laporan uji bahan
TRANSCRIPT
BAB I
PENDAHULUAN
1.1 LATAR BELAKANG
Dalam ilmu teknik memerlukan pengetahuan tentang bahan dan mesin
pengolahnya. Setiap bahan agar dapat berfungsi secara maksimal, diperlukan
pengetahuan tentang sifat-sifat bahan tersebut. Bahan teknik dapat diketahui sifat-
sifatnya dengan cara menguji bahan tersebut dengan alat atau mesin.
Setiap komponen mesin mempunyai fungsi yang berbeda – beda, dimana
fungsi dan tujuannya juga berbeda-beda. Oleh karna itu perlu pengerjaan dan
perlakuan lebih lanjut dalam menyiapkan komponen yang sesuai dengan spesifikasi
yang akan di aplikasikan. Contohnya dengan cara melakukan uji bahan dalam
pengolahan bahan itu sendiri.
Sebagai pelajar khususnya mahasiswa jurusan teknik perkapalan yang belajar
di bidang teknik memerlukan pelajaran tentang bahan teknik. hal ini merupakan
pendalaman materi yang kelak akan bisa di terapkan di dunia perkapalan. Oleh karna
itu kunjungan dengan cara menyaksikan proses pengujian bahan sangat penting
dilakukan untuk memperdalam materi yang diterima.
1.2 TUJUAN DAN MANFAAT
Praktikum uji bahan bertujuan untuk :
Memperdalam materi uji bahan yang kita terima pada saat teori.
Mempelajari pengoprasian mesin uji bahan
Praktikum uji bahan bermanfaat untuk :
Dapat memperdalam ilmu pengujian materi
Dapat menguasai pengoprasian mesin uji bahan
Dapat memahami karakter dari bahan-bahan material
1.3 WAKTU PELAKSANAAN
Tanggal : 17 April 2013
Hari : Rabu
Lokasi : Labolatorium Politeknik Negri Semarang
1
BAB II
PEMBAHASAN
2.1 Pengujian Tarik Bahan
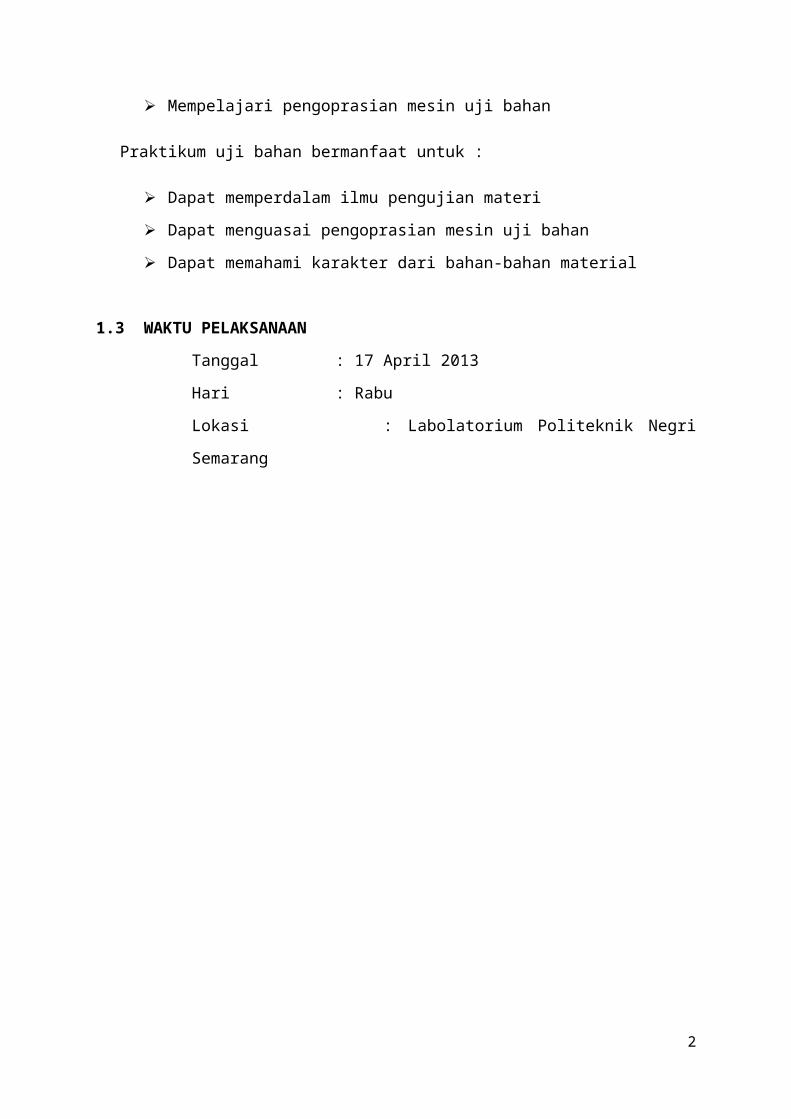
Proses pengujian tarik bahan bertujuan untuk mengetahui tegangan tarik
maksimum bahan. Bahan uji adalah bahan yang akan digunakan sebagai kontruksi ,
agar siap menerima pembebanan dalam bentuk tarikan. Pembebanan tarik yang
diberikan pada benda dengan memberikan gaya yang berlawanan pada benda dengan
arah menjauh dari titik tengah atau dengan memberikan gaya tarik pada salah satu
ujung benda dan ujung benda yang lain dikat .
