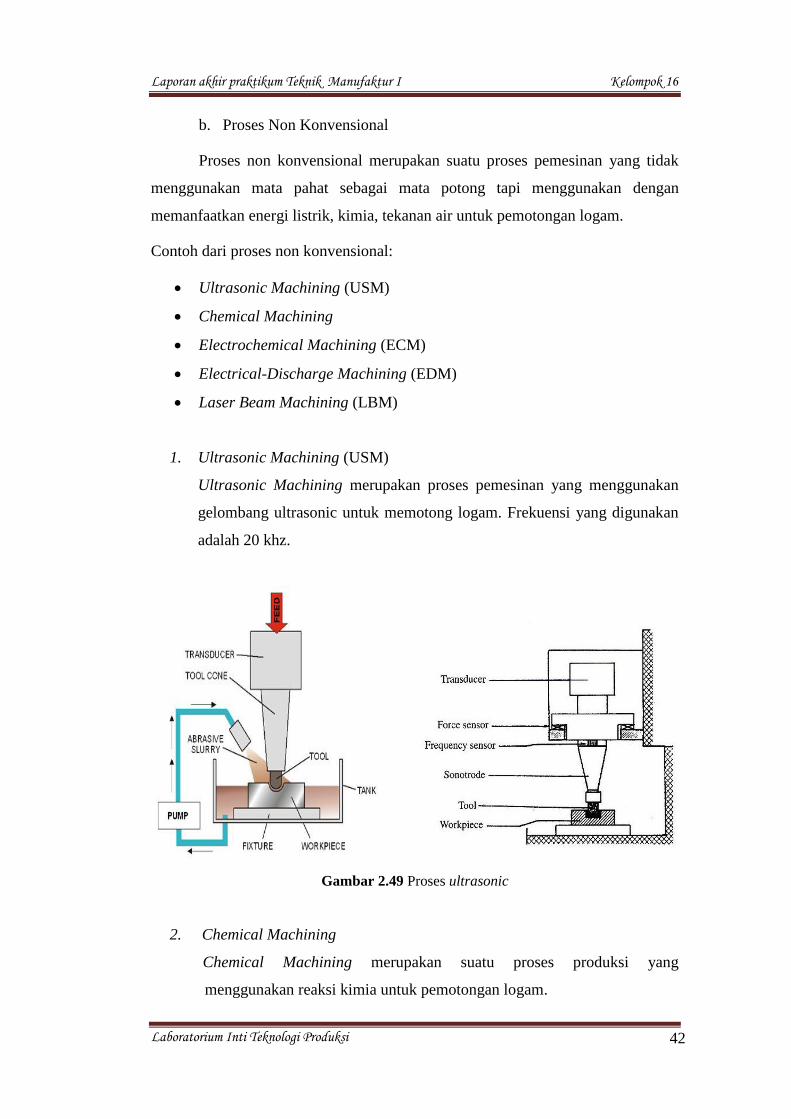
1. Ultrasonic Machining (USM)
Ultrasonic Machining merupakan proses pemesinan yang menggunakan
gelombang ultrasonic untuk memotong logam. Frekuensi yang digunakan
adalah 20 khz.
Gambar 2.49 Proses ultrasonic
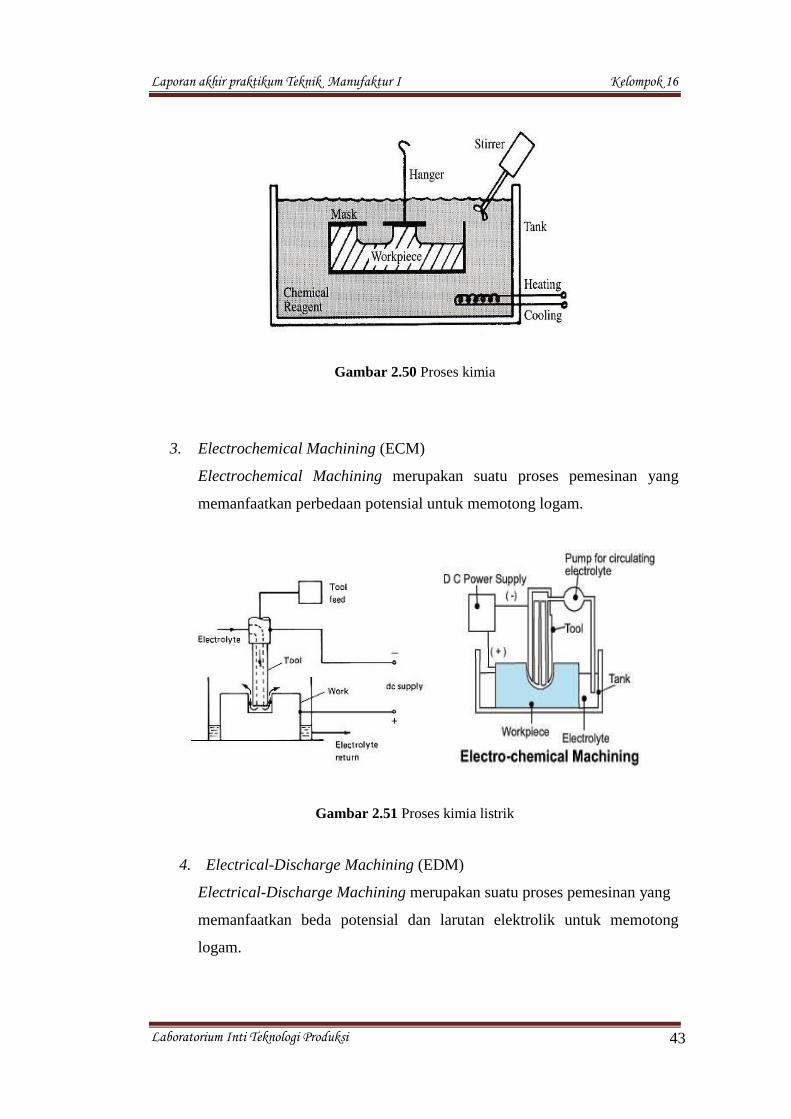
2. Chemical Machining
Chemical Machining merupakan suatu proses produksi yang
menggunakan reaksi kimia untuk pemotongan logam.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
43
Gambar 2.50 Proses kimia
3. Electrochemical Machining (ECM)
Electrochemical Machining merupakan suatu proses pemesinan yang
memanfaatkan perbedaan potensial untuk memotong logam.
Gambar 2.51 Proses kimia listrik
4. Electrical-Discharge Machining (EDM)
Electrical-Discharge Machining merupakan suatu proses pemesinan yang
memanfaatkan beda potensial dan larutan elektrolik untuk memotong
logam.

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
44
Gambar 2.52 Proses EDM
Gambar 2.53 Hasil produk EDM
5. Laser Beam Machining (LBM)
Laser Beam Machining merupakan suatu proses pemesinan yang
menggunakan energi laser untuk pemotongan logam.
Gambar 2.54 Proses LBM
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
45
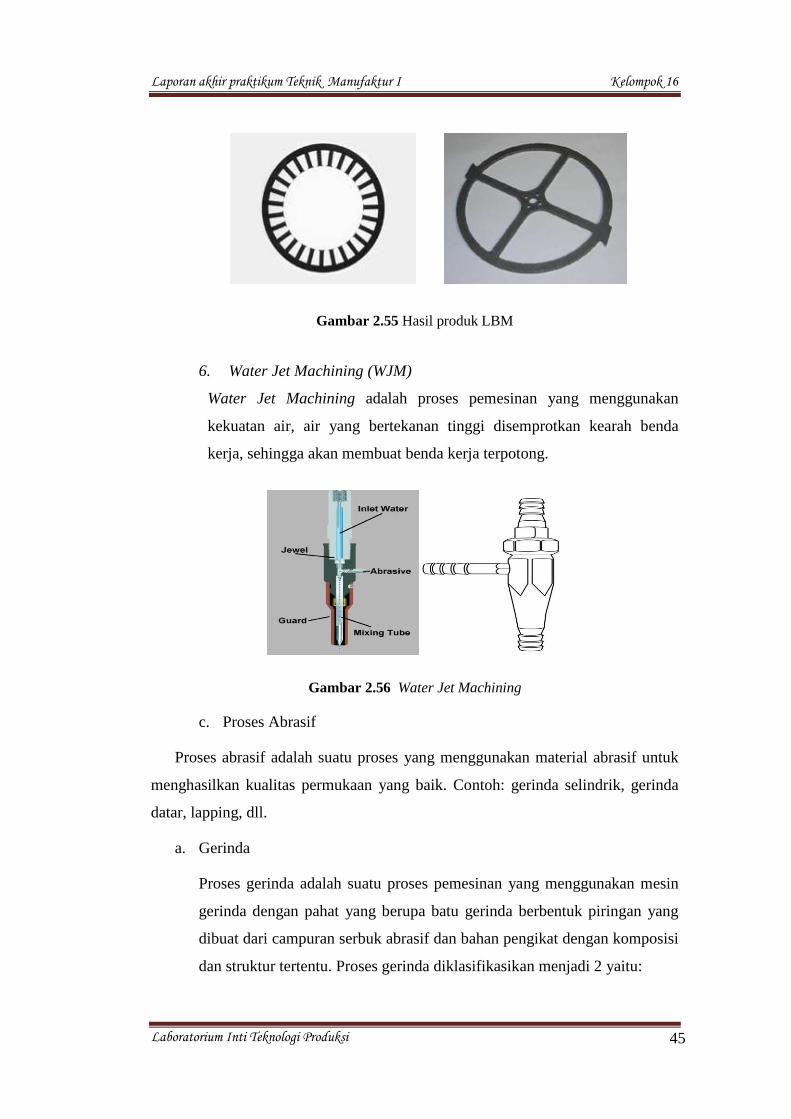
Gambar 2.55 Hasil produk LBM
6. Water Jet Machining (WJM)
Water Jet Machining adalah proses pemesinan yang menggunakan
kekuatan air, air yang bertekanan tinggi disemprotkan kearah benda
kerja, sehingga akan membuat benda kerja terpotong.
Gambar 2.56 Water Jet Machining
c. Proses Abrasif
Proses abrasif adalah suatu proses yang menggunakan material abrasif untuk
menghasilkan kualitas permukaan yang baik. Contoh: gerinda selindrik, gerinda
datar, lapping, dll.
a. Gerinda
Proses gerinda adalah suatu proses pemesinan yang menggunakan mesin
gerinda dengan pahat yang berupa batu gerinda berbentuk piringan yang
dibuat dari campuran serbuk abrasif dan bahan pengikat dengan komposisi
dan struktur tertentu. Proses gerinda diklasifikasikan menjadi 2 yaitu:
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
46
Proses Gerinda Selindrik
Proses Gerinda Datar
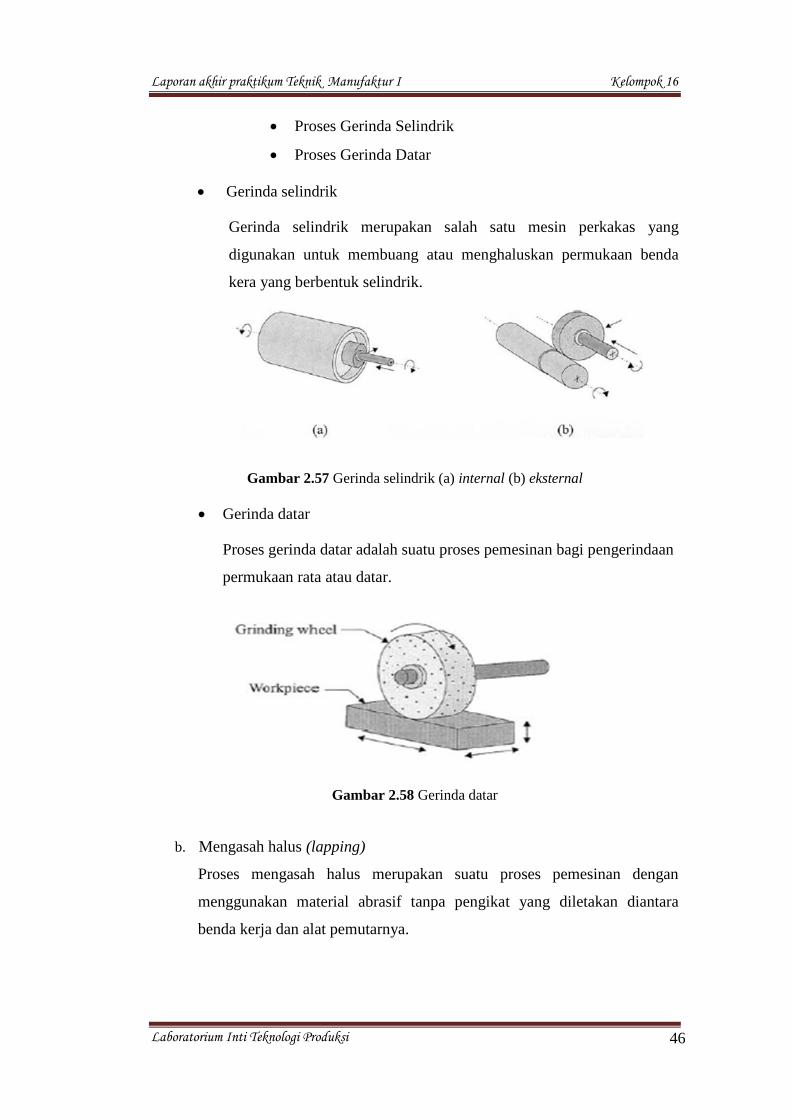
Gerinda selindrik
Gerinda selindrik merupakan salah satu mesin perkakas yang
digunakan untuk membuang atau menghaluskan permukaan benda
kera yang berbentuk selindrik.
Gambar 2.57 Gerinda selindrik (a) internal (b) eksternal
Gerinda datar
Proses gerinda datar adalah suatu proses pemesinan bagi pengerindaan
permukaan rata atau datar.
Gambar 2.58 Gerinda datar
b. Mengasah halus (lapping)
Proses mengasah halus merupakan suatu proses pemesinan dengan
menggunakan material abrasif tanpa pengikat yang diletakan diantara
benda kerja dan alat pemutarnya.

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
47
Gambar 2.59 Gerinda Halus
2. Berdasarkan Gerak Relatif Pahat
Gerak relatif merupakan gerak terhadap suatu titik acuan, gerak relatif
pahat terhadap benda kerja akan menghasilkan geram dan permukaan baru pada
benda kerja secara bertahap akan terbentuk menjadi komponen yang dikehendaki.
Berdasarkan gerak relatif pahat terhadap benda kerja dapat dikelompokan menjadi
dua yaitu :
Gerak potong (cutting movement)
Gerak potong merupakan gerak relatif antara pahat dan benda kerja
sehingga menghasilkan permukaan baru pada benda kerja.
Gambar 2.60 Gerak Potong
- Gerak makan (feeding movement)
Gerak makan merupakan gerak relatif antara pahat dan benda kerja
sehingga menyelesaikan permukaan baru.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
48
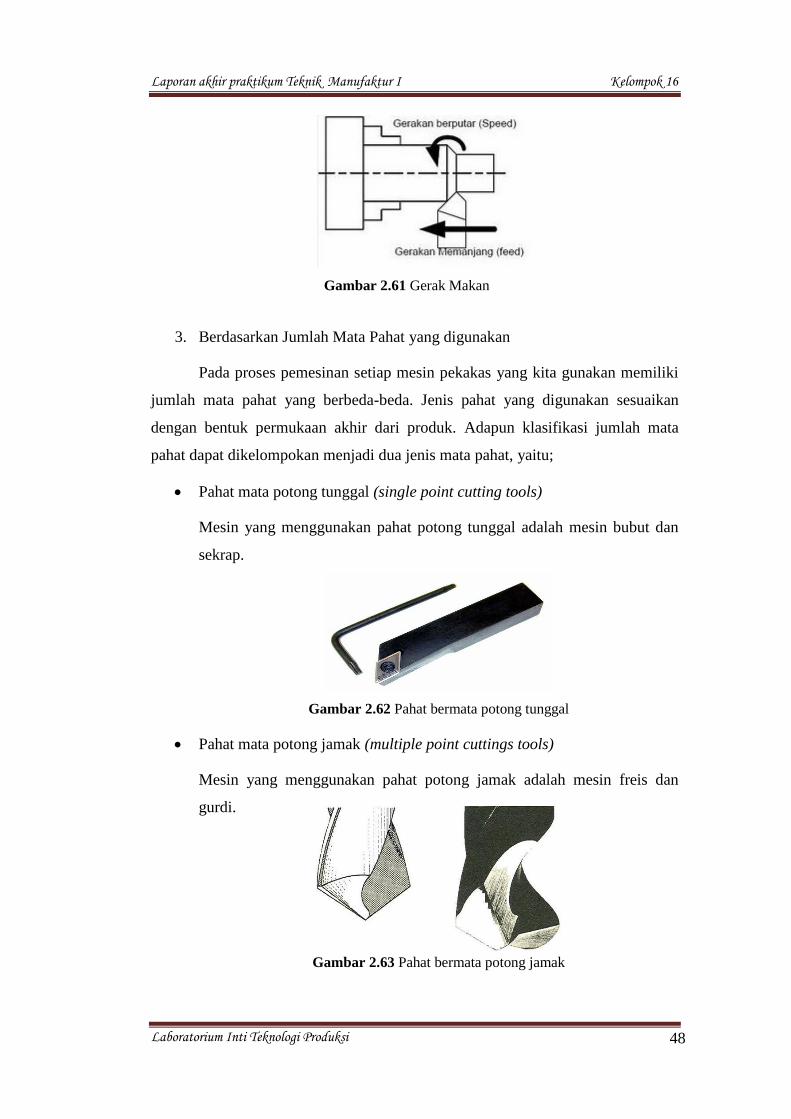
Gambar 2.61 Gerak Makan
3. Berdasarkan Jumlah Mata Pahat yang digunakan
Pada proses pemesinan setiap mesin pekakas yang kita gunakan memiliki
jumlah mata pahat yang berbeda-beda. Jenis pahat yang digunakan sesuaikan
dengan bentuk permukaan akhir dari produk. Adapun klasifikasi jumlah mata
pahat dapat dikelompokan menjadi dua jenis mata pahat, yaitu;
Pahat mata potong tunggal (single point cutting tools)
Mesin yang menggunakan pahat potong tunggal adalah mesin bubut dan
sekrap.
Gambar 2.62 Pahat bermata potong tunggal
Pahat mata potong jamak (multiple point cuttings tools)
Mesin yang menggunakan pahat potong jamak adalah mesin freis dan
gurdi.
Gambar 2.63 Pahat bermata potong jamak
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
49
Pahat bermata potong tak terhingga
Mesin yang menggunakan pahat potong tak hingga adalah mesin Gerinda.
Gambar 2.64 Pahat bermata potong tak hingga
Tabel 2.14 Klasifikasi proses pemesinan menurut jenis gerak relatif pahat
terhadap benda kerja
Jenis Proses Gerak Potong Gerak Makan
Bubut
diputar
Benda kerja m/min
lurus
Pahat mm/min
Gurdi Pahat m/min Pahat mm/min
Freis Pahat m/min Benda kerja
mm/min
Gerinda rata Pahat m/s Benda kerja
Gerinda silindrik Pahat m/s Benda kerja 1 & 2
Skrap meja
Lurus
Benda kerja
Pahat m/min
Pahat
Benda kerja
Skrap
Gergaji
Pahat m/min
4. Berdasarkan Orientasi Permukaan
Dilihat dari segi orientasi permukaan, proses pemesinan dapat
diklasifikasikan menjadi dua proses yaitu:
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
50
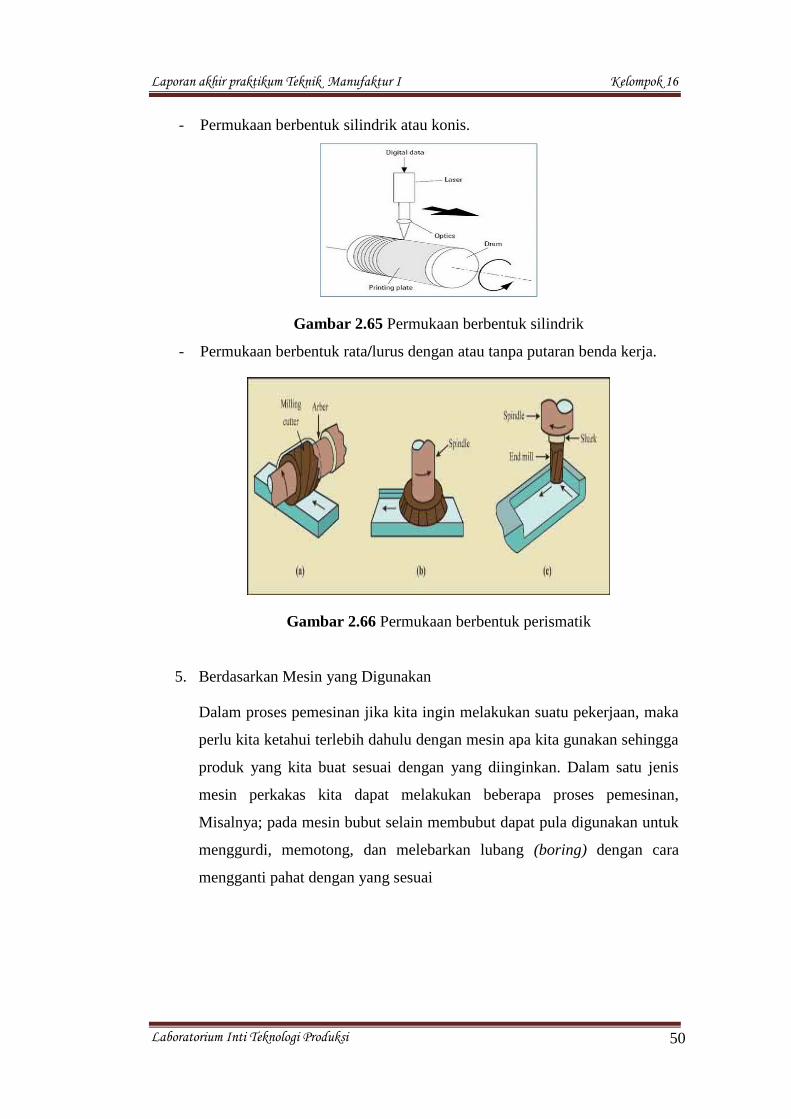
- Permukaan berbentuk silindrik atau konis.
Gambar 2.65 Permukaan berbentuk silindrik
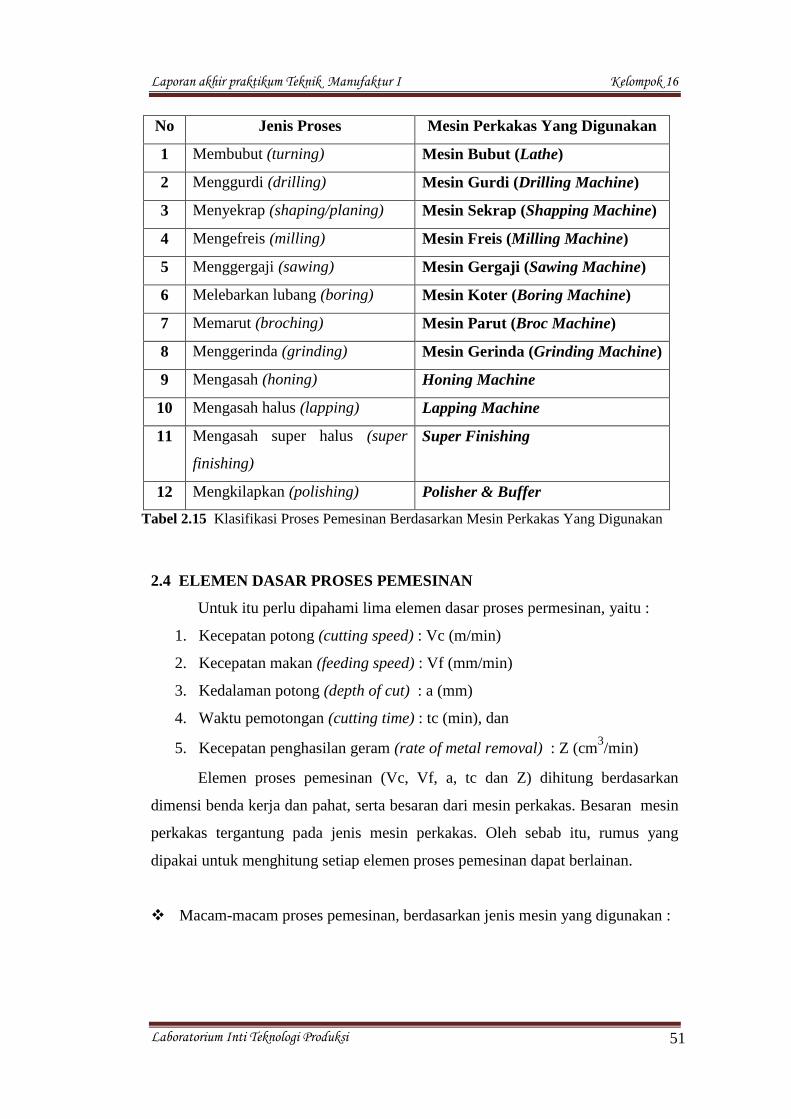
- Permukaan berbentuk rata/lurus dengan atau tanpa putaran benda kerja.
Gambar 2.66 Permukaan berbentuk perismatik
5. Berdasarkan Mesin yang Digunakan
Dalam proses pemesinan jika kita ingin melakukan suatu pekerjaan, maka
perlu kita ketahui terlebih dahulu dengan mesin apa kita gunakan sehingga
produk yang kita buat sesuai dengan yang diinginkan. Dalam satu jenis
mesin perkakas kita dapat melakukan beberapa proses pemesinan,
Misalnya; pada mesin bubut selain membubut dapat pula digunakan untuk
menggurdi, memotong, dan melebarkan lubang (boring) dengan cara
mengganti pahat dengan yang sesuai
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
51
No Jenis Proses Mesin Perkakas Yang Digunakan
1 Membubut (turning) Mesin Bubut (Lathe)
2 Menggurdi (drilling) Mesin Gurdi (Drilling Machine)
3 Menyekrap (shaping/planing) Mesin Sekrap (Shapping Machine)
4 Mengefreis (milling) Mesin Freis (Milling Machine)
5 Menggergaji (sawing) Mesin Gergaji (Sawing Machine)
6 Melebarkan lubang (boring) Mesin Koter (Boring Machine)
7 Memarut (broching) Mesin Parut (Broc Machine)
8 Menggerinda (grinding) Mesin Gerinda (Grinding Machine)
9 Mengasah (honing) Honing Machine
10 Mengasah halus (lapping) Lapping Machine
11 Mengasah super halus (super
finishing)
Super Finishing
12 Mengkilapkan (polishing) Polisher & Buffer
Tabel 2.15 Klasifikasi Proses Pemesinan Berdasarkan Mesin Perkakas Yang Digunakan
2.4 ELEMEN DASAR PROSES PEMESINAN
Untuk itu perlu dipahami lima elemen dasar proses permesinan, yaitu :
1. Kecepatan potong (cutting speed) : Vc (m/min)
2. Kecepatan makan (feeding speed) : Vf (mm/min)
3. Kedalaman potong (depth of cut) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min), dan
5. Kecepatan penghasilan geram (rate of metal removal) : Z (cm3/min)
Elemen proses pemesinan (Vc, Vf, a, tc dan Z) dihitung berdasarkan
dimensi benda kerja dan pahat, serta besaran dari mesin perkakas. Besaran mesin
perkakas tergantung pada jenis mesin perkakas. Oleh sebab itu, rumus yang
dipakai untuk menghitung setiap elemen proses pemesinan dapat berlainan.
Macam-macam proses pemesinan, berdasarkan jenis mesin yang digunakan :
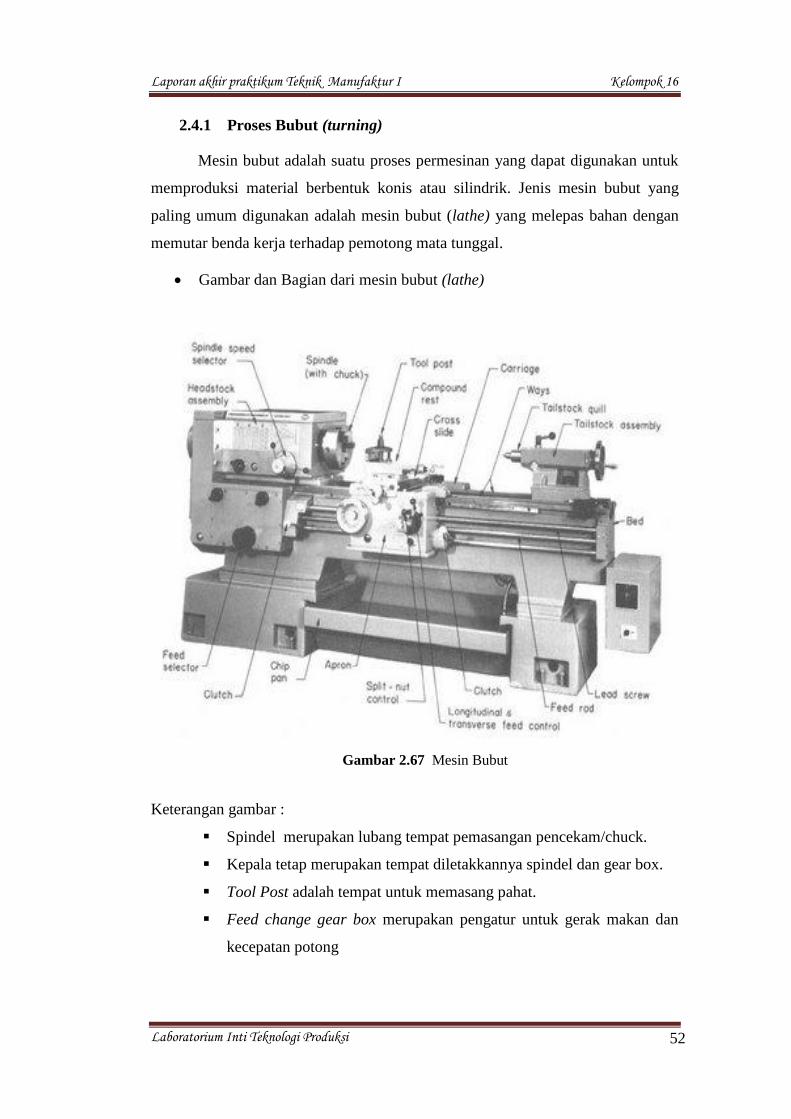
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
52
2.4.1 Proses Bubut (turning)
Mesin bubut adalah suatu proses permesinan yang dapat digunakan untuk
memproduksi material berbentuk konis atau silindrik. Jenis mesin bubut yang
paling umum digunakan adalah mesin bubut (lathe) yang melepas bahan dengan
memutar benda kerja terhadap pemotong mata tunggal.
Gambar dan Bagian dari mesin bubut (lathe)
Gambar 2.67 Mesin Bubut
Keterangan gambar :
Spindel merupakan lubang tempat pemasangan pencekam/chuck.
Kepala tetap merupakan tempat diletakkannya spindel dan gear box.
Tool Post adalah tempat untuk memasang pahat.
Feed change gear box merupakan pengatur untuk gerak makan dan
kecepatan potong
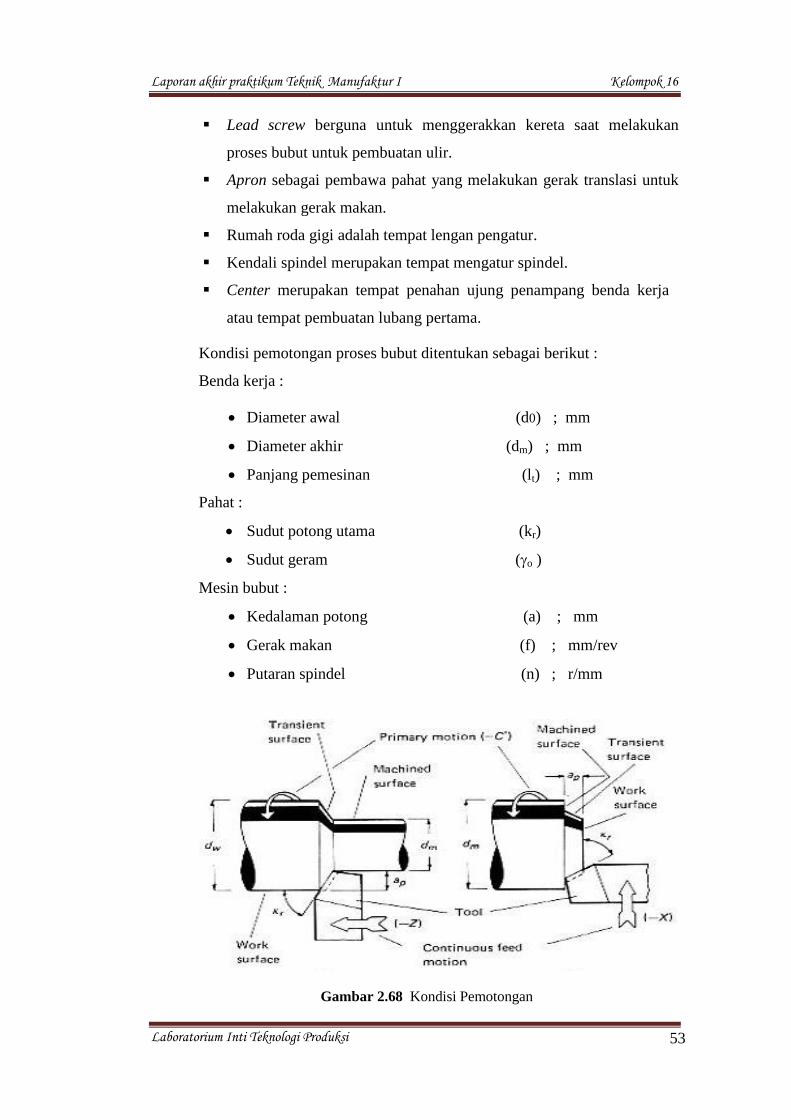
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
53
Lead screw berguna untuk menggerakkan kereta saat melakukan
proses bubut untuk pembuatan ulir.
Apron sebagai pembawa pahat yang melakukan gerak translasi untuk
melakukan gerak makan.
Rumah roda gigi adalah tempat lengan pengatur.
Kendali spindel merupakan tempat mengatur spindel.
Center merupakan tempat penahan ujung penampang benda kerja
atau tempat pembuatan lubang pertama.
Kondisi pemotongan proses bubut ditentukan sebagai berikut :
Benda kerja :
Diameter awal (d0) ; mm
Diameter akhir (dm) ; mm
Panjang pemesinan (lt) ; mm
Pahat :
Sudut potong utama (kr)
Sudut geram (o )
Mesin bubut :
Kedalaman potong (a) ; mm
Gerak makan (f) ; mm/rev
Putaran spindel (n) ; r/mm
Gambar 2.68 Kondisi Pemotongan

