pengaruh karbon dan silikon - digilib.its.ac.id · phosphor, dan belerang yang dapat ... (non...
TRANSCRIPT

1
PENGARUH KARBON DAN SILIKON (CARBON EQUIVALENT) TERHADAP PEMBENTUKAN CACAT SHRINKAGE PADA PROSES PEMBUATAN BESI COR NODULAR FCD 450 (PRODUK ELASTIC
SHOULDER)
Ir. Sadino1, MT, Ir. Moh.Farid, DEA1, Herno Aguzul Triar2 1Staff Pengajar Teknik Material dan Metalurgi ITS, 2Mahasiswa Teknik Material dan
Metalurgi ITS e-mail : [email protected]
ABSTRAK Elastic Shoulder merupakan salah satu komponen yang diproduksi melalui proses gravity casting. Proses pengecorannya dilakukan dengan cara menuangkan logam cair ke dalam cetakan pasir (green sand). Dalam proses produksi elastic shoulder ini masih sering ditemukan adanya cacat shrinkage. Cacat ini dapat disebabkan oleh beberapa hal, salah satunya adalah komposisi kimia logam cair. Oleh karena itu, diperlukan komposisi kimia yang tepat dari unsur-unsur pembentuknya sehingga dapat meminimalisir cacat shrinkage yang terjadi.
Material yang digunakan dalam penelitian adalah FCD 450 dengan memvariasikan kadar karbon dan silikon (carbon equivalent). Variasi carbon equivalent yang dipakai yaitu 3.79%; 3.88%; 3.97%. Untuk menunjang penelitian ini dilakukan beberapa pengujian yang meliputi pengujian tensile, pengujian kekerasan, visualisasi produk dan pengamatan struktur mikro menggunakan mikroskop metalurgi.
Hasil penelitian menunjukkan bahwa komposisi karbon dan silikon pada elastic shoulder CE 3.79% terdapat cacat shrinkage. Sedangkan komposisi karbon dan silikon terbaik terdapat pada CE 3.97% yang memiliki nilai UTS (50.1kgf/mm2), elongation (11.7%), kekerasan (81.5 HRB), serta grafit dengan type VI (nodul), ukuran 4(3-6mm), 90% nodularity, nodul count 140 pcs/mm2, dan 90% ferrit Kata kunci : karbon, silikon, carbon equivalent, shrinkage, elastic shoulder, FCD 450.
ABSTRACT Elastic shoulder is one of the components which is produced through gravity casting
process. The casting is conducted by pouring liquid metal into green sand. There are still found shrinkage defect in this process. This defect is caused by several things, such as the chemical composition of liquid metal. According to that reason, it is necessary to have the right chemical composition from its formed substances. So, it can minimize shrinkage defect occurred.
The material used in this research is FCD 450, combined carbon content and silicon (carbon equivalent). Variation of carbon equivalent used is 3.79%, 3.88%, 3.97%. It is conducted several testing to support this research which is covered tensile, hardness, product visualization and metallography of micro structure using metallurgy microscope.
The result of this research showed that carbon and silicon composition in elastic shoulder CE 3.79% has shrinkage defect. On the other side, the best carbon and silicon composition is occurred in CE 3.97% which has UTS value (50.1kgf/mm2), elongation (11.7%), hardness (81.5 HRB), and grafit with type VI (nodul), size 4(3-6mm), 90% nodularity, nodul count 140 pcs/mm2, and 90% ferrit
Key word : carbon, silicon, carbon equivalent, shrinkage, elastic shoulder, FCD 450.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
2
1. PENDAHULUAN Penggunaan besi cor nodular secara
umum sangatlah luas. Pada bidang konstruksi (arms, elastic shoulder, sprockets, tool holder) maupun dibidang otomotif (crankshaft, gear, bosh). Salah satu produk besi cor nodular FCD 450 yang diproduksi yaitu elastic shoulder yang digunakan sebagai bantalan rel kereta api.