Gambar 2.1 ( Mesin uji tarik )
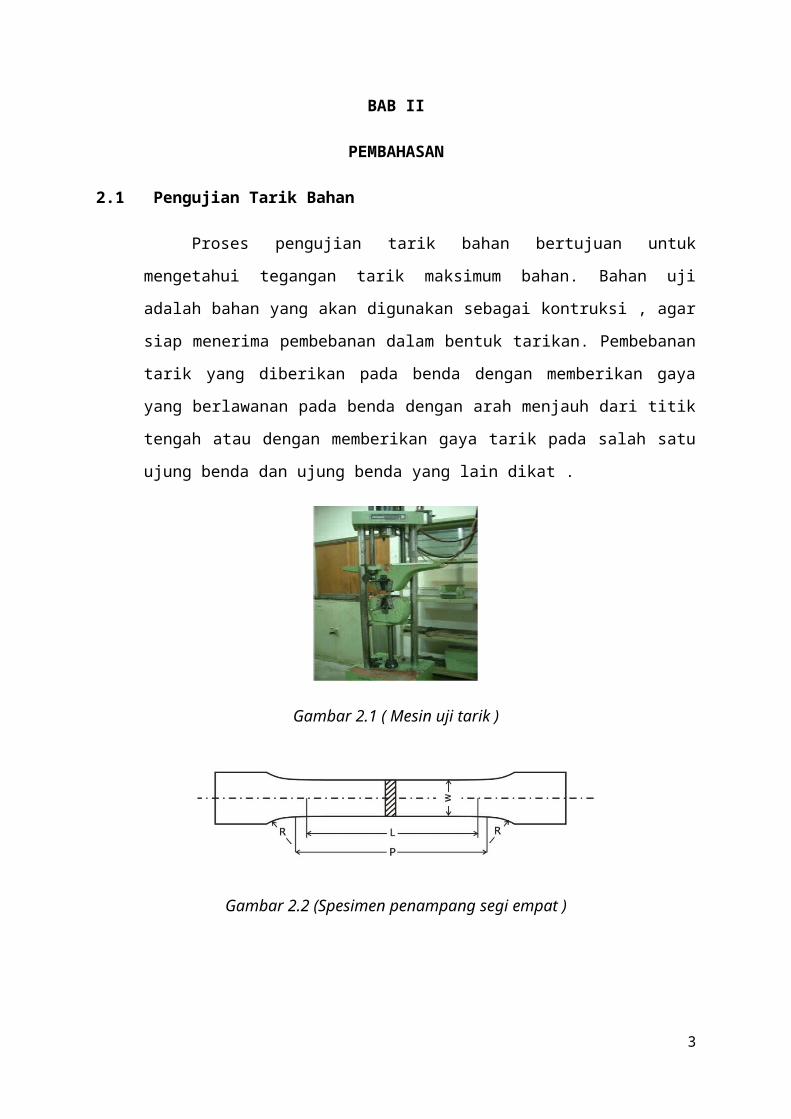
Gambar 2.2 (Spesimen penampang segi empat )
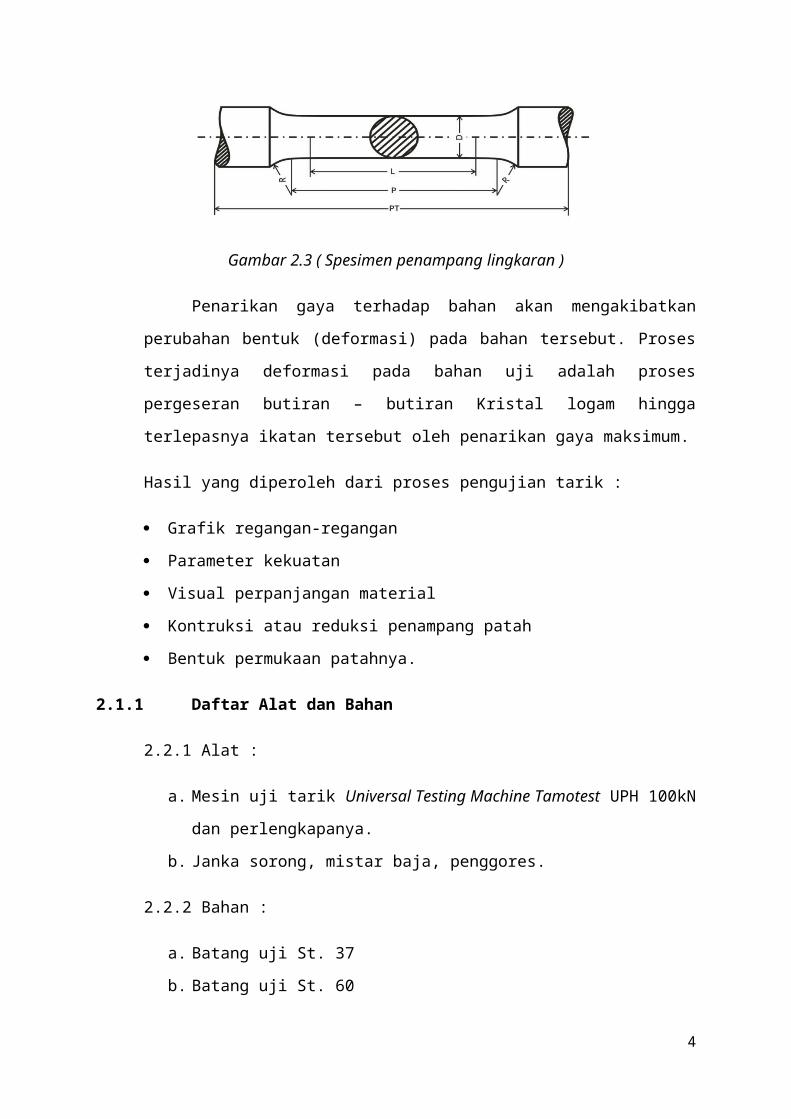
Gambar 2.3 ( Spesimen penampang lingkaran )
2
Penarikan gaya terhadap bahan akan mengakibatkan perubahan bentuk
(deformasi) pada bahan tersebut. Proses terjadinya deformasi pada bahan uji adalah
proses pergeseran butiran – butiran Kristal logam hingga terlepasnya ikatan tersebut
oleh penarikan gaya maksimum.
Hasil yang diperoleh dari proses pengujian tarik :
Grafik regangan-regangan
Parameter kekuatan
Visual perpanjangan material
Kontruksi atau reduksi penampang patah
Bentuk permukaan patahnya.
2.1.1 Daftar Alat dan Bahan
2.2.1 Alat :
a. Mesin uji tarik Universal Testing Machine Tamotest UPH 100kN dan
perlengkapanya.
b. Janka sorong, mistar baja, penggores.
2.2.2 Bahan :
a. Batang uji St. 37
b. Batang uji St. 60
2.1.2 Keselamatan Kerja
Hal yang perlu diperhatikan selama bekerja menggunakan mesin uji tarik :
a. Pilih sekala gaya yang benar
b. Pilih rahang penjepit yang sesuai dengan diameter yang dijepit. Pemilihan
rahang yang tidak tepat menyebabkan jepitan menjadi tergelincir atau
sebaliknya rahang dapat retak akibat beban lebih yang diterimanya.
c. Roda tangan (7) selalu harus dinolkan lagi setelah benda uji putus.
d. Matikan mesin jika tidak diperlukan.
3
2.1.3 Langkah Kerja
1. Buatlah dua goresan pada bagian tengah batang uji sepanjag Lo dan bagi 10
bagian yang sama denggan penggores denggan penggoresan yang jelas.
2. Pilih skala maksimum yang relevan dengan batang uji dengan pedoman gaya =
tegangan x luas penampang. Terdapat 3 skala pilihan gaya maksimum, 20, 50 dan
100 kN.
3. Putar sekala utama (1) pada posisi 1.
4. Hidupkan system hidrolik dengan menekan tombol ON (2) sehingga lampu pilot
(3) menyala.
5. Biarkan beberapa menit (kurang lebih 10 menit) sebagai pemanasan awal.
6. Dalam keadaan darurat matikan mesin dengan menekan tombol (4).
7. Untuk menaikkan klem atas (5) tekan tuas tangan (6) keposisi maksimum. Jika
dikehendaki kecepatanya teratur, putar roda tangan (7) ke kanan.
8. Untuk menurunkanya tekanlah tombol tekan (8) atau memutar stop cock (9) ke
kiri.
9. Untuk menaikturunkan klem bawah (10) cukum dengan memutar roda tangan
dibawahnya.
