ijqrm issues in quality engineering researchadnan/mypublication/adnanhassan_ijqrm.pdfengineering...
TRANSCRIPT

IJQRM17,8
858
International Journal of Quality &Reliability Management,Vol. 17 No. 8, 2000, pp. 858-875.# MCB University Press, 0265-671X
Received May 1999Revised January 2000
Issues in qualityengineering research
Adnan Hassan, Mohd Shariff Nabi Baksh andAwaluddin M. Shaharoun
Universiti Teknologi Malaysia, Johor Bahru, Malaysia
Keywords Quality, Techniques, Statistical process control
Abstract The field of quality has undergone significant changes as reflected by changes in itsdefinition, paradigms, approaches, techniques, and scope of application. This paper reviewsemerging trends and issues focusing on quality engineering. Changes in customer expectationhave driven the changes in the technology of design and manufacturing, which is becoming moreimportant in satisfying individual customer expectations. This also calls for special attention tothe engineering aspects of quality. Brief reviews on recent advances in the prominent quality toolssuch as statistical process control, quality function deployment, and design of experiment arereported. General trends in quality engineering research show the tools are being enhanced,integrated, computerized and broaden their application bases, where possible opportunities forfurther investigation are indicated. Among others these include contributions in multiple-responseoptimization, intelligent quality systems, multivariate SPC, and practical and simple guidelines foractual implementation of various tools.
IntroductionThe subject area of quality keeps advancing in both breadth and depth with thescope of application of quality tools and techniques having expanded beyondthe traditional manufacturing arena. Quality issues are now the concern of allorganizations including the services and public sectors. Quality tools,techniques, concepts and methodologies have been enhanced, and integratedwith other features to suit new challenges. Today, the subject of quality issufficient to be treated as a specialized field of study on its own. Someuniversities are already running postgraduate programs in quality.
Much attention is given to the philosophical or conceptual aspects of qualitysuch as those in total quality management (TQM). This broad and loose scopeof philosophy has successfully attracted people from diverse backgrounds suchas management, psychology, retailing, health care, banking, education,statistics and engineering, among others. This is a good sign since more peopleare aware of the importance of quality. However, this broader perspective ofquality tends to defocus the role of the traditional major contributors towardsquality, such as the statisticians and engineers. Managers often tend to have anoverwhelming concern with the management and conceptual aspects of qualitycompared to the hard technologies of quality (quality engineering) despite thelatter's tremendous role in `̀ creating'' quality.
Much progress has been made in quality engineering and this is scattered invarious technically oriented publications. There is a lack of literature providinga review on the development and research directions. The purpose of this paperis to put quality engineering into perspective and to highlight its importance, as
The research register for this journal is available athttp://www.mcbup.com/research_registers/ijqrm.asp
The current issue and full text archive of this journal is available athttp://www.emerald-library.com
Issues in qualityengineering
research
859
well as to present a summary of some issues being addressed in the frontiers ofquality engineering.
The paper begins with an overview of quality definitions and evolution ofquality paradigms. This is followed by a comparison of quality managementand quality engineering. Advances in the prominent quality engineering toolsand techniques, particularly statistical process control (SPC), design ofexperiment (DoE), Taguchi methods and quality function deployment (QFD)are then presented.
Definitions of quality and customer focusQuality has been defined differently by different people. The essence of somecommon definitions are summarized in Table I.
It can be seen from these definitions that the emphasis of quality hasbroadened to focus on customers' needs. It is now quite common fororganizations to publicize their slogans such as `̀ customer first'' and some haveeven established customer care units just to cater to the `̀ voice of customer''.What the customers actually want are the `̀ solutions'' to their needs and not justquality products.
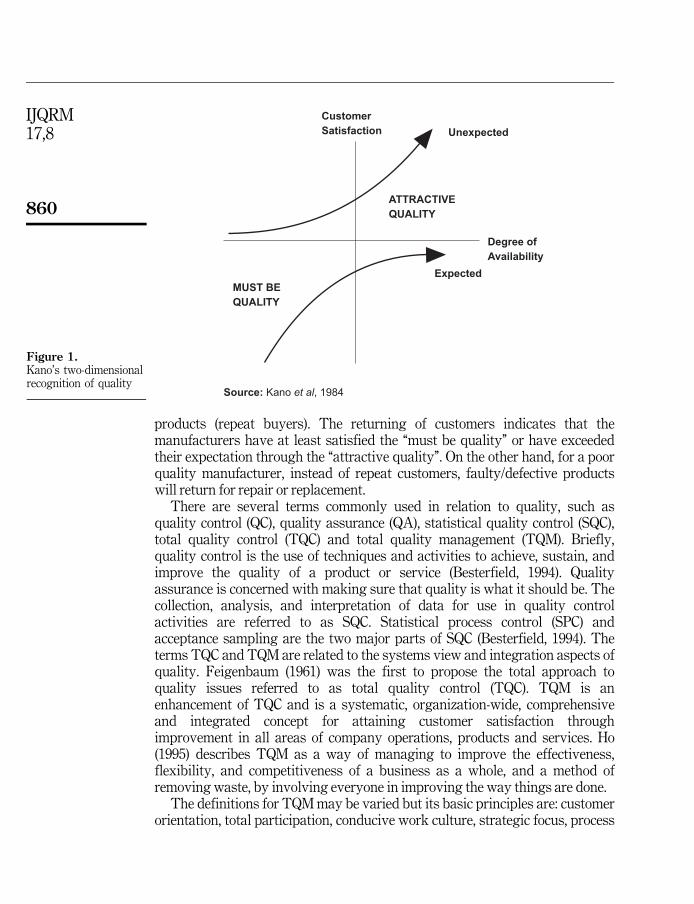
Noori (1993) noted that organization should strive for delighted customersrather than just for satisfied customers. Customers need to be delighted inevery aspect that concerns them including cost, delivery, flexibility and service.Kano defines this quality orientation of customer needs as illustrated in Figure1. His model views quality in two dimensions which are `̀ must be quality'' (tosatisfy the expected needs) and `̀ attractive quality'' (the unexpected thatdelights customers) (Kano et al., 1984).
The attractive quality is the extra features that the customers would love tohave but would have not thought about yet. With time, the `̀ attractive quality''becomes `̀ must-be quality''. As product offerings mature and lose theirdistinctive quality advantages, level of service emerges as a critical productdifferentiator (Watson, 1998).
