proses pengerasan
TRANSCRIPT
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 1/12
PROSES PENGERASAN (HARDENING)
1. Pengerasan Permukaan Dengan Pemanasana. Flame hardening
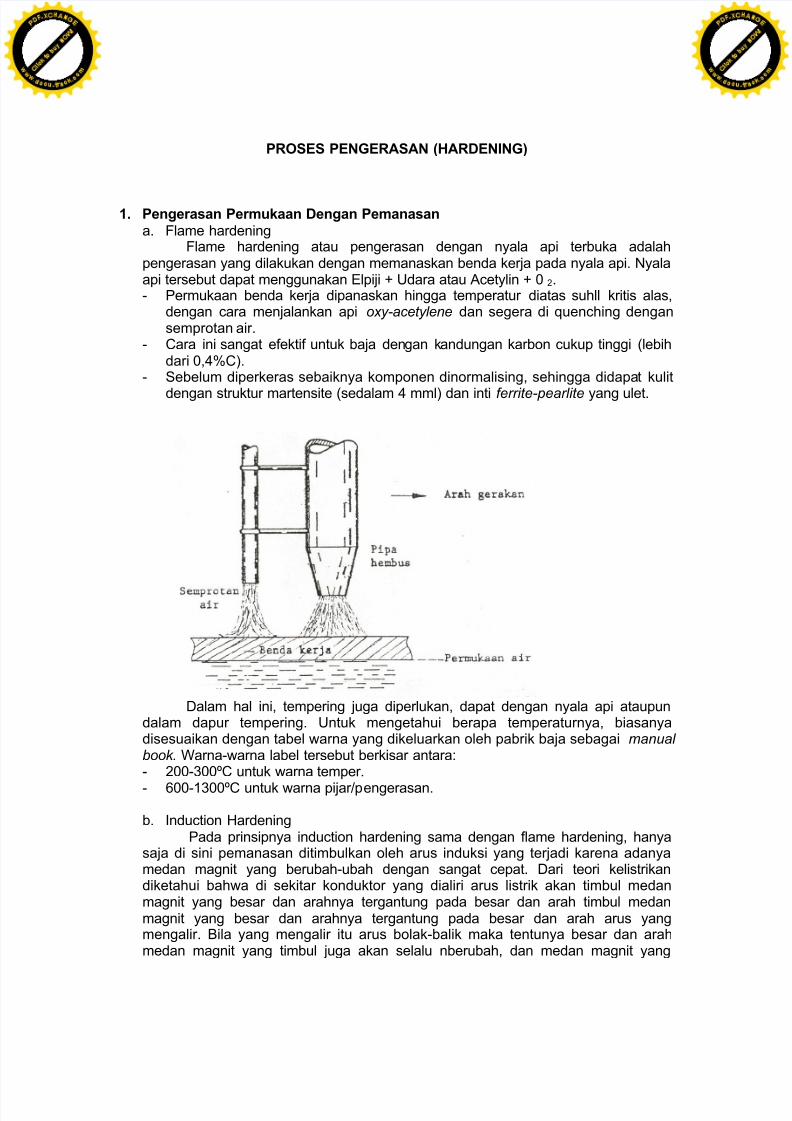
Flame hardening atau pengerasan dengan nyala api terbuka adalahpengerasan yang dilakukan dengan memanaskan benda kerja pada nyala api. Nyalaapi tersebut dapat menggunakan Elpiji + Udara atau Acetylin + 02.- Permukaan benda kerja dipanaskan hingga temperatur diatas suhll kritis alas,
dengan cara menjalankan api oxy-acetylene dan segera di quenching dengansemprotan air.
- Cara ini sangat efektif untuk baja dengan kandungan karbon cukup tinggi (lebihdari 0,4%C).
- Sebelum diperkeras sebaiknya komponen dinormalising, sehingga didapat kulit
dengan struktur martensite (sedalam 4 mml) dan inti ferrite-pearlite yang ulet.
Dalam hal ini, tempering juga diperlukan, dapat dengan nyala api ataupundalam dapur tempering. Untuk mengetahui berapa temperaturnya, biasanyadisesuaikan dengan tabel warna yang dikeluarkan oleh pabrik baja sebagai manual book. Warna-warna label tersebut berkisar antara:- 200-300ºC untuk warna temper.
- 600-1300ºC untuk warna pijar/pengerasan.
b. Induction HardeningPada prinsipnya induction hardening sama dengan flame hardening, hanya
saja di sini pemanasan ditimbulkan oleh arus induksi yang terjadi karena adanyamedan magnit yang berubah-ubah dengan sangat cepat. Dari teori kelistrikandiketahui bahwa di sekitar konduktor yang dialiri arus listrik akan timbul medanmagnit yang besar dan arahnya tergantung pada besar dan arah timbul medanmagnit yang besar dan arahnya tergantung pada besar dan arah arus yangmengalir. Bila yang mengalir itu arus bolak-balik maka tentunya besar dan arahmedan magnit yang timbul juga akan selalu nberubah, dan medan magnit yang
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 2/12
besarnya berubah ini dapat menimbulkan arus listrik, arus induksi yang disebut eddy current , pada konduktor yang ferromagnetik. Arus induksi ini akan menimbulkanpanas, dan karena arus induksi ini terjadi di permukaan maka panas akan terjadi di
permukaan. Panas yang timbul ini akan sangat intens bila arus bolak-balik yangmenimbulkan induksi ini adalah arus bolak-balik dengan frekuensi tinggi.