10. Jepit batang uji pada klem atas dan bawah agar batang uji dapat terjepit dan timbul
tegangan. Tekanlah tuas pada klem bawah kebawah paa awal tarikan.
11. Tarikan sebaliknya dilakukan secara perlahan, dengan memutar roda tangan (7)
berdasarkan angka yang ada. Sebagai pedoman sebelum mencapai batas mulur,
kecepatan uji diatur jangan melebihi 1 kgf/mm2/s (9,8 N/mm2/s).
12. Besarnya gaya tarik dapat dibaca langsung pada sekala (11), sesuai dengan
penunjukan jarum.
13. Putarlah roda tangan (7) ke kiri hingga anka 0.
14. Cacatlah besarnya gaya tarik pada lembar data pengujian.
15. Untuk mengambil batang uji yang telah putus bukalah rahang penjepit atas dan
bawah dengan menekan tuas yang ada.
16. Matikan mesin dengan dengan menekan tombol OFF (4)
17. Letakan batang uji diatas meja dan satukan batang uji yang telah putus tadi. Dan
mengukur L1 dan diameter leher pada bagian putus d1.
18. Melakukan perhitungan tangan, regangan, % reduksi penampang dengan rumus
yang ada.
4
19. Jika batang uji mewakili sejumlah bahan yang sama dan ukuran batang uji juga
sama, maka hasil dirata-rata. Hasil yang dirata-rata inilah yag mewakili bahan
yang akan diuji.
20. Kasus khusus dimana digunakan diameter batang uji yang lain maka gaya tarik
maksimum dapat diprediksi dengan diagram pencar.
2.2 Rockwell Hardness Tester
Rockwell Hardness Tester digunakan untuk mengukur kekerasan logam
mengukur ketahanan terhadap penetrasi seperti tes Brinell, tetapi dalam kasus
Rockwell, kedalaman kesan diukur daripada daerah diametral. Dengan tester
Rockwell, kekerasan ditunjukkan langsung pada skala yang tersambung ke komputer.
Dial seperti skala benar-benar mengukur kedalaman, lulus pada unit khusus. Rockwell
Hardness Test adalah yang paling sering digunakan dan serbaguna dari tes kekerasan.
Gambar 2.4 ( Rockwell Hardness Tester )
Gambar 2.5 ( Penetrator )
5
Hardness atau kekerasan telah banyak didefinisikan sebagai resistensi terhadap
penetrasi lokal, menggaruk, permesinan, aus atau abrasi, dan menghasilkan.
Banyaknya definisi, dan keragaman yang sesuai instrumen mengukur kekerasan,
bersama dengan kurangnya definisi yang mendasar, menunjukkan kekerasan yang
mungkin tidak sifat dasar material, melainkan satu komposit termasuk kekuatan luluh,
bekerja pengerasan, kekuatan tarik benar , modulus elastisitas, dan lainnya.
Dalam metode Rockwell dari pengujian kekerasan, kedalaman penetrasi
sebuah indentor bawah kondisi uji tertentu sewenang-wenang ditentukan. Indentor ini
dapat berupa bola baja dari beberapa diameter tertentu atau kerucut berlian berujung
bulat 120 ° sudut dan jari-jari 0,2 mm ujung, disebut Brale. Jenis indentor dan beban
uji menentukan skala kekerasan (A, B, C, dll).
Sebuah beban kecil 10 kg pertama diterapkan, yang menyebabkan penetrasi
awal dan memegang indentor di place. Kemudian, dial diatur ke nol dan beban utama
diterapkan. Setelah penghapusan beban utama, pembacaan kedalaman diambil
sedangkan beban kecil masih menyala. Jumlah kekerasan kemudian dapat dibaca
langsung dari skala.
2.3 Hardening Process
Setiap parts atau component mempunyai fungsi yang berbeda-beda sehingga
beban yang di alaminya juga berbeda karena itu perlu pengerjaan dan perlakuan lebih
lanjut.Karena itu untuk merubah karakteristik logam sehingga dapat memenuhi
tuntutan dalam pemakaiannya, dilakukan berbagai perlakuan seperti :
1. deformasi plastis
2. penambahan unsur paduan
3. pelapisan
4. perlakuan panas (heat treatment)
6
Gambar 2.6 ( Hardening )
2.3.1 Heat Treatment
HEAT TREATMENTsecara umum adalah memanaskan logam pada suhu
tertentu dengan kecepatan pemanasan tertentu kemudian didiamkan dalam jangka
waktu tertentu dan didinginkan dengan kecepatan pendinginan tertentu. Pada proses
perlakuan panas sifat sifat mekanis logam dapat berubah karena terjadinya beberapa
perubahan mikrostruktur, perubahan fasa, terbentuknya presipitat, perubahan ukuran
butir, perubahan kandungan unsur kimia tertentu, terbentuknya karbida, dll.
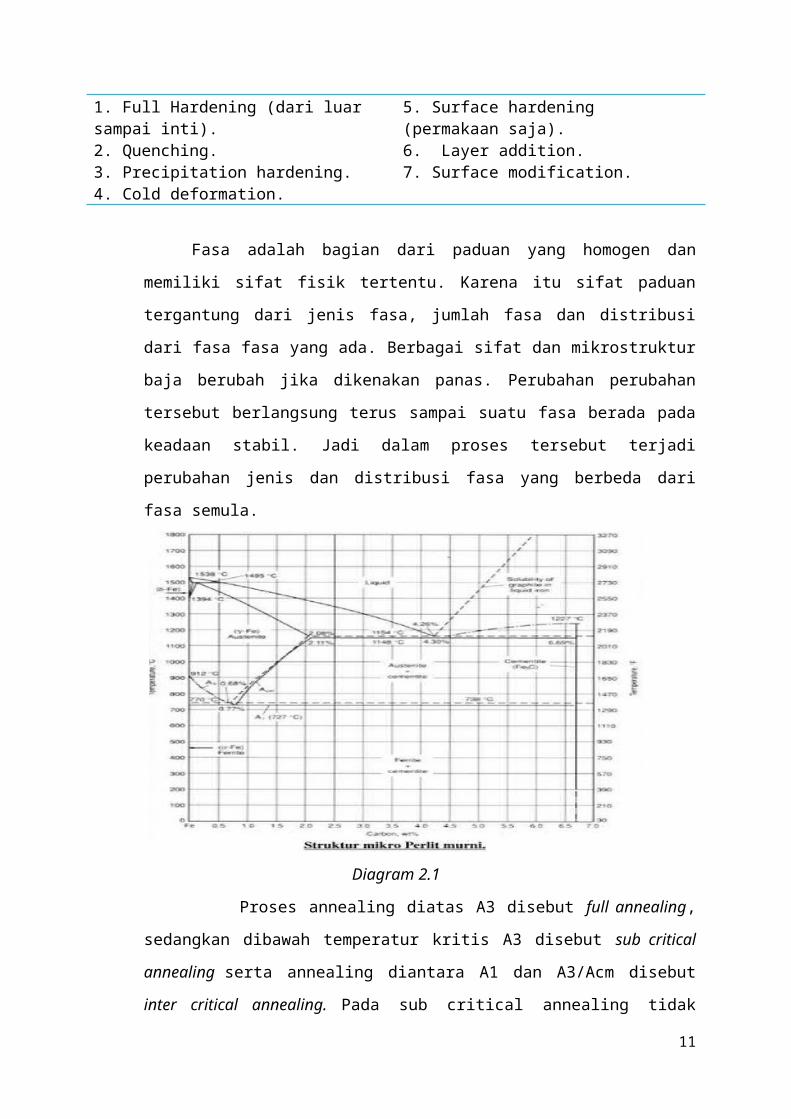
Gambar 2.7(Prinsip heat treatment )
HARDENING TERDIRI DARI :1. Full Hardening (dari luar sampai inti).2. Quenching.3. Precipitation hardening.4. Cold deformation.
