pengerasan permukaan bahan dengan metoda …repository.binus.ac.id/content/d0592/d059286751.doc ·...
TRANSCRIPT
TEKNOLOGI NITRIDASI PLASMA UNTUK PENGERASAN PERMUKAAN BAHAN KOMPONEN INDUSTRI
B.Bandriyana, Tutun Nugraha
ABSTRAK
Aplikasi teknologi nitridasi plasma untuk pengerasan permukaan bahan dibahas
sebagai teknik perlakuan bahan yang mempunyai beberapa kelebihan dibanding dengan
teknologi konvensional menggunakan gas nitridasi. Dalam makalah ini diuraikan
mengenai prinsip dasar nitridasi plasma, perhitungan dalam operasi, serta perkembangan
pemakainnya. Prinsip dasar teknologi ini adalah pembentukan plasma gas nitrogen dalam
tabung hampa dan menembakkan ke arah benda kerja sehingga terbentuk fase nitrida
yang keras di permukaan bahan. Lapisan keras yang terbentuk terdiri dari zona difusi dan
zona senyawa pada permukaan bahan yang mampu mencapai kedalaman sampai dengan
1 mm. Karakteristik dari lapisan dan kekerasan yang dihasilkan bergantung pada
beberapa parameter, yaitu: kapasitas gas nitrogen, tekanan vakum, suhu ruang dan
besarnya tegangan tinggi. Perkembangan nitridasi plasma didunia dimulai sejak tahun
1977 dengan fasilitas uji berupa ruang silinder dengan diameter 1.5 m dan panjang 4,6 m
yang digunakan untuk pengerasan komponen industri. Perkembangan di Indonesia
dimulai dengan pengembangan skala laboratorium di Badan Tenaga Nuklir Nasional
untuk pengerasan sampel baja dan pahat bubut yang mampu menaikkan kekerasan
sampai 2 kali lipat dan meningkatkan umur pakai sebesar 83%. Pengembangan lanjut
dilakukan dengan pembuatan fasilitas nitridasi untuk pengerasan komponen industri
dengan ruang uji dari tabung, diameter 46cm, tinggi 55cm. temperatur operasi 350C-
590C dan tegangan 1-30 kV (DC), 1-50mA.
1
1. PENDAHULUAN
Pengerasan permukaan bahan merupakan proses yang dibutuhkan untuk
meningkatkan unjuk kerja komponen yang digunakan dalam berbagai bidang teknik dan
industri. Permukaan komponen dan peralatan yang digunakan dalam bidang petro kimia,
otomotif dan pembangkit energi khususnya yang beroperasi pada temperatur tinggi perlu
dikeraskan untuk mencegah terjadinya perubahan kekuatan pada material. Dengan teknik
ini, material menjadi lebih tahan terhadap keausan sedangkan kekuatan bahan secara
keseluruhan tetap tinggi sehingga umur pakai komponen akan meningkat. Disamping itu,
melalui pemilihan material yang tepat untuk aplikasi tertentu, sifat kekerasan maupun
ketahanan terhadap korosi dari paduan logam dapat ditingkatkan pula.
Proses pengerasan permukaan secara konvensional sudah cukup lama dikenal,
baik dengan menggunakan proses termal maupun termo-kimia menggunakan proses gas
nitridasi atau karburasi. Proses pengerasan dengan plasma nitridasi merupakan salah
satu teknik yang dapat dipakai untuk tujuan ini dan banyak dikembangkan untuk
pengerasan komponen-komponen yang pada teknologi tinggi. Keuntungan pengerasan
dengan plasma dibanding teknologi konvensional adalah: distorsi kecil, temperatur
operasi lebih rendah dengan waktu operasi lebih pendek, dapat digunakan untuk seluruh
bahan baja, tingkat kekerasan lebih tinggi dengan pengaturan dan operasi lebih teliti dan
tidak menghasilkan limbah berbahaya. Ongkos operasi untuk benda yang kecil akan lebih
murah meskipun investasi awal peralatan nitridasi plasma cukup tinggi.