One of the easiest ways to judge the customers' acceptance towards qualityof products or services is when the customers come back asking for more
Quality guru/authority Definition
Juran Fitness for use (1964), conformance to specifications (Juran, 1988)
Crosby Conformance to requirements (Crosby, 1979)
Fegienbaum Total composite . . . will meet the expectations of customers (Fegienbaum,1983)
Deming Aims at the needs of the customer, present and future (Deming, 1986)
Taguchi Loss to society (Taguchi, 1986)
ISO 9000 Totality of features and characteristics of a product or service . . . tosatisfy stated or implied need (IS0 9000, 1992)
Table I.Definitions of quality
IJQRM17,8
860
products (repeat buyers). The returning of customers indicates that themanufacturers have at least satisfied the `̀ must be quality'' or have exceededtheir expectation through the `̀ attractive quality''. On the other hand, for a poorquality manufacturer, instead of repeat customers, faulty/defective productswill return for repair or replacement.
There are several terms commonly used in relation to quality, such asquality control (QC), quality assurance (QA), statistical quality control (SQC),total quality control (TQC) and total quality management (TQM). Briefly,quality control is the use of techniques and activities to achieve, sustain, andimprove the quality of a product or service (Besterfield, 1994). Qualityassurance is concerned with making sure that quality is what it should be. Thecollection, analysis, and interpretation of data for use in quality controlactivities are referred to as SQC. Statistical process control (SPC) andacceptance sampling are the two major parts of SQC (Besterfield, 1994). Theterms TQC and TQM are related to the systems view and integration aspects ofquality. Feigenbaum (1961) was the first to propose the total approach toquality issues referred to as total quality control (TQC). TQM is anenhancement of TQC and is a systematic, organization-wide, comprehensiveand integrated concept for attaining customer satisfaction throughimprovement in all areas of company operations, products and services. Ho(1995) describes TQM as a way of managing to improve the effectiveness,flexibility, and competitiveness of a business as a whole, and a method ofremoving waste, by involving everyone in improving the way things are done.
The definitions for TQM may be varied but its basic principles are: customerorientation, total participation, conducive work culture, strategic focus, process
CustomerSatisfaction
ATTRACTIVEQUALITY
Degree ofAvailability
MUST BEQUALITY
Expected
Unexpected
Source: Kano et al, 1984
Figure 1.Kano's two-dimensionalrecognition of quality
Issues in qualityengineering
research
861
management (defect prevention) and continuous improvement. TQM beginswith people, particularly managers (Bounds et al., 1994). Stamatis (1997) notedthat TQM is a philosophy rather than a program. It is always evolving. It is away of thinking rather than something concrete and definite. Dar-El (1997)noted than TQM is the most holistic approach to support improvement inorganizational performance. He argued that TQM's comprehensivenesspermits poorly defined methodologies to occur and may be inimical to acompany's economic health.
The following section briefly traces the evolution leading to a new paradigmin manufacturing quality.
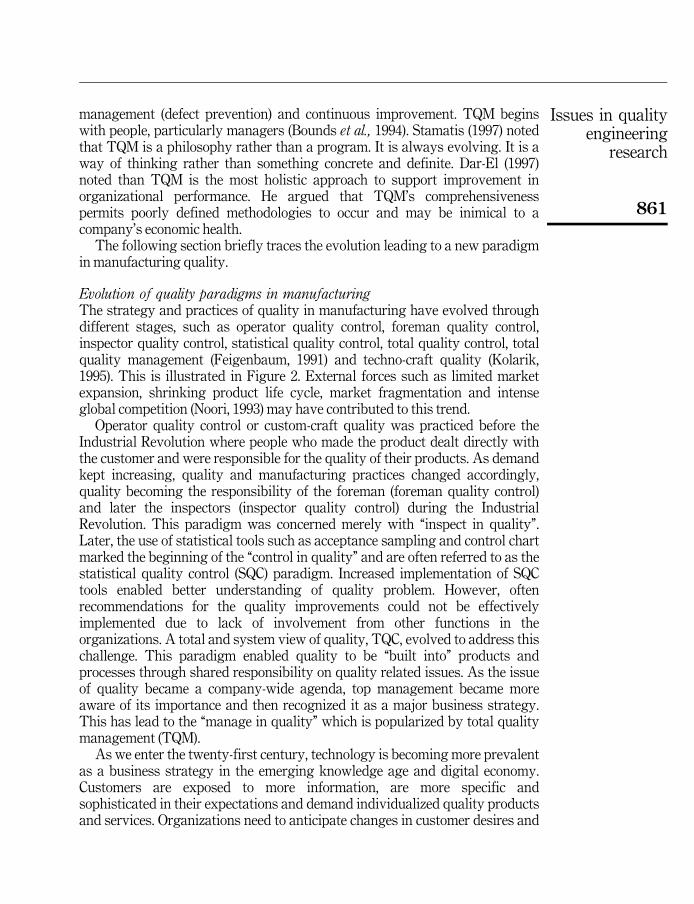
Evolution of quality paradigms in manufacturingThe strategy and practices of quality in manufacturing have evolved throughdifferent stages, such as operator quality control, foreman quality control,inspector quality control, statistical quality control, total quality control, totalquality management (Feigenbaum, 1991) and techno-craft quality (Kolarik,1995). This is illustrated in Figure 2. External forces such as limited marketexpansion, shrinking product life cycle, market fragmentation and intenseglobal competition (Noori, 1993) may have contributed to this trend.
Operator quality control or custom-craft quality was practiced before theIndustrial Revolution where people who made the product dealt directly withthe customer and were responsible for the quality of their products. As demandkept increasing, quality and manufacturing practices changed accordingly,quality becoming the responsibility of the foreman (foreman quality control)and later the inspectors (inspector quality control) during the IndustrialRevolution. This paradigm was concerned merely with `̀ inspect in quality''.Later, the use of statistical tools such as acceptance sampling and control chartmarked the beginning of the `̀ control in quality'' and are often referred to as thestatistical quality control (SQC) paradigm. Increased implementation of SQCtools enabled better understanding of quality problem. However, oftenrecommendations for the quality improvements could not be effectivelyimplemented due to lack of involvement from other functions in theorganizations. A total and system view of quality, TQC, evolved to address thischallenge. This paradigm enabled quality to be `̀ built into'' products andprocesses through shared responsibility on quality related issues. As the issueof quality became a company-wide agenda, top management became moreaware of its importance and then recognized it as a major business strategy.This has lead to the `̀ manage in quality'' which is popularized by total qualitymanagement (TQM).
As we enter the twenty-first century, technology is becoming more prevalentas a business strategy in the emerging knowledge age and digital economy.Customers are exposed to more information, are more specific andsophisticated in their expectations and demand individualized quality productsand services. Organizations need to anticipate changes in customer desires and
IJQRM17,8
862
Figure 2.Evolution of qualityparadigms
Issues in qualityengineering
research
863
urgently exploit new technologies to develop goods and services. This techno-shift will lead to re-alignment of the quality paradigm to understanding thevoice of the `̀ individual customer'' rather than the customer in general.
