bab ii dasar teori 2.1 tinjauan pustakaeprints.ums.ac.id/64435/15/bab ii.pdfmagnesium pada al-si...
TRANSCRIPT
8
BAB II
DASAR TEORI
2.1 Tinjauan Pustaka
Magga (2010) mengembangkan analisis perancangan
tungku peleburan logam non-ferro jenis portable berbahan bakar
arang sebagai sarana pembelajaran. Dari hasil analisis yang
telah dilakukan diketahui bahwa besarnya kalor yang digunakan
untuk melebur 5 kg aluminium diperlukan kalor sebesar
3,030,600 J. Volume dari cawan pelebur yang diperlukan adalah
1,5 liter.
Yulianto A, Darmawan A, & Wahyono E, (2012)redesain
dapur krusibel dan penggunaannya untuk mengetahui pengaruh
pemakaian pasir resin pada cetakan centrifugal casting, dalam
penelitiannya krusibel didesain menggunakan tangki bekas yang
berbentuk silinder dengan tebal 3 mm, diameter silinder baja 780
mm, tinggi silinder baja 600 mm, tinggi tutup dalam 140 mm, tinggi
tutup luar 40 mm, diameter dalam 310 mm, tebal kowi 20 mm,
tinggi kowi 290 mm.
Alviandra, (2017) pengaruh penambahan unsur paduan
magnesium pada Al-Si menggunakan dapur krusibel terhadap sifat
kekerasan dan struktur mikro, dalam penelitiannya penggunaan
tungku krusibel dengan bahan bakar gas dan ditambah oksigen
9
diarenakan temperatur yang dihasilkan mampu mencairkan
aluminium dan produk yang dihasilkan lebih baik dan penggunaan
aluminium dikarenakan temperatur cairnya relatif rendah dan
mempunyai sifat cor yang baik.
Andhika, Dwi, (2009)meneliti hubungan antara kadar tanah
liat pada cetakan pengecoran aluminium dengan kehaluhan
permukaan hasil cetak dan kekuatan tarik, yang menghasilkan
dalam penelitiannya untuk tingkat kekuatan tarik hasil pengecoran
ditemukan bahwa : nilai Fhitung = 50,076 dengan taraf signifikansi
< 0,01 dengan demikian dapat dinyatakan bahwa H1 diterima
artinya ada perbedaan yang signifikan pada kadar tanah liat yang
terdapat pada pasir cetak terhadap tingkat kekuatan tariknya.
Istana Budi, Lukman Japri, (2006), Rancang bangun dan
pengujian tungku peleburan aluminium berbahan bakar minyak
bekas(minyak jelantah). Dari hasil pengujian diperoleh waktu yang
dibutuhkan untuk melebur 1kg aluminium adalah 25 menit pada
temperatur 701o C dengan konsumsi bahan bakar sebanyak 1,48
Liter.
Widodo, Toni P, (2010) yang menghasilkan kualitas hasil
coran yang terbaik dimiliki oleh hasil coran dari pasir cetak dengan
campuran semen portland sebanyak 6%. Kekerasan terbesar
dimiliki oleh hasil coran dengan pasir cetak tanpa pengikat semen
portland yaitu sebesar 114,48 HV dan kekerasan terendah dimiliki
10
oleh hasil coran menggunakan pasir dengan pengikat semen
portland sebanyak 9% yaitu sebesar 96,8 HV.
2.2 Landasan Teori
2.2.1 Proses Pengecoran
Surdia (2000) menyatakan dalam pembuatan produk
cor harus dilakukan proses-proses seperti : pencairan logam,
membuat cetakan, menuang membongkar dan
membersihkan coran. Untuk mencairkan logam bermacam-
macam tanur dipakai. Umumnya yang digunakan adalah
krusibel, kupola dan tanur induksi. Cetakan biasanya dibuat
dengan jalan memadatkan pasir. Pasir yang dipakai kadang-
kadang pasir alam atau buatan yang mengandung tanah
lempung. Cetakan pasir mudah dibuat dan tidak mahal bila
digunakan pasir yang cocok. Kadang dicampurkan pengikat
khusus misalnya semen atau resin. Karena penggunaan zat-
zat tersebut dapat memperkuat cetakan. Pada umunya lgam
cair dituangkan dengan pengaruh hgaya berat, walaupun
kadang-kadang dipergunakan tekanan pada logam cair
selama atau setelah penuangan. Setelah penuangan, coran
dikeluarkan dari cetakan dan dibersihkan, bagian-bagian
yang tidak perlu dibuang dari coran. Kemudian coran
diselesaikan dan dibersihkan.
2.2.2 Tungku
11
Bagian penting pada pengecoran yaitu tungku (tanur)
yang digunakan untuk memasak logam, dalam pengecoran
tanur sendiri ada beberapa macam, tanur Besalen, tanur
Tukik, tanur Kupola, tanur Induksi, dan tanur Krusible.
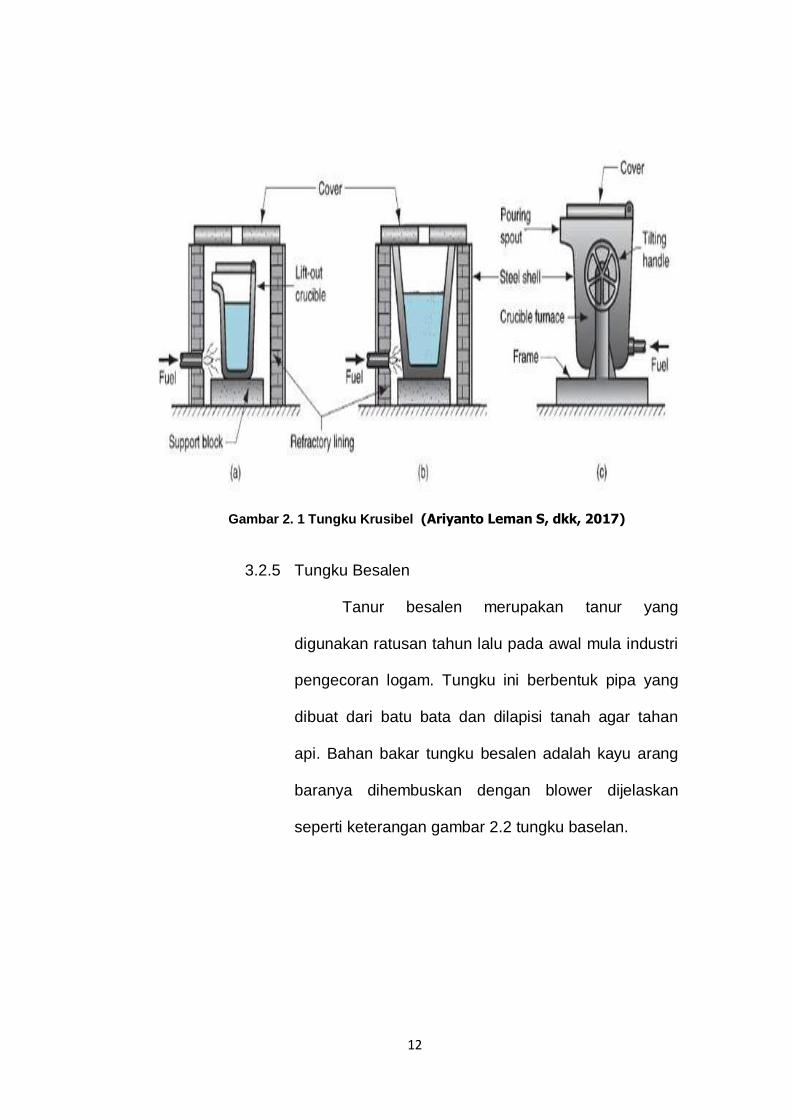
2.2.5 Tungku krusibel
Peleburan aluminium skala kecil dan sedang biasanya
dilakukan dengan tungku krusible. Ciri khas tungku
krusible adalah digunakannya wadah untuk
menempatkan logam yang akan di lebur. Wadah
tersebut berbentuk krus yaitu menyerupai pot yang
diameter atasnya lebih lebar sehingga disebut krusible
seperti pada gambar 2.1 atau dikenal sebagai kowi.
Tungku ini dibedakan menurut jenis bahan bakar yang
digunakan yaitu, kokas atau arang, minyak dan gas.
(Ariyanto Leman S, dkk, 2017)
12
Gambar 2. 1 Tungku Krusibel (Ariyanto Leman S, dkk, 2017)
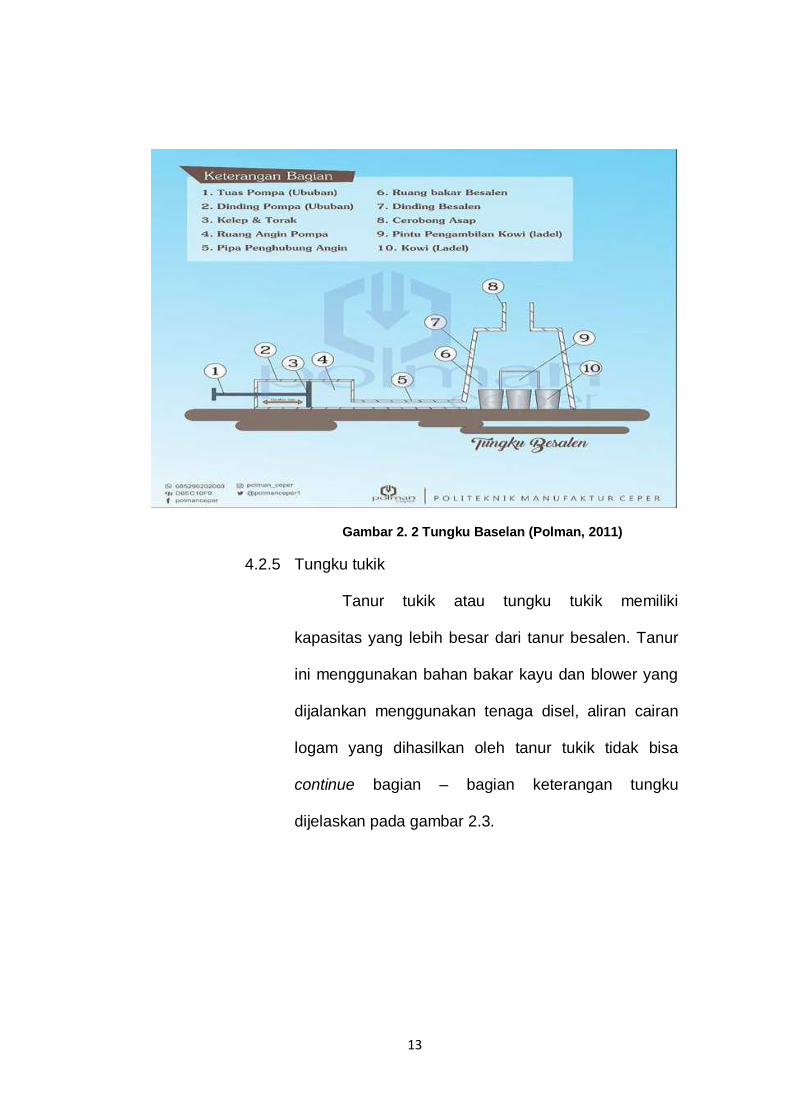
3.2.5 Tungku Besalen
Tanur besalen merupakan tanur yang
digunakan ratusan tahun lalu pada awal mula industri
pengecoran logam. Tungku ini berbentuk pipa yang
dibuat dari batu bata dan dilapisi tanah agar tahan
api. Bahan bakar tungku besalen adalah kayu arang
baranya dihembuskan dengan blower dijelaskan
seperti keterangan gambar 2.2 tungku baselan.
13
Gambar 2. 2 Tungku Baselan (Polman, 2011)
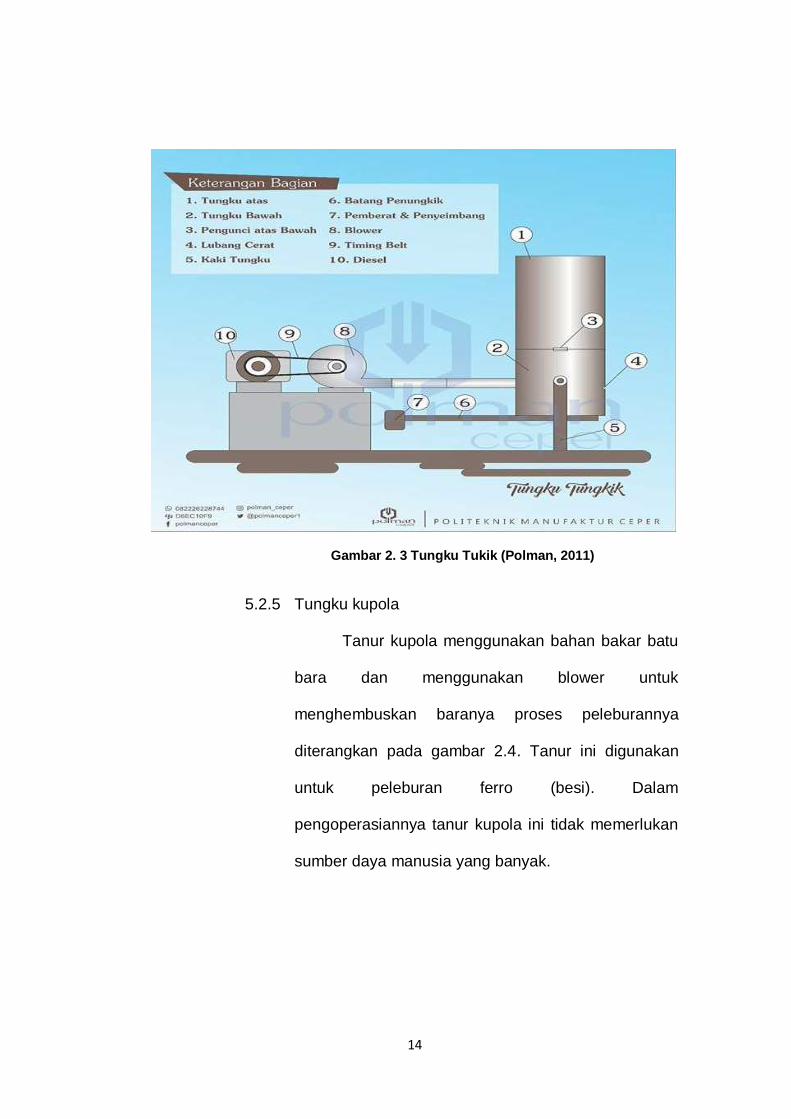
4.2.5 Tungku tukik
Tanur tukik atau tungku tukik memiliki
kapasitas yang lebih besar dari tanur besalen. Tanur
ini menggunakan bahan bakar kayu dan blower yang
dijalankan menggunakan tenaga disel, aliran cairan
logam yang dihasilkan oleh tanur tukik tidak bisa
continue bagian – bagian keterangan tungku
dijelaskan pada gambar 2.3.