Teknik nitridasi dan implantasi ion serta laser-nitriding juga tengah
dikembangkan di beberapa laboratorium. Di Indonesia proses pengerasan dengan teknik
plasma telah dikembangkan di laboratorium akselarator P3TM-BATAN (Pusat
Penelitian dan Pengembangan Teknologi Maju, Badan Tenaga Nuklir). Proes ini juga
dikembangkan di Pusat Pengembangan Ilmu Bahan dan Pusat Pengembangan Reaktor
Maju dengan membuat fasilitas nitridasi plasma untuk skala industri komponen
pembangkit energi. Dengan semakin meningkatnya kebutuhan pengerasan permukaan
bahan, perlu dilakukan pengembangan teknologi nitridasi plasma sebagai pilihan yang
menjanjikan untuk perlakuan bahan. Makalah ini akan menguraikan prinsip dasar
2
teknologi nitridasi plasma, metode dan perhitungan dalam operasi, serta perkembangan
pemakainnya di dunia maupun pengembangan di lembaga penelitian di Indonesia.
2. TEKNOLOGI NITRIDASI2.1 Prinsip dasar nitridasi plasma
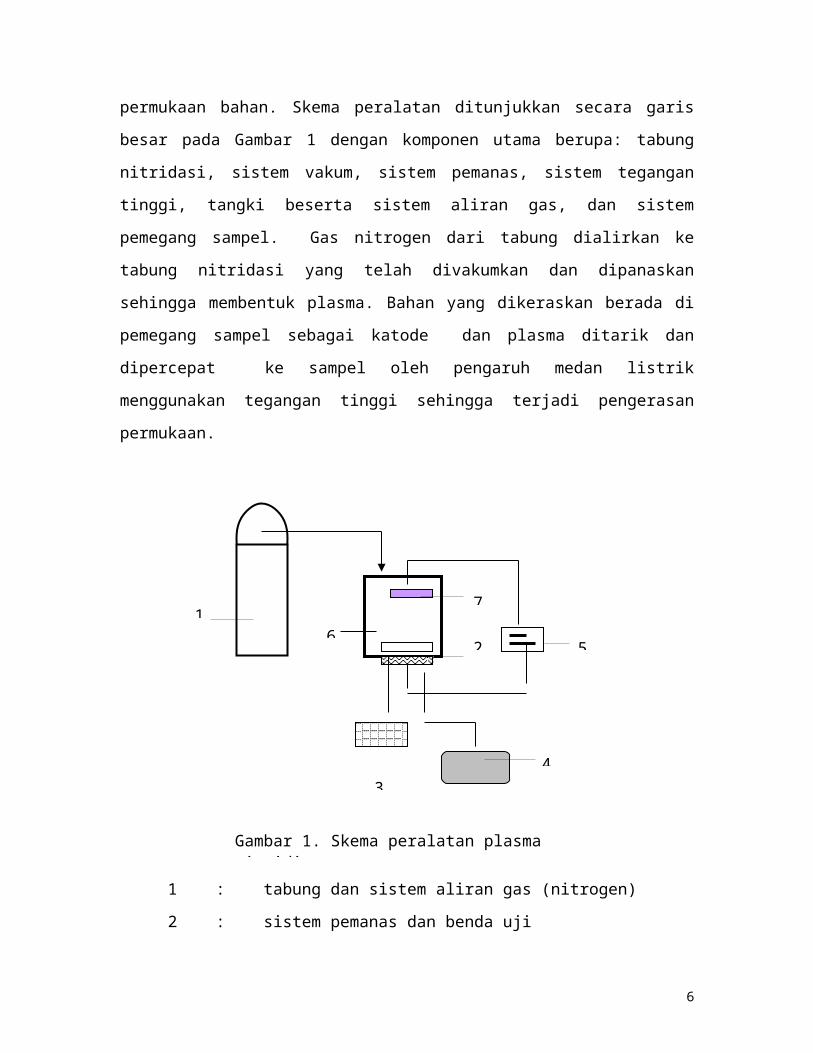
Prinsip dasar dari operasi nitridasi plasma adalah pelapisan permukaan bahan
dengan gas nitrogen berbentuk plasma untuk membentuk fase nitrida yang keras pada
permukaan bahan. Skema peralatan ditunjukkan secara garis besar pada Gambar 1
dengan komponen utama berupa: tabung nitridasi, sistem vakum, sistem pemanas, sistem
tegangan tinggi, tangki beserta sistem aliran gas, dan sistem pemegang sampel. Gas
nitrogen dari tabung dialirkan ke tabung nitridasi yang telah divakumkan dan dipanaskan
sehingga membentuk plasma. Bahan yang dikeraskan berada di pemegang sampel
sebagai katode dan plasma ditarik dan dipercepat ke sampel oleh pengaruh medan listrik
menggunakan tegangan tinggi sehingga terjadi pengerasan permukaan.