To emphasize the role of technology as a competitive strategy, Kolarik (1995)noted the emergence of the techno-craft quality paradigm. The techno-craftquality paradigm may be seen as an attempt to return to the old operator qualitycontrol (custom-craft) paradigm where products are designed and built exactlyas the customer requests. Of course, today's customer expectation is not assimple as in the past. The techno-shift will allow no guesswork, time lag andfaulty execution (Watson, 1998). It calls for a greater emphasis and priority onfaultless products and services, getting products right during design, andintelligent controlling, monitoring and diagnosis systems among others. Some ofthese are not totally new, but they are needed much more now than ever. Thisemerging paradigm may be viewed as a part or an extension of the existingTQM paradigm. However, explicitly describing it as an emerging paradigmhighlights and focuses on its distinctive features. The techno-craft qualityparadigm calls for more recognition on the role of technology to meet theindividual customer expectations. Watson (1998) noted that quality professionalneeds to become technologically astute to lead into the twenty-first century.
Generally, it can been seen from the above that the quality paradigmsevolved in tandem with manufacturing practice requirements. Both areintertwined and interrelated to each other. Each paradigm addresses specificdominant challenges and distinctive aspects at that specific period. Initially, thebasis was on the responsibility and nature of activity (inspection), then movedon to the data interpretation tools (SQC), the system (TQC), the integrationphilosophy (TQM), and currently the technology (techno-craft). Kolarik (1995)noted that most of the quality systems in practice manifest characteristics ofmore than one quality paradigm.
Quality management and quality engineeringIt is necessary to provide a distinction between quality management (softaspects of quality) and quality engineering (technical aspects of quality) forsetting the focus and the direction for further development. This is alsonecessary to gain better understanding on issues affecting each aspect. Puttingeverything under the TQM banner may be proper when addressing qualityissues from integration and conceptual perspectives. Quality management andquality engineering advocates may be addressing similar quality issues buttheir treatment is normally different in terms of depth and breadth. This maybe seen from the coverage of standard texts on quality. It is becoming commonfor standard texts on quality management to also include some technicalaspects of quality engineering, but at general and appreciation levels. On theother hand, some quality engineering texts also briefly address the qualitymanagement issues. These two dichotomies are not mutually exclusive butrather, are complementary. Generally, quality engineers and quality managersrequire different levels of the respective skills.
IJQRM17,8
864
Traces of quality orientation and approach reveal that quality managementborrows many elements of the previously developed quality paradigms.Initially, quality management appeared to be just a repackaging of old ideas(Bounds et al., 1994). The widely publicized aspect of quality management isthe TQM philosophy. Bounds et al. (1994) noted that many of the TQMelements are rooted in theories and practices of management that weredeveloped in America and Japan. Scientific management, group dynamic,training and development, motivation, employee involvement, sociotechnicalsystems, organisation development, corporate culture, the new leadershiptheory, concepts of organisations, strategic planning are some of TQM's roots(Schmidt and Finnigan, 1992). TQM elements include continual improvement,competitive benchmarking, employee empowerment, team approach andknowledge of tools (Stevenson, 1996).
TQM philosophy may yet be regarded as a passing fad (Bounds et al., 1994).However, some regard TQM as the `̀ fourth-generation management'' (Green,1994). Yun et al. (1996) noted that the biggest injustice to TQM is to give it a`̀ special status''. Managers have treated it as a different program from thenormal management processes. Bounds et al. (1994) propose that people shouldjust speak of `̀ management'' rather than using buzzwords like `̀ TQM'' once theorganizations achieve the state of normality (successfully implement TQM as acorporate way of life). The involvement of top management in quality issuesshould not overshadow the role and contribution of engineering towardsquality. Training on the ISO 9000 quality management system and themanagement biased TQM alone should not be regarded as sufficientpreparation to deliver attractive quality and to delight customers. Theengineering aspects of quality deserve more publicity and attention,particularly in facing the emerging techno-craft quality paradigm.
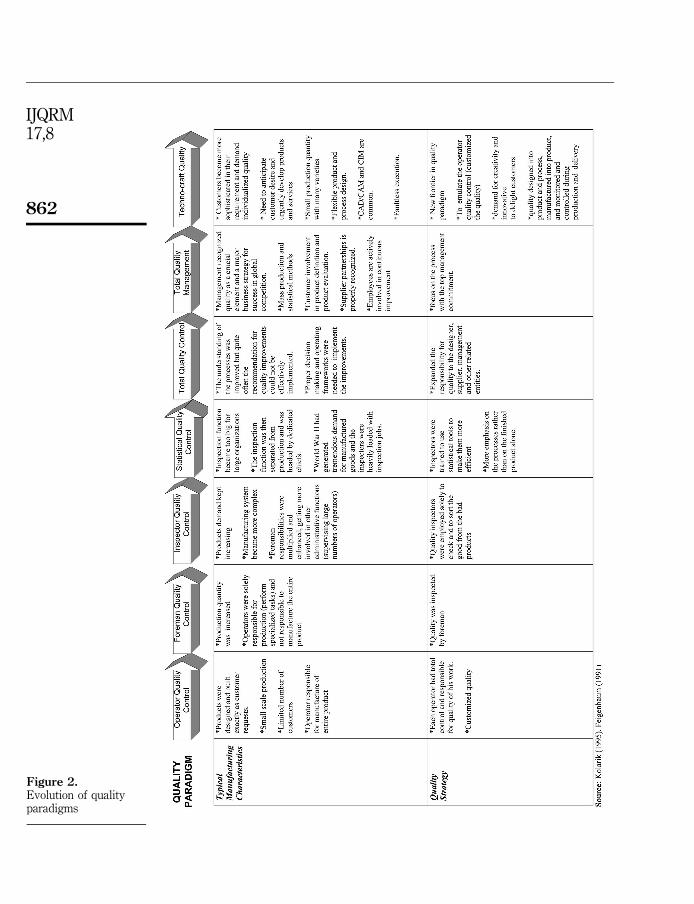
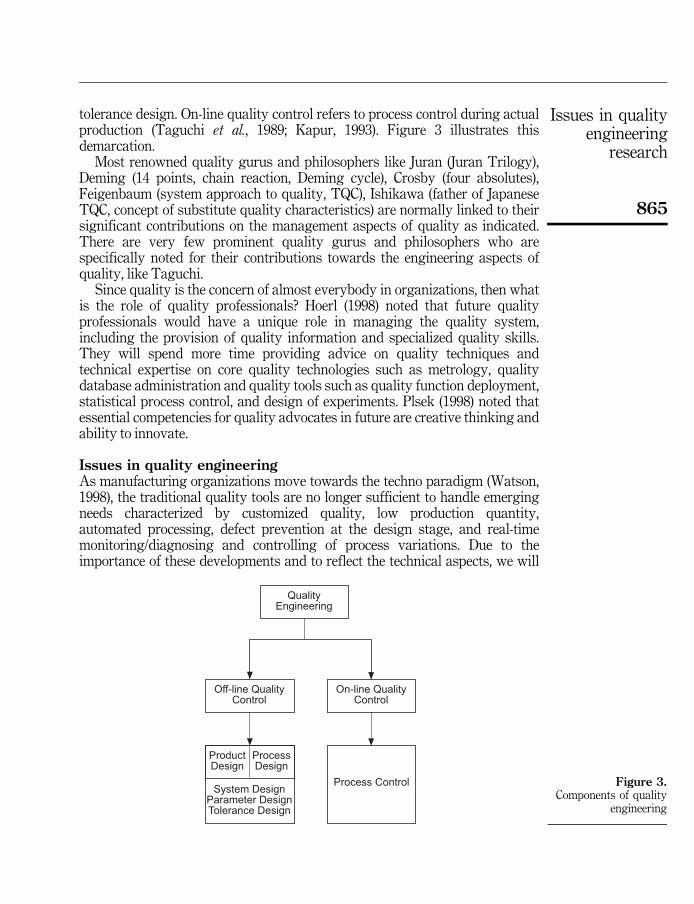
Our review shows that there is limited literature describing a clear definitionand scope of quality engineering. Much of the literature which includes qualityengineering in its title typically covers design of experiments, such as Taguchitechniques (Taguchi et al., 1989; Phadke, 1989; Ross, 1996; Kazmierski, 1995)and statistical process control tools (Kazmierski, 1995). Phadke (1989)described quality engineering as being concerned with reducing unitmanufacturing cost and cost incurred after sale. It is an interdisciplinaryscience involving engineering design, manufacturing operations, andeconomics. Taguchi (1985) described quality engineering as the technique usedto improve performance and reduce functional variations caused by three typesof noises, namely, environmental conditions (outer noise), deterioration (innernoise) and manufacturing imperfection. He noted that the overall aim of qualityengineering is to produce products that are robust to all noise factors. Taguchiseparates quality control activities into two parts, which are off-line qualitycontrol and on-line quality control (Taguchi et al., 1989). Off-line quality controlis concerned with identifying customer needs and expectation, product designand process design. Taguchi also introduced a three-tier approach for productand process design which consists of system design, parameter design and
