kesehatan & keselamatan kerja (k3) steel making process
DESCRIPTION
k3TRANSCRIPT

KESEHATAN & KESELAMATAN KERJA (K3)
STEEL MAKING PROCESSBLAST FURNACE & ELECTRIC
ARC FURNACE
Kelompok 2• Agung Tristiyan 3334130519• Antonius Dimas B3334122387• Dea Anggraheni P 3334132493• Didi Endah Pranata• Edwin Abraham 3334121550• Gatra Bagus P 3334120040• Lestari Artrisanti 3334132231• Septha Maulana S 3334131899• Sukma Suci F3334131140• Tiffany Ary Prakasa 3334120266• Panji Prabowo 3334131786• Angga Wahyudi 3334121795
OUTLINE• Definisi Pembuatan Baja• Proses Pembuatan Baja• Resiko Kecelakaan dalam Proses• Tabel Bahaya yang Mungkin Terjadi
dalam Proses Blast Furnace• Tabel Bahaya yang Mungkin Terjadi
dalam Proses Electric Arc Furnace• Upaya Pencegahan• Alat Perlindungan Diri

DEFINISI PEMBUATAN BAJA
Blast Furnace & Electric Arc Furnace
• Pembuatan Baja adalah proses untuk memproduksi baja dari besi dan besi scrap. Dalam pembuatan baja, slag seperti nitrogen, silikon, fosfor, dan kelebihan carbonare dihapus dari besi mentah, dan paduan unsur-unsur seperti mangan, kromium nikel dan vanadium ditambahkan untuk menghasilkan nilai yang berbeda dari baja.
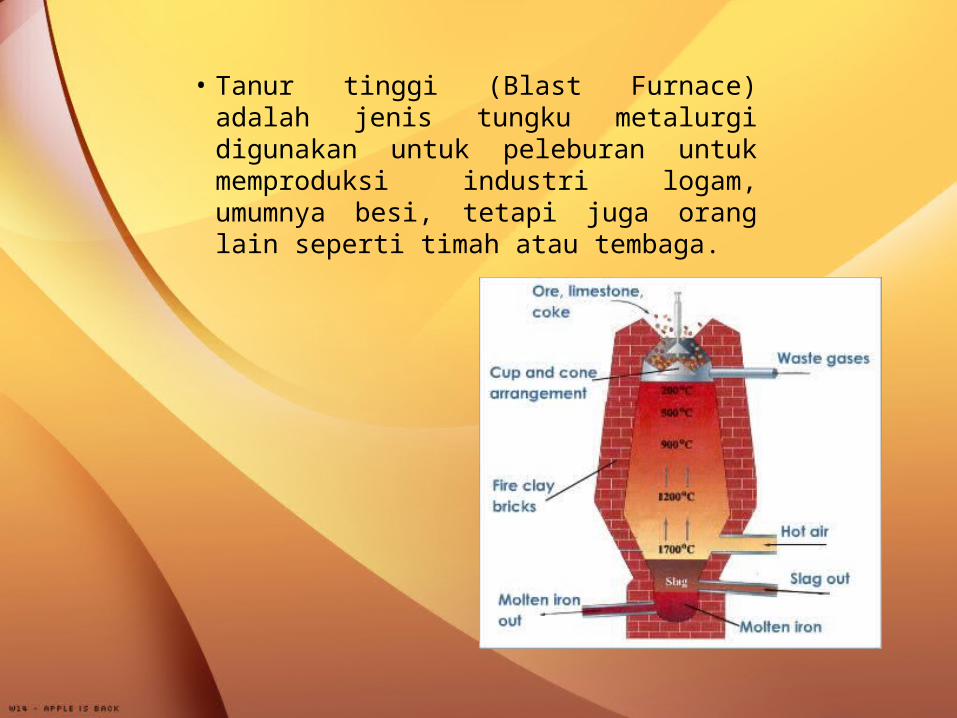
• Tanur tinggi (Blast Furnace) adalah jenis tungku metalurgi digunakan untuk peleburan untuk memproduksi industri logam, umumnya besi, tetapi juga orang lain seperti timah atau tembaga.

• Tanur listrik (EAF) adalah tungku yang memanaskan materi dengan cara busur listrik.

PROSES PEMBUATAN BAJA
Blast Furnace & Electric Arc Furnace
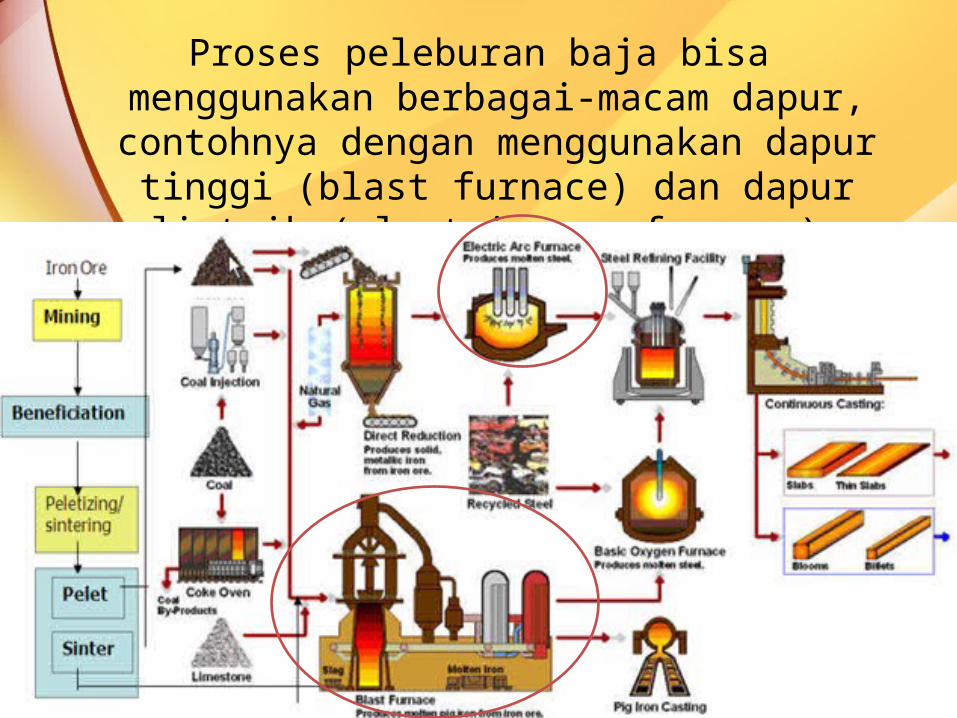
Proses peleburan baja bisa menggunakan berbagai-macam dapur, contohnya dengan menggunakan
dapur tinggi (blast furnace) dan dapur listrik (electric arc furnace).
Proses Blast Furnace• Bahan baku yang terdiri dari bijih, kokas dan bahan imbuh
(flux) dimasukkan dari bagian atas tanur agar komposisi slag menjadi sesuai. Bahan imbuh yang digunakan adalah batu kapur (limestone), kapur bakar (lime), dan dolomit.
• Dari bagian bawah tanur, dihembuskan udara panas melalui tuyeres.
• Gas-gas yang terbentuk di dalam tanur keluar melalui bagian atas tanur.
• Lelehan logam pig iron (besi mentah) dan lelehan slag dikeluarkan dari hearth pada bagian bawah tanur.