1 : tabung dan sistem aliran gas (nitrogen)
2 : sistem pemanas dan benda uji
3 : sistem pengatur dan kontrol temperatur
4 : pompa dan sistem vakum
3
Gambar 1. Skema peralatan plasma nitriding
1
2
34
56
7
5 : sistem tegangan tinggi
6 : tabung nitridasi
7 : anode
Ruang nitridasi merupakan bagian utama yang berfungsi sebagai wadah untuk
proses nitridasi dimana plasma nitrogen berdifusi ke dalam permukaan bahan. Aliran gas
bisa berupa gas tunggal N2, bisa pula berupa campuran gas misalkan N2/H2. Tekanan di
dalam tabung nitridasi, dengan mempergunakan pompa vakum, dijaga pada 10-3 Bar.
Vakum yang baik akan menentukan hasil yang lebih bersih mengingat kontaminasi oleh
sisa oksigen, misalnya, bisa memberikan campuran lapisan nitrida dan oksida pada
lapisan permukaan yang dikeraskan. Suhu di ruang nitridasi dijaga dengan alat kontrol
temperatur pada suhu 350–590oC yang diberikan oleh sistem pemanas. Suhu operasi
yang optimal perlu ditentukan untuk setiap aplikasi yang berbeda. Pada suhu lebih tinggi,
lapisan keras yang dihasilkan bisa lebih dalam namun dengan resiko terjadi perubahan
dimensi dan penurunan kekerasan maksimum yang bisa dicapai. Plasma nitrogen yang
diperlukan untuk proses nitridasi dapat dibangkitkan dengan tegangan tinggi DC 0.5-
100kV maupun dengan mempergunakan radio frekuensi AC (13.56 MHz). Untuk
peralatan ukuran besar dimana discharge-gap antara anoda dan katoda cukup jauh,
tegangan diatas 1kV diperlukan untuk membangkitkan plasma yang diperlukan.
Penggunaan tegangan radio frekuensi AC untuk tabung berukuran besar akan dapat
menghasilkan plasma yang lebih stabil.
2.2 Pembentukan fase nitrida
Dalam proses nitridasi, pada intinya terdapat dua buah lapisan yang terjadi pada
permukaan yaitu zona-senyawa (compound-zone) dan zona-difusi (diffusion-zone). Fase-
nitrida (misalnya besi-nitrida) membentuk wilayah zona-senyawa yang merupakan
lapisan yang lebih keras dibandingkan dengan zona-difusi dibawahnya. Pembentukan
senyawa keras pada zona ini ditentukan oleh jumlah nitrogen yang dideposisikan dan
dapat dilihat dari diagram fase. Dari diagram fase dan data percobaan, untuk
mendapatkan fase keras Fe4N jumlah nitrogen yang harus dideposisikan masing-masing
20% atom atau 6% berat; dan untuk Fe2N diperlukan 33,5% atom atau 11,2% berat.
4
Lapisan keras zona-diffusi ini didukung oleh lapisan kedua dibawahnya yaitu zona-
diffusi yang sedikit lebih lunak dan terdiri dari nitrogen terlarutkan. Hal ini terjadi karena
ukuran nitrogen yang relatif kecil (0,71 A), sehingga nitrogen-elementer bisa dengan
cukup mudah menemukan ruang pada interstitial-space pada kisi logam/paduan.
Pengukuran dengan menggunakan SEM menunjukan bahwa tingkat kekerasan pada
diffusion-zone ini berbanding lurus dengan tingkat konsentrasi nitrogen yang terlarutkan.