Issues in qualityengineering
research
865
tolerance design. On-line quality control refers to process control during actualproduction (Taguchi et al., 1989; Kapur, 1993). Figure 3 illustrates thisdemarcation.
Most renowned quality gurus and philosophers like Juran (Juran Trilogy),Deming (14 points, chain reaction, Deming cycle), Crosby (four absolutes),Feigenbaum (system approach to quality, TQC), Ishikawa (father of JapaneseTQC, concept of substitute quality characteristics) are normally linked to theirsignificant contributions on the management aspects of quality as indicated.There are very few prominent quality gurus and philosophers who arespecifically noted for their contributions towards the engineering aspects ofquality, like Taguchi.
Since quality is the concern of almost everybody in organizations, then whatis the role of quality professionals? Hoerl (1998) noted that future qualityprofessionals would have a unique role in managing the quality system,including the provision of quality information and specialized quality skills.They will spend more time providing advice on quality techniques andtechnical expertise on core quality technologies such as metrology, qualitydatabase administration and quality tools such as quality function deployment,statistical process control, and design of experiments. Plsek (1998) noted thatessential competencies for quality advocates in future are creative thinking andability to innovate.
Issues in quality engineeringAs manufacturing organizations move towards the techno paradigm (Watson,1998), the traditional quality tools are no longer sufficient to handle emergingneeds characterized by customized quality, low production quantity,automated processing, defect prevention at the design stage, and real-timemonitoring/diagnosing and controlling of process variations. Due to theimportance of these developments and to reflect the technical aspects, we will
QualityEngineering
ProductDesign
Off-line QualityControl
ProcessDesign
System DesignParameter DesignTolerance Design
On-line QualityControl
Process Control Figure 3.Components of quality
engineering
IJQRM17,8
866
refer to these quality tools as quality engineering tools. Special emphasis isdirected towards the more prominent tools such as statistical process control(SPC), quality function deployment (QFD), and design of experiment (DoE)/Taguchi methods.
The next section will review these developments. For the purpose of thispaper we adopt Taguchi's demarcation of quality engineering, i.e. off-line andon-line quality (Figure 3). This review is not intended to provide the relativemerits and benefits of the tools covered, but rather it intends to provide a briefreview on recent advances and indicates opportunities for further investigation.
Advances in off-line QE toolsThe emerging quality paradigm calls for quality to be `̀ designed into theproduct'' rather than to be `̀ inspected on the product''. This section discussessome advances related to off-line quality tools focusing on quality functiondeployment (QFD), design of experiment (DoE), and Taguchi methods. Thesetools have proven to be very useful in designing quality into products,processes and manufacturing systems.
Quality function deployment (QFD)QFD is a powerful methodology for translating customer requirements (voiceof customers) into product design requirements. It has attracted much attentionfrom researchers and has experienced significant advancements since it waspioneered by Dr Shigeru Mizuno and Dr Yoji in the 1960s. Ross (1988) notedthat QFD is the first technique to provide a means of operationalisingsimultaneous engineering. It enables different groups of individuals to reachconsensus on the product, process and production requirements to effectivelymeet the customized quality in a shortened cycle time.
QFD applicationThe application of QFD technique has expanded beyond the traditionalmanufacturing industries to various fields such as construction, civilengineering, facility design, health care, finance and software development.Oswald (1995) reported the use of QFD in the engineering and construction ofengineering facilities which are highly complex, requiring hundreds of majordecisions to be made by many people. Douglas (1995) used QFD to optimize thehealth care facilities to satisfy the needs of patients, staff and owners. Pushpika(1994) developed a framework based on QFD to guide the design of activitybased costing (ABC). Haag et al. (1996) reported on the implementation of QFDin software development by major software vendors. They noted increasedusage of QFD among the vendors in their endeavor to improve the quality ofsoftware development.
QFD methodology improvement, computerization and integrationThe QFD methodology itself has been improved, simplified, computerised andintegrated with other tools (Sriraman et al., 1990, Fung and Popplewell, 1995a;

Issues in qualityengineering
research
867
Khoo et al., 1996). Fung and Popplewell (1995a) proposed a hybrid approach toprioritise and determine the relative importance of various customerrequirements and product attributes. Fung and Popplewell (1995b), Olbon(1995) and Lee (1995) proposed a methodology of fuzzy inference to overcomelimitations in the conventional QFD approach, such as when dealing with theimprecise and inexact voice of a customer. Farmer (1997) developed amethodology to improve the consistency of the customer's `̀ true requirement''and reduced the time required in product development.