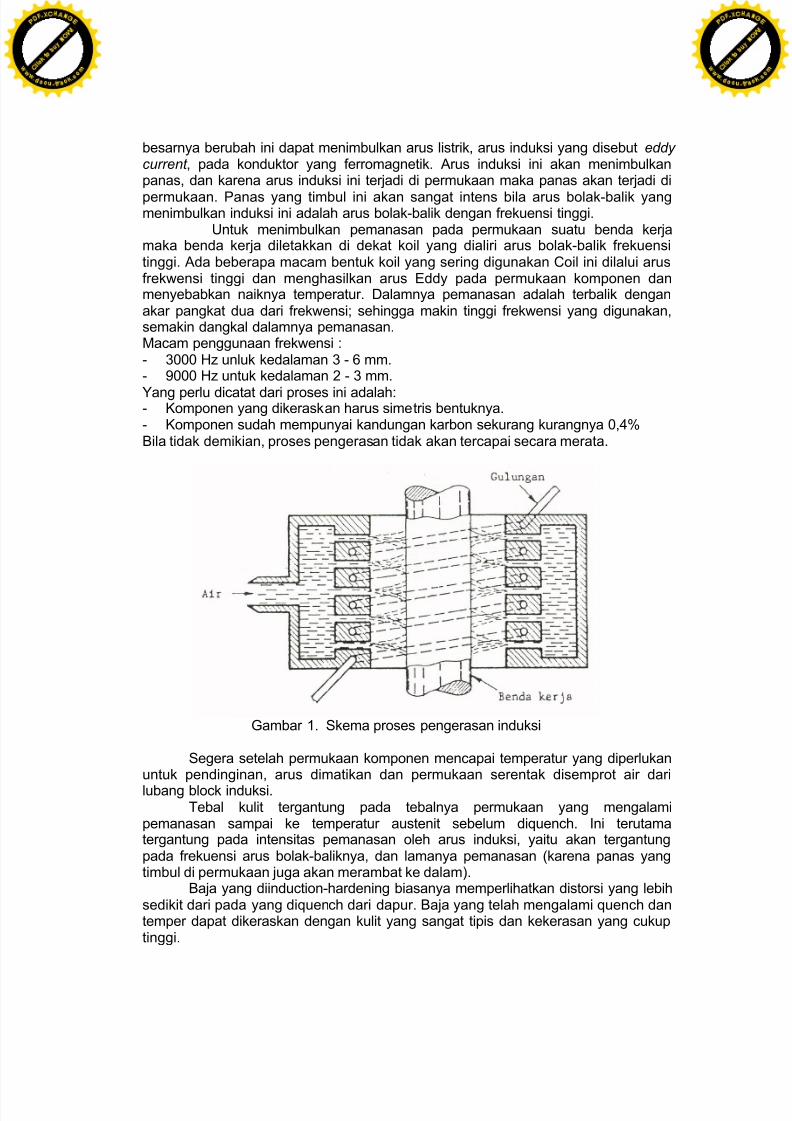
Untuk menimbulkan pemanasan pada permukaan suatu benda kerjamaka benda kerja diletakkan di dekat koil yang dialiri arus bolak-balik frekuensitinggi. Ada beberapa macam bentuk koil yang sering digunakan Coil ini dilalui arusfrekwensi tinggi dan menghasilkan arus Eddy pada permukaan komponen danmenyebabkan naiknya temperatur. Dalamnya pemanasan adalah terbalik denganakar pangkat dua dari frekwensi; sehingga makin tinggi frekwensi yang digunakan,semakin dangkal dalamnya pemanasan.Macam penggunaan frekwensi :- 3000 Hz unluk kedalaman 3 - 6 mm.- 9000 Hz untuk kedalaman 2 - 3 mm.
Yang perlu dicatat dari proses ini adalah:- Komponen yang dikeraskan harus simetris bentuknya.- Komponen sudah mempunyai kandungan karbon sekurang kurangnya 0,4%Bila tidak demikian, proses pengerasan tidak akan tercapai secara merata.
Gambar 1. Skema proses pengerasan induksi
Segera setelah permukaan komponen mencapai temperatur yang diperlukanuntuk pendinginan, arus dimatikan dan permukaan serentak disemprot air dari
lubang block induksi.Tebal kulit tergantung pada tebalnya permukaan yang mengalami
pemanasan sampai ke temperatur austenit sebelum diquench. Ini terutamatergantung pada intensitas pemanasan oleh arus induksi, yaitu akan tergantungpada frekuensi arus bolak-baliknya, dan lamanya pemanasan (karena panas yangtimbul di permukaan juga akan merambat ke dalam).
Baja yang diinduction-hardening biasanya memperlihatkan distorsi yang lebihsedikit dari pada yang diquench dari dapur. Baja yang telah mengalami quench dantemper dapat dikeraskan dengan kulit yang sangat tipis dan kekerasan yang cukuptinggi.
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 3/12
2. Pengerasan Permukaan Dengan Pelapisana. Carburizing.
Carburizing adalah proses penambahan carbon pada baja yang mempunyaikandungan carbon dibawah 0,3%, sehingga baja tersebut dapat dikeraskan.Umumnya hal ini dilakukan untuk baja-baja pemesinan (seperti ECN 150 - EMS 45-
AG 7210)Proses pengerasan permukaan pada baja karbon rendah pada 850o – 950o Cdengan karbon dari CARBURISER yang mampu memberikan karbon pada baja,sehingga akan terbentuk lapisan dengan kedalaman 0,5 – 2 mm dengan kandungankarbon naik 0,75 – 1,2 % C.Proses ini dapat dilakukan dalam kotak tertutup yang bagian dalamnya telah diisidengan carburiser yang dapat berupa : bubuk, cairan atau gas.Bahan :
- Batu bara
- Barium atau sodium karbonat- Kalsium karbonat
Apabila kotak baja dipanaskan → 900o – 950
o C, maka O2 dari udara dan C dari batu
bara akan bereaksi dan membentuk CO.
2 C + O2 → 2 COdengan adanya besi, maka CO akan terurai menjadi :
2 CO → CO2 + Catom
Catom akan bereksi dengan besi → sumentit
3 Fe + Catom → Fe3C Apabila ada Ba CO3 akan terurai :
Ba CO3 → BaO + CO2
Ini akan mensuplai CO2, dan bereaksi dengan batu bara :
CO2 + C → 2CO Apabila ada sodium karbonat (Na2 CO3)
→ satu-satunya carburiser cair dan silikon karbide (SiC), maka akan terjadi reaksi :
2 Na2 CO3 + Si C → Na2 SiO3 + Na2 O + 2 CO + C
Ada 3 cara proses carburizing:1. Carburizing media padat
Komponen dimasukkan dalam kotak baja yang berisi bahan carburizing, yaitubahan yang kaya akan karbon, seperti durferrit-tempurung kelapa atau arang yang
ditambah katalisator ±40%. Katalisator ini biasanya sodium carbonat (abu soda)dicampur barium carbonat, gunanya adalah untuk mempercepat karbon ambilbagian dalam proses reaksi kimianya.
Setelah ditutup dengan rapih, dipanaskan secara perlahan-lahaun hinggamencapai temperatur 900-950ºC dan ditahan pada temperatur tersebut hingga lebihdari 6 jam sesuai dengan kedalaman yang dikehendaki, Kemudian pendinginandilakukan dalam dapur pemanas sampai temperatur turun 350ºC setelah itudidinginkan di udara bebas.
Bila pada bagian permukaan tidak diperlukan mengalami pengarbonan, makapada bagian tersebut dapat dilapisi dengan tembaga setebal 0,07-0,1 mm, karenakarbon tidak akan melarut pada tembaga padat, Selain itu untuk komfonen yangkecil, pencegahannya dapat juga dilakukan dengan menggunakan pasta khususyang tahan api. Setelah itu baru dimasukkan dalam kotak proses carburising.