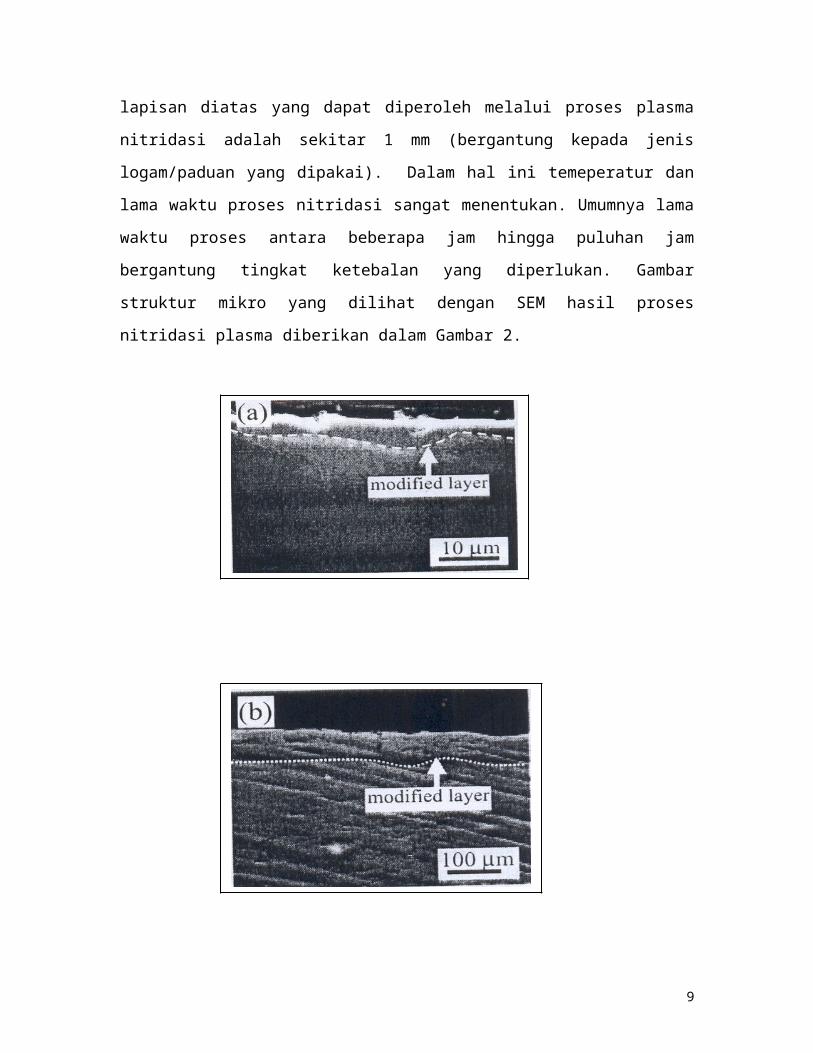
[Adapun ketebalan maksimum kedua lapisan diatas yang dapat diperoleh melalui proses
plasma nitridasi adalah sekitar 1 mm (bergantung kepada jenis logam/paduan yang
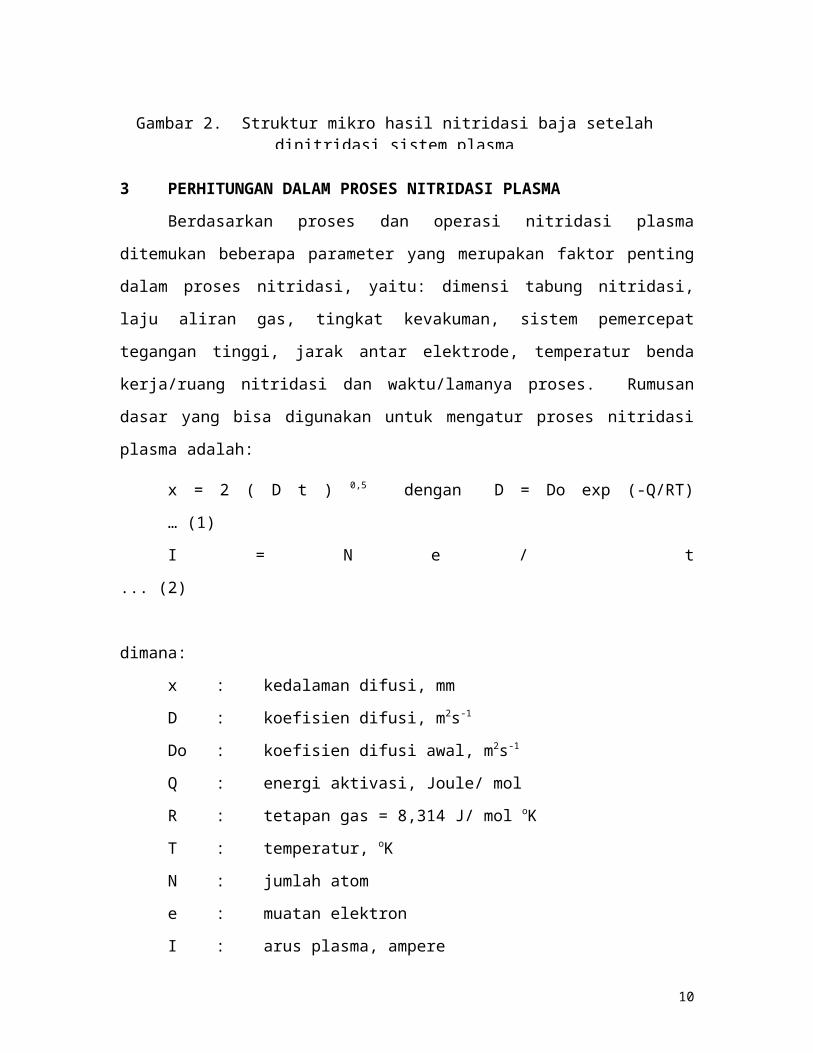
dipakai). Dalam hal ini temeperatur dan lama waktu proses nitridasi sangat menentukan.