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
54
Elemen Dasar Proses Bubut
1. Kecepatan potong (Cutting speed )
Vc =1000
.. nd ; m/min
Dimana, d = diameter rata-rata ,yaitu
d = (do + dm)/2 ; mm
2. Kecepatan makan (feeding speed)
Vf = f.n ; mm/min
3. Waktu pemotongan (depth of cut)
tc = lt / Vf ; min
4. Kedalaman potong (cutting time)
a = ( dm – do ) / 2 ; mm
5. Kecepatan penghasilan geram (rate of metal removal)
Z = A .V ; A = f . a ; mm2
Z = f . a . Vc ; cm
3/min
Jenis- jenis dari proses bubut
Berdasarkan posisi benda kerja yang akan dibuat pada mesin bubut, ada
beberapa proses bubut yaitu :
1. Bubut silindris (turning)
2. Bubut Bentuk (forming)
3. Membuat lubang (drilling)
4. Pengerjaan tepi / bubut muka (facing)
5. Meluaskan lubang (boring)
6. Pemotongan (cut-off)
7. Bubut konis (taper turning)
8. Bubut Alur (grooving)
9. Bubut Ulir (threading)

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
55
Gambar 2.69 proses bubut
2.4.2 Proses Freis (milling)
Gambar 2.70 Mesin Freis

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
56
Keterangan :
1. Spindle : merupakan lubang tempat memasangkan chuck
2. Spindle lever : handle pengatur putaran spindle
3. Movement Wheels : handle penggerak meja
Proses freis adalah suatu proses permesinan yang digunakan untuk
membuat produk dengan bentuk prismatik, spie dan roda gigi. Mesin freis
merupakan mesin yang paling mampu melakukan banyak kerja dari semua mesin
perkakas. Pahat freis mempunyai jumlah mata potong banyak (jamak) sama
dengan jumlah gigi freis . Pada mesin freis pahat bergerak rotasi dan benda kerja
bergerak translasi.
Pengelompokan Mesin Freis
Secara umum mesin freis dapat dikelompokkan, pengelompokan ini
berdasarkan posisi dari spindel mesin tersebut, antara lain :
a. Freis tegak (face milling)
Pada freis tegak antara sumbu pahat dan benda kerja tegak lurus.
b. Freis datar (slab milling)
Pada freis datar antara sumbu pahat dan benda kerja sejajar.
Face milling cutter Slab milling cutter
Gambar 2.71 Jenis Mesin Freis

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
57
Freis datar dibedakan menjadi dua, yaitu :
1. Mengefreis turun (down milling)
Pada down milling gerak rotasi pahat searah dengan gerak translasi benda
kerja. Pahat bekerja turun sehingga menyebabkan benda kerja lebih tertekan ke
meja dan meja terdorong oleh pahat, gaya dorongnya akan melebihi gaya dorong
ulir atau roda gigi penggerak meja. Mengefreis turun tidak dianjurkan untuk
permukaan yang terlalu keras.
2. Mengefreis naik (up milling/coventional milling)
Pada up milling gerak rotasi pahat berlawanan arah dengan gerak translasi
benda kerja. Mengefreis naik dipilih karena alasan kelemahan mengefreis turun.
Mengefreis naik mempercepat keausan pahat karena mata potong lebih banyak
menggesek benda kerja saat mulai pemotongan, selain itu permukaan benda kerja
lebih kasar.
Gambar 2.72 Jenis Pahat (a) up milling (b) down Milling
Cara membedakan proses freis up milling dengan down milling adalah :
a. Dengan melihat arah buangan geramnya.
b. Dengan melihat arah putaran dari pahat tersebut.
Dari kedua model freis datar di atas, down Milling adalah lebih bagus karna
menghasilkan permukaan yang lebih halus dengan gaya kerja yang besar.
Table 2.16 Perbedaan Up Milling Dengan Down Milling
No. Up milling Down milling
1 Gerak pahat berlawanan dengan
gerak benda kerja
Gerak pahat searah dengan
benda kerja
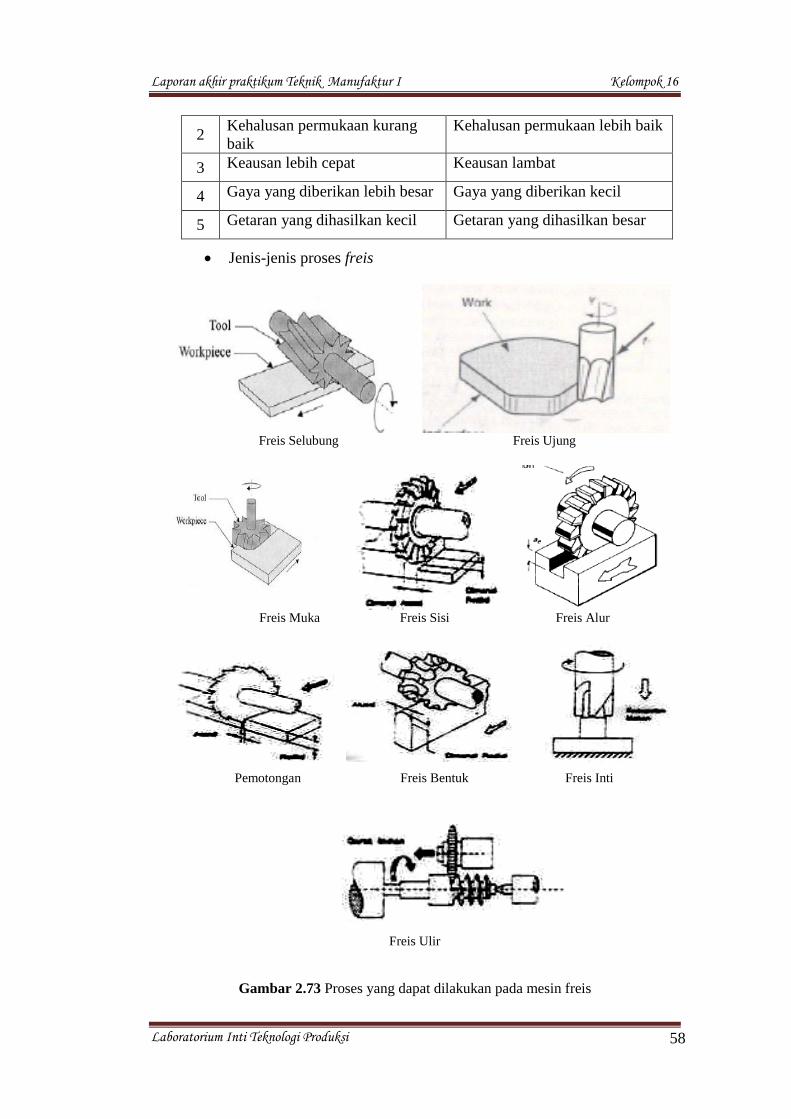
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
58
2 Kehalusan permukaan kurang
baik
Kehalusan permukaan lebih baik
3 Keausan lebih cepat Keausan lambat
4 Gaya yang diberikan lebih besar Gaya yang diberikan kecil
5 Getaran yang dihasilkan kecil Getaran yang dihasilkan besar
Jenis-jenis proses freis
Freis Selubung Freis Ujung
Freis Muka Freis Sisi Freis Alur
Pemotongan Freis Bentuk Freis Inti
Freis Ulir
Gambar 2.73 Proses yang dapat dilakukan pada mesin freis
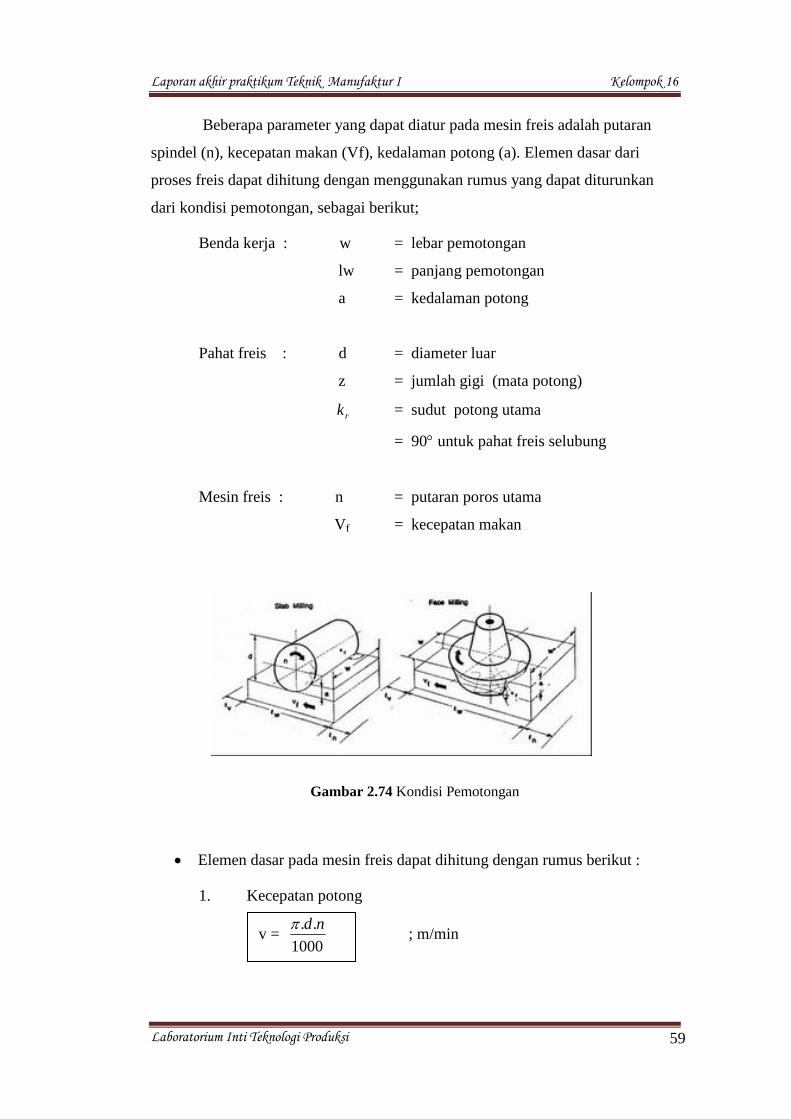
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
59
Beberapa parameter yang dapat diatur pada mesin freis adalah putaran
spindel (n), kecepatan makan (Vf), kedalaman potong (a). Elemen dasar dari
proses freis dapat dihitung dengan menggunakan rumus yang dapat diturunkan
dari kondisi pemotongan, sebagai berikut;
Benda kerja : w = lebar pemotongan
lw = panjang pemotongan
a = kedalaman potong
Pahat freis : d = diameter luar
z = jumlah gigi (mata potong)
rk = sudut potong utama
= 90 untuk pahat freis selubung
Mesin freis : n = putaran poros utama
Vf = kecepatan makan
Gambar 2.74 Kondisi Pemotongan
Elemen dasar pada mesin freis dapat dihitung dengan rumus berikut :
1. Kecepatan potong
v = 1000
.. nd ; m/min

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
60
2. Gerak makan pergigi
fz = Vf / (z n) ; mm/(gigi)
3. Waktu pemotongan
tc = lt / Vf ; min
dimana : lt = lv + lw + ln ; mm,
lv )( ada ; untuk mengefreis datar
lv 0 ; untuk mengefreis tegak
ln 0 ; untuk mengefreis datar
ln = d / 2 ; untuk mengefreis tegak
dimana : lw = panjang pemotongan ; mm
lv = panjang mula-mula ; mm
lt = panjang proses pemesinan ; mm
4. Kecepatan menghasilkan geram
Z = 1000
.. waV f ; cm
3 /min
2.4.3 Proses Gurdi (drilling)
Proses gurdi adalah suatu proses permesinan yang digunakan untuk
pembuatan lubang atau memperbesar lubang pada sebuah objek dengan diameter
tertentu. Pahat gurdi mempunyai dua mata potong dan melakukan gerak potong
berupa rotasi dan translasi, sedangkan benda kerja dalam keadaan diam. Mesin
gurdi terdiri dari beberapa jenis diantaranya mesin gurdi drill press dan mesin
gurdi radial.

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
61
Gambar 2.75 Mesin Gurdi dan bagian-bagiannya
Beberapa proses yang dapat dilakukan pada mesin gurdi yaitu :
1. Gurdi (drilling)
Penggurdian adalah operasi pemesinan yang digunakan untuk membuat
lubang bulat pada bendakerja. Penggurdian pada umumnya menggunakan
perkakas berbentuk silinder yang memiliki dua tepi potong pada ujungnya.
Hantaran perkakas dilakukan dengan menekan gurdi yang berputar ke dalam
bendakerja yang diam sehingga diperoleh lubang dengan diameter yang
sesuai dengan diameter gurdi.
Gambar 2.76 Drilling
2. Perluasan ujung lubang (counter boring)
Penggurdian adalah operasi pemesinan yang digunakan untuk membuat
lubang bulat pada bendakerja. Penggurdian pada umumnya menggunakan
perkakas berbentuk silinder yang memiliki dua tepi potong pada ujungnya.
Hantaran perkakas dilakukan dengan menekan gurdi yang berputar ke dalam
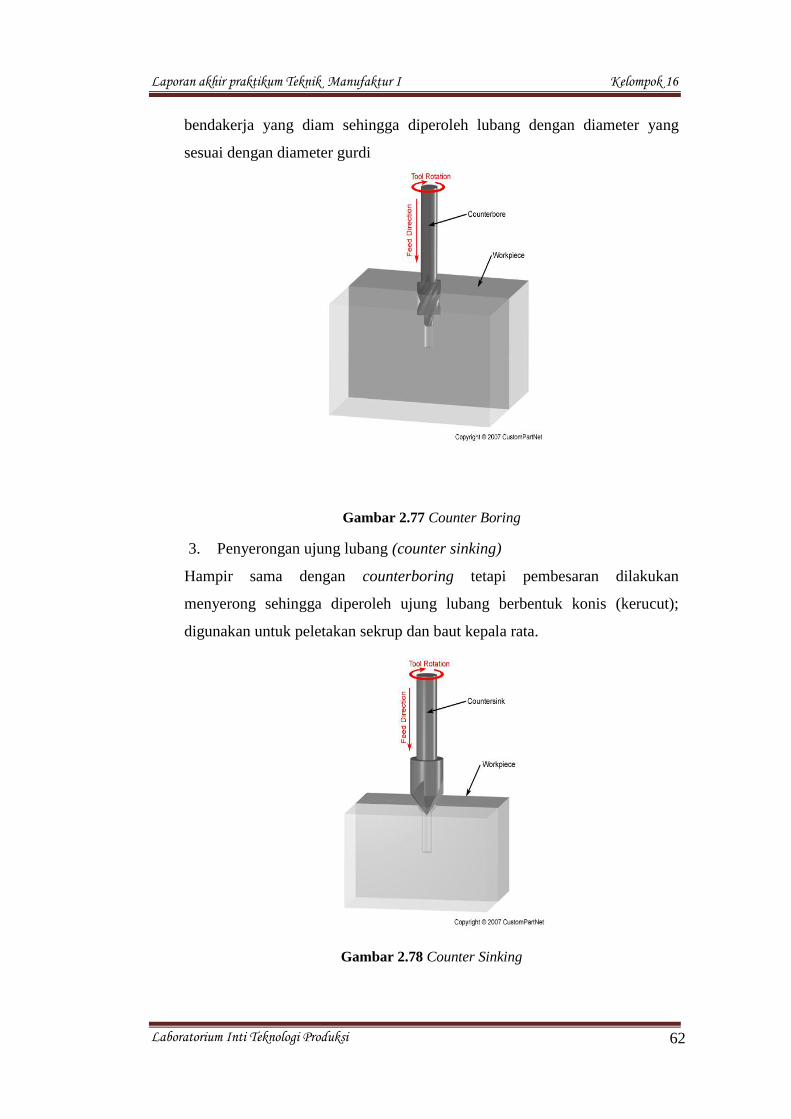
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
62
bendakerja yang diam sehingga diperoleh lubang dengan diameter yang
sesuai dengan diameter gurdi
Gambar 2.77 Counter Boring
3. Penyerongan ujung lubang (counter sinking)
Hampir sama dengan counterboring tetapi pembesaran dilakukan
menyerong sehingga diperoleh ujung lubang berbentuk konis (kerucut);
digunakan untuk peletakan sekrup dan baut kepala rata.
Gambar 2.78 Counter Sinking