14
Gambar 2. 3 Tungku Tukik (Polman, 2011)
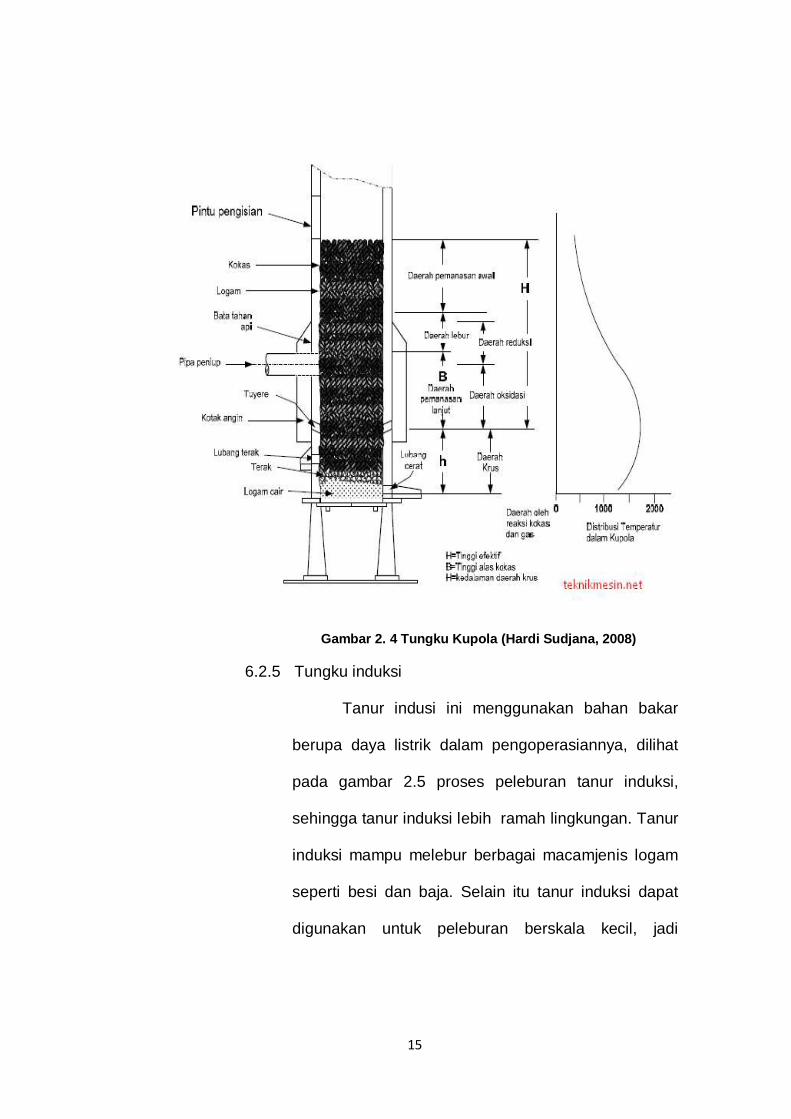
5.2.5 Tungku kupola
Tanur kupola menggunakan bahan bakar batu
bara dan menggunakan blower untuk
menghembuskan baranya proses peleburannya
diterangkan pada gambar 2.4. Tanur ini digunakan
untuk peleburan ferro (besi). Dalam
pengoperasiannya tanur kupola ini tidak memerlukan
sumber daya manusia yang banyak.
15
Gambar 2. 4 Tungku Kupola (Hardi Sudjana, 2008)
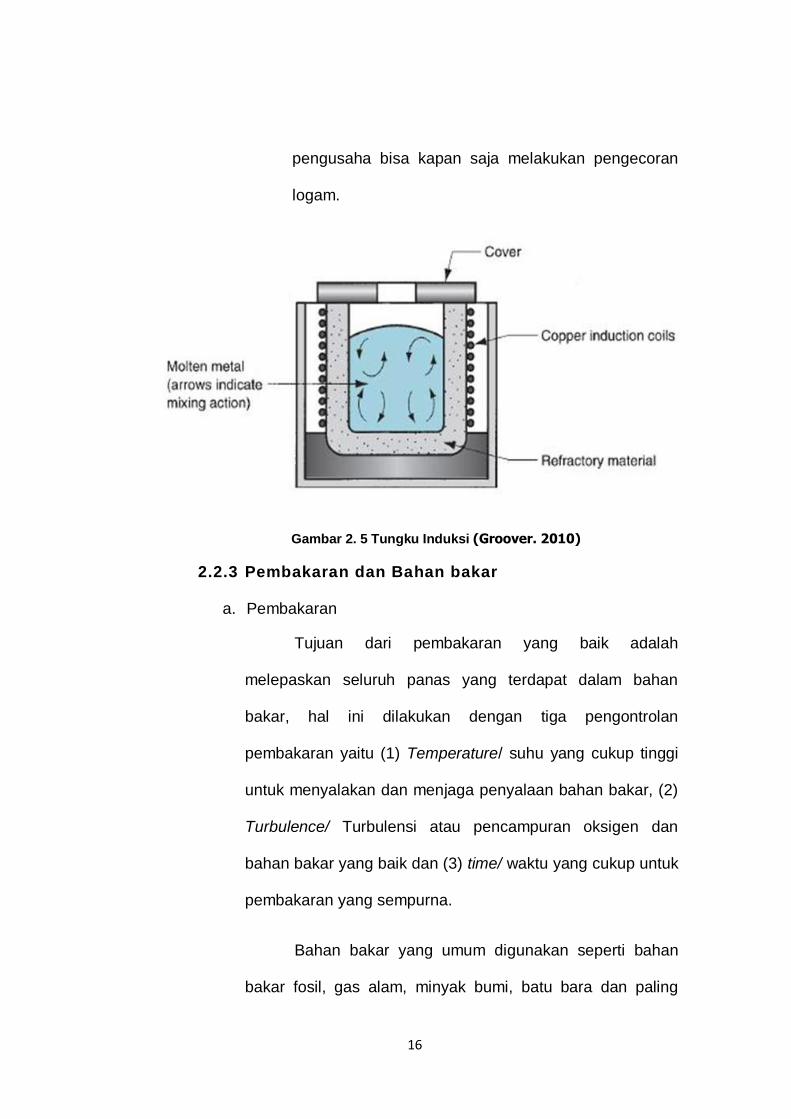
6.2.5 Tungku induksi
Tanur indusi ini menggunakan bahan bakar
berupa daya listrik dalam pengoperasiannya, dilihat
pada gambar 2.5 proses peleburan tanur induksi,
sehingga tanur induksi lebih ramah lingkungan. Tanur
induksi mampu melebur berbagai macamjenis logam
seperti besi dan baja. Selain itu tanur induksi dapat
digunakan untuk peleburan berskala kecil, jadi
16
pengusaha bisa kapan saja melakukan pengecoran
logam.
Gambar 2. 5 Tungku Induksi (Groover. 2010)
2.2.3 Pembakaran dan Bahan bakar
a. Pembakaran
Tujuan dari pembakaran yang baik adalah
melepaskan seluruh panas yang terdapat dalam bahan
bakar, hal ini dilakukan dengan tiga pengontrolan
pembakaran yaitu (1) Temperature/ suhu yang cukup tinggi
untuk menyalakan dan menjaga penyalaan bahan bakar, (2)
Turbulence/ Turbulensi atau pencampuran oksigen dan
bahan bakar yang baik dan (3) time/ waktu yang cukup untuk
pembakaran yang sempurna.
Bahan bakar yang umum digunakan seperti bahan
bakar fosil, gas alam, minyak bumi, batu bara dan paling
17
sederhana menggunakan arang tempurung kelapa. Bahan
bakar biasanya terdiri dari karbon dan hidrogen. Uap air
merupakan produk samping pembakaran hidrogen, ang
dapat mengambil panas dari gas buang, yang mungkin dapat
digunakan untuk transfer panas lebih lanjut.
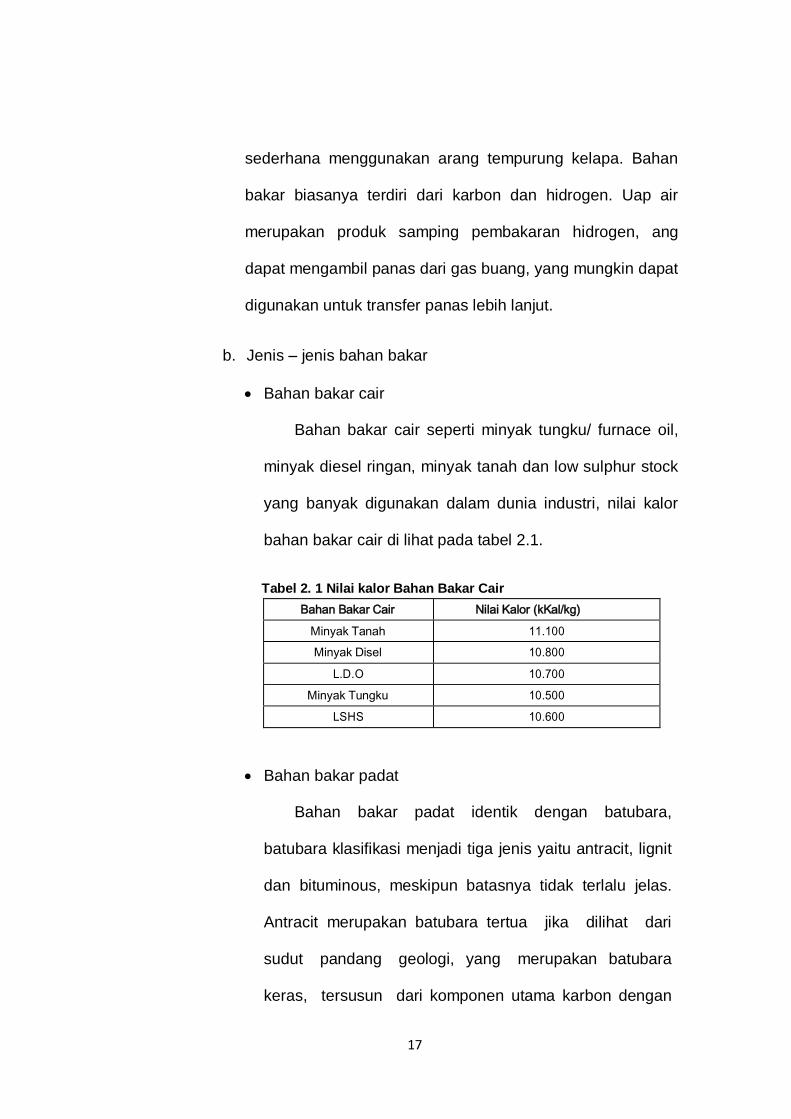
b. Jenis – jenis bahan bakar
Bahan bakar cair
Bahan bakar cair seperti minyak tungku/ furnace oil,
minyak diesel ringan, minyak tanah dan low sulphur stock
yang banyak digunakan dalam dunia industri, nilai kalor
bahan bakar cair di lihat pada tabel 2.1.
Tabel 2. 1 Nilai kalor Bahan Bakar Cair
Bahan Bakar Cair Nilai Kalor (kKal/kg)
Minyak Tanah 11.100
Minyak Disel 10.800
L.D.O 10.700
Minyak Tungku 10.500
LSHS 10.600
Bahan bakar padat
Bahan bakar padat identik dengan batubara,
batubara klasifikasi menjadi tiga jenis yaitu antracit, lignit
dan bituminous, meskipun batasnya tidak terlalu jelas.