Pada Solid carburising benda kerja dimasukkan ke dalam suatu kotak,
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 4/12
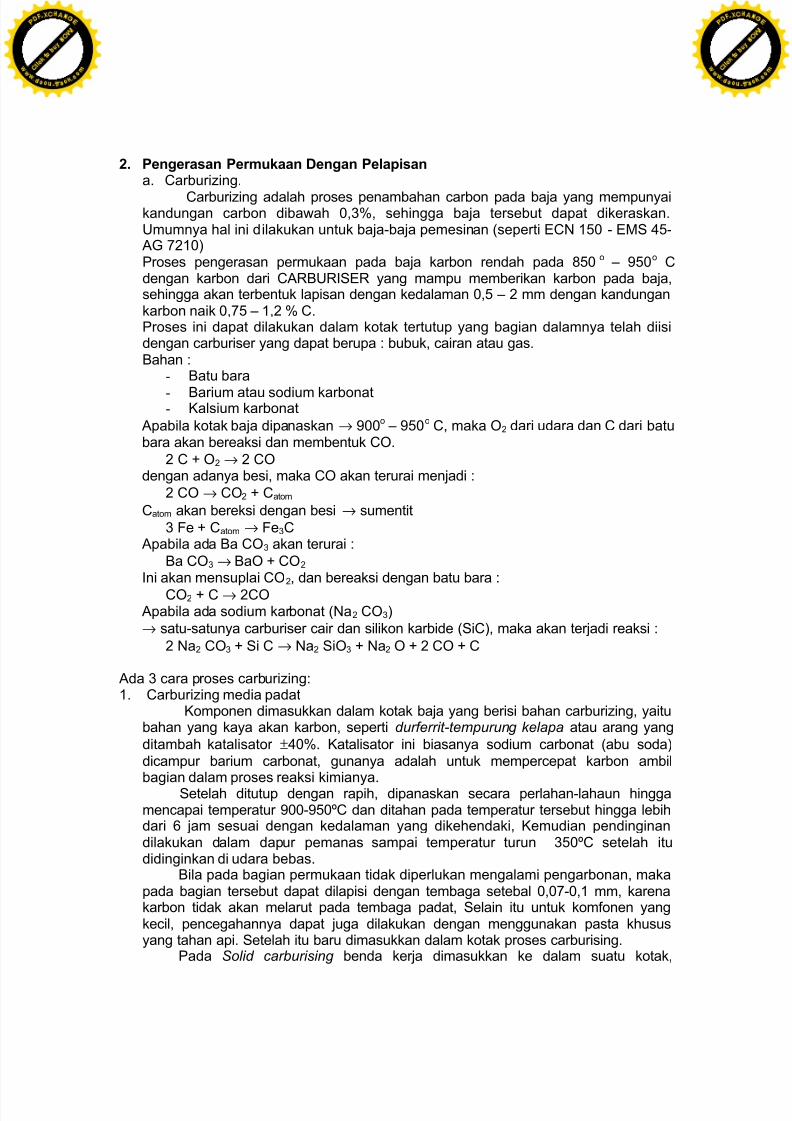
ditimbun dengan carburising compound, kotak ditutup rapat (kedap udara), selaludipanaskan sampai 900 – 950 oC selama beberapa jam. Setelah itu kotakdikeluarkan dari dapur, dibiarkan dingin, dibungkus dan benda kerja dibersihkan lalu
dipanaskan kembali untuk melakukan pengerasan.Carburising compound berupa serbuk terdiri dari arang kayu/coke 70 – 80 %,
barium atau natrium karbonat, 25 – 20 % dan kalsium karbonat 2,5 – 3,5 %. Selamapemanasan udara yang terperangkap dalam kotak akan bereaksi dengan arangmenjadi CO, dengan reaksi :
2C + O2 → 2 COSelanjutnya CO ini dapat berdissosiasi menjadi Cat
2 CO → CO2 + Cat
Dan Cat ini adalah atom karbon aktif, yang dapat berdiffusi ke dalam baja. Karbonatpada carburising compound berfungsi sebagai energizer atau activator yangmempercepat proses carburising yaitu dengan menghasilkan sejumlah CO2 darireaksi dekomposisinya :
BaCO3 → BaO + CO2
Kemudian bereaksi dengan karbon membentuk CO.
Gambar 2. Grafik pemanasan carburizing
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 5/12
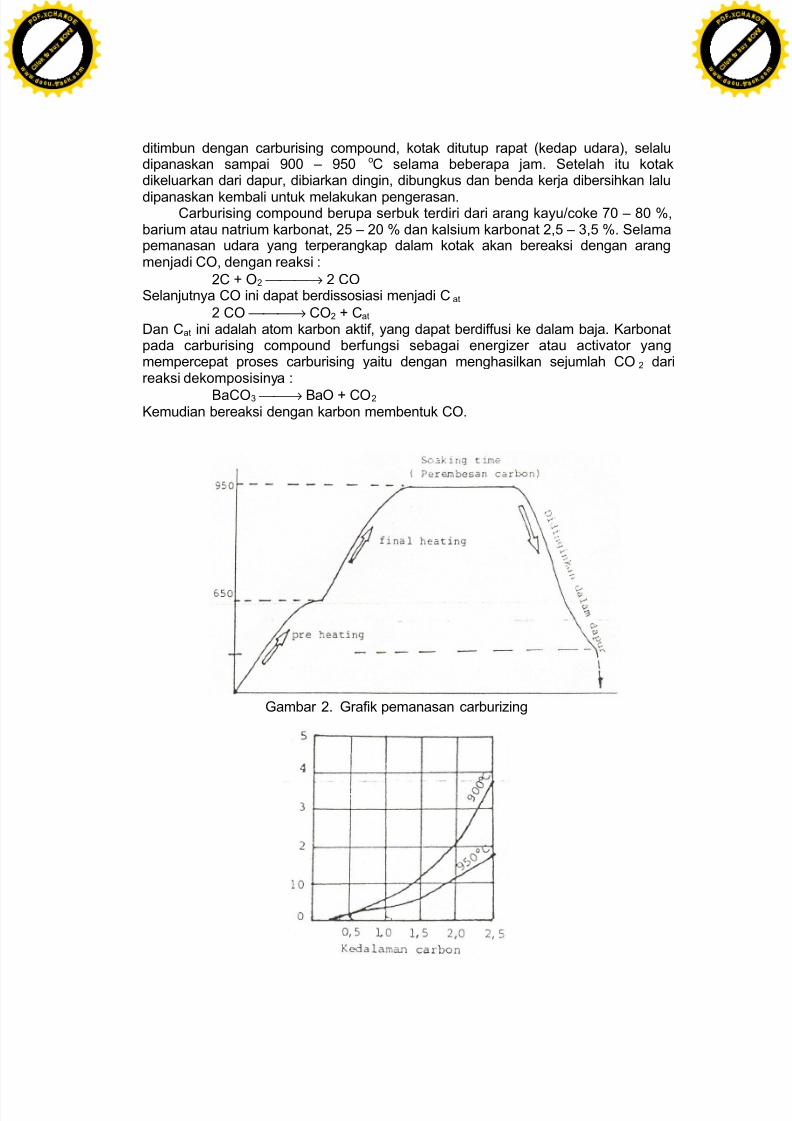
Gambar 3. Grafik kedalaman karbon (C)
Karena pada temperatur tinggi ini baja mampu melarutkan banyak karbon
maka dalam waktu singkat permukaan baja akan menyerap karbon hingga mencapaibatas jumlahnya (ditunjukkan oleh garis Acm untuk temperatur tersebut, 1,2 % C).Mengingat bagian dalam laju itu hanya mengandung sedikit karbon maka karbonakan berdifusi masuk lebih ke dalam. Tebal lapisan permukaan yang mengalamipenambahan karbon (case depth) ini tergantung pada temperatur pemanasan danpanjangnya holding time pada temperatur pemanasan itu.