Trappey et al. (1996) developed a prototype computer-aided QFD system forspecifying and analysing customers' needs, deriving improvement strategiesand formalising records of progress. Lee (1995) developed a new methodologyto incorporate optimization in QFD. Lidsey (1996) developed an integrateddecision support model for large systems (US Air Force) using QFD and goalprogramming. Shekhar (1995) developed a framework for an expert systemwhich incorporated concurrent engineering (CE) and QFD. A methodology forcombining CE concepts with QFD was proposed. Sriraman et al. (1990)proposed a methodology for integrating QFD and DoE through object-orienteddatabases. Wasserman et al. (1993) proposed the use of fuzzy set theory toderive an overall customer satisfaction index. Fuzzy set theory was suggestedfor converting linguistic information to their corresponding fuzzy numbers.Khoo et al. (1996) developed an approach centered on the application ofpossibility theory and fuzzy arithmetic to address the ambiguity in the `̀ voiceof customer''. They proposed a fuzzy quality function deployment (FQFD)system
Design of experiment and Taguchi methodsThe objective of design of experiment (DoE) is to design quality into productsand the processes that build them. Japanese engineers had much earlierexposure to DoE concepts compared to their Western counterparts. Only in the1980s did Western industries begin to recognise the great potential of DoE(Montgomery, 1996b). Taguchi, who is famous with his robust designapproach, advocates a philosophy of quality engineering that is broadlyapplicable. Prior to this, one had to have a solid statistical background to carryout design of experiment intelligently. Many companies have reported successwith the use of Taguchi's methods. Bendall et al. (1989) provide collections ofcase studies on this covering the applications in the automotive, electronics,plastics, information technology and process industries.
The Taguchi methods which are traditionally used for product and processdesign have played an important role in manufacturing systems design. Chenand Chen (1996) presented a robust job shop manufacturing system designprocedure based on Taguchi's concepts and response surface methodology(RSM). Mezgar et al. (1997) provide a methodology for design and real-timereconfiguration of robust manufacturing systems which combine the DoE,Taguchi methods and knowledge-based simulation techniques.
IJQRM17,8
868
The broad philosophy recommended by Taguchi is inherently soundalthough some technical issues have drawn criticism. His approach has beensuccessfully implemented in high volume and low cost manufacturingenvironments. However, in low volume and high cost manufacturing such as inthe aerospace industry, the deficiency in Taguchi's method can be significant.Taguchi's methodology suffers from the aliasing of critical interactions. As analternative, the use of response surface methods (RSM) has been recommended(Montgomery, 1996b). Montgomery maintains that RSM is fully adaptable tothe Taguchi robust design objectives.
It has been identified that there is a growing need to address qualityengineering based on multiple-response experiments. The traditional Taguchimethod is insufficient to handle such a complicated problem (Tong and Su,1997). Therefore, a more effective approach is required to simultaneouslyoptimize multi-responses. One possible solution is by using goal programmingin conjunction with Taguchi method as proposed by Reddy et al. (1997).
Implementation of DoE techniques in practice can be a difficult task.Successful implementation of DoE techniques requires technical knowledge forplanning, design, and analysis. Pham and Oztemel (1996) noted that it ispossible to devise a computer-based intelligent system which can assist usersto design complex experiments quickly and analyze the results correctly.
Advances in on-line QE toolsBesides the off-line QE tools advancement, the on-line QE tools also haveundergone significant development. The issues discussed in this section mainlyfocus on process monitoring and controlling tools. Since no process is perfect(free from any variation) even with automation, process monitoring andcontrolling tools are always necessary to detect, reduce, and preventdisturbances (variation). These could be attributed to wear and tear, vibration,inconsistencies in operations etc. A preventive measure through listening to the`̀ voice of the process'' could be achieved from proper implementation of SPCsystems (Oakland, 1996). According to Dale and Shaw (1991) SPC is viewed indifferent ways, ranging from a very narrow meaning (control charts) to a muchwider meaning to include other quality control tools such as process capabilityand the seven basic tools. Montgomery (1996a) views SPC as advanced toolslying along a continuum between acceptance sampling and design ofexperiments. The SPC techniques are aimed at on-line quality improvementand should only be implemented after enough effort and resources have beendirected towards `̀ creating'' the quality at the design stage (off-line qualitycontrol).
SPC applicationsThe application of SPC tools which was traditionally limited to themanufacturing industry has expanded to non- manufacturing sectors such ashealth care, education, banking, government and other services industries
Issues in qualityengineering
research
869
(Wood, 1994; Palm et al., 1997). One of the contributing factors for thisextension could be due to the requirement in quality system ISO 9000 whichrequires organizations to use statistical methods.
Expansion of SPC applications in recent years has caused newmethodologies to be developed to satisfy new problems (Montgomery, 1996a).The traditional control charts which originated from Shewhart in 1924 haveundergone many improvements. The competitive environment also demandsmonitoring and controlling tools that perform better statistically andeconomically. New types of control charts have emerged to provide tools thatare more suitable for specific applications. Advancement has also been made inshort-run job-shop, multiple streams, multivariate and continuous processapplications.
SPC in short-run job-shopIt has been difficult to apply traditional SPC charts efficiently and effectivelyfor low volume production in job-shops (short run processes) as not enoughproducts were produced to establish the control charts. This limitation can beovercome by focusing on the process characteristic rather than thecharacteristic of the product itself. Other approaches are by using the deviationfrom nominal (DNOM) control chart or the standardized charts. Montgomery(1996a) noted that CUSUM and exponentially weighted moving-average(EWMA) control charts which have rapid shift detection capability are alsoeffective for short run production. Quesenberry (1991) had proposed Q-chartsand noted that they could be used for both short or long production runs. Otherresearchers such as Chan et al. (1996), Sower et al. (1994), and Lin et al. (1997)have also contributed towards short-run SPC.
SPC in continuous processes and integration between SPC and EPCSPC, which was dominated by discrete manufacturing, is also becoming morepopular in continuous processes such as in chemical and process industries.Traditionally, these industries implement engineering process control (EPC) orautomatic process control (APC) to manipulate process variables to keep theprocess output to the desired target (Montgomery, 1996a). There have beendisputes regarding the effectiveness between EPC and SPC among engineers andstatisticians. However, lately much interest is given towards integrating them.Montgomery (1996a) noted that integration of SPC and EPC is likely to result inmore significant process improvement than EPC or SPC alone. EPC will keep thesystem on target and SPC will aim at eliminating assignable causes. Researcherssuch as Faltin and Tuckers (1991), Hoer and Palm (1992), Box and Kramer (1992)Montgomery et al. (1994), Sachs et al. (1995) and Janakiram and Keats (1998),among others, have addressed the SPC and EPC issues.