Umumnya lama waktu proses antara beberapa jam hingga puluhan jam bergantung
tingkat ketebalan yang diperlukan. Gambar struktur mikro yang dilihat dengan SEM hasil
proses nitridasi plasma diberikan dalam Gambar 2.
5
Gambar 2. Struktur mikro hasil nitridasi baja setelah dinitridasi sistem plasma
3 PERHITUNGAN DALAM PROSES NITRIDASI PLASMA
Berdasarkan proses dan operasi nitridasi plasma ditemukan beberapa parameter
yang merupakan faktor penting dalam proses nitridasi, yaitu: dimensi tabung nitridasi,
laju aliran gas, tingkat kevakuman, sistem pemercepat tegangan tinggi, jarak antar
elektrode, temperatur benda kerja/ruang nitridasi dan waktu/lamanya proses. Rumusan
dasar yang bisa digunakan untuk mengatur proses nitridasi plasma adalah:
x = 2 ( D t ) 0,5 dengan D = Do exp (-Q/RT) … (1)
I = N e / t ... (2)
dimana:
x : kedalaman difusi, mm
D : koefisien difusi, m2s-1
Do : koefisien difusi awal, m2s-1
Q : energi aktivasi, Joule/ mol
R : tetapan gas = 8,314 J/ mol oK
T : temperatur, oK
N : jumlah atom
e : muatan elektron
I : arus plasma, ampere
t : waktu, detik
Dari rumusan diatas dapat dinyatakan bahwa kemampuan pengerasan nitridasi
untuk ketebalan x per-satuan waktu akan ditentukan oleh energi aktivasi dan temperatur
sampel. Dengan menghitung luas permukaan sampel dan kedalaman lapisan permukaan
keras yang diinginkan dalam suatu waktu tertentu, dapat ditentukan besarnya arus plasma
yang diperlukan. Kebutuhan arus plasma ini secara eksperimen pada temperatur tertentu
dapat dideteksi dan ditentukan berdasar data pengamatan atau diukur berdasar besarnya
arus tegangan tinggi yang digunakan. Dengan standar warna dapat diperoleh tingkat arus
plasma dengan mengatur aliran gas nitrogen.
6
4. PERKEMBANGAN PLASMA NITRIDASI
4.1 Perkembangan penelitian dan aplikasi di dunia
Salah satu contoh peralatan nitridasi komersial skala industri dengan tegangan
tinggi yang cukup komplek adalah peralatan nitridasi Plasma Source Ion Implantation
(PSII) di Los Alamos National Laboratory (USA), yang sudah beroperasi sejak 1997.
Alat ini berberntuk silinder horisontal dengan diameter 1.5 m dengan panjang 4,6 m.
Pada prosesnya, plasma nitrogen (bermuatan positif) dibangkitkan dengan radio-
frekuensi (RF). Benda uji yang mendapatkan perlakukan permukaan, kemudian,
memperoleh pulsa pendek tegangan tinggi DC. Benda uji ini bertindak sebagai katoda
sehingga plasma nitrogen yang bermuatan positif diakselerasikan dan terimplantasikan
kedalam permukaan benda uji. Tegangan DC yang dipakai pada alat PSII ini dapat
mencapai 100kV dengan arus 55 A (atau lebih tinggi pada voltase lebih rendah).