Bila setelah pemanasan dan pendinginan lambat dilihat struktur mikro darilapisan permukaan ini maka akan terlihat bahwa lapisan terluar akan menunjukkanstruktur hypereutektoid, terdiri dari perlit dan cementite network, sedikit di bawahnyaterlihat struktur eutektoid, seluruhnya perlit dan lebih ke bawah lagi struktur hypoeutektoid, terdiri dari perlit dan ferrit dengan jumlah ferrit yang makin ke dalammakin banyak yang akhirnya sama dengan struktur asalnya (hypoeutektoid dengan
kadar karbon yang rendah) Adanya hypereutektoid pada lapisan kulit ini kurang disukai karena adanya
cementite network ini dapat menyebabkan kegetasan, dapat juga menyebabkanterjadinya retained austenite yang terlalu banyak (mengandung kekerasan).Untungnya pada pemanasan kembali (untuk pengerasan) sebagian karbon akanberdifusi lebih ke dalam lagi, sehingga kadar karbon di permukaan sedikit berkurangdan gradiennya makin melandai.
2. Carburising dalam media cair Pada liquid carburising pemanasan benda kerja dilakukan dalam salat bath,
yang terdiri dari campuran cairan kimia sodium cyanide (NaCN) 20% -25% atau
pottasium cyanide (KCN), yang berfungsi sebagai carburising agent yang aktif dengan sodium carbonate (Na2CO3) sebesar 40% yang berfungsi sebagai energiser dan 40% sodium atau barium chloride. Pada temperatur carburising cyanide akanberfungsi :
2 NaCN + O2 → 2 NaCNO
4 NaCNO → 2 Na CN + 2 Na2CO3 + CO + 2 Nat
2 CO → CO2 + Cat
Dari reaksi di atas tampak bahwa di samping atom karbon, atom nitrogen juga ikut berdiffusi masuk ke dalam baja. Nitrogen ini di dalam baja akan bereaksimembentuk nitrida, yang juga keras. Banyaknya karbon dan nitrogen yang berdiffusiini tergantung pada temperatur pemanasan dan kandungan NaCN dalam salt bath.Dari situ tampak bahwa pada temperatur carburising (850 – 950 oC) diffusi karbon
lebih dominan.Campuran yang kaya akan cyanide dipanaskan dalam kotak besi pada
temperatur 870-950ºC, kemudian benda kerja yang ditempatkan pada keranjang
kawat dicelupkan kedalamnya selama ±5 menit. Selanjutnya diangkat dandibersihkan. Jadi carburising disini ialah pemisahan sodium cyanide padapermukaan baja, dan atom carbon dan atom nitrogen dilepas.
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 6/12
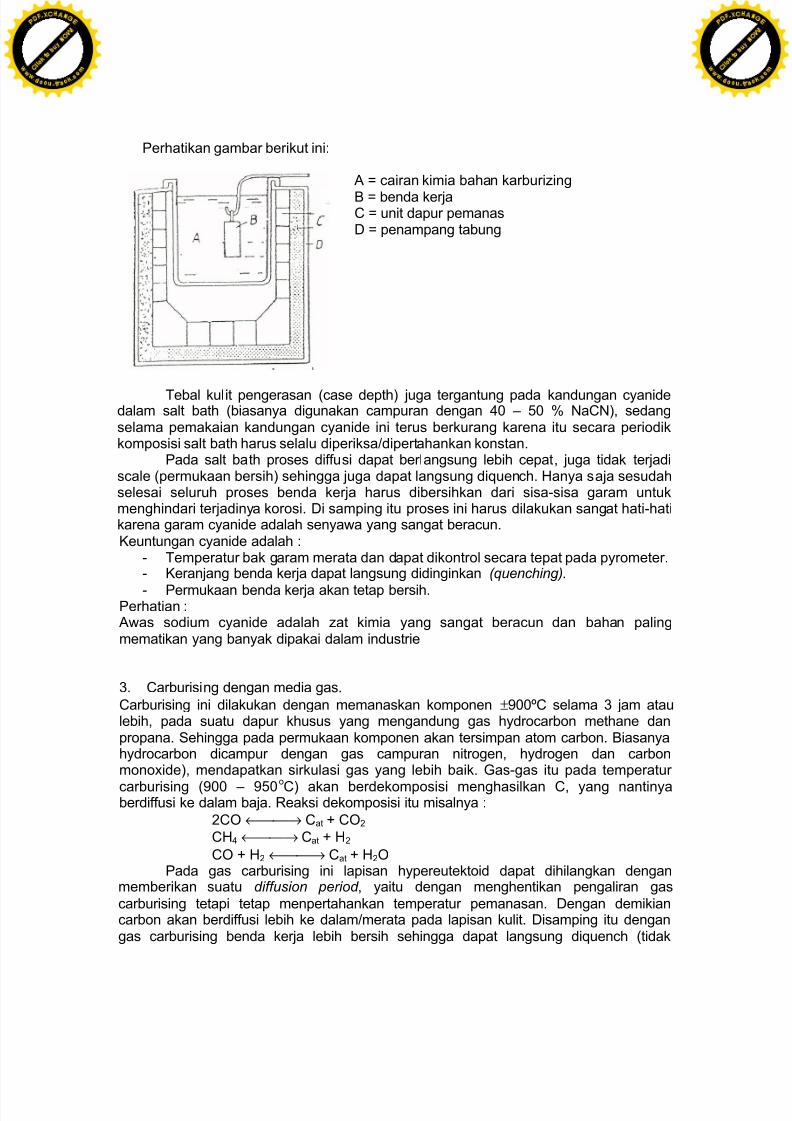
Perhatikan gambar berikut ini:
A = cairan kimia bahan karburizing
B = benda kerjaC = unit dapur pemanasD = penampang tabung
Tebal kulit pengerasan (case depth) juga tergantung pada kandungan cyanidedalam salt bath (biasanya digunakan campuran dengan 40 – 50 % NaCN), sedangselama pemakaian kandungan cyanide ini terus berkurang karena itu secara periodikkomposisi salt bath harus selalu diperiksa/dipertahankan konstan.