Proses Blast Furnace : http://www.youtube.com/watch?v=6cFJOj1GUYshttp://www.youtube.com/watch?v=hBqhGHfzQFQhttp://www.youtube.com/watch?v=8wsdLQmnPz0http://www.youtube.com/watch?v=Yov7Z0rMyHI
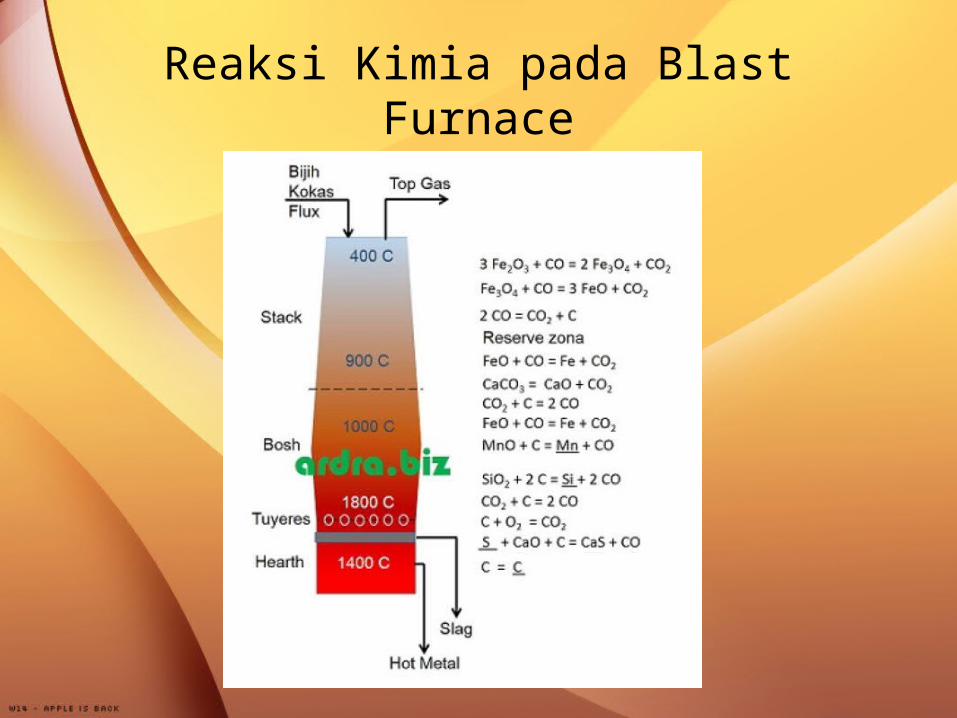
Reaksi Kimia pada Blast Furnace
Proses Electric Arc Furnace1. Proses Pemuatan
Secara umum komposisi pemuatan adalah sebagai berikut :
• bahan baku dengan ukuran besar/tebal sebanyak 40%
• bahan baku dengan ukuran medium sebanyak 40%
• bahan baku dengan ukuran kecil sebanyak 20%
2. Proses PeleburanProses peleburan baja dengan tanur busur listrik/api terbagi menjadi dua proses, yaitu :
• Proses terak asamPada tahapan ini terjadi proses pemurnian dari
cairan logam yang dilakukan dengan pengendalian dalam penghilangan (reduksi) beberapa unsur seperti carbon, mangan dan silicon melalui proses oksidasi.
• Proses terak basaPada tahap ini untuk pengikatan terak
dilakukan dengan penambahan bijih besi dan batu kapur yang ditambahkan pada saat pemuatan awal atau pada saat bahan baku telah mencair.
Penambahan bijih besi dan batu kapur saat awal proses peleburan dapat mengakibatkan hilangnya unsur phosphor.

3. Tahap Pencairan• Tahap pertama peleburan dimana bahan baku
pada diubah menjadi material cair hingga temperature 15500C –16000C.
• Disini reaksi-reaksi terhadap elemen-elemen yang dikandungnya (C, Mn, S, Si, P, Cr) mulai berlangsung dengan penambahan besi oksida , sebagai pereaksi.
• Berlangsung selama 1,5 jam dan diakhiri dengan pembuangan terak.
4. Tahap Pembersihan• Dilakukan dengan pembubuhan bahan
pembawa CaO dan FeO sebanyak 3% - 4% dari seluruh berat bahan baku.
• Lama dari tahap ini sekitar 30 menit.• Pembersihan ini akan menghasilkan :C turun
sampai 0,5%, Si < 0,1%, Mn < 0,1%, P = 0,02 %, S = 0,04 %.
• Cairan mengandung O2 yang tidak mengambil kotoran ( tidak ada yang dioksidasi ).
5. Tahap PenyelesaianUntuk menyingkirkan O2 dari cairan, penataan
susunan komposisi, desulfurisasi akhir, pencapaian temperature ideal untuk penuangan, penyingkiran sisa-sisa deoksidasi, dan deoksidasi akhir.
• Pada tahap ini temperature dinaikkan hingga 16500C – 17000C, dan membutuhkan waktu sekitar 30 menit.

Proses Electric Arc Furnace: http://www.youtube.com/watch?v=hfnEuRA7-vo http://www.youtube.com/watch?v=G6Uxh-xtU-g http://www.youtube.com/watch?v=_j2jESz7Zl8http://www.youtube.com/watch?v=T1CJ5NPW8MU

RISIKO KECELAKAAN DALAM PROSES
Keselamatan dan kesehatan kru pekerja konstruksi dalam pabrik sangat penting, karena banyak ancaman bahaya. Point-point pada slide berikutnya menjelaskan tentang area utama terjadinya bahaya.

