laporan praktikum teknik las - ari satriadi helmi 1206223133
DESCRIPTION
Teknik MesinTRANSCRIPT
UNIVERSITAS INDONESIA
LAPORAN PRAKTIKUM
MATA KULIAH TEKNIK LAS
ARI SATRIADI HELMI
1206223133
FAKULTAS TEKNIK
DEPARTEMEN TEKNIK MESIN
PROGRAM STUDI TEKNIK MESIN
DEPOK
MARET 2015
1 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
DAFTAR ISI
DAFTAR ISI ................................................................................................................................... 1
DAFTAR GAMBAR ...................................................................................................................... 2
A. Shield Metal Arc Welding (SMAW) ....................................................................................... 3
1. Sistem Kerja Proses Pengelasan .......................................................................................... 3
2. Prosedur Praktik Pengelasan ................................................................................................ 3
3. Pengalaman yang Didapatkan .............................................................................................. 4
4. Hasil Pengelasan .................................................................................................................. 5
5. Kecacatan Pengelasan .......................................................................................................... 5
B. Gas Tungsten Arc Welding (GTAW) ...................................................................................... 6
1. Sistem Kerja Proses Pengelasan .......................................................................................... 6
2. Prosedur Praktik Pengelasan ................................................................................................ 7
3. Pengalaman yang Didapatkan .............................................................................................. 7
4. Hasil Pengelasan .................................................................................................................. 8
5. Kecacatan Pengelasan .......................................................................................................... 8
C. Micro Friction Stir Welding (MFSW) ..................................................................................... 9
1. Sistem Kerja Proses Pengelasan .......................................................................................... 9
2. Prosedur Praktik Pengelasan .............................................................................................. 10
3. Pengalaman yang Didapatkan ............................................................................................ 11
4. Hasil Pengelasan ................................................................................................................ 11
5. Kecacatan Pengelasan ........................................................................................................ 12
D. Brazing................................................................................................................................... 12
1. Sistem Kerja Proses Pengelasan ........................................................................................ 12
2. Prosedur Praktik Pengelasan .............................................................................................. 13
3. Pengalaman yang Didapatkan ............................................................................................ 13
4. Hasil Pengelasan ................................................................................................................ 14
5. Kecacatan Pengelasan ........................................................................................................ 14
2 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
DAFTAR GAMBAR
Gambar 1. Skema Proses SMAW .................................................................................................. 3
Gambar 2. Praktikum SMAW........................................................................................................ 4
Gambar 3. Hasil Pengelasan .......................................................................................................... 5
Gambar 4. Skema GTAW .............................................................................................................. 6
Gambar 5. Praktikum Pengelasan GTAW ..................................................................................... 7
Gambar 6. Peralatan GTAW .......................................................................................................... 8
Gambar 7. Hasil Pengelasan GTAW ............................................................................................. 8
Gambar 8. Skema Micro Friction Stir Welding ............................................................................. 9
Gambar 9. G-Code Mesin CNC ................................................................................................... 10
Gambar 10. Proses Pengelasan Micro Friction ............................................................................ 11
Gambar 11. Hasil Pengelasan Micro Friction Stir Welding ........................................................ 11
Gambar 12. Skema Proses Brazing .............................................................................................. 12
Gambar 13. Praktikum Brazing ................................................................................................... 13
Gambar 14. Hasil Las Brazing ..................................................................................................... 14
3 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
A. Shield Metal Arc Welding (SMAW)
1. Sistem Kerja Proses Pengelasan
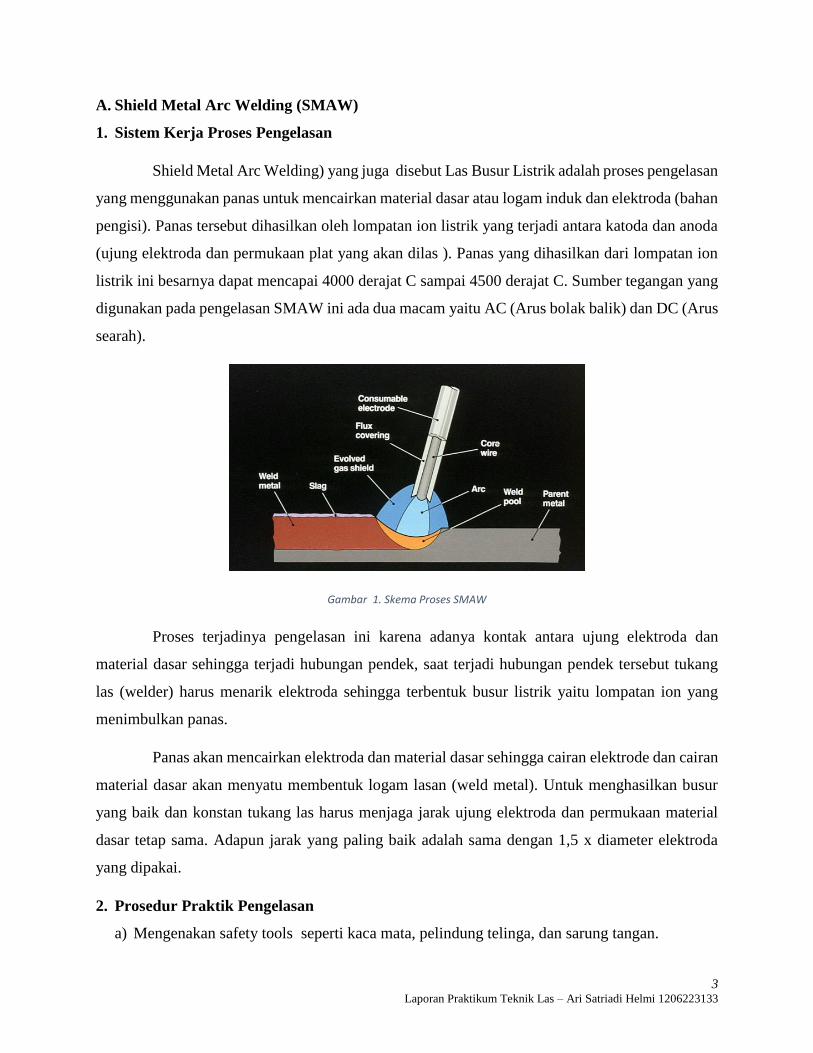
Shield Metal Arc Welding) yang juga disebut Las Busur Listrik adalah proses pengelasan
yang menggunakan panas untuk mencairkan material dasar atau logam induk dan elektroda (bahan
pengisi). Panas tersebut dihasilkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda
(ujung elektroda dan permukaan plat yang akan dilas ). Panas yang dihasilkan dari lompatan ion
listrik ini besarnya dapat mencapai 4000 derajat C sampai 4500 derajat C. Sumber tegangan yang
digunakan pada pengelasan SMAW ini ada dua macam yaitu AC (Arus bolak balik) dan DC (Arus
searah).
