m o d u l p r a k t i k u m t e k n i k i n d u s t r i t...
TRANSCRIPT

MODUL PRAKTIKUM TEKNIK INDUSTRI TERPADU 1
GAMBAR TEKNIK MANUFAKTUR RSK & E
P r o g r a m S t u d i S 1 T e k n i k I n d u s t r iF a k u l t a s T e k n o l o g i I n d u s t r i d a n I n f o r m a t i k a
I n s t i t u t T e k n o l o g i T e l k o m P u r w o k e r t o2 0 1 9
Modul PTIT 1 | 1
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Kuasa, yang telah memberikan
rahmat-Nya sehingga Modul Praktikum Teknik Industri Terpadu 1 untuk
mahasiswa/i Program Studi Teknik Industri Fakultas Teknologi Industri dan
Informatika Institut Teknologi Telkom Purwokerto ini dapat diselesaikan dengan
sebaik-baiknya.
Modul praktikum ini dibuat sebagai pedoman dalam melakukan kegiatan
pembelajaran pada Program Studi Teknik Industri. Modul praktikum ini
diharapkan dapat membantu mahasiswa/i dalam mempersiapkan dan
melaksanakan praktikum dengan lebih baik, terarah, dan terencana. Modul
praktikum ini terdiri dari 7 topik, yaitu Gambar Teknik, Perencanaan Proses,
Proses Manufaktur I, Proses Manufaktur II, dan Pemetaan dan Analisis Metode
Kerja. Pada setiap topik yang telah ditetapkan tujuan pelaksanaan praktikum dan
semua kegiatan yang harus dilakukan oleh mahasiswa/i serta teori singkat untuk
memperdalam pemahaman mahasiswa/i mengenai materi yang dibahas.
Penyusun menyakini bahwa dalam pembuatan Modul Praktikum Teknik
Industri Terpadu I ini masih jauh dari sempurna. Oleh karena itu penyusun
mengharapkan kritik dan saran yang membangun guna penyempurnaan modul
praktikum ini dimasa mendatang.
Akhir kata, penyusun mengucapkan banyak terima kasih kepada semua
pihak yang telah membantu baik secara langsung maupun tidak langsung.
Purwokerto, April 2019
Penyusun
Modul PTIT 1 | 2
DAFTAR ISI
KATA PENGANTAR ............................................................................................ 1
DAFTAR ISI ........................................................................................................... 2
DAFTAR GAMBAR .............................................................................................. 5
CAPAIAN PEMBELAJARAN LULUSAN ........................................................... 6
MODUL 1 GAMBAR TEKNIK ............................................................................. 7
1. Deskripsi ...................................................................................................... 7
2. Tujuan .......................................................................................................... 7
3. Alat dan Bahan ............................................................................................. 7
4. Prosedur Pelaksanaan Praktikum ................................................................. 7
5. Output ........................................................................................................... 8
6. Landasan Teori ............................................................................................. 8
6.1. Pengertian Gambar Teknik ................................................................... 8
6.2. Gambar Proyeksi................................................................................... 9
6.3. Gambar 2 Dimensi dan 3 Dimensi ...................................................... 13
6.4. Software AutoCAD .............................................................................. 14
7. Referensi .................................................................................................... 15
MODUL 2 PERENCANAAN PROSES ............................................................... 16
1. Deskripsi .................................................................................................... 16
2. Tujuan ........................................................................................................ 16
3. Alat dan Bahan ........................................................................................... 16
4. Prosedur Pelaksanaan Praktikum ............................................................... 16
5. Output ......................................................................................................... 17
6. Landasan Teori ........................................................................................... 17
6.1. Perencanaan Proses ............................................................................. 17
6.2. Presedence Diagram ........................................................................... 18
6.3. Bill of Material.................................................................................... 19
6.4. Peta Perakitan Assembly (Assembly Chart / AC) .............................. 20
6.5. Lembar Rencana Proses ...................................................................... 22
6.6. Peta Proses Operasi (Operation Process Chart) .................................. 24
7. Referensi .................................................................................................... 27
Modul PTIT 1 | 3
MODUL 3 PROSES MANUFAKTUR I .............................................................. 28
1. Deskripsi .................................................................................................... 28
2. Tujuan ........................................................................................................ 28
3. Alat dan Bahan ........................................................................................... 28
4. Prosedur Pelaksanaan Praktikum ............................................................... 28
5. Output ......................................................................................................... 29
6. Landasan Teori ........................................................................................... 29
6.1. Proses Manufaktur .............................................................................. 29
6.2. Jenis-jenis Proses Manufaktur ............................................................ 30
6.3. Permesinan Logam ............................................................................. 31