Pada proses produksi elastic shoulder ini sering ditemukan adanya cacat shrinkage yang dapat disebabkan oleh beberapa hal, salah satunya adalah komposisi logam cair. Oleh karena itu perlu dipelajari tentang pengaruh perubahan komposisi kimia logam cair terhadap kualitas suatu produk yang meliputi analisa cacat shrinkage dengan metode visual dan struktur mikro pada setiap variasi komposisi kadar karbon dan silikon (carbon equivalent) sehingga cacat shrinkage yang terjadi dapat dikurangi.
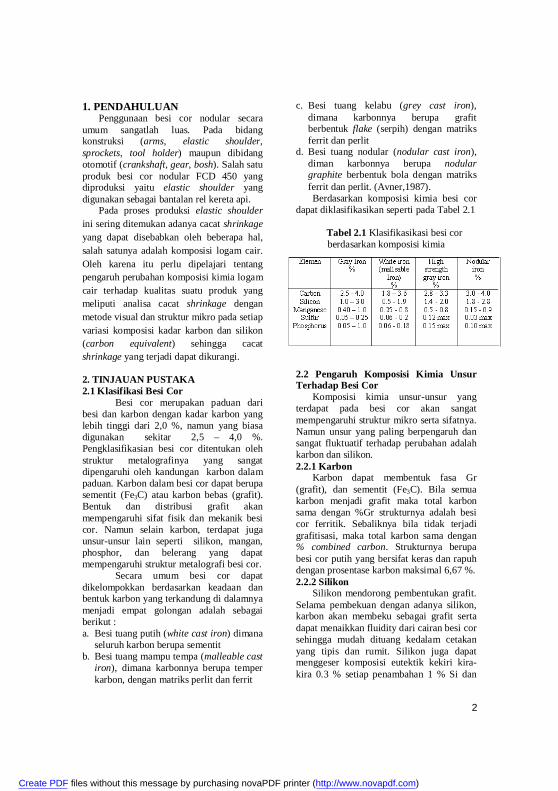
2. TINJAUAN PUSTAKA 2.1 Klasifikasi Besi Cor
Besi cor merupakan paduan dari besi dan karbon dengan kadar karbon yang lebih tinggi dari 2,0 %, namun yang biasa digunakan sekitar 2,5 – 4,0 %. Pengklasifikasian besi cor ditentukan oleh struktur metalografinya yang sangat dipengaruhi oleh kandungan karbon dalam paduan. Karbon dalam besi cor dapat berupa sementit (Fe3C) atau karbon bebas (grafit). Bentuk dan distribusi grafit akan mempengaruhi sifat fisik dan mekanik besi cor. Namun selain karbon, terdapat juga unsur-unsur lain seperti silikon, mangan, phosphor, dan belerang yang dapat mempengaruhi struktur metalografi besi cor.
Secara umum besi cor dapat dikelompokkan berdasarkan keadaan dan bentuk karbon yang terkandung di dalamnya menjadi empat golongan adalah sebagai berikut : a. Besi tuang putih (white cast iron) dimana
seluruh karbon berupa sementit b. Besi tuang mampu tempa (malleable cast
iron), dimana karbonnya berupa temper karbon, dengan matriks perlit dan ferrit
c. Besi tuang kelabu (grey cast iron), dimana karbonnya berupa grafit berbentuk flake (serpih) dengan matriks ferrit dan perlit
d. Besi tuang nodular (nodular cast iron), diman karbonnya berupa nodular graphite berbentuk bola dengan matriks ferrit dan perlit. (Avner,1987). Berdasarkan komposisi kimia besi cor
dapat diklasifikasikan seperti pada Tabel 2.1
Tabel 2.1 Klasifikasikasi besi cor berdasarkan komposisi kimia
2.2 Pengaruh Komposisi Kimia Unsur Terhadap Besi Cor
Komposisi kimia unsur-unsur yang terdapat pada besi cor akan sangat mempengaruhi struktur mikro serta sifatnya. Namun unsur yang paling berpengaruh dan sangat fluktuatif terhadap perubahan adalah karbon dan silikon. 2.2.1 Karbon
Karbon dapat membentuk fasa Gr (grafit), dan sementit (Fe3C). Bila semua karbon menjadi grafit maka total karbon sama dengan %Gr strukturnya adalah besi cor ferritik. Sebaliknya bila tidak terjadi grafitisasi, maka total karbon sama dengan % combined carbon. Strukturnya berupa besi cor putih yang bersifat keras dan rapuh dengan prosentase karbon maksimal 6,67 %. 2.2.2 Silikon
Silikon mendorong pembentukan grafit. Selama pembekuan dengan adanya silikon, karbon akan membeku sebagai grafit serta dapat menaikkan fluidity dari cairan besi cor sehingga mudah dituang kedalam cetakan yang tipis dan rumit. Silikon juga dapat menggeser komposisi eutektik kekiri kira-kira 0.3 % setiap penambahan 1 % Si dan
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
3
juga mempersempit daerah austenit serta menggeser kekiri komposisi eutektoid.