Hasil penelitian tentang penggunaan campuran gas dalam nitridasi dilakukan
beberapa lembaga penelitian untuk meningkatkan efisiensi. Informasi dari penggunaan
komersial plasma nitridasi di Solar Atmosphere, USA menunjukan adanya keuntungan
dalam penggunaan campuran N2/H2, dimana ion hidrogen dalam prosesnya
diakselerasikan menuju ke permukaan bahan dan berfungsi sebagai pembersih dan
pereduksi untuk menghilangkan lapisan oksida dan kontaminasi jumlah kecil pada
permukaan bahan. Penelitian lain oleh Fewell et.al. di Australia, menunjukan
keuntungan melakukan pre-nitriding exposure kepada plasma dari campuran 50%N2 -
50%H2 sebelum proses nitridasi dimulai.
Peningkatan efisiensi dengan meneliti pengaruh temperatur dalam proses nitridasi
juga dilakukan beberapa lembaga penelitian. Nitrion GmbH di Jerman misalnya, dalam
survey literature-nya, menyarankan penggunaan dua temperatur yang berbeda dimana
temperature yang kedua sekitar 20C lebih tinggi dari temperatur pada nitridasi tahap
pertama. Sehingga didapatkan kedalaman dan kekerasan yang optimal yang diperoleh
dalam waktu sesingkat mungkin. Dalam proses produksi hal ini akan sangat menentukan
tingkat efisiensi sehingga lebih ekonomis. Sebagai contoh lain, Fewell et.al. misalnya,
menemukan bahwa untuk pengerasan AISI 316, suhu optimal yang dipergunakan adalah
pada 450C (plasma dari 100% N2). Meskipun demikian pada umumnya suhu yang
7
dipergunakan untuk plasma-nitridasi berkisar pada 350C-590C bergantung paduan
logam yang dipakai dan applikasi yang dituju. Disamping itu, Fewell et.al. juga
menemukan bahwa hasil nitridasi yang didapat dengan pemanasan ruang nitridasi lebih
baik dari pada plasma nitridasi dengan hanya benda uji saja yang dipanaskan. Dalam
hipotesanya, hal ini disebutkan berkaitan dengan kondisi plasma yang lebih reaktif dan
cenderung stabil sehingga lebih kondusif untuk proses nitridasi.
Peningkatan efisiensi nitridasi dengan variasi tegangan tinggi dilakukan sebuah
grup peneliti lain di Jerman, dengan mempergunakan pulsa tegangan tinggi DC, namun
tanpa mempergunakan RF. Mereka mempergunakan tegangan tinggi DC 30kV-50kV
yang dipulsakan pada frekuensi 100-1000 Hz. Pulsa dibangkitkan dengan menggunakan
square-wave generator dengan panjang pulsa sekitar 50s dengan suhu yang cukup
rendah yaitu pada 350C. Selain itu, Fewell et.al. menemukan juga bahwa RF plasma
nitridasi, merupakan proses yang lebih efisien terutama bila dipergunakan untuk proses
nitridasi pada temperature rendah. Meskipun demikian Fewell et.al juga menambahkan
bahwa, pada saat ini, proses plasma nitridasi dengan tegangan DC pulsa merupakan
proses yang paling banyak dipergunakan secara komersial.
4.2. Perkembangan nitridasi plasma di Indonesia
4.2.1 Nitridasi plasma di P3TM-BATAN
Nitridasi plasma dalam skala laboratorium telah dikembangkan di P3TM-
BATAN, Yogyakarta sebagai bagian dari aplikasi teknologi sputering. Fasilitas nitridasi
dengan diameter tabung sekitar 10 cm, beroperasi dengan suhu rendah sekitar 150oC,
dengan tekanan vakum 10-2 mBar dan tegangan tinggi 30 kV. Hasil percobaan telah
berhasil untuk meningkatkan berbagai sampel baja dan besi serta meningkatkan
ketahanan korosi. Aplikasi lain dilakukan untuk pengerasan pahat bubut dan mata bor
pada mesin perkakas dengan menyesuaikan volume ruang tabung nitridasi. Peningkatan
kekerasan pada pahat bubut dari baja kecepatan tinggi dapat dilakukan dari kekerasan
awal 595 VHN (Vickers Hardness Number) menjadi 1219 VHN yang dicapai pada
energi 100 keV dengan dosis ion 2,5 x 1016 ion/ cm2. Pahat bubut yang diimplantasi
nitrogen pada kondisi ini dapat menghasilkan peningkatan umur phat sebesar 83% pada
8
kecepatan potong 25 m/ menit. Di P3TM perlakuan pengerasan bahan dari plasma
nitridasi diperluas dengan implantasi ion dan teknologi sputering.