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
63
4. Perluasan atau penghalusan lubang (reaming)
yaitu operasi pembesaran lubang sedikit lebih besar dibandingkan dengan
diameter lubang sebelumnya agar diperoleh toleransi yang lebih baik, dan
juga untuk memperbaiki permukaan akhir lubang. Perkakas yang digunakan
disebut reamer yang biasanya memiliki alur lurus.
Gambar 2.79 Reaming
5. Gurdi lubang dalam (gun drilling)
Beberapa masalah yang tidak dijumpai dalam operasi penggurdian
biasa, dapat muncul dalam penggurdian lubang yang panjang/dalam
misalnya pada saat menggurdi laras senapan, spindel panjang, batang engkol,
dan lain-lain. Dengan bertambahnya panjang lubang, akan makin sulit untuk
menyangga benda kerja dan penggurdi secara baik. Pengeluaran serpihan
dengan cepat dari operasi penggurdian diperlukan untuk memastikan operasi
yang baik dan ketepatan dari penggurdian.
Kecepatan putar dan hantaran juga harus ditentukan dengan teliti,
karena kemungkinan terjadi lenturan lebih besar dibanding penggurdi yang
lebih pendek. Untuk mengatasi hal ini, telah dikembangkan mesin gurdi
lubang dalam. Disain mesin ini dikembangkan dari jenis horizontal maupun
vertikal, bisa konstruksi spindel tunggal maupun spindel jamak, dan
mungkin bervariasi dalam hal apakah benda kerja atau penggurdi yang harus
berputar. Mesin yang banyak dipakai pada umumnya konstruksinya
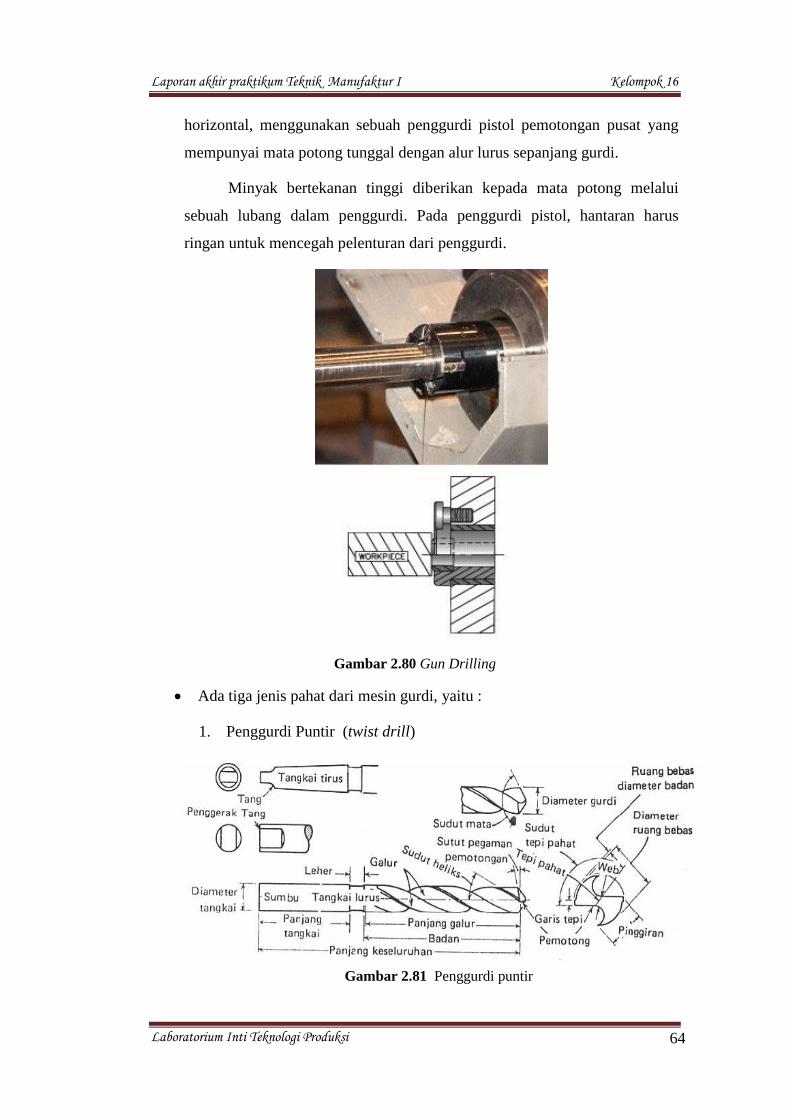
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
64
horizontal, menggunakan sebuah penggurdi pistol pemotongan pusat yang
mempunyai mata potong tunggal dengan alur lurus sepanjang gurdi.
Minyak bertekanan tinggi diberikan kepada mata potong melalui
sebuah lubang dalam penggurdi. Pada penggurdi pistol, hantaran harus
ringan untuk mencegah pelenturan dari penggurdi.
Gambar 2.80 Gun Drilling
Ada tiga jenis pahat dari mesin gurdi, yaitu :
1. Penggurdi Puntir (twist drill)
Penggurdi puntir merupakan penggurdi dengan dua galur dan dua tepi
potong.
Gambar 2.81 Penggurdi puntir
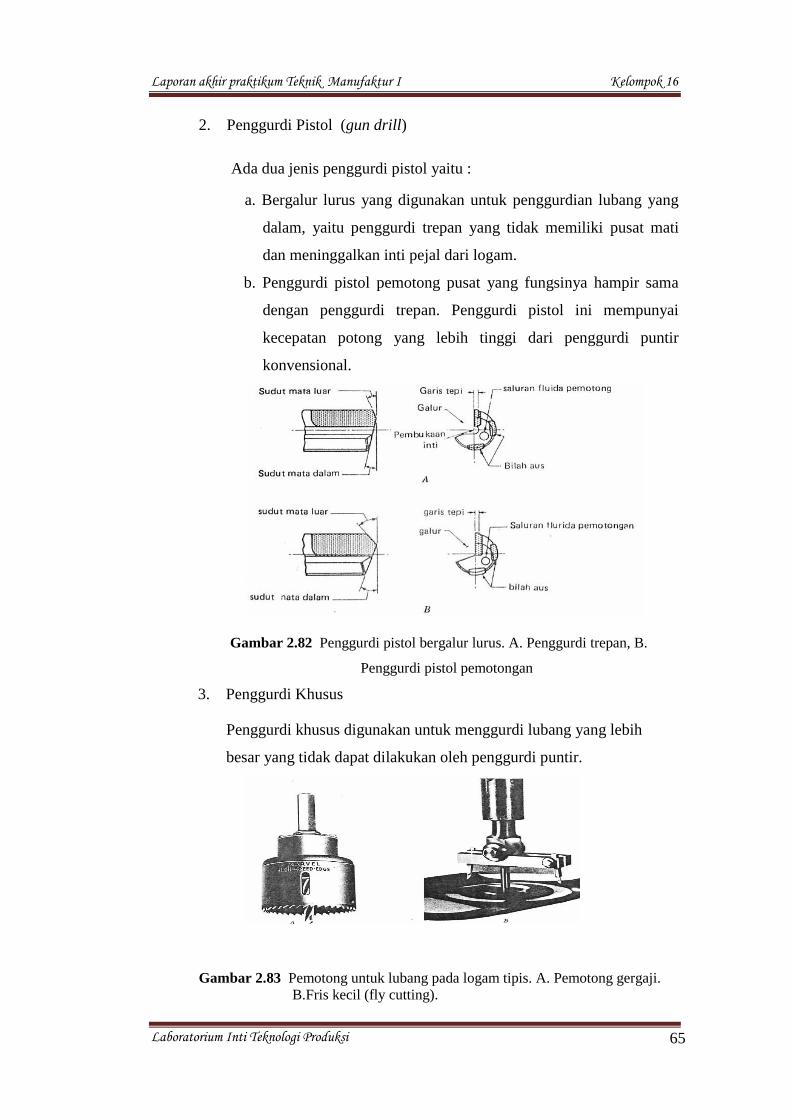
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
65
2. Penggurdi Pistol (gun drill)
Ada dua jenis penggurdi pistol yaitu :
a. Bergalur lurus yang digunakan untuk penggurdian lubang yang
dalam, yaitu penggurdi trepan yang tidak memiliki pusat mati
dan meninggalkan inti pejal dari logam.
b. Penggurdi pistol pemotong pusat yang fungsinya hampir sama
dengan penggurdi trepan. Penggurdi pistol ini mempunyai
kecepatan potong yang lebih tinggi dari penggurdi puntir
konvensional.
Gambar 2.82 Penggurdi pistol bergalur lurus. A. Penggurdi trepan, B.
Penggurdi pistol pemotongan
3. Penggurdi Khusus
Penggurdi khusus digunakan untuk menggurdi lubang yang lebih
besar yang tidak dapat dilakukan oleh penggurdi puntir.
Gambar 2.83 Pemotong untuk lubang pada logam tipis. A. Pemotong gergaji.
B.Fris kecil (fly cutting).
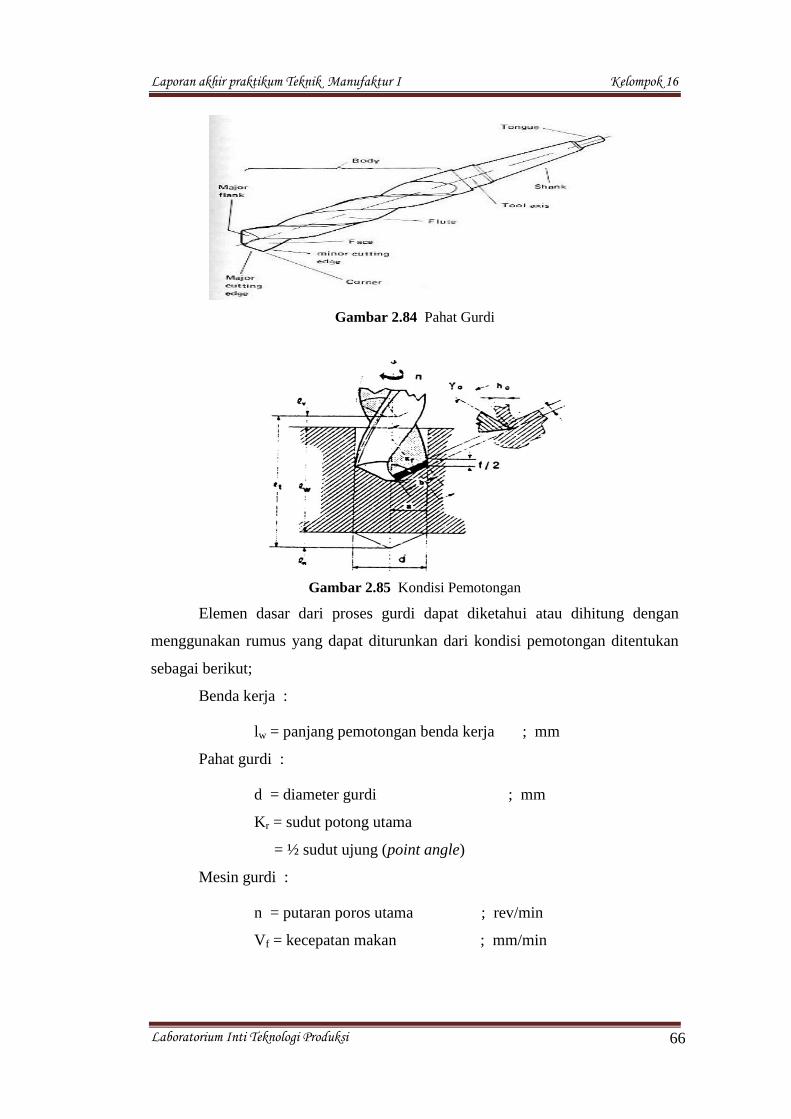
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
66
Gambar 2.84 Pahat Gurdi
Gambar 2.85 Kondisi Pemotongan
Elemen dasar dari proses gurdi dapat diketahui atau dihitung dengan
menggunakan rumus yang dapat diturunkan dari kondisi pemotongan ditentukan
sebagai berikut;
Benda kerja :
lw = panjang pemotongan benda kerja ; mm
Pahat gurdi :
d = diameter gurdi ; mm
Kr = sudut potong utama
= ½ sudut ujung (point angle)
Mesin gurdi :
n = putaran poros utama ; rev/min
Vf = kecepatan makan ; mm/min

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
67
Elemen dasar dapat dihitung dengan rumus berikut ;
1. Kecepatan potong :
v = 1000
.. nd ; m/min
2. Gerak makan permata potong:
fz = nz
V f
. ; mm/rev
3. Kedalaman potong:
a = d/2 ; mm
4. Waktu pemotongan:
tc = lt / Vf ; min
dimana:
lt = lv + lw + ln ; mm
ln = (d/2) tan Kr ; mm
5. Kecepatan penghasilan geram:
Z =1000.4
.. 2
fVd ; cm
3/m
2.4.4 Proses Sekrap (shaping / planing)
Proses sekrap hampir sama dengan proses membubut, tapi gerak
potongnya tidak merupakan gerak rotasi melainkan gerak translasi yang dilakukan
oleh pahat (pada mesin sekrap) atau oleh benda kerja (pada mesin sekrap meja)
dengan arah gerak tegak lurus. Benda kerja dipasang pada meja dan pahat (mirip
dengan pahat bubut) dipasangkan pada pemegangnya.
Mesin sekrap pada umumnya digunakan untuk :
a. perataan permukaan
b. memotong alur pasak luar dan dalam
c. alur spiral
d. batang gigi
e. tanggem (catok)
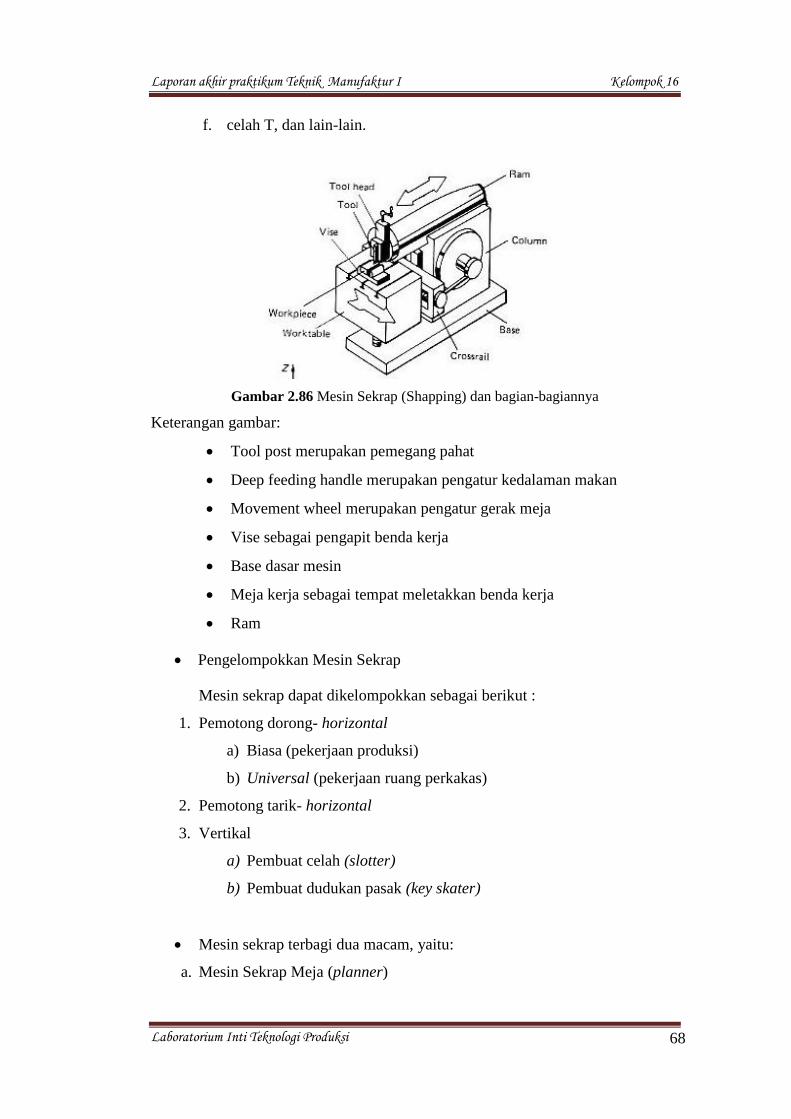
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
68
f. celah T, dan lain-lain.
Gambar 2.86 Mesin Sekrap (Shapping) dan bagian-bagiannya
Keterangan gambar:
Tool post merupakan pemegang pahat
Deep feeding handle merupakan pengatur kedalaman makan
Movement wheel merupakan pengatur gerak meja
Vise sebagai pengapit benda kerja
Base dasar mesin
Meja kerja sebagai tempat meletakkan benda kerja
Ram
Pengelompokkan Mesin Sekrap
Mesin sekrap dapat dikelompokkan sebagai berikut :
1. Pemotong dorong- horizontal
a) Biasa (pekerjaan produksi)
b) Universal (pekerjaan ruang perkakas)
2. Pemotong tarik- horizontal
3. Vertikal
a) Pembuat celah (slotter)
b) Pembuat dudukan pasak (key skater)
Mesin sekrap terbagi dua macam, yaitu:
a. Mesin Sekrap Meja (planner)
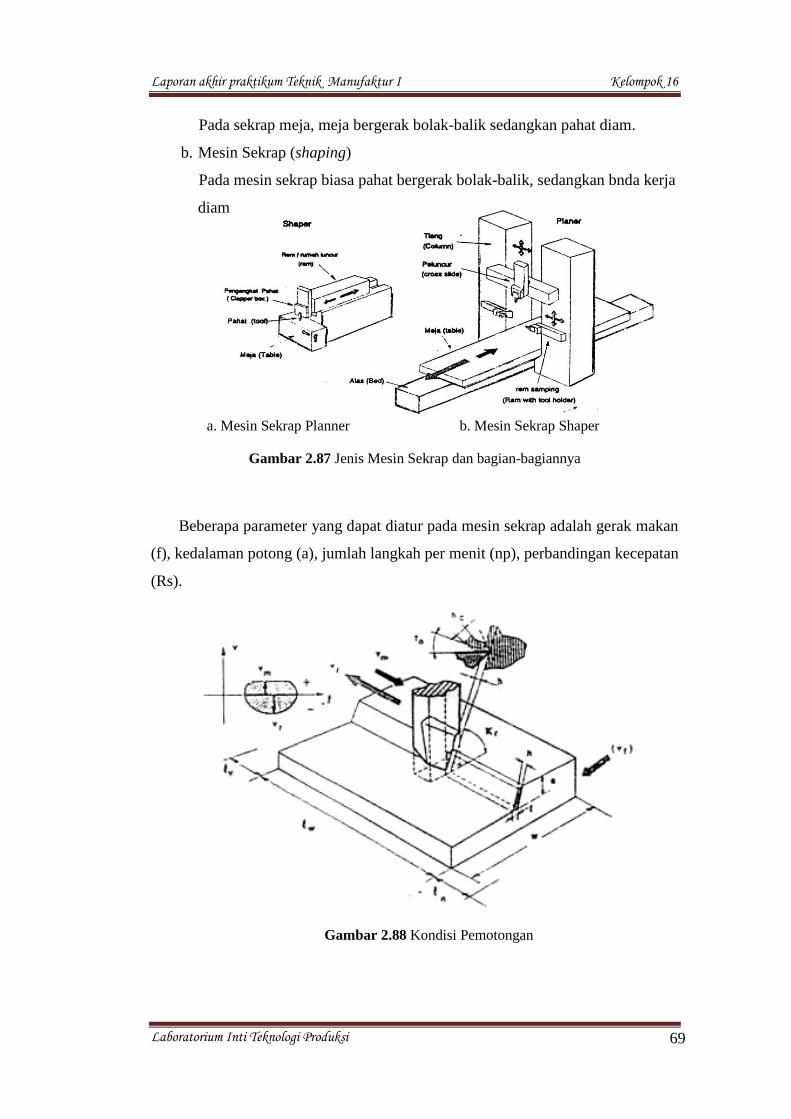
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
69
Pada sekrap meja, meja bergerak bolak-balik sedangkan pahat diam.
b. Mesin Sekrap (shaping)
Pada mesin sekrap biasa pahat bergerak bolak-balik, sedangkan bnda kerja
diam
a. Mesin Sekrap Planner b. Mesin Sekrap Shaper
Gambar 2.87 Jenis Mesin Sekrap dan bagian-bagiannya
Beberapa parameter yang dapat diatur pada mesin sekrap adalah gerak makan
(f), kedalaman potong (a), jumlah langkah per menit (np), perbandingan kecepatan
(Rs).
Gambar 2.88 Kondisi Pemotongan

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
70
Perhitungan elemen dasar dalam proses menyekrap adalah :
1. Kecepatan potong rata-rata :
; m / min
2. Kecepatan makan
Vf = f . np ; mm / min
3. Kecepatan menghasilkan geram :
Z = A .V ; cm3/min
dengan A = f . a = h . b
4. Waktu pemotongan :
tc = w / Vf ; min
2.4.5 Penggergajian (sawing)
Penggergajian merupakan suatu proses pemesinan yang digunakan untuk
pemotongan sebuah benda kerja. Adapun metoda pemotongan yang paling lama,
dapat ditunjukan dengan menggunakan gergaji tangan, gergaji pita, atau gergaji
dengan daya osilasi. Gergaji tangan atau gergaji pita secara umum tidak
menghasilkan panas gesekan yang cukup untuk merubah struktur mikro spesimen.
Jenis-jenis gergaji :
Hand saw
Hand Saw (gergaji tangan) pada umumnya masih tergolong proses
pemotongan manual karena masih menggunakan usaha atau daya dari
pemakainya.
1000.2
)1(. stp Rln v
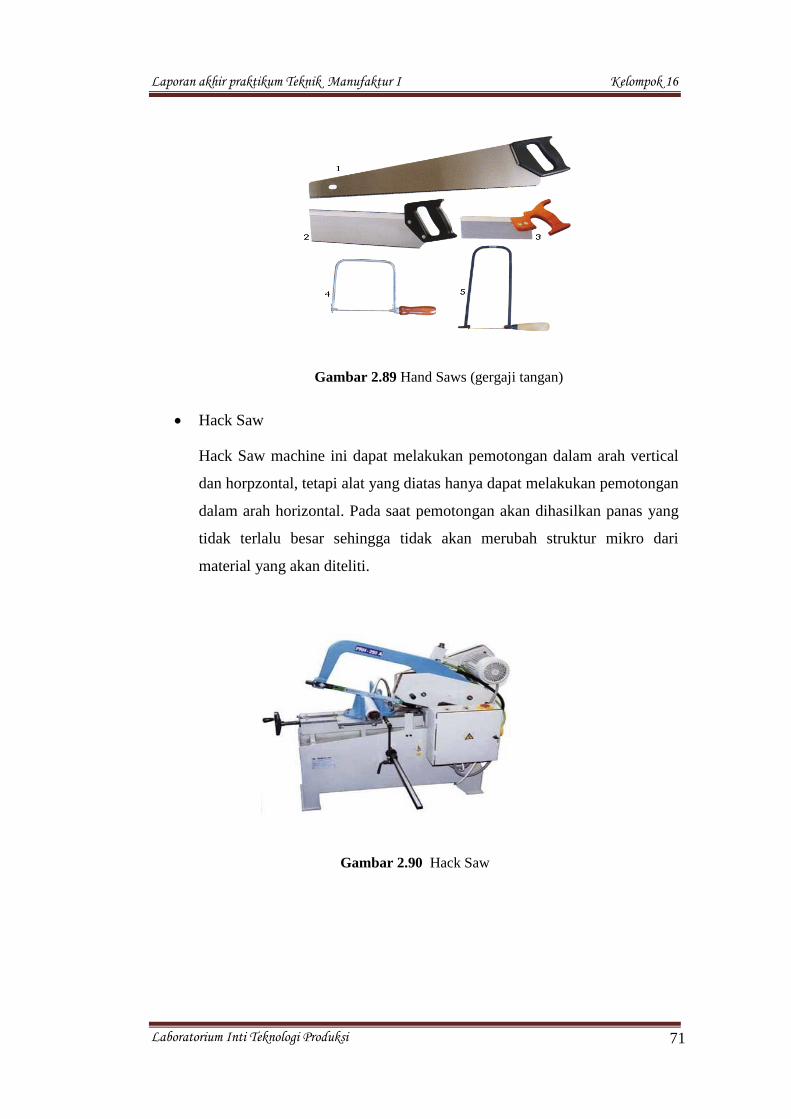
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
71
Gambar 2.89 Hand Saws (gergaji tangan)
Hack Saw
Hack Saw machine ini dapat melakukan pemotongan dalam arah vertical
dan horpzontal, tetapi alat yang diatas hanya dapat melakukan pemotongan
dalam arah horizontal. Pada saat pemotongan akan dihasilkan panas yang
tidak terlalu besar sehingga tidak akan merubah struktur mikro dari
material yang akan diteliti.
Gambar 2.90 Hack Saw
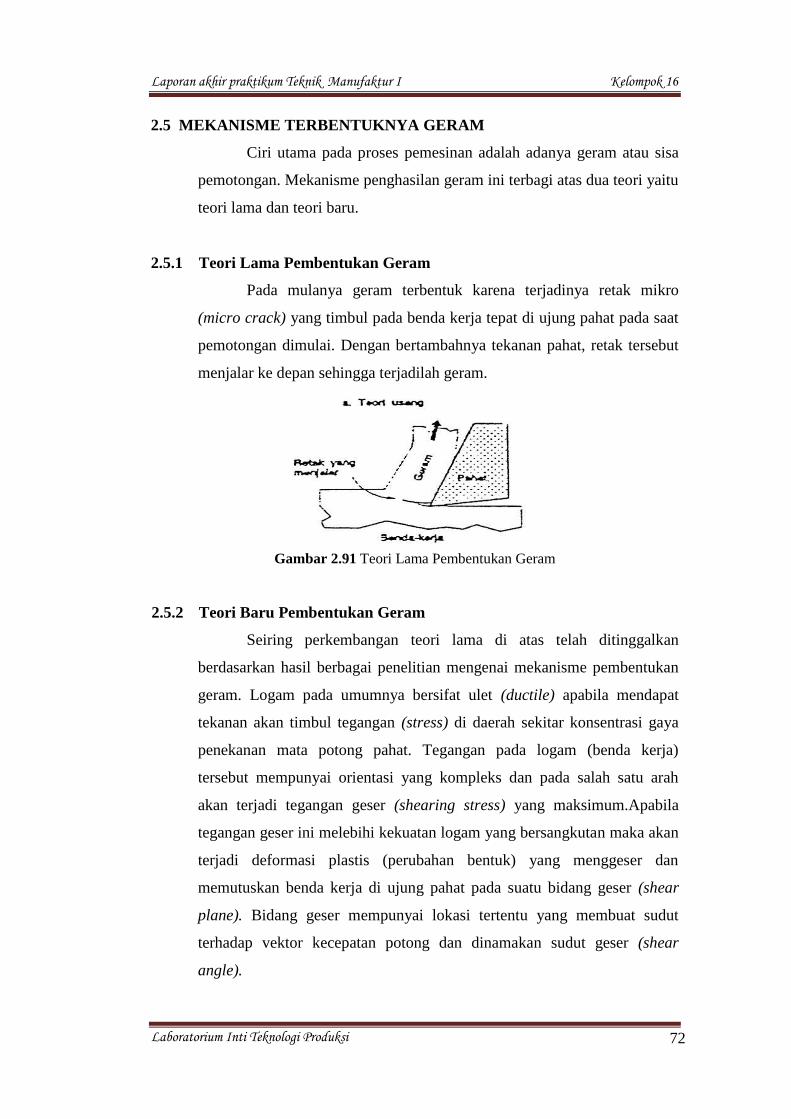
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
72
2.5 MEKANISME TERBENTUKNYA GERAM
Ciri utama pada proses pemesinan adalah adanya geram atau sisa
pemotongan. Mekanisme penghasilan geram ini terbagi atas dua teori yaitu
teori lama dan teori baru.
2.5.1 Teori Lama Pembentukan Geram
Pada mulanya geram terbentuk karena terjadinya retak mikro
(micro crack) yang timbul pada benda kerja tepat di ujung pahat pada saat
pemotongan dimulai. Dengan bertambahnya tekanan pahat, retak tersebut
menjalar ke depan sehingga terjadilah geram.
Gambar 2.91 Teori Lama Pembentukan Geram
2.5.2 Teori Baru Pembentukan Geram
Seiring perkembangan teori lama di atas telah ditinggalkan
berdasarkan hasil berbagai penelitian mengenai mekanisme pembentukan
geram. Logam pada umumnya bersifat ulet (ductile) apabila mendapat
tekanan akan timbul tegangan (stress) di daerah sekitar konsentrasi gaya
penekanan mata potong pahat. Tegangan pada logam (benda kerja)
tersebut mempunyai orientasi yang kompleks dan pada salah satu arah
akan terjadi tegangan geser (shearing stress) yang maksimum.Apabila
tegangan geser ini melebihi kekuatan logam yang bersangkutan maka akan
terjadi deformasi plastis (perubahan bentuk) yang menggeser dan
memutuskan benda kerja di ujung pahat pada suatu bidang geser (shear
plane). Bidang geser mempunyai lokasi tertentu yang membuat sudut
terhadap vektor kecepatan potong dan dinamakan sudut geser (shear
angle).
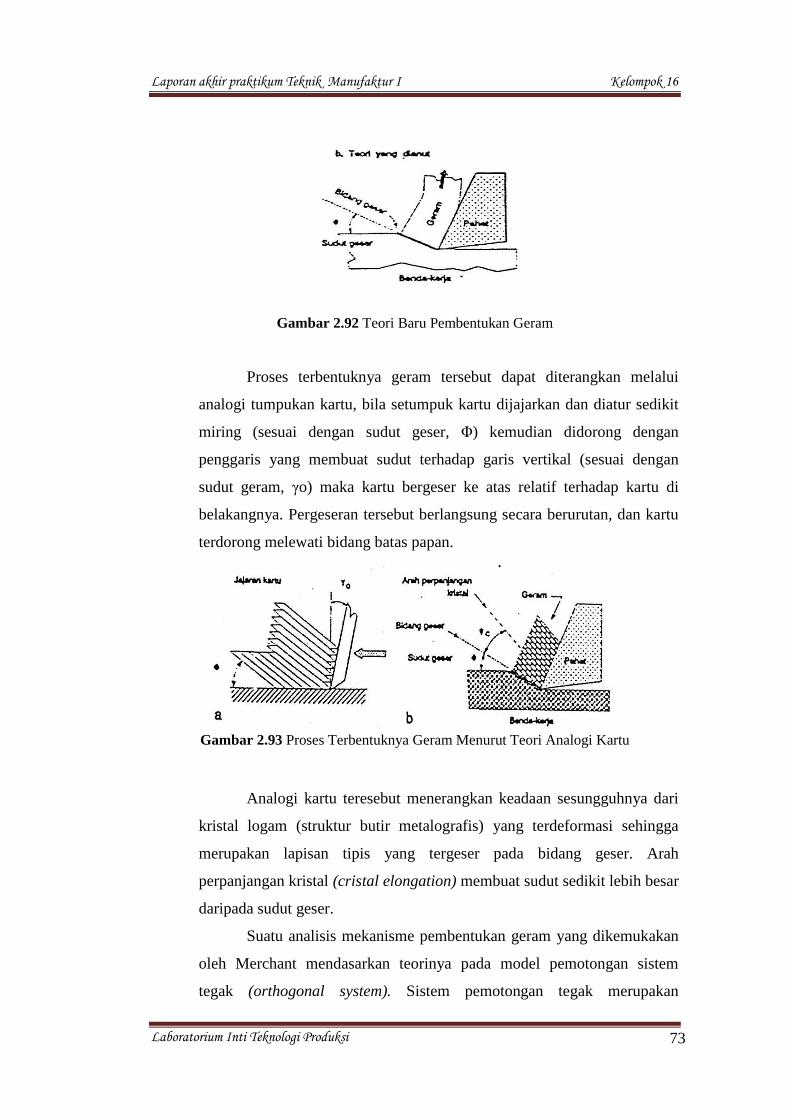
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
73
Gambar 2.92 Teori Baru Pembentukan Geram
Proses terbentuknya geram tersebut dapat diterangkan melalui
analogi tumpukan kartu, bila setumpuk kartu dijajarkan dan diatur sedikit
miring (sesuai dengan sudut geser, Φ) kemudian didorong dengan
penggaris yang membuat sudut terhadap garis vertikal (sesuai dengan
sudut geram, γo) maka kartu bergeser ke atas relatif terhadap kartu di
belakangnya. Pergeseran tersebut berlangsung secara berurutan, dan kartu
terdorong melewati bidang batas papan.
Gambar 2.93 Proses Terbentuknya Geram Menurut Teori Analogi Kartu
Analogi kartu teresebut menerangkan keadaan sesungguhnya dari
kristal logam (struktur butir metalografis) yang terdeformasi sehingga
merupakan lapisan tipis yang tergeser pada bidang geser. Arah
perpanjangan kristal (cristal elongation) membuat sudut sedikit lebih besar
daripada sudut geser.
Suatu analisis mekanisme pembentukan geram yang dikemukakan
oleh Merchant mendasarkan teorinya pada model pemotongan sistem
tegak (orthogonal system). Sistem pemotongan tegak merupakan
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
74
penyederhanaan dari sistem pemotongan miring (obligue system) dimana
gaya diuraikan menjadi komponennya pada suatu bidang.
Beberapa asumsi yang digunakan dalam analisis model tersebut
antara lain :
a. Mata potong pahat sangat tajam sehingga tidak menggosok atau
menggaruk benda kerja
b. Deformasi terjadi hanya dalam dua dimensi
c. Distribusi tegangan yang merata pada bidang geser
d. Gaya aksi dan reaksi pahat terhadap bidang geram adalah sama besar
dan segaris (tidak menimbulkan momen koppel)
Berdasarkan cara penguraiannya maka gaya pembentukan geram
pada proses pemesinan terdiri atas :
1. Gaya total (F), ditinjau dari proses deformasi material, dapat diuraikan
menjadi dua komponen, yaitu :
FS : gaya geser yang mendeformasikan material pada bidang geser,
sehingga melampaui batas elastik
Fsn : gaya normal pada bidang geser yang menyebabkan pahat tetap
menempel pada benda kerja
2. Gaya total (F) dapat diketahui arah dan besarnya dengan cara
membuat dinamometer (alat ukur gaya dimana pahat dipasang
padanya dan alat tersebut dipasang pada mesin perkakas) yang
mengukur dua komponen gaya yaitu :
Fv : gaya potong, searah dengan kecepatan potong
Ff : gaya makan, searah kecepatan makan
c. Gaya total (F) yang bereaksi pada bidang geram (Aγ, face bidang pada
pahat di mana geram mengalir) diuraikan menjadi dua komponen
untuk menentukan “koefisien gesek geram terhadap pahat”, yaitu :
Fγ : gaya gesek pada bidang geram
Fγn : gaya normal pada bidang geram
Karena berasal dari satu gaya yang sama mereka dapat dilukiskan
pada suatu lingkaran dengan diameter yang sama dengan gaya total (F).

