getview vol 4 no 3 may 2014
DESCRIPTION
Global Engineers and Technologist ReviewTRANSCRIPT

Committee of the Global Engineers & Technologists Review
Chief Editor Ahmad Mujahid Ahmad Zaidi, MALAYSIA
Managing Editor
Mohd Zulkifli Ibrahim, MALAYSIA
Editorial Board
Dr. Arsen Adamyan Yerevan State University
ARMENIA
Assoc. Prof. Dr. Gasham Zeynalov Khazar University
AZERBAIJAN
Assistant Prof. Dr. Tatjana Konjić University of Tuzla Bosnia and Herzegovina
BOSNIA and HERZEGOVINA
Assistant Prof. Dr. Muriel de Oliveira Gavira State University of Campinas (UNICAMP)
BRAZIL
Assoc. Prof. Dr. Plamen Mateev Sofia University of St. Kliment Ohridsky
BULGARIA
Dr. Zainab Fatimah Syed The University of Calgary
CANADA
Assistant Prof. Dr. Jennifer Percival University of Ontario Institute of Technology
CANADA
Prof. Dr. Sc. Igor Kuzle University of Zagreb
CROATIA
Assoc. Prof. Dr. Milan Hutyra VŠB - Technical University of Ostrava
CZECH
Prof. Dr. Mohamed Abas Kotb Arab Academy for Science, Technology
and Maritime Transport EGYPT
Prof. Dr. Laurent Vercouter INSA de Rouen
FRANCE
Prof. Dr. Ravindra S. Goonetilleke The Hong Kong University of Science and Technology
HONG KONG
Assoc. Prof. Dr. Youngwon Park Waseda University
JAPAN
Prof. Dr. Qeethara Kadhim Abdulrahman Al-Shayea Al-Zaytoonah University of Jordan
JORDAN
Prof. Yousef S.H. Najjar Jordan University of Science and Technology
JORDAN
Assoc. Prof. Dr. Al-Tahat D. Mohammad University of Jordan
JORDAN
Assoc. Prof. Dr. John Ndichu Nder Jomo Kenyatta University of Agriculture and Technology-
(JKUAT) KENYA
Prof. Dr. Megat Mohamad Hamdan Megat Ahmad The National Defence University of Malaysia
MALAYSIA
Prof. Dr. Rachid Touzani Université Mohammed 1er
MOROCCO
Prof. Dr. José Luis López-Bonilla Instituto Politécnico Nacional
MEXICO
Assoc. Prof. Dr. Ramsés Rodríguez-Rocha IPN Avenida Juan de Dios Batiz
MEXICO
Dr. Bharat Raj Pahari Tribhuvan University
NEPAL

Prof. Dr. Abdullah Saand Quaid-e-Awam University College of Eng. Sc. & Tech.
PAKISTAN
Prof. Dr. Naji Qatanani An-Najah National University
PALESTINE
Prof. Dr. Anita Grozdanov University Ss Cyril and Methodius
REPUBLIC OF MACEDONIA
Prof. Dr. Vladimir A. Katić University of Novi Sad
SERBIA
Prof. Dr. Aleksandar M. Jovović Belgrade University
SERBIA
Prof. Dr. A.K.W. Jayawardane University of Moratuwa
SRI LANKA
Prof. Dr. Gunnar Bolmsjö University West
SWEDEN
Prof. Dr. Peng S. Wei National Sun Yat-sen University at Kaohsiung.
TAIWAN
Prof. Dr. Ing. Alfonse M. Dubi The Nelson Mandela African
Institute of Science and Technology TANZANIA
Assoc. Prof. Chotchai Charoenngam Asian Institute of Technology
THAILAND
Prof. Dr. Hüseyin Çimenoğlu Instanbul Technical University (İTÜ)
TURKEY
Assistant Prof. Dr. Zeynep Eren Ataturk University
TURKEY
Dr. Mahmoud Chizari The University of Manchester
UNITED KINGDOM
Prof. Dr. David Hui University of New Orleans
USA
Prof. Dr. Pham Hung Viet Hanoi University of Science
VIETNAM
Prof. Dr. Raphael Muzondiwa Jingura Chinhoyi University of Technology
ZIMBABWE
Dear the Seeker of Truth and Knowledge
“Everything is now available on-line” First, over the past two decades of the way how scientific journals are published and disseminated has been a marked shift from the print versions of most journals to e-journal forms. Second, by the increasing competition for the publication of scientific research that has led to an increased emphasis on determining the perceived "quality" or "status" of a specific journal, then scientists want to publish papers in journals, especially in where their work is likely to have the highest impact. Third, many academic works are unnecessarily dense with respect to the writing style. Even though, it is worth noting that there are critics of the many-eyes concept. Sometimes this is unavoidable due to the prerequisite knowledge needed to grasp the underlying meaning of an article. Considering on above reasons, journals like GETview are certainly only want to publish original research that will have a significant impact and therefore it is necessary to explain how your paper differs from previous work, why your paper is important, and what new insights it presents. Since the GETview is also an online initiative designed to provide a platform for the disciplines of the engineering and technology sciences - where students and professionals alike can engage in provoking and engaging explorations of knowledge that push the boundaries of disciplinary lines - by such opening space for cross-disciplinary discussions are, hopefully, it could inspires an intersectional investigation and consideration of the most compelling issues in our changing world now. Hence, in an ongoing effort to acquaint our readers with the prominent scholars making up the editorial board that advises and serves the GETview, we are honored to provide the independent's evidence-based and authoritative information also the advice concerning engineering, technology, and science to policy makers, professionals, leaders in every sector of society, and the public at large. Certainly, involving yours; with the interest and expertise, through paper submitted and published in the GETview. Prof. Ahmad Mujahid Ahmad Zaidi, PhD. Chief Editor The Global Engineers and Technologists Review
©PUBLISHED 2014
Global Engineers and Technologists Review
GETview
ISSN: 2231-9700 (ONLINE)
Volume 4 Number 3
May 2014
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, electronic, mechanical photocopying, recording or otherwise,
without the prior permission of the Publisher.
Printed and Published in Malaysia
Vol.4, No.3, 2014
1. STUDIES ON BIODEGRADABILITY OF RICE HUSK/ E-GLASS/ POLYPROPYNE HYBRID COMPOSITES KANNAN, R. and PARAMANANTHAN, B.
6. FLATWISE COMPRESSION ANALYSIS OF SANDWICH STRUCTURES MADE FROM
CHOPPED STRAND MAT COCONUT FIBER FILLED POLYURETHANE FOAM AS A CORE MATERIAL JENNISE, T.T.T., HAERYIP SIHOMBING and YUHAZRI, M.Y.
© 2014 GETview Limited. All right reserved
CONTENTS
ISSN 2231-9700 (online)

GLOBAL ENGINEERS & TECHNOLOGISTS REVIEW
www.getview.org
G.L.O.B.A.L E.N.G.I.N.E.E.R.S. .& .-.T.E.C.H.N.O.L.O.G.I.S.T.S R.E.V.I.E.W
1
KANNAN1, R. and PARAMANANTHAN2, B.