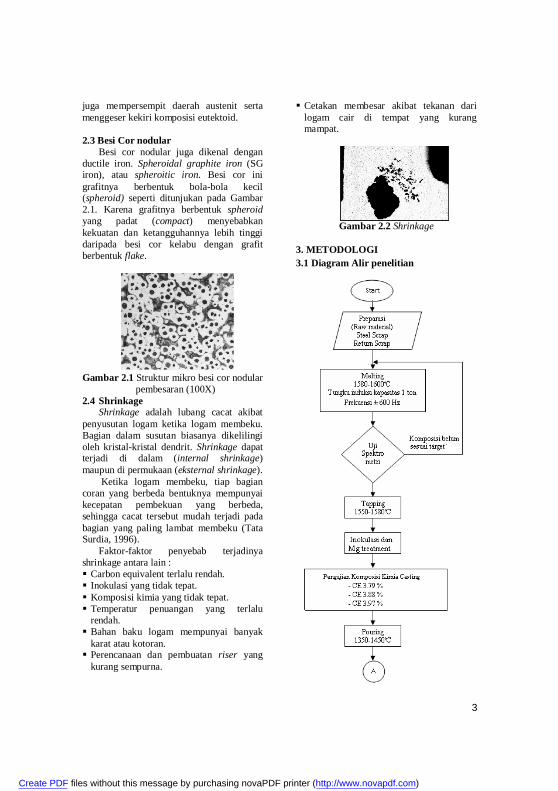
2.3 Besi Cor nodular
Besi cor nodular juga dikenal dengan ductile iron. Spheroidal graphite iron (SG iron), atau spheroitic iron. Besi cor ini grafitnya berbentuk bola-bola kecil (spheroid) seperti ditunjukan pada Gambar 2.1. Karena grafitnya berbentuk spheroid yang padat (compact) menyebabkan kekuatan dan ketangguhannya lebih tinggi daripada besi cor kelabu dengan grafit berbentuk flake.
Gambar 2.1 Struktur mikro besi cor nodular
pembesaran (100X) 2.4 Shrinkage
Shrinkage adalah lubang cacat akibat penyusutan logam ketika logam membeku. Bagian dalam susutan biasanya dikelilingi oleh kristal-kristal dendrit. Shrinkage dapat terjadi di dalam (internal shrinkage) maupun di permukaan (eksternal shrinkage).
Ketika logam membeku, tiap bagian coran yang berbeda bentuknya mempunyai kecepatan pembekuan yang berbeda, sehingga cacat tersebut mudah terjadi pada bagian yang paling lambat membeku (Tata Surdia, 1996).
Faktor-faktor penyebab terjadinya shrinkage antara lain : Carbon equivalent terlalu rendah. Inokulasi yang tidak tepat. Komposisi kimia yang tidak tepat. Temperatur penuangan yang terlalu
rendah. Bahan baku logam mempunyai banyak
karat atau kotoran. Perencanaan dan pembuatan riser yang
kurang sempurna.
Cetakan membesar akibat tekanan dari logam cair di tempat yang kurang mampat.