1) Pinch points dan peralatan bergerak• Peralatan transportasiPenanganan material dan transportasi merupakan
aktivitas yang umum atau banyak dilakukan dalam produksi baja. Terdapat sebuah sistem berjalan dengan jalur di seluruh pabrik, mobil pengangkut besi panas, mobil penge-charge, pengangkut slab, dan lain-lain.
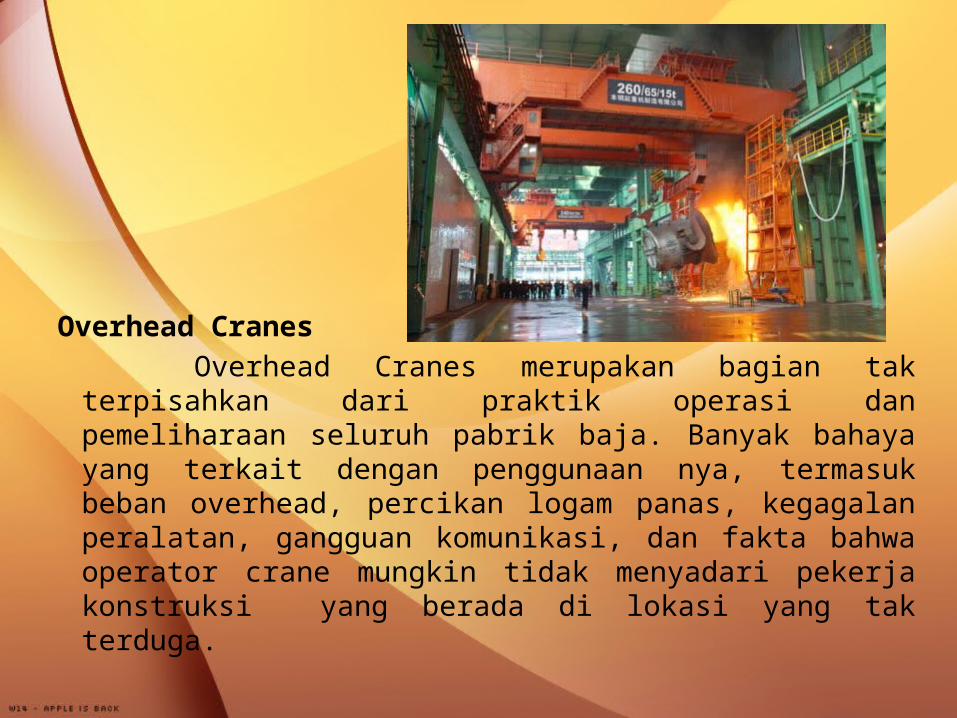
Overhead Cranes Overhead Cranes merupakan bagian tak terpisahkan dari
praktik operasi dan pemeliharaan seluruh pabrik baja. Banyak bahaya yang terkait dengan penggunaan nya, termasuk beban overhead, percikan logam panas, kegagalan peralatan, gangguan komunikasi, dan fakta bahwa operator crane mungkin tidak menyadari pekerja konstruksi yang berada di lokasi yang tak terduga.

• Peralatan Operasi Peralatan produksi dapat beroperasi secara waktunya, mungkin dikendalikan dengan remote control, atau operator tidak mungkin mengharapkan personel non-operasional di lokasi. Personil konstruksi harus belajar praktik keselamatan instalasi, alarm, persyaratan akses dan keterbatasan, dan prosedur darurat untuk bagian mana dari pabrik mereka harus masuk. Mereka harus mengikuti prosedur ini.

2) Bahaya Ledakan dan KebakaranTetesan atau tumpahan bahan cair merupakan sumber yang jelas dari luka bakar dan kebakaran. Kontak antara logam cair atau terak dan kelembaban akan menghasilkan ledakan kekerasan dan percikan bahan cair. Sebuah jaringan pipa mengangkut bahan bakar gas dan oksigen ke seluruh pabrik - yang semuanya memiliki potensi untuk ledakan dan api. Sparks dan kebakaran di sekitar garis oksigen terutama berbahaya. Salah satu bidang pabrik baja dengan bahaya kebakaran tinggi adalah kokas tanaman sampingan oven, yang berbagi banyak karakteristik dengan kilang minyak.
3) Bahaya Kesehatan dan kebersihanPraktek operasi pabrik dan tindakan pencegahan
harus diikuti setiap saat. Isi semua penyimpanan dan pipa sistem harus ditentukan. MSDS harus diperoleh dan ditinjau terlebih dahulu. Informasi harus tersedia dari klien / pabrik operator
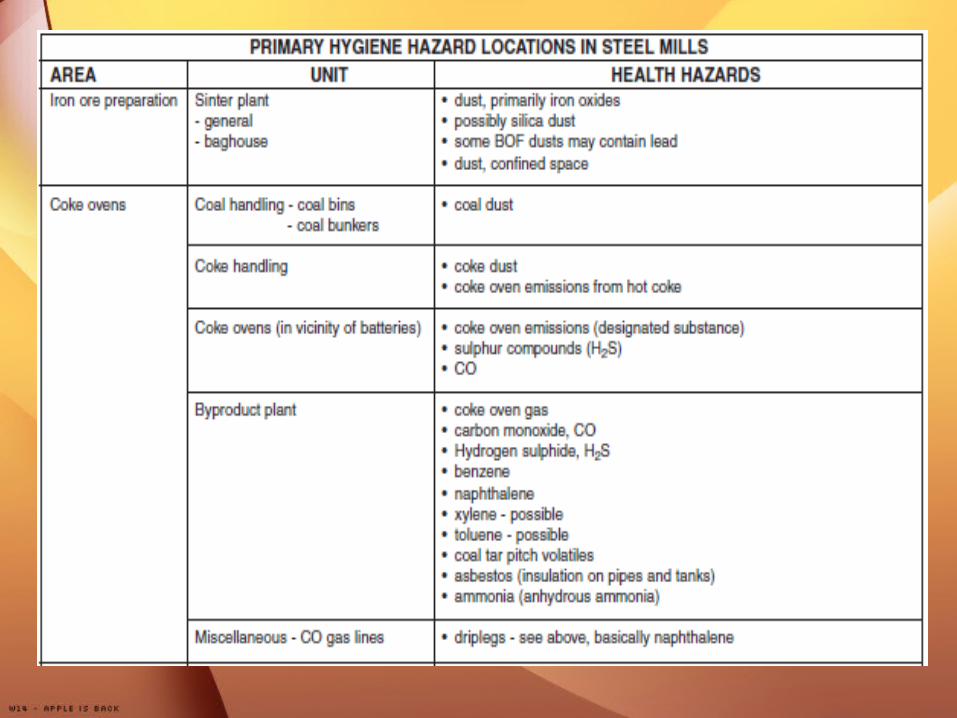
Bahaya Kimia
Berikut ini adalah daftar dari bahaya kimia utama hadir dalam pabrik baja diidentifikasi dalam tabel dan efek mereka. Hal ini tidak dimaksudkan bersifat komprehensif. Kimia dan proses kimia dapat bervariasi dari satu pabrik ke pabrik lain.