Gambar 1. Skema Proses SMAW
Proses terjadinya pengelasan ini karena adanya kontak antara ujung elektroda dan
material dasar sehingga terjadi hubungan pendek, saat terjadi hubungan pendek tersebut tukang
las (welder) harus menarik elektroda sehingga terbentuk busur listrik yaitu lompatan ion yang
menimbulkan panas.
Panas akan mencairkan elektroda dan material dasar sehingga cairan elektrode dan cairan
material dasar akan menyatu membentuk logam lasan (weld metal). Untuk menghasilkan busur
yang baik dan konstan tukang las harus menjaga jarak ujung elektroda dan permukaan material
dasar tetap sama. Adapun jarak yang paling baik adalah sama dengan 1,5 x diameter elektroda
yang dipakai.
2. Prosedur Praktik Pengelasan
a) Mengenakan safety tools seperti kaca mata, pelindung telinga, dan sarung tangan.
4 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
b) Memotong batangan besi L menjadi work piece yang berukuran panjang 15-20 cm dengan
menggunakan gerinda.
c) Memasang elektroda ke penjepit elektroda sekaligus menyesuaikan dengan posisi
pengelasan
d) Menyalakan powersource (mengatur current).
e) Memoles elektroda ke meja kerja untuk menyalakan busur las (pastikan kabel ground
tersambung dengan meja kerja atau workpiece)
f) Melakukan pengelasan dengan cara mendekatkan elektroda ke workpiece.
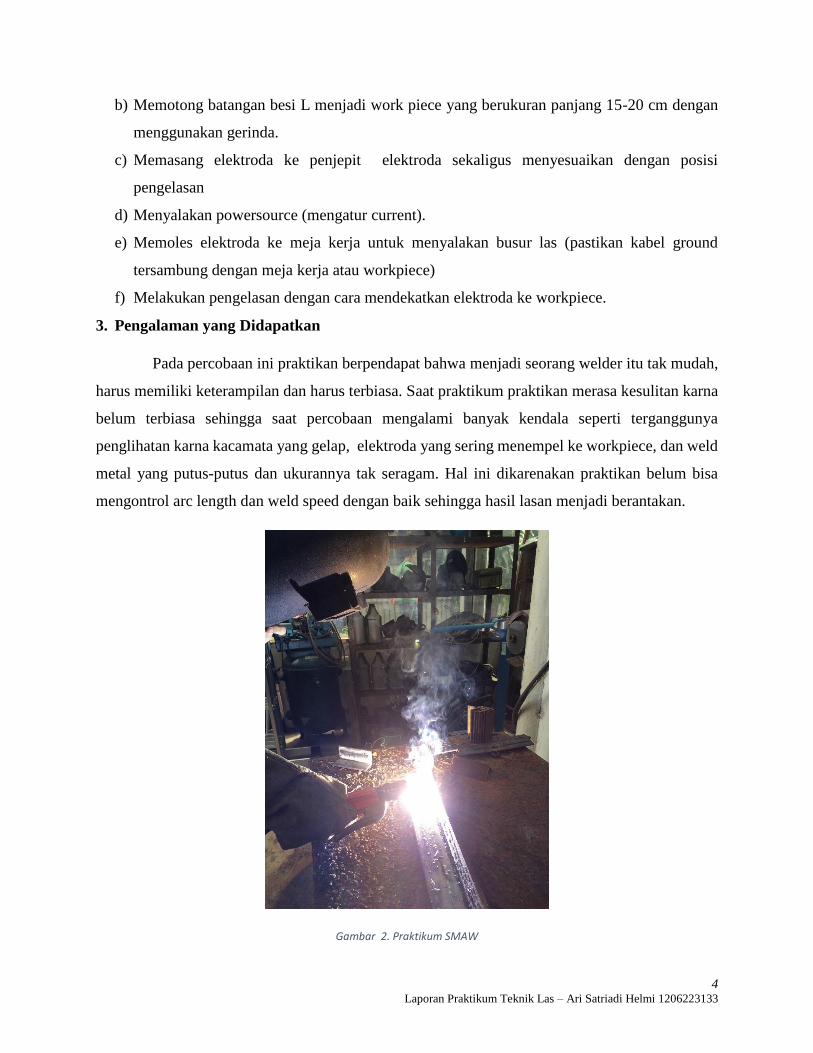
3. Pengalaman yang Didapatkan
Pada percobaan ini praktikan berpendapat bahwa menjadi seorang welder itu tak mudah,
harus memiliki keterampilan dan harus terbiasa. Saat praktikum praktikan merasa kesulitan karna
belum terbiasa sehingga saat percobaan mengalami banyak kendala seperti terganggunya
penglihatan karna kacamata yang gelap, elektroda yang sering menempel ke workpiece, dan weld
metal yang putus-putus dan ukurannya tak seragam. Hal ini dikarenakan praktikan belum bisa
mengontrol arc length dan weld speed dengan baik sehingga hasil lasan menjadi berantakan.