Gambar 2.2 Shrinkage
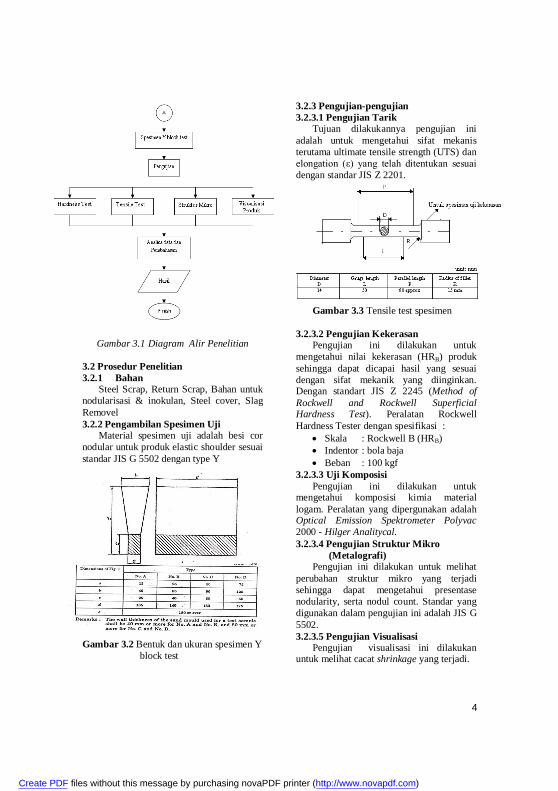
3. METODOLOGI 3.1 Diagram Alir penelitian
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
4
Gambar 3.1 Diagram Alir Penelitian
3.2 Prosedur Penelitian 3.2.1 Bahan
Steel Scrap, Return Scrap, Bahan untuk nodularisasi & inokulan, Steel cover, Slag Removel 3.2.2 Pengambilan Spesimen Uji
Material spesimen uji adalah besi cor nodular untuk produk elastic shoulder sesuai standar JIS G 5502 dengan type Y
Gambar 3.2 Bentuk dan ukuran spesimen Y
block test
3.2.3 Pengujian-pengujian 3.2.3.1 Pengujian Tarik
Tujuan dilakukannya pengujian ini adalah untuk mengetahui sifat mekanis terutama ultimate tensile strength (UTS) dan elongation (ε) yang telah ditentukan sesuai dengan standar JIS Z 2201.
Gambar 3.3 Tensile test spesimen
3.2.3.2 Pengujian Kekerasan
Pengujian ini dilakukan untuk mengetahui nilai kekerasan (HRB) produk sehingga dapat dicapai hasil yang sesuai dengan sifat mekanik yang diinginkan. Dengan standart JIS Z 2245 (Method of Rockwell and Rockwell Superficial Hardness Test). Peralatan Rockwell Hardness Tester dengan spesifikasi :
Skala : Rockwell B (HRB) Indentor : bola baja Beban : 100 kgf
3.2.3.3 Uji Komposisi Pengujian ini dilakukan untuk
mengetahui komposisi kimia material logam. Peralatan yang dipergunakan adalah Optical Emission Spektrometer Polyvac 2000 - Hilger Analitycal. 3.2.3.4 Pengujian Struktur Mikro
(Metalografi) Pengujian ini dilakukan untuk melihat
perubahan struktur mikro yang terjadi sehingga dapat mengetahui presentase nodularity, serta nodul count. Standar yang digunakan dalam pengujian ini adalah JIS G 5502. 3.2.3.5 Pengujian Visualisasi
Pengujian visualisasi ini dilakukan untuk melihat cacat shrinkage yang terjadi.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