6.4. Alat Pototng (Cutting tool) ................................................................. 33
7. Referensi .................................................................................................... 34
MODUL 4 PROSES MANUFAKTUR II ............................................................ 35
1. Deskripsi .................................................................................................... 35
2. Tujuan ........................................................................................................ 35
3. Alat dan Bahan ........................................................................................... 35
4. Prosedur Pelaksanaan Praktikum ............................................................... 35
5. Output ......................................................................................................... 35
6. Landasan Teori ........................................................................................... 35
7. Referensi .................................................................................................... 36
MODUL 5 PEMETAAN DAN ANALISIS METODE KERJA .......................... 37
1. Deskripsi .................................................................................................... 37
2. Tujuan ........................................................................................................ 37
3. Alat dan Bahan ........................................................................................... 37
4. Prosedur Pelaksanaan Praktikum ............................................................... 37
5. Output ......................................................................................................... 37
6. Landasan Teori ........................................................................................... 38
6.1. Studi Gerakan ..................................................................................... 38
6.2. Analisa Kerja (Operation Analysis) .................................................... 41
6.3. Prinsip Ekonomi Gerakan (Motion Economy) ................................... 42
6.4. Seven Tools......................................................................................... 44
Modul PTIT 1 | 4
7. Referensi ........................................................................................................ 49
Modul PTIT 1 | 5
DAFTAR GAMBAR
Gambar 1.1 Contoh Proyeksi Eropa ..................................................................... 10
Gambar 1.2 Contoh Proyeksi Amerika ................................................................. 11
Gambar 1.3 Contoh Proyeksi Isometri .................................................................. 12
Gambar 1.4 Contoh Proyeksi Dimetri ................................................................... 12
Gambar 1.5 Contoh Proyeksi Trimetri .................................................................. 13
Gambar 2.1 Presedence Diagram ......................................................................... 19
Gambar 2.2 Single Level Bill of Material ............................................................. 20
Gambar 2.3 Multilevel Bill of Material ................................................................. 20
Gambar 2.4 Format Assembly Chart .................................................................... 21
Gambar 2.5 Contoh Assembly Chart .................................................................... 22
Gambar 2.6 Contoh OPC ...................................................................................... 27
Gambar 3.1 Proses Manufaktur dari Segi Teknik ................................................. 29
Gambar 3.2 Proses Manufaktur dari Segi Ekonomi ............................................. 30
Gambar 3.3 Jenis-jenis Proses Manufaktur ........................................................... 31
Gambar 3.4 Macam-macam Permesinan Logam .................................................. 33
Gambar 4.1 Contoh Check Sheet .......................................................................... 44
Gambar 4.2 Contoh Scatter Diagram .................................................................... 45
Gambar 4.3 Contoh Fishbone Diagram ................................................................ 45
Gambar 4.4 Contoh Pareto Chart .......................................................................... 46
Gambar 4.5 Contoh Flow Chart ............................................................................ 47
Gambar 4.6 Contoh Histogram ............................................................................. 47
Gambar 4.7 Contoh Control Chart ........................................................................ 48
Modul PTIT 1 | 6
CAPAIAN PEMBELAJARAN LULUSAN
a. Mampu menerapkan matematika, sains, dan prinsip rekayasa untuk
menyelesaikan masalah rekayasa kompleks pada sistem terintegrasi(meliputi
manusia, material, peralatan, energi dan informasi)
b. Mampu mengidentifikasi, memformulasi dan menganalisis masalah rekayasa
kompleks pada sistem terintegrasi berdasarkan pendekatan analitik,
komputasional atau eksperimental
c. Mampu merumuskan solusi untuk masalah rekayasa kompleks pada sistem
terintegrasi dengan memperhatikan faktor-faktor ekonomi, kesehatan dan
keselamatan publik, kultural, sosial dan lingkungan
d. Mampu merancangan sistem terintegrasi sesuai standar teknis, keselamatan
dan kesehatan lingkung yang berlaku dengan mempertimbangkan aspek
kinerja dan keandalan, kemudahan penerapan keberlanjutan serta
memperhatikan faktor-faktor ekonomi,sosial dan kultural
e. Mampu melakukan komunikasi secara tertulis maupun lisan yang efektif
f. Mampu melakukan kerjasama dalam sebuah kelompok kerja
Modul PTIT 1 | 7
MODUL 1
GAMBAR TEKNIK
1. Deskripsi
Gambar Teknik merupakan salah satu dasar keteknikan yang memberikan
pemahaman mengenai teknik, menyajikan gagasan secara visual dengan
mengikuti kaidah dan standarisasi ISO dalam pembuatan gambar teknik.