5. Surface hardening (permakaan saja).6. Layer addition.7. Surface modification.
7

Fasa adalah bagian dari paduan yang homogen dan memiliki sifat fisik
tertentu. Karena itu sifat paduan tergantung dari jenis fasa, jumlah fasa dan distribusi
dari fasa fasa yang ada. Berbagai sifat dan mikrostruktur baja berubah jika dikenakan
panas. Perubahan perubahan tersebut berlangsung terus sampai suatu fasa berada pada
keadaan stabil. Jadi dalam proses tersebut terjadi perubahan jenis dan distribusi fasa
yang berbeda dari fasa semula.
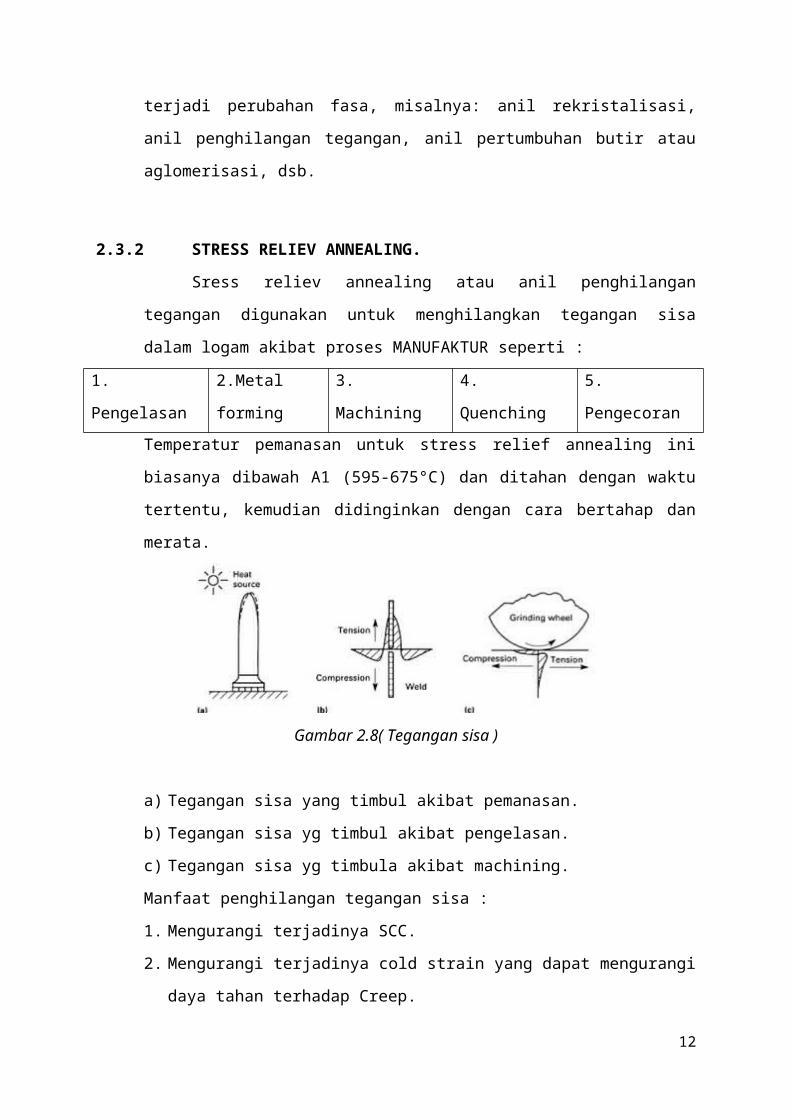
Diagram 2.1
Proses annealing diatas A3 disebut full annealing, sedangkan dibawah
temperatur kritis A3 disebut sub critical annealing serta annealing diantara A1 dan
A3/Acm disebut inter critical annealing. Pada sub critical annealing tidak terjadi
perubahan fasa, misalnya: anil rekristalisasi, anil penghilangan tegangan, anil
pertumbuhan butir atau aglomerisasi, dsb.
2.3.2 STRESS RELIEV ANNEALING.
Sress reliev annealing atau anil penghilangan tegangan digunakan untuk
menghilangkan tegangan sisa dalam logam akibat proses MANUFAKTUR seperti :
1. Pengelasan 2.Metal forming 3. Machining 4. Quenching 5. Pengecoran
Temperatur pemanasan untuk stress relief annealing ini biasanya dibawah A1 (595-
675°C) dan ditahan dengan waktu tertentu, kemudian didinginkan dengan cara
bertahap dan merata.
8
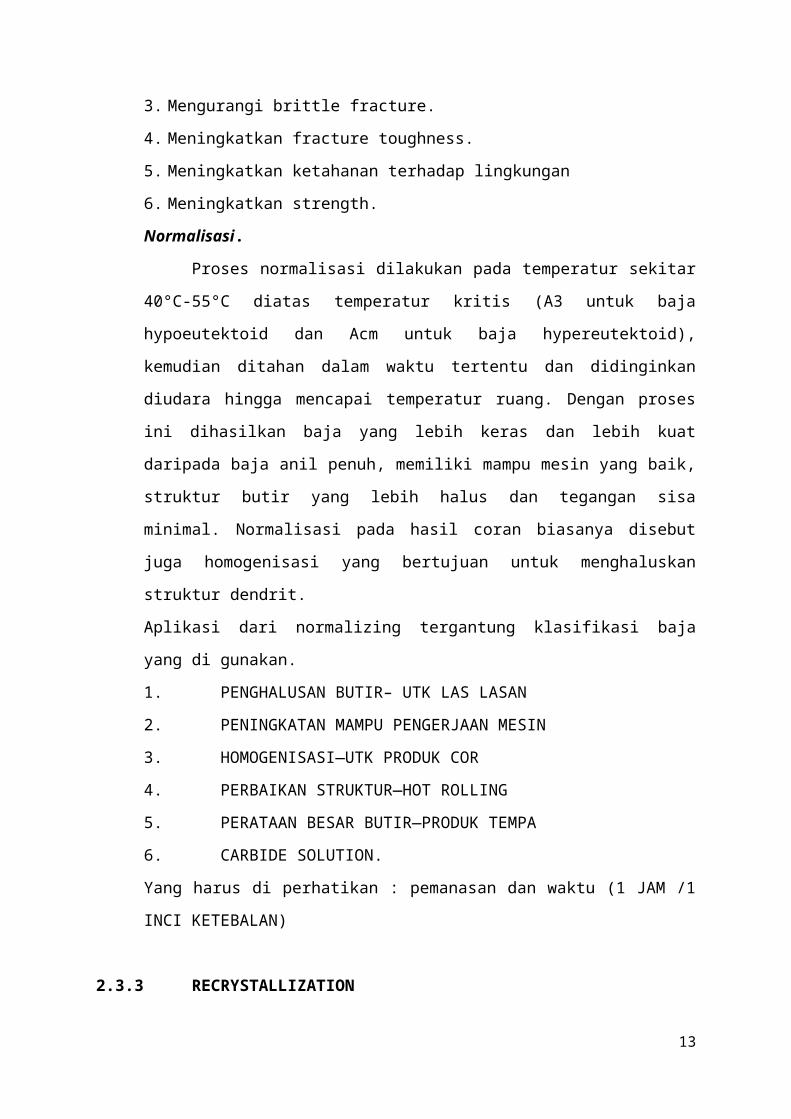
Gambar 2.8( Tegangan sisa )
a) Tegangan sisa yang timbul akibat pemanasan.