Antracit merupakan batubara tertua jika dilihat dari
sudut pandang geologi, yang merupakan batubara
keras, tersusun dari komponen utama karbon dengan
18
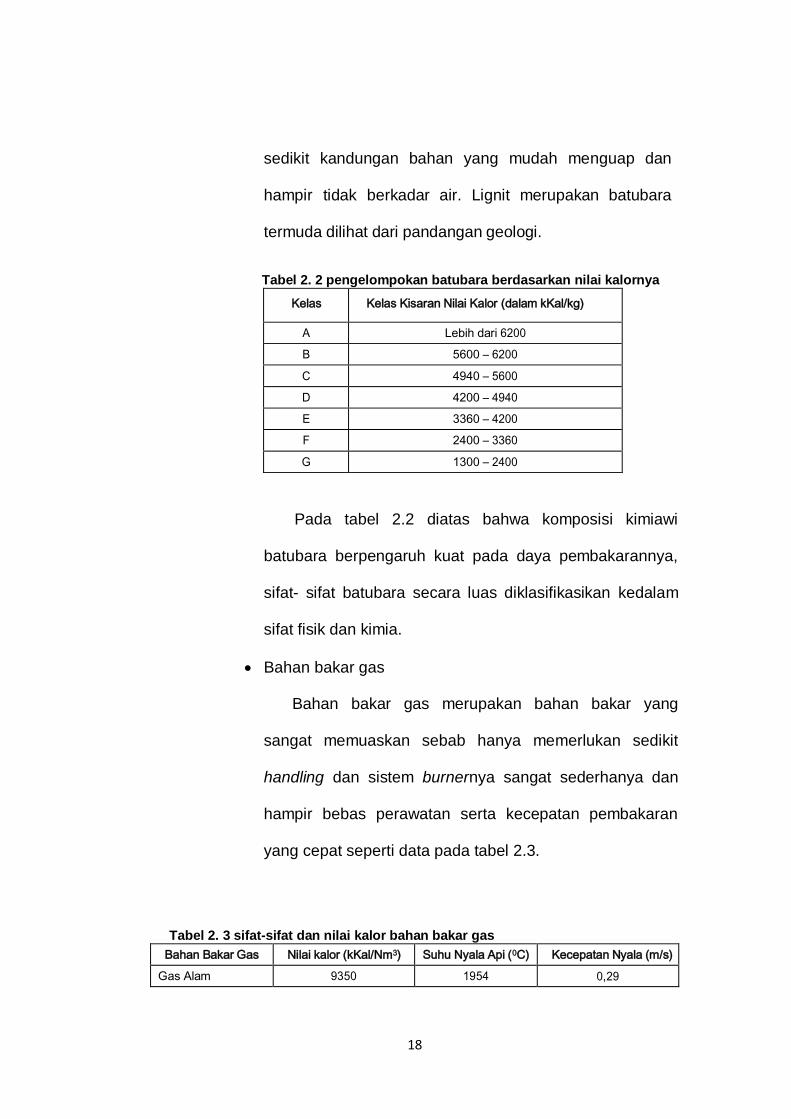
sedikit kandungan bahan yang mudah menguap dan
hampir tidak berkadar air. Lignit merupakan batubara
termuda dilihat dari pandangan geologi.
Tabel 2. 2 pengelompokan batubara berdasarkan nilai kalornya
Kelas Kelas Kisaran Nilai Kalor (dalam kKal/kg)
A Lebih dari 6200
B 5600 – 6200
C 4940 – 5600
D 4200 – 4940
E 3360 – 4200
F 2400 – 3360
G 1300 – 2400
Pada tabel 2.2 diatas bahwa komposisi kimiawi
batubara berpengaruh kuat pada daya pembakarannya,
sifat- sifat batubara secara luas diklasifikasikan kedalam
sifat fisik dan kimia.
Bahan bakar gas
Bahan bakar gas merupakan bahan bakar yang
sangat memuaskan sebab hanya memerlukan sedikit
handling dan sistem burnernya sangat sederhanya dan
hampir bebas perawatan serta kecepatan pembakaran
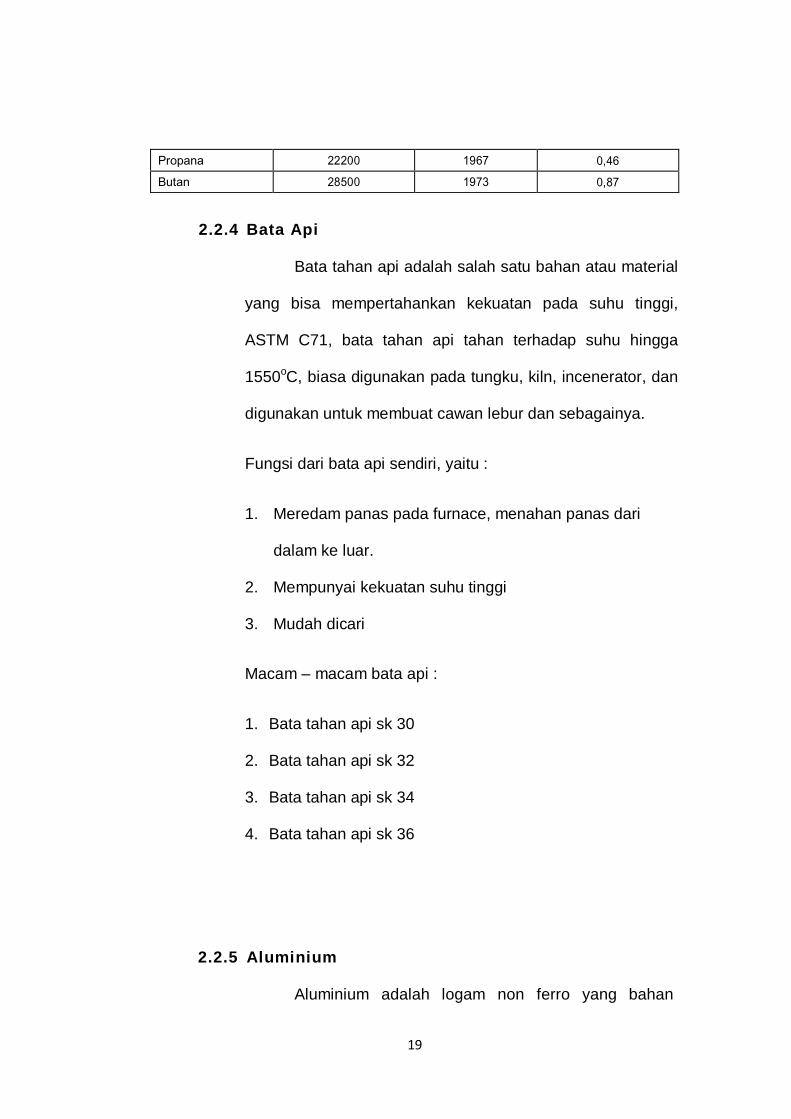
yang cepat seperti data pada tabel 2.3.
Tabel 2. 3 sifat-sifat dan nilai kalor bahan bakar gas
Bahan Bakar Gas Nilai kalor (kKal/Nm3) Suhu Nyala Api (0C) Kecepatan Nyala (m/s)
Gas Alam 9350 1954 0,29
0
19
Propana 22200 1967 0,46
0 Butan 28500 1973 0,87
0
2.2.4 Bata Api
Bata tahan api adalah salah satu bahan atau material
yang bisa mempertahankan kekuatan pada suhu tinggi,
ASTM C71, bata tahan api tahan terhadap suhu hingga
1550oC, biasa digunakan pada tungku, kiln, incenerator, dan
digunakan untuk membuat cawan lebur dan sebagainya.
Fungsi dari bata api sendiri, yaitu :
1. Meredam panas pada furnace, menahan panas dari
dalam ke luar.
2. Mempunyai kekuatan suhu tinggi
3. Mudah dicari
Macam – macam bata api :
1. Bata tahan api sk 30
2. Bata tahan api sk 32
3. Bata tahan api sk 34
4. Bata tahan api sk 36
2.2.5 Aluminium
Aluminium adalah logam non ferro yang bahan
20
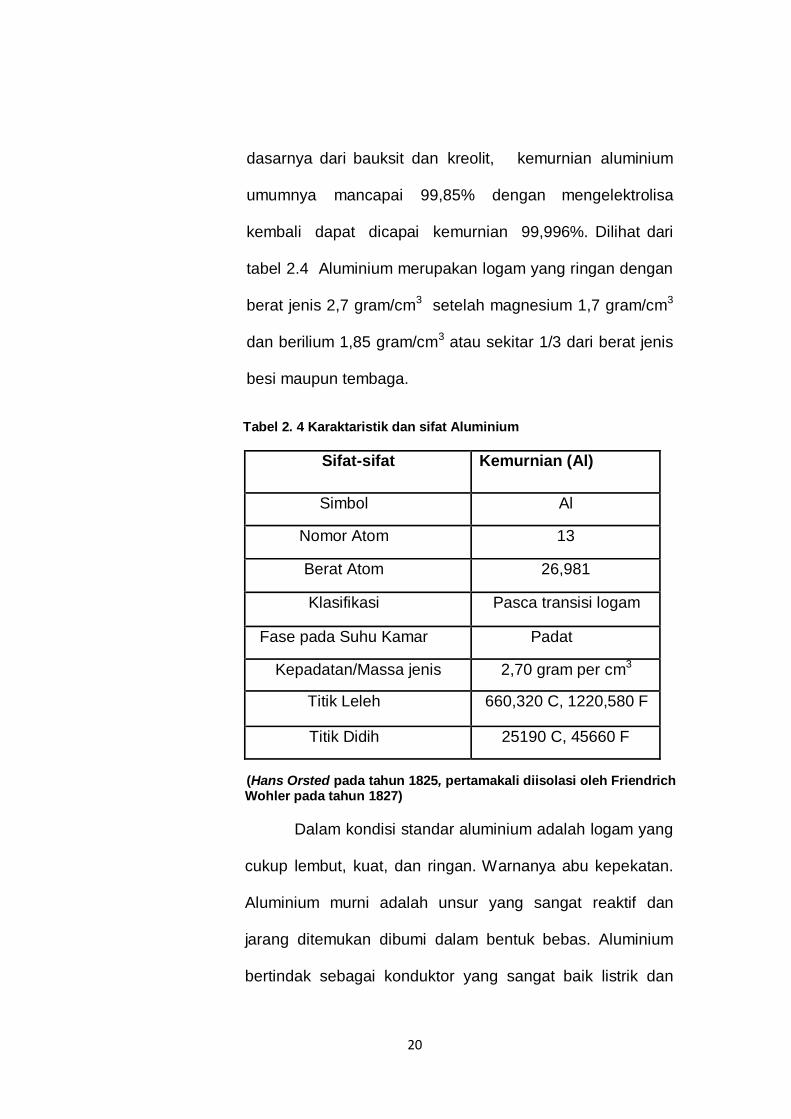
dasarnya dari bauksit dan kreolit, kemurnian aluminium
umumnya mancapai 99,85% dengan mengelektrolisa
kembali dapat dicapai kemurnian 99,996%. Dilihat dari
tabel 2.4 Aluminium merupakan logam yang ringan dengan
berat jenis 2,7 gram/cm3 setelah magnesium 1,7 gram/cm3
dan berilium 1,85 gram/cm3 atau sekitar 1/3 dari berat jenis
besi maupun tembaga.
Tabel 2. 4 Karaktaristik dan sifat Aluminium
Sifat-sifat Kemurnian (Al)
Simbol Al
Nomor Atom 13
Berat Atom 26,981
Klasifikasi Pasca transisi logam
Fase pada Suhu Kamar Padat
Kepadatan/Massa jenis 2,70 gram per cm3
Titik Leleh 660,320 C, 1220,580 F
Titik Didih 25190 C, 45660 F
(Hans Orsted pada tahun 1825, pertamakali diisolasi oleh Friendrich Wohler pada tahun 1827)
Dalam kondisi standar aluminium adalah logam yang
cukup lembut, kuat, dan ringan. Warnanya abu kepekatan.
Aluminium murni adalah unsur yang sangat reaktif dan
jarang ditemukan dibumi dalam bentuk bebas. Aluminium
bertindak sebagai konduktor yang sangat baik listrik dan
21
panas, tetapi non magnetik. Ketika aluminium terkena
udara, lapisan tipis aluminium oksida terbentuk pada
permukaan logam. Hal ini mencegah korosi dan berkarat.
Karateristik penting lainnya dari aluminium termasuk
kepadatan rendah yang hanya sekitar tiga kali lipat dari air,
daktilitas yang memungkinkan untuk ditarik kedalam kawat,
dan kelenturan yang berarti dapat dengan mudah dibentuk.
Aluminium dan logam aluminium lainnya adalah suatu
mineral yang berasal dari magma asam yang mengalami
proses pelapukan dan pengendapan secara residual. Proses
pengendapan residual sendiri merupakan suatu proses
pengkonsentrasian mineral bahan palian ditempat.
Aluminium juga digunakan dalam banyak hal, karena
memang banyak manfaat dan kegunaan aluminium itu
sendiri. Kebanyakan yang digunakan dalam kabel
bertegangan tinggi, juga secara luas digunakan dibidang
industri, sparepart otomotif seperti pembuatan torak, kepala
silinder, pelek, dudukan stang, dan lain-lain.
2.2.6 Paduan
Logam paduan aluminium dapat diklasifikasi dalam
tiga cara pertama berdasarkan klasifikasi atas paduan
aluminium cor dan tempa. Kedua dengan berdasarkan
perlakuan panasnya dijlasifikasikan atas paduan yang dapat
22
diperlakukan panas (heat treatable alloy) dan yang tidak
dapat diperlaku-panaskan (not heat treatable alloy). Dan
yang ketiga berdasarkan unsur-unsur yang dikandungnya
diklasifikasikan beberapa nomor seri.
Paduan yang paling penting untuk paduan aluminium
adalah tembaga (Cu), mangan (Mn), silikin (Si), magnesium
(Mg), dan seng (Zn). Diagram fasa untuk masing-masing
elemen paduan semuanya mempunyai kesamaan. Elemen
tersebut menunjukkan kelarutan yang baik pada temperatur
tinggi, tapi kelarutan yang rendah pada temperatur kamar.
(Rendi Saputra, 2012).
Unsur-unsur paduan dalam aluminium antara lain :
a. Copper (Cu), menaikkan kekuatan dan kekerasan,
namun menurunkan elongasi (pertambahan panjang
saat ditarik). Kandungan Cu dalam aluminium yang
paling optimal adalah antara 4-6%
b. Zink atau Seng (Zn), menaikkan nilai tensile.
c. Mangan (Mn), menaikkan kekuatan dalam
temperature tinggi.
d. Magnesium (Mg), menyebankan kekuatan aluminium
dan menurunkan nilai ductility-nya, ketahanan korosi
dan weldability juga baik.