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
75
Lingkaran tersebut digambarkan persis di ujung pahat sedemikian rupa
sehingga semua komponen menempati lokasi seperti yang dimaksud.
Gambar 2.94 Proses Terbentuknya Geram Menurut Teori Analogi Kartu
2.6 PAHAT
Pahat berfungsi untuk membantu proses pemesinan. Selain itu pahat
berfungsi sebagai pembentuk dari geometri benda kerja yang diinginkan, pahat
dibedakan atas tiga pokok yaitu : elemen, bidang aktif, dan mata potong pahat.
Bagian - Bagian Pahat :
Gambar 2.95 Proses Terbentuknya Geram Menurut Teori Analogi Kartu
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
76
Keterangan :
1. Badan (body)
Bagian pahat yang dibentuk menjadi mata potong atau tempat untuk
sisipan pahat (dari karbida atau keramik).
2. Pemegang/gagang (shank)
Bagian pahat untuk dipasangkan pada mesin perkakas. Bila bagian ini
tidak ada, maka fungsinya digantikan oleh lubang pahat.
3. Lubang Pahat (tool bore)
Lubang pada pahat melalui mana pahat dipasang pada poros utama
(spindel) atau poros pemegang dari mesin perkakas. Umumnya dipunyai
oleh pahat freis.
4. Sumbu Pahat (tool axis)
Garis maya yang digunakan untuk mendefinisikan geometri pahat.
5. Dasar (base)
Bidang rata pada pemegang untuk meletakkan pahat sehingga
mempermudah proses pembuatan, pengukuran maupun pengasahan pahat.
2.6.1 Bidang Pahat
Bidang pahat dapat dibagi tiga yaitu sebagai berikut :
1. Bidang Geram (A , Face)
Merupakan bidang diatas dimana geram mengalir.
2. Bidang Utama (A , Principal/Major Flank)
Yaitu bidang yang menghadap ke permukaan transien dari benda kerja.
Permukaan transien benda kerja akan terpotong akibat gerakan pahat relatif
terhadap benda kerja. Karena adanya gaya pemotongan sebagian bidang utama
akan terdeformasi sehingga bergesekan dengan permukaan transien benda kerja.
3. Bidang Bantu/Minor (A ’ Auxiliary/Minor Flank)
Adalah bidang yang menghadap permukaan terpotong dari benda kerja.
Karena adanya gaya pemotongan, sebagian kecil bidang bantu akan terdeformasi
dan menggesek permukaan benda kerja yang telah terpotong /dikerjakan. Untuk
pahat freis selubung tidak diperlukan bidang bantu.

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
77
2.6.2 Mata Potong Pahat
Mata potong pahat merupakan tepi dari bidang geram yang aktif
memotong. Ada dua jenis mata potong, yaitu :
1. Mata Potong Utama / Mayor (S, principal / mayor cutting edge)
Mata potong utama adalah garis perpotongan antar bidang geram (A )
dengan bidang utama (A).
2. Mata Potong Bantu / Minor (S’, auxiliary / minor cutting edge)
Mata potong bantu adalah garis perpotongan antara bidang geram (A)
dengan bidang bantu (A).
2.6.3 Material Pahat
Setiap pemesinan tentunya memerlukan pahat dari material yang cocok
agar terciptanya produk dengan kualitas baik, karena pahat merupakan salah satu
komponen utama yang memegang peranan penting dalam proses pemesinan.
Untuk itu adapun kriteria sifat material pahat yang perlu di perhatikan antara lain :
1. Kekerasan; yang cukup tinggi melebihi kekerasan benda kerja tidak saja
pada temperatur ruang, melainkan juga pada temperatur tinggi atau
memiliki hot hardness yang tinggi pada saat proses pembentukan geram
berlangsung.
2. Keuletan; yang cukup besar untuk menahan beben kejut yang terjadi
sewaktu pemesinan dengan interupsi maupun sewaktu memotong benda
kerja yang mengandung partikel/bagian yang keras (hard spot).
3. Ketahanan beban kejut termal; diperlukan bila terjadi perubahan temperatur
yang cukup besar secara berkala / periodik.
4. Sifat adhesi yang rendah; untuk mengurangi afinitas benda kerja terhadap
pahat , mengurangi laju keausan ,serta penurunan gaya pemotong.
5. Daya larut elemen/komponen material pahat yang rendah; dibutuhkan demi
untuk memperkecil laju keausan akibat mekanisme difusi.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
78
Jenis-jenis material pahat :
1. Baja karbon
Mempunyai kandungan karbon yang relatif tinggi yaitu 0,7% - 1,4% dan
persentase unsur lain yang rendah (Mn, W, Cr) serta memiliki kekerasan
permukaan yang sangat tinggi. Baja karbon ini bisa digunakan untuk kecepatan
potong rendah (sekitar VC = 10 m/min) karena sifat martensit yang melunak pada
suhu sekitar 2500
C. Pahat jenis ini hanya dapat memotong logam yang lunak
ataupun kayu. Karena harganya yang relatif murah maka sering digunakan untuk
tap (untuk membuat ulir).
Keuntungannya :
1. Digunakan untuk kecepatan potong yang rendah
2. Dapat memotong material benda kerja yang lunak
3. Harganya murah
Gambar 2.96 Contoh pahat Baja Karbon
2. HSS (High Speed Steels ; Tools Steels)
Merupakan baja paduan tinggi dengan unsur paduan krom dan tungsten.
Melalui proses penuangan (molten metalurgy) kemudian diikuti pengerolan
ataupun penempaan baja dibentuk menjadi batang atau silindris. Pahat HSS dapat
digunakan pada kecepatan potong yang tinggi (sampai dengan tiga kali kecepatan
potong untuk pahat CTS), sehingga dinamakan dengan “Baja Kecepatan Tinggi”;
HSS, High Speed Steel. Apabila telah aus maka HSS dapat diasah sehingga mata
potongnya tajam kembali.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
79
Gambar 2.97 Contoh Pahat HSS
3. Paduan Cor Nonferro (Cast Non ferrous Alloys)
Sifatnya diantara HSS dan karbida, yang digunakan dalam hal khusus
diantara pilihan dimana karbida terlalu rapuh dan HSS mempunyai Hardness dan
Wear Resistance yang terlalu rendah.
Gambar 2.98 Pahat Cor Non Ferro
4. Karbida
Karbida biasanya digunakan sebagai pahat sisipan, adalah pahat yang
dibuat dengan cara menyinter serbuk karbida (Nitrida & Oksida) dengan bahan
pengikat yang umum yaitu Cobalt. Dan pahat karbida biasanya digunakan sebagai
pahat sisipan. Pahat ini memiliki tingkat kegetasan yang tinggi sehingga jika telah
aus, maka tidak dapat digunakan kembali, karena tidak dapat diasah lagi.
Gambar 2.99 Contoh pahat Karbida

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
80
5. Keramik
Keramik adalah material paduan metalik dan non metalik. Proses
pembuatannya melalui powder processing Keramik secara luas mencakup
karbida, nitrida, borida, oksida, silikon, dan karbon . Keramik mempunyai sifat
yang relatif rapuh.
Gambar 2.100 Pahat Keramik
6. CBN (Cubic Boron Nitrides)
Dibuat dengan penekanan panas sehingga serbuk grafit putih Nitrida
Boron dengan struktur atom heksagonal berubah manjadi material kubik. CBN
memeliki kekerasan yang sangat tinggi dibandingkan pahat sebelumnya. Pahat ini
bisa digunakan untuk pemesinan berbagai jenis baja pada keadaan dikeraskan,
besi tuang, HSS atau karbida.
Gambar 2.101 Pahat CBN
7. Intan
Merupakan pahat potong yang sangat keras yang merupakan hasil proses
sintering serbuk intan tiruan dengan bahan pengikat Co (5%- 10%). Hot
hardeness yang sangat tinggi dan tahan terhadap deformasi plastis. Sifat ini
ditentukan oleh besar butir intan serta persentase dan komposisi material pengikat.

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
81
Karena intan pada temperratur tinggi mudah berubah menjadi grafit dan mudah
terdifusi dengan atom besi, maka pahat intan tidak bisa digunakan untuk
memotong bahan yang mengandung besi.
Gambar 2.102 Pahat Intan
Dalam proses pemesinan umumnya kita menggunakan jenis pahat HSS
untuk mesin gurdi dan karbida untuk mesin freis dan bubut (dan dapat juga
sebagai sisipan pada jenis pahat lainnya).
No Perbedaan HSS Karbida
1 Konstruksi Batangan Sisipan
2 Ketahanan terhadap suhu
tinggi Tidak baik Baik
3 Jenis coolant Cairan Udara / air blow
4 Sifat material Ulet, cepat aus
Getas,
tidak mudah aus
5 Kecepatan potong Vc = 10-20
m/min
Vc = 80 - 120
mm/min
6 Harga Murah Mahal
7 Konversi energy Sulit melepaskan
panas
Mudah
melepaskan
panas
Tabel 2.17 Perbedaan Antara pahat HSS dan Karbida
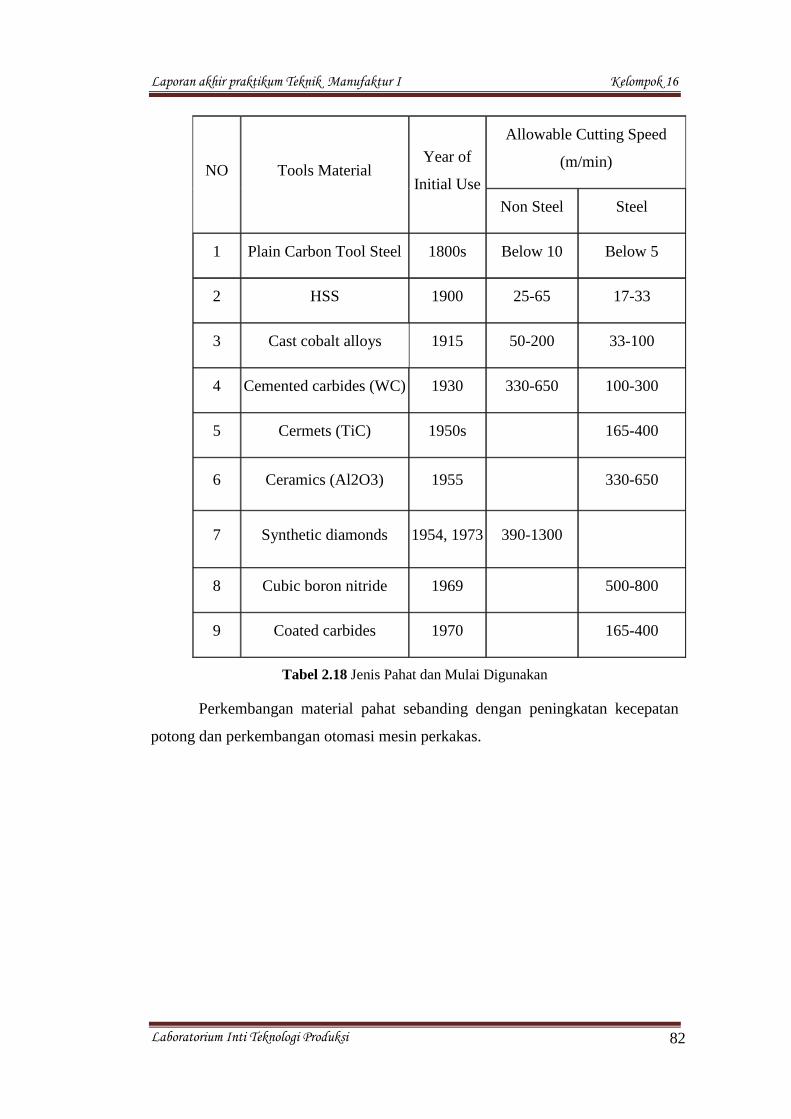
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
82
NO Tools Material Year of
Initial Use
Allowable Cutting Speed
(m/min)
Non Steel Steel
1 Plain Carbon Tool Steel 1800s Below 10 Below 5
2 HSS 1900 25-65 17-33
3 Cast cobalt alloys 1915 50-200 33-100
4 Cemented carbides (WC) 1930 330-650 100-300
5 Cermets (TiC) 1950s 165-400
6 Ceramics (Al2O3) 1955 330-650
7 Synthetic diamonds 1954, 1973 390-1300
8 Cubic boron nitride 1969 500-800
9 Coated carbides 1970 165-400
Tabel 2.18 Jenis Pahat dan Mulai Digunakan
Perkembangan material pahat sebanding dengan peningkatan kecepatan
potong dan perkembangan otomasi mesin perkakas.