Gambar 2. Praktikum SMAW
5 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
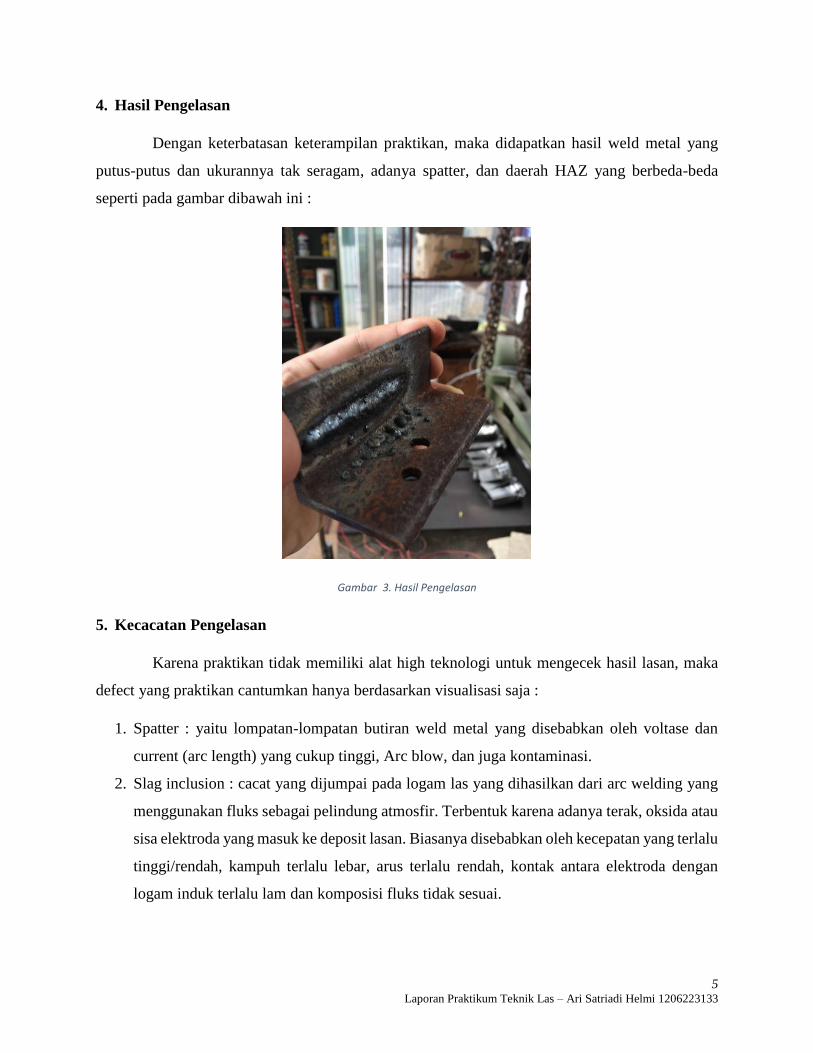
4. Hasil Pengelasan
Dengan keterbatasan keterampilan praktikan, maka didapatkan hasil weld metal yang
putus-putus dan ukurannya tak seragam, adanya spatter, dan daerah HAZ yang berbeda-beda
seperti pada gambar dibawah ini :
Gambar 3. Hasil Pengelasan
5. Kecacatan Pengelasan
Karena praktikan tidak memiliki alat high teknologi untuk mengecek hasil lasan, maka
defect yang praktikan cantumkan hanya berdasarkan visualisasi saja :
1. Spatter : yaitu lompatan-lompatan butiran weld metal yang disebabkan oleh voltase dan
current (arc length) yang cukup tinggi, Arc blow, dan juga kontaminasi.
2. Slag inclusion : cacat yang dijumpai pada logam las yang dihasilkan dari arc welding yang
menggunakan fluks sebagai pelindung atmosfir. Terbentuk karena adanya terak, oksida atau
sisa elektroda yang masuk ke deposit lasan. Biasanya disebabkan oleh kecepatan yang terlalu
tinggi/rendah, kampuh terlalu lebar, arus terlalu rendah, kontak antara elektroda dengan
logam induk terlalu lam dan komposisi fluks tidak sesuai.
6 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
3. Arc strike : cacat las yang disebabkan oleh accidental striking of arc pada metal induk,
kesalahan electrode holder, kabel insulasi yang buruk, dan start up busur pengelasan yang
salah.
4. Porositas : jenis cacat berupa lubang halus yang terjadi akibat adanya udara/gas yang
terperangkap dalam deposit las. Penyebab lainnya adalah elemen pengotor, kelembaban
atmosfir dan kontaminasi bahan lain seperti minyak, pelumas atau kotoran lainnya.
5. Weight of weld metal yang tidak seragam : cacat las yang terjadi akibat pengontrolan weld
speed yang tidak baik, kadang terlalu lambat kadang terlalu cepat.