Multiple streams and multivariate control chartsDevelopments in manufacturing technology have enabled multiple units to beproduced from the same source almost simultaneously. Traditional control
IJQRM17,8
870
charts seem to be irrelevant for such situations. A group control chart formultiple streams has been developed for these purposes. Meanwhile,automated inspection has enabled more than one related quality parameter(multivariate) to be measured simultaneously. The procedures for multivariatecontrol charting such as hotelling T2, multivariate CUSUM and multivariateEWMA have been developed and enhanced. Mason et al. (1997) noted that themajor drawback of most multivariate control chart procedures is that they donot directly identify the contributing variables for the out of control situation.Researchers such as Adam (1994), Fuchs and Benjamini (1994), Subramanianand Houshman (1995) and Atienza et al. (1998), among others, have contributedtoward multivariate graphical representations to assist in their interpretation.Meanwhile, researchers such as Alt (1985), Jackson (1985), Mason et al. (1995),Nedumaran and Pignatiello (1998) and Mason and Young (1999), among others,have addressed the issues in identifying the contributing variables for the outof control situation in multivariate SPC (MSPC) charting. Lowry andMontgomery (1995) noted that interest in MSPC will continue to grow.
Automated SPC systemsAutomated SPC systems will play an important role in the techno paradigm ofquality systems. Spedding and Chandrashekar (1997) developed decisionsupport tools for the design and implementation of SPC systems. The system isproposed to assist in evaluating various configurations of SPC strategies.Artificial intelligence has also been integrated into SPC. Dagli (1988) developedan expert system as an advisor to guide in selection of control charts. Tsacleand Aly (1996) developed an expert system for implementing SPC in a hospitalto advise hospital personnel on how to measure and control their processeseffectively.
Automated SPC pattern recognition systemsTechnological development has enabled on-line automated data collection at ahigh rate. Rapid data acquisition allows for rapid data analysis andinterpretation for timely notification of process deterioration. Researchers suchas Pham and Oztemel (1993), Cheng (1997) and Al-Ghanim (1997) havedeveloped automated SPC pattern recognition systems. The automated controlchart pattern recognition systems serve the need to intelligently analyze andclassify various disturbance patterns. Such systems are particularly importantfor the computer integrated manufacturing environment. Various patternrecognition techniques have been implemented, including expert systems,neural networks and fuzzy sets.
Design of SPC chartsDevelopment also has been reported in the design of control charts. In thetraditional approach, the design of control charts was based mainly on statisticalcriteria and practical experience (Dale and Shaw, 1991). Since the implementationof control charts has economic consequences, new procedures have been
Issues in qualityengineering
research
871
introduced to include economic and statistical consideration in choosing theparameters. Montgomery (1980), Vance (1983) and Ho and Case (1994) providereviews on this subject. Keats et al. (1997) noted that there is still limited actualimplementation of economic-statistical control chart design in practice and thereis a need for further research to develop simple and standard approaches.
Another recent development is in the design of process control charts basedon the concepts of adaptive parameters such as for sampling intervals, samplesizes and control limits. Tagaras (1998) provides a survey of recentdevelopments in the design of adaptive control charts and he concluded thatutilization of adaptive charts can increase significantly the effectiveness ofprocess monitoring.
ConclusionThis paper has reviewed development in quality and noted that the traditionalquality tools appear to be insufficient to cope with advances in manufacturing. Asthe role of technology becomes more important, the techno-craft quality paradigmhas emerged. Quality professionals from the traditional engineering and sciencefields need to continue contributing to the advancement of quality engineering.
The following advances in quality engineering have been identified:
. Application of quality engineering tools and techniques has broadenedto non-manufacturing areas.
. Quality tools and techniques have been enhanced and modified to suitnew challenges in manufacturing and to satisfy the emerging qualityparadigm.
. Significant interest is growing in the use of information technology toenhance the effectiveness of quality engineering tools and techniques.
. Integration of the tools is becoming more prevalent.
To serve the new generation of manufacturing, new theories, methodologiesand technologies in quality engineering need to be developed while the existingones need to be enhanced and applied. While this review is not exhaustive, itdoes provide some indication of current trends and opportunities in qualityengineering research.
References
Adams, B.M. (1994), `̀ The multivariate control web'', Quality Engineering, Vol. 6 No. 4, pp. 533-45.
Al-Ghanim, A. (1997). `̀ An unsupervised learning neural algorithm for identifying processbehavior on control charts and comparison with supervised learning approaches'',Computers & Industrial Engineering, Vol. 32 No. 3, pp. 627-39.
Alt, F.B. (1985), `̀ Multivariate quality control'', in Kotz and Johnson (Eds), Encyclopedia ofStatistical Sciences, Vol. 6, John Wiley, New York, NY, pp. 110-22.
Atienza, O.O., Tang, L.C. and Ang, B.W. (1998), `̀ Simultaneous monitoring of univariate andmultivaraite SPC information using boxplots'', International Journal of Quality Science,Vol. 3 No. 2. pp. 194-204.

IJQRM17,8
872
Bendal, A., Disney, J. and Pridmore, W.A. (1989), Taguchi Methods: Application in WorldIndustry, IFS Publications, Springer-Verlag, New York, NY.
Besterfield, D.H. (1994), Quality Control, 4th ed, Prentice-Hall, Englewood Cliffs, NJ.
Bounds, G., Yorks, L., Adams, M. and Ranney, G. (1994), Beyond Total Quality Management:Towards The Emerging Paradigm, McGraw-Hill, New York, NY.
Box, G. and Kramer, T. (1992), `̀ Statistical process monitoring and feedback adjustment ± adiscussion'', Technometrics, August, Vol. 34 No. 3, pp. 251-67.
Chan, L.K., Macpherson, B.D. and Xiao, P.H. (1996), `̀ Standardized p control charts for shortruns'', International Journal of Quality & Reliability Management, Vol. 13 No. 6, pp. 88-95.
Chen, L.-H. and Chen, Y.-H. (1996), `̀ A design procedure for a robust job shop manufacturingsystem under constraint using computer simulation experiments'', Computers & IndustrialEngineering, Vol. 30 No. 1, pp. 1-12.
Cheng, C.S. (1997), `̀ A neural network approach for the analysis of control chart patterns'', Int. J.Prod. Res., Vol. 35 No. 3, pp. 667-97.
Crosby, P.B. (1979), Quality is Free: The Art of Making Quality Certain, McGraw-Hill, New York,NY.
Dagli, C.H. (1988), `̀ Expert system for selecting quality control charts'', in Kusiak, A. (Ed.), ExpertSystems: Strategies and Solutions in Manufacturing Design and Planning, Society ofManufacturing Engineers, MI, pp. 325-43.
Dale, B.G. and Shaw, P. (1991), `̀ Statistical process control: an examination of some queries'',International Journal of Production Economics, Vol. 22, pp. 33-41.