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
83
Gambar 2.103 Grafik Perkembangan Pahat
2.6.4 Umur Pahat
Dalam proses pemesinan, yang sangat perlu di perhatikan adalah umur
pahat. Karena umur pahat berhubungan dengan keausan pada pahat . Adapun yang
mempengaruhi umur pahat adalah geometri pahat, jenis material benda kerja,
material pahat, kondisi pemotongan dan cairan pendingin.
Umur pahat berdasarkan rumus taylor,
VcTn = Ctvb f-p
a-q
Dimana, Vc = kecepatan potong;m/min.
Ctvb = konstanta keausan.
f = gerak makan; r/min
a = kedalaman potong; mm
p = pangkat untuk tebal geram
q = pangkat dari lebar pemotongan
n = tergantung dari jenis pahat
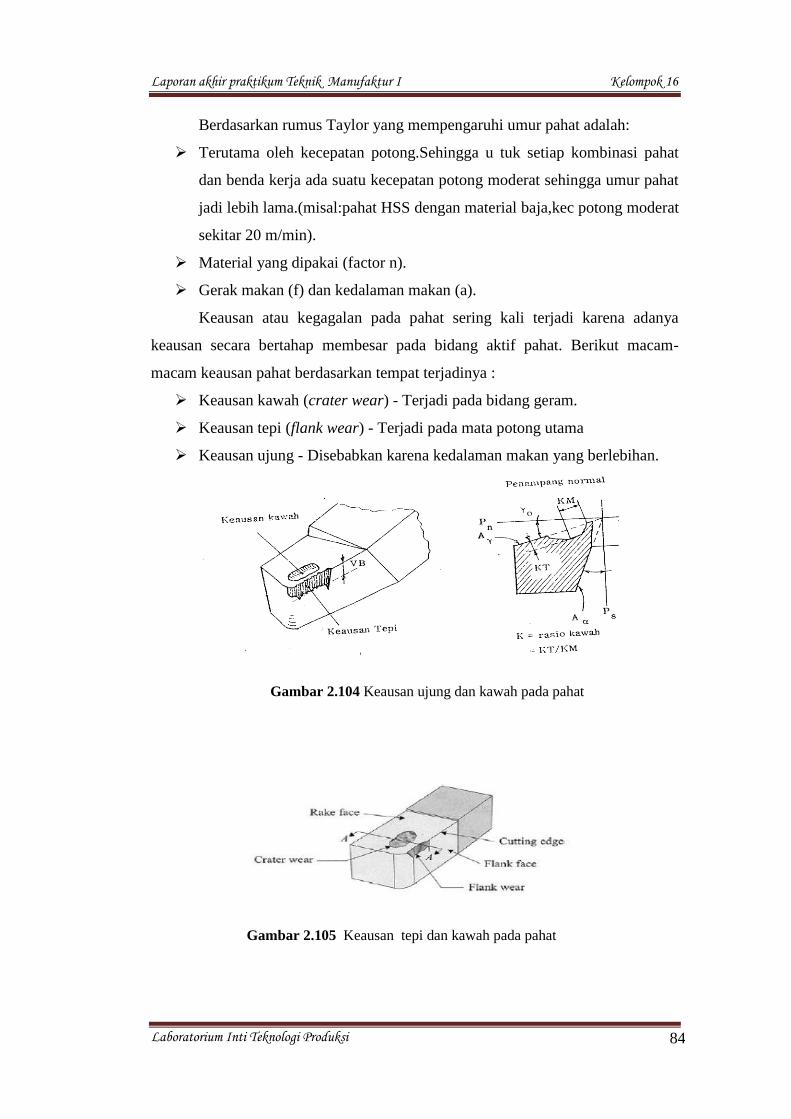
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
84
Berdasarkan rumus Taylor yang mempengaruhi umur pahat adalah:
Terutama oleh kecepatan potong.Sehingga u tuk setiap kombinasi pahat
dan benda kerja ada suatu kecepatan potong moderat sehingga umur pahat
jadi lebih lama.(misal:pahat HSS dengan material baja,kec potong moderat
sekitar 20 m/min).
Material yang dipakai (factor n).
Gerak makan (f) dan kedalaman makan (a).
Keausan atau kegagalan pada pahat sering kali terjadi karena adanya
keausan secara bertahap membesar pada bidang aktif pahat. Berikut macam-
macam keausan pahat berdasarkan tempat terjadinya :
Keausan kawah (crater wear) - Terjadi pada bidang geram.
Keausan tepi (flank wear) - Terjadi pada mata potong utama
Keausan ujung - Disebabkan karena kedalaman makan yang berlebihan.
Gambar 2.104 Keausan ujung dan kawah pada pahat
Gambar 2.105 Keausan tepi dan kawah pada pahat
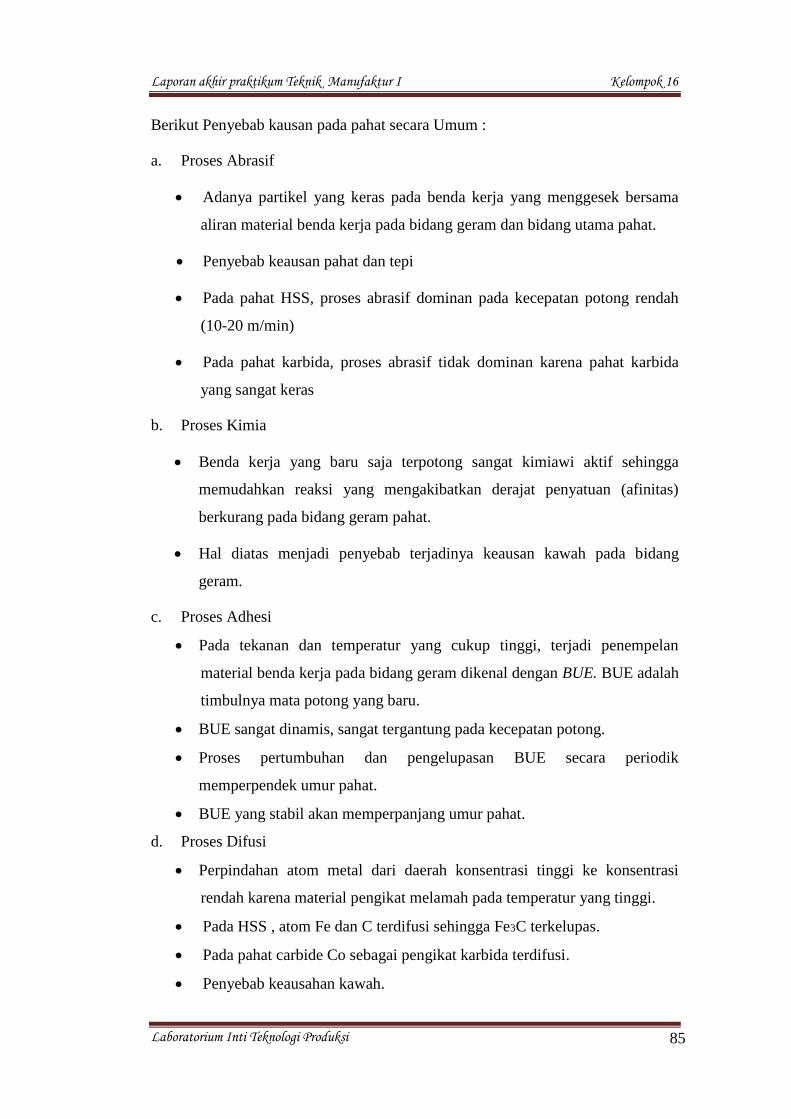
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
85
Berikut Penyebab kausan pada pahat secara Umum :
a. Proses Abrasif
Adanya partikel yang keras pada benda kerja yang menggesek bersama
aliran material benda kerja pada bidang geram dan bidang utama pahat.
Penyebab keausan pahat dan tepi
Pada pahat HSS, proses abrasif dominan pada kecepatan potong rendah
(10-20 m/min)
Pada pahat karbida, proses abrasif tidak dominan karena pahat karbida
yang sangat keras
b. Proses Kimia
Benda kerja yang baru saja terpotong sangat kimiawi aktif sehingga
memudahkan reaksi yang mengakibatkan derajat penyatuan (afinitas)
berkurang pada bidang geram pahat.
Hal diatas menjadi penyebab terjadinya keausan kawah pada bidang
geram.
c. Proses Adhesi
Pada tekanan dan temperatur yang cukup tinggi, terjadi penempelan
material benda kerja pada bidang geram dikenal dengan BUE. BUE adalah
timbulnya mata potong yang baru.
BUE sangat dinamis, sangat tergantung pada kecepatan potong.
Proses pertumbuhan dan pengelupasan BUE secara periodik
memperpendek umur pahat.
BUE yang stabil akan memperpanjang umur pahat.
d. Proses Difusi
Perpindahan atom metal dari daerah konsentrasi tinggi ke konsentrasi
rendah karena material pengikat melamah pada temperatur yang tinggi.
Pada HSS , atom Fe dan C terdifusi sehingga Fe3C terkelupas.
Pada pahat carbide Co sebagai pengikat karbida terdifusi.
Penyebab keausahan kawah.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
86
e. Proses Oksidasi
Karena temperatur tinggi maka karbida akan teroksidasi (bereaksi dengan
oksigen) sehingga struktur pahat melemah dan tidak tahan akibat
deformasi akibat gaya potong.
Cairan pendingin dapat menghindari proses oksidasi tersebut.
2.7 FLUIDA PENDINGIN (coolant)
Fluida pendingin (Coolant) mempunyai kegunaan yang khusus dalam
proses pemesinan. Cairan pendingin perlu dipilih dengan seksama sesuai dengan
jenis pekerjaan yang dilakukan dengan mesin perkakas. Penggunaan cairan
pendingin ini dapat dilakukan dengan berbagai cara seperti disemprotkan,
dikucurkan, dikabutkan, dll. Efektivitas dari cairan pendingin ini hanya dapat
diketahui dengan melakukan percobaan pemesinan.
2.7.1 Fungsi Coolant
Di dalam Proses Pemesinan, kita harus mengenal coolant sebagai suatu
cara untuk menambah/memperpanjang umur pahat.
Fungsi dari coolant secara umum adalah sebagai berikut :
Menurunkan temperatur pahat pada saat pemotongan
Menurunkan gaya potong.
Memperpanjang umur pahat
Melumasi elemen pembimbing (ways)
Memperhalus atau memperbaiki kualitas permukaan benda kerja.
Membersihkan geram dari bidang geram pada saat proses pemotongan.
Proteksi korosi pada permukaan benda kerja yang baru terbentuk.
2.7.2 Jenis-Jenis Coolant
Secara umum coolant yang biasa dipakai dapat dikategorikan dalam dua
jenis coolant, yaitu :
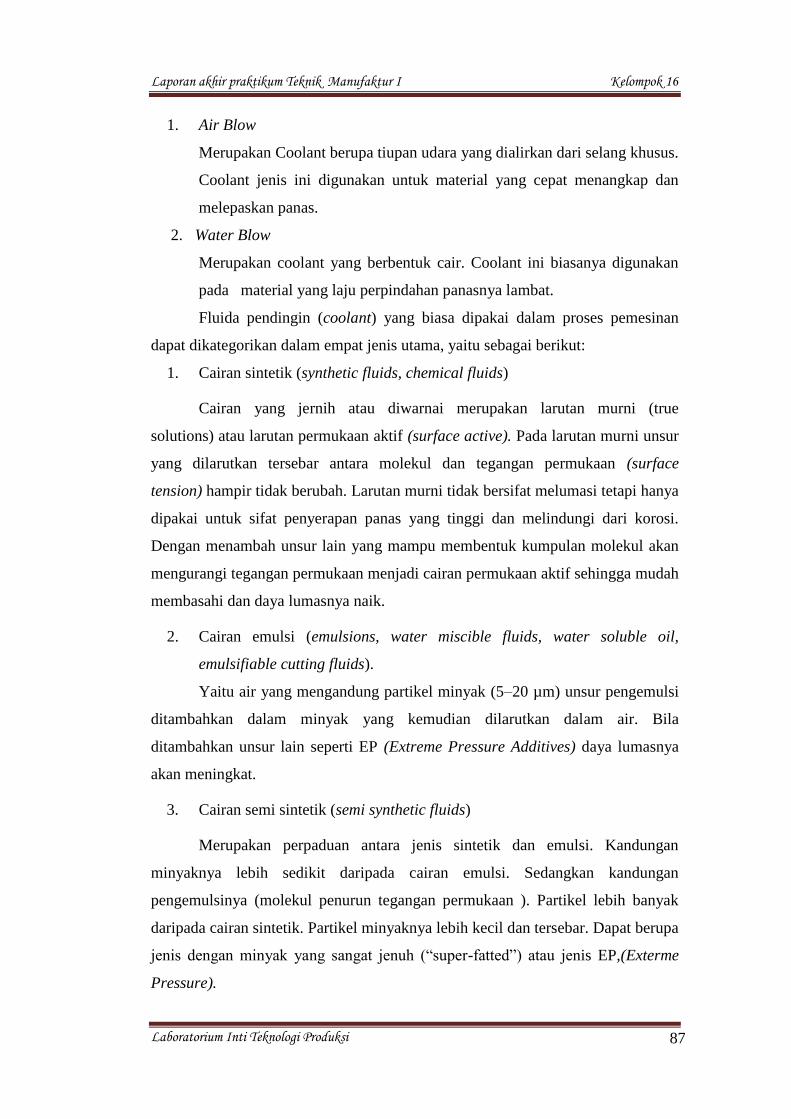
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
87
1. Air Blow
Merupakan Coolant berupa tiupan udara yang dialirkan dari selang khusus.
Coolant jenis ini digunakan untuk material yang cepat menangkap dan
melepaskan panas.
2. Water Blow
Merupakan coolant yang berbentuk cair. Coolant ini biasanya digunakan
pada material yang laju perpindahan panasnya lambat.
Fluida pendingin (coolant) yang biasa dipakai dalam proses pemesinan
dapat dikategorikan dalam empat jenis utama, yaitu sebagai berikut:
1. Cairan sintetik (synthetic fluids, chemical fluids)
Cairan yang jernih atau diwarnai merupakan larutan murni (true
solutions) atau larutan permukaan aktif (surface active). Pada larutan murni unsur
yang dilarutkan tersebar antara molekul dan tegangan permukaan (surface
tension) hampir tidak berubah. Larutan murni tidak bersifat melumasi tetapi hanya
dipakai untuk sifat penyerapan panas yang tinggi dan melindungi dari korosi.
Dengan menambah unsur lain yang mampu membentuk kumpulan molekul akan
mengurangi tegangan permukaan menjadi cairan permukaan aktif sehingga mudah
membasahi dan daya lumasnya naik.
2. Cairan emulsi (emulsions, water miscible fluids, water soluble oil,
emulsifiable cutting fluids).
Yaitu air yang mengandung partikel minyak (5–20 µm) unsur pengemulsi
ditambahkan dalam minyak yang kemudian dilarutkan dalam air. Bila
ditambahkan unsur lain seperti EP (Extreme Pressure Additives) daya lumasnya
akan meningkat.
3. Cairan semi sintetik (semi synthetic fluids)
Merupakan perpaduan antara jenis sintetik dan emulsi. Kandungan
minyaknya lebih sedikit daripada cairan emulsi. Sedangkan kandungan
pengemulsinya (molekul penurun tegangan permukaan ). Partikel lebih banyak
daripada cairan sintetik. Partikel minyaknya lebih kecil dan tersebar. Dapat berupa
jenis dengan minyak yang sangat jenuh (“super-fatted”) atau jenis EP,(Exterme
Pressure).
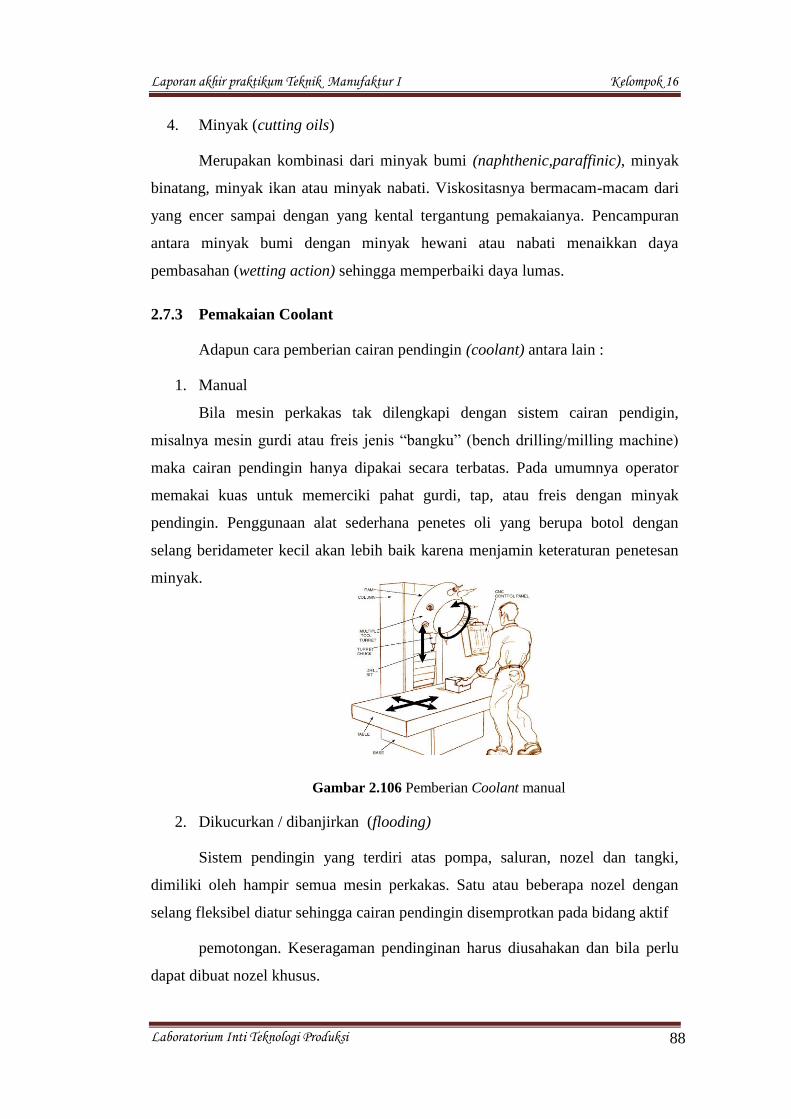
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
88
4. Minyak (cutting oils)
Merupakan kombinasi dari minyak bumi (naphthenic,paraffinic), minyak
binatang, minyak ikan atau minyak nabati. Viskositasnya bermacam-macam dari
yang encer sampai dengan yang kental tergantung pemakaianya. Pencampuran
antara minyak bumi dengan minyak hewani atau nabati menaikkan daya
pembasahan (wetting action) sehingga memperbaiki daya lumas.
2.7.3 Pemakaian Coolant
Adapun cara pemberian cairan pendingin (coolant) antara lain :
1. Manual
Bila mesin perkakas tak dilengkapi dengan sistem cairan pendigin,
misalnya mesin gurdi atau freis jenis “bangku” (bench drilling/milling machine)
maka cairan pendingin hanya dipakai secara terbatas. Pada umumnya operator
memakai kuas untuk memerciki pahat gurdi, tap, atau freis dengan minyak
pendingin. Penggunaan alat sederhana penetes oli yang berupa botol dengan
selang beridameter kecil akan lebih baik karena menjamin keteraturan penetesan
minyak.
Gambar 2.106 Pemberian Coolant manual
2. Dikucurkan / dibanjirkan (flooding)
Sistem pendingin yang terdiri atas pompa, saluran, nozel dan tangki,
dimiliki oleh hampir semua mesin perkakas. Satu atau beberapa nozel dengan
selang fleksibel diatur sehingga cairan pendingin disemprotkan pada bidang aktif
pemotongan. Keseragaman pendinginan harus diusahakan dan bila perlu
dapat dibuat nozel khusus.
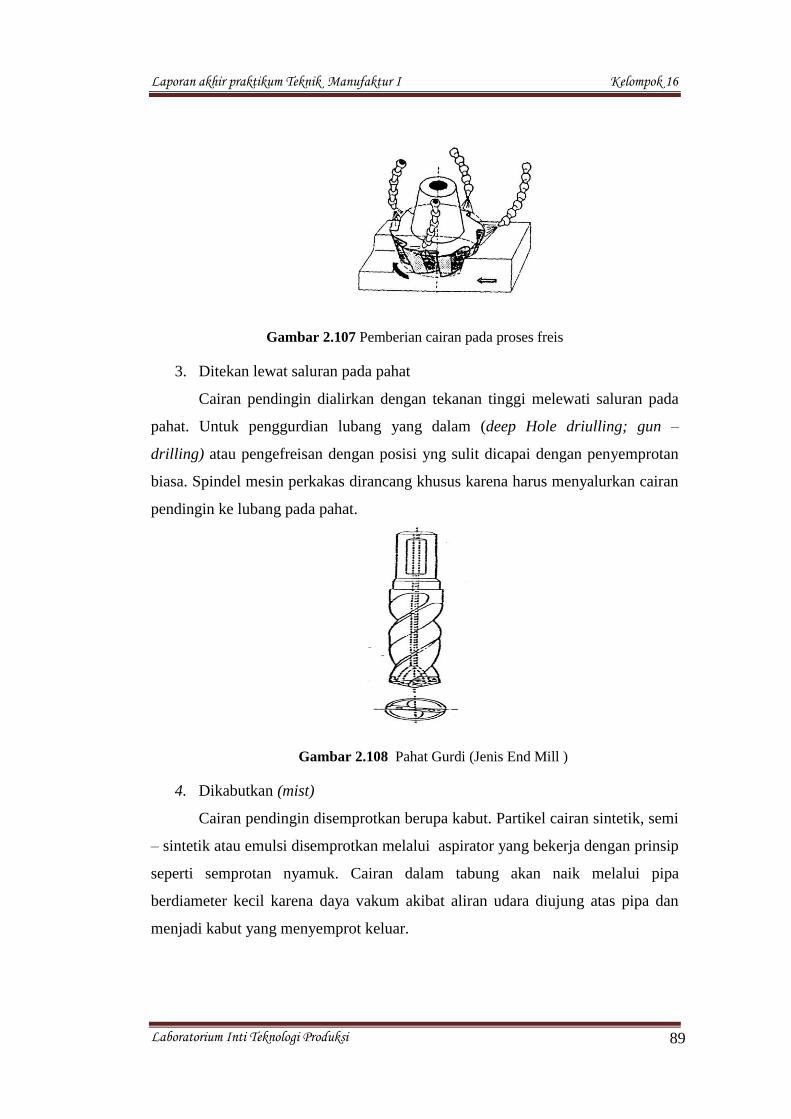
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
89
Gambar 2.107 Pemberian cairan pada proses freis
3. Ditekan lewat saluran pada pahat
Cairan pendingin dialirkan dengan tekanan tinggi melewati saluran pada
pahat. Untuk penggurdian lubang yang dalam (deep Hole driulling; gun –
drilling) atau pengefreisan dengan posisi yng sulit dicapai dengan penyemprotan
biasa. Spindel mesin perkakas dirancang khusus karena harus menyalurkan cairan
pendingin ke lubang pada pahat.
Gambar 2.108 Pahat Gurdi (Jenis End Mill )
4. Dikabutkan (mist)
Cairan pendingin disemprotkan berupa kabut. Partikel cairan sintetik, semi
– sintetik atau emulsi disemprotkan melalui aspirator yang bekerja dengan prinsip
seperti semprotan nyamuk. Cairan dalam tabung akan naik melalui pipa
berdiameter kecil karena daya vakum akibat aliran udara diujung atas pipa dan
menjadi kabut yang menyemprot keluar.
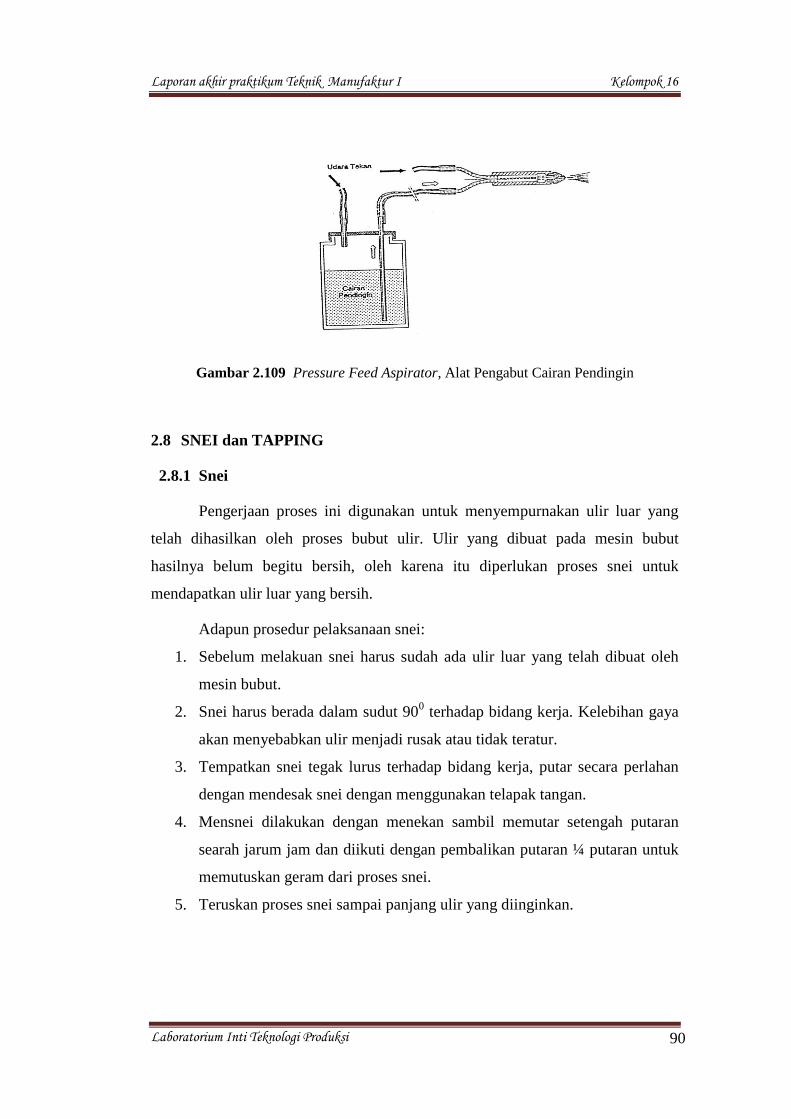
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
90
Gambar 2.109 Pressure Feed Aspirator, Alat Pengabut Cairan Pendingin
2.8 SNEI dan TAPPING
2.8.1 Snei
Pengerjaan proses ini digunakan untuk menyempurnakan ulir luar yang
telah dihasilkan oleh proses bubut ulir. Ulir yang dibuat pada mesin bubut
hasilnya belum begitu bersih, oleh karena itu diperlukan proses snei untuk
mendapatkan ulir luar yang bersih.
Adapun prosedur pelaksanaan snei:
1. Sebelum melakuan snei harus sudah ada ulir luar yang telah dibuat oleh
mesin bubut.
2. Snei harus berada dalam sudut 900 terhadap bidang kerja. Kelebihan gaya
akan menyebabkan ulir menjadi rusak atau tidak teratur.
3. Tempatkan snei tegak lurus terhadap bidang kerja, putar secara perlahan
dengan mendesak snei dengan menggunakan telapak tangan.
4. Mensnei dilakukan dengan menekan sambil memutar setengah putaran
searah jarum jam dan diikuti dengan pembalikan putaran ¼ putaran untuk
memutuskan geram dari proses snei.
5. Teruskan proses snei sampai panjang ulir yang diinginkan.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
91
Gambar 2.110 Snei
2.8.2 Tapping
Pada prinsipnya tap digunakan untuk memproduksi dengan tangan pada
ulir sebelah dalam. Perkakas tap itu sendiri adalah benda yang dikeraskan dari
baja karbon atau baja paduan yang mirip baut dengan pemotongan galur
sepanjang sisinya untuk memberikan mata potong.
Beberapa jenis tap adalah :
a. Tap konis, diserong sampai 8 atau 10 ulir. Digunakan untuk
mengetap mula pertama mengetap lubang.
b. Tap antara, mempunyai dua sampai tiga ulir serong. Tap ini dipakai
setelah mengetap dengan konis.
c. Tap rata, mempunyai ulir dengan ukuran penuh. Tap ini dipakai
untuk menyelesaikan akhir.
Prosedur Mengetap :
1. Sebelum mengetap harus dibuat lubang dengan mesin gurdi pada
diameter tap.
2. Tap harus berada pada sudut 900 terhadap bidang kerja,kelebihan
gaya yang tidak diingini akan mengakibatkan tap patah.
3. Tempatkan tap konis kedalam lubang tegak lurus pada bidang kerja.
Mulailah memutar pelan-pelan dengan mendesak tap menggunakan
telapak tangan.

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi
92
4. Mengetap dilakukan dengan menekan sambil memutar setengah
putaran searah jarum jam dan diikuti dengan pembalikan putaran
seperempat putaran untuk memutuskan geram-geram hasil
pengetapan, setelah itu tukar pahat tap dengan jenis tap berikutnya.
Gambar 2.111 Proses Tapping
Gambar 2.112 Pahat Tap


77
BAB III
METODOLOGI
3.1 Diagram Alir Praktikum
Praktikum Proses Produksi yang dilakukan adalah proses pembuatan
komponen poros bawah Hydrotiler. Komponen yang akan dihasilkan
memiliki panjang 170 mm yang dipotong dengan menggunakan
mesingergaji (sawing machine) dari komponen awal yang memiliki
panjang 174 mm. Proses pembuatan komponen ini terdiri dari proses
bubut, gurdi dan sekrap.
Proses bubut dilakukan dengan menggunakan mesin bubut (lathe), dalam
proses bubut ini terdiri dari 3 tahap yaitu tahap facing (bubut muka), tahap
roughing dan tahap finishing. Setelah proses bubut, dilanjutkan dengan
proses gurdi dengan menggunakan mesin bubut (lathe) yang dilakukan
untuk memberi lubang pada benda kerja, selanjutnya dilakukan proses
sekrap menggunakan mesin sekrap (shaping machine) dan yang terakhir
dilakukan proses Tapinguntuk membuat ulir dalam bagian sisi kanan pada
benda uji. Dan pembuatan ulir luar menggunakan mesin bubut (lathe).
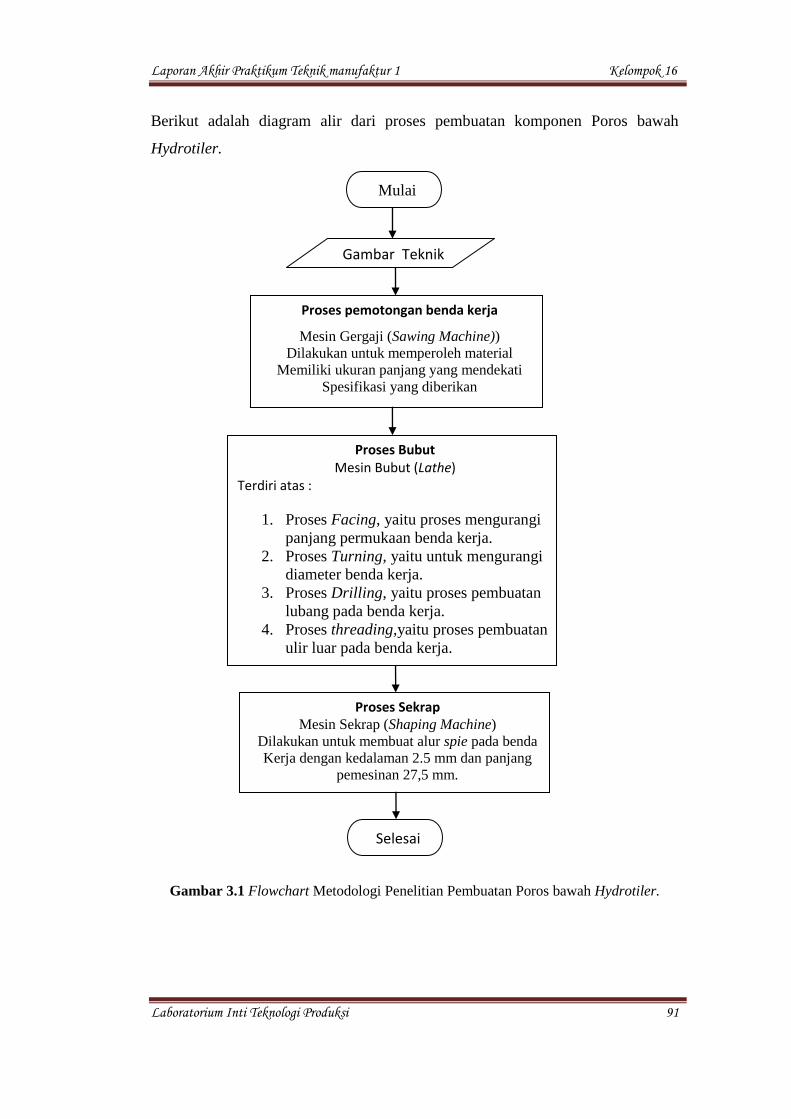
Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
Berikut adalah diagram alir dari proses pembuatan komponen Poros bawah
Hydrotiler.
Gambar 3.1 Flowchart Metodologi Penelitian Pembuatan Poros bawah Hydrotiler.
Gambar Teknik
Perencanaan
Proses pemotongan benda kerja
Mesin Gergaji (Sawing Machine))
Dilakukan untuk memperoleh material
Memiliki ukuran panjang yang mendekati
Spesifikasi yang diberikan
Proses Bubut Mesin Bubut (Lathe)
Terdiri atas :
1. Proses Facing, yaitu proses mengurangi
panjang permukaan benda kerja.
2. Proses Turning, yaitu untuk mengurangi
diameter benda kerja.
3. Proses Drilling, yaitu proses pembuatan
lubang pada benda kerja.
4. Proses threading,yaitu proses pembuatan
ulir luar pada benda kerja.
Proses Sekrap Mesin Sekrap (Shaping Machine)
Dilakukan untuk membuat alur spie pada benda
Kerja dengan kedalaman 2.5 mm dan panjang
pemesinan 27,5 mm.
Mulai
Selesai

Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
3.2 Peralatan Praktikum
Peralatan praktikum yang digunakan dalam pembuatan poros bawah
Hydrotilerseperti mesin-mesin perkakas dan alat ukur yang digunakan
untuk semua proses pemesinan.
3.2.1 Mesin yang Digunakan
Mesin-mesin yang digunkan untuk pembuatan Poros bawah
Hydrotileradalah sebagai berikut :
1. Mesin Gergaji (Sawing Machine)
Digunakan untuk memeotong komponen yang akan digunakan agar
sesuai dengan geometri yang diinginkan.
Spesifikasi Mesin:
Merek : AJAX
Model : AJSD.6
Type : 33300
Gambar 3.2Mesin Gergaji (Sawing Machine)
2. Mesin Bubut (lathe)
Digunakan untuk proses bubut dan proses gurdi pada komponen Poros
bawah Hydrotiler.
Spesifikasi Mesin:
Model : Kennedy International
Tipe : M300
Seri : 301567
Tahun Pembuatan : 1991
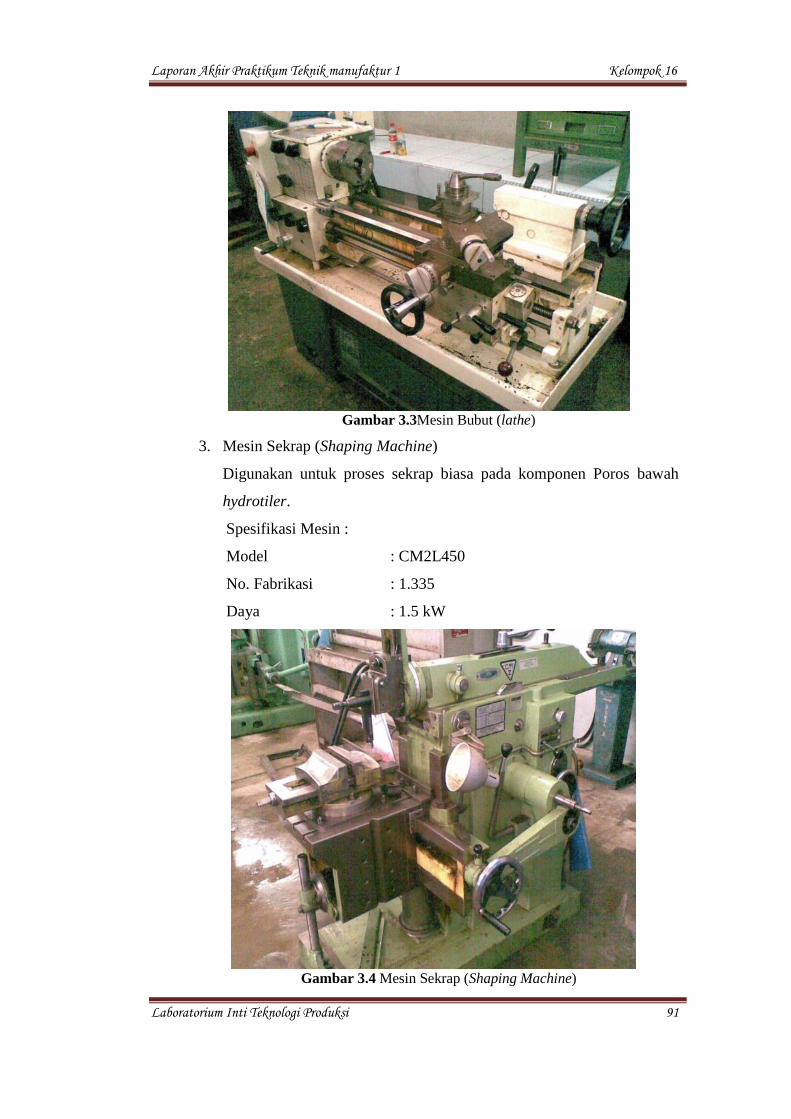
Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
Gambar 3.3Mesin Bubut (lathe)
3. Mesin Sekrap (Shaping Machine)
Digunakan untuk proses sekrap biasa pada komponen Poros bawah
hydrotiler.
Spesifikasi Mesin :
Model : CM2L450
No. Fabrikasi : 1.335
Daya : 1.5 kW
Gambar 3.4 Mesin Sekrap (Shaping Machine)

Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
3.2.2 Alat Ukur
Alat ukur yang digunakan untuk pembuatan Poros bawah Hydrotileradalah
sebagai berikut :
1. Mistar
Digunakan untuk mengukur panjang suatu material. Satuan yang
terdapat pada mistar adalah centimeter (cm) dan millimeter (mm).
Gambar 3.5 Mistar
2. Jangka Sorong
Digunakan untuk mengukur kedalaman, ketebalan, dan diameter suatu
material. Pada jangka sorong terdapat dua skala yaitu skala utama dan
skala nonius. Jangka sorong yang digunakan mempunyai ketelitian 0.02
mm.
Gambar 3.6Jangka Sorong
3. Stopwatch
Digunakan untuk menghitung waktu yang dibutuhkan pada saat proses
pemesinan berlangsung.
Gambar 3.7Stopwatch

Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
3.2.3 Alat Bantu
Alat bantu adalah alat yang digunakan untuk membantu pembuatan benda
kerja pada proses pemesinan. Alat bantu yang digunakan adalah sebagai
berikut :
1. Ragum
Digunakan untuk mencekam benda kerja agar posisinya tidak berubah
pada saat proses pemesinan berlangsung.
Gambar 3.8Ragum
2. Kuas
Digunakan untuk mengoleskan coolant pada mata pahat, mesin
perkakas dan untuk membersihkan benda kerja dari geram.
Gambar 3.9Kuas
3. Kunci L
Digunakan untuk mengatur jarak pemotongan benda kerja pada mesin
Gambar 3.10Kunci L
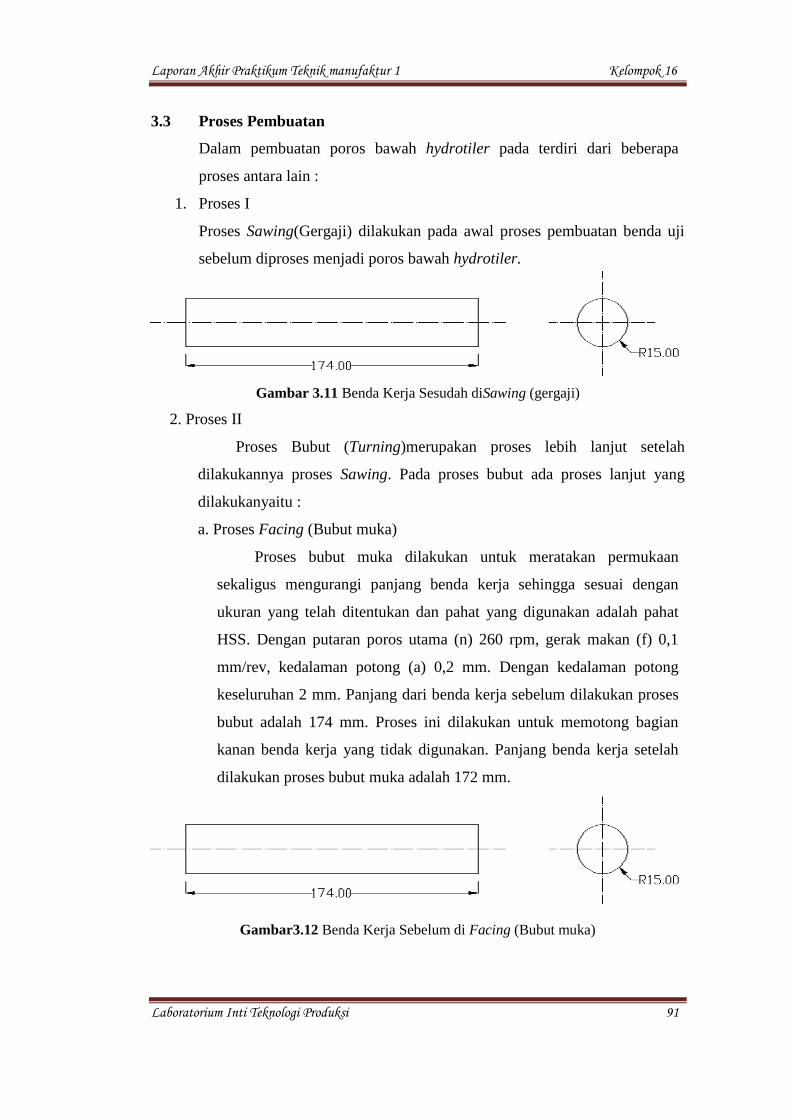
Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
3.3 Proses Pembuatan
Dalam pembuatan poros bawah hydrotiler pada terdiri dari beberapa
proses antara lain :
1. Proses I
Proses Sawing(Gergaji) dilakukan pada awal proses pembuatan benda uji
sebelum diproses menjadi poros bawah hydrotiler.
Gambar 3.11 Benda Kerja Sesudah diSawing (gergaji)
2. Proses II
Proses Bubut (Turning)merupakan proses lebih lanjut setelah
dilakukannya proses Sawing. Pada proses bubut ada proses lanjut yang
dilakukanyaitu :
a. Proses Facing (Bubut muka)
Proses bubut muka dilakukan untuk meratakan permukaan
sekaligus mengurangi panjang benda kerja sehingga sesuai dengan
ukuran yang telah ditentukan dan pahat yang digunakan adalah pahat
HSS. Dengan putaran poros utama (n) 260 rpm, gerak makan (f) 0,1
mm/rev, kedalaman potong (a) 0,2 mm. Dengan kedalaman potong
keseluruhan 2 mm. Panjang dari benda kerja sebelum dilakukan proses
bubut adalah 174 mm. Proses ini dilakukan untuk memotong bagian
kanan benda kerja yang tidak digunakan. Panjang benda kerja setelah
dilakukan proses bubut muka adalah 172 mm.
Gambar3.12 Benda Kerja Sebelum di Facing (Bubut muka)
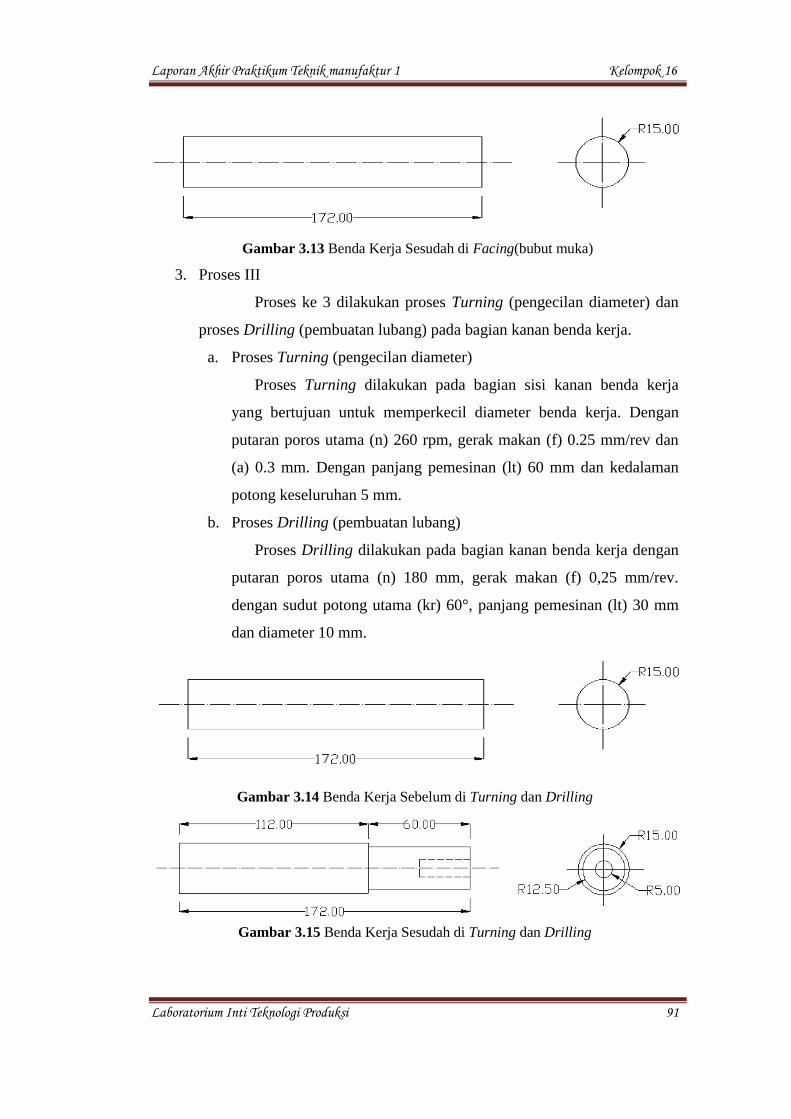
Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
Gambar 3.13 Benda Kerja Sesudah di Facing(bubut muka)
3. Proses III
Proses ke 3 dilakukan proses Turning (pengecilan diameter) dan
proses Drilling (pembuatan lubang) pada bagian kanan benda kerja.
a. Proses Turning (pengecilan diameter)
Proses Turning dilakukan pada bagian sisi kanan benda kerja
yang bertujuan untuk memperkecil diameter benda kerja. Dengan
putaran poros utama (n) 260 rpm, gerak makan (f) 0.25 mm/rev dan
(a) 0.3 mm. Dengan panjang pemesinan (lt) 60 mm dan kedalaman
potong keseluruhan 5 mm.
b. Proses Drilling (pembuatan lubang)
Proses Drilling dilakukan pada bagian kanan benda kerja dengan
putaran poros utama (n) 180 mm, gerak makan (f) 0,25 mm/rev.
dengan sudut potong utama (kr) 60°, panjang pemesinan (lt) 30 mm
dan diameter 10 mm.
Gambar 3.14 Benda Kerja Sebelum di Turning dan Drilling
Gambar 3.15 Benda Kerja Sesudah di Turning dan Drilling
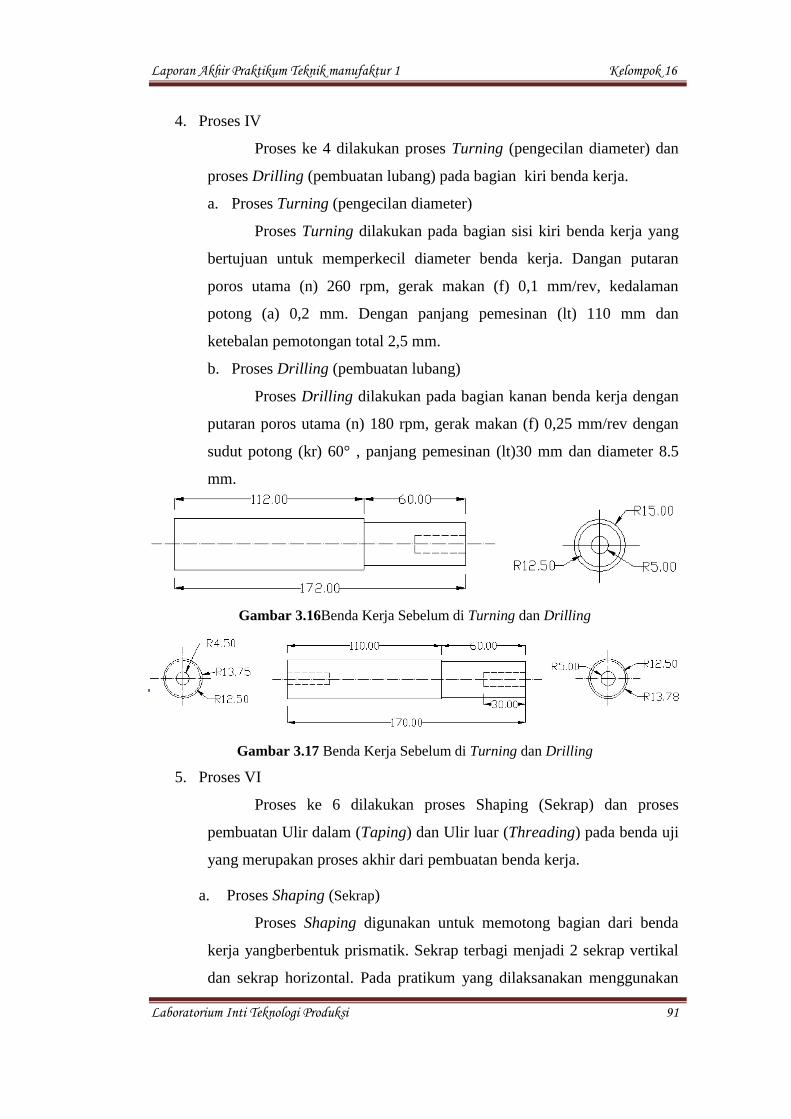
Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
4. Proses IV
Proses ke 4 dilakukan proses Turning (pengecilan diameter) dan
proses Drilling (pembuatan lubang) pada bagian kiri benda kerja.
a. Proses Turning (pengecilan diameter)
Proses Turning dilakukan pada bagian sisi kiri benda kerja yang
bertujuan untuk memperkecil diameter benda kerja. Dangan putaran
poros utama (n) 260 rpm, gerak makan (f) 0,1 mm/rev, kedalaman
potong (a) 0,2 mm. Dengan panjang pemesinan (lt) 110 mm dan
ketebalan pemotongan total 2,5 mm.
b. Proses Drilling (pembuatan lubang)
Proses Drilling dilakukan pada bagian kanan benda kerja dengan
putaran poros utama (n) 180 rpm, gerak makan (f) 0,25 mm/rev dengan
sudut potong (kr) 60° , panjang pemesinan (lt)30 mm dan diameter 8.5
mm.
Gambar 3.16Benda Kerja Sebelum di Turning dan Drilling
Gambar 3.17 Benda Kerja Sebelum di Turning dan Drilling
5. Proses VI
Proses ke 6 dilakukan proses Shaping (Sekrap) dan proses
pembuatan Ulir dalam (Taping) dan Ulir luar (Threading) pada benda uji
yang merupakan proses akhir dari pembuatan benda kerja.
a. Proses Shaping (Sekrap)
Proses Shaping digunakan untuk memotong bagian dari benda
kerja yangberbentuk prismatik. Sekrap terbagi menjadi 2 sekrap vertikal
dan sekrap horizontal. Pada pratikum yang dilaksanakan menggunakan
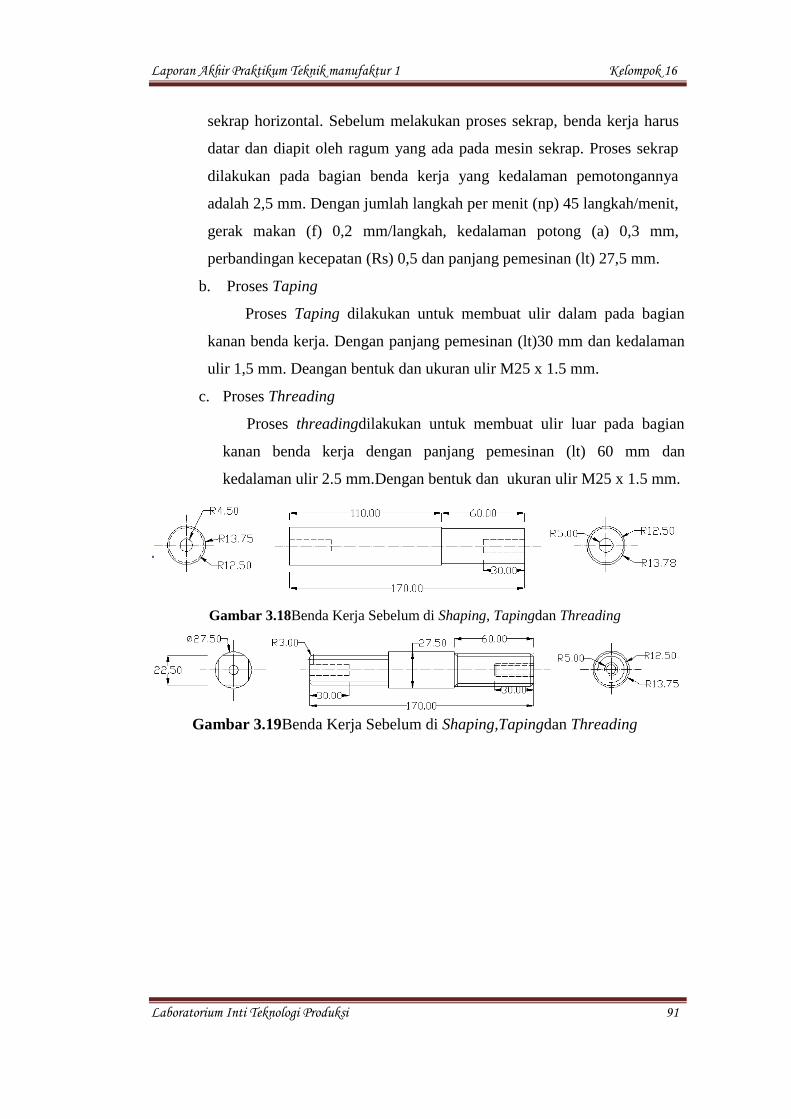
Laporan Akhir Praktikum Teknik manufaktur 1 Kelompok 16
Laboratorium Inti Teknologi Produksi 91
sekrap horizontal. Sebelum melakukan proses sekrap, benda kerja harus
datar dan diapit oleh ragum yang ada pada mesin sekrap. Proses sekrap
dilakukan pada bagian benda kerja yang kedalaman pemotongannya
adalah 2,5 mm. Dengan jumlah langkah per menit (np) 45 langkah/menit,
gerak makan (f) 0,2 mm/langkah, kedalaman potong (a) 0,3 mm,
perbandingan kecepatan (Rs) 0,5 dan panjang pemesinan (lt) 27,5 mm.
b. Proses Taping
Proses Taping dilakukan untuk membuat ulir dalam pada bagian
kanan benda kerja. Dengan panjang pemesinan (lt)30 mm dan kedalaman
ulir 1,5 mm. Deangan bentuk dan ukuran ulir M25 x 1.5 mm.
c. Proses Threading
Proses threadingdilakukan untuk membuat ulir luar pada bagian
kanan benda kerja dengan panjang pemesinan (lt) 60 mm dan
kedalaman ulir 2.5 mm.Dengan bentuk dan ukuran ulir M25 x 1.5 mm.
Gambar 3.18Benda Kerja Sebelum di Shaping, Tapingdan Threading
Gambar 3.19Benda Kerja Sebelum di Shaping,Tapingdan Threading

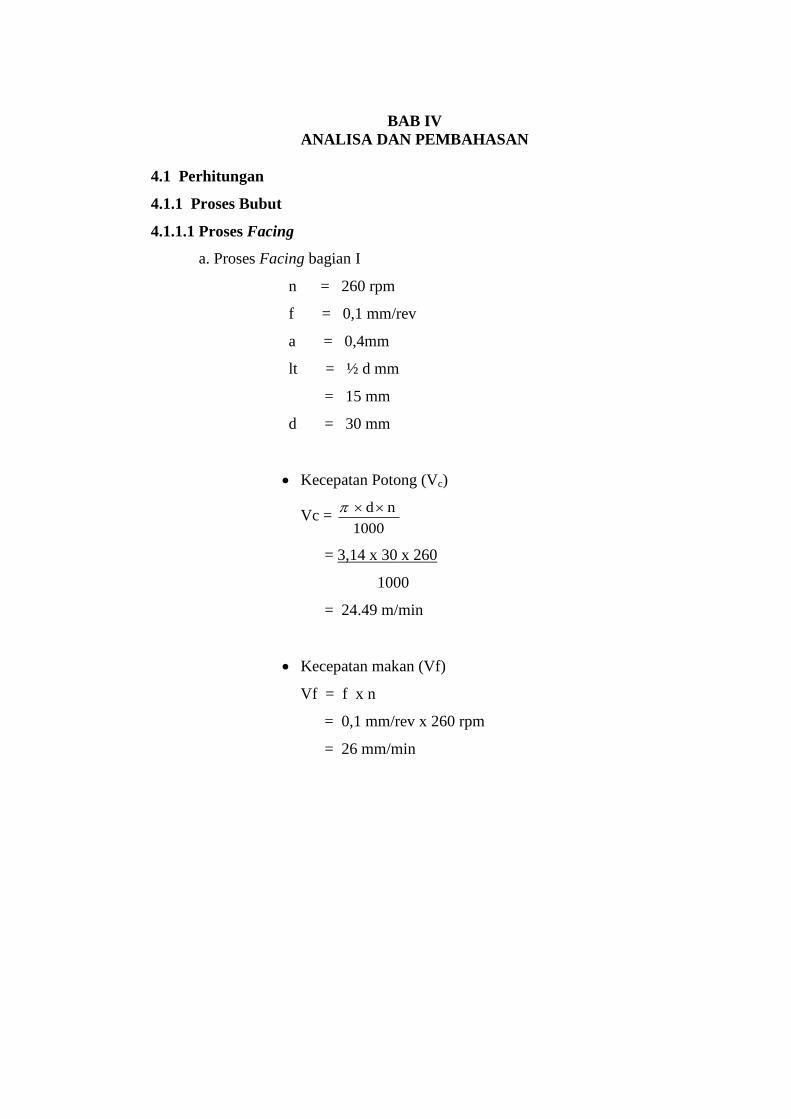
BAB IV
ANALISA DAN PEMBAHASAN
4.1 Perhitungan
4.1.1 Proses Bubut
4.1.1.1 Proses Facing
a. Proses Facing bagian I
n = 260 rpm
f = 0,1 mm/rev
a = 0,4mm
lt = ½ d mm
= 15 mm
d = 30 mm
Kecepatan Potong (Vc)
Vc = 1000
n d
= 3,14 x 30 x 260
1000
= 24.49 m/min
Kecepatan makan (Vf)
Vf = f x n
= 0,1 mm/rev x 260 rpm
= 26 mm/min

