kaedah pemeriksaan
DESCRIPTION
kaedah pemeriksaan-p. perniagaanTRANSCRIPT
KAEDAH PEMERIKSAAN
o Kaedah pemeriksaan merupakan satu kaedah pantas untuk mengesan
kecacatan proses pengeluaran dengan melakukan aktiviti pengujian produk, aktiviti pengukuran dan aktiviti sentuh.
o Tujuan pemeriksaan adalah untuk mengesan kecacatan padaproses
pengeluaran dan produk serta melakukan penambahbaikan.o Kaedah pemeriksaan boleh dibuat secara pemeriksaan menyeluruh dan pelan
pensampelan.
Pemeriksaan Menyeluruh
o Tujuannya adalah untuk mengesan item yang rosak atau cacat dengan
segera.o Pemeriksaan ini melibatkan pengambilan setiap sampel output untuk dikaji
dan diperiksa satu demi satu.o Kaedah ini hanyasesuai untuk pengeluaran kuantiti yang kecil sahaja kerana
pemeriksaan setiap sampel melibatkan masa yang lama dan kospemeriksaan yang tinggi.
Pelan Pensampelan
o Pelan pensampelan merupakan kaedah yang digunakan oleh pembeli dan
penjual untuk memeriksa kualiti proses pengeluaran produk dan produk siap yang sedia untuk dipasarkan dan keputusannya menggambarkan keseluruhan produk.
o Beberapa sampel produk diambil secara rawak bagi mewakili satu kumpulan
produk.o Sekiranya sampel yang diperiksa mematuhi piawaian yang ditetapkan,
kumpulan produk tersebut akan diterima.o Sebaliknya, jika sampel didapati mempunyai kecacatan, kumpulan produk
tersebut berhak ditolak oleh pembeli.o Terdapat dua jenis pelan pensampelan yang lazim digunakan iaitu:
a) Pelan pensampelan tunggali. Pelan pensampelan tunggal akan menetapkan saiz sampel
danbilangan kecacatan.
ii. Jika bilangan kecacatan yang diperiksa daripadasaiz sampel yang diambil melebihi bilangan yang telah ditetapkan, maka keseluruhan produk tersebut tidak mencapai kualiti yang ditetapkan.
iii. Sebaliknya, jika bilangan kecacatan kurang daripada bilangan yang ditetapkan, maka keseluruhan produk tersebut mencapai tahap kualiti.
iv. Sebagai contoh, jikasaiz sampel adalah 100 unit, kecacatan kurang daripada 10 menggambarkan keseluruhan produk tersebut mencapai tahap kualiti.
v. Jika pemeriksaan yang dilakukan mendapati kecacatan produk melebihi 10 unit, maka keseluruhan produk tidakmencapai tahap kualiti.
b) Pelan pensampelan berganda duai. Pelan pensampelan berganda dua ialah pemeriksaan produk
yang dibuat sebanyak dua kali jika pemeriksaan kali pertama gagal mengukur tahap kualiti sebenar produk tetapi ia bukan menggambarkan bahawa keseluruhan produk tersebut tidak berkualiti.
ii. Dengan itu, pemeriksaan kali kedua perlu dibuat.iii. Jika pemeriksaan kali kali kedua mendapati bilangan kecacatan
produk mencapai tahap kualiti, maka keseluruhan produk tersebut diterima.
iv. Sebaliknya, jika pemeriksaan kali kedua mendapati kecacatan produk tidak mencapai tahap kualiti, maka keseluruhan produk akan ditolak.
ALAT KAWALAN KUALITI
Kawalan Proses secara Statistik (Statistical Process Control-SPC)
o Kawalan Proses secara Statistik (Statistical Process Control-SPC) merujuk
kepada proses pengawalan kualiti berdasarkan kaedah statistic yang dijalankan sepanjang aktiviti pengeluaran.
o Sampel atau contoh produk akan diambil secara rawak daripada keseluruhan
produk bagi memastikan kualitinya.