5
4. HASIL DAN PEMBAHASAN 4.1. Hasil Pengujian Komposisi Kimia
Tabel 4.1 Komposisi Bahan Awal MATERIAL
JUMLAH CARBON SILIKON
% kg % kg % kg Steel scrap
30 300 0.20
0.60 0.20 0.60
Return scrap
70 700 3.70
25.42
2.60 17.86
Total 100 1000
2.64
26.02
1.87 18.46
Dari komposisi bahan awal diatas maka diperlukan material balance (charging material) agar target komposisi kimia melting dapat terpenuhi. 4.2 Hasil Pengujian Tarik (Tensile Test)
Tabel 4.2 Hasil Uji Tarik CE (%) UTS
(kgf/mm2) Elongation
(%) 3,79 46,5 9,2 3,88 49,5 11,3 3,97 50,1 11,7
4.3 Hasil Pengujian Kekerasan (Hardness
Test)
Tabel 4.3 Hasil Pengujian Kekerasan C
E (%) Pengujian kekerasan
(HRB) Rat
a-rata (HRB) I II III
3,79 93 93,5 93,5 93,33 3,88 80,5 82 82,5 81,67 3,97 81 81,5 82 81,5 4.4 Hasil Pengujian Struktur Mikro
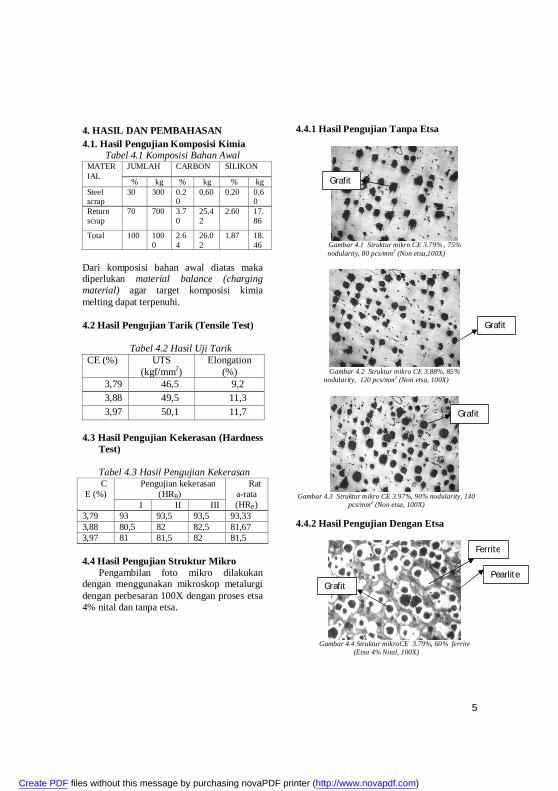
Pengambilan foto mikro dilakukan dengan menggunakan mikroskop metalurgi dengan perbesaran 100X dengan proses etsa 4% nital dan tanpa etsa.
4.4.1 Hasil Pengujian Tanpa Etsa
Gambar 4.1 Struktur mikro CE 3.79% , 75% nodularity, 80 pcs/mm2 (Non etsa,100X)
Gambar 4.2 Struktur mikro CE 3.88%, 85%
nodularity, 120 pcs/mm2 (Non etsa, 100X)
Gambar 4.3 Struktur mikro CE 3.97%, 90% nodularity, 140
pcs/mm2 (Non etsa, 100X) 4.4.2 Hasil Pengujian Dengan Etsa
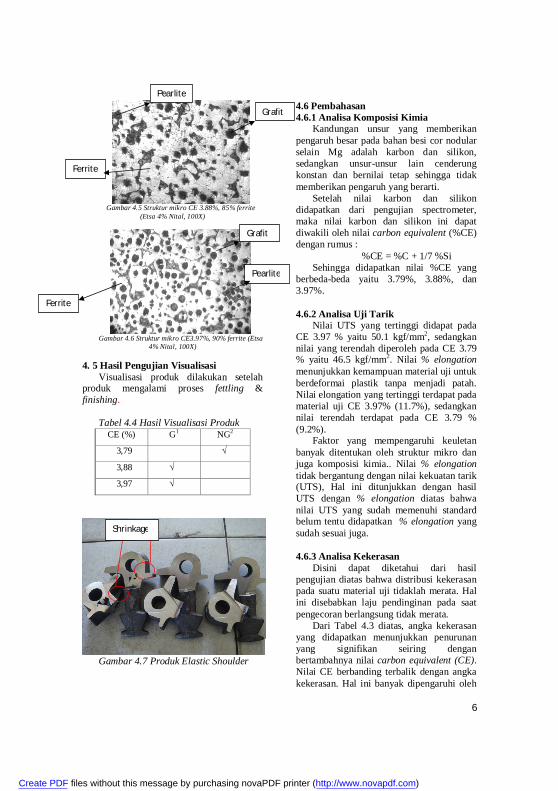
Gambar 4.4 Struktur mikroCE 3.79%, 60% ferrite
(Etsa 4% Nital, 100X)
Grafit
Grafit
Grafit
Pearlite
Ferrite
Grafit
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
6
Gambar 4.5 Struktur mikro CE 3.88%, 85% ferrite
(Etsa 4% Nital, 100X)
Gambar 4.6 Struktur mikro CE3.97%, 90% ferrite (Etsa
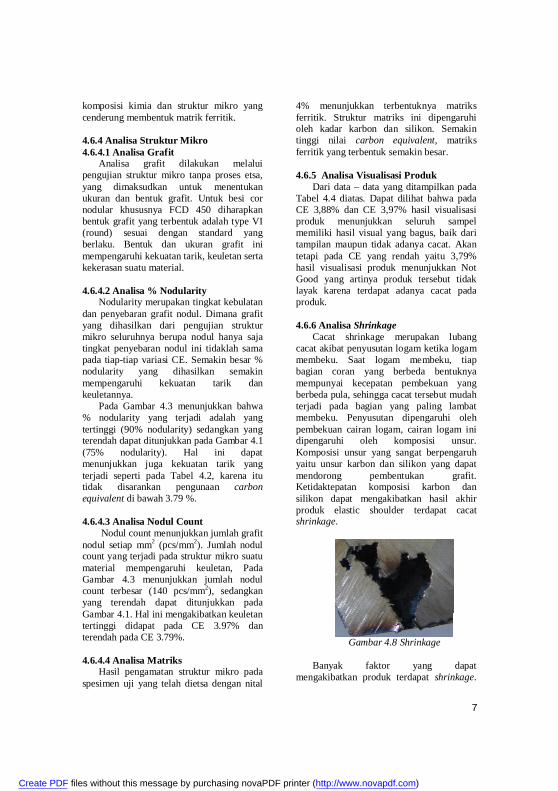