Pada salt bath proses diffusi dapat berlangsung lebih cepat, juga tidak terjadiscale (permukaan bersih) sehingga juga dapat langsung diquench. Hanya saja sesudahselesai seluruh proses benda kerja harus dibersihkan dari sisa-sisa garam untukmenghindari terjadinya korosi. Di samping itu proses ini harus dilakukan sangat hati-hatikarena garam cyanide adalah senyawa yang sangat beracun.Keuntungan cyanide adalah :
- Temperatur bak garam merata dan dapat dikontrol secara tepat pada pyrometer.- Keranjang benda kerja dapat langsung didinginkan (quenching).
- Permukaan benda kerja akan tetap bersih.Perhatian :
Awas sodium cyanide adalah zat kimia yang sangat beracun dan bahan palingmematikan yang banyak dipakai dalam industrie
3. Carburising dengan media gas.
Carburising ini dilakukan dengan memanaskan komponen ±900ºC selama 3 jam ataulebih, pada suatu dapur khusus yang mengandung gas hydrocarbon methane danpropana. Sehingga pada permukaan komponen akan tersimpan atom carbon. Biasanyahydrocarbon dicampur dengan gas campuran nitrogen, hydrogen dan carbonmonoxide), mendapatkan sirkulasi gas yang lebih baik. Gas-gas itu pada temperatur
carburising (900 – 950o
C) akan berdekomposisi menghasilkan C, yang nantinyaberdiffusi ke dalam baja. Reaksi dekomposisi itu misalnya :
2CO ←→ Cat + CO2
CH4 ←→ Cat + H2
CO + H2 ←→ Cat + H2OPada gas carburising ini lapisan hypereutektoid dapat dihilangkan dengan
memberikan suatu diffusion period , yaitu dengan menghentikan pengaliran gas
carburising tetapi tetap menpertahankan temperatur pemanasan. Dengan demikiancarbon akan berdiffusi lebih ke dalam/merata pada lapisan kulit. Disamping itu dengangas carburising benda kerja lebih bersih sehingga dapat langsung diquench (tidak
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 7/12
seperti pada pack carburising dibersihkan baru dipanaskan kembali untuk diquench),dapur lebih efisien.
Carburising gas ini, semakin populer dibandingkan karburising yang lainnya
karena:- Permukaan komponen/benda kerja tetap bersih.- Hasil yang diproses lebih banyak dan efektif.- Kandungan carbon pada lapisan permukaan dapat dikontrol dengan lebih teliti.
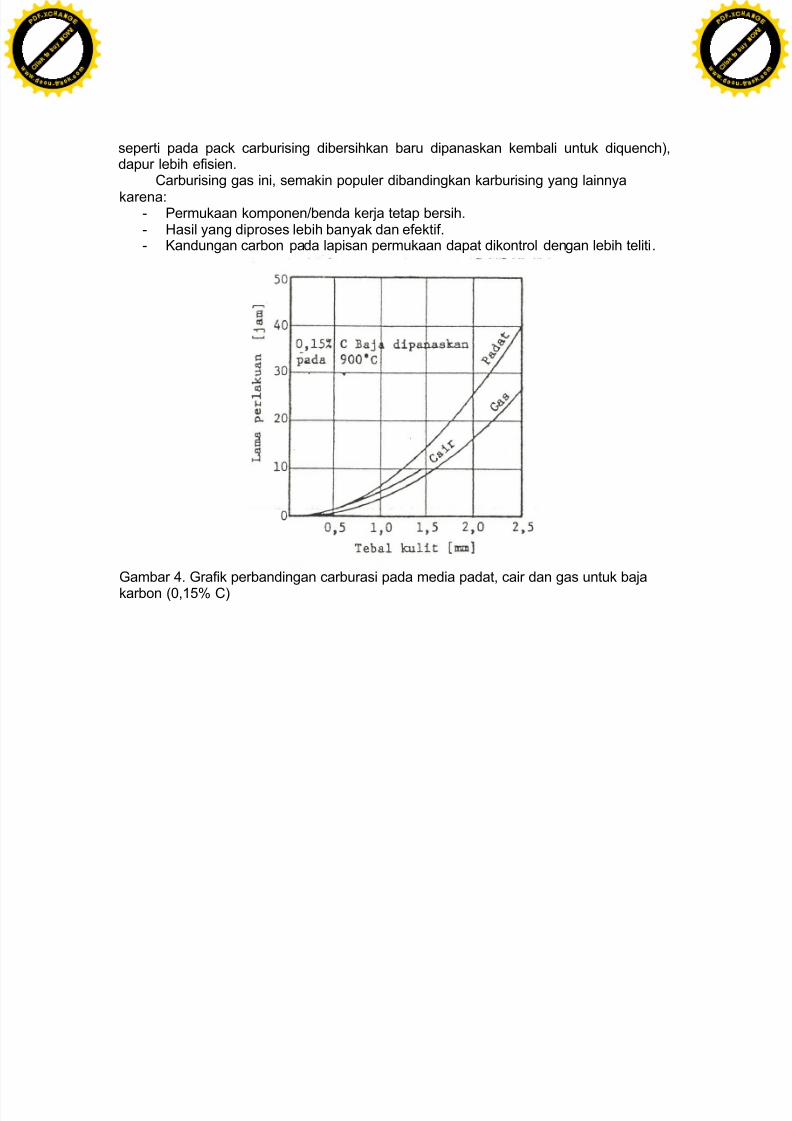
Gambar 4. Grafik perbandingan carburasi pada media padat, cair dan gas untuk baja
karbon (0,15% C)
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 8/12
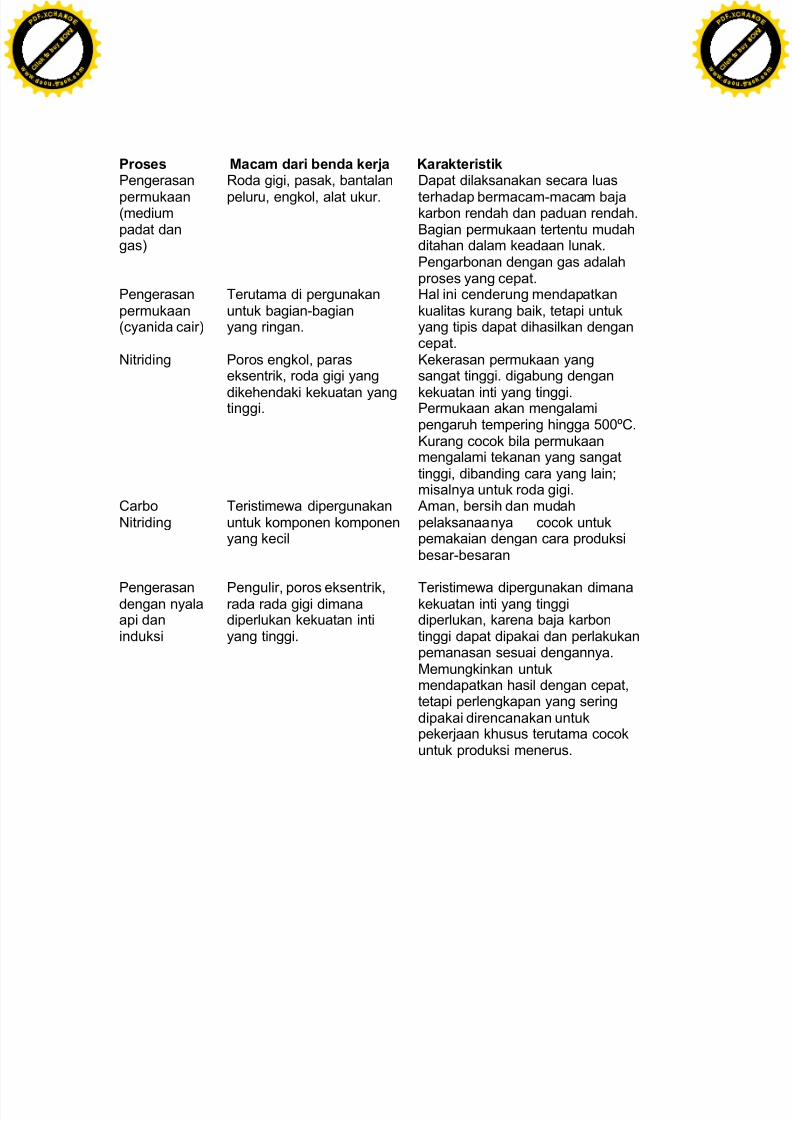
Proses Macam dari benda kerja KarakteristikPengerasan
permukaan(mediumpadat dangas)
Roda gigi, pasak, bantalan
peluru, engkol, alat ukur.
Dapat dilaksanakan secara luas
terhadap bermacam-macam bajakarbon rendah dan paduan rendah.Bagian permukaan tertentu mudahditahan dalam keadaan lunak.Pengarbonan dengan gas adalahproses yang cepat.
Pengerasanpermukaan(cyanida cair)
Terutama di pergunakanuntuk bagian-bagianyang ringan.