23
e. Silikon (Si), menyebabkan paduan aluminium tersebut
bisa diperlakukan panas untuk menaikkan
kekerasannya.
f. Lithium (Li), ditambahkan untuk memperbaiki sifat
tahan oksidanya,
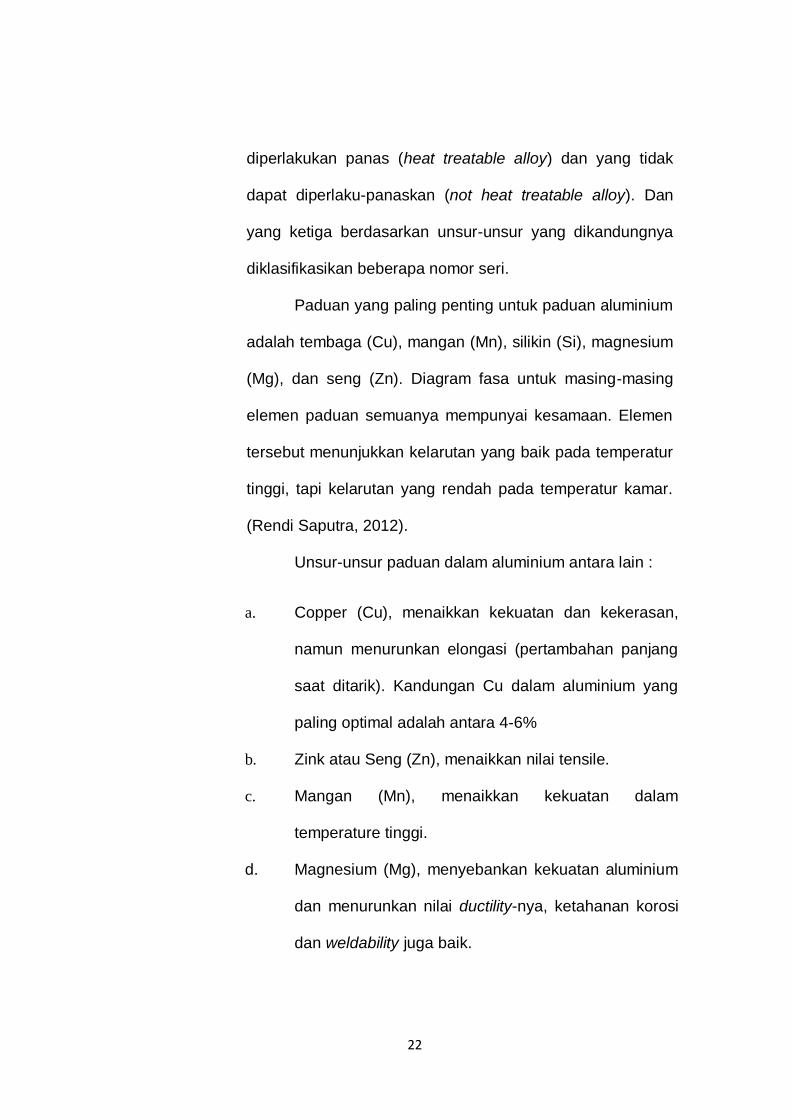
Tabel 2. 5 Aluminium dan Paduannya Serta Kode Penamaan
Al paduan
untuk
dimesin
Paduan jenis tidak
dapat diperlakukan
panas (non heat
treatable)
Al murni (seri 1000,) Paduan Al-
Mn (seri 3000), Paduan Al-Si
(seri 4000), Paduan Al-Mg (seri
5000). Paduan jenis dapat
perlakuan panas (heat
treatable)
Paduan Al-Cu (seri 2000,)
Paduan Al-Mg-Si (seri 6000),
Paduan Al-Mg (seri 7000).
Al paduan
untuk coran
Non heat treatable
alloy
Paduan Al-Si (Silumin), Paduan
Al-Mg (Hydronarium).
Heat treatable alloy Paduan Al-Cu (Lautal),
Paduan Al-Si-Mg (Silumin,
Loex)
2.2.7 Jenis-Jenis Paduan Aluminium
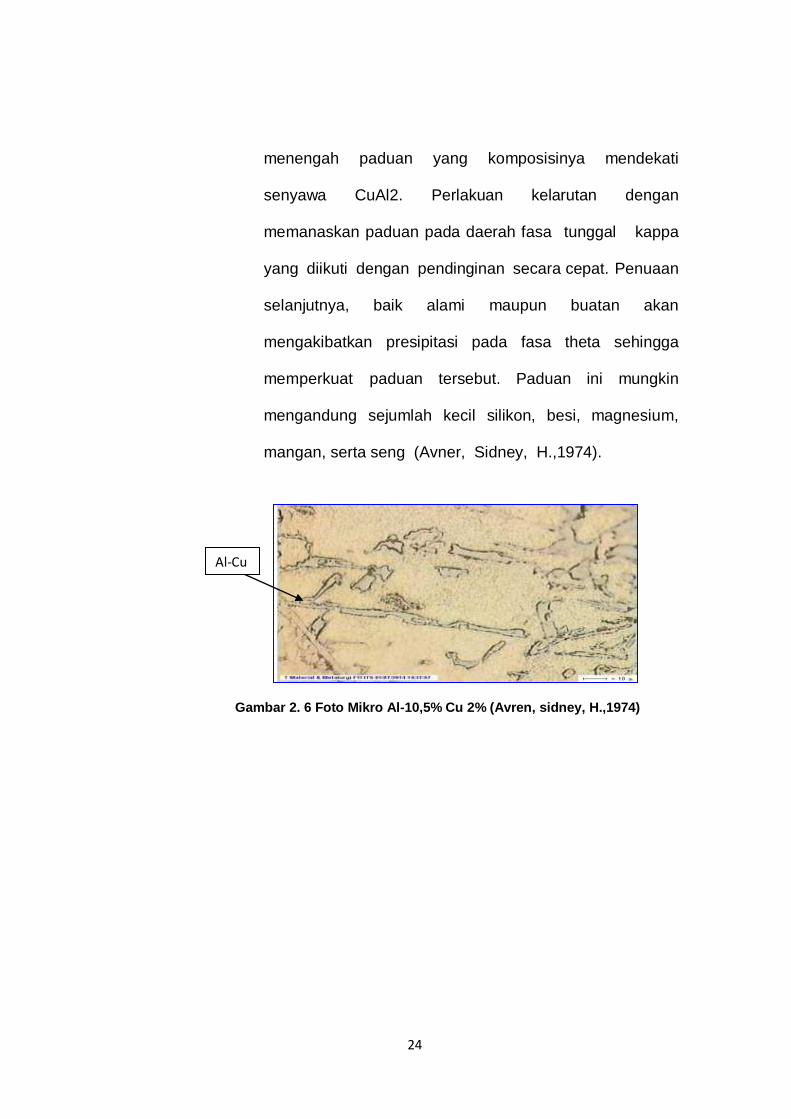
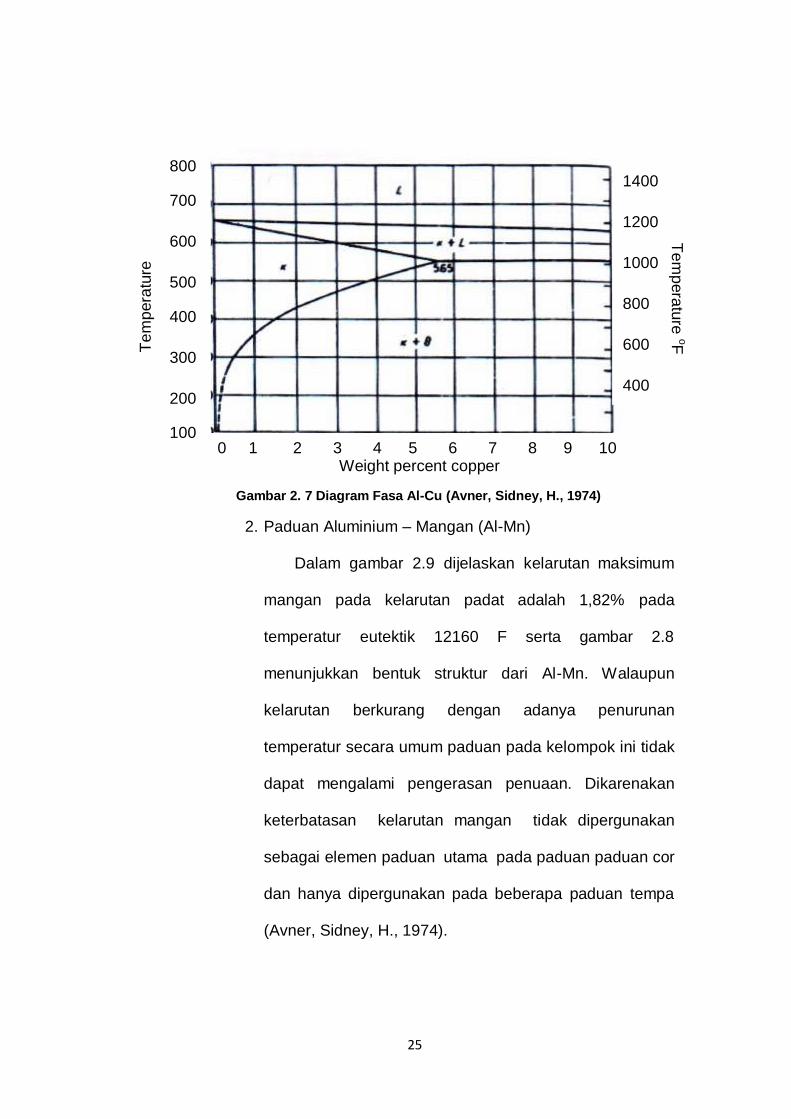
1. Paduan Aluminium – Tembaga (Al – Cu)
Dilihat dari gambar 2.7 bahwa kelarutan maksimum
dari tembaga pada aluminium adalah 5,65% pada suhu
101,8oF, sedangkan pada suhu 572°F kelarutannya turun
menjadi 0,45%. Adapun paduan yang mengandung
tembaga 2,5-5 % dapat mengalami perlakuan panas
dengan pengerasan penuaan. Fasa theta adalah fasa
24
menengah paduan yang komposisinya mendekati
senyawa CuAl2. Perlakuan kelarutan dengan
memanaskan paduan pada daerah fasa tunggal kappa
yang diikuti dengan pendinginan secara cepat. Penuaan
selanjutnya, baik alami maupun buatan akan
mengakibatkan presipitasi pada fasa theta sehingga
memperkuat paduan tersebut. Paduan ini mungkin
mengandung sejumlah kecil silikon, besi, magnesium,
mangan, serta seng (Avner, Sidney, H.,1974).
Al-Cu
Gambar 2. 6 Foto Mikro Al-10,5% Cu 2% (Avren, sidney, H.,1974)
25
Gambar 2. 7 Diagram Fasa Al-Cu (Avner, Sidney, H., 1974)
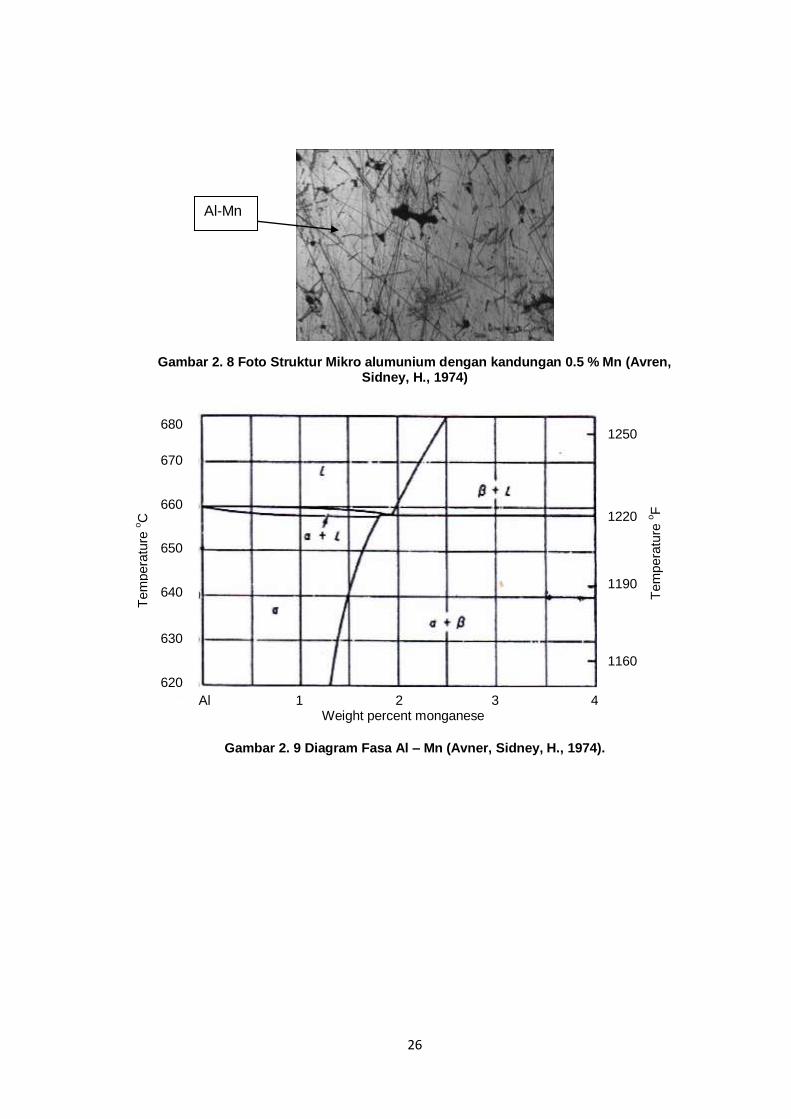
2. Paduan Aluminium – Mangan (Al-Mn)
Dalam gambar 2.9 dijelaskan kelarutan maksimum
mangan pada kelarutan padat adalah 1,82% pada
temperatur eutektik 12160 F serta gambar 2.8
menunjukkan bentuk struktur dari Al-Mn. Walaupun
kelarutan berkurang dengan adanya penurunan
temperatur secara umum paduan pada kelompok ini tidak
dapat mengalami pengerasan penuaan. Dikarenakan
keterbatasan kelarutan mangan tidak dipergunakan
sebagai elemen paduan utama pada paduan paduan cor
dan hanya dipergunakan pada beberapa paduan tempa
(Avner, Sidney, H., 1974).