4% Nital, 100X) 4. 5 Hasil Pengujian Visualisasi
Visualisasi produk dilakukan setelah produk mengalami proses fettling & finishing.
Tabel 4.4 Hasil Visualisasi Produk
CE (%) G1 NG2
3,79 √
3,88 √
3,97 √
Gambar 4.7 Produk Elastic Shoulder
4.6 Pembahasan 4.6.1 Analisa Komposisi Kimia
Kandungan unsur yang memberikan pengaruh besar pada bahan besi cor nodular selain Mg adalah karbon dan silikon, sedangkan unsur-unsur lain cenderung konstan dan bernilai tetap sehingga tidak memberikan pengaruh yang berarti.
Setelah nilai karbon dan silikon didapatkan dari pengujian spectrometer, maka nilai karbon dan silikon ini dapat diwakili oleh nilai carbon equivalent (%CE) dengan rumus :
%CE = %C + 1/7 %Si Sehingga didapatkan nilai %CE yang
berbeda-beda yaitu 3.79%, 3.88%, dan 3.97%.
4.6.2 Analisa Uji Tarik
Nilai UTS yang tertinggi didapat pada CE 3.97 % yaitu 50.1 kgf/mm2, sedangkan nilai yang terendah diperoleh pada CE 3.79 % yaitu 46.5 kgf/mm2. Nilai % elongation menunjukkan kemampuan material uji untuk berdeformai plastik tanpa menjadi patah. Nilai elongation yang tertinggi terdapat pada material uji CE 3.97% (11.7%), sedangkan nilai terendah terdapat pada CE 3.79 % (9.2%).
Faktor yang mempengaruhi keuletan banyak ditentukan oleh struktur mikro dan juga komposisi kimia.. Nilai % elongation tidak bergantung dengan nilai kekuatan tarik (UTS), Hal ini ditunjukkan dengan hasil UTS dengan % elongation diatas bahwa nilai UTS yang sudah memenuhi standard belum tentu didapatkan % elongation yang sudah sesuai juga. 4.6.3 Analisa Kekerasan
Disini dapat diketahui dari hasil pengujian diatas bahwa distribusi kekerasan pada suatu material uji tidaklah merata. Hal ini disebabkan laju pendinginan pada saat pengecoran berlangsung tidak merata.