Hal ini cenderung mendapatkankualitas kurang baik, tetapi untukyang tipis dapat dihasilkan dengancepat.
Nitriding Poros engkol, paraseksentrik, roda gigi yang
dikehendaki kekuatan yangtinggi.
Kekerasan permukaan yangsangat tinggi. digabung dengan
kekuatan inti yang tinggi.Permukaan akan mengalamipengaruh tempering hingga 500ºC.Kurang cocok bila permukaanmengalami tekanan yang sangattinggi, dibanding cara yang lain;misalnya untuk roda gigi.
CarboNitriding
Teristimewa dipergunakanuntuk komponen komponenyang kecil
Aman, bersih dan mudahpelaksanaanya cocok untukpemakaian dengan cara produksibesar-besaran
Pengerasandengan nyalaapi daninduksi
Pengulir, poros eksentrik,rada rada gigi dimanadiperlukan kekuatan intiyang tinggi.
Teristimewa dipergunakan dimanakekuatan inti yang tinggidiperlukan, karena baja karbontinggi dapat dipakai dan perlakukanpemanasan sesuai dengannya.Memungkinkan untukmendapatkan hasil dengan cepat,tetapi perlengkapan yang seringdipakai direncanakan untukpekerjaan khusus terutama cocokuntuk produksi menerus.
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 9/12
Setelah proses pengarbonan selesai, inti masih mempunyai kandungan karbonrendah (0,1-0,3 %C) dan kulitnya mempunyai kandungan karbon maksimum O,83 %C.Hal ini akan mengakibatkan temperatur kritis atas yang berbeda sewaktu proses
perlakuan panas. Untuk mendapatkan sifat mekanik yang bak diperlukan dua kaliperlakuan panas.1. Memperhalus inti
Komponen dipanaskan hingga di atas temperatur kritis atas dari inti (A) kemudiandidinginkan di dalam air, sehingga didapat campuran butiran halus ferrit dan sedikitmartensit.Karena temperatur ini di atas temperatur kritis atas dari kulit (723ºC) sehinggadidapat butiran kasar martensit pada kulit. Maka diperlukan perlakuan panas untukmemperhalus butiran kulit.
2. Memperhalus kulitKomponen dipanaskan hingga 760ºC (B) di quenching dan didapatlah kulit kerasdari butiran halus martensit.
Karena sejumlah martensit bersifat rapuh dan terdapat perbedaan tegangan antarakulit dan inti, hasil dari quenching maka di perlukan proses tempering.
Proses diatas kurang ekonomis, untuk itu diperlakukan satu kali pemanasanpengarbonan, langsung dilakukan quenching yang diikuti pula oleh tempering padatemperatur yang rendah. Alternatif lain, dilaksanakan pendinginan perlahan-lahan daritemperatur pengarbonan untuk mendapatkan keuletan yang tinggi pada inti. Kemudiandipanaskan lagi 760ºC dan didinginkan dengan air. Hal ini akan benar-benar menghasilkan inti yang lunak, tetapi bagian luar keras.
b. NITRIDINGProses ini dilakukan untuk pembentukan. campuran yang sangat keras,
antara nitrogen dengan logam: Aluminium, Chromium dan Vanadium Molybden dan
lain-lain. Baja karbon biasa tidak dapat dinitriding karena campuran besi dannitrogen yang terbentuk akan menyerap ke inti, sehingga tidak didapat kekerasanpada kulit.