b) Tegangan sisa yg timbul akibat pengelasan.
c) Tegangan sisa yg timbula akibat machining.
Manfaat penghilangan tegangan sisa :
1. Mengurangi terjadinya SCC.
2. Mengurangi terjadinya cold strain yang dapat mengurangi daya tahan terhadap
Creep.
3. Mengurangi brittle fracture.
4. Meningkatkan fracture toughness.
5. Meningkatkan ketahanan terhadap lingkungan
6. Meningkatkan strength.
Normalisasi.
Proses normalisasi dilakukan pada temperatur sekitar 40°C-55°C diatas
temperatur kritis (A3 untuk baja hypoeutektoid dan Acm untuk baja hypereutektoid),
kemudian ditahan dalam waktu tertentu dan didinginkan diudara hingga mencapai
temperatur ruang. Dengan proses ini dihasilkan baja yang lebih keras dan lebih kuat
daripada baja anil penuh, memiliki mampu mesin yang baik, struktur butir yang lebih
halus dan tegangan sisa minimal. Normalisasi pada hasil coran biasanya disebut juga
homogenisasi yang bertujuan untuk menghaluskan struktur dendrit.
Aplikasi dari normalizing tergantung klasifikasi baja yang di gunakan.
1. PENGHALUSAN BUTIR– UTK LAS LASAN
2. PENINGKATAN MAMPU PENGERJAAN MESIN
3. HOMOGENISASI—UTK PRODUK COR
4. PERBAIKAN STRUKTUR—HOT ROLLING
5. PERATAAN BESAR BUTIR—PRODUK TEMPA
6. CARBIDE SOLUTION.
9
Yang harus di perhatikan : pemanasan dan waktu (1 JAM /1 INCI KETEBALAN)
2.3.3 RECRYSTALLIZATION
Selain fasa fasa tersebut diatas, baja mempunyai fasa lain yang dihasilkan dari
proses transformasi dengan perlakuan panas, fasa tersebut ialah martensit dan bainit.
MARTENSIT adalah suatu struktur yang keras dan rapuh yang antara lain terbentuk
bila baja didinginkan secara cepat dari temperatur austenit dengan suatu proses
hardening yaitu QUENCHING.
Gambar 2.9( Kristal logam )
PENGERTIAN HARDNESS adalah Kemampuan material untuk menahan deformasi
pada daerah permukaan
METODE : Goresan (Mineralogi dan mohs scale), Pantulan, Pembebanan atau
penjejakan
10
Gambar 2.10( Terbentuknya martensit )
Karena perubahan temperatur pada proses quenching berlangsung cepat, maka
waktu yang dibutuhkan oleh karbon untuk berdifusi keluar dari austenit tidak cukup,
sehingga atom atom karbon terperangkap dan menghalangi transformasi normal dari
FCC ke BCC dan kristal FCC kemudian menjadi BCT (Body Centered Tetragonal),
karena itu transformasi yang terjadi dari austenit ke martensit tanpa melalui suatu
proses difusi tetapi terjadi karena adanya pembalikan Kristal Bainit juga salah satu
bentuk transformasi austenit jika didinginkan dengan kondisi kontinu atau isotermal
antara daerah pembentukan perlit dan martensit. Bainit ini memiliki mode
transformasi dan struktur mirip dengan perlit dan martensit. Disebut mirip dengan
perlit karena bainit merupakan campuran dari fasa ferit dan sementit, oleh karena itu
dikendalikan oleh difusi dari karbon antara ferit dan sementit. Namun disini ferit dan
sementit tidak berbentuk lamel. Disebut mirip dengan martensit karena ferit dan
sementit pada bainit berbentuk plate dan lath seperti bentuk martensit.
2.3.4 PENGARUH UNSUR PADUAN TERHADAP SIFAT BAJA.
1. Karbon (C) : adalah unsur pengeras yang dominan
2. Mangan (Mn) : Meningkatkan kekuatan dan kekerasan terutama disebabkan
terjadinya penguatan pada fasa ferit. Mn juga berfungsi sebagai deoksidator, yaitu
mengikat sulfur membentuk senyawa MnS yang titik cairnya lebih tinggi dari titik
cair baja, sehingga cenderung terperangkap sebagai inklusi. Mn juga berfungsi
mencegah terbentuknya ikatan sulfur dengan baja dalam bentuk FeS yang
11
mempunyai titik leleh lebih rendah dari baja, sehingga unsur Mn dapat mencegah
terjadinya kerapuhan pada suhu tinggi, terutama untuk baja yang beroperasi pada
suhu tinggi.
3. Silisium : berfungsi sebagai deoksidator, selain itu dapat meningkatkan kekuatan
tarik baja tanpa mengakibatkan penurunan pada sifat keuletannya. Hal ini dapat
terjadi karena unsur Si merupakan stabilisator sementit.
4. Phospor (P) : jika jumlah phospor dalam baja cukup besar dapat meningkatkan
kekuatan tarik dan kekerasan, tetapi keuletannya turun tajam dan bahkan dapat
mengakibatkan mudah terjadi retak dingin atau rapuh pada suhu rendah dan
sensitif terhadap beban kejut. Pada baja konstruksi kandungan phospor dibatasi
maksimum 0,05%.
5. Sulfur (S) : menurunkan sifat keuletan dan ketangguhan terhadap beban kejut.
Sulfur yang berlebihan akan bereaksi dengan Fe membentuk FeS yang
mempunyai titik leleh rendah. Untuk baja konstruksi, kandungan Sulfur dibatasi
maksimum 0,05%.
6. Aluminium (Al) : sebagai unsur deoksidator yang mengikat oksigen yang terdapat
pada cairan baja. Selain itu Al juga mudah mengikat Nitrogen membentuk
endapan nitrida yang cenderung mengendap di batas butir struktur baja, sehingga
sifat kekerasan baja meningkat.