Dari Tabel 4.3 diatas, angka kekerasan yang didapatkan menunjukkan penurunan yang signifikan seiring dengan bertambahnya nilai carbon equivalent (CE). Nilai CE berbanding terbalik dengan angka kekerasan. Hal ini banyak dipengaruhi oleh
Shrinkage
Pearlite
Pearlite
Ferrite
Ferrite
Grafit
Grafit
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
7
komposisi kimia dan struktur mikro yang cenderung membentuk matrik ferritik. 4.6.4 Analisa Struktur Mikro 4.6.4.1 Analisa Grafit
Analisa grafit dilakukan melalui pengujian struktur mikro tanpa proses etsa, yang dimaksudkan untuk menentukan ukuran dan bentuk grafit. Untuk besi cor nodular khususnya FCD 450 diharapkan bentuk grafit yang terbentuk adalah type VI (round) sesuai dengan standard yang berlaku. Bentuk dan ukuran grafit ini mempengaruhi kekuatan tarik, keuletan serta kekerasan suatu material. 4.6.4.2 Analisa % Nodularity
Nodularity merupakan tingkat kebulatan dan penyebaran grafit nodul. Dimana grafit yang dihasilkan dari pengujian struktur mikro seluruhnya berupa nodul hanya saja tingkat penyebaran nodul ini tidaklah sama pada tiap-tiap variasi CE. Semakin besar % nodularity yang dihasilkan semakin mempengaruhi kekuatan tarik dan keuletannya.
Pada Gambar 4.3 menunjukkan bahwa % nodularity yang terjadi adalah yang tertinggi (90% nodularity) sedangkan yang terendah dapat ditunjukkan pada Gambar 4.1 (75% nodularity). Hal ini dapat menunjukkan juga kekuatan tarik yang terjadi seperti pada Tabel 4.2, karena itu tidak disarankan pengunaan carbon equivalent di bawah 3.79 %. 4.6.4.3 Analisa Nodul Count
Nodul count menunjukkan jumlah grafit nodul setiap mm2 (pcs/mm2). Jumlah nodul count yang terjadi pada struktur mikro suatu material mempengaruhi keuletan, Pada Gambar 4.3 menunjukkan jumlah nodul count terbesar (140 pcs/mm2), sedangkan yang terendah dapat ditunjukkan pada Gambar 4.1. Hal ini mengakibatkan keuletan tertinggi didapat pada CE 3.97% dan terendah pada CE 3.79%. 4.6.4.4 Analisa Matriks
Hasil pengamatan struktur mikro pada spesimen uji yang telah dietsa dengan nital
4% menunjukkan terbentuknya matriks ferritik. Struktur matriks ini dipengaruhi oleh kadar karbon dan silikon. Semakin tinggi nilai carbon equivalent, matriks ferritik yang terbentuk semakin besar. 4.6.5 Analisa Visualisasi Produk
Dari data – data yang ditampilkan pada Tabel 4.4 diatas. Dapat dilihat bahwa pada CE 3,88% dan CE 3,97% hasil visualisasi produk menunjukkan seluruh sampel memiliki hasil visual yang bagus, baik dari tampilan maupun tidak adanya cacat. Akan tetapi pada CE yang rendah yaitu 3,79% hasil visualisasi produk menunjukkan Not Good yang artinya produk tersebut tidak layak karena terdapat adanya cacat pada produk.
4.6.6 Analisa Shrinkage
Cacat shrinkage merupakan lubang cacat akibat penyusutan logam ketika logam membeku. Saat logam membeku, tiap bagian coran yang berbeda bentuknya mempunyai kecepatan pembekuan yang berbeda pula, sehingga cacat tersebut mudah terjadi pada bagian yang paling lambat membeku. Penyusutan dipengaruhi oleh pembekuan cairan logam, cairan logam ini dipengaruhi oleh komposisi unsur. Komposisi unsur yang sangat berpengaruh yaitu unsur karbon dan silikon yang dapat mendorong pembentukan grafit. Ketidaktepatan komposisi karbon dan silikon dapat mengakibatkan hasil akhir produk elastic shoulder terdapat cacat shrinkage.