Dar-El, E.M. (1997), `̀ What we really need is TPQM!'', International Journal of ProductionEconomics, Vol. 52, pp. 5-13.
Deming, W.E. (1986), Out of Crisis, MIT, Cambridge, MA.
Douglass, V.Z. (1995), `̀ Implementing quality function deployment and comparison to traditionalprogramming in a health care facility'', unpublished PhD dissertation, Texas A&MUniversity, College Station, TX.
Faltin, F.W. and Tuckers, W.T. (1991), `̀ On-line quality control for the factory of the 1990s andbeyond'', in Keats, J.B and Montgomery, D.C. (Eds), Statistical Process Control inManufacturing, Marcel Dekker, New York, NY.
Farmer, L.E. (1997), `̀ Customer focused product development'', World Congress ManufacturingTechnology Towards 2000, Cairns, pp. 639-49.
Feigenbaum, A.V. (1961), Total Quality Control, McGraw-Hill, New York, NY.
Feigenbaum, A.V. (1983), Total Quality Control, 3rd ed., McGraw-Hill. New York, NY.
Feigenbaum, A.V. (1991), Total Quality Control, 3rd ed (revised), McGraw-Hill, New York, NY.
Fuchs, C. and Benjamini, Y. (1994), `̀ Multivariate profile charts for statistical process control'',Technometrics, Vol. 36 No. 2, pp. 182-95.
Fung, R.Y.K. and Popplewell, K. (1995a), `̀ The analysis of customer requirements for effectiverationalisation of product attributes in manufacturing'', Proceedings 3rd InternationalConference on Manufacturing Technology, Chiang Industrial Charity Foundation, HongKong, pp. 297-303.
Fung, R.Y.K. and Popplewell, K. (1995b), `̀ The engineering of market driven product attributesusing a fuzzy inference approach'', Proceedings 3rd International Conference onManufacturing Technology, Chiang Industrial Charity Foundation, Hong Kong, pp. 287-96.
Green, C. (1994), A Business Week Guide: The Quality Imperative, McGraw-Hill, New York, NY.
Haag S., Raja, M.K. and Schkade, L.L. (1996), `̀ Quality function deployment: usage in softwaredevelopment'', Communications of the ACM, January, Vol. 39 No.1, pp. 42-9.

Issues in qualityengineering
research
873
Ho, C. and Case, K. (1994), `̀ Economic design of control charts: a literature review for 1981-1991'',Journal of Quality Technology, Vol. 26 No. 1, pp. 39-53.
Ho, S.K. (1995), `̀ Promoting TQM to small and medium industries in Malaysia'', in Kanji, G.K.(Ed.), Total Quality Management: Proceedings of the First World Congress, Chapman &Hall, London.
Hoerl, R.W. (1998), `̀ Six sigma and the future of the quality profession'' , Quality Progress, June,pp. 35-42.
Hoerl, R.W. and Palm, A.C. (1992), `̀ Discussion: integrating SPC and SPC'', Technometrics, Vol. 34No. 3, pp. 268-72.
ISO 9000 (1992), International Organization for Standardization, Geneva.
Jackson, J.E. (1985). `̀ Multivariate quality control'', Communication Statistic-theory and Methods,Vol. 14 No. 11, pp. 2657-88.
Janakiram, M. and Keats, J.B. (1998), `̀ Combining SPC and EPC in a hybrid industry'', Journal ofQuality Technology, Vol. 30 No. 3, pp. 189-200.
Juran, J.M. (1988), Juran on Planning for Quality, The Free Press, New York, NY.
Kano, N., Seraku, N., Takahashi, F. and Tsuji, S. (1984), `̀ Attractive quality vs must be quality'',Hinshitsu, Vol. 14 No. 2, pp. 147-56.
Kapur, K.C. (1993), `̀ Quality engineering and tolerance design'' in Kusiak, K. (Ed.), ConcurrentEngineering: Automation, Tools, and Techniques, John Wiley & Sons, New York, NY,pp. 287-306.
Kazmierski, T.J. (1995), Statistical Problem Solving in Quality Engineering, McGraw-Hill,New York, NY.
Keats, J.B., Castello, E.D., Collani, E.V. and Saniga, E.M. (1997), `̀ Economic modelling forstatistical process control'', Journal of Quality Technology, Vol. 29 No. 2, pp. 144-7.
Khoo, L.P. and Ho, N.C. (1996), `̀ Framework of a fuzzy quality function deployment system'', Int.Journal Production Research, pp. 299-311.
Kolarik, W.J. (1995), Creating Quality: Concepts, Systems, Strategies and Tools, McGraw-Hill,New York, NY.
Lee, K. (1995), `̀ A method to incorporate optimization and fuzzy information in quality functiondeployment (customer requirements)'', unpublished PhD dissertation, Wichita StateUniversity, Wichita, KS.
Lidsey, K. Jr (1996), `̀ A decision support model for large systems using quality functiondeployment and goal programming: a capital budgeting problem'', unpublished MScdissertation, Old Dominion University, Norfolk, VA.
Lin, S.-Y., Lai, Y.-J. and Chang, S.I. (1997), `̀ Short-run statistical process control: multicriteria partfamily formation'', Quality and Reliability Engineering International, Vol. 13 No. 1, pp. 9-24.
Lowry, C.A. and Montgomery, D.C. (1995), `̀ A review of multivariate control chart'', IIETransaction, Vol. 27, pp. 800-10.
Mason, R.L. and Young, J.C. (1999), `̀ Improving the sensitivity of the T2 statistic in multivariateprocess control'', Journal of Quality Technology, Vol. 31 No. 2, pp. 155-65.
Mason, R.L., Tracy, N.D. and Young, J.C. (1995), `̀ Decomposition of T2 for multivariate controlchart interpretation'', Journal of Quality Technology, Vol. 27 No. 2, pp. 99-108.
Mason, R.L., Champ, C.W., Tracy, N.D., Wierda, S.J. and Young, J.C. (1997), `̀ Assessment ofmultivariate process control techniques'', Journal of Quality Technology, Vol. 29 No. 2,pp. 140-3.
Mezgar, I., Egresits, C. and Monostori, L. (1997), `̀ Design and real time reconfiguration of robustmanufacturing systems by using design of experiments and artificial neural networks'',Computers in Industry, Vol. 33, pp. 61-70.

IJQRM17,8
874
Montgomery, D.C. (1980), `̀ The economic design of control charts: a review and literaturesurvey'', Journal of Quality Technology, Vol. 12 No. 2, pp. 75-87.
Montgomery, D.C. (1996a), Introduction to Statistical Quality Control, 3rd ed., John Wiley andSons, New York, NY.
Montgomery, D.C. (1996b), Design and Analysis of Experiments, 4th ed., John Wiley and Sons,New York, NY.