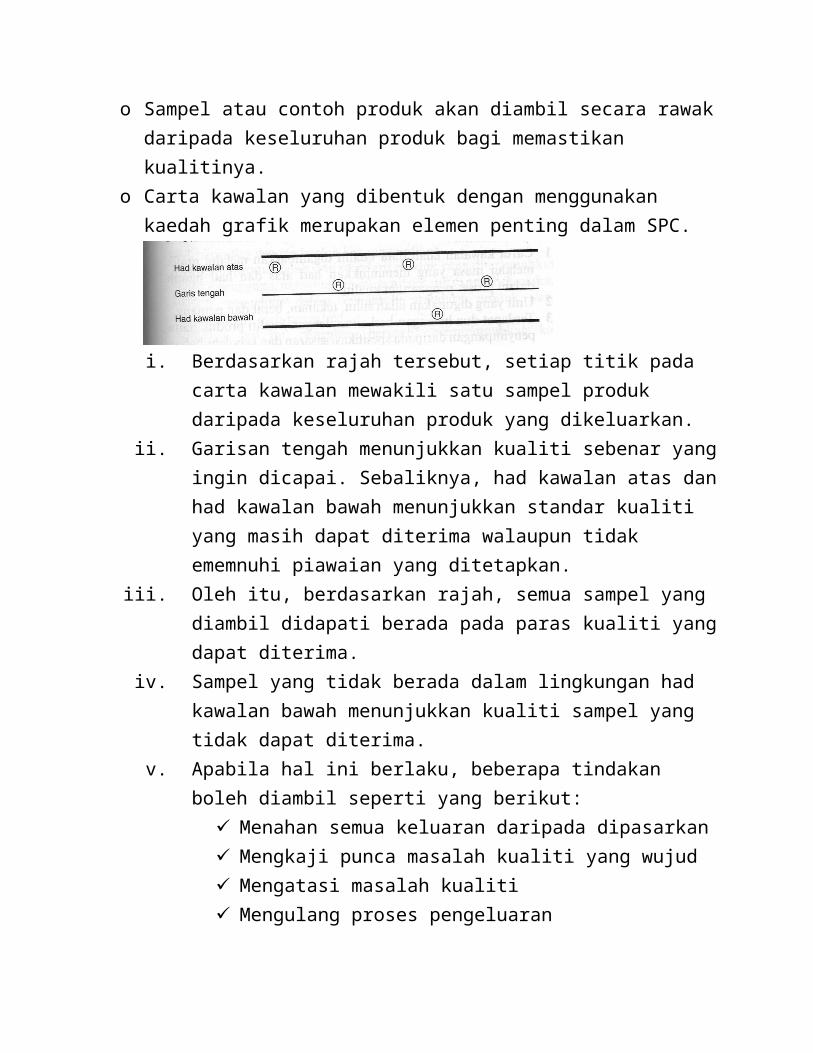
o Carta kawalan yang dibentuk dengan menggunakan kaedah grafik
merupakan elemen penting dalam SPC.
i. Berdasarkan rajah tersebut, setiap titik pada carta kawalan mewakili satu sampel produk daripada keseluruhan produk yang dikeluarkan.
ii. Garisan tengah menunjukkan kualiti sebenar yang ingin dicapai. Sebaliknya, had kawalan atas dan had kawalan bawah menunjukkan standar kualiti yang masih dapat diterima walaupun tidak ememnuhi piawaian yang ditetapkan.
iii. Oleh itu, berdasarkan rajah, semua sampel yang diambil didapati berada pada paras kualiti yang dapat diterima.
iv. Sampel yang tidak berada dalam lingkungan had kawalan bawah menunjukkan kualiti sampel yang tidak dapat diterima.
v. Apabila hal ini berlaku, beberapa tindakan boleh diambil seperti yang berikut:
Menahan semua keluaran daripada dipasarkan Mengkaji punca masalah kualiti yang wujud Mengatasi masalah kualiti Mengulang proses pengeluaran
Analisis Nilai Tambah
o Satu proses menilai ke atas aktiviti proses pengeluaran yang boleh
mewujudkan peningkatan faedah ke atas produk yang dihasilkan berbanding dengan perubahan kos yang dihadapi.
o Memberi tumpuan ke atas bandingan melibatkan faedah dan kos.
o Setiap tindakan yang dilakukan dalam proses pengeluaran memberi faedah
yang tinggi berbanding dengan kos yang terlibat.o Mewujudkan pembaziran koskerana tiada faedah yang diperoleh ke atas
produk perlu disingkirkan, manakala aktiviti yang meningkatkan nilai produk yang berguna kepada pengguna dijalankan.
o Contohnya, aktiviti meringkaskan manual penggunaan produk oleh
pengguna dapat menjimatkan kos percetakan. Hal ini seterusnya berupaya membantu menjimatkan kos pengeluaran dan memberi kefahaman yang lebih kepada pengguna. Tindakan ini juga boleh membantu meningkatkan nilai tambah kepada pengguna.
Carta Kawalan
o Data kualiti digambarkan melalui grafik melalui msa yang menunjukkan had
atas dan had bawah dalam proses pengawalan kualiti.o Unit yang digunakan ialah suhu, tekanana, berat dan panjang.
o Terdapat dua halangan berkaitan dengan kualiti produk iaitu penyimpangan
daripada spesifikasi sasaran dan kebolehubahan yang melebihi had spesifikasi sasaran.
o Sepanjang tahap awal pembangunan proses pengeluaran, aktiviti kawalan
dijalankan untuk meminimumkan halangan-halangan tersebut.o Pendekatan umum untuk mengawal kualiti adalah dengan mengambil
sampel dalam bilangan tertentu daripada proses pengeluaran yg sedang berjalan. Kemudian, penghasilan rajah garis pemboleh ubah contoh tersebut dilakukan untuk dibandingkan dengan spesifikasi sasaran.
i. Terdapat dua had kawalan kualiti, iaitu had kawalan atas dan had kawalan bawah.
ii. Garisan tengah menunjukkan spesifikasi kualiti yang diterima.iii. Jika sampel berada di luar had yang ditetapkan, maka tindakan untuk
mencari punca masalah akan diambil.iv. Rajah ini dikenali sebagai Shewhart charts yang diperkenalkan pada
tahun 1931.v. Menunjukkan paksi xsebagai contoh produk yang digunakan untuk
menguji kualiti.
vi. Sampel I, II, III, V dan IV berada dalam had akwalan.vii. Hal ini menunjukkan produk tersebut mencapai spesifikasi sasaran,
iaitu berada pada tahap kualiti yang ditetapkan.viii. Sampel yang tidak mencapai spesifikasi sasaran ialah VI kerana
kurang dairpada had kawalan bawah dan sampel VII kerana melebihi had kawalan atas.