6. Weld metal yang putus-putus : cacat las yang terjadi akibat dari pengontrolan arc length yang
tidak baik (welder yang tidak kompeten) atau power source yang tidak konsisten
B. Gas Tungsten Arc Welding (GTAW)
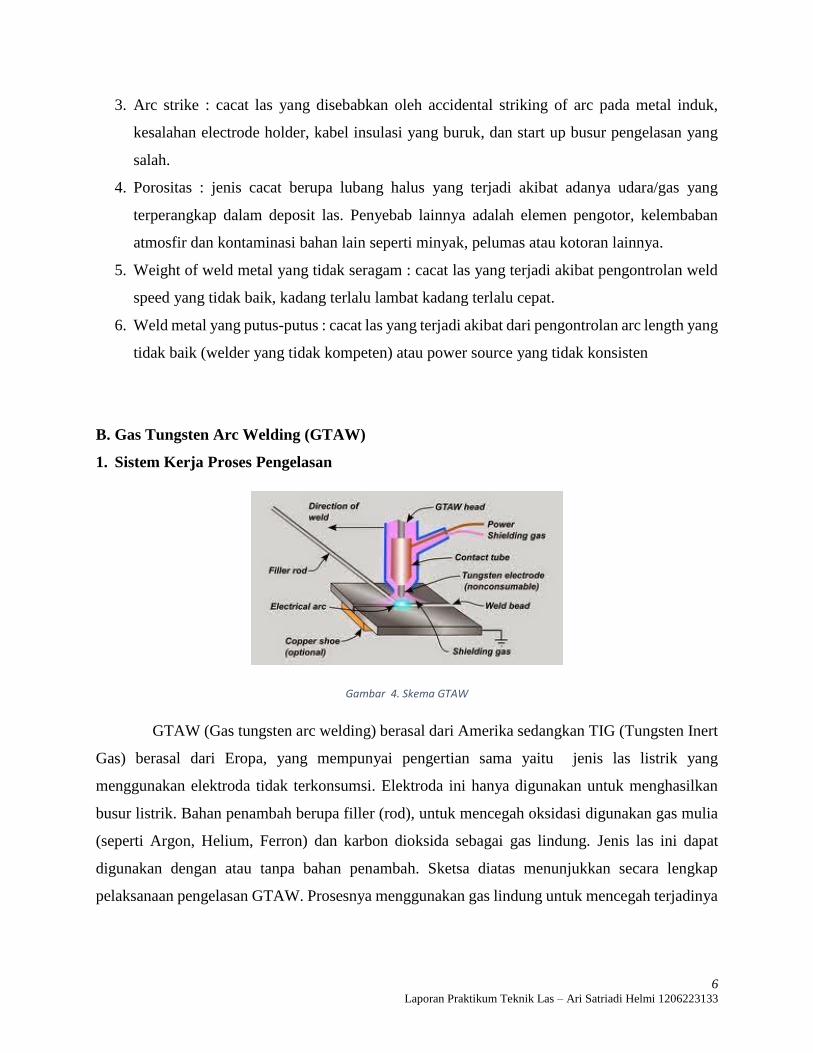
1. Sistem Kerja Proses Pengelasan
Gambar 4. Skema GTAW
GTAW (Gas tungsten arc welding) berasal dari Amerika sedangkan TIG (Tungsten Inert
Gas) berasal dari Eropa, yang mempunyai pengertian sama yaitu jenis las listrik yang
menggunakan elektroda tidak terkonsumsi. Elektroda ini hanya digunakan untuk menghasilkan
busur listrik. Bahan penambah berupa filler (rod), untuk mencegah oksidasi digunakan gas mulia
(seperti Argon, Helium, Ferron) dan karbon dioksida sebagai gas lindung. Jenis las ini dapat
digunakan dengan atau tanpa bahan penambah. Sketsa diatas menunjukkan secara lengkap
pelaksanaan pengelasan GTAW. Prosesnya menggunakan gas lindung untuk mencegah terjadinya
7 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
oksidasi pada bahan las yang panas. Untuk menghasilkan busur nyala yang tidak terkonsumsi
terbuat dari logam tungsten atau paduannya yang bertitik lebur sangat tinggi.
Busur nyala dihasilkan dari arus listrik melalui konduktor dan mengionisasi gas
pelindung. Busur terjadi antara ujung elektroda tungsten dengan bahan induk. Panas yang
dihasilkan busur langsung mencairkan logam induk dan juga logam las yang berupa kawat las,
penggunaan kawat las tidak selalu dilaksanakan, jika hanya dipandang perlu sebagai logam
penambah.
2. Prosedur Praktik Pengelasan
a) Memotong plat besi yang memiliki panjang >2 m dan lebar 3 cm menjadi 2 buah workpiece
yang berukuran panjang 6 cm.