Montgomery, D.C., Keats, J.B., Runger, G.C. and Messina, W.S. (1994), `̀ Integrating statisticalprocess control and engineering process control'', Journal of Quality Technology, Vol. 26,pp. 79-87.
Nedumaran, G. and Pignetiello, J.J. (1998), `̀ Diagnosing signals from T2 and �2 multivariatecontrol charts'', Quality Engineering, Vol. 10 No. 4, pp. 657-67.
Noori, H. (1993), Workshop on Managing the Dynamics of New Technology: Issues inManufacturing Management, 30 September-1 October, Selangor.
Oakland, J.S. (1996), Statistical Process Control, Butterworth-Heinemann, Oxford.
Olbon, C. (1995), `̀ The application of fuzzy logic to the quality function deployment house ofquality'', unpublished MSE dissertation, University of Alabama, Huntsville, AL.
Oswald, T. (1995), `̀ A model for using quality dunction deployment in engineering projectdevelopment'', unpublished PhD dissertation, Clemson University, Chemson, SC.
Palm, A.C., Rodriguez, R.N., Spiring, F.A. and Wheeler, D.J. (1997), `̀ Some perspectives andchallenges for control chart methods'', Journal of Quality Technology, Vol. 29 No. 2, pp. 122-7.
Phadke, M.S. (1989), Quality Engineering Using Robust Design, Prentice-Hall, Englewood Cliffs,NJ.
Pham, D.T. and Oztemel, E. (1993), `̀ Control chart pattern recognition using combinations ofmultilayer perceptions and learning vector quantization neural networks'', Proc InstnMech Engrs, Vol. 207, pp. 113-18.
Pham, D.T. and Oztemel, E. (1996), Intelligent Quality Systems, Springer-Verlag, London.
Plsek, P.E. (1998), `̀ Incorporating the tools of creativity into quality management'', QualityProgress, March, pp. 21-8.
Pushpika, S.H. (1994), `̀ A study of activity-based costing in small manufacturing companies: aquality function deployment framework to guide implementation'', unpublished PhDDissertation, University of Missouri, Rolla, MO.
Quesenberry, C.P. (1991), `̀ SPC Q charts for start-up processes and short or long runs'', Journal ofQuality Technology, Vol. 23.
Reddy, P.B.S., Nishina, K. and Babu, A.S. (1997), `̀ Unification of robust design and goalprogramming for multiresponse optimization ± a case study'', Quality and ReliabilityEngineering International, Vol. 13, pp. 371-83.
Ross, P.J. (1988), `̀ The role of Taguchi methods and design of experiments in QFD'', QualityProgress, June.
Ross, P.J. (1996), Taguchi Techniques for Quality Engineering, 2nd ed., McGraw-Hill, New York,NY.
Sachs, E., Hu, A. and Ingolfsson (1995), `̀ A run by run process control: combining SPC andfeedback control'', IEEE Transactions on Semiconductor Manufacturing, Vol. 8 No. 1,pp. 26-43.
Schmidt, W.H. and Finnigan, J.P. (1992), The Race without a Finish Line, Jossey-Bass,San Francisco, CA.
Shekhar, A. (1995), `̀ A customer-driven information decomposition and control system'',unpublished PhD dissertation, Kansas State University, Manhattan, KS.

Issues in qualityengineering
research
875
Sower, V.E., Motwani, J.G. and Savoie, M.J. (1994), `̀� charts for short run statistical processcontrol'', International Journal of Quality & Reliability Management, Vol. 11 No. 6, pp. 50-6.
Speeding, TA. and Chandrashekar, M. (1997), `̀ A discrete event simulation environment forstatistical process control'', Proceedings of the 4th International Conference ComputerIntegrated Manufacturing, Vol. 1, 21-24 October, Springer, pp. 507-15.
Sriraman, V., Tosirisuk, P. and Chu, H.W. (1990), `̀ Object oriented databases for quality functiondeployment and Taguchi methods'', Computers & Industrial Engineering, Vol. 19 No. 1-4,pp. 285-9.
Stamatis, D.H. (1997), TQM Engineering Handbook, Marcel Dekker, New York, NY.
Stevenson, W.J. (1996), Production/Operations Management, 5th ed., Irwin, Chicago, IL.
Subramanyam, N. and Houshmand, A.A. (1995), `̀ Simultaneous representation of multivariateand corresponding univariate x-bar charts using line graph'', Quality Engineering, Vol. 7No. 4, pp. 681-92.
Tagaras, G. (1998), `̀ A survey of recent developments in the design of adaptive control charts'',Journal of Quality Technology, Vol. 30 No. 3, pp. 212-31.
Taguchi, G. (1985), `̀ Quality engineering in Japan'', Bull. Japan Soc. of Precision Engineering,Vol. 19 No. 4, pp. 237-42.
Taguchi, G. (1986), Introduction to Quality Engineering: Designing Quality into Products andProcesses, Kraus International, UNIPUB (Asian Productivity Organisation), White Plains,New York, NY.
Taguchi, G., Elsayed, A.E. and Hsiang, T.C. (1989), Quality Engineering in Production Systems,McGraw-Hill, New York, NY.
Tong, L.-I. and Su, C.-T. (1997), `̀ Optimizing multiple-response problems in Taguchi method byfuzzy multiple attribute decision making'', Quality and Reliability EngineeringInternational, Vol. 13, pp. 25-34.
Trappey, C.V., Trappey, A.J.C. and Hwang, S.-J. (1996), `̀A computerised quality function deploymentapproach for retail services'', Computers & Industrial Engineering, Vol. 30 No. 4, pp. 611-22.
Tsacle, E.G. and Aly, N.A. (1996), `̀ Expert system model for implementing statistical processcontrol in the health care industry'', Computers & Industrial Engineering, Vol. 31 Nos 1/2,pp. 447-50.
Vance, L.C. (1983), `̀ A bibliography of statistical quality control chart techniques, 1970-1980'',Journal of Quality Technology, Vol. 15, pp. 59-62.
Wasserman, G.S., Mohanty, G.P., Sudjianto, A. and Sanrow, C.W. (1993), `̀ Using fuzzy set theoryto derive an overall customer satisfaction index'', The Fifth Symposium on QualityFunction Deployment, pp. 36-54.
Watson, G.H. (1998), `̀ Digital hammers and electronic nails ± tools of the next generation'',Quality Progress, July, pp. 21-6.
Wood, M. (1994), `̀ Statistical methods for monitoring service process'', International Journal ofService Industry Management, Vol. 5 No. 4, pp. 53-68.
Yun, C.Z., Yong, Y.W. and Loh, L. (1996), The Quest for Global Quality: A Manifestation of TotalQuality Management by Singapore Airlines, Addison-Wesley, Singapore.