1, 2 Department of Mechanical Engineering
Politeknik Merlimau
KB1031, Pejabat Pos, 77300 Merlimau, Melaka, MALAYSIA [email protected]
1.0 INTRODUCTION Polymeric matrices are the most common and least expensive. They are found in nature as amber, pitch, and resin. Some of the earliest composites were layers of fiber, cloth, and pitch. Polymers are easy to process; offer good mechanical properties, generally wet reinforcements well, and provide good adhesion (Migliaresi and Pegoretti, 2002). They can have either linear or nonlinear stress-strain behavior. In addition, the matrix material must be capable of being forced around the reinforcement during some stage in the manufacture of the composite. Agro-fillers have been increasingly used as reinforcing fillers in polymer composite especially for packaging material. Natural agro–reinforced polymer matrix composites have to overcome many challenges, such as their susceptibility to moisture and poor dimensional stability, in order to be used commonly plastic product. The chemically treated agro- filler has been regarded as a promising alternative to conventional composites, such as a reinforced composite synthetic (Rassiah et al., 2012; Phattaraporn et al., 2010; Yussuf et al., 2010; Haslinawati et al., 2009; Chandrasekhar et al., 2005). These advantages place the natural fiber composites among high performance composite having economical and environmental advantages with good physical properties. The biodegradable agro-fillers polymer composite could be an alternative to the conventional plastic materials. These polymers composite being biodegradable can be disposed in safe and ecologically sound manner, through disposal processes like putting compost, soil application, and biological waste water treatment. Based on the research the application of biodegradable natural fiber in polymers reinforced composites will broaden their uses (Murali et al., 2011; Gupta et al., 2010; Wittek and Tanimoto, 2009; Lee and Wang, 2006). In order to prove the nature of its biodegradability the bio-composites were technically buried in garbage dump land, which consists of cellulolytic bacteria. The renewable resource able to create biopolymer and biodegradable properties of natural fibers such as rice husk is chosen in the study. The husk is the outer covering of paddy and accounts for 20 % of its weight (Kim et al., 2004). Rice husk is removed by rice milling and it contains of cellulose 35 %, hemicelluloses 25 %, lignin 20 % and ash 17 % (94% silica) by weight (Panthapulakkal et al., 2005). The objective of this study is to investigate the RH/ E-glass/PP hybrid composites biodegradability. The soil burial test is used to determine the biodegradability on the hybrid blends. The effects of NaOH in the degradation of these hybrid composites were also studied.
ABSTRACT
Polypropylene is a thermoplastic that is produced from petroleum, while rice husk is mostly agricultural waste. This paper presents the several blends of rice husk of hybrid composites biodegradability properties. In the experiments carried out, Polypropylene, rice husk and short E- glass fibers are prepared through the process of melt-mixing technique at 175 0C for 8 minutes and 50 rpm rotor speed using an internal mixer. The hybrid composites are prepared in various ratios of fiber weight fractions varying up to 60 %. The study is also focused on the effect of boiled and treated rice husk fiber using 2 % concentration Sodium Hydroxide to improve the interaction and adhesion between the nonpolar matrix and the polar lignocellulosic fibers. Biodegradability of these blends was measured using the soil burial test in order to study the rates of biodegradation of these hybrid composite blends for 700 days. It was found that the rice husk/E-glass and polypropylene blends were biodegradable in a considerable rate. The hybrid-composites with high content of rice husk had a higher degradation rate. The results were also supported by the scanning electron microscope.
Keywords: Polypropylene, Rice Husk, E-Glass, Hybrid Composite. Article History: Received 18 February 2014, Accepted 7 May 2014.
STUDIES ON BIODEGRADABILITY OF RICE HUSK/ E-GLASS/ POLYPROPYNE HYBRID COMPOSITES
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
2
2.0 MATERIALS AND METHODS The materials used in this study are Polypropylene (PP) as the matrix material, Rice Husk (RH) as well as a strengthening of glass fibers (E-glass).
2.1 Polypropylene Polypropylene has been used as matrix materials in the manufacture of polymeric materials. The PP used in the form of a pallet, type of Polypropylene TITANPRO 6331 with melt flow rate at 230 0C and density 0.9g/cm 3. 2.2 Rusk Husk Rice husk was obtained from the rice field Alor Star, Kedah, (Malaysia). The moisture content is 13 wt.% where the granular sizes ranged are from 500 to 1000 µm, with an average granule size of 800 µm. 2.3 E-Glass E-glass fiber used in the present study was collected from the Baoji Huotujin Industry & Trade Co., Ltd. China. 6 mm was cut to obtain the fiber glass size. 2.4 Ratios The formulation for PP, RH and E- glass fiber is divided into six main composition ratio as shown in Table 1.
Table 1: Composition ratio of Polypropylene, Rice Husk & E-glass fiber.
Sample PP (wt. %) RH (wt. %) E-Glass (wt. %)
1 100 0 0 2 40 0 60 3 40 60 0 4 40 45 15 5 40 30 30 6 40 15 45
2.5 Rice Husk Treatment The treatment process of RH as follows. First, RH is washed and boiled in the boiling water with the 100 0C temperature for about 1 hour. Second, they are forwarded to soaking process for 2 hours with two percent concentration of Sodium Hydroxide (NaOH). The next process is drying the rice husk under the sunlight for 24 hours, for 3 days (Rassiah et al., 2013). Before manufacturing process of the sample, the last process is grinding RH which has been dried as shown in Figure 1.
Figure 1: Treated Granule rice husk.
2.6 Sample Fabrication A thermal mixing process is carried out using a Thermo Haake Rheomix 600 OS internal mixer at a temperature of 180 0C and a rotor speed of 50 rpm for 8 minutes. Through this process, the mixtures of substances are expected better and more uniformly before goes to crusher machine in order to produce a standard particle size 2 mm x 2 mm. The final stage of the composite preparation process in this research is the hot pressing. The hot pressing process is carried out at a temperature of 180 0C for 10 minutes, and the mixture was then cooled under room temperature 15 minutes. The final products are in the form of
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
3
plates with dimensions of 200 mm x 200 mm x 2 mm and prepared into the cutting pieces as required by biodegradable test. 2.7 Soil Buried Test A soil burial test was carried out on a laboratory scale to examine the biodegradability. First, rectangular sheets with dimensions 52 mm x 8 mm x 2 mm were cut from the panel using a hand saw. The pot containing the soil and sample was incubated. The biodegradation was estimated by monitoring changes in weight as a function of burial time. The samples were removed from the soil every 100 days. The debris on the specimens was removed by washing with water. The samples were then dried in an oven at 60 0C for 24 hours. After drying, they were weighed using an electronic balance with a precision of 0.1 mg. The morphology of the soil burial was observed by using scanning electron microscopy (SEM) at three types of magnifications, that is, 250X, 500X and 1000X, which consists of topographical, morphological and composition pictures.