FOTO SCAN PERALATAN NITRIDASI PLASMA
Sistem tegangan tinggi
Sistem vakum
Tabung nitridasi
Sistem pemanas
Sistem pendingin
Sistem aliran gas N2
:
:
:
:
:
:
RF, 150W, 13,6 MHz
Pompa rotari, 450 liter/jam
Tabung luar, SS, diameter 45 cm, tinggi 40 cm
Electric-heater, 4x1000 Watt, Temp. controller.
Lilitan pipa tembaga diameter 1 inch
Gas nitrogen dengan pipa/ selang
9
Peralatan Nitridasi Plasma BATAN
4.2.2 Nitridasi plasma di P2SRM-BATAN
Sebagai tindak lanjut untuk aplikasi hasil penelitian nitridasi plasma dilakukan
pembuatan peralatan nitridasi plasma di P2SRM untuk pengerasan bahan komponen
industri. Pembuatan masing-masing komponen dan sistem telah selesai dan saat ini
sedang dilakukan perakitan, dan uji fungsi alat. Secara garis besar desain dari peralatan
ini ditunjukkan dalam Gambar 3.
Gambar 3. Garis besar desain peralatan nitridasi plasma-P2SRM-BATAN
Komponen utama dari peralatan adalah: tabung nitridasi, sistem pemanas, sistem
tegangan tinggi, sistem vakum, tangki beserta sistem aliran gas, dan pemegang sampel.
Tabung nitridasi
10
Tabung bagian luar dengan diameter-luar 46 cm, tinggi 55 cm dan tebal 8 mm,
dibuat dari baja tahan karat SS-304. Tabung pengungkung plasma yang direncanakan dari
bahan quartz diganti dari bahan baja tahan karat yang dilubangi karena kesulitan
mendapatkan bahan quartz dengan diameter besar.
Sistem pemanas
Sistem nitridasi dirancang dengan ruang nitridasi yang dipanaskan menggunakan
pemanas elektrik yang memanaskan seluruh ruang uji dan bukan hanya benda uji saja.
Sistem pemanas dirancang dan dibuat dengan electric-heater (fire-brick), terdiri dari 2
buah (2 x 2000 watt) atau 4 buah (4x1000 watt) untuk mencapai temperatur operasi yang
diperlukan. Temperatur dikontrol dengan temperature controller type Autonic TZ4M
berjenis PID dengan kemampuan self-tune. Controller ini dilengkapi dengan Solid-State-
Relay (SSR) dengan kapasitas 30 ampere. Termokopel jenis 'K' dengan kemampuan ukur
dan ketahanan diatas 1000oC, dipakai untuk mengukur temperatur dalam ruang nitridasi
untuk diumpankan ke temperature controller. Temperatur operasi dalam tabung berkisar
antara 350oC-590oC, dalam desain memungkinkan temperatur hingga mendekati 1000C.
Sistem aliran gas
Sistem aliran gas dirancang agar memungkinkan penggunaan gas tunggal (N2)
maupun campuran (misalnya. N2/H2, N2/CH4) dengan laju alir yang terukur. Untuk
rancangan ini digunakan kontrol dan pengukuran aliran gas dari tabung gas menuju
ruang nitridasi dengan menggunakan flow-meter dan needle valve. Arah dan keluaran
gas dalam ruang nitridasi dirancang dengan sambungan variabel sehingga ketinggian pipa
dapat diatur. Dengan kondisi ini peralatan bisa dikopel untuk proses pengerasan bahan
dengan gas atau campuran gas serta mekanisme pengerasan lainnya.
Sistem tegangan tinggiSistem tegangan tinggi dirancang dengan tegangan tinggi DC 1-20 kV dengan
arus 1-50 mA. Untuk pengembangan selanjutnya akan dirancang sumber tegangan
berupa tegangan tinggi DC berpulsa dengan frekuensi 100-1000 Hz, dan bila mungkin
dirancang untuk bisa dipasangkan juga dengan RF yang ditujukan khusus untuk
membangkitkan plasma. Komponen tegangan tinggi menggunakan sistem trafo dan
pelipat tegangan.