7. Nikel (Ni) : meningkatkan kekuatan baja. Nikel bersama Cr dapat meningkatkan
ketahanan korosi dan ketahan panas baja. Adanya unsur Ni pada baja tidak
mengganggu sifat mampu las baja tersebut.
8. Chrom (Cr) : meningkatkan kekuatan. Cr meningkatkan ketahanan panas dan
ketahanan aus baja dan tahan korosi, tetapi sifat mampu lasnya menurun.
9. Tembaga (Cu) : meningkatkan kekuatan. Dalam jumlah kecil Cu dapat
meningkatkan ketahanan korosi baja. Cu tidak mempengaruhi sifat mampu las
baja.
10. Molebdenum (Mo) : meningkatkan kekuatantarik terutama pada temperatur tinggi
(creep), serta dapat memperbaiki sifat mampu lasnya. Mo juga berfungsi sebagai
stabilisator karbida, sehingga mencegah terbentuknya grafitisasi pada pemanasan
yang cukup lama.
11. Vanadium (V) : meningkatkan kekuatan tarik, terutama sifat hot hardness baja.
Vanadium merupakan unsur penstabil karbida dan dikombinasikan dengan Cr
12
diperoleh baja tahan panas, dan jika dikombinasikan dengan wolfram (W) dapat
dimanfaatkan sebagai baja perkakas.
12. Wolfram/Tungsten (W) : meningkatkan sifat kekuatan, kekerasan dan ketahanan
aus baja. Wolfram mempunyai kecenderungan yang kuat untuk membentuk
karbida, karena itu dimanfaatkan untuk pembuatan baja tahan panas.
13. Titanium (Ti) : merupakan elemen yang sangat keras, penstabil karbida, sebagai
elemen pemadu dalam stainless steel untuk meningkatkan ketahanan korosi
interkristalin. Selain itu titanium juga berfungsi sebagai penghalus butir kristal.
Pada proses pelakuan panas diperlukan suatu patokan untuk menentukan
proses pemanasan dan kecepatan pendinginan. Biasanya yang sering digunakan
sebagai pedoman tersebut ialah
diagram TTT ( Time Temperature Transformation)
diagram CCT (Continues Cooling Transformations).
Diagram TTT ialah suatu petunjuk transformasi logam yang menggambarkan
waktu awal dan akhir transformasi pada setiap temperatur pendinginan, sedangkan
diagram CCT adalah diagram yang menggambarkan tentang kecepatan pendinginan
dan fasa yang terbentuk ketika transformasi berlangsung.
Kedua diagram TTT dan CCT berbeda beda untuk setiap logam demikian pula
untuk logam yang sama diagram tersebut berbeda untuk setiap perubahan elemen
paduan. Artinya kedua diagram tersebut sangat dipengaruhi oleh komposisi kimia,
jadi diagram tersebut dapat bergeser ke kanan, ke kiri atau ke atas dan bawah,
sehingga fasa yang terjadi juga tergantung dari unsur paduannya.
Bentuk kurva TTT dan CCT tgtg pada :
- kadar karbon
- besar butir awal austenit
- unsur padauan
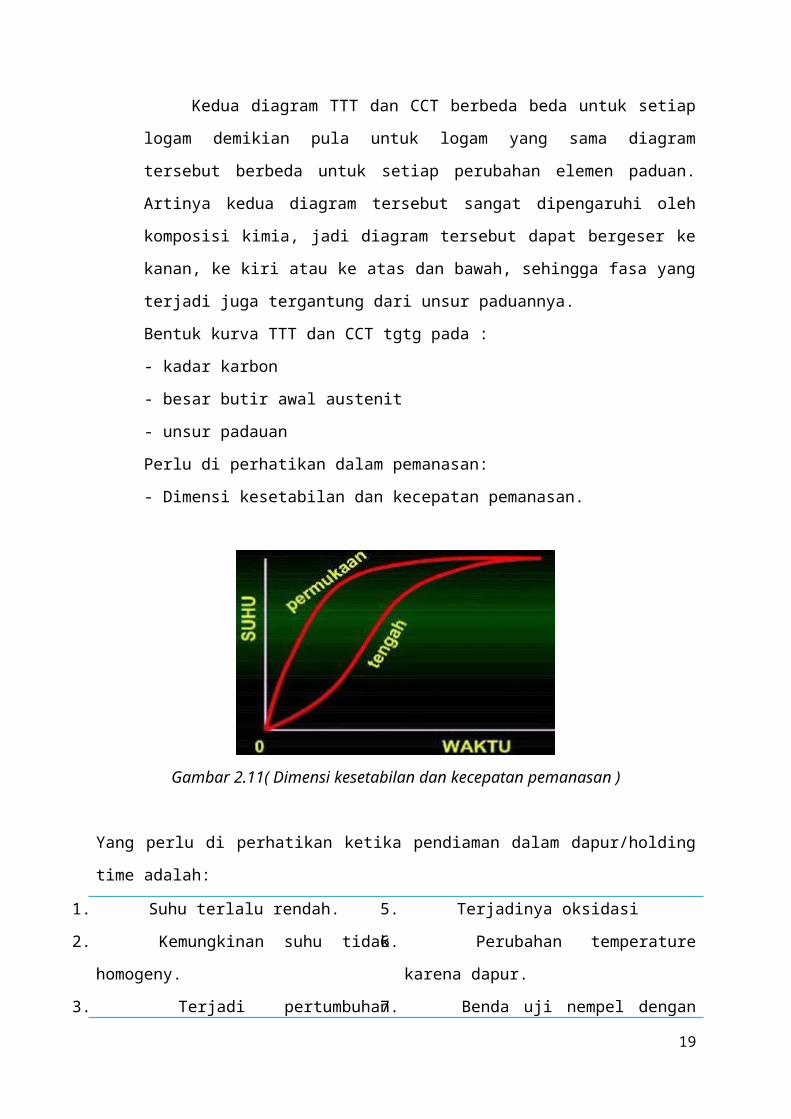
Perlu di perhatikan dalam pemanasan:
- Dimensi kesetabilan dan kecepatan pemanasan.