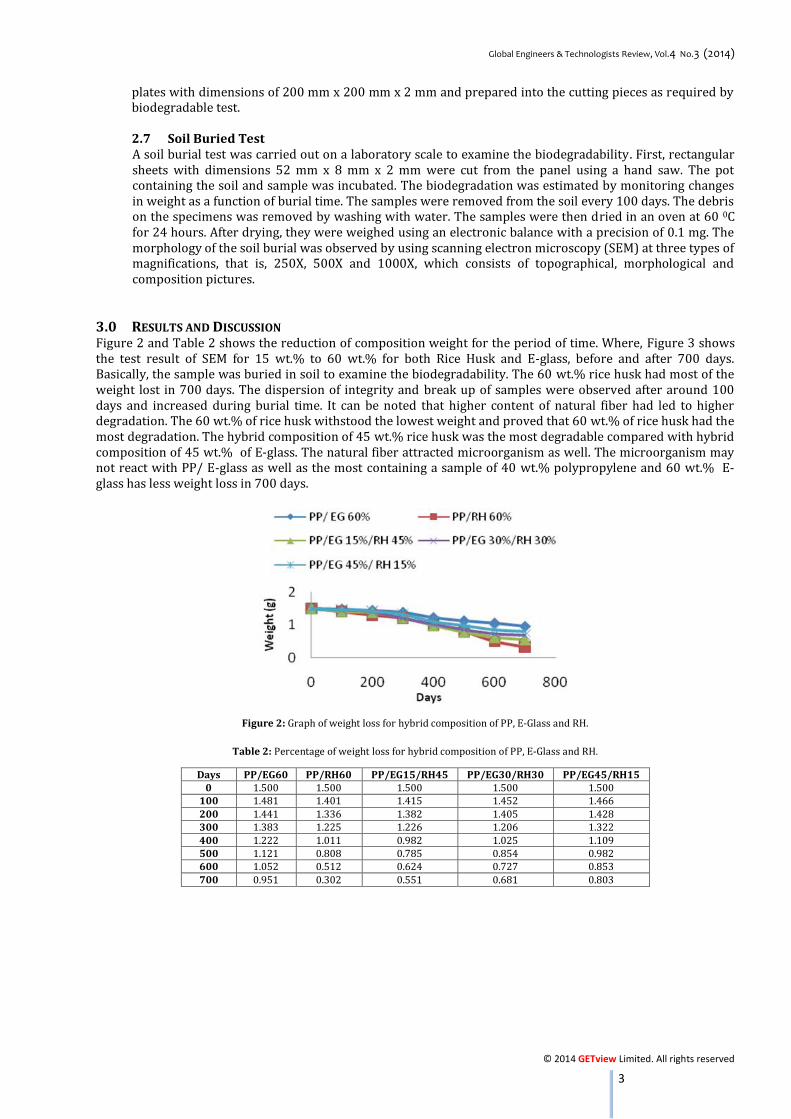
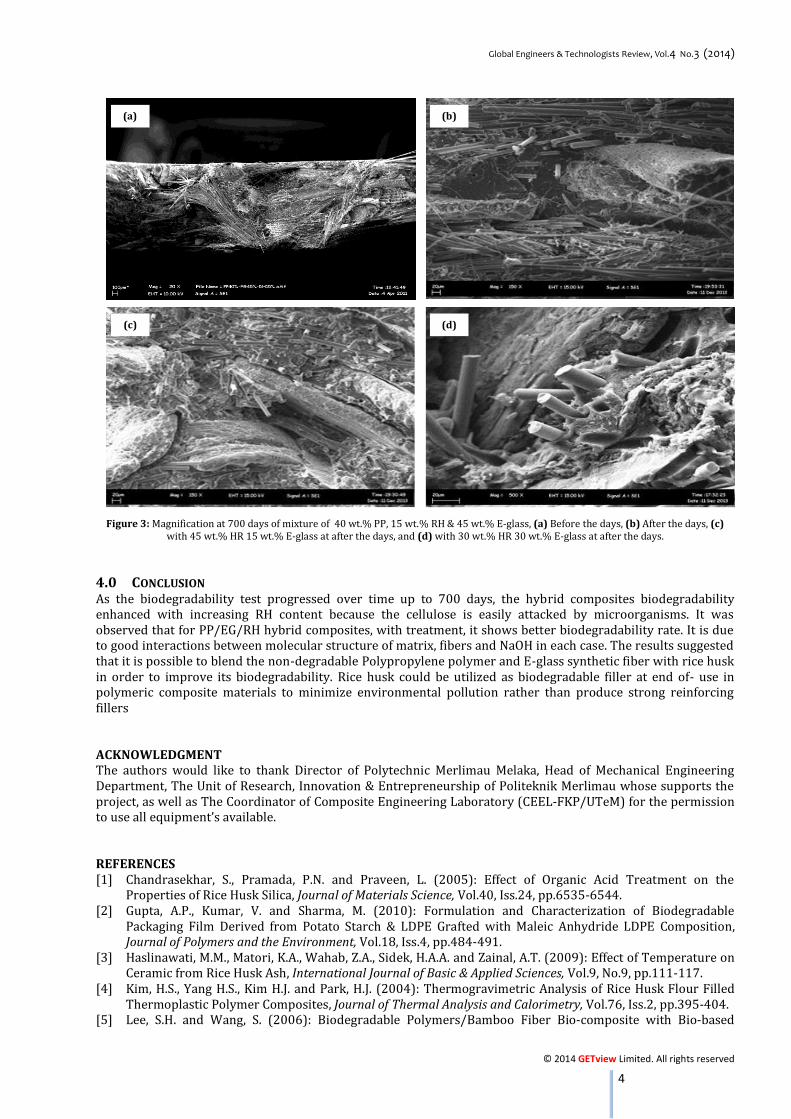
3.0 RESULTS AND DISCUSSION Figure 2 and Table 2 shows the reduction of composition weight for the period of time. Where, Figure 3 shows the test result of SEM for 15 wt.% to 60 wt.% for both Rice Husk and E-glass, before and after 700 days. Basically, the sample was buried in soil to examine the biodegradability. The 60 wt.% rice husk had most of the weight lost in 700 days. The dispersion of integrity and break up of samples were observed after around 100 days and increased during burial time. It can be noted that higher content of natural fiber had led to higher degradation. The 60 wt.% of rice husk withstood the lowest weight and proved that 60 wt.% of rice husk had the most degradation. The hybrid composition of 45 wt.% rice husk was the most degradable compared with hybrid composition of 45 wt.% of E-glass. The natural fiber attracted microorganism as well. The microorganism may not react with PP/ E-glass as well as the most containing a sample of 40 wt.% polypropylene and 60 wt.% E-glass has less weight loss in 700 days.
Figure 2: Graph of weight loss for hybrid composition of PP, E-Glass and RH.
Table 2: Percentage of weight loss for hybrid composition of PP, E-Glass and RH.
Days PP/EG60 PP/RH60 PP/EG15/RH45 PP/EG30/RH30 PP/EG45/RH15 0 1.500 1.500 1.500 1.500 1.500
100 1.481 1.401 1.415 1.452 1.466 200 1.441 1.336 1.382 1.405 1.428 300 1.383 1.225 1.226 1.206 1.322 400 1.222 1.011 0.982 1.025 1.109 500 1.121 0.808 0.785 0.854 0.982 600 1.052 0.512 0.624 0.727 0.853 700 0.951 0.302 0.551 0.681 0.803
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
4
Figure 3: Magnification at 700 days of mixture of 40 wt.% PP, 15 wt.% RH & 45 wt.% E-glass, (a) Before the days, (b) After the days, (c)
with 45 wt.% HR 15 wt.% E-glass at after the days, and (d) with 30 wt.% HR 30 wt.% E-glass at after the days.
4.0 CONCLUSION As the biodegradability test progressed over time up to 700 days, the hybrid composites biodegradability enhanced with increasing RH content because the cellulose is easily attacked by microorganisms. It was observed that for PP/EG/RH hybrid composites, with treatment, it shows better biodegradability rate. It is due to good interactions between molecular structure of matrix, fibers and NaOH in each case. The results suggested that it is possible to blend the non-degradable Polypropylene polymer and E-glass synthetic fiber with rice husk in order to improve its biodegradability. Rice husk could be utilized as biodegradable filler at end of- use in polymeric composite materials to minimize environmental pollution rather than produce strong reinforcing fillers ACKNOWLEDGMENT The authors would like to thank Director of Polytechnic Merlimau Melaka, Head of Mechanical Engineering Department, The Unit of Research, Innovation & Entrepreneurship of Politeknik Merlimau whose supports the project, as well as The Coordinator of Composite Engineering Laboratory (CEEL-FKP/UTeM) for the permission to use all equipment’s available. REFERENCES [1] Chandrasekhar, S., Pramada, P.N. and Praveen, L. (2005): Effect of Organic Acid Treatment on the
Properties of Rice Husk Silica, Journal of Materials Science, Vol.40, Iss.24, pp.6535-6544. [2] Gupta, A.P., Kumar, V. and Sharma, M. (2010): Formulation and Characterization of Biodegradable
Packaging Film Derived from Potato Starch & LDPE Grafted with Maleic Anhydride LDPE Composition, Journal of Polymers and the Environment, Vol.18, Iss.4, pp.484-491.