Sistem vakum
11
Untuk operasi nitridasi dirancang sistem vakum pada ruang nitridasi sampai 10-3
mBar. Sistem vakum dihasilkan dari pompa rotari dengan kapasitas 450l/ menit sehingga
tekanan vakum ruang untuk operasi dapat dicapai dengan waktu sekitar 15 menit.
Peralatan ukur tekanan vakum pirani-meter, katup pengatur dan beberapa saluran belows
diperlukan untuk pengaturan sistem vakum.
KESIMPULAN
Teknologi nitridasi plasma merupakan pilihan yang menjanjikan untuk
pengerasan permukaan bahan dengan pengaturan kekerasan permukaan lebih teliti,
operasi lebih aman dan proses lebih cepat dibanding metode konvensional. Kelemahan
dari teknik ini adalah investasi awal untuk peralatan membutuhkan biaya tinggi dan
karena termasuk teknologi tinggi memerlukan pengetahuan dan keterampilan teknisi
tinggi. Dengan melakukan pengembangan dan penelitian secara sampel di laboratorium
maupun pengujian langsung pada prototipe peralatan dapat dikuasai teknologi dan
parameter penting untuk operasi nitridasi plasma. Perkembangan aplikasi di dunia dan di
Indonesia menunjukkan kelebihan yang bisa diperoleh dengan teknik nitridasi plasma
khususnya untuk komponen yang relatif kecil dan memerlukan persyaratan desain tinggi.
DAFTAR PUSTAKA
1. B.Bandriyana, Tutun Nugraha, Desain peralatan nitridasi plasma untuk pengerasan
komponen industri, Prosiding Seminar Teknologi Akselerator, P3TM-BATAN,
Yogyakarata, 2003.
2. Plasma Nitriding in Comparison with Gas Nitriding, Nitrion GmbH, nitrierbetriebe
Bayern, 2001.
3. Atlas Steels – Specialty steels Product Reference Manual, Section 5: Engineering
Bar: Alloy Constructional an Case Hardening, 2000.
4. Tjipto sujitno BA, Aplikasi plasma dan teknologi sputtering untuk surface treatment,
Diktat Worshop sputtering untuk rekayasa permukaan bahan, P3TM-BATAN, 2003.
12
5. Sudjatmoko, teknologi sputering, Diktat Kuliah Worshop sputtering untuk rekayasa
permukaan bahan, P3TM-BATAN, 2003.
6. P. Schaaf and F. Landry, “Mossbauer Investigation of Nitriding Processes: Gas
Nitriding and Laser Nitriding”, MSMS´98, Senice, Slovakia, 1998.
7. P. Schaaf, F. Landry, Meng Han, E. Carpene and Klaus-Peter Lieb, “Laser Nitriding
of Iron, Stainless Steel, and Plain Carbon Steel Investigated by Mössbauer
Spectroscopy”, Hyperfine Interactions 139/140: p. 307–314, 2002.
8. “Ion Nitriding, A Distortion-Free Case Hardening Process”, Solar Atmosphere,
Pennsylvania, USA.
9. Matthew Fewell, Jayson Priest, Matthew Baldwin, “Temperature Effects in Nitriding
with a Low-pressure RF Plasma”, Australian Institute of Nuclear Science and
Engineering, University of New England, rogress Report, 1998.
10. The Contract Heat Treatment Association, Data-sheet For Non-Heat-Treaters,
"Nitriding And Nitrocarburising", Contract Heat Treatment Association, 1996.
11. N.N. Koval, I. M. Goncharenko, S. V. Grigoriev, I. V. Lopatin, J. Langner, and M. J.
Sadowski, “Use of a Low-Pressure Non-self-sustained Arc Discharge for Plasma Ion
Treatment of Materials”. Institute of High Current Technics, Rusia, dan Andrzej
Soltan Institute for Nuclear Studies, Poland.
12. Gunther Liebmann, “Is substituting case hardening with nitriding possible for
components susceptible to distortion ?”, Haarterel Reese Weimar.
13. Casper V Budtz-Jørgensen, “Studies of Electrical Plasma Discharges”, PhD Thesis,
Faculty of Science, Aarhus University, Denmark, 2001.
14. Van Atta, C.M. Vacuum Science and Engineering, Mc Graw Hill Book Company,
New York, 1965.
13