b) Meletakkan workpiece pada meja kerja dan mengaturnya agar posisi sesuai arah yang
diinginkan
c) Memberikan serbuk logam diantara elektoda dan workpiece (pastikan menyentuh workpiece
dan elektroda) untuk penghantar loncatan electron
d) Mengatur current dan weld speed
e) Menyalakan aliran gas argon tunggu 5 detik lalu running program (tekan terus tombol gas
argon sampai selesai)
f) Stop program untuk menghentikan pengelasan
g) Current yang digunakan 70 A dan delaymicrosecond sebesar 6000 atau sekitar 1mm/s
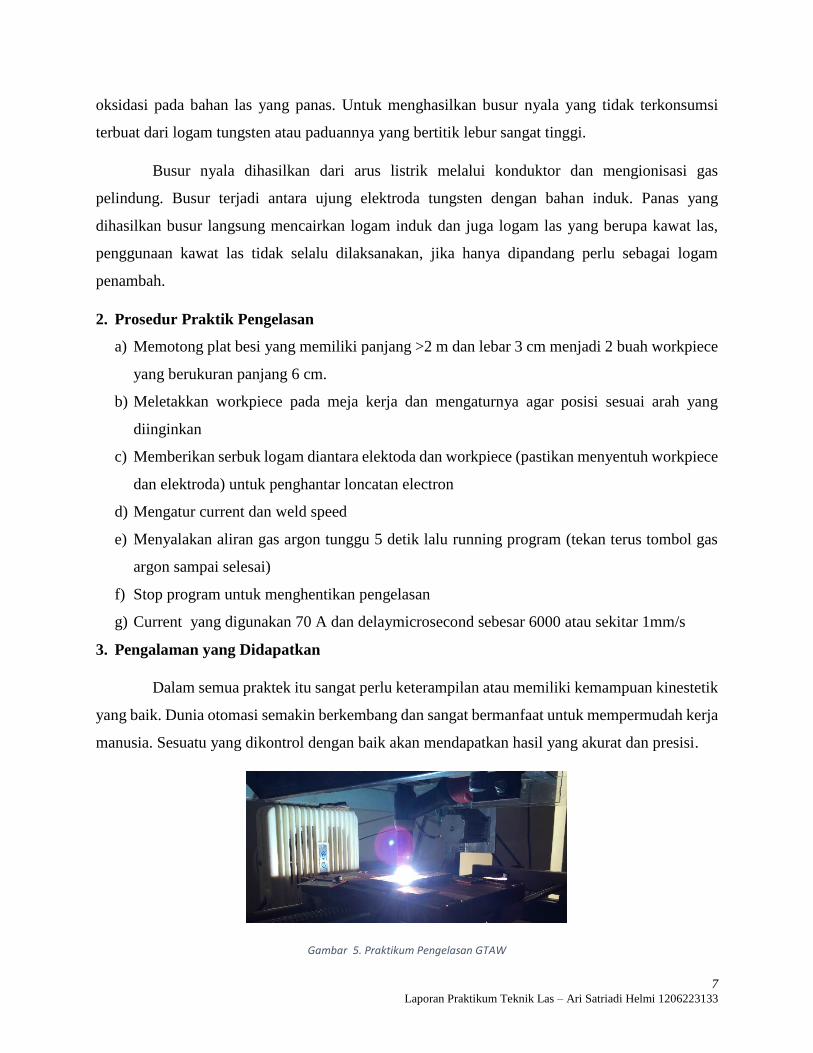
3. Pengalaman yang Didapatkan
Dalam semua praktek itu sangat perlu keterampilan atau memiliki kemampuan kinestetik
yang baik. Dunia otomasi semakin berkembang dan sangat bermanfaat untuk mempermudah kerja
manusia. Sesuatu yang dikontrol dengan baik akan mendapatkan hasil yang akurat dan presisi.
Gambar 5. Praktikum Pengelasan GTAW
8 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
Gambar 6. Peralatan GTAW
4. Hasil Pengelasan
Hasil yang didapatkan cukup baik. Penetrasi dari weld metal sampai tembus ke bawah.
Gambar 7. Hasil Pengelasan GTAW
5. Kecacatan Pengelasan
1. End-crater : cacat las karena penyusutan weld metal dan bukan akibat kontaminasi gas tapi
memiliki tampilan seperti adanya lubang gas yang terletak pada akhir pengelasan. Hal ini
9 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
biasanya disebabkan oleh pendinginan yang cukup cepat, reaksi deoksida, perubahan
volume dari liquid ke solid, dan juga kontaminasi
2. Incomplete filled groove : terjadi akibat penyusutan volume weld metal dan tidak adanya
filler metal sehingga terbentuk weld metal yang cekung (actual throat lebih kecil dari base
metal)
C. Micro Friction Stir Welding (MFSW)
1. Sistem Kerja Proses Pengelasan
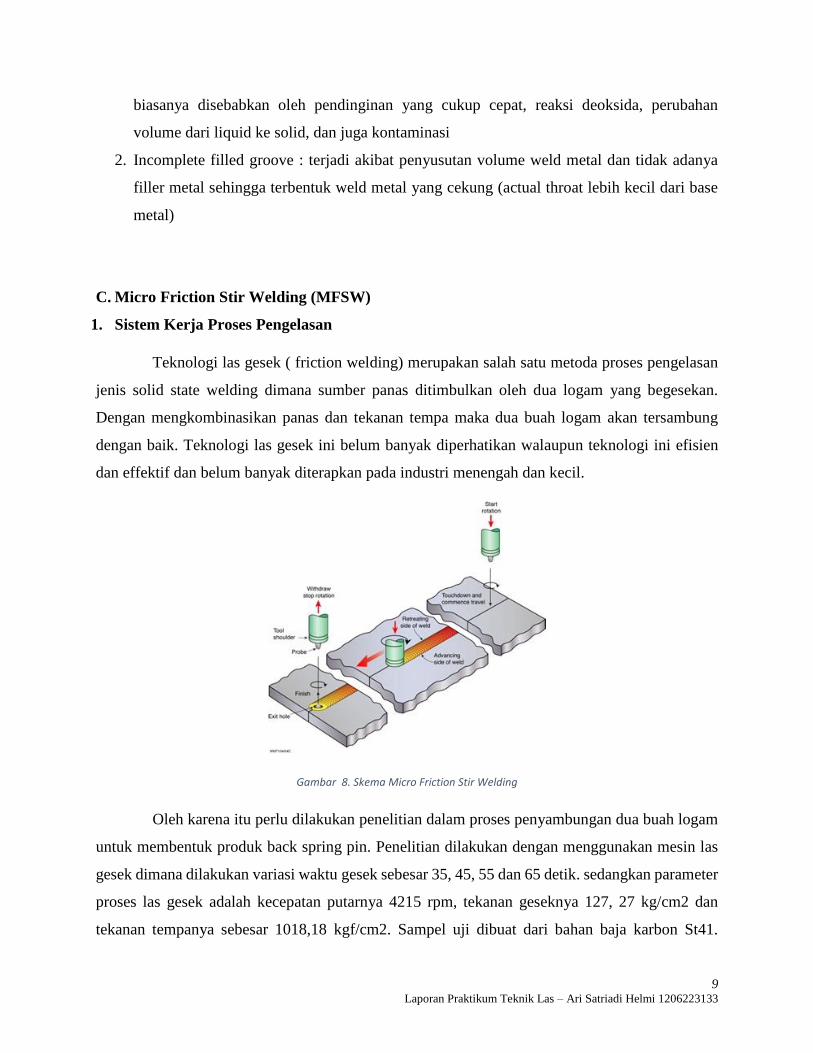
Teknologi las gesek ( friction welding) merupakan salah satu metoda proses pengelasan
jenis solid state welding dimana sumber panas ditimbulkan oleh dua logam yang begesekan.