1400
1200
1000
800
600
400
Te
mp
era
ture
oF
800
700
600
500
400
300
200
100
Te
mp
era
ture
oC
0 1 2 3 4 5 6 7 8 9 10 Weight percent copper
26
Gambar 2. 8 Foto Struktur Mikro alumunium dengan kandungan 0.5 % Mn (Avren, Sidney, H., 1974)
Gambar 2. 9 Diagram Fasa Al – Mn (Avner, Sidney, H., 1974).
Al-Mn
1250
1220
1190
1160 T
em
pera
ture
oF
680
670
660
650
640
630
620
Tem
pera
ture
oC
Al 1 2 3 4 Weight percent monganese
27
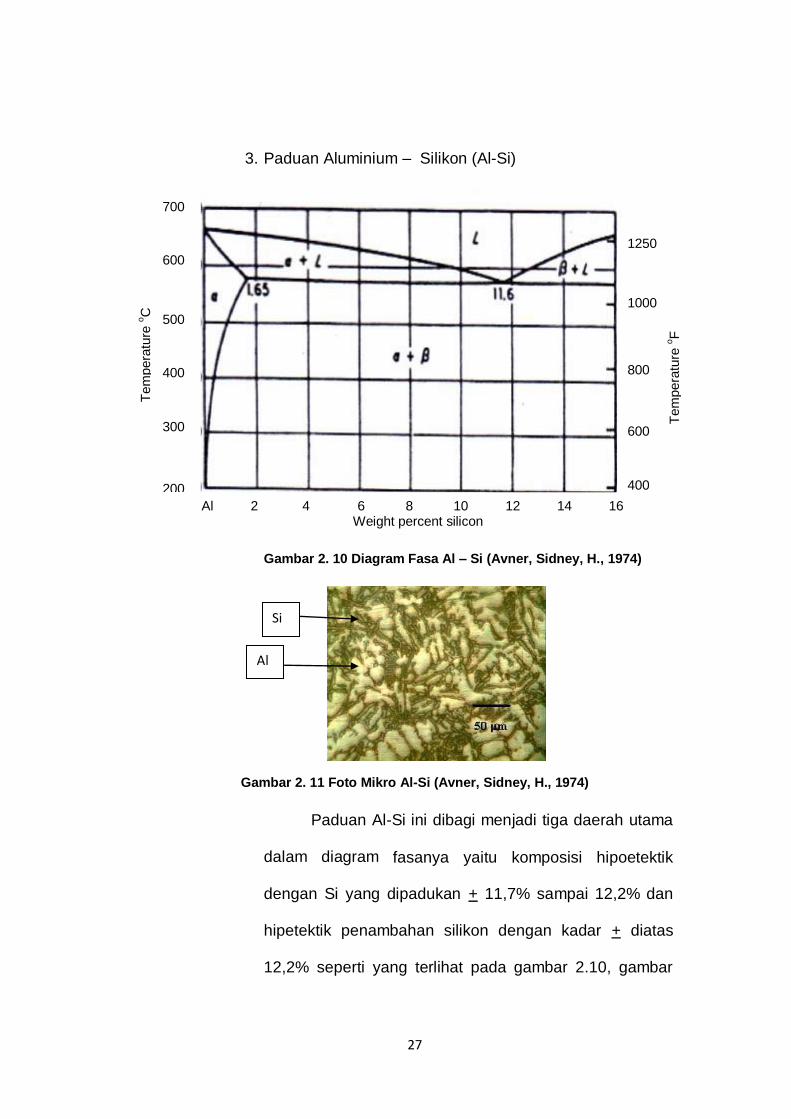
3. Paduan Aluminium – Silikon (Al-Si)
Gambar 2. 10 Diagram Fasa Al – Si (Avner, Sidney, H., 1974)
Gambar 2. 11 Foto Mikro Al-Si (Avner, Sidney, H., 1974)
Paduan Al-Si ini dibagi menjadi tiga daerah utama
dalam diagram fasanya yaitu komposisi hipoetektik
dengan Si yang dipadukan + 11,7% sampai 12,2% dan
hipetektik penambahan silikon dengan kadar + diatas
12,2% seperti yang terlihat pada gambar 2.10, gambar
Si
Al
1250
1000
800
600
400
Tem
pera
ture
oF
700
600
500
400
300
200
Tem
pera
ture
oC
Al 2 4 6 8 10 12 14 16 Weight percent silicon
28
2.11 menjelaskan gambar struktur mikro Al-Si dengan
pembesaran 50µm.
Fasa utama dari tiga komposisi paduan ini adalah
fasa α – Al yang mengandung banyak Al. Perbedaan
antara ketiga daerah ini terletak pada fasa-fasa
pendamping matriks α – Al yaitu fasa silikon primer
alumunium primer, maupun fasa etektik. Pada komposisi
hipeutektik, sesuai dengan diagram fasanya, maka
alumunium dari keadaan cair akan membeku mengikuti
garis lurus sesuai dengan penurunan temperatur sesuai
persamaan reaksi berikut ini :
Liquid liquid + Al Al + Si
yang akan menghasilkan fasa Al primer yang
berdampingan dengan fasa α – Al dan fasa eutektik
sebagai fasa tambahan.
Komposisi eutektik, pembekuan Al liquid tidak
harus melalui proses pembekuan fasa cair-padat seperti
pada pembekuan hipoeutektik melainkan dapat langsng
membeku. Skema pembekuannya sesuai persamaan
berikut :
Liquid Al + Si (eutektik)
bentuk akhir fasa ini adalah fasa eutektik.
Sedangkan untuk komposisi hipereutektik, proses
29
pembekuan kembali mengikuti fasa liquid + Si terlebih
dahulu sebelum akhirnya membeku menjadi fasa Al + Si
dimana fasa terakhir memiliki struktur yang akan silikon
primer dengan fasa eutektik sebagai struktur tambahan
sesuai dengan skematis berikut :
Liquid liquid + Si Al + Si
komposisi hipereutektik ini menghasilkan kristal
silikon primer yang menyebabkan paduan alumunium
menjadi keras , mempunyai ketahanan aus yang baik
serta ekspansi panas yang rendah sehingga cocok untuk
aplikasi temperatur tinggi seperti pi ston. Namun
machinability menjadi kurang baik.
Kelarutan maksimum silikon pada kelarutan padat a
adalah 1,65% pada temperatur eutektik 1071 °F.
Walaupun garis solvus menunjukkan kelarutan yang
rendah pada temperatur yang rendah, secara umum
paduan ini tidak dapat mendapat perlakuan panas.
Paduan Al-Si memiliki kemampuan cor serta ketahanan
yang baik (Avner, Sidney, H., 1974).
30
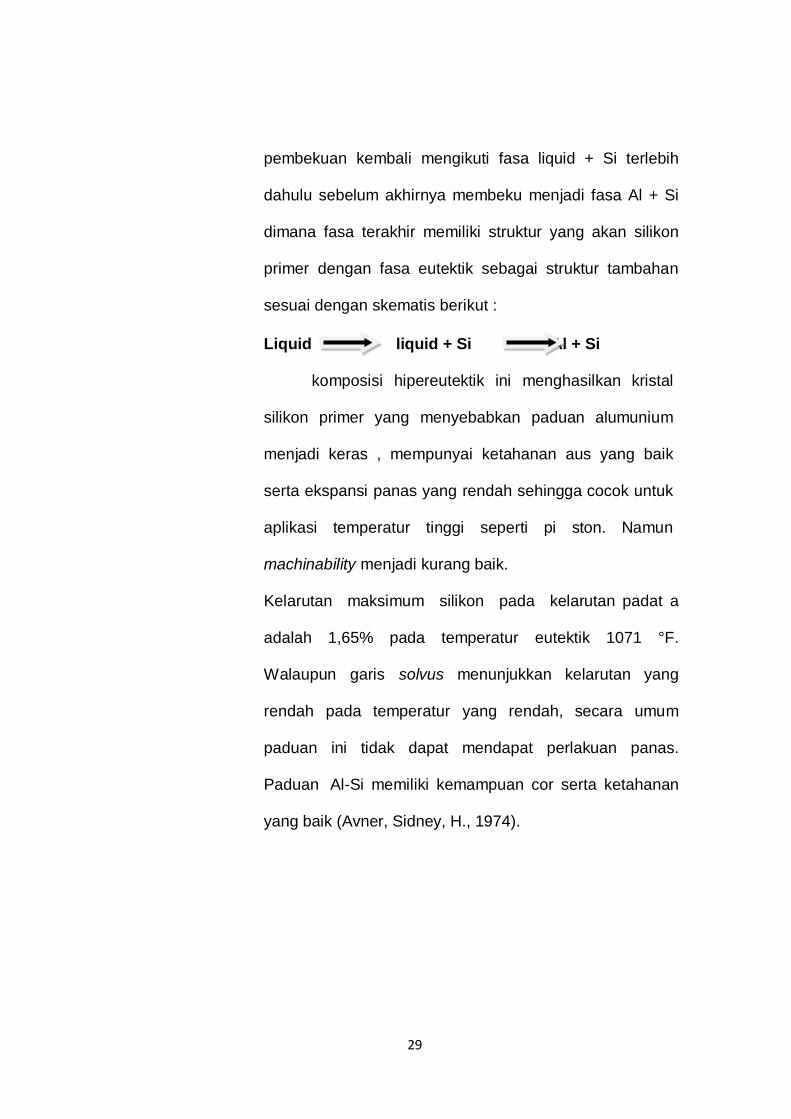
4. Paduan Aluminium – Magnesium (Al-Mg)
Gambar 2. 12 Diagram Fasa Al-Mg (Avner, Sidney, H., 1974).
Pada gambar 2.12 menjelaskan bahwa walaupun
garis solvus menunjukkan penurunan yang sangat
tajam pada kelarutan magnesium dengan kenaikan
temperatur paduan aluminium tempa pada kelompok ini
mengandung magnesium kurang dari, 5 % dan juga
kandungan silikon yang rendah (Avner, Sidney, H., 1974).
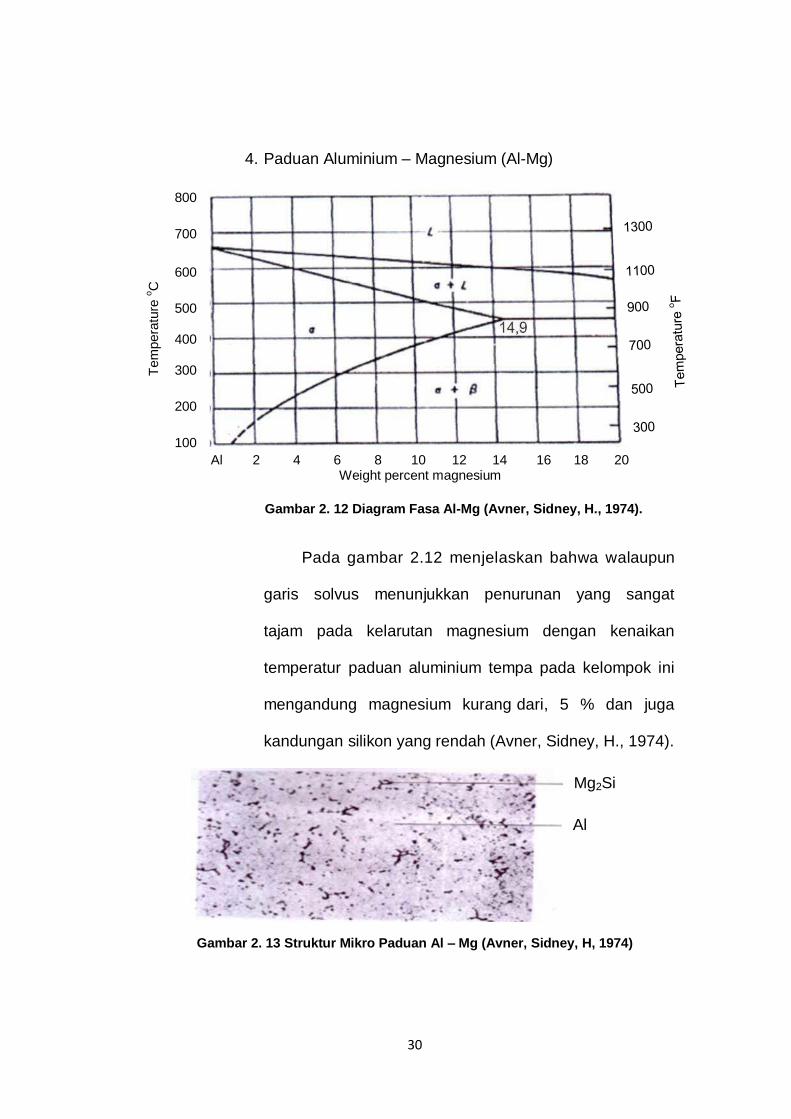
Gambar 2. 13 Struktur Mikro Paduan Al – Mg (Avner, Sidney, H, 1974)
800
700
600
500
400
300
200
100
Tem
pera
ture
oC
Al 2 4 6 8 10 12 14 16 18 20 Weight percent magnesium
Mg2Si
Al
31
Pada gambar 2.13 diatas menunjukkan struktur
mikro dari paduan Al 3,86% Mg, terlihat bahwa bagian
putih menunjukkan α – Al, sedangkan titik hitam
menunjukkan Mg2Si.