[3] Haslinawati, M.M., Matori, K.A., Wahab, Z.A., Sidek, H.A.A. and Zainal, A.T. (2009): Effect of Temperature on Ceramic from Rice Husk Ash, International Journal of Basic & Applied Sciences, Vol.9, No.9, pp.111-117.
[4] Kim, H.S., Yang H.S., Kim H.J. and Park, H.J. (2004): Thermogravimetric Analysis of Rice Husk Flour Filled Thermoplastic Polymer Composites, Journal of Thermal Analysis and Calorimetry, Vol.76, Iss.2, pp.395-404.
[5] Lee, S.H. and Wang, S. (2006): Biodegradable Polymers/Bamboo Fiber Bio-composite with Bio-based
(a) (b)
(c) (d)
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
5
Coupling Agent, Composites Part A: Applied Science and Manufacturing, Vol.37, Iss.1, pp.80-91. [6] Migliaresi, C. and Pegoretti, A. (2002): Fundamentals of Polymeric fiber- reinforced Composite Materials,
Eds Barbucci, R. Integrated Biomaterials Science, Kluwer Academic/Plenum Publishers, New York, 2002, Chapter 3, pp.69-117.
[7] Murali, R., Anumary, A., Ashokkumar, M., Thanikaivelan, P. and Chandrasekaran, B. (2011): Hybrid Biodegradable Films from Collagenous Wastes and Natural Polymers for Biomedical Applications, Waste and Biomass Valorization, Vol.2, Iss.3, pp.323-335.
[8] Panthapulakkal S., Sain, M. and Law, S. (2005): Effect of Coupling Agents on Rice Husk Filled HDPE Extruded Profiles, Polymer International, Vol.54, No.1, pp.137-142.
[9] Phattaraporn, T., Waranyou, S., Fazilah, A. and Thawien, W. (2010): Characteristics and Properties of Rice Starch Films Reinforced with Palm Pressed Fibers, International Food Research Journal, Vol.18, pp.535-547.
[10] Rassiah., K., Balakrishnan, P. and Nazarudin, M. (2013): Improving Mechanical Properties of Rice Husk/ Polypropylene Composites Using Sodium Hydroxide, Proceedings of National Conference on Engineering Technology – NCET, 1 & 2 Julai 2013, JTM.
[11] Rassiah, K., Sasitharan, N. and Jidin, M. (2012): The Effect of Sodium Hydroxide on Water absorption and Biodegradability of Low Density Polyethylene/ Sugarcane Bagasse Composites, Canadian International on Mechanical Sciences & Engineering, Vol.3, No.1, pp.19-24.
[12] Wittek, T. and Tanimoto, T. (2009): Biodegradable Starch-Based Resin Reinforced with Continuous Mineral Fibres - Processing, Characterisation and Mechanical Properties, Advanced Composite Materials, Vol.18, Iss.2, pp.167-185.
[13] Yussuf, A.A., Massoumi, I. and Hassan, A. (2010): Comparison of Polylactic Acid/Kenaf and Polylactic Acid/Rise Husk Composites - The Influence of the Natural Fibers on the Mechanical, Thermal and Biodegradability Properties, Journal of Polymers and the Environment, Vol.18, Iss.3, pp.422-429.

GLOBAL ENGINEERS & TECHNOLOGISTS REVIEW
www.getview.org
G.L.O.B.A.L E.N.G.I.N.E.E.R.S. .& .-.T.E.C.H.N.O.L.O.G.I.S.T.S R.E.V.I.E.W
6
JENNISE1, T.T.T., HAERYIP SIHOMBING2 and YUHAZRI3, M.Y.
1, 2, 3 Faculty of Manufacturing Engineering
Universiti Teknikal Malaysia Melaka
Hang Tuah Jaya, 76100 Durian Tunggal, Melaka, MALAYSIA [email protected]
[email protected] [email protected]
1.0 INTRODUCTION In the 21st century technology era, there is almost everything can be produced synthetically including hybrid sandwich structure. Wang et al., (2012) and Menezes et al., (2012) suggested that synthetic means artificial, made by combining two or more chemical substances rather than being produced naturally by plants or animals. The cost for the sandwich structure either in terms of manufacturing cost or the selling price is somehow very high (Eekhout, 2010) and (Park et al., 2009). It is because the hybrid sandwich structure involves a pretty expensive fabrication technique. According to Okada et al., (2009) supported by Vinson and Sierakowski (2008), the current process for fabricating hybrid sandwich is expensive and complex which require special equipment and machine. What makes the situation worse is the sandwich is not fabricated using the natural green material but synthetic material instead. Another sum of amount goes to the preparation of the synthetically produced raw materials. Sandwich structure is made of skins of higher performance materials sandwiching a low density core at the middle (Lefebvre et al., 2008). According to Ashby et al., (2007), making sandwich composites by incorporating foam as its core will extend the range of stiffness and strength. Some foam is manufactured by trapping bubbles in a melt and solidifying the troth as a slab. The prediction of the composite properties is expected to fall between those of matrix and filler, following the law of mixtures type formula which is supported by Tognana et al., (2009) and Ku et al., (2011). From the viewpoint of Thomas et al., (2012) and Pandya et al., (2011), hybrid composites usually refer to composites containing more than one type of filler and / or more than one type of matrix. Hybrid material is a combination of materials from different classes such as synthetic and natural raw materials together to produce a new material. One of the raw materials could just be air as to produce the foam core. Hybrids allow innovative design solutions and improvements in performance, exploiting the individual properties of the component materials. They are commonly used for improving the properties and lowering the costs of conventional composites. Regarding the classification of hybrids, one of the conditions is that the length scales of hybrids are mostly relatively coarse fibers between 1 to 10 µm and the layers of laminates and sandwich panels are between 0.1 to 10 mm (Lebée and Sab, 2012), (Rhymer et al., 2012) and (Kim and Lee, 2012). By combining natural green and synthetic raw materials, a hybrid novel material of sandwich composite can be produced which draws on the advantages of both the materials. Together these materials hold potential
ABSTRACT
Sandwich composite is an expensive engineering material. However, due to its multiple advantages such as light weight and high strength, its demand is relatively high. In this research, the natural material fiber was intended to replace the synthetic fiber in the core to reduce its dependency on synthetic fiber. At the same time, it helps to reduce the cost and conserve the environment by reducing natural waste material. The research proved that the green natural fiber was substitutable in sandwich composite with compatible flatwise compressive properties. The sandwich composite was done via hand lay-up technique and pressed under Hydraulic Press Machine with ¼ tonne pressure. The specimens were tested using ASTM C 365-11 standard for flatwise compression test. The results showed that SN 5 has the highest compressive force, strength and modulus. Keywords: Flatwise Compression, Chopped Strand Mat, Coconut Fiber, Polyurethane Foam. Article History: Received 7 March 2014, Accepted 5 May 2014.
FLATWISE COMPRESSION ANALYSIS OF SANDWICH STRUCTURES MADE FROM CHOPPED STRAND MAT COCONUT FIBER FILLED POLYURETHANE FOAM AS A CORE MATERIAL
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
7
for building a novel structure which has superior properties than in their individual states (Reany, 2009). From the opinion of Robert (2006) and Leong et al., (2003), hybridization effect would help to enhance the resistance of the composite to severe environmental degradation. The idea of using green material in place of synthetic material for the core in sandwich structure is to promote the effort of utilizing the natural product at the same time reducing the waste material production. Besides, it reduces the dependency on the synthetic material by adding values to the waste product. In this way, at least the material cost or the process cost can be lowered to certain extent at the same time to generate an environmentally friendly material. In this research, a study was conducted to investigate the mechanical performance properties of sandwich structures made from chopped strand mat coconut fiber filled with polyurethane foam under flatwise compression test. The different number of glass fiber layer applied as its skin would definitely affect its mechanical properties as well as physical properties. Therefore, it was important to find out the sandwich structure which could mechanically and physically perform to the optimum conditions.