Dengan mengkombinasikan panas dan tekanan tempa maka dua buah logam akan tersambung
dengan baik. Teknologi las gesek ini belum banyak diperhatikan walaupun teknologi ini efisien
dan effektif dan belum banyak diterapkan pada industri menengah dan kecil.
Gambar 8. Skema Micro Friction Stir Welding
Oleh karena itu perlu dilakukan penelitian dalam proses penyambungan dua buah logam
untuk membentuk produk back spring pin. Penelitian dilakukan dengan menggunakan mesin las
gesek dimana dilakukan variasi waktu gesek sebesar 35, 45, 55 dan 65 detik. sedangkan parameter
proses las gesek adalah kecepatan putarnya 4215 rpm, tekanan geseknya 127, 27 kg/cm2 dan
tekanan tempanya sebesar 1018,18 kgf/cm2. Sampel uji dibuat dari bahan baja karbon St41.

10 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
Sampel uji yang dihasilkan diuji dengan uji metallografi dan uji sifat mekanik. Sifat mekaniknya
meliputi uji kekuatan tarik, uji kekerasan pada daerah sambungan dan uji kekuatan puntir. Analisa
dilakukan dengan melihat adanya perubahan struktur mikro dan perubahan sifat mekanik sebagai
dasar pertimbangan sebagai alternative proses produksi produk bank spring pin.
Perubahan struktur mikro ini terjadi karena panas yang ditimbulkan akan berbeda
tergantung waktu gesek dan adanya pengaruh proses penempaan. Panas tertinggi terjadi pada
waktu gesek sebesar 45 detik. Waktu gesek lebih dari 45 detik menghasilkan panas yang yang
cenderung menurun. Penurunan ini terjadi karena efek gesekan dua buah logam baja St 41
menurun.
Sifat mekanik tertinggi sebesar kekuatan tarik 414,54 N/mm2, kekuatan puntir sebesar 16
kgf.m, kekerasan pada logam las 45,5 HRA dan pada HAZ sebesar 43 HRA terjadi pada proses
operasional las gesek dengan waktu gesek sebesar 45 detik. Sehingga proses pengelasan las gesek
ini dapat dipakai untuk memproduksi produk back spring pin dan proses ini dapat digunakan
sebagai alternative pengganti dari proses yang selama ini digunakan.
2. Prosedur Praktik Pengelasan
a) Mengenakan safety tools seperti kaca mata, pelindung telinga, dan sarung tangan.
b) Memotong plat aluminium menjadi work piece yang berukuran 2 x 10 cm.
c) Jepitkan specimen di dudukan (jig)
d) Menyalakan mesin CNC lalu atur titik origin 0,0,0 ketika mata las menyentuh specimen.
e) Menaikkan spindle ke ketinggian 10 mm
f) Membuat G-Code seperti pada gambar dibawah
Gambar 9. G-Code Mesin CNC
11 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
g) Klik tombol start, lalu menyalakan mesin gerinda tangan (33.000 rpm)
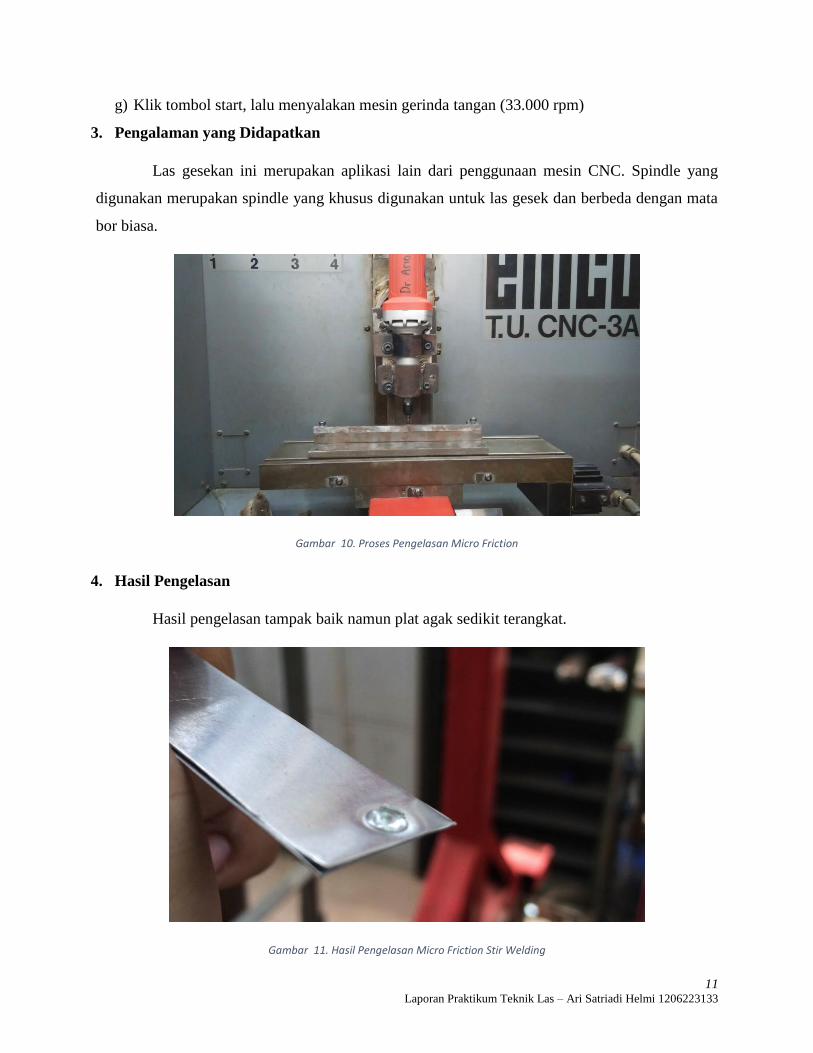
3. Pengalaman yang Didapatkan
Las gesekan ini merupakan aplikasi lain dari penggunaan mesin CNC. Spindle yang
digunakan merupakan spindle yang khusus digunakan untuk las gesek dan berbeda dengan mata
bor biasa.