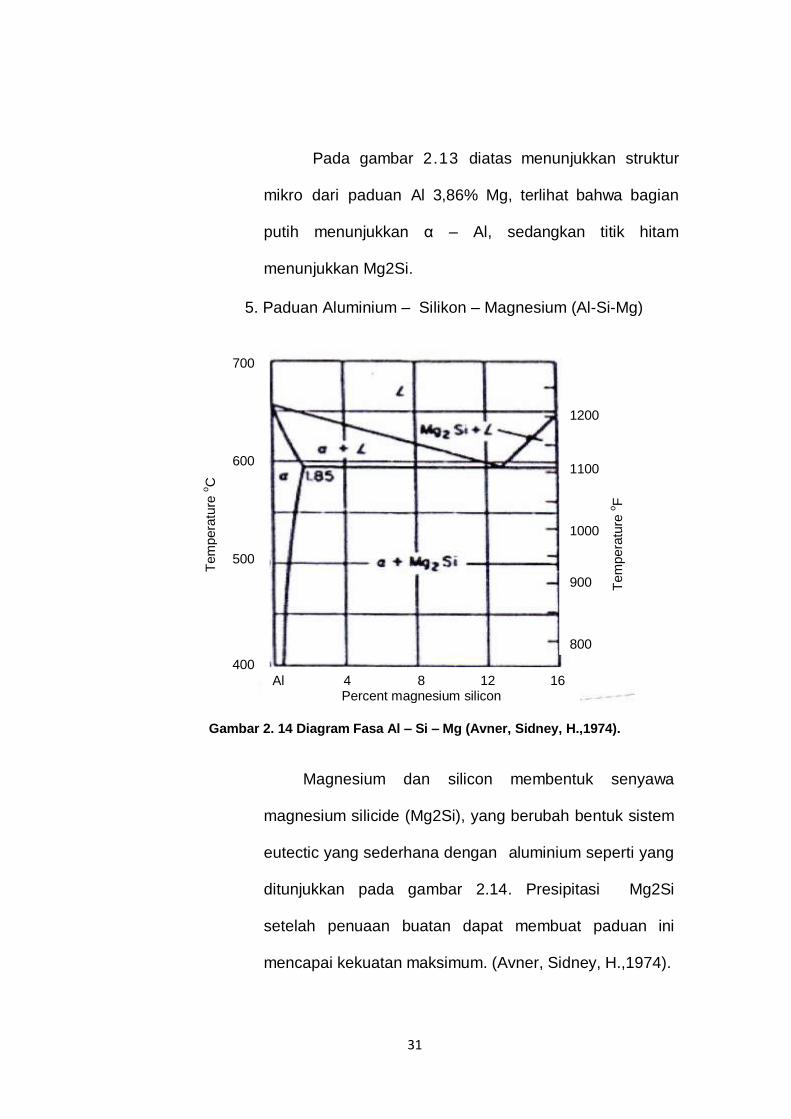
5. Paduan Aluminium – Silikon – Magnesium (Al-Si-Mg)
Gambar 2. 14 Diagram Fasa Al – Si – Mg (Avner, Sidney, H.,1974).
Magnesium dan silicon membentuk senyawa
magnesium silicide (Mg2Si), yang berubah bentuk sistem
eutectic yang sederhana dengan aluminium seperti yang
ditunjukkan pada gambar 2.14. Presipitasi Mg2Si
setelah penuaan buatan dapat membuat paduan ini
mencapai kekuatan maksimum. (Avner, Sidney, H.,1974).
1200
1100
1000
900
800
Tem
pera
ture
oF
700
600
500
400
Tem
pera
ture
oC
Al 4 8 12 16 Percent magnesium silicon
32
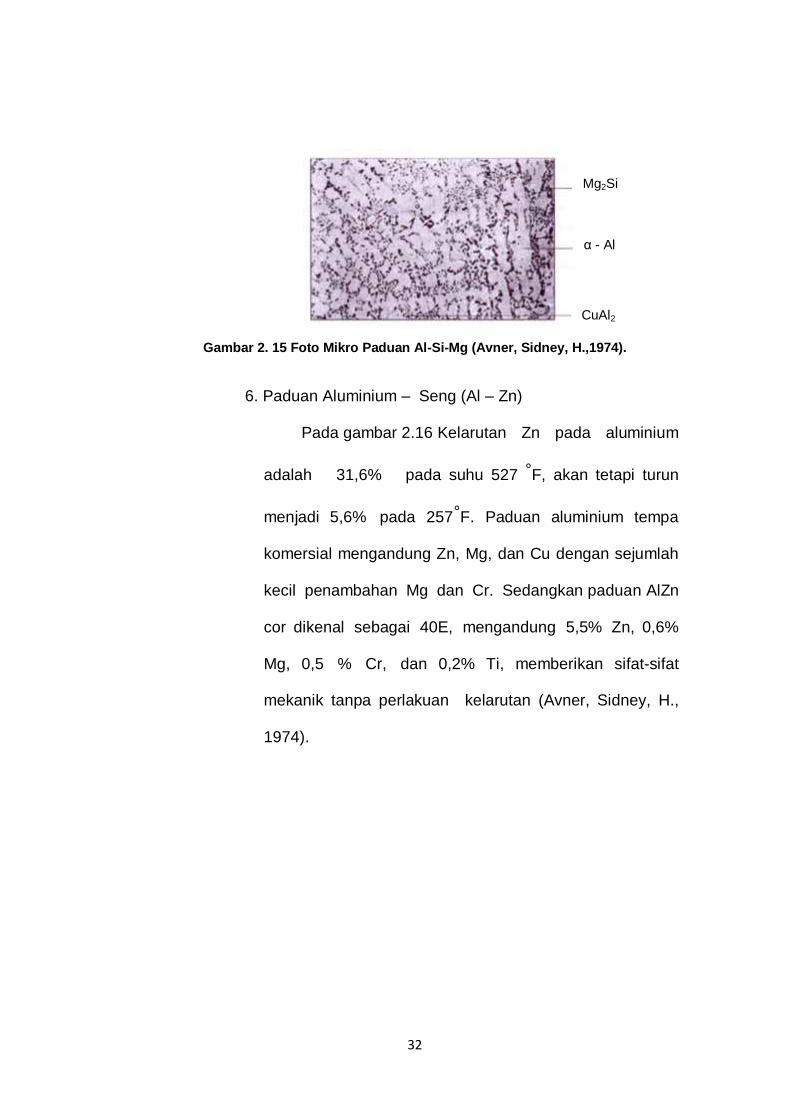
Gambar 2. 15 Foto Mikro Paduan Al-Si-Mg (Avner, Sidney, H.,1974).
6. Paduan Aluminium – Seng (Al – Zn)
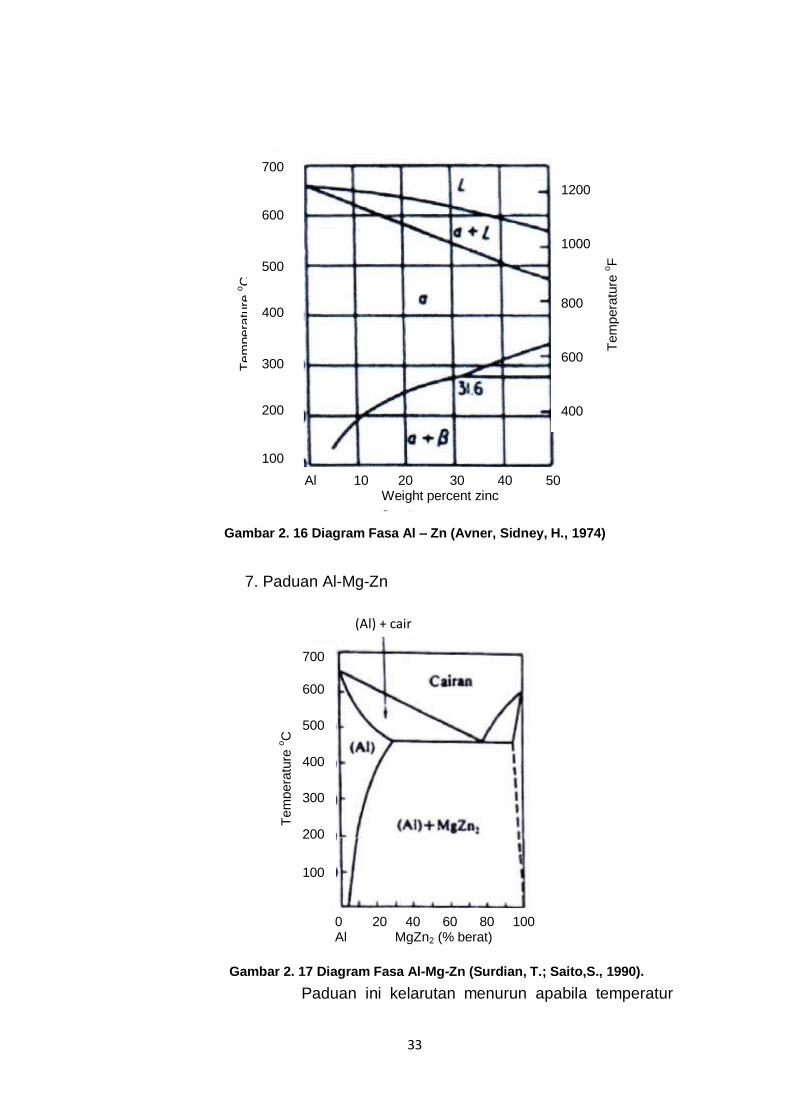
Pada gambar 2.16 Kelarutan Zn pada aluminium
adalah 31,6% pada suhu 527 °F, akan tetapi turun
menjadi 5,6% pada 257°F. Paduan aluminium tempa
komersial mengandung Zn, Mg, dan Cu dengan sejumlah
kecil penambahan Mg dan Cr. Sedangkan paduan AlZn
cor dikenal sebagai 40E, mengandung 5,5% Zn, 0,6%
Mg, 0,5 % Cr, dan 0,2% Ti, memberikan sifat-sifat
mekanik tanpa perlakuan kelarutan (Avner, Sidney, H.,
1974).
Mg2Si
α - Al
CuAl2
33
Gambar 2. 17 Diagram Fasa Al-Mg-Zn (Surdian, T.; Saito,S., 1990).
Gambar 2. 16 Diagram Fasa Al – Zn (Avner, Sidney, H., 1974)
7. Paduan Al-Mg-Zn
Paduan ini kelarutan menurun apabila temperatur
1200
1000
800
600
400
Tem
pera
ture
oF
700
600
500
400
300
200
100
Tem
pera
ture
oC
Al 10 20 30 40 50 Weight percent zinc
700
600
500
400
300
200
100
Tem
pera
ture
oC
0 20 40 60 80 100 Al MgZn2 (% berat)
(Al) + cair

34
turun paduan system ini dapat dibuat keras sekali
dengan penuaan setelah perlakuan pelarutan, tetapi
sejak lama tidak dipakai karena memiliki sifat patah
getas dan retakan korosi tegangan. Di Jepang, pada
pemulaan tahun 1940. Igarashi dkk mengadakan
penelitian dan berhasil dalam pengembangan suatu
paduan dengan penambahan kira-kira 0,3% Mn atau Cr,
dimana butir kristal padat diperhalus dan mengubah
bentuk presipitasi serta retekan korosi tegangan tidak
terjadi dilihat pada gambar 2.17. Paduan ini mempunyai
kekuatan tertinggi dibandingkan paduan-paduan lainnya.
Penggunaan paduan ini yang paling besar adalah untuk
bahan kontruksi pesawat udara.
Gambar 2. 18 Struktur Mikro Paduan Al-Mg-Zn (Surdian,T.;Saito,S.,1990)
8. Paduan Al-Si-Cu
MgZn2
FeAl3
α - Al
35
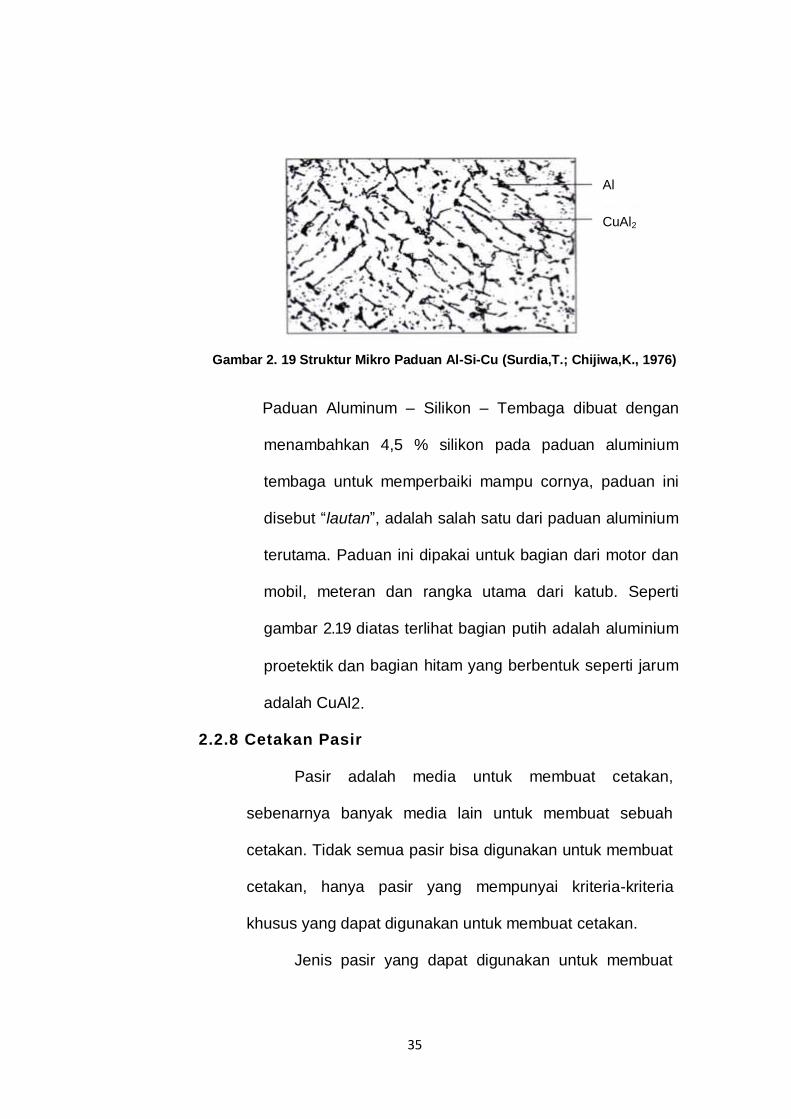
Gambar 2. 19 Struktur Mikro Paduan Al-Si-Cu (Surdia,T.; Chijiwa,K., 1976)
Paduan Aluminum – Silikon – Tembaga dibuat dengan
menambahkan 4,5 % silikon pada paduan aluminium
tembaga untuk memperbaiki mampu cornya, paduan ini
disebut “lautan”, adalah salah satu dari paduan aluminium
terutama. Paduan ini dipakai untuk bagian dari motor dan
mobil, meteran dan rangka utama dari katub. Seperti
gambar 2.19 diatas terlihat bagian putih adalah aluminium
proetektik dan bagian hitam yang berbentuk seperti jarum
adalah CuAl2.