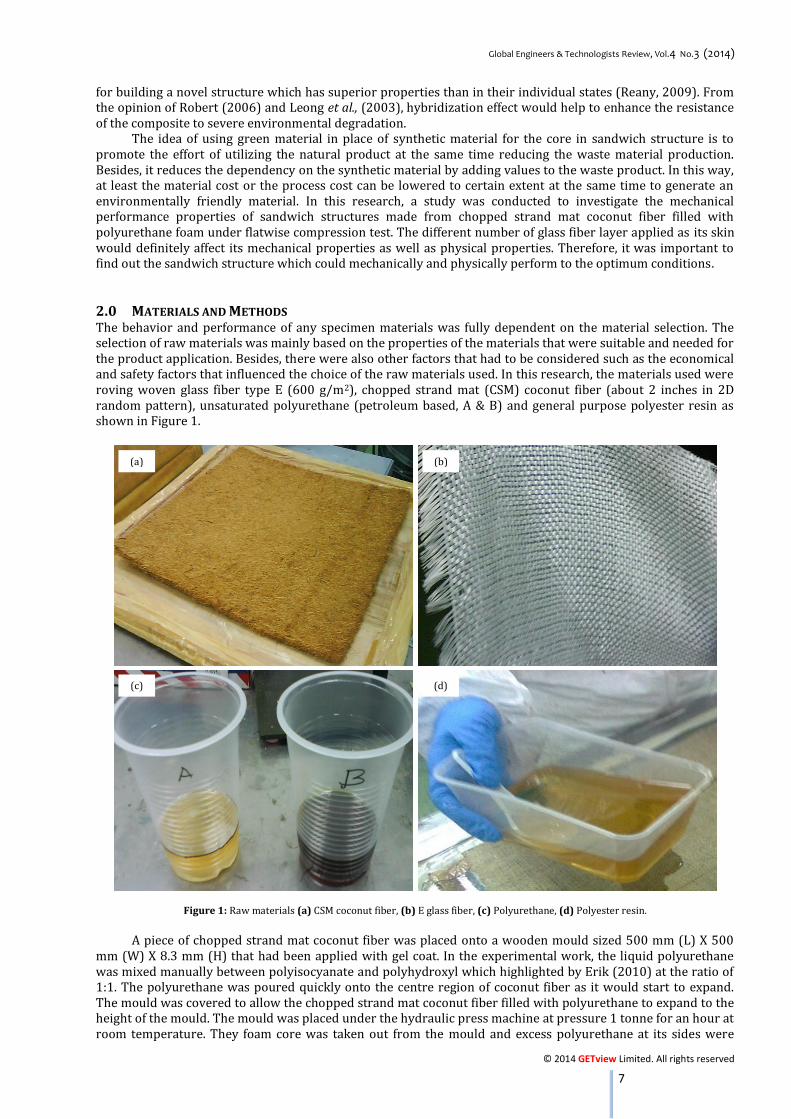
2.0 MATERIALS AND METHODS The behavior and performance of any specimen materials was fully dependent on the material selection. The selection of raw materials was mainly based on the properties of the materials that were suitable and needed for the product application. Besides, there were also other factors that had to be considered such as the economical and safety factors that influenced the choice of the raw materials used. In this research, the materials used were roving woven glass fiber type E (600 g/m2), chopped strand mat (CSM) coconut fiber (about 2 inches in 2D random pattern), unsaturated polyurethane (petroleum based, A & B) and general purpose polyester resin as shown in Figure 1.
Figure 1: Raw materials (a) CSM coconut fiber, (b) E glass fiber, (c) Polyurethane, (d) Polyester resin.
A piece of chopped strand mat coconut fiber was placed onto a wooden mould sized 500 mm (L) X 500 mm (W) X 8.3 mm (H) that had been applied with gel coat. In the experimental work, the liquid polyurethane was mixed manually between polyisocyanate and polyhydroxyl which highlighted by Erik (2010) at the ratio of 1:1. The polyurethane was poured quickly onto the centre region of coconut fiber as it would start to expand. The mould was covered to allow the chopped strand mat coconut fiber filled with polyurethane to expand to the height of the mould. The mould was placed under the hydraulic press machine at pressure 1 tonne for an hour at room temperature. They foam core was taken out from the mould and excess polyurethane at its sides were
(a) (b)
(c) (d)
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
8
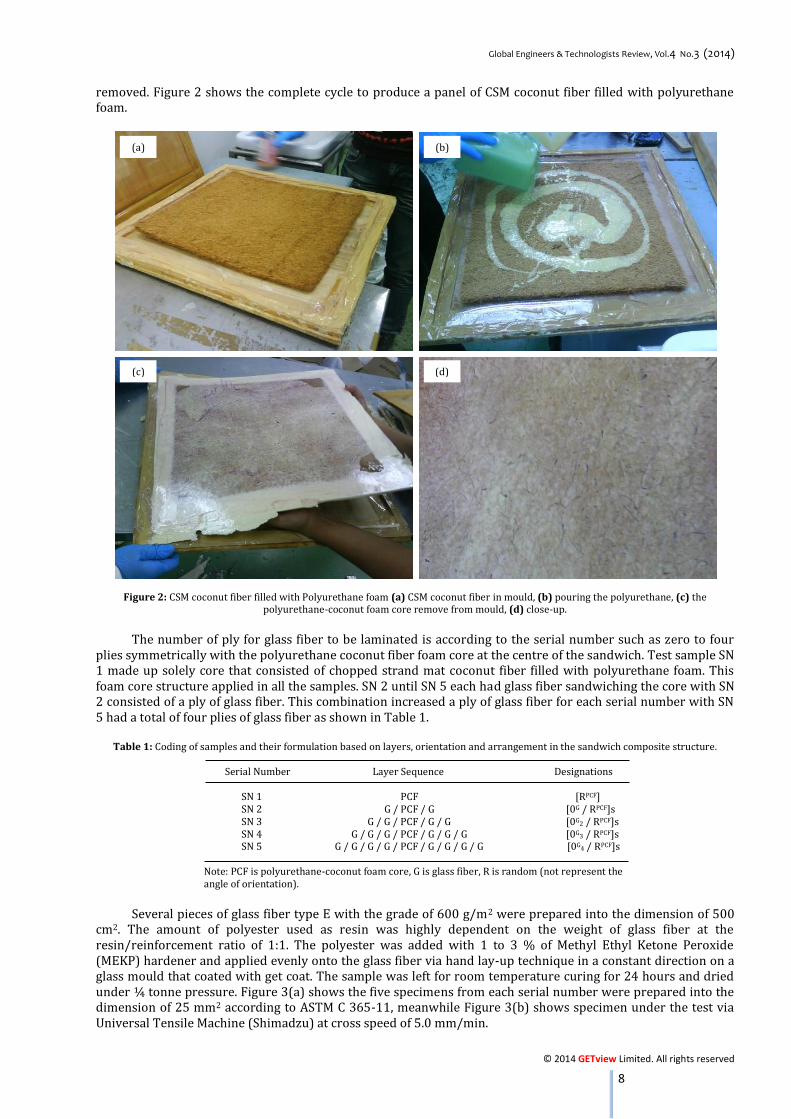
removed. Figure 2 shows the complete cycle to produce a panel of CSM coconut fiber filled with polyurethane foam.