Gambar 10. Proses Pengelasan Micro Friction
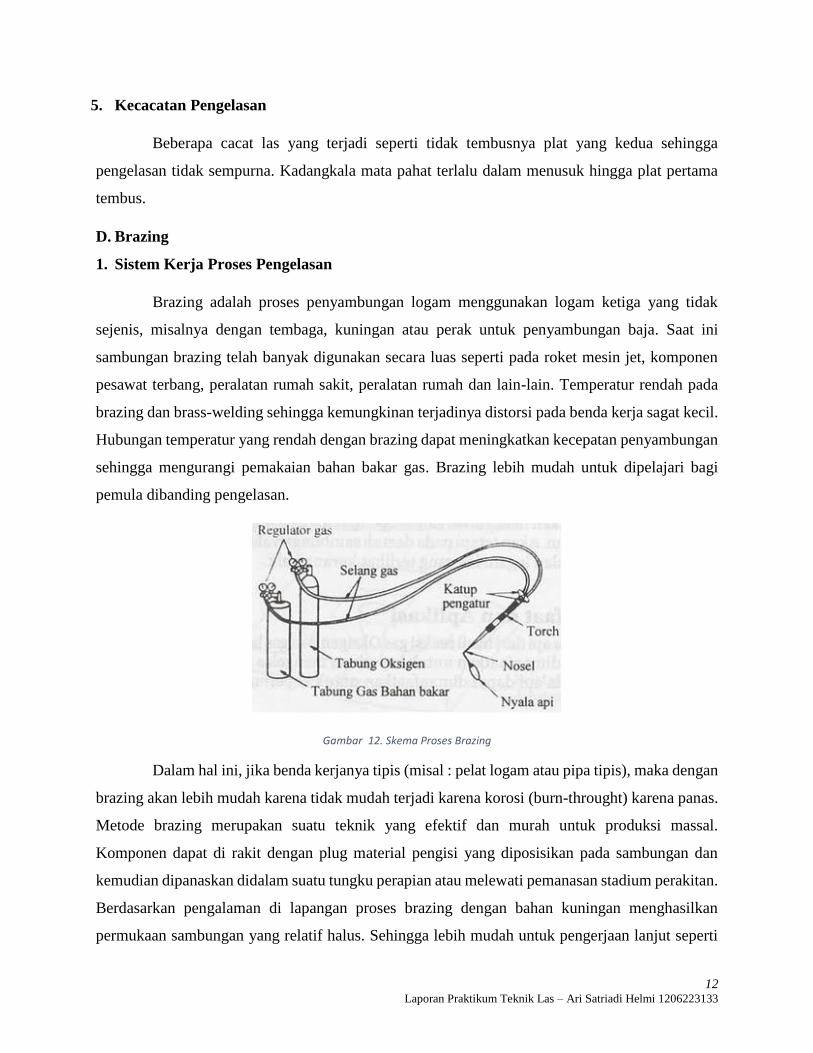
4. Hasil Pengelasan
Hasil pengelasan tampak baik namun plat agak sedikit terangkat.
Gambar 11. Hasil Pengelasan Micro Friction Stir Welding
12 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
5. Kecacatan Pengelasan
Beberapa cacat las yang terjadi seperti tidak tembusnya plat yang kedua sehingga
pengelasan tidak sempurna. Kadangkala mata pahat terlalu dalam menusuk hingga plat pertama
tembus.
D. Brazing
1. Sistem Kerja Proses Pengelasan
Brazing adalah proses penyambungan logam menggunakan logam ketiga yang tidak
sejenis, misalnya dengan tembaga, kuningan atau perak untuk penyambungan baja. Saat ini
sambungan brazing telah banyak digunakan secara luas seperti pada roket mesin jet, komponen
pesawat terbang, peralatan rumah sakit, peralatan rumah dan lain-lain. Temperatur rendah pada
brazing dan brass-welding sehingga kemungkinan terjadinya distorsi pada benda kerja sagat kecil.
Hubungan temperatur yang rendah dengan brazing dapat meningkatkan kecepatan penyambungan
sehingga mengurangi pemakaian bahan bakar gas. Brazing lebih mudah untuk dipelajari bagi
pemula dibanding pengelasan.
Gambar 12. Skema Proses Brazing
Dalam hal ini, jika benda kerjanya tipis (misal : pelat logam atau pipa tipis), maka dengan
brazing akan lebih mudah karena tidak mudah terjadi karena korosi (burn-throught) karena panas.
Metode brazing merupakan suatu teknik yang efektif dan murah untuk produksi massal.