2.2.8 Cetakan Pasir
Pasir adalah media untuk membuat cetakan,
sebenarnya banyak media lain untuk membuat sebuah
cetakan. Tidak semua pasir bisa digunakan untuk membuat
cetakan, hanya pasir yang mempunyai kriteria-kriteria
khusus yang dapat digunakan untuk membuat cetakan.
Jenis pasir yang dapat digunakan untuk membuat
Al
CuAl2
36
cetakan, diantaranya :
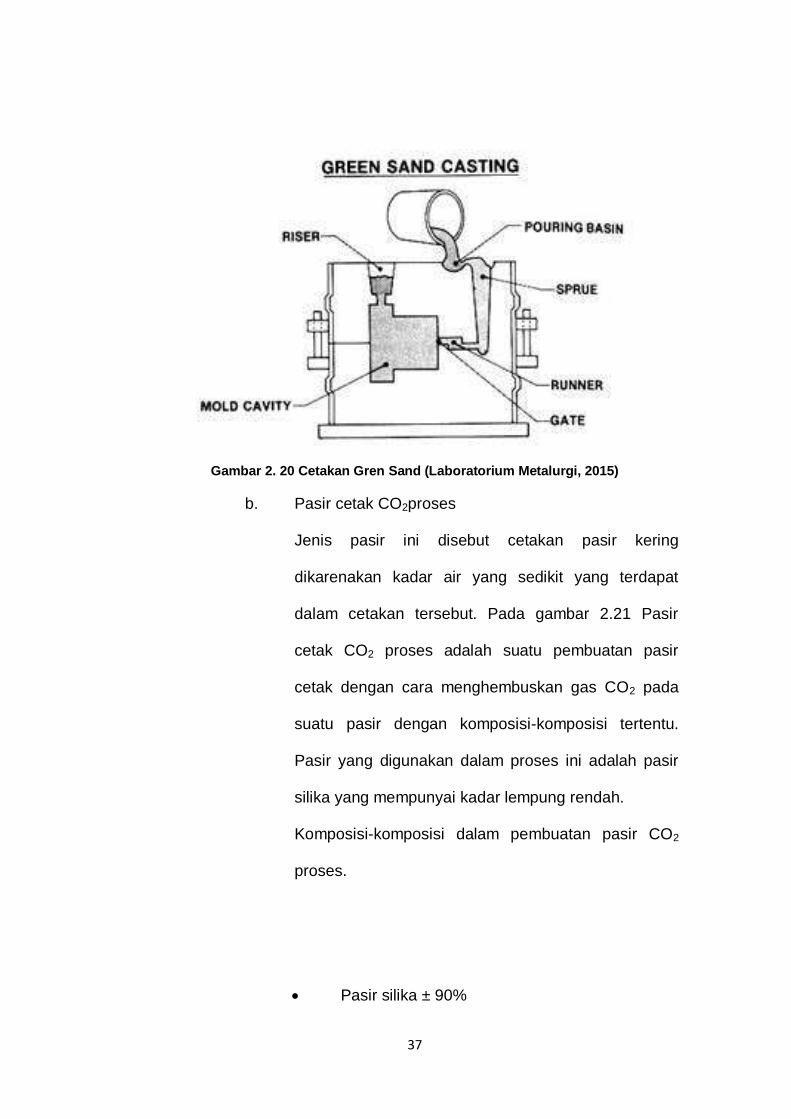
a. Cetakan greensand terbuat dari pasir silica SiO2
dengan mencampurkan bahan additive lainnya yaitu,
bentonit, coal dust, dan lain-lain. Komposisinya
adalah sebagai berikut :
Bahan dasar
Kuarsa : 80%-90%
Bahan pengikat
Bentonit : 8%
Air :4%-5%
Pada gambar 2.20 menjelaskan proses pembuatan
cetakan greensand dengan beberapa keterangan
pada cetakan.
37
Gambar 2. 20 Cetakan Gren Sand (Laboratorium Metalurgi, 2015)
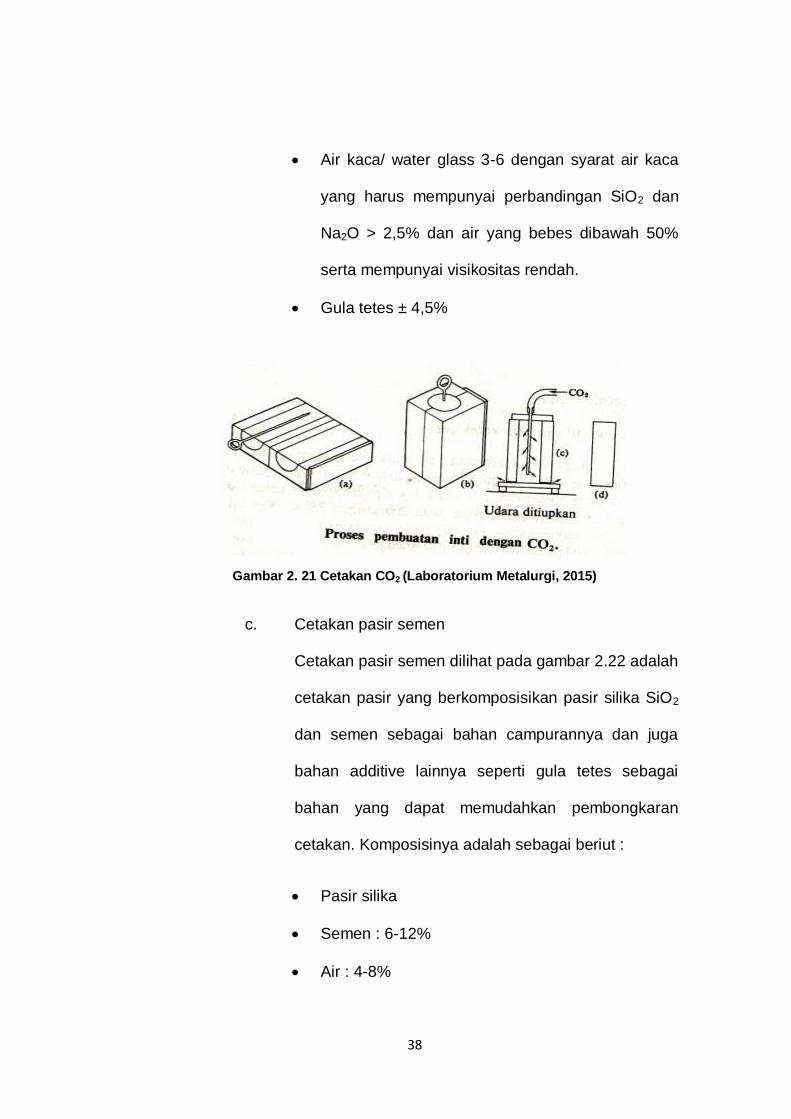
b. Pasir cetak CO2proses
Jenis pasir ini disebut cetakan pasir kering
dikarenakan kadar air yang sedikit yang terdapat
dalam cetakan tersebut. Pada gambar 2.21 Pasir
cetak CO2 proses adalah suatu pembuatan pasir
cetak dengan cara menghembuskan gas CO2 pada
suatu pasir dengan komposisi-komposisi tertentu.
Pasir yang digunakan dalam proses ini adalah pasir
silika yang mempunyai kadar lempung rendah.
Komposisi-komposisi dalam pembuatan pasir CO2
proses.
Pasir silika ± 90%
38
Air kaca/ water glass 3-6 dengan syarat air kaca
yang harus mempunyai perbandingan SiO2 dan
Na2O > 2,5% dan air yang bebes dibawah 50%
serta mempunyai visikositas rendah.
Gula tetes ± 4,5%
Gambar 2. 21 Cetakan CO2 (Laboratorium Metalurgi, 2015)
c. Cetakan pasir semen
Cetakan pasir semen dilihat pada gambar 2.22 adalah
cetakan pasir yang berkomposisikan pasir silika SiO2
dan semen sebagai bahan campurannya dan juga
bahan additive lainnya seperti gula tetes sebagai
bahan yang dapat memudahkan pembongkaran
cetakan. Komposisinya adalah sebagai beriut :
Pasir silika
Semen : 6-12%
Air : 4-8%
39
Gula tetes : 3-5%
Gambar 2. 22 Cetakan pasir semen (Laboratorium Metalurgi, 2015)
d. Cetakan pasir furan
Pasir cetak dengan pengikat resin furan atau fenol
komposisinya adalah :
Pasir kuarsa 90%
Resin furan/ fenol : 0,8-1,2%
Dengan bahan pengeras (hardener) untuk resin furan
asam fosfat (H3PO4) sedang pengeras untuk resin
fenol biasanya asam Tulualsulfon (PTS). (Logam
ceper, 2014)
2.2.9 Pola
Pola atau yang biasa disebut pattern yang digunakan
untuk pemuatan cetakan coran digolongkan menjadi
beberapa yaitu pola logam, pola kayu, dan pola plastik.
Pola logam biasanya mempunyai umur yang lebih
40
panjang, sehingga biasa digunakan untuk pengecoran
dalam jumlah banyak.
Pola kayu biasanya terbuat dari kayu murah dan
cepat dalam pembuatannya, serta mudah untuk diolahnya
dari pada pola logam. Pola kayu sering digunakan untuk
cetakan pasir.
Pola plastik biasa digunakan pada produksi jumlah
yang banyak dan mempunyai ketelitian yang tinggi.
Pola sineti biasa terbuat dari bahan kimia berupa
resin, biasa digunakan untuk benda coran yang berukuran
kecil.
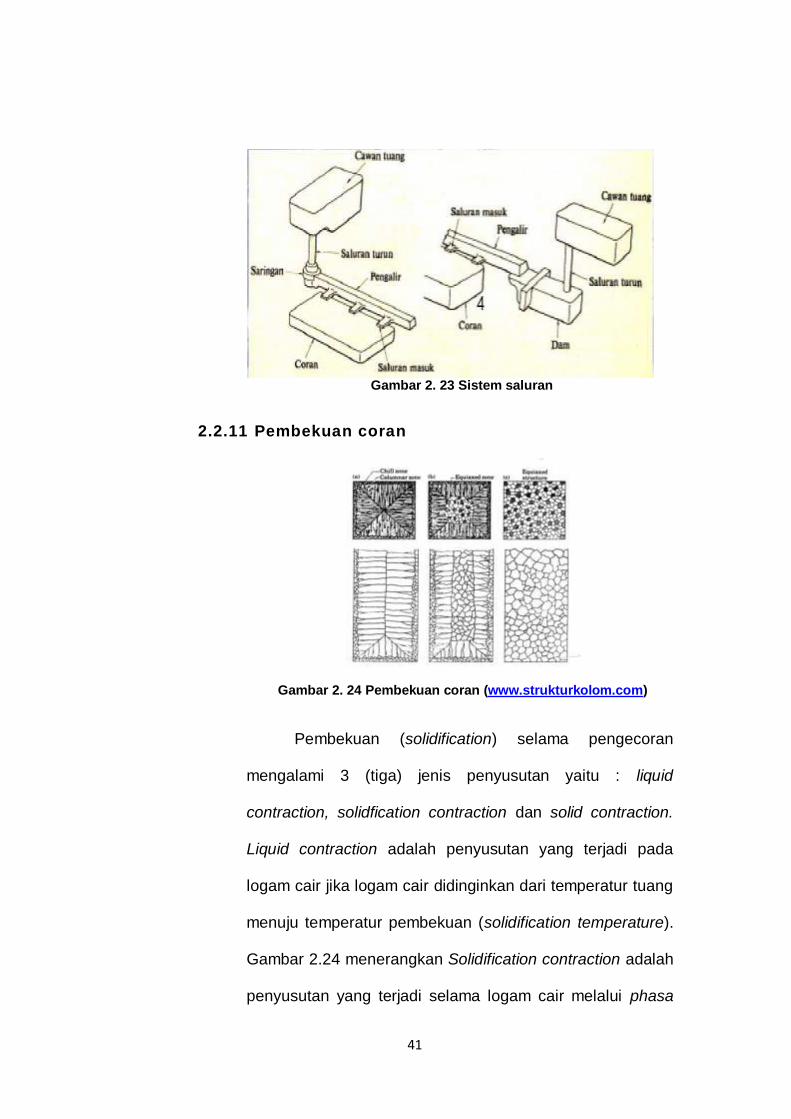
2.2.10 Sistem saluran
Sistem saluran adalah jalan masuk bagi cairan logam
yang dituangkan ke dalam rongga cetakan. Pada gambar
2.23 yaitu bagian dari sistem saluran, dimulai dari cawan
tuang dimana logam cair dituangkan dari ladel, sampai
saluran masuk ke dalam rongga cetakan. Nama-nama itu
adalah : cawan tuang, saluran turun, pengalir dan saluran
masuk,
41
Gambar 2. 23 Sistem saluran
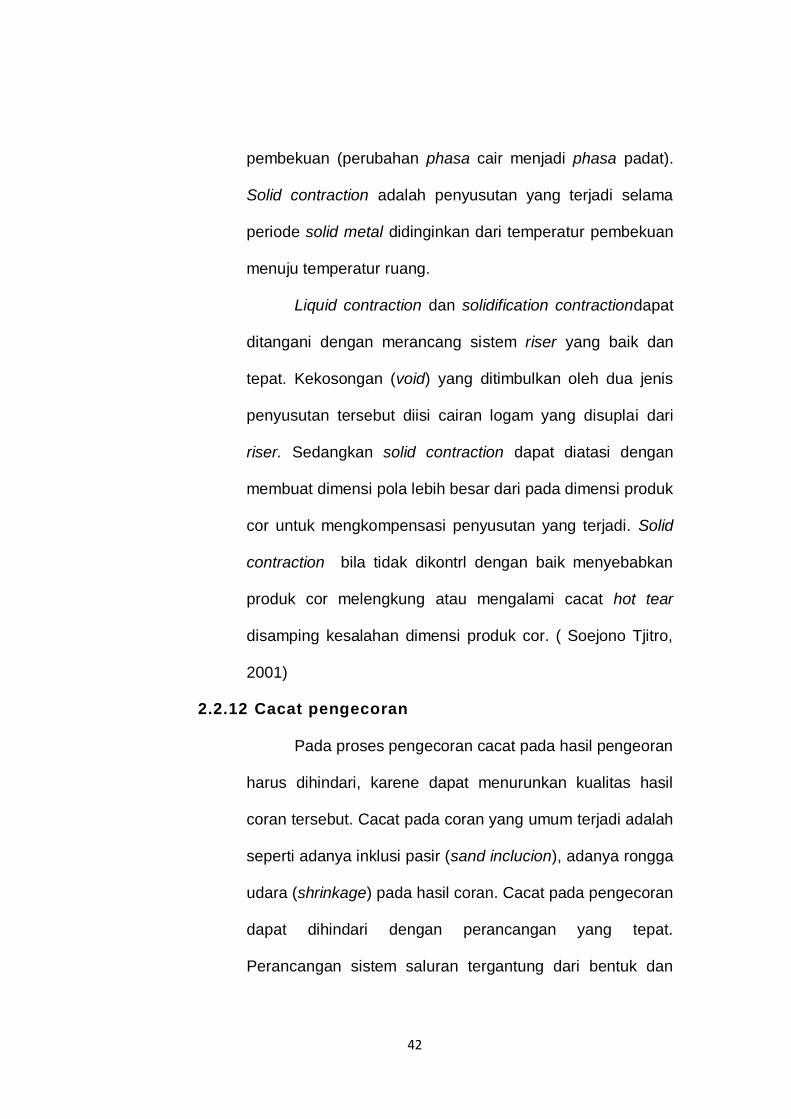
2.2.11 Pembekuan coran
Gambar 2. 24 Pembekuan coran (www.strukturkolom.com)
Pembekuan (solidification) selama pengecoran
mengalami 3 (tiga) jenis penyusutan yaitu : liquid
contraction, solidfication contraction dan solid contraction.