1. Asam • garis acar dan Tinning dan tanaman asam regenerasi
(klorida) • asam klorida atau asam sulfat • sangat korosif, dapat berbahaya reaktif dalam
konsentrasi tinggi 2. Amonia • sangat mengiritasi mata, hidung dan tenggorokan • eksposur yang tinggi dapat menyebabkan tersedak
dan kesulitan bernapas • sampingan oven arang tanaman.
3. Asbes • dapat hadir dalam blast furnace dan kompor, produk
sampingan tanaman, uap, generasi (baik boiler pusat panas atau limbah)
• asbestosis, mesothelioma, kanker paru-paru
4. Sampingan Minyak Ringan Tanaman • mengandung bahan kimia seperti benzena dan naftalena
dan sejumlah kecil toluena dan xilena • produk sampingan oven kokas • efek akut - efek khas pelarut, depresi sistem saraf pusat • efek kronis - karsinogen (agen penyebab kanker) beberapa
penyebab kerusakan hati dan ginjal.
5. Karbon monoksida (CO) • tidak berbau, tidak berwarna, gas beracun • membuat sebagian besar dari bahan bakar gas (22-30% dari
gas blast furnace, 5-10% dari gas kokas oven) • banyak lokasi berbahaya, terutama di sekitar ledakan tungku
- juga coke oven dan pembuatan baja • dapat bocor keluar dari puncak blast furnace, sekitar kompor
panas, pipa; dapat terjadi karena shutdown tiba-tiba meniup mesin, kamar boiler, kipas ventilasi, dan dari penghapusan gas cukup selama pembersihan electrostatic precipitator.
6. Batubara Volatil Tar• tanaman sampingan oven arang • iritasi kulit, kanker paru-paru, kulit, skrotum • dermatitis fotosensitif. 7. Emisi Oven Coke • di sekitar baterai oven kokas • "substansi yang ditunjuk" di Ontario,
karsinogenik • harus ada program pengendalian /
pengawasan

8. Coke oven gas • tinggi karbon monoksida dan mungkin berisi jumlah jejak karsinogen • Isi dapat mencakup benzena (0,4%), H2S, dan hidrogen sianida.
9. Debu • Besi oksida: (ditemukan dalam tanaman sinter, sebelum blast furnace, dan
sekitar pembuatan baja) selain menjadi mengiritasi mata, ini menyebabkan ciderosis, yang merupakan jenis khusus bernama pneumoconiosis atau penyakit paru obstruktif; yaitu, penumpukan debu, bukan fibrosis
• batubara: - Iritasi pada mata, dll - Fibrosis paru, pneumoconiosis • kokas: - Ada beberapa kecurigaan bahwa kokas adalah karsinogen • silika: - silicosis - Refraktori bata berjajar tungku dan ladle - Dapat terjadi sebagai debu di pabrik sinter, terutama selama perbaikan tungku • besi klorida - Sekitar klorida debu asam regenerasi: tanaman - Saluran mengiritasi pernapasan untuk beberapa orang.
10. Hidrogen Sulfida (H2S) • sekitar baterai oven kokas • Gas beracun (500-700 ppm dapat langsung fatal) • bau telur busuk pada konsentrasi yang sangat rendah - di bawah 100 ppm • meledak pada konsentrasi tinggi.
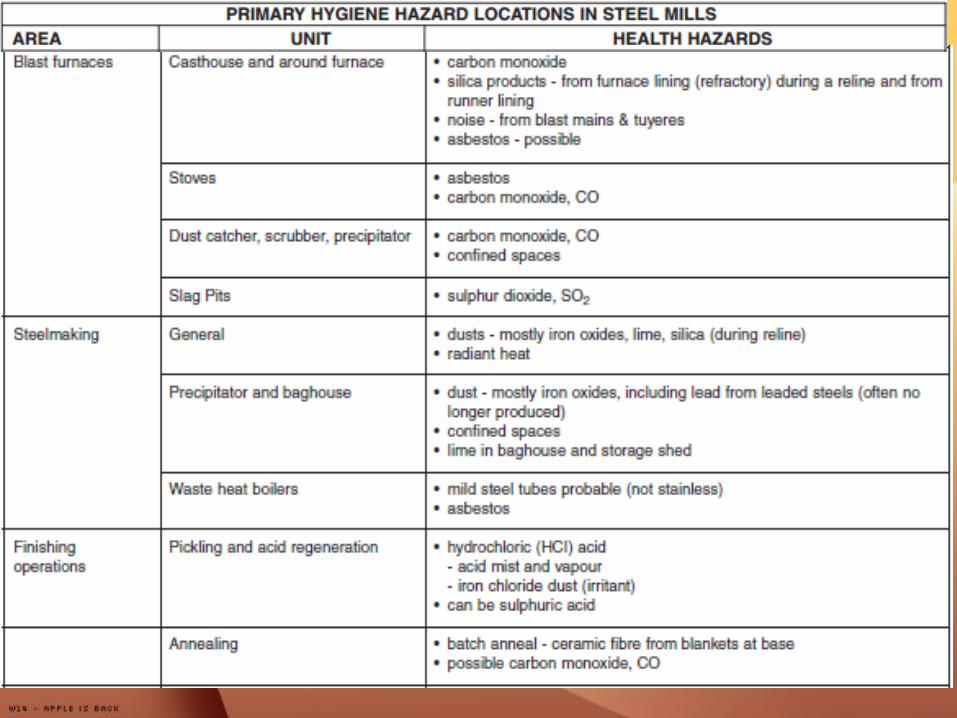
11. Natrium hidroksida (NaOH) baris pembersih (tinning) korosif
12. Sulfur dioksida (SO2) • tanur lubang terak • gas ke mata, hidung, dan tenggorokan • overexposure dapat menyebabkan tersedak dan kesulitan bernapas • reaksi yang tertunda terhadap overexposure dapat penumpukan cairan di
paru-paru.