Pembahasan didalamnya meliputi kemampuan membuat gambar dari objek yang
telah ada maupun dari gagasan berupa sketsa yang dibuat. Konsep pembuatan
gambar teknik 3 dimensi isometri, 2 dimensi (ortogonal), konsep potongan
gambar, dimensi, toleransi, dan beberapa keterangan gambar untuk keperluan
penyajian serta keterampilan mempergunakan peralatan menggambar manual
maupun menggunakan software gambar teknik.
2. Tujuan
a. Mahasiswa mampu mengidentifikasi komponen sebuah produk
b. Mahasiswa mampu menyusun Bill of Material dari sebuah produk
c. Mahasiswa mampu membuat rancangan gambar teknik sesuai dengan
komponen produk yang diberikan menggunakan software AutoCAD.
3. Alat dan Bahan
a. Jack Stand
b. Set peralatan
c. Komputer (Software Auto CAD)
4. Prosedur Pelaksanaan Praktikum
a. Pada saat sesi praktikum, akan diberikan satu buah jack stand dan satu
set peralatan.
b. Jack stand tersebut dibongkar menggunakan peralatan yang telah
disiapkan.
c. Mengidentifikasi komponen dari jack stand, kemudian menyusun daftar
komponennya.
Modul PTIT 1 | 8
d. Menggambar komponen dari jack stand tersebut menggunakan software
AutoCAD.
5. Output
a. Daftar Komponen produk
b. Bill of Material
c. Gambar Komponen Produk
6. Landasan Teori
6.1. Pengertian Gambar Teknik
Gambar teknik adalah gambar yang dibuat dengan menggunakan cara-
cara, ketentuan-ketentuan, aturan-aturan yang telah disepakati bersama oleh
para ahli teknik. Dalam gambar teknik terdapat ketentuan-ketentuan dan
aturan-aturan berupa normalisasi atau standarisasi yang sudah ditetapkan
oleh ISO (International Organisation for Standarisation), yaitu sebuah
badan/lembaga internasional untuk standarisasi.Di samping ISO sebagai
sebuah badan internasional, di negara-negara tertentu ada yang memiliki
badan standarisasi nasional yang cukup dikenal di seluruh dunia. Misalnya:
di Jerman ada DIN, di Belanda ada NEN, di Jepang ada JIS, dan di
Indonesia ada SII.
Sebagai suatu alat komunikasi, gambar teknik mengandung maksud
tertentu, perintah-perintah atau informasi dari pembuat gambar (perencana)
untuk disampaikan kepada pelaksana dalam bentuk gambar kerja yang
dilengkapi dengan keterangan-keterangan berupa kode-kode, simbol-simbol
yang memiliki suatu arti.
Untuk membuat gambar yang baik dan memenuhi syarat serta dapat
dipahami dengan mudah dan benar oleh orang lain, diperlukan adanya
peralatan yang memenuhi syarat dan teknik-teknik menggambar yang benar.