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 104
Waktu teoritis pemotongan
(tc)
Tc =
=
= 0.58 min
= 40,8 detik x 7
= 285,6 detik
Kecepatan meghasilkan geram (Z)
Z = f x a x Vc
= 0,1 mm/rev x 0,4 mm x2449 mm/min
= 97,96 mm3/min
= 0,09796 /min
Tabel 4.1 Perhitungan waktu proses facing 1
Facing 1
Proses Jumlah proses Tc total teori (s) T praktikum (s)
rouging 6 40,8 x 6 = 244,8
69
68
66
67
68
66
4.1.2 Proses Facing bagian II
n = 260 rpm
f = 0,1 mm/rev
a = 0,4 mm
lt = ½ d mm
= 15 mm
d = 30 mm
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 105
Kecepatan Potong (Vc)
Vc = 1000
n d
= 3,14 x 30 x 260
1000
= 24.49 m/min
Kecepatan makan (Vf)
Vf = f x n
= 0,1 mm/rev x 260 rpm
= 26 mm/min
Waktu teoritis pemotongan (tc)
Tc =
=
= 0,576 min
= 0,576 x 4
= 2,304 min
Kecepatan meghasilkan geram (Z)
Z = f x a x Vc
= 0,1 mm/rev x 0,4 mm x 2449 mm/min
= 97,96 mm3/min
= 0,09796 cm3/min
Tabel 4.2 Perhitungan waktu proses facing 2
Facing 2
Proses Jumlah proses Tc total teori (s) T praktikum (s)
rouging 4
34,56x 4 = 138,24
= 82,8
18
18
18
18
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 106
4.1.2Proses Gurdi
Diketahui :
d = 8,5mm
n = 260 rpm
f = 0,1 mm/rev
lw= 30 mm
kr= 300
Kecepatan Potong (Vc)
Vc= 1000
nd m/min
= 1000
2605,814,3 m/min
= 6,934 m/min
\
Gerak Makan (f)
Vf = f . 2n
= 0,1 x 2 x260
= 52 mm/r
Waktu Makan (tc)
tc = Vf
lt
lt= lv + lw + ln
ln= (d/2)/ tan kr
= (8.5/2)/ tan 300
= 2,45 mm
lt= 0 + 30 +2,45
= 32,45 mm
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 107
tc= 52
45,32
= 0,36 min
Kecepatan Peghasilan Geram (Z)
Z =4
14,3 2d
1000
vf
= 4
)25,72(14,3
1000
52
= 56,71(0,052)
= 2,948 mm3/min
= 0,00294 cm3/min
4.1.3 Proses Turning
Roughing 1
n = 260 rpm
f = 0,1 mm/rv
lt = 60 mm
do = 30 mm
dm = 26,7 mm
d =
=
= 28,35 mm
a 1 =…= a7 = 0,4 mm
Kecepatan potong (vc)
vc =
=
= 23,14 m/min
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 108
Kecepatan makan (vf)
vf = f x n
= 0,1 mm/rev x 260 rpm
= 26 mm/min
Waktu teoritis pemotongan (tc)
tc =
=
= 2,307 min
= 2,307 x 7
= 16,149 min
Kecepatan menghasilkan geram (Z)
Z = f a vc
= 0,1 mm/rev x 0,4 mm x23,14 mm/min
= 0,9256 mm3/min
= 0,0009256cm3/min
Finishing I
n = 540 rpm
f = 0,03 mm/rv
lt = 60 mm
do = 30 mm
dm = 26,7 mm
d =
=
= 28,35 mm
a 1= 0,3 m
a 2 = 0,2 m
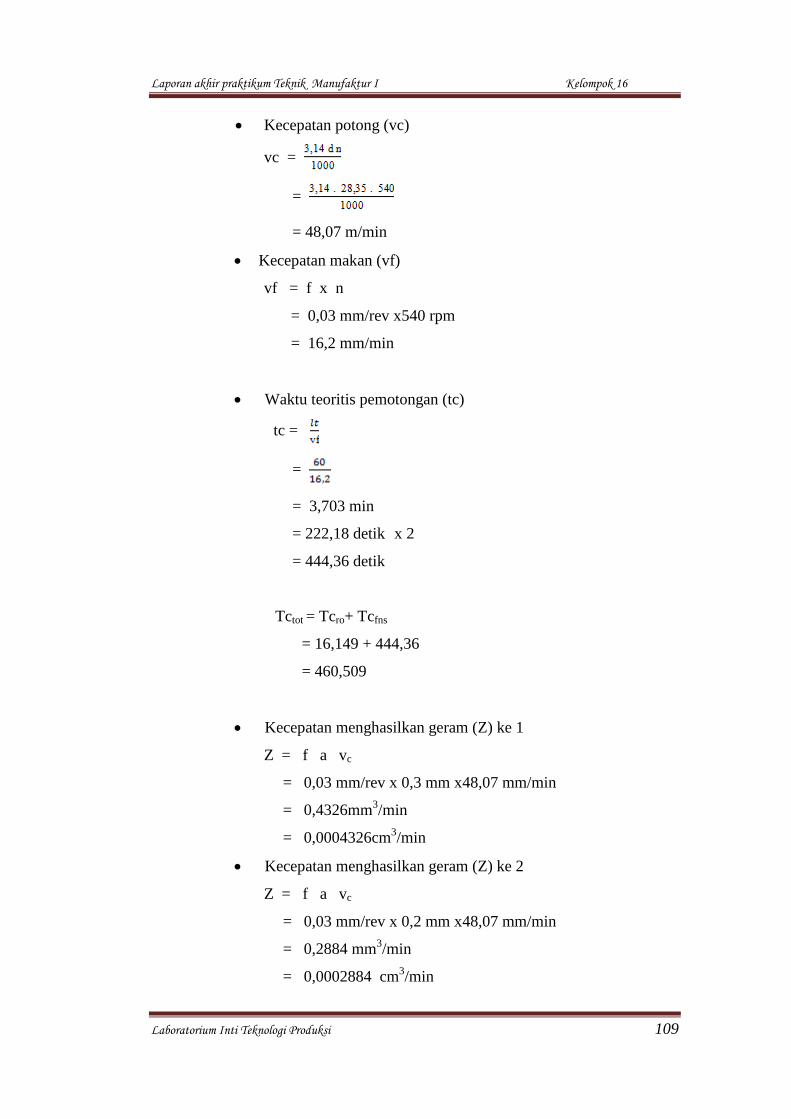
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 109
Kecepatan potong (vc)
vc =
=
= 48,07 m/min
Kecepatan makan (vf)
vf = f x n
= 0,03 mm/rev x540 rpm
= 16,2 mm/min
Waktu teoritis pemotongan (tc)
tc =
=
= 3,703 min
= 222,18 detik x 2
= 444,36 detik
Tctot = Tcro+ Tcfns
= 16,149 + 444,36
= 460,509
Kecepatan menghasilkan geram (Z) ke 1
Z = f a vc
= 0,03 mm/rev x 0,3 mm x48,07 mm/min
= 0,4326mm3/min
= 0,0004326cm3/min
Kecepatan menghasilkan geram (Z) ke 2
Z = f a vc
= 0,03 mm/rev x 0,2 mm x48,07 mm/min
= 0,2884 mm3/min
= 0,0002884 cm3/min
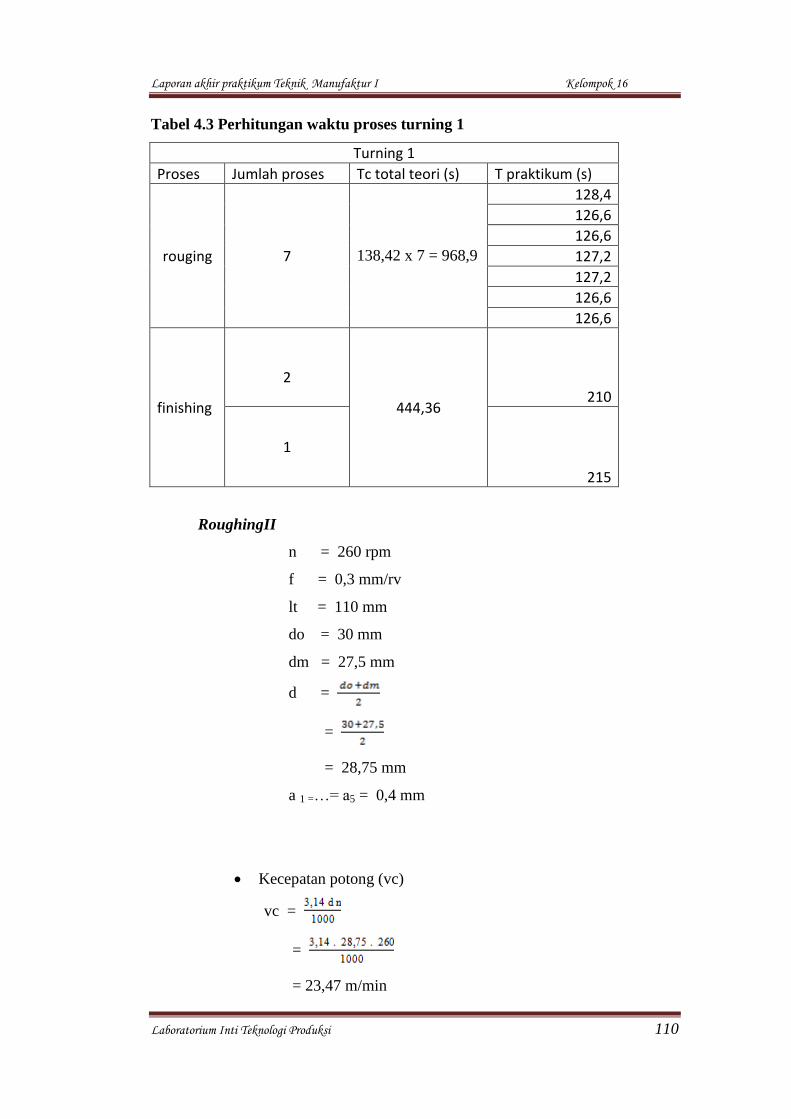
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 110
Tabel 4.3 Perhitungan waktu proses turning 1
Turning 1
Proses Jumlah proses Tc total teori (s) T praktikum (s)
rouging 7
138,42 x 7 = 968,9
128,4
126,6
126,6
127,2
127,2
126,6
126,6
finishing
2
444,36 210
1
215
RoughingII
n = 260 rpm
f = 0,3 mm/rv
lt = 110 mm
do = 30 mm
dm = 27,5 mm
d =
=
= 28,75 mm
a 1 =…= a5 = 0,4 mm
Kecepatan potong (vc)
vc =
=
= 23,47 m/min
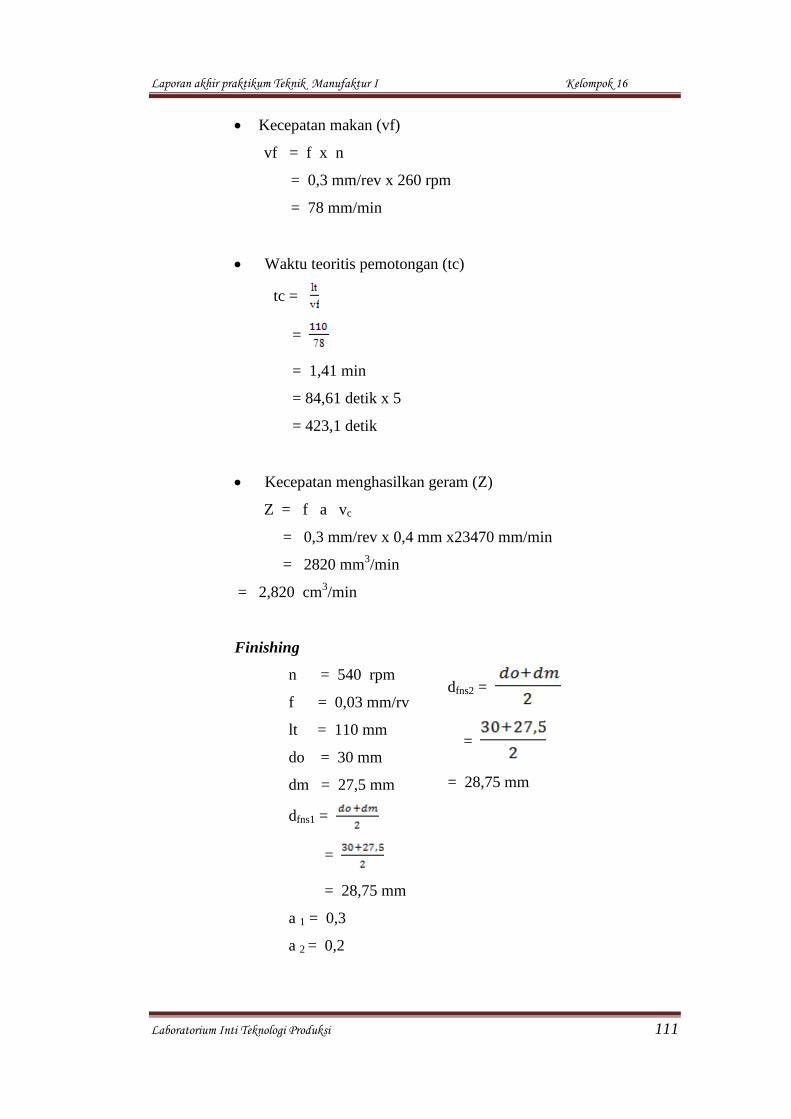
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 111
Kecepatan makan (vf)
vf = f x n
= 0,3 mm/rev x 260 rpm
= 78 mm/min
Waktu teoritis pemotongan (tc)
tc =
=
= 1,41 min
= 84,61 detik x 5
= 423,1 detik
Kecepatan menghasilkan geram (Z)
Z = f a vc
= 0,3 mm/rev x 0,4 mm x23470 mm/min
= 2820 mm3/min
= 2,820 cm3/min
Finishing
n = 540 rpm
f = 0,03 mm/rv
lt = 110 mm
do = 30 mm
dm = 27,5 mm
dfns1 =
=
= 28,75 mm
a 1 = 0,3
a 2 = 0,2
dfns2 =
=
= 28,75 mm
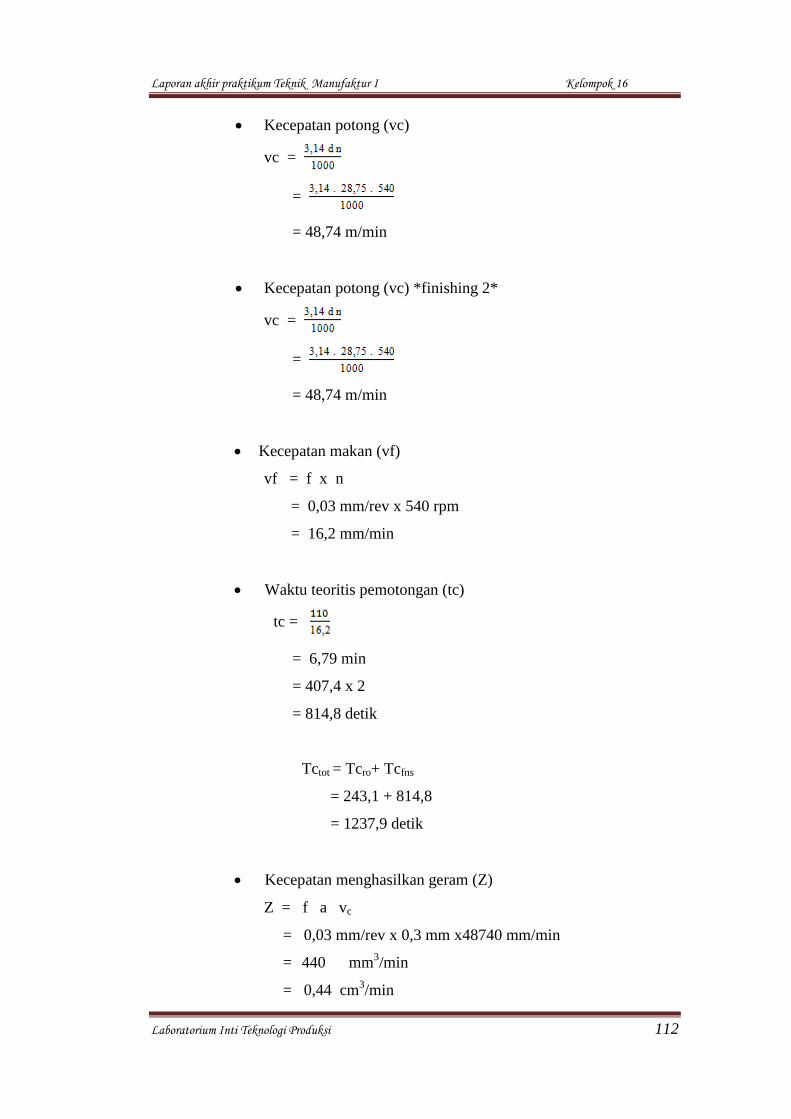
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 112
Kecepatan potong (vc)
vc =
=
= 48,74 m/min
Kecepatan potong (vc) *finishing 2*
vc =
=
= 48,74 m/min
Kecepatan makan (vf)
vf = f x n
= 0,03 mm/rev x 540 rpm
= 16,2 mm/min
Waktu teoritis pemotongan (tc)
tc =
= 6,79 min
= 407,4 x 2
= 814,8 detik
Tctot = Tcro+ Tcfns
= 243,1 + 814,8
= 1237,9 detik
Kecepatan menghasilkan geram (Z)
Z = f a vc
= 0,03 mm/rev x 0,3 mm x48740 mm/min
= 440 mm3/min
= 0,44 cm3/min
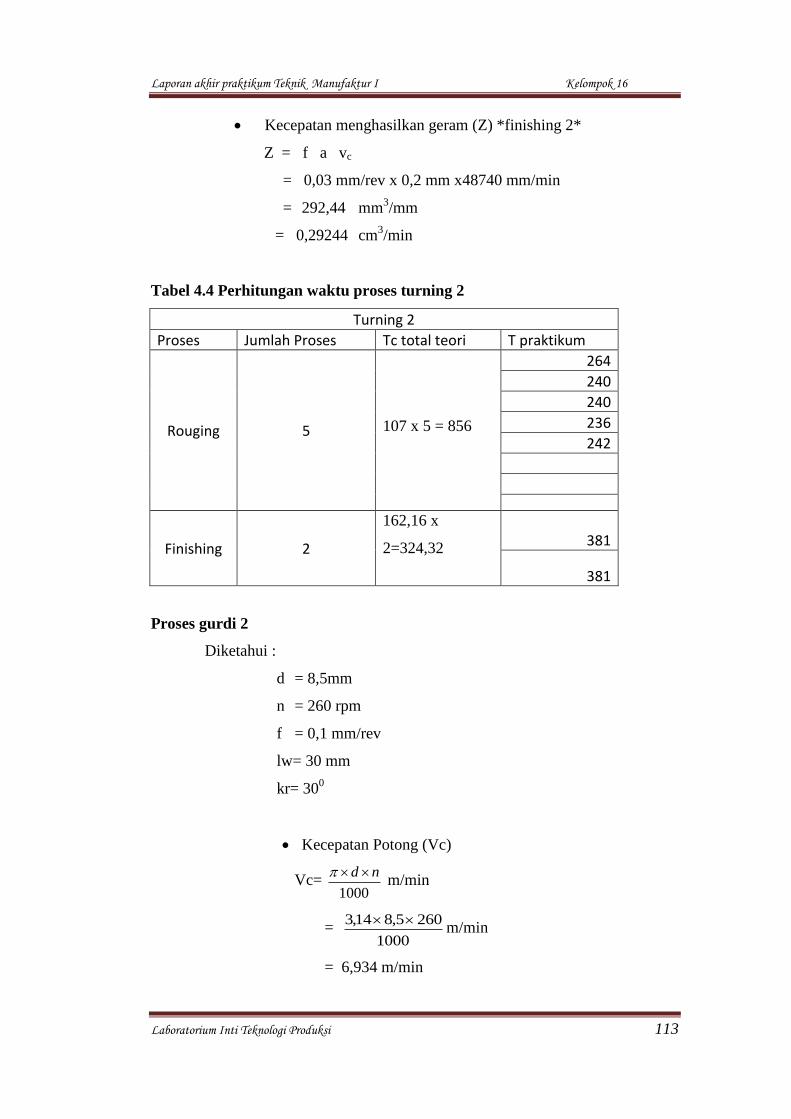
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 113
Kecepatan menghasilkan geram (Z) *finishing 2*
Z = f a vc
= 0,03 mm/rev x 0,2 mm x48740 mm/min
= 292,44 mm3/mm
= 0,29244 cm3/min
Tabel 4.4 Perhitungan waktu proses turning 2
Turning 2
Proses Jumlah Proses Tc total teori T praktikum
Rouging 5 107 x 5 = 856
264
240
240
236
242
Finishing 2
162,16 x
2=324,32
381
381
Proses gurdi 2
Diketahui :
d = 8,5mm
n = 260 rpm
f = 0,1 mm/rev
lw= 30 mm
kr= 300
Kecepatan Potong (Vc)
Vc= 1000
nd m/min
= 1000
2605,814,3 m/min
= 6,934 m/min
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 114
Waktu praktikum: 381,6 detik
Gerak Makan (f)
Vf = f . 2n
= 0,1 x 2 x260
= 52 mm/r
Waktu Makan (tc)
tc = Vf
lt
lt= lv + lw + ln
ln= (d/2)/ tan kr
= (8.5/2)/ tan 300
= 2,45 mm
lt= 0 + 30 +2,45
= 32,45 mm
tc= 52
45,32
= 0,36 min
Kecepatan Peghasilan Geram (Z)
Z =4
14,3 2d
1000
vf
= 4
)25,72(14,3
1000
52
= 56,71(0,052)
= 2,948 mm3/min
= 0,00294 cm3/min
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 115
4.1.4 Proses Sekrap
Diketahui :
np = 45 langkah/menit
f = 0,2 mm/langkah
a = 0,3 mm
Rs = 0,5
W= 60 mm
Kecepatan potong rata-rata (v):
v =2000
)1(. Rsltnp
= 2000
)5,01)(5,27(45
= 2000
75,1856
= 0,92 mm/min
Kecepatan makan (vf)
vf = f x np
= 0,2 mm/rev x 45
= 9 mm/min
Waktu teoritis pemotongan (tc)
tc =
=
= 6,6 min
= 400 x 36
= 14400
Kecepatan penghasilan geram
Z = Av
= 0,06 . 0,92
= 0,052
A = f.a = 0,2 . 0,3 = 0,06
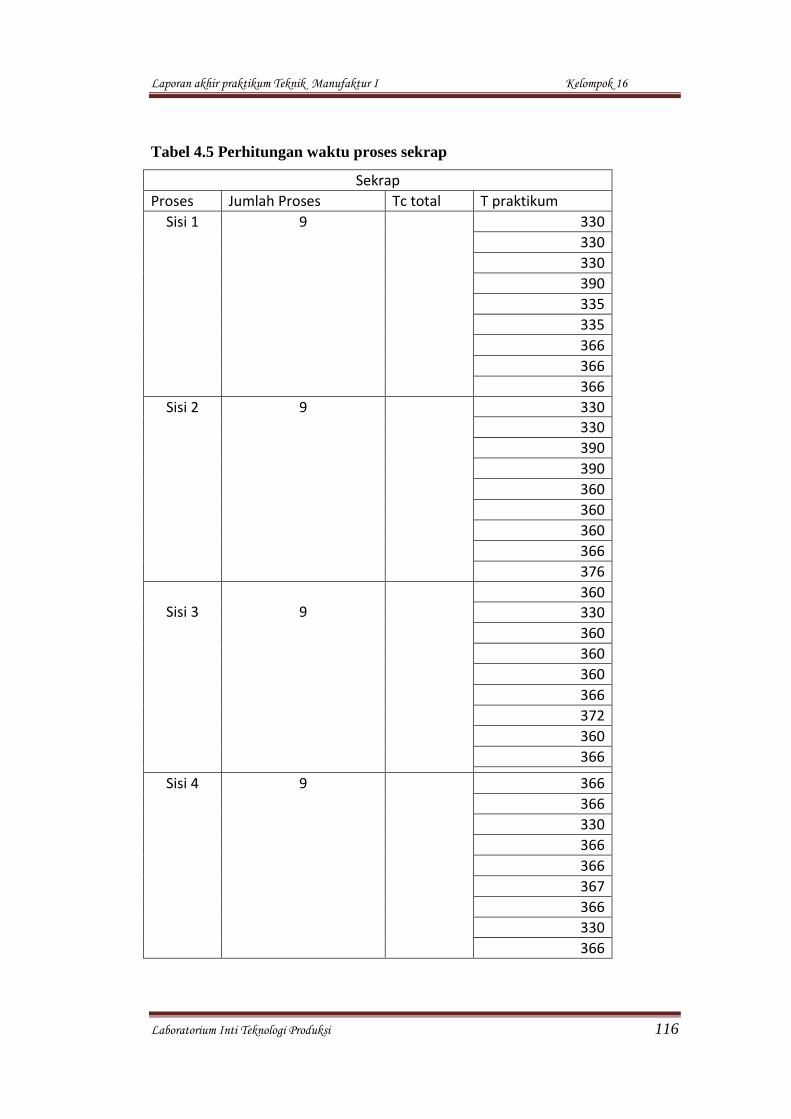
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 116
Tabel 4.5 Perhitungan waktu proses sekrap
Sekrap
Proses Jumlah Proses Tc total T praktikum
Sisi 1 9 330
330
330
390
335
335
366
366
366
Sisi 2 9 330
330
390
390
360
360
360
366
376
Sisi 3
9
360
330
360
360
360
366
372
360
366
Sisi 4 9 366
366
330
366
366
367
366
330
366
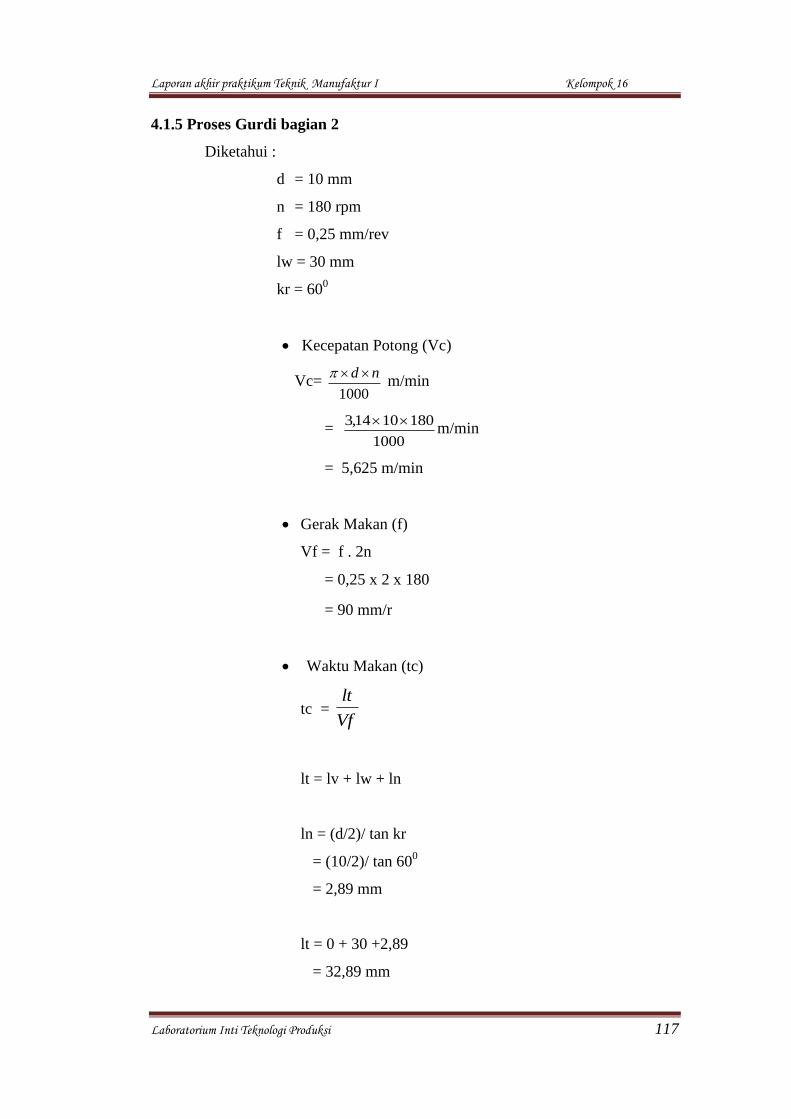
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 117
4.1.5 Proses Gurdi bagian 2
Diketahui :
d = 10 mm
n = 180 rpm
f = 0,25 mm/rev
lw = 30 mm
kr = 600
Kecepatan Potong (Vc)
Vc= 1000
nd m/min
= 1000
1801014,3 m/min
= 5,625 m/min
Gerak Makan (f)
Vf = f . 2n
= 0,25 x 2 x 180
= 90 mm/r
Waktu Makan (tc)
tc = Vf
lt
lt = lv + lw + ln
ln = (d/2)/ tan kr
= (10/2)/ tan 600
= 2,89 mm
lt = 0 + 30 +2,89
= 32,89 mm

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 118
tc = 90
89,32
= 0,36 min
= 21,6x 12
= 259,2
Waktu praktikum:
210 detik
Kecepatan Peghasilan Geram (Z)
Z =4
14,3 2d
1000
vf
= 4
)100(14,3
1000
90
= 78,5(0.09)
= 7,065 mm3/min
= 0,00706 cm3/min

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 119
4.1.6 Proses Pembuatan Ulir
x = 1,25 tan 60
= 2,1
a1 =
= 0,47
a2 = a1 √2 = 0.66
a3 = a1 √3 = 0.81
a4 = a1 √4 = 0.94
a5 = a1 √5 = 1.05
a6 = a1 √6 = 1.15
a7 = a1 √7 = 1.24
a8 = a1 √8 = 1.33
a9 = a1 √9 = 1.41
a10 = a1 √10 = 1.49
a11 = a1 √11 = 1.56
a12 = a1 √12 = 1.63
a13 = a1 √13 = 1.69
a14 = a1 √14 = 1.76
a15 = a1 √15 = 1.82
a16 = a1 √16 = 1.88
a17 = a1 √17 = 1.94
a18 = a1 √18 = 1.99
a19 = a1 √19 = 2.05
a20 = a1 √20 = 2.10

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 120
4.2 Analisa
Dalam pembuatan poros bawah hidrotiller yang telah dilakukan, dapat
dilakukan beberapa analisis sebagai berikut
4.2.1 AnalisaProses
Dalam pembuatan poros bawah hidrotiller, dilakukan beberapa proses.
Berikut adalah analisa dari setiap proses yang dilakukan dalam pembuatan
poros bawah hidrotiller.
4.2.1.1 Proses Bubut
Pada proses bubut, dalam pembuatan poros bawah hidrotiller, dilakukan
dua jenis proses; yaitu:
a. Proses Facing
Proses facing dilakukan untuk mengurangi panjang dari benda kerja.
Dalam proses ini, kedalaman gerak makan pahat adalah ke searah
dengan benda kerja, sehingga panjang benda kerja akan berkurang.
Dapat dilihat pada proses rouging, kecepatan putaran spindel lebih kecil
dibanding dengan kecepatan spindel pada proses finishing, sedangkan,
pada proses finshing, gerak makan lebih kecil dibanding dengan proses
rouging. Pada proses rouging, dulakukan pengesetan demikian agar
benda lebih cepat terpotong, dan sehingga pengerjaan yang dilakukan
dapat lebih efisien. Sedangkan kecepatan yang lebih tinggi, dan gerak
makan yang lebih kecil pada finishing bertujuan untuk memberikan
permukan yang lebih halus.kami menggunakan kecepatan putaran
spindel yang lebih kecil pada proses rouging karena gerak makan yang
besar dan kecepatan tinggi dapat membuat pahat menjadi patah.Selain
itu, settingan kecepatan spindel juga harus di sesuaikan dengan besar
diameter benda kerja.Yaitu, semakin besar diameter benda kerja, maka
semakin kecil kecpatan spindel dan kedalaman potong yang dapat
digunakan.Terutama apabila pahat yang digunakan adalah pahat

Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 121
HSS.Kecepatan spindel yang tinggi dan kedalaman potong yang besar
akan membuat pembebanan yang diterima oleh pahat menjadi semakin
besar. Sehingga pahat menjadi patah.
Dalam proses ini, waktu yang telah didapatkan pada teori, lebih kecil
dibandingkan dengan waktu yang didapatkan dari praktikum. Hal ini
terjadi akibat adanya kekeliruan dalam melakukan settingan pada mesin
bubut, sehingga terjadinya kesalahan dalam penghitungan waktu dan
juga ada kesalahan pada pengukuran waktu. Kemungkinan adanya
kesalahan dari internal mesin juga tidak menutupi kemungkinan.
b. Turning
Dalam proses turning, yang berkurang adalah nilai dari diameter benda
kerja. hal ini karena gerak makan pahat kini terjadi kearah sisi lain dari
poros. Sama halnya dengan proses facing, kecepatan spindel pada saat
rouging lebih kecil dibandingkan dengan pada saat proses finshing.
Sedangkan kecepatan makan pada saat proses rouging lebih besar dari
pada saat finishing. Hal ini dilakukan untuk menghaluskan permukaan
pada saat finishing, dan juga untuk menjaga agar pahat tidak patah saat
melakukan proses turning.
Pada proses ini, waktu yang digunakan pada saat praktikum lebih kecil
dari waktu yang ada pada teori. Kemungkinan yang sama juga menjadi
penyebab dari ketidaksesuaian ini.
4.2.1.2Analisa Proses Drilling
Proses drilling pada pembuatan poros bawah hidrotiller ini dilakukan
dengan menggunakan lathe. Proses ini dilakukan dengan menggunakan
pahat drill, namun mesin yang digunakan adalah lathe. Pada proses ini,
juga dilakukan pada bagian kanan dan bagian kiri dari benda kerja.
Laporan akhir praktikum Teknik Manufaktur I Kelompok 16
Laboratorium Inti Teknologi Produksi 122
Waktu yang digunakan dalam proses drilling ini memiliki perbedaan
dengan waktu yang tercatat pada saat praktikum. Namun selisih waktu
yang terjadi tidak lah terlalu besar.
4.2.1.3 Analisis Proses Sekrap
Proses sekrap dilakukan untuk membuat permukaan prismatik pada
benda kerja. Dalam proses ini, kecepatan gerak pahat yang dipakai
adalah 45 langkah/menit. Sedangkan untuk kedalaman, kedalaman
potonng yang dipakai adalah 0,3& 0,2 beberapa kali untuk proses
rouging. Kedalaman potong terbesar yang dapat digunakan 0,3 karena
mata pahat yang kami gunakan adalah mata pahat HSS, sehingga tidak
dapat menggunakan kedalaman potong yang terlalu besar, untuk
menjaga agar pahat tidak patah.
Dalam melakukan proses ini kami melakukan beberapa kesalahan, yaitu
lupa menekan tombol otomatis gerak makan, sehingga benda kerja kami
menjadi cacat
Pada proses ini, waktu yang digunakan bervariasi. Ada tahap yang
waktunya sama dengan waktu teoritis dan ada waktunya yang berbeda
tipis dengan waktu teoritis. Penyebab ini mungkin sama dengan
penyebab proses bubut. Cacat pada material yang mungkin menjadi
penyebab material utama pada ketidak sesuaian waktu ini.
4.2.1.4 Analisis Proses Pembuatan Ulir
Dalam pembuatan ulir pada praktikum ini, kami membuat ulir dalam dan
ulir luar. Pada pembuatan ulir dalam, proses yang diguanakan adalah
proses tapping. Sedangkan, proses yang digunakan untuk membuat ulir
luar adalah proses turning, dengan memanfaatkan kecepetan makan yang
tinggi dan putaran spindel yang relatif rendah, sehingga permukaan yang
dipotong menjadi berulir.
Terdapatnya dua puncak ulir. Hal ini terjadi akibat adanya keslahan
sewaktu menjalankan pahat pada saat proses pembuatan ulir luar.
Ketidak tepatan timing penjalanan gerak makan pahat dengan putaran
spindel menyebabkan terjadinya kesalahan dalam pemotongan, dan
membuat puncak ulir menjadi dua buah.


BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari prktikum yang yelah dilakukan, dapat diperoleh kesimpulan, yaitu:
1. Gambar teknik merupakan parameter yang digunakan dalam menentukan
bentuk benda kerja yang akan dibuat, dan menjadi penentu kualitas untuk
produk yang sudah dibuat.
2. Keefektifan waktu dalam pembuatan produk dipengaruhi oleh perencanaan
urutan proses manufaktur yang dilakukan.
3. Dalam pembuatan poros hidrotiller dapat digunakan mesin bubut dan
mesin sekrap.
4. Produk yang dihasilkan oleh mesin bubut berbentuk silindrik, sedangkan
prosuk yang dihasilkan oleh mesin sekrap berbentuk prismatik.
5. Kecepatan pemotongan dan pemakanan pada saat proses menentukan ke-
efisienan waktu pengerjaan produk.
6. Jenis pahat menentukan ke-efisienan waktu pengerjaan.
7. Kecepatan makan dan kecepatan spindel pada mesin bubut mempengaruhi
kekasaran pada produk.
8. Waktu pengerjaan yang dilakukan belum cukup efektif (tteori>tpraktikum).
LaporanakhirpraktikumTeknikManufaktur I Kelompok I6
Laboratorium Inti Teknologi Produksi 126
5.2 Saran
Untuk kelancaran praktikum selanjutnya, maka dapat disarankan pada
praktikan agar:
1. Melakukan pengukuran yang lebih teliti dan secara seksama untuk
mendapatkan produk dengan kualitas yang lebih baik
2. Telah menguasai materi dan prosedur praktikum sebelum memasuki
laboratorium.
3. Sebelum praktikum dimulai semua kondisi mesin perkakas harus diperiksa
apakah telah berada dalam kondisi yang baik.
4. Lebih mengenal dan mengusai karakteristik mesin-mesin perkakas.
5. Lebih teliti dalam mengoperasikan mesin perkakas, dan dalam menggunakan
alat ukur agar diperoleh geometri produk sesuai dengan yang direncanakan.
6. Mesin-mesin produksi yang akan digunakan dalam praktikum di set up
terlebih dahulu, agar produk yang dihasilkan lebih baik kualitasnya dan
waktu kerja lebih efisien karena tidak adalagi waktu tunggu yang disebabkan
oleh perbaikan mesin pada saat praktikum.
7. Lebih teliti dan lebih hati – hati dalam membaca gambar agar tidak terjadi
kesalahan dalam pembuatan produk.
8. Mengikuti urutan pengerjaan yang sesuai dengan ketentuan agar produk yang
dihasilkan sesuai dengan yang diinginkan.
9. Segera bertanya pada asisten bila ada hal – hal yang kurang dimengerti.
DAFTAR PUSTAKA
Giesecke, Frederick E, dkk. 2000. Gambar Teknik edisi 11. Erlangga: Jakarta
Rochim, Taufiq. 1993, Teori dan Teknologi Proses Pemesinan.Institut Teknologi
Bandung: Bandung
Sato, G.Takeshi dan Hartanto, N.Sugiarto.1992.Menggambar Mesin Menurut
Stadar ISO. PT Pradaya Paramita : Jakarta
Sutanto, Agus . Buku Petunjuk Praktikum Proses Produksi I. 1997.Universitas
Andalas: Padang
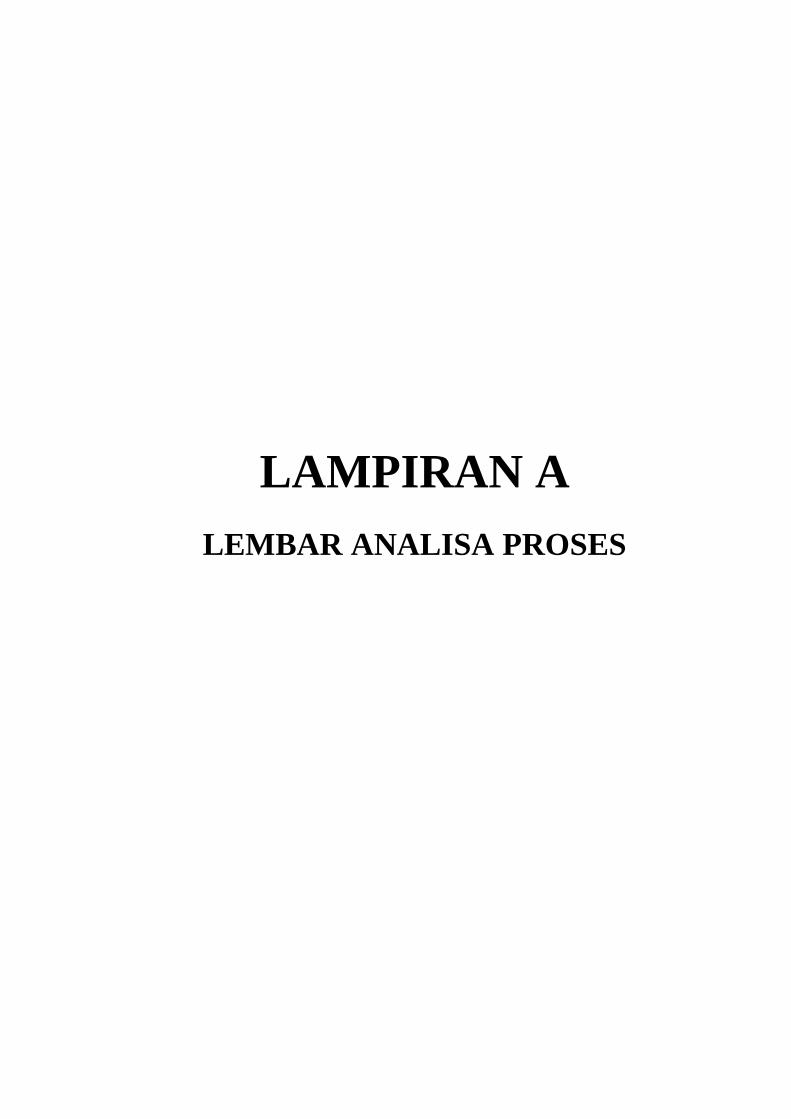
LAMPIRAN A
LEMBAR ANALISA PROSES
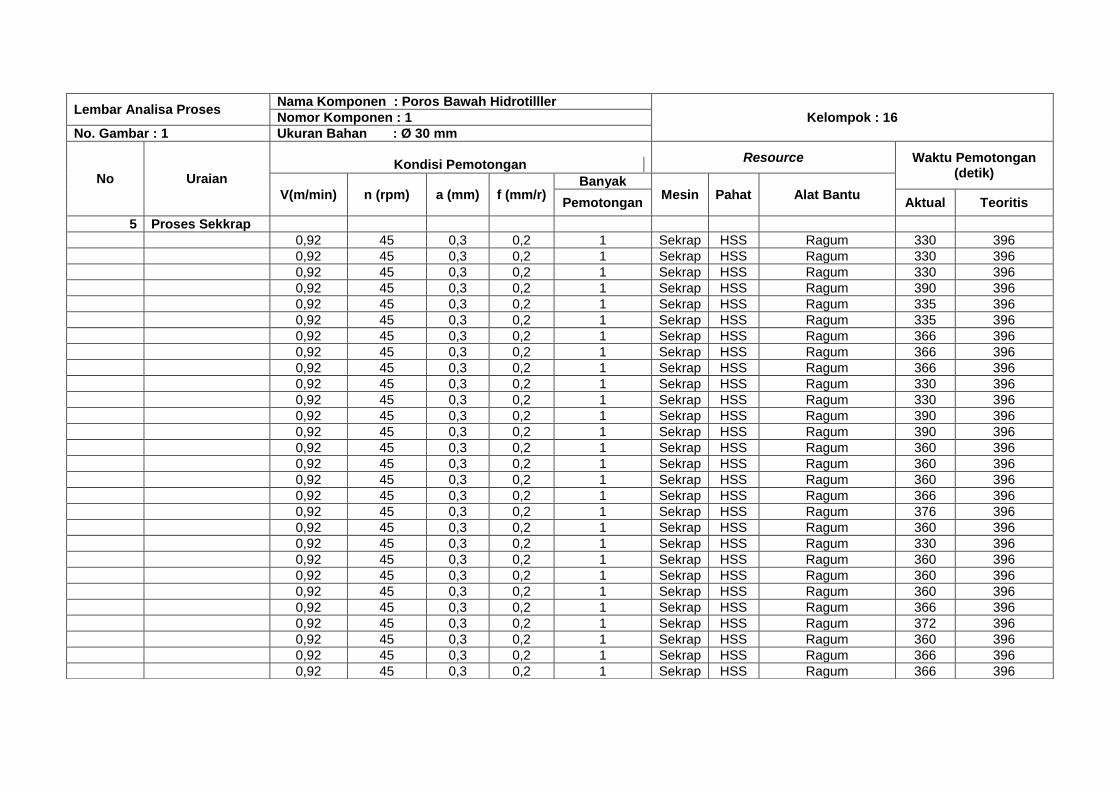
Lembar Analisa Proses Nama Komponen : Poros Bawah Hidrotilller
Kelompok : 16 Nomor Komponen : 1
No. Gambar : 1 Ukuran Bahan : Ø 30 mm
No Uraian
Kondisi Pemotongan
Resource Waktu Pemotongan (detik)
V(m/min) n (rpm) a (mm) f (mm/r) Banyak
Mesin Pahat Alat Bantu Pemotongan Aktual Teoritis
5 Proses Sekkrap
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 390 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 335 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 335 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 390 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 390 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 376 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 372 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 360 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396

Lembar Analisa Proses Nama Komponen : Poros Bawah Hidrotilller
Kelompok : 16 Nomor Komponen : 1
No. Gambar : 1 Ukuran Bahan : Ø 30 mm
No Uraian
Kondisi Pemotongan
Resource Waktu Pemotongan (detik)
(m/min)
n (rpm)
a (mm)
f (mm/r)
Banyak Pemotongan
Mesin Pahat Alat
Bantu Aktual Teoritis
1 Proses Facing 1
Roughing 24,49 260 0,1 0,1 1 Bubut HSS Chuck 69 40,8
24,49 260 0,1 0,1 1 Bubut HSS Chuck 68 40,8
24,49 260 0,1 0,1 1 Bubut HSS Chuck 66 40,8
24,49 260 0,1 0,1 1 Bubut HSS Chuck 67 40,8
24,49 260 0,1 0,1 1 Bubut HSS Chuck 68 40,8
24,49 260 0,1 0,1 1 Bubut HSS Chuck 66 40,8
Dibuat oleh : Kelompok 16 Diperiksa : Trias Bastenov Monda Tanggal : Desember 2011 Lembar 1 dari 5 lembar
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 367 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 330 396
0,92 45 0,3 0,2 1 Sekrap HSS Ragum 366 396
Dibuat oleh : Kelompok 16 Diperiksa : Trias Bastenov Monda
Tanggal : Desember 2011 Lembar 5 dari 5
lembar
cv
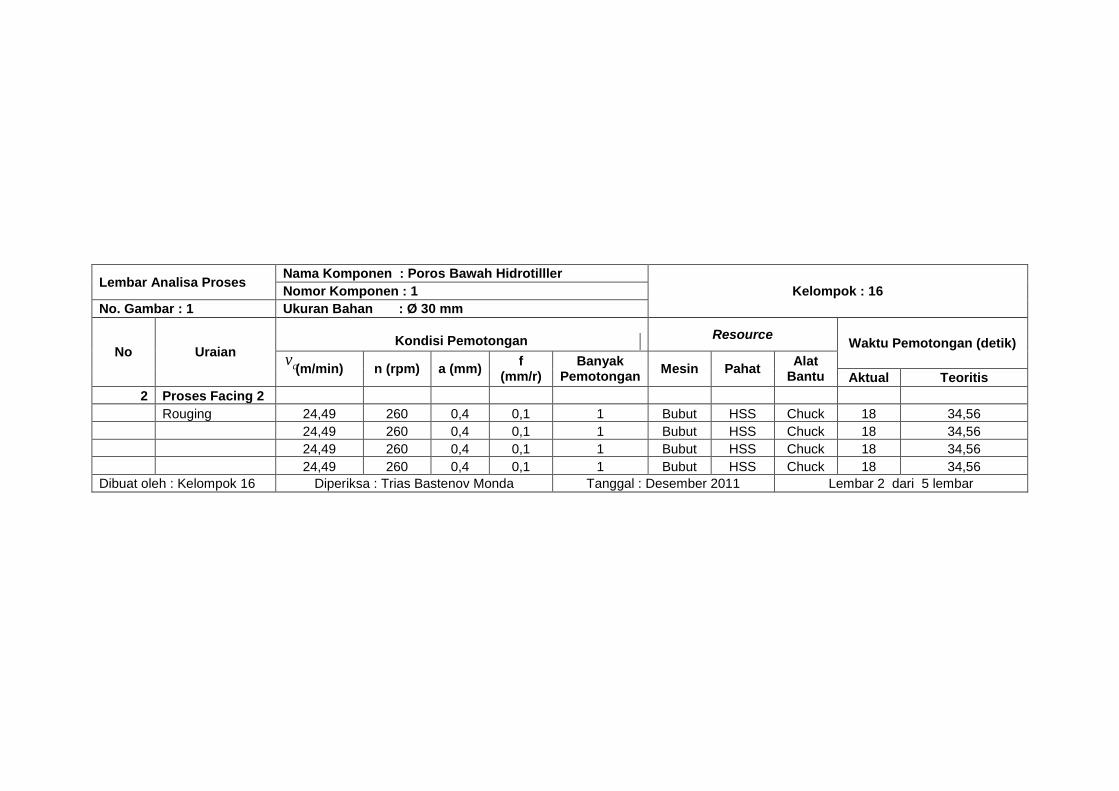
Lembar Analisa Proses Nama Komponen : Poros Bawah Hidrotilller
Kelompok : 16 Nomor Komponen : 1
No. Gambar : 1 Ukuran Bahan : Ø 30 mm
No Uraian
Kondisi Pemotongan
Resource Waktu Pemotongan (detik)
(m/min) n (rpm) a (mm) f
(mm/r) Banyak
Pemotongan Mesin Pahat
Alat Bantu Aktual Teoritis
2 Proses Facing 2
Rouging 24,49 260 0,4 0,1 1 Bubut HSS Chuck 18 34,56
24,49 260 0,4 0,1 1 Bubut HSS Chuck 18 34,56
24,49 260 0,4 0,1 1 Bubut HSS Chuck 18 34,56
24,49 260 0,4 0,1 1 Bubut HSS Chuck 18 34,56
Dibuat oleh : Kelompok 16 Diperiksa : Trias Bastenov Monda Tanggal : Desember 2011 Lembar 2 dari 5 lembar
cv
Lembar Analisa Proses Nama Komponen : Poros Bawah Hidrotilller
Kelompok : 16 Nomor Komponen : 1
No. Gambar : 1 Ukuran Bahan : Ø 30 mm
No Uraian
Kondisi Pemotongan Resource Waktu Pemotongan (detik)
(m/min)
n (rpm) a (mm) f
(mm/r)
Banyak Mesin Pahat
Alat Bantu Pemotongan Aktual Teoritis
3 Proses Turning 1
Rouging 23,14 260 0,3 0,1 1 Bubut HSS Chuck 128,4 46,2
23,14 260 0,3 0,1 1 Bubut HSS Chuck 126,6 46,2
23,14 260 0,3 0,1 1 Bubut HSS Chuck 126,6 46,2
23,14 260 0,3 0,1 1 Bubut HSS Chuck 127,2 46,2
23,14 260 0,3 0,1 1 Bubut HSS Chuck 127,2 46,2
23,14 260 0,3 0,1 1 Bubut HSS Chuck 126,6 46,2
23,14 260 0,3 0,1 1 Bubut HSS Chuck 126,6 46,2
Finishing 48,07 540 0,2 0,03 1 Bubut HSS Chuck 210 444,36
48,07 540 0,2 0,03 1 Bubut HSS Chuck 215 444,36
Dibuat oleh : Kelompok 16 Diperiksa : Trias Bastenov Monda Tanggal : Desember 2011 Lembar 3 dari 5 lembar
cv

Lembar Analisa Proses Nama Komponen : Poros Bawah Hidrotilller
Kelompok : 16 Nomor Komponen : 1
No. Gambar : 1 Ukuran Bahan : Ø 30 mm
No Uraian
Kondisi Pemotongan Resource Waktu Pemotongan (detik)
(m/min)
n (rpm) a
(mm) f
(mm/r)
Banyak Mesin Pahat
Alat Bantu Pemotongan Aktual Teoritis
4 Proses Turning 2
Rouging 23,47 260 0,4 0,3 1 Bubut HSS Chuck 264 107
23,47 260 0,4 0,3 1 Bubut HSS Chuck 240 107
23,47 260 0,4 0,3 1 Bubut HSS Chuck 240 107
23,47 260 0,4 0,3 1 Bubut HSS Chuck 236 107
23,47 260 0,4 0,3 1 Bubut HSS Chuck 242 107
Finishing 48,74 540 0,3 0,03 1 Bubut HSS Chuck 381 162,16
48,74 540 0,2 0,03 1 Bubut HSS Chuck 381 162,16
Dibuat oleh : Kelompok 16 Diperiksa : Trias Bastenov Monda Tanggal : Desember 2011 Lembar 4 dari 5 lembar
cv
LAMPIRAN B
GAMBAR PRODUK
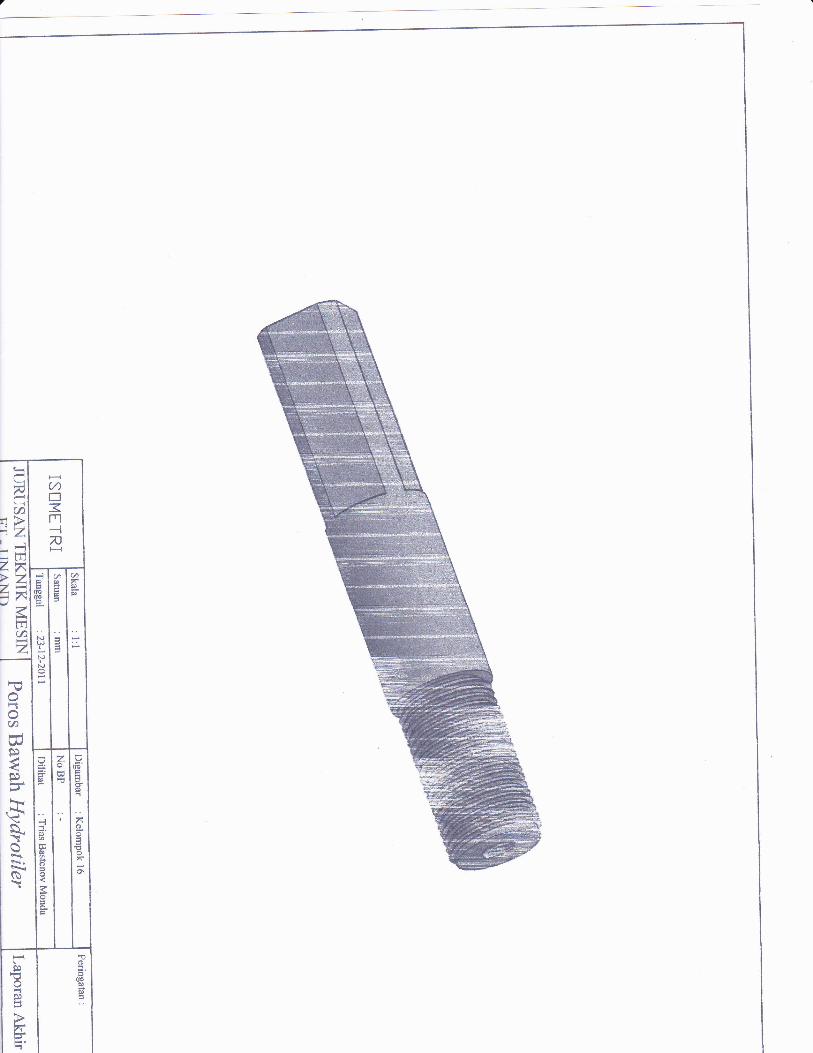
ql
F]\4
I(n
z*lHt(2,t(tdaz
(,/)tf=rrl-lnH
.'lptEr@D
;l.Jl'.)
(,
o
a'(ptc
FUIolFtlolalwlsDl{lFe
s+o:1.G\
p
,.1
N
Foo?!tp
zotp
0esdF
^o
3
Oi
t-!DfdoBs)P
P,fiJr_t
'!o
oqe

ffi'
il
@l
tr-1<t
TI
Ic'z>zI
D,Ia!O6A
F
I
Nt,
t\ro
tno
of
a3
(,Fos
to3u
a0zo!/&1otfF(s-l
9't.or+
6'r'(D
?
zIFo7<
o
vlaolqs
a
!,o1;
\oo0e
a
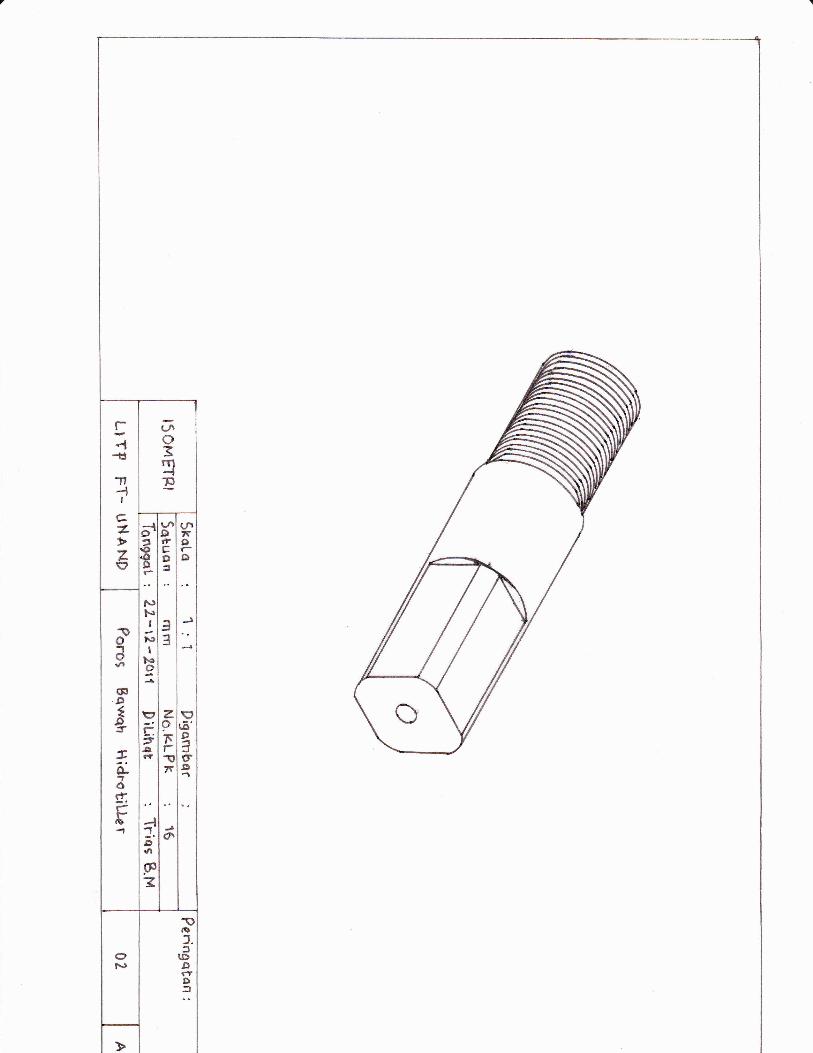
tr-lt'T'1I
Gzzv
t,03m1F
daoaD
:,\tFrI
6I
l.sI
\7
tA|l?
-11orrl
.trZ
EtfED3
33
z9isr!T
o\
(.'!7to-6'
J
j
r-)6',.o1q^9
aoa
s,.o7o5j-o-16t.F
a|\,
JO
i.3
\DDftD3
LAMPIRAN C
LEMBAR ASISTENSI
"."-, :=.. LAB'RAT'RIUM INrr TEKN'L'GI *R'DUKST( LI TP.IJURUSAN TEKNIK MESIN
--' i '= FAKuLTAS TEKr{rK ur"{I}lERSrrAS ANDALASr r rrr
-Y ^ Kampus Limau Manih PadangANDALAS
LEhTBARA|'{ A SISTENSI LAPORAN AKI{IRPRAKTIKUM TEKI\IK MAI{TIFAKTUR I
KELOMPOK : 16 tEnam belas)
NO Tanssal Catatan Paraf Asisten
I
L.
th
J l-lt-rat t
LL-:L - Ld\ .
23-t2 -Zort
2.3 'Q, -lotl
f4fl?Al. [.Datqi]{. ,b 1,4* ?d!,pegdrl, I*tutg,6 q4 A,[*'fr,
W+ !-J.i*h.t++ ( 'Jlec
-r
tF\^f+^- t/ ^l^A:-^- A ^l^+^-^iI )ill Lirt r\trt raul l ar 1 .n \rsrgllsl
Nama AnggotaParaf Asisten
1 2 J 4 5 6 Il. Maigi Saputra (101091101 1) ( v2. Ianggi Kelana { 101091 202 I )
3. Muhammad Alfabri P (101A912A24) v4. Mezi Satria (1010912048) v v5. Erik Selamat Yuraahito{1010913036 ) J
MengetahuiAsisten
Padang, Desember 201I