13. Silika Eksposur kepada silika, dengan silikosis yang
dihasilkan, cukup umum di antara pekerja dalam pekerjaan seperti pemeliharaan tungku di toko-toko mencair dan blast furnace, telah diturunkan melalui penggunaan bahan-bahan lain untuk lapisan dapur api serta otomatisasi, yang telah mengurangi jumlah pekerja dalam proses ini.
14. Senyawa Sulphur Sumber utama emisi sulfur dalam pembuatan baja adalah
penggunaan bahan bakar fosil yang tinggi-sulfur dan tanur terak. Hidrogen sulfida memiliki karakteristik bau yang tidak menyenangkan dan jangka pendek efek yang relatif eksposur tingkat rendah termasuk kekeringan dan iritasi saluran hidung dan saluran pernapasan bagian atas, batuk, sesak napas dan pneumonia. Eksposur lebih lama untuk tingkat rendah dapat menyebabkan iritasi mata, sementara kerusakan mata permanen dapat diproduksi dengan tingkat yang lebih tinggi dari eksposur. Pada tingkat yang lebih tinggi, ada juga mungkin kerugian sementara bau yang dapat menipu pekerja untuk percaya bahwa mereka tidak lagi terkena.
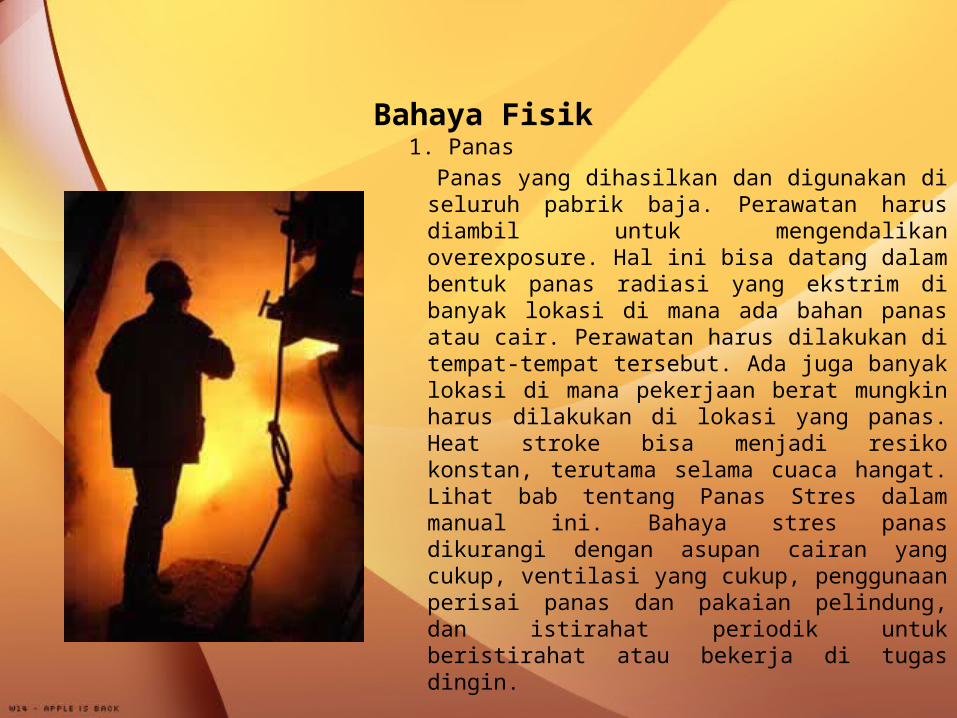
Bahaya Fisik1. Panas Panas yang dihasilkan dan digunakan di seluruh
pabrik baja. Perawatan harus diambil untuk mengendalikan overexposure. Hal ini bisa datang dalam bentuk panas radiasi yang ekstrim di banyak lokasi di mana ada bahan panas atau cair. Perawatan harus dilakukan di tempat-tempat tersebut. Ada juga banyak lokasi di mana pekerjaan berat mungkin harus dilakukan di lokasi yang panas. Heat stroke bisa menjadi resiko konstan, terutama selama cuaca hangat. Lihat bab tentang Panas Stres dalam manual ini. Bahaya stres panas dikurangi dengan asupan cairan yang cukup, ventilasi yang cukup, penggunaan perisai panas dan pakaian pelindung, dan istirahat periodik untuk beristirahat atau bekerja di tugas dingin.
2. Kebisingan Kebisingan adalah bahaya di banyak lokasi di
pabrik baja. Perlindungan Mendengar sering diperlukan dan tanda-tanda peringatan yang dipoeringatkan. Tingkat kebisingan yang tinggi misalnya, sekitar tuyeres di blast furnace atau rolling mills. Untuk pedoman paparan kebisingan dan perlindungan pendengaran.
Bahaya PsikisStres Tingginya kadar stres kerja yang ditemukan dalam industri baja. Eksposur terhadap
panas radiasi dan kebisingan diperparah oleh kebutuhan untuk kewaspadaan konstan untuk menghindari kecelakaan dan eksposur berpotensi berbahaya. Karena banyak proses yang terus beroperasi, kerja shift adalah suatu keharusan; dampaknya terhadap kesejahteraan dan dukungan sosial bagi pekerja. Akhirnya, ada stressor kehilangan pekerjaan potensial akibat otomatisasi dan perubahan proses, relokasi pabrik dan perampingan tenaga kerja.
Bahaya MekanisBahaya-produksi batubara yang terkait dengan mobil kereta api, tongkang laut dan lalu lintas kendaraan serta gerakan belt conveyor harus diakui. Mayoritas kecelakaan terjadi ketika pekerja terkena, terperangkap di antara, jatuh dari, entrained dan terperangkap dalam, atau gagal untuk mengunci peralatan tersebut (termasuk listrik). Bahaya mekanis terbesar terkait dengan peralatan bergerak di sisi pendorong, sisi coke dan mobil larry di atas baterai. Peralatan ini beroperasi praktis periode kerja seluruh dan sedikit ruang disediakan antara itu dan operasi. Permukaan kulit luka bakar dari bahan panas dan permukaan dan iritasi mata dari partikel debu bertanggung jawab untuk lebih banyak, kejadian kurang parah.