Figure 2: CSM coconut fiber filled with Polyurethane foam (a) CSM coconut fiber in mould, (b) pouring the polyurethane, (c) the polyurethane-coconut foam core remove from mould, (d) close-up.
The number of ply for glass fiber to be laminated is according to the serial number such as zero to four plies symmetrically with the polyurethane coconut fiber foam core at the centre of the sandwich. Test sample SN 1 made up solely core that consisted of chopped strand mat coconut fiber filled with polyurethane foam. This foam core structure applied in all the samples. SN 2 until SN 5 each had glass fiber sandwiching the core with SN 2 consisted of a ply of glass fiber. This combination increased a ply of glass fiber for each serial number with SN 5 had a total of four plies of glass fiber as shown in Table 1.
Table 1: Coding of samples and their formulation based on layers, orientation and arrangement in the sandwich composite structure. Serial Number Layer Sequence Designations SN 1 PCF [RPCF] SN 2 G / PCF / G [0G / RPCF]s SN 3 G / G / PCF / G / G [0G
2 / RPCF]s SN 4 G / G / G / PCF / G / G / G [0G
3 / RPCF]s SN 5 G / G / G / G / PCF / G / G / G / G [0G
4 / RPCF]s Note: PCF is polyurethane-coconut foam core, G is glass fiber, R is random (not represent the angle of orientation).
Several pieces of glass fiber type E with the grade of 600 g/m2 were prepared into the dimension of 500 cm2. The amount of polyester used as resin was highly dependent on the weight of glass fiber at the resin/reinforcement ratio of 1:1. The polyester was added with 1 to 3 % of Methyl Ethyl Ketone Peroxide (MEKP) hardener and applied evenly onto the glass fiber via hand lay-up technique in a constant direction on a glass mould that coated with get coat. The sample was left for room temperature curing for 24 hours and dried under ¼ tonne pressure. Figure 3(a) shows the five specimens from each serial number were prepared into the dimension of 25 mm2 according to ASTM C 365-11, meanwhile Figure 3(b) shows specimen under the test via Universal Tensile Machine (Shimadzu) at cross speed of 5.0 mm/min.
(a) (b)
(c) (d)
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
9
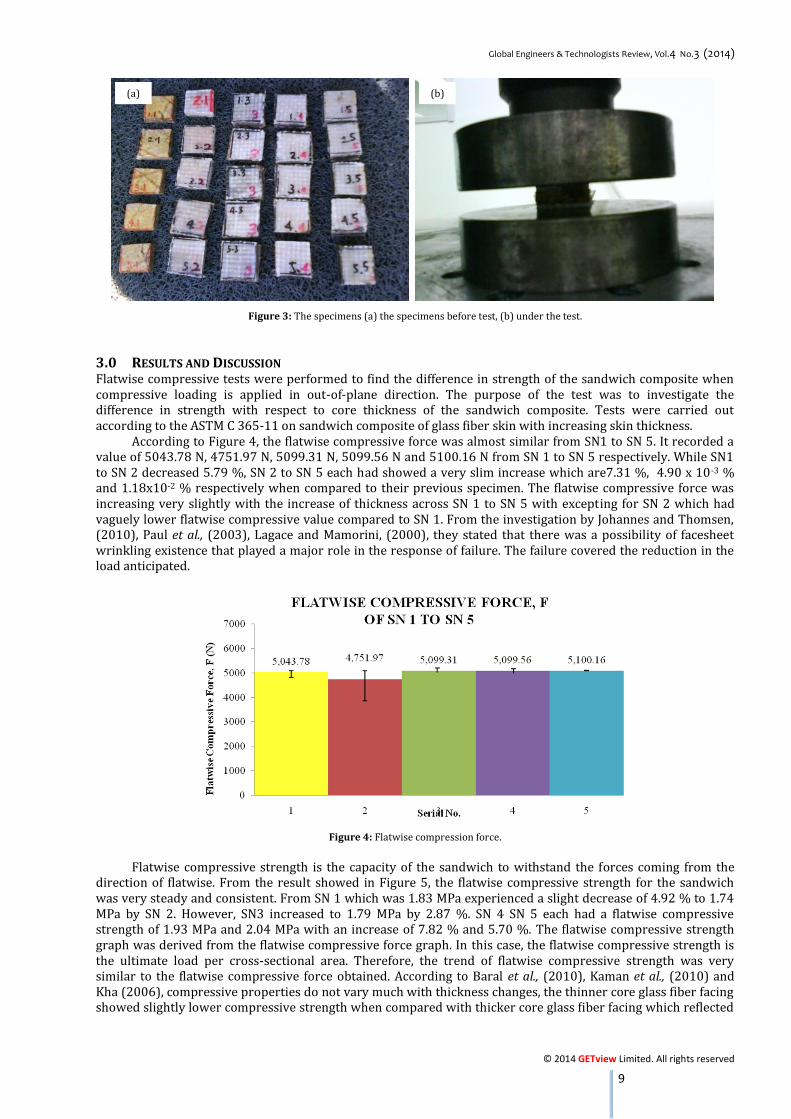
Figure 3: The specimens (a) the specimens before test, (b) under the test.
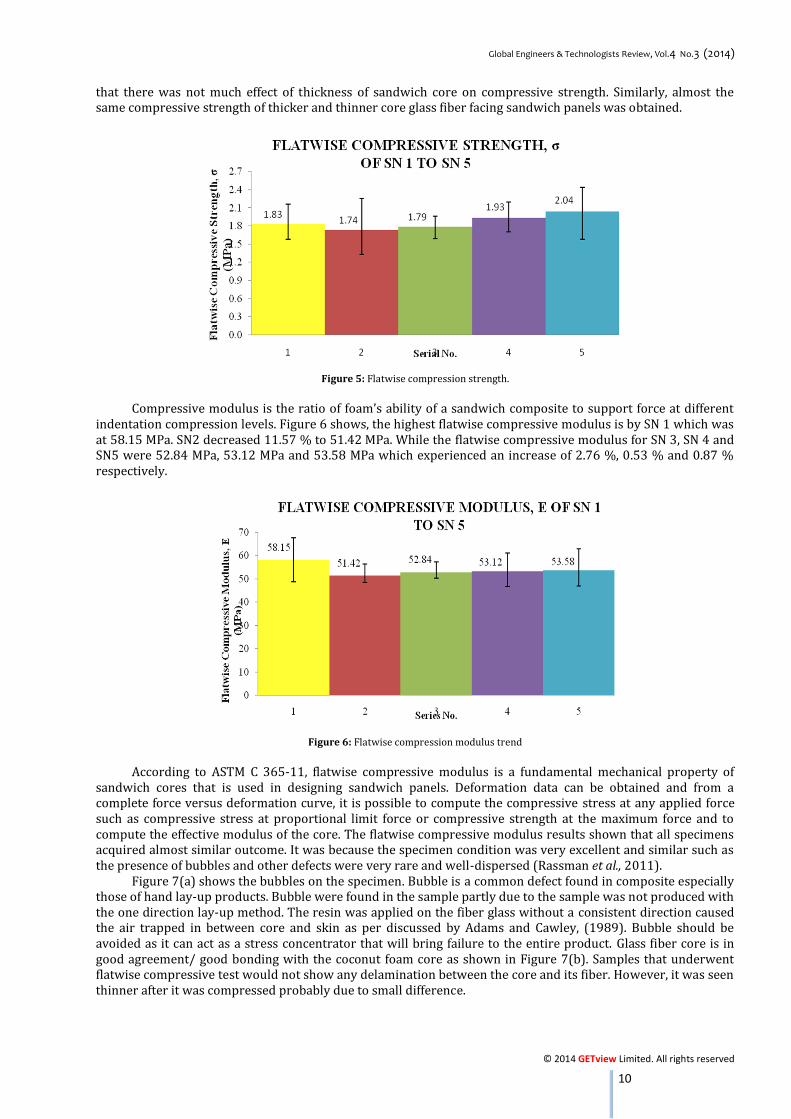
3.0 RESULTS AND DISCUSSION Flatwise compressive tests were performed to find the difference in strength of the sandwich composite when compressive loading is applied in out-of-plane direction. The purpose of the test was to investigate the difference in strength with respect to core thickness of the sandwich composite. Tests were carried out according to the ASTM C 365-11 on sandwich composite of glass fiber skin with increasing skin thickness. According to Figure 4, the flatwise compressive force was almost similar from SN1 to SN 5. It recorded a value of 5043.78 N, 4751.97 N, 5099.31 N, 5099.56 N and 5100.16 N from SN 1 to SN 5 respectively. While SN1 to SN 2 decreased 5.79 %, SN 2 to SN 5 each had showed a very slim increase which are7.31 %, 4.90 x 10-3 % and 1.18x10-2 % respectively when compared to their previous specimen. The flatwise compressive force was increasing very slightly with the increase of thickness across SN 1 to SN 5 with excepting for SN 2 which had vaguely lower flatwise compressive value compared to SN 1. From the investigation by Johannes and Thomsen, (2010), Paul et al., (2003), Lagace and Mamorini, (2000), they stated that there was a possibility of facesheet wrinkling existence that played a major role in the response of failure. The failure covered the reduction in the load anticipated.