Cara kerja: benda kerja dipanaskan 500ºC selama 40-100 jam sesuaidengan kedalaman kulit yang dikehendaki. Pemanasan ini dilakukan dalam kamar gas nitrogen yang rapat berisikan sirkulasi amoniak. Amoniak akan mengurai,melepaskan atom-atom nitrogen yang akan diserap permukaan baja "Nitra alloy".
Nitriding dilakukan dengan memanskan baja di dalam dapur dengan atmosfer yang mengandung atom nitrogen aktif, yang akan berdiffusi ke dalam baja danbereaksi dengan unsur dalam baja membentuk nitrida. Nitrida yang terbentuk inisangat keras dan stabil. Nitrogen aktif ini diperoleh dari gas amonia yang biladipanaskan pada temperatur nitriding, 500 – 600 oC, akan berdissosiasi menjadi
nitrogen aktif dan gas hidrogen :2 NH3 → 2 Nat + H2
Atom nitrogen ini akan berdifusi ke dalam besi α.Baja hasil Nitriding mempunyai kekerasan sangat tinggi dan tahan terhadap
korosi. Biasanya digunakan pada baja paduan C sedang dan baja yang
mengandung Al, Cr, Mo dan elemen lain yang mampu membentuk nitride → Fe2N,Fe4N, Cr 2N, MoN, dan lain-lain.
Pada dasarnya semua baja dapat dinitriding, tetapi hasil yang baik akandiperoleh bila baja mengandung unsur paduan yang membentuk nitrida (nitrideforming element) seperti aluminium, chrom atau nrolybden.
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 10/12
Benda kerja yang akan dinitriding dimasukkan ke dalm dapur yang kedapudara dan gas ammonia dialirkan secara kontinyu selama pemanasan padatemperatur 500 – 600 oC. Proses ini berlangsung lama, dapat sampai beberapa hari.
Kekerasan yang sangat tinggi (sampai BC 70) langsung terjadi setelah terjadinyanitrida, tanpa perlu melakukan quenching. Dengan demikian benda kerja terhindar dari kemungkinan distorsi/retak dan tegangan sisa. Nitrida yang terbentuk sangatstabil, kekerasannya hampir tidak berubah dengan pemanasan, walaupun sampailebih dari 600oC (bandingkan dengan martensit yang mulai menjadi lunak padatemperatur yang jauh lebih rendah, 200
oC).
Walaupun proses nitriding ini berlangsung lama sekali tetapi tebal kulit yangterjadi tipis sekali. Baja untuk dinitriding biasanya tidak boleh terlalu lunak, 0,3 – 0,4% C, agar mampu mendukung kulit yang terlalu tipis tadi. Biasanya benda kerjaharus sudah dimachining halus dan ukuran sudah sangat mendekati ukuran akhir,sehingga sesudah nitriding tidak ada lagi proses machining selain polishing/lapping.
Baja yang dinitriding mempunyai sifat tahan aus yang sangat baik, juga sifat
terhadap kelelahan menjadi lebih baik. Demikian juga sifat tahan korosinya.
Keuntungan nitriding di bandingkan pengerasan kulit yang lain:1. Karena tidak ada Quenching, komponen tidak akan terjadi pecah atau terdistorsi.2. Didapatkan permukaan yang sangat keras.3. Sangat tahan korosi.4. Tetap keras sampai suhu 500ºC.5. Prosesnya bersih dan sederhana.6. Murah untuk pekerjaan massal.Kerugian :1. Mahal untuk jumlah yang sedikit.2. Kegagalan total akan terjadi jika terjadi kekeliruan, karena hilangnya kekerasan
pada permukaan tidak dapat dinitrinding lagi.
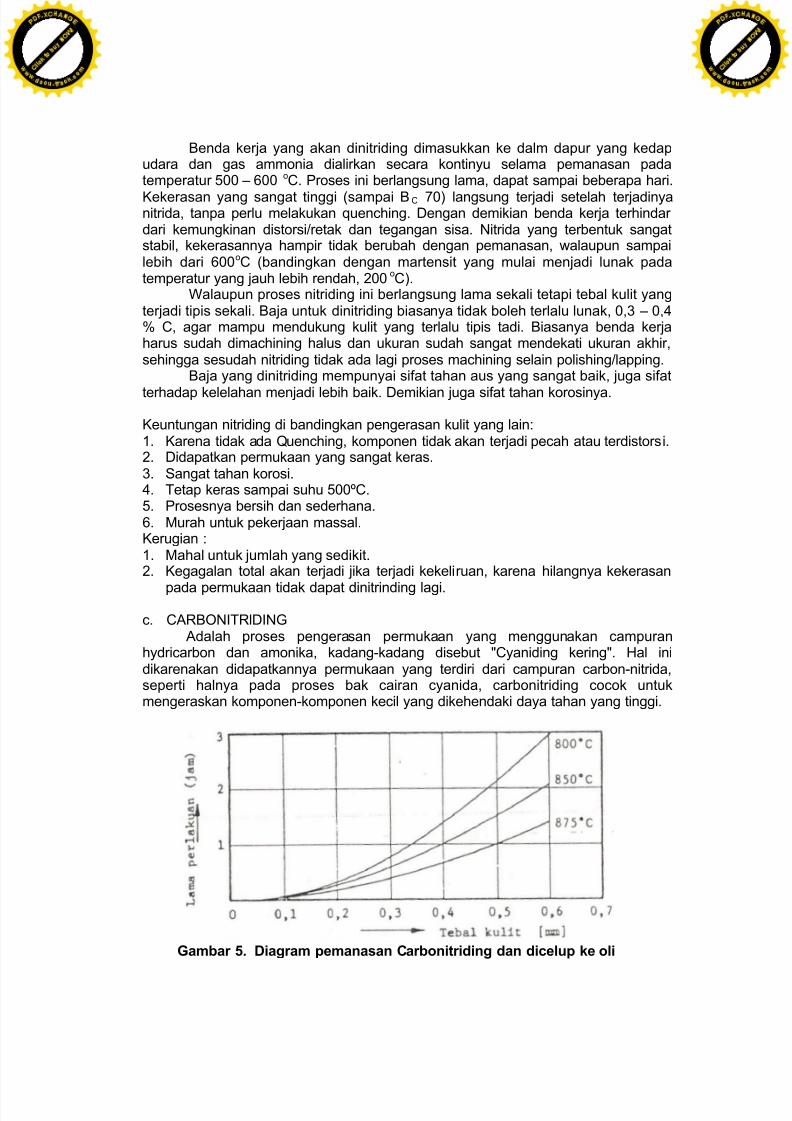
c. CARBONITRlDING Adalah proses pengerasan permukaan yang menggunakan campuran
hydricarbon dan amonika, kadang-kadang disebut "Cyaniding kering". Hal inidikarenakan didapatkannya permukaan yang terdiri dari campuran carbon-nitrida,seperti halnya pada proses bak cairan cyanida, carbonitriding cocok untukmengeraskan komponen-komponen kecil yang dikehendaki daya tahan yang tinggi.