Bahaya Lain• Kecelakaan
Luka bakar dapat terjadi di banyak titik dalam proses pembuatan baja: di depan tungku selama penyadapan dari logam cair atau terak; dari tumpahan, tetesan atau letusan logam panas dari ladle atau kapal selama pengolahan, penuh (menuangkan) atau transportasi; dan dari kontak dengan logam panas karena sedang dibentuk menjadi produk akhir. Air terperangkap oleh logam cair atau slag dapat menghasilkan kekuatan ledakan yang memulai logam panas atau bahan di wilayah yang luas. Memasukkan air ke logam cair juga dapat menyebabkan letupan yang besar.
Tungku dapat menyebabkan silau yang bisa melukai mata kecuali pelindung mata yang sesuai disediakan dan dipakai. Operasi manual, seperti tungku batu bata, dan tangan-lengan getaran di chipper dan penggiling dapat menyebabkan masalah ergonomis. Plant Blower, plant oksigen, blower gas discharge dan daya tinggi tanur listrik dapat menyebabkan kerusakan pendengaran. Operator tungku harus dilindungi dengan melampirkan sumber kebisingan dengan bahan suara-mematikan atau dengan menyediakan tempat penampungan kedap suara. Mengurangi waktu paparan juga mungkin terbukti efektif. Pelindung pendengaran (penutup telinga atau penyumbat telinga) sering diperlukan dalam tempat yang bising karena atau tidak layak mendapatkan pengurangan kebisingan yang memadai dengan cara lain.
TABEL BAHAYA YANG MUNGKIN TERJADI DALAM PROSES BLAST FURNACE &
ELECTRIC ARC FURNACE
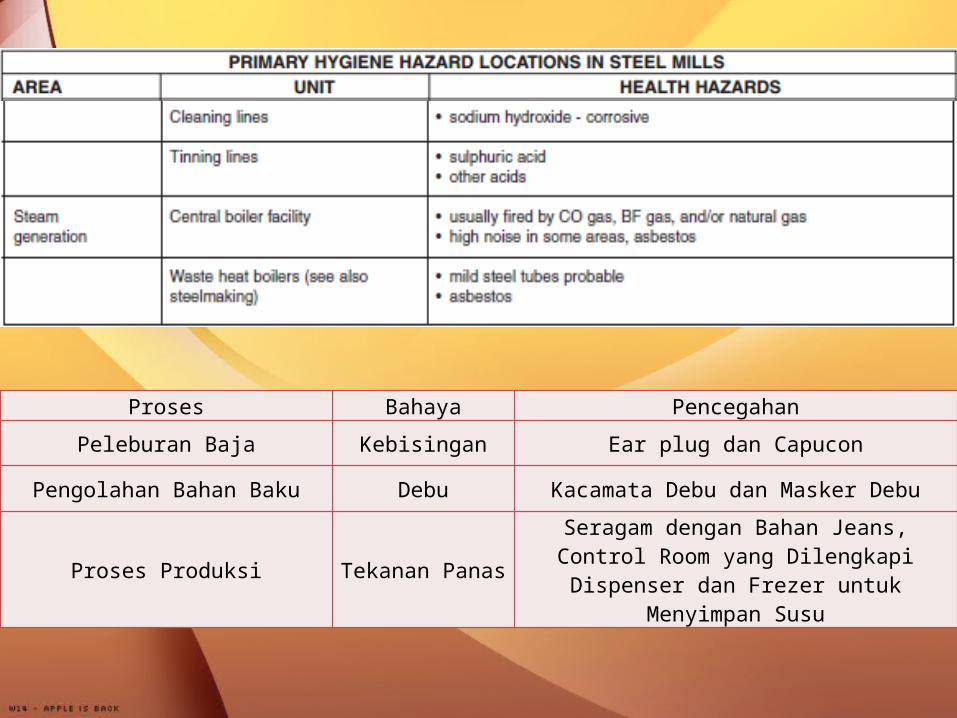
Proses Bahaya Pencegahan
Peleburan Baja Kebisingan Ear plug dan Capucon
Pengolahan Bahan Baku Debu Kacamata Debu dan Masker Debu
Proses Produksi Tekanan PanasSeragam dengan Bahan Jeans, Control Room yang
Dilengkapi Dispenser dan Frezer untuk Menyimpan Susu
UPAYA PENCEGAHAN