Figure 4: Flatwise compression force.
Flatwise compressive strength is the capacity of the sandwich to withstand the forces coming from the direction of flatwise. From the result showed in Figure 5, the flatwise compressive strength for the sandwich was very steady and consistent. From SN 1 which was 1.83 MPa experienced a slight decrease of 4.92 % to 1.74 MPa by SN 2. However, SN3 increased to 1.79 MPa by 2.87 %. SN 4 SN 5 each had a flatwise compressive strength of 1.93 MPa and 2.04 MPa with an increase of 7.82 % and 5.70 %. The flatwise compressive strength graph was derived from the flatwise compressive force graph. In this case, the flatwise compressive strength is the ultimate load per cross-sectional area. Therefore, the trend of flatwise compressive strength was very similar to the flatwise compressive force obtained. According to Baral et al., (2010), Kaman et al., (2010) and Kha (2006), compressive properties do not vary much with thickness changes, the thinner core glass fiber facing showed slightly lower compressive strength when compared with thicker core glass fiber facing which reflected
(a) (b)
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
10
that there was not much effect of thickness of sandwich core on compressive strength. Similarly, almost the same compressive strength of thicker and thinner core glass fiber facing sandwich panels was obtained.
Figure 5: Flatwise compression strength.
Compressive modulus is the ratio of foam’s ability of a sandwich composite to support force at different indentation compression levels. Figure 6 shows, the highest flatwise compressive modulus is by SN 1 which was at 58.15 MPa. SN2 decreased 11.57 % to 51.42 MPa. While the flatwise compressive modulus for SN 3, SN 4 and SN5 were 52.84 MPa, 53.12 MPa and 53.58 MPa which experienced an increase of 2.76 %, 0.53 % and 0.87 % respectively.
Figure 6: Flatwise compression modulus trend
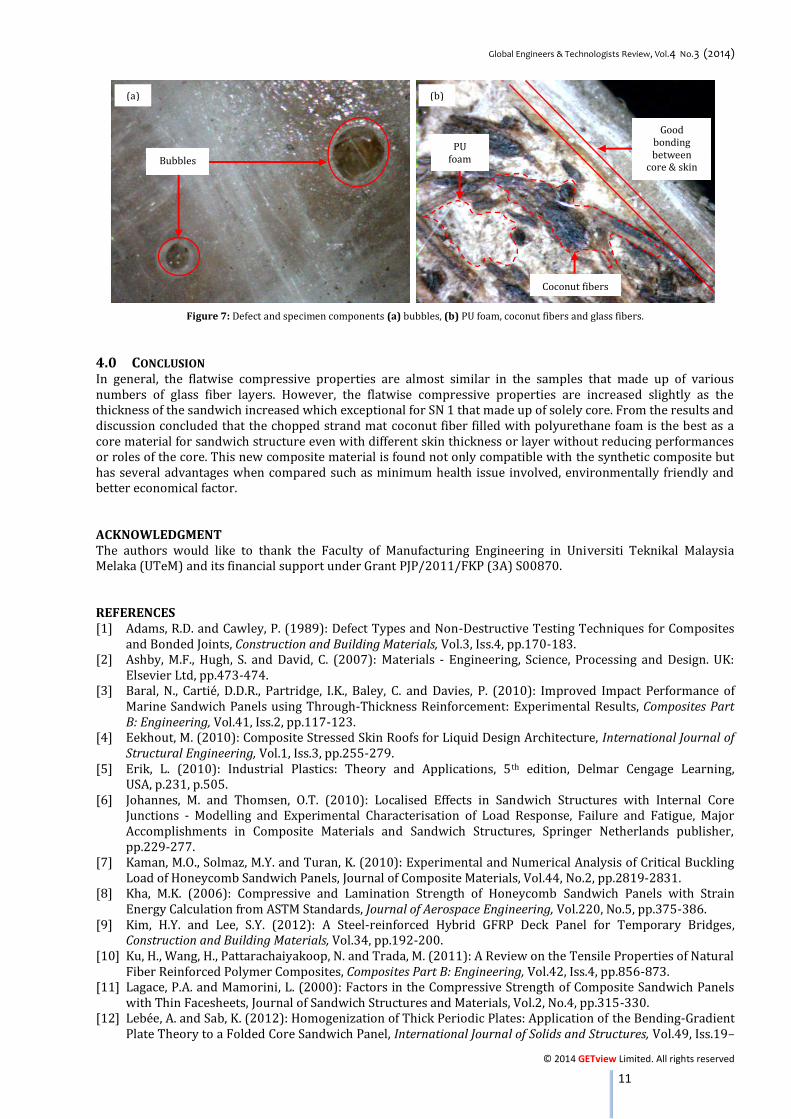
According to ASTM C 365-11, flatwise compressive modulus is a fundamental mechanical property of sandwich cores that is used in designing sandwich panels. Deformation data can be obtained and from a complete force versus deformation curve, it is possible to compute the compressive stress at any applied force such as compressive stress at proportional limit force or compressive strength at the maximum force and to compute the effective modulus of the core. The flatwise compressive modulus results shown that all specimens acquired almost similar outcome. It was because the specimen condition was very excellent and similar such as the presence of bubbles and other defects were very rare and well-dispersed (Rassman et al., 2011). Figure 7(a) shows the bubbles on the specimen. Bubble is a common defect found in composite especially those of hand lay-up products. Bubble were found in the sample partly due to the sample was not produced with the one direction lay-up method. The resin was applied on the fiber glass without a consistent direction caused the air trapped in between core and skin as per discussed by Adams and Cawley, (1989). Bubble should be avoided as it can act as a stress concentrator that will bring failure to the entire product. Glass fiber core is in good agreement/ good bonding with the coconut foam core as shown in Figure 7(b). Samples that underwent flatwise compressive test would not show any delamination between the core and its fiber. However, it was seen thinner after it was compressed probably due to small difference.
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
11
Figure 7: Defect and specimen components (a) bubbles, (b) PU foam, coconut fibers and glass fibers.