Gambar 5. Diagram pemanasan Carbonitriding dan dicelup ke oli
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 11/12
Cyaniding yang sering dilakukan adalah dengan menggunakan salt bath
dengan kandungan cyanide sekitar 30 %, dengan pemanasan pada 800 – 850o
C,holding time bisa sampai 1,5 jam. Pada kulit akan diperoleh kandungan nitrogensampai 0,5 %, dengan kadar karbon 0,5 – 0,8 %. Walaupun kadar karbonnya lebihrendah tetapi kekerasan yang tinggi dapat tercapai setelah dengan menggunakanwelding torch (brander las asetylen) permukaan dipanaskan sampai ke temperatur austenitsing lalu benda kerja di celup ke dalam air atau minyak. Tetapi cara ini hanyadapat dilakukan terhadap benda kerja dengan ukuran kecil. Untuk ukuran yang lebihbesar diperlukan brander dan peralatan khusus. Pada brander selain penyembur api
juga terpasang penyemprot air di dekatnya, juga diperlukan alat untuk mengatur gerakan brander/benda kerja.
Kekerasan kulit terutama tergantung pada kadar karbon dari bajanya sedangtebal kulit tergantung pada seberapa tebal bagian permukaan yang mengalami
pemanasan sampai menjadi austenit dan didinginkan dengan laju pendinginanmencapai laju pendinginan kritis. Hal ini banyak tergantung pada intensitaspemanasan, yang ditentukan oleh jarak antara permukaan benda kerja denganujung brander, dan lamanya pemanasan atau kecepatan gerakan antara brander dengan benda kerja. Dengan mengatur variabel-veriabel tersebut akan dapatdiperoleh kedalaman pengerasan yang diinginkan. Setelah diquench benda kerjaperlu ditemper untuk mengurangi tengangan sisa.
Proses pengerasan permukaan yang menggunakan karbon dan nitrogen.Kedalaman penetrasi 0,1 – 0,2 mm.Proses ini dapat menaikkan kekerasan permukaan, tahanan Gesik dan batas lelah.Terutama digunakan pada elemen mesin yang berukuran sedang dan kecil seperti :roda gigi, piston, pir, poros dan lain-lain.
Bahan :a. Bubuk → campuran :
- Batu bara : 60 – 80 %- Patassium ferro cyanida (K4 Fe (CN)6) : 20 – 40 %- Temperatur : 540o – 560oC- Waktu : 1,5 – 3 jam
b. Cairan- Garam netral (Na2 CO3, Na Cl, dan lain-lain)- Natrium (sodium) dan kalsium cyanida (Na CN, Cu (CN)2)
Ada 3 variasi temperatur :- Cyaniding pada temperatur rendah (550
o – 600
oC)
Na CN : 25 – 40 %
Na2 CO3 : 20 – 45%Na Cl : 10 – 20 %Lama : 5 – 30 menit tergantung kedalaman penetrasiTerutama untuk baja high speed steel, dapat menaikkan umur alat iris.
- Cyaniding pada temperatur sedang (800o – 850oC)Na CN : 20 – 35 %Lama : 5 – 90 menitHasil : penetrasi 0,075 – 0,25 mm dengan kandungan 0,6 – 0,8 % C dan
0,4 – 0,5 % N- Cyaniding pada temperatur tinggi (900o – 950oC)
Na CN : 6 – 10 %Ba Cl2 : 80 – 84 %
7/26/2019 Proses Pengerasan
http://slidepdf.com/reader/full/proses-pengerasan 12/12
Na Cl : ± 10 %Lama : 1,6 jam
Hasil : baja → 1 – 1,2 % C
0,2 – 0,3 % Nproses ini biasanya diikuti dengan Quenching dan tempering pada temperatur rendah (160
o – 180
o C).
d. DIFFUSION COATINDBiasa disebut dengan penyemenan, yaitu melapis permukaan logam dengan
logam lain, sehingga mempunyai sifat-sifat yang diiginkan , misal : tahan korosi.Diffusion coating dapat dilakukan dengan memanaskan bagian yang akan disemen,sekaligus dengan bahan penyemennya kemudian dipertahankan pada suhu tertentu.Bahan :- Aluminium
- Chromium- Silicon- Beryllium- Dan lain-lain
Ø Calorising : yaitu pelapisan permukaan baja dengan aluminium.Biasanya dilakukan pada suhu 850o – 900o C sehingga terbentuk aluminiumaksid (Al2O3) pada permukaan baja. Pelapisan ini dapat menengah terjadinyaoksidasi pada baja. Al dapat berupa bubuk, cairan atau gas.
Ø Chromising : pelapisan permukaan baja dengan chrom (padat, cair, gas)Cara yang paling mudah melakukan chromising adalah memasukkan baja yang
akan dilapis ke dalam kotak yang beisi :- 40 – 45 % ferrochrome- 45 – 50 % chamotte- 3 – 5 % ammonium chlorideKemudian dipanaskan sampai 1100 – 1150o C selama 10 – 15 jam. Untuk bahancair terdiri dari Ba Cl2, Ny Cl2, dan Cu Cl2 ditambah dengan 15 – 30 % Cr Cl2 atau15 – 25 % ferrochrome, dipanaskan sampai 900o – 1100oC.
Ø Siliconising : pelapisan dengan bahan silicon→ tahan terhadap gesekan, tahan korosi, dan terhadap asam
Bahan semen dapat berupa bubuk atau gas.Pada bahan bubuk terdiri dari :
- 60 % ferrosilicon- 38 – 39 % alumina atau kaolin- 1 – 2 % ammonium chlorid
Bahan tersebut bersama dengan baja yang akan di lapis di pak dalam kotakselanjutnya dipanaskan sampai dengan 1100 – 1200oC.