Dapat dipastikan bahwa semua pekerja tidak menginginkan kecelakaan atau mengalami kerusakan pada harta benda mereka. Tapi berdasarkan hasil data kecelakaan ternyata banyak pekerj yang dengan sadar melakukan hal-hal yang menyerempet bahaya, meskipun mereka tidak menginginkan terjadinya kecelakaan.
Menurut ILO (dalam dasar-dasar K3, 2007), langkah-langkah penanggulangan kecelakaan kerja dapat dilakukan dengan :1. Peraturan perundang-undangan
Ketentuan dan syarat K3 mengikuti perkembangan ilmu pengetahuan, teknik dan teknologi.
2. StandarisasiStandar K3 mau akan menentukan tingkat
kemajuan pelaksanaan K3.3. Inspeksi atau Pemeriksaan
Suatu kegiatan pembuktian sejauh mana kondisi tempat kerja masih memenuhi ketentuan dan persyaratan K3.
4. Riset teknis, medis, psikologis dan statistikRiset/penelitian untuk menunjang tingkat
kemajuan bidang K3 sesuai perkembangan ilmu pengetahuan, teknik dan teknologi.5. Pendidikan dan Latihan
Peningkatan kesadaran, kualitas pengetahuan dan keterampilan K3 bagi tenaga kerja.
6. PersuasiCara penyuluhan dan pendekatan di bidang
K3, bukan melalui penerapan dan pemaksaan melalui sanksi-sanksi.7. Asuransi
Intensif finansial untuk meningkatkan pencegahan kecelakaan dengan pembayaran premi yang lebih rendah terhadap perusahaan yang memenuhi syarat.
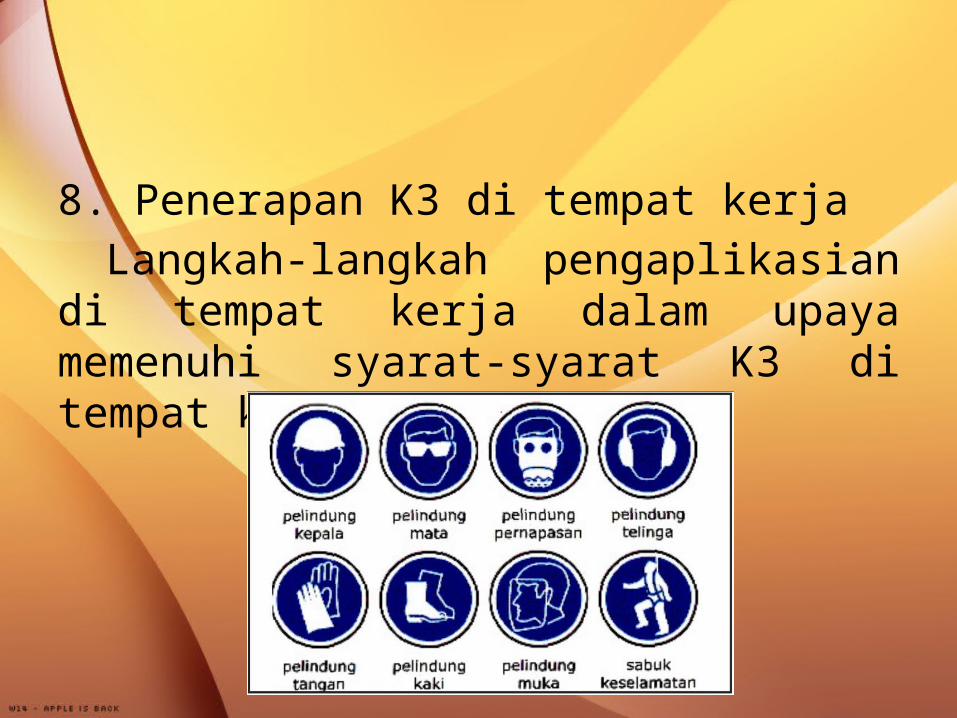
8. Penerapan K3 di tempat kerjaLangkah-langkah pengaplikasian di tempat
kerja dalam upaya memenuhi syarat-syarat K3 di tempat kerja.
ALAT PERLINDUNGAN DIRI
•Definisi•Jenis-Jenis APD & Fungsi nya

Definisi APD• Alat Pelindung Diri (APD) merupakan kelengkapan
yang wajib digunakan saat bekerja sesuai bahaya dan risiko kerja untuk menjaga keselamatan pekerja itu sendiri dan orang di sekelilingnya. Kewajiban itu sudah disepakati oleh pemerintah melalui Departemen Tenaga Kerja Republik Indonesia.
• Semua jenis APD harus digunakan sebagaimana mestinya, gunakan pedoman yang benar-benar sesuai dengan standar keselamatan kerja (K3L 'Kesehatan, Keselamatan Kerja dan Lingkungan').
1. Undang-undang No.1 tahun 1970.a) Pasal 3 ayat (1) butir f: Dengan peraturan perundangan ditetapkan
syaratsyarat untuk memberikan APD.b) Pasal 9 ayat (1) butir c: Pengurus diwajibkan menunjukkan dan
menjelaskan pada tiap tenaga kerja baru tentang APD.c) Pasal 12 butir b: Dengan peraturan perundangan diatur kewajiban dan
atau hak tenaga kerja untuk memakai APD. Pasal 14 butir c: Pengurus diwajibkan menyediakan APD secara cuma-Cuma
2. Permenakertrans No.Per.01/MEN/1981Pasal 4 ayat (3) menyebutkan kewajiban pengurus menyediakan alat pelindung diri dan wajib bagi tenaga kerja untuk menggunakannya untuk pencegahan penyakit akibat kerja.
Hukum Yang Mendasari
3. Permenakertrans No.Per.03/MEN/1982Pasal 2 butir I menyebutkan memberikan nasehat mengenai perencanaan 4 dan pembuatan tempat kerja, pemilihan alat pelindung diri yang diperlukan dan gizi serta penyelenggaraan makanan ditempat kerja.
4. Permenakertrans No.Per.03/Men/1986Pasal 2 ayat (2) menyebutkan tenaga kerja yang mengelola Pestisida harus memakai alat-alat pelindung diri yg berupa pakaian kerja, sepatu lars tinggi, sarung tangan, kacamata pelindung atau pelindung muka dan pelindung pernafasan.

Macam-macam APD1. Safety Helmet Safety Helmet merupakan alat pelindung kepala yang melindungi kepala dari benda-benda yang bisa mengenai kepala secara langsung.
2. Safety Belt Berfungsi sebagai alat pengaman ketika menggunakan alat transportasi ataupun peralatan lain yang serupa (mobil,pesawat, alat berat, dan lain-lain). Sehingga saat kita terjatuh, ada tali pengaman yang menyangga tubuh kita.
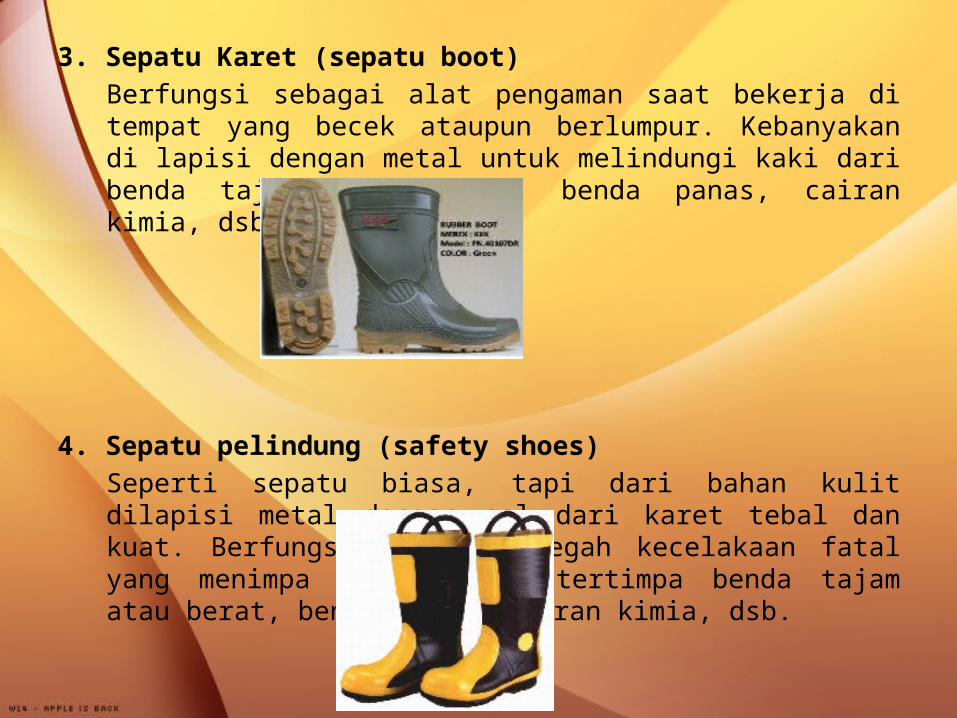
3. Sepatu Karet (sepatu boot)Berfungsi sebagai alat pengaman saat bekerja di tempat yang becek ataupun berlumpur. Kebanyakan di lapisi dengan metal untuk melindungi kaki dari benda tajam atau berat, benda panas, cairan kimia, dsb.
4. Sepatu pelindung (safety shoes)Seperti sepatu biasa, tapi dari bahan kulit dilapisi metal dengan sol dari karet tebal dan kuat. Berfungsi untuk mencegah kecelakaan fatal yang menimpa kaki karena tertimpa benda tajam atau berat, benda panas, cairan kimia, dsb.