13
Gambar 2.11( Dimensi kesetabilan dan kecepatan pemanasan )
Yang perlu di perhatikan ketika pendiaman dalam dapur/holding time adalah:
1. Suhu terlalu rendah.
2. Kemungkinan suhu tidak homogeny.
3. Terjadi pertumbuhan butir.
4. Benda uji terdeformasi
5. Terjadinya oksidasi
6. Perubahan temperature karena dapur.
7. Benda uji nempel dengan yang lain
8. Pemborosan waktu dan energy.
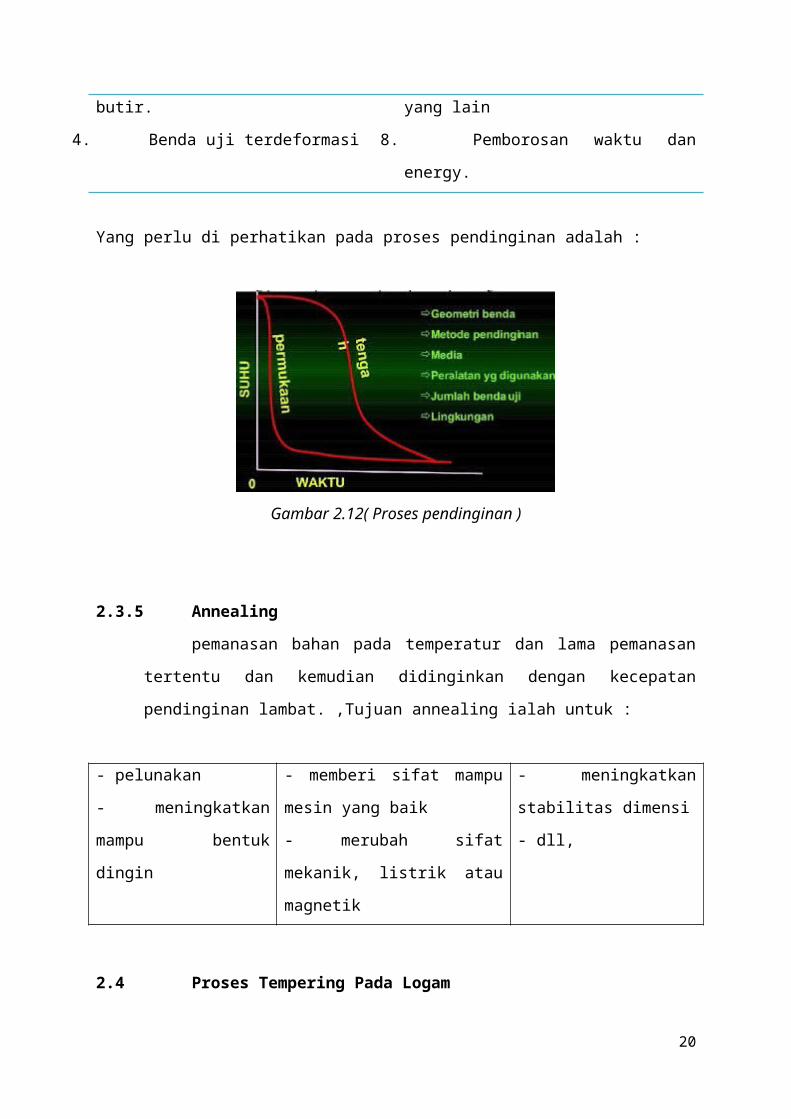
Yang perlu di perhatikan pada proses pendinginan adalah :
Gambar 2.12( Proses pendinginan )
2.3.5 Annealing
pemanasan bahan pada temperatur dan lama pemanasan tertentu dan kemudian
didinginkan dengan kecepatan pendinginan lambat. ,Tujuan annealing ialah untuk :
- pelunakan - memberi sifat mampu mesin - meningkatkan stabilitas
14
- meningkatkan mampu
bentuk dingin
yang baik
- merubah sifat mekanik, listrik
atau magnetik
dimensi
- dll,
2.4 Proses Tempering Pada Logam
Salah satu karakteristik dari hasil proses quenching adalah logam mejadi
rapuh, logam tidak memiliki keuletan yang cukup untuk sejumlah aplikasi. Selain itu
quenching menimbulkan tegangan sisa yang terbentuk selama pembentukan
martensit. Oleh karena itu proses hardening – quenching selalu di ikuti proses
tempering.
Perlakuan panas oleh tempering bertujuan untuk mengurangi tegangan sisa,
meningkatkan ketanguhan dan keuletan baja yang tela mengalami pengerasan
martensite. Selama proses tempering baja akan mengalami penurunan kekerasan dan
kekuatan. Namun sifat keuletan yang akan naik dan di ikuti penurunan kerapuhan.
Tegangan sisa yang terbentuk selama pembentukan fasa martensi ikut
berkembang.Pengurangan beban sisa menjadi sangat penting dalam penurunan
kerapuhan baja. Artinya tegangan sisa pada baja akan menyebabkan baja menjadi
rapuh atau getas.
Selama tempering berlangsung akan terjadi transformasi fasa-fasa yang
terbentuk selama proses quenching. Mekanisme transformasi fasa pada proses temper
terjadi dalam empat tahap.
Gambar 2.13 ( Tempering )
15
Tahapan Dan Mekanisme Dekomposisi Fasa Martensit
Tahap pertama, pada temperature 100 – 250 celcius terjadi pengendapan fasa kaya
karbon yaitu fasa epsilon-karbida. Pembentukan fasa ini mengakibatkan kandungan
karbon pada fasa martensit berkurang.
Tahap kedua, pada temperature 200 – 300 celcius, terjadi dekomposisi fasa austenite
menjadi bainit.
Tahap ketiga, pada temperature 200 – 300 celcius terjadi perubahan atau dekomposisi
epsilon-kabida menjadi sementit dan martensite menjadi sementit dan ferit.
Tahap keempat, pada temperature di atas 350 celcius terjadi perubahan secara kontinyu
dan terjadinya spheroidisasi fasa-fasa sementit.
Fasa setelah proses tempering ini biasa disebut sebagai fasa martensite temper. Artinya
fasa martensit yang telah mengalami proses temper.
Dari tahapan proses dekomposisi fasa selama temper, sifat akhir dari baja temper
tergantung pada fasa-fasa akhir yang terbentuknya. Sementara fasa akhir yang dimiliki baja
hasil temper tergantung daripada temperature temper-nya. Dengan demikian pengaturan sifat
mekanik sangat tergantung pada pengaturan dari temperature proses penemperannya.
Pengaruh Tempertur Temper Terhadap Sifat Mekaanik Logam, Baja
Pengaruh temperatur temper terhadap perubahan kuat tarik baja seri 1026 dapat
dilihat pada Gambar 1. Baja seri 1026 memiliki nilai kuat tarik 770 MPa setelah perlakuan
proses quenching. Proses tempering menyebabkan kekuatan baja seri 1026 ini turun menjadi
sekitar 560 MPa setelah ditemper pada temperatur 600 celcius selama 30 menit.
Gambar 2.14 (Pengaruh Temperatur Temper Terhadap Kuat Tarik Baja Seri 1026 )
16
Pangaruh temperature temper terhadap nilai kekersan yang dimiliki baja
dengan kandungan karbon 0,25 persen dan krom 1,0 persen dapat dilihat pada
Gambar 2. Setalah proses quenching Baja ini memiliki kekerasan 570 HV. Proses
temper pada temperatur 500 celcius mampu menurunkan kekerasan baja ini menjadi
sekitar 370 HV.
Gambar 2.15( Pengaruh Temperatur Temper Terhadap Kekerasan )
Struktur mikro yang menunjukkan fasa martensit temper dengan temperature
temper yang berbeda dapat dilihat pada Gambar 3. Pada tempertur yang lebih tinggi
tampak terdapat butir-butir kabida halus yang tersebar di fasa martensit tempernya.