4.0 CONCLUSION In general, the flatwise compressive properties are almost similar in the samples that made up of various numbers of glass fiber layers. However, the flatwise compressive properties are increased slightly as the thickness of the sandwich increased which exceptional for SN 1 that made up of solely core. From the results and discussion concluded that the chopped strand mat coconut fiber filled with polyurethane foam is the best as a core material for sandwich structure even with different skin thickness or layer without reducing performances or roles of the core. This new composite material is found not only compatible with the synthetic composite but has several advantages when compared such as minimum health issue involved, environmentally friendly and better economical factor. ACKNOWLEDGMENT The authors would like to thank the Faculty of Manufacturing Engineering in Universiti Teknikal Malaysia Melaka (UTeM) and its financial support under Grant PJP/2011/FKP (3A) S00870. REFERENCES [1] Adams, R.D. and Cawley, P. (1989): Defect Types and Non-Destructive Testing Techniques for Composites
and Bonded Joints, Construction and Building Materials, Vol.3, Iss.4, pp.170-183. [2] Ashby, M.F., Hugh, S. and David, C. (2007): Materials - Engineering, Science, Processing and Design. UK:
Elsevier Ltd, pp.473-474. [3] Baral, N., Cartié, D.D.R., Partridge, I.K., Baley, C. and Davies, P. (2010): Improved Impact Performance of
Marine Sandwich Panels using Through-Thickness Reinforcement: Experimental Results, Composites Part B: Engineering, Vol.41, Iss.2, pp.117-123.
[4] Eekhout, M. (2010): Composite Stressed Skin Roofs for Liquid Design Architecture, International Journal of Structural Engineering, Vol.1, Iss.3, pp.255-279.
[5] Erik, L. (2010): Industrial Plastics: Theory and Applications, 5th edition, Delmar Cengage Learning, USA, p.231, p.505.
[6] Johannes, M. and Thomsen, O.T. (2010): Localised Effects in Sandwich Structures with Internal Core Junctions - Modelling and Experimental Characterisation of Load Response, Failure and Fatigue, Major Accomplishments in Composite Materials and Sandwich Structures, Springer Netherlands publisher, pp.229-277.
[7] Kaman, M.O., Solmaz, M.Y. and Turan, K. (2010): Experimental and Numerical Analysis of Critical Buckling Load of Honeycomb Sandwich Panels, Journal of Composite Materials, Vol.44, No.2, pp.2819-2831.
[8] Kha, M.K. (2006): Compressive and Lamination Strength of Honeycomb Sandwich Panels with Strain Energy Calculation from ASTM Standards, Journal of Aerospace Engineering, Vol.220, No.5, pp.375-386.
[9] Kim, H.Y. and Lee, S.Y. (2012): A Steel-reinforced Hybrid GFRP Deck Panel for Temporary Bridges, Construction and Building Materials, Vol.34, pp.192-200.
[10] Ku, H., Wang, H., Pattarachaiyakoop, N. and Trada, M. (2011): A Review on the Tensile Properties of Natural Fiber Reinforced Polymer Composites, Composites Part B: Engineering, Vol.42, Iss.4, pp.856-873.
[11] Lagace, P.A. and Mamorini, L. (2000): Factors in the Compressive Strength of Composite Sandwich Panels with Thin Facesheets, Journal of Sandwich Structures and Materials, Vol.2, No.4, pp.315-330.
[12] Lebée, A. and Sab, K. (2012): Homogenization of Thick Periodic Plates: Application of the Bending-Gradient Plate Theory to a Folded Core Sandwich Panel, International Journal of Solids and Structures, Vol.49, Iss.19–
Bubbles
Good bonding between
core & skin
Coconut fibers
PU foam
(a) (b)
Global Engineers & Technologists Review, Vol.4 No.3 (2014)
© 2014 GETview Limited. All rights reserved
12
20, pp.2778-2792. [13] Lefebvre, L.P, Banhart, J. and Dunand, D.C. (2008): Porous Metals and Metallic Foams - Current Status and
Recent Developments, Advanced Engineering Materials, Vol.10, No.9, pp.775-787. [14] Leong, Y.W., Abu Bakar, M.B., Mohd Ishak, Z.A. and Ariffin, A. (2003): Mechanical and Morphological Study
of Talc/Calcium Carbonate Filled Polypropylene Hybrid Composites Weathered in Tropical Climates, Jurnal Teknologi, Vol.39(A), pp.23-34
[15] Menezes, P.L., Rohatgi, P.K. and Lovell, M.R. (2012): Studies on the Tribological Behavior of Natural Fiber Reinforced Polymer Composite: Green Tribology, Springer Berlin Heidelberg, pp.329-345.
[16] Okada, T., Caprace, J.D., Estefen, S.F., Han, Y., Josefson, L., Kvasnytskyy, V.F., Liu, S., Papazoglou, V., Race, J., Roland, F., Schipperen, I., Wan, Z. and Yu, M. (2009): Materials and Fabrication Technology, Proceeding of 17th International Ship & Offshore Structures Congress, 16-21 August, Seoul, Korea, Vol.2, pp.137-200.
[17] Pandya, K.S., Veerraju, C. and Naik, N.K. (2011): Hybrid Composites Made of Carbon and Glass Woven Fabrics under Quasi-Static Loading, Materials & Design, Vol.32, Iss.7, pp.4094-4099.
[18] Park, C.H., Saouab, A., Bréard, J., Han, W.S., Vautrin, A. and Lee, W.I. (2009): An Integrated Optimisation for the Weight, the Structural Performance and the Cost of Composite Structures, Composites Science and Technology, Vol.69, Iss.7–8, pp.1101-1107.
[19] Paul, W., Jan, I. and Ignaas, V. (2003): Natural Fibres: Can They Replace Glass in Fibre Reinforced Plastics?, Journal of Composites Science and Technology, Vol.63, No.9, pp.1259-1264.
[20] Rassmann, S., Paskaramoorthy, R. and Reid, R.G. (2011): Effect of Resin System on the Mechanical Properties and Water Absorption of Kenaf Fibre Reinforced Laminates, Materials & Design, Vol.32, Iss.3, pp.1399-386.
[21] Reany, J. (2009): Corrugated Skin Composite Sandwich Panels. UMI Microform 3358111, ProQuest LLC, USA: p.60.
[22] Rhymer, J., Kim, H. and Roach, D. (2012): The Damage Resistance of Quasi-Isotropic Carbon/Epoxy Composite Tape Laminates Impacted by High Velocity Ice, Composites Part A: Applied Science and Manufacturing, Vol.43, Iss.7, pp.1134-1144.
[23] Robert, K.B. (2006): Frontal Polymer Research, Nova Science Publishers, New York, p.189. [24] Thomas, S., Kuruvilla, J., Malhotra, S.K., Koichi, G. and Sreekala, M.S. (2012): Polymer Composites, Macro-
and Microcomposites, India: Wiley-VCH, Vol.1, p.692. [25] Tognana, S., Salgueiro, W., Somoza, A., Pomarico, J.A. and Ranea-Sandoval, H.F. (2009): Influence of the
Filler Content on the Thermal Expansion Behavior of an Epoxy Matrix Particulate Composite, Materials Science and Engineering: B, Vol.157, Iss.1–3, pp.26-31.
[26] Vinson, J.R. and Sierakowski, R.L. (2008): Introduction To Composite Materials - The Behavior of Structures Composed of Composite Materials, Solid Mechanics and Its Applications, Springer Netherlands Publisher, Vol.105, pp.1-38.
[27] Wang, Y., Li, J., Song, K. and Ye, B.Q. (2012): The Study of the Precision Grinder Bed Thickness with Artificial Granite Composite, Applied Mechanics and Materials, Vol.120, pp.403-409.

Melaka
MALAYSIA