5. Tali Pengaman (Safety Harness)Berfungsi sebagai pengaman saat bekerja di ketinggian. Diwajibkan menggunakan alat ini di ketinggian lebih dari 1,8 meter. Berguna untuk melindungi tubuh dari kemungkinan terjatuh, biasanya digunakan pada pekerjaan konstruksi dan memanjat serta tempat tertutup atau boiler. Harus dapat menahan beban sebesar 80 Kg.
Jenis :• Penggantung unifilar• Penggantung berbentuk U• Gabungan penggantung unifilar dan bentuk U• Penunjang dada (chest harness)• Penunjang dada dan punggung (chest waist harness)• Penunjang seluruh tubuh (full body harness)
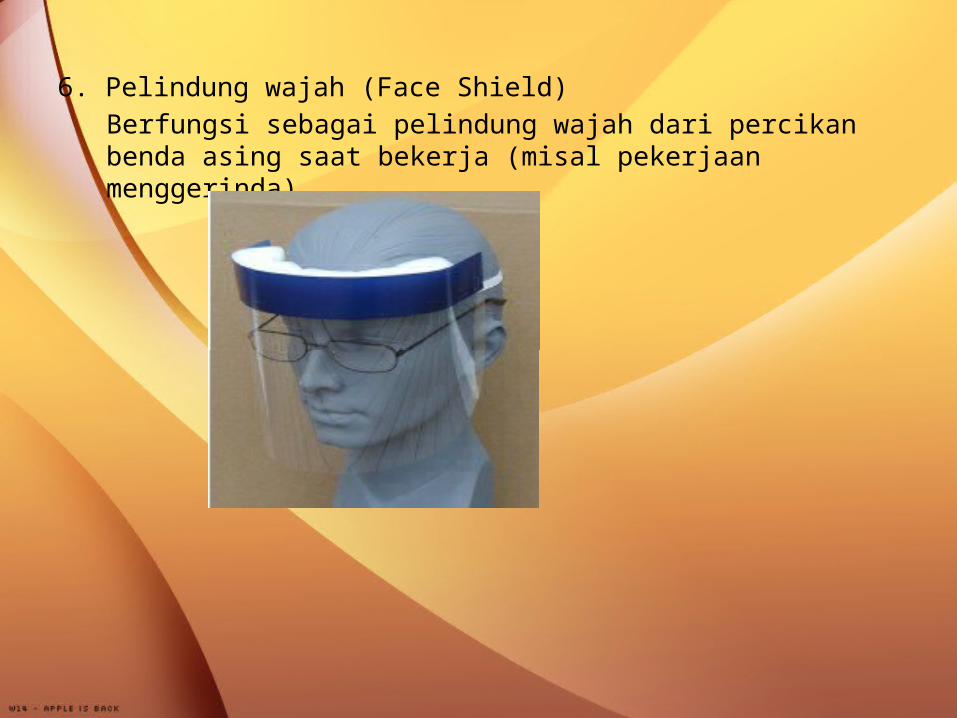
6. Pelindung wajah (Face Shield)Berfungsi sebagai pelindung wajah dari percikan benda asing saat bekerja (misal pekerjaan menggerinda).
Ada beberapa metoda yang dapat dilakukan dalam mengendalikan bahaya di tempat kerja untuk menurunkan tingkat kecelakaan akibat kerja, yaitu:
1. Engineering control, yaitu dengan menambahkan berbagai peralatan dan mesin yang dapat mengurangi bahaya dari sumbernya. Contohnya adalah penggunaan exhaust dan system ventilasi untuk meminimalisir bahaya debu atau gas. Akan tetapi pengendalian dengan system engineering control membutuhkan dana yang besar.
2. Administrative control, yaitu dengan membuat berbagai prosedur kerja termasuk kebijakan manajemen dalam implementasi K3. Tujuannya adalah agar pekerja bekerja sesuai dengan instruksi yang sudah ditetapkan sehinggan kecelakaan atau kesalahan kerja dapat dihindari. Termasuk didalam adminstarsi control yaitu dengan menyediakan alat pelindung diri (APD) atau personnel pertective equipment (PPE) bagi setiap pekerja yang terpajan dengan bahaya di tempat kerja

3. Inherently Safer Alternative Method, metoda ini memiliki empat strategi pengendalian bahaya, yaitu:o Minimize; yaitu dengan cara meminimalkan tingkat bahaya dari
sumbernya dengan cara mengurangi jumlah pemakaian atau volume penyimpanan dan proses.
o Substitue; yaitu dengan cara mengganti bahan yang berbahaya dengan yang kurang berbahaya. Contohnya hádala menggunakan metodawater 21 base sebagai pengganti solven base. Water base lebih aman dan ramah lingkungan dibandingkan solven base.
oModerate; Mengurangi bahaya dengan cara menurunkan konsentrasi bahan kimia yang digunakan. Contohnya adalah menggunakan bahan kimia dengan konsentrasi yang lebih rendah sehingga tingkat bahaya pajanannya menjadi lebih rendah.
o Simplify; Mengurangi bahaya dengan cara membuat prosesnya menjadi lebih sederhana sehingga lebih mudah di control.
SEKIAN&
TERIMAKASIH