Pada proses temper terjadi dekomposisi fasa martensit yang keras dan kuat
menjadi fasa ferit dan partikel-partikel sementit atau karbida. Fasa ferit merupakan
fasa matrik dengan sifat lunak dan ulet. Sedangkan fasa sementit atau karbida yang
terbentuk memiliki sifat yang keras. Matrik yang ulet dengan sebaran partikel yang
keras akan menghasilkan suatu logam yang tangguh.
Martensit (M) —> Martensit Temper (Ferit + Karbida )
Dispersi partikel karbida ini akan mampu menahan atau menghambat
deformasi plastik. Besarnya hambatan yang ditimbulkan akan berbanding lurus
dengan luas kontak antara fasa karbida dengan fasa matriknya. Semakin besar ukuran
partikel karbida, maka semakin kecil luas kontak antara kedua fasa tersebut.
17
Hambatan terhadap deformasi berkurang, kondisi ini menyebabkan kekuatan dan
kekerasan logam menjadi turun.
Pada temperature temper yang lebih tinggi, Martensit akan tereliminasi dan
membentuk Martensit temper atau martensit dengan karbon rendah dan partikel-
partikel kabida halus berbentuk spheroid (karbida spheroid). Karbida spheroid halus
ini akan tumbuh membentuk karbida spheroid yang lebih besar pada temperatur
yang relatif lebih tinggi.
Pada temperatur temper yang lebih tinggi fraksi fasa lunak dan ulet akan
bertambah, ukuran partikel karbida yang keras menjadi lebih besar. Konsekuensi
langsung penambahan fasa lunak dan ulet adalah regangan menjadi lebih besar.
Namun karena adanya sebaran partikel kabida yang dapat menahan deformasi plastik ,
maka logam akan tetap memilikii kekuatan yang cukup tinggi. Dengan demikian
secara keseluruhan logam menjadi kuat dan ulet atau tangguh.
2.5 Pengamatan Struktur Mikro
Sifat-sifatfisis dan mekanik dari material tergantung daristruktur mikro
material tersebut. Struktur mikro dalam logam(paduan) di tunjukkan dengan besar,
bentuk dan orientasibutirannya, jumlah fasa, proporsi dan kelakuan dimana
merekatersusun atau terdistribusi. Struktur mikro dari paduan tergantungdari beberapa
faktor seperti, elemen paduan, konsentrasi danperlakuan panas yang diberikan.
Pengujian struktur mikro atau mikrografi dilakukan dengan bantuan mikroskop
dengan koefisien pembesaran dan metode kerja yang bervariasi. Adapun beberapa
tahap yang perlu dilakukan sebelummelakukan pengujian struktur mikro adalah:
a. Pemotongan (Sectioning)
b. Pengamplasan (Grinding)
c. Pemolesan (Polishing)
d. Etsa (Etching)
e. Pemotretan.
Struktur mikro logam las biasanya kombinasi dari strukturmikro dibawah ini:
a. Batas butir ferit, terbentuk pertama kali pada transformasi austenitferitbiasanya
terbentuksepanjang batas austenit pada suhu 1000 650ºC.
18
b. Ferit Widmanstatten atau ferrite with aligned second phase,struktur mikro ini
terbentukpada suhu 750-650ºC di sepanjang batas butir austenit, ukurannya besar
dan pertumbuhannya cepatsehingga memenuhi permukaan butirnya.
c. Ferit acicular, berbentuk intragranular dengan ukuran yang kecildan mempunyai
orientasi arah yang acak. Biasanya ferit acicularini terbentuk sekitar suhu 650ºC
dan mempunyai ketangguhanpaling tinggi dibandingkan struktur mikro yang lain.
d. Bainit, merupakan ferit yang tumbuh dari batas butir austenitdan terbentuk pada
suhu 400-500ºC. Bainit mempunyaikekerasan yang lebih tinggi dibandingkan
ferit, tetapi lebihrendah dibanding martensit.
e. Martensit akan terbentuk, jika proses pengelasan denganpendinginan sangat cepat,
struktur ini mempunyai sifat sangatkeras dan getas sehingga ketangguhannya
rendah.
Gambar 2.16 Struktur mikro acicular ferrite (AF) dangrain boundary ferrite (GF) atau
feritbatas butir (Sonawan, 2004)
Gambar 2.17 Struktur mikro ferit Widmanstatten(ASM, 1989)
Gambar 2.18 microscop
2.5.1 Foto makro
Hasil patahan di uji tarik selanjutnya kita foto makro, hal ini bertujuan untuk
menganalisa bentuk patahan dari pengujian tersebut, adapun langkahlangkah dalam
foto makro adalah sebagai berikut :
a. Meletakan spesimen pada landasan mikroskop optik, aktifkanmesin, dekatkan
lensa pembesar untuk melihat permukaanspesimen. Pengambilan foto struktur
19
mikro dengan perbesaranuntuk hasil patahan uji tarik 9x. Lihatlah struktur
makroapabila kurang jelas atau kabur, fokuskan lensa agar terlihatdengan jelas.
b. Sebelum gambar diambil, film dipasang pada kamera yangtelah disetel
sedemikian rupa dengan menggunakan film asa200. Usahakan pada saat
pengambilan foto tidak ada halapapun yang membuat mikroskop optik bergerak,
karenaapabila mikroskop optik bergerak akan mempengaruhihasilnya.
Gambar 2.18 ( microscope )
20
BAB III
PENUTUP
3.1 KESIMPULAN
Dalam setiap komponen atau parts mempunyai fungsi yang berbeda – beda
yang imana alaminya juga berbeda oleh karna itu perlu pengerjaan dan perlakuan
lebih lanjut dalam menyiapkan komponen yang sesuai dengan spesifikasi yang akan
kita aplikasikan. Proses pengujian tarik bahan bertujuan untuk mengetahui tegangan
tarik maksimum bahan.
Rockwell Hardness Tester digunakan untuk mengukur kekerasan logam
mengukur ketahananterhadap penetrasi seperti tes Brinell, tetapi dalam kasus
Rockwell, kedalaman kesan diukur daripada daerah diametral.Setiap parts atau
component mempunyai fungsi yang berbeda-beda sehingga beban yang di alaminya
juga berbeda karena itu perlu pengerjaan dan perlakuan lebih lanjut.Salah satu
karakteristik dari hasil proses quenching adalah logam mejadi rapuh, logam tidak
memiliki keuletan yang cukup untuk sejumlah aplikasi.
Selain itu quenching menimbulkan tegangan sisa yang terbentuk selama
pembentukan martensit. Oleh karena itu proses hardening – quenching selalu di ikuti
proses tempering. Sifat-sifatfisis dan mekanik dari material tergantung daristruktur
mikro material tersebut. Struktur mikro dalam logam(paduan) di tunjukkan dengan
besar, bentuk dan orientasibutirannya, jumlah fasa, proporsi dan kelakuan dimana
merekatersusun atau terdistribusi. Struktur mikro dari paduan tergantungdari beberapa
faktor seperti, elemen paduan, konsentrasi danperlakuan panas yang diberikan.
21