Liquid contraction adalah penyusutan yang terjadi pada
logam cair jika logam cair didinginkan dari temperatur tuang
menuju temperatur pembekuan (solidification temperature).
Gambar 2.24 menerangkan Solidification contraction adalah
penyusutan yang terjadi selama logam cair melalui phasa
42
pembekuan (perubahan phasa cair menjadi phasa padat).
Solid contraction adalah penyusutan yang terjadi selama
periode solid metal didinginkan dari temperatur pembekuan
menuju temperatur ruang.
Liquid contraction dan solidification contractiondapat
ditangani dengan merancang sistem riser yang baik dan
tepat. Kekosongan (void) yang ditimbulkan oleh dua jenis
penyusutan tersebut diisi cairan logam yang disuplai dari
riser. Sedangkan solid contraction dapat diatasi dengan
membuat dimensi pola lebih besar dari pada dimensi produk
cor untuk mengkompensasi penyusutan yang terjadi. Solid
contraction bila tidak dikontrl dengan baik menyebabkan
produk cor melengkung atau mengalami cacat hot tear
disamping kesalahan dimensi produk cor. ( Soejono Tjitro,
2001)
2.2.12 Cacat pengecoran
Pada proses pengecoran cacat pada hasil pengeoran
harus dihindari, karene dapat menurunkan kualitas hasil
coran tersebut. Cacat pada coran yang umum terjadi adalah
seperti adanya inklusi pasir (sand inclucion), adanya rongga
udara (shrinkage) pada hasil coran. Cacat pada pengecoran
dapat dihindari dengan perancangan yang tepat.
Perancangan sistem saluran tergantung dari bentuk dan
43
dimens benda yang akan dicor, serta jenis material yang
digunakan. Selain itu proses kecepatan pendinginan juga
berpengaruh terhadap solidifikasi pada benda coran
sehingga berdampak pada hasil coran.
Proses pengecoran dilakukan pada beberapa proses
tahapan mulai dari dari pembuatan cetakan, proses
peleburan, penuangan dan pembongkaran. Untuk dapat
menghasilkan coran yang baik maka semua harus
direncanakan dengan baik dan tepat.
Faktor-faktor yang dapat mempengaruhi pada hasil
coran yaitu :
1. Desain pengecoran dan pola.
2. Pasir cetak dan desain cetakan dan inti.
3. Komposisi muatan logam.
4. Proses peleburan dan penuangan.
5. Sistem saluran masuk dan penambah.
6. Proses pembekuan pada logam cair dalam cetakan.
Macam-macam cacat coran pada logam
Pada pengecoran telah digolongkan cacat-cacat coran
dibagi menjadi beberapa macam, yaitu :
1. Ekor tikus tak menentu atau kekerasan yang meluas.
2. Lubang-lubang.
3. Retakan.
44
4. Permukaan kasar.
5. Salah alir.
6. Kesalahan ukuran.
7. Inklusi dan struktur tak seragam.
8. Deformasi.
9. Cacat tak nampak.
Untuk mencegah timbulnya cacat diatas dilakukan
dengan menrencanakan pembuatan cetakan dan peleburan
yang baik. Langkah-langkah untuk menghindari cacat pada
hasil coran adalah :
1. Menggunakan pasir yang berkualitas baik tahan
panas dan tidak mengandung unsur lumpur.
2. Pembuatan cetakan harus dengan teliti baik
pemadatan cetakan, pemberian lubang angin yang
cukup, dan pelapisan tipis yang merata.
3. Membuat saluran turun yang tepat, sesuai dengan
bentuk coran.
4. Mengecek terlebih dahulu temperatur logam cair
sebelu dituangkan pada cetakan, temperatur
disesuakan dengan yang diisyaratkan.
5. Menuangkan logam cair harus dengan kecepatan
yang cukup dan kontinyu.
45
2.2.13 Sifat fisis dan Mekanis
1. Komposisi kimia
Pengujian komposisi kmia digunakan untuk
mengetahui kandungan unsur yang terdapat dalam
logam dasar aluminium tersebut. Pengujian kimia
dilakukan dengan mesin spectrometer.
2. Struktur mikro
Pengujian struktur mikro bertujuan untuk
melihat morfologi dan karaktaristik dari hasil
pengecoran material aluminium seelum dan setelah
dilakukan remelting.
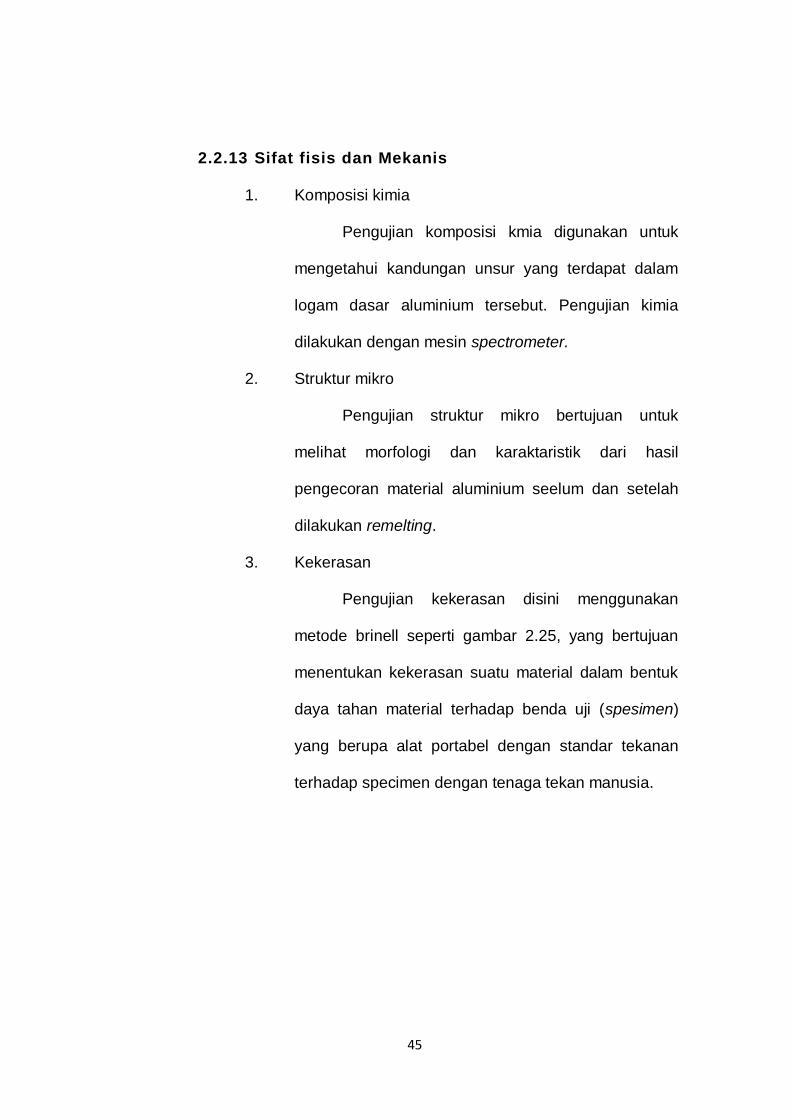
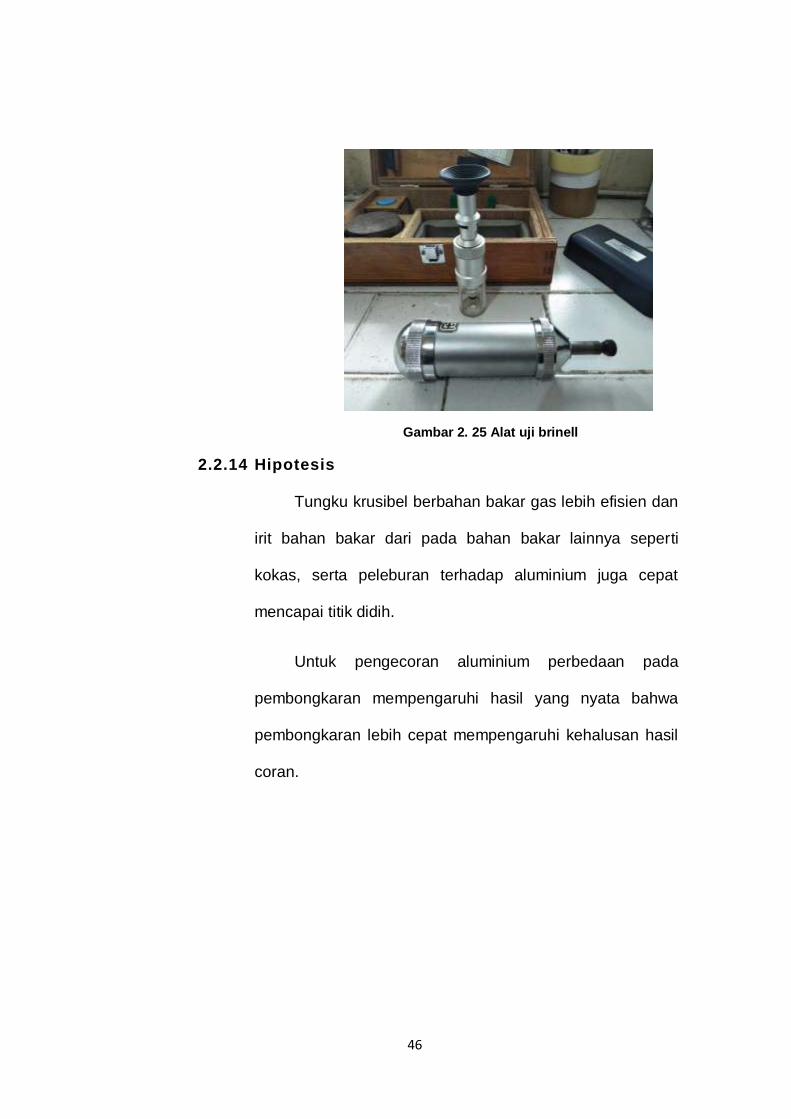
3. Kekerasan
Pengujian kekerasan disini menggunakan
metode brinell seperti gambar 2.25, yang bertujuan
menentukan kekerasan suatu material dalam bentuk
daya tahan material terhadap benda uji (spesimen)
yang berupa alat portabel dengan standar tekanan
terhadap specimen dengan tenaga tekan manusia.
46
Gambar 2. 25 Alat uji brinell
2.2.14 Hipotesis
Tungku krusibel berbahan bakar gas lebih efisien dan
irit bahan bakar dari pada bahan bakar lainnya seperti
kokas, serta peleburan terhadap aluminium juga cepat
mencapai titik didih.
Untuk pengecoran aluminium perbedaan pada
pembongkaran mempengaruhi hasil yang nyata bahwa
pembongkaran lebih cepat mempengaruhi kehalusan hasil
coran.