Gambar 4.8 Shrinkage
Banyak faktor yang dapat
mengakibatkan produk terdapat shrinkage.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
8
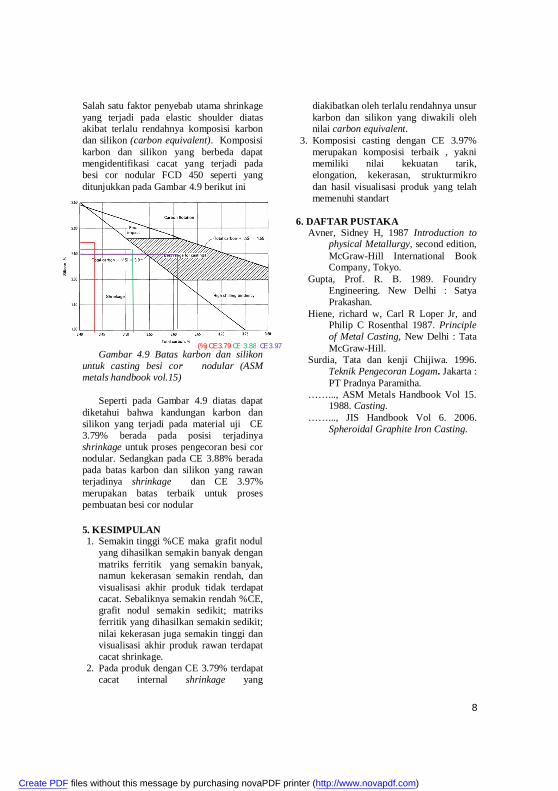
Salah satu faktor penyebab utama shrinkage yang terjadi pada elastic shoulder diatas akibat terlalu rendahnya komposisi karbon dan silikon (carbon equivalent). Komposisi karbon dan silikon yang berbeda dapat mengidentifikasi cacat yang terjadi pada besi cor nodular FCD 450 seperti yang ditunjukkan pada Gambar 4.9 berikut ini
Gambar 4.9 Batas karbon dan silikon
untuk casting besi cor nodular (ASM metals handbook vol.15)
Seperti pada Gambar 4.9 diatas dapat
diketahui bahwa kandungan karbon dan silikon yang terjadi pada material uji CE 3.79% berada pada posisi terjadinya shrinkage untuk proses pengecoran besi cor nodular. Sedangkan pada CE 3.88% berada pada batas karbon dan silikon yang rawan terjadinya shrinkage dan CE 3.97% merupakan batas terbaik untuk proses pembuatan besi cor nodular 5. KESIMPULAN 1. Semakin tinggi %CE maka grafit nodul
yang dihasilkan semakin banyak dengan matriks ferritik yang semakin banyak, namun kekerasan semakin rendah, dan visualisasi akhir produk tidak terdapat cacat. Sebaliknya semakin rendah %CE, grafit nodul semakin sedikit; matriks ferritik yang dihasilkan semakin sedikit; nilai kekerasan juga semakin tinggi dan visualisasi akhir produk rawan terdapat cacat shrinkage.
2. Pada produk dengan CE 3.79% terdapat cacat internal shrinkage yang
diakibatkan oleh terlalu rendahnya unsur karbon dan silikon yang diwakili oleh nilai carbon equivalent.
3. Komposisi casting dengan CE 3.97% merupakan komposisi terbaik , yakni memiliki nilai kekuatan tarik, elongation, kekerasan, strukturmikro dan hasil visualisasi produk yang telah memenuhi standart
6. DAFTAR PUSTAKA
Avner, Sidney H, 1987 Introduction to physical Metallurgy, second edition, McGraw-Hill International Book Company, Tokyo.
Gupta, Prof. R. B. 1989. Foundry Engineering. New Delhi : Satya Prakashan.
Hiene, richard w, Carl R Loper Jr, and Philip C Rosenthal 1987. Principle of Metal Casting, New Delhi : Tata McGraw-Hill.
Surdia, Tata dan kenji Chijiwa. 1996. Teknik Pengecoran Logam. Jakarta : PT Pradnya Paramitha.
……..., ASM Metals Handbook Vol 15. 1988. Casting.
……..., JIS Handbook Vol 6. 2006. Spheroidal Graphite Iron Casting.
(%) CE 3.79 CE 3.88 CE 3.97
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)