Komponen dapat di rakit dengan plug material pengisi yang diposisikan pada sambungan dan
kemudian dipanaskan didalam suatu tungku perapian atau melewati pemanasan stadium perakitan.
Berdasarkan pengalaman di lapangan proses brazing dengan bahan kuningan menghasilkan
permukaan sambungan yang relatif halus. Sehingga lebih mudah untuk pengerjaan lanjut seperti
13 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
electro p lating, pengecetan dll. Untuk itulah penulis merasa perlu untuk melakukan penelitian
guna mengetahui karakteristik mekanis dari proses brazing dengan bahan tambah kuningan pada
pipa baja karbon rendah.
2. Prosedur Praktik Pengelasan
a) Mengenakan safety tools seperti kaca mata, pelindung telinga, dan sarung tangan.
b) Memotong batangan besi kotak hollow menjadi work piece yang berukuran panjang 15-20
cm dengan menggunakan gerinda.
c) Menyalakan busur las dengan cara memutar lalu nyalakan denga pemantik api, lalu atur
besar busrnya dengan mengatur aliran acetylene dan oxygen seperti gambar dibawah ini :
d) Melakukan preheating pada sambungan.
e) Meletakkan metal filler di atas sambungan dan memanaskannya dengan busur api sampai
melebur matang sempurna dan warnanya agak bening lalu gerakkan searah sambungan
tersebut sampai ujung sambungan
f) Mematikan busur api dengan menutup katup acetylene dan oxygen
3. Pengalaman yang Didapatkan
Gambar 13. Praktikum Brazing
14 Laporan Praktikum Teknik Las – Ari Satriadi Helmi 1206223133
Pengelasan brazing ini cukup menarik karena base metal tak ikut meleleh. Dibutuhkan
pengetahuan untuk memilih metal filler yang memiliki titik leleh lebih kecil dari metal yang ingin
disambung. Dibutuhkan keahlian untuk mengatur besarnya busur yang ideal untuk pengelasan
ataupun pemotongan sehingga didapatkan hasil yang optimal.
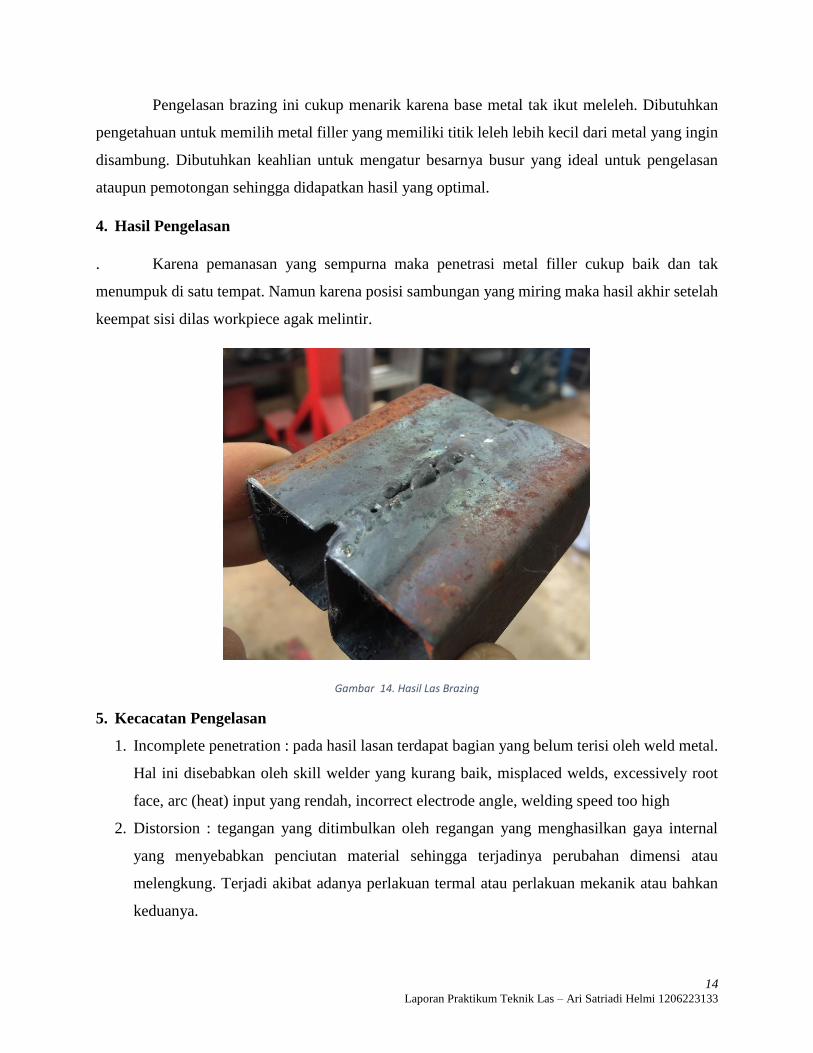
4. Hasil Pengelasan
. Karena pemanasan yang sempurna maka penetrasi metal filler cukup baik dan tak
menumpuk di satu tempat. Namun karena posisi sambungan yang miring maka hasil akhir setelah
keempat sisi dilas workpiece agak melintir.
Gambar 14. Hasil Las Brazing
5. Kecacatan Pengelasan
1. Incomplete penetration : pada hasil lasan terdapat bagian yang belum terisi oleh weld metal.
Hal ini disebabkan oleh skill welder yang kurang baik, misplaced welds, excessively root
face, arc (heat) input yang rendah, incorrect electrode angle, welding speed too high
2. Distorsion : tegangan yang ditimbulkan oleh regangan yang menghasilkan gaya internal
yang menyebabkan penciutan material sehingga terjadinya perubahan dimensi atau
melengkung. Terjadi akibat adanya perlakuan termal atau perlakuan mekanik atau bahkan
keduanya.