Modul PTIT 1 | 9
6.2. Gambar Proyeksi
Gambar proyeksi adalah gambar bayangan atau konstruksi suatu
benda yang mana dapat kita ketahui tentang kejelasan suatu objek secara
matematis. Jenis gambar proyeksi dapat dikelompokkan sebagai berikut:
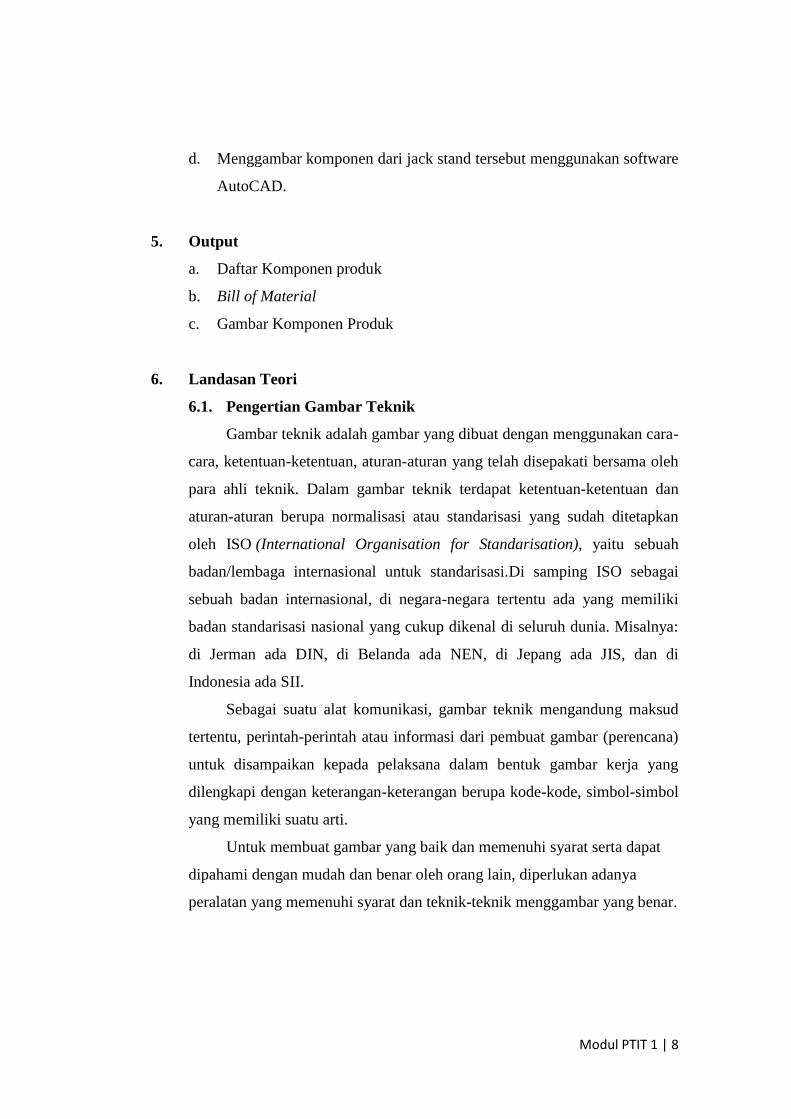
1. Proyeksi Ortogonal (Eropa)
Penampilan gambar proyeksi Eropa relative sederhana dibandingkan
dengan yang lain. Gambar ini menampilkan pandangan atas, depan
(muka), dan samping. Oleh karena itu proyeksi Eropa sangat tepat
digunakan untuk kepentingan perancangan mebel atau desain produk.
Sistem gambar proyeksi Eropa dihasilkan dari pemroyeksian pada ruang
atau sudut pertama (first angel).Oleh karena itu proyeksi Eropa sering
disebut proyeksi “Kuadran Pertama” atau “Kuadran I”. Ruang atau sudut
penampilan tersebut berbentuk tiga dimensi, yang terdiri atas 3 bidang,
yakni bidang I, II, dan III. Bidang I berfungsi untuk menampilkan
bayangan benada tampak dari atas, bidang II untuk bayangan benda
tampak depan, dan bidang III untuk bayangan benda tampak dari
samping kiri. Oleh karena itu proyeksi Eropa sering dikelompokkan
dalam proyeksi multiview (tampak ganda).
Modul PTIT 1 | 10
Gambar 1.1 Contoh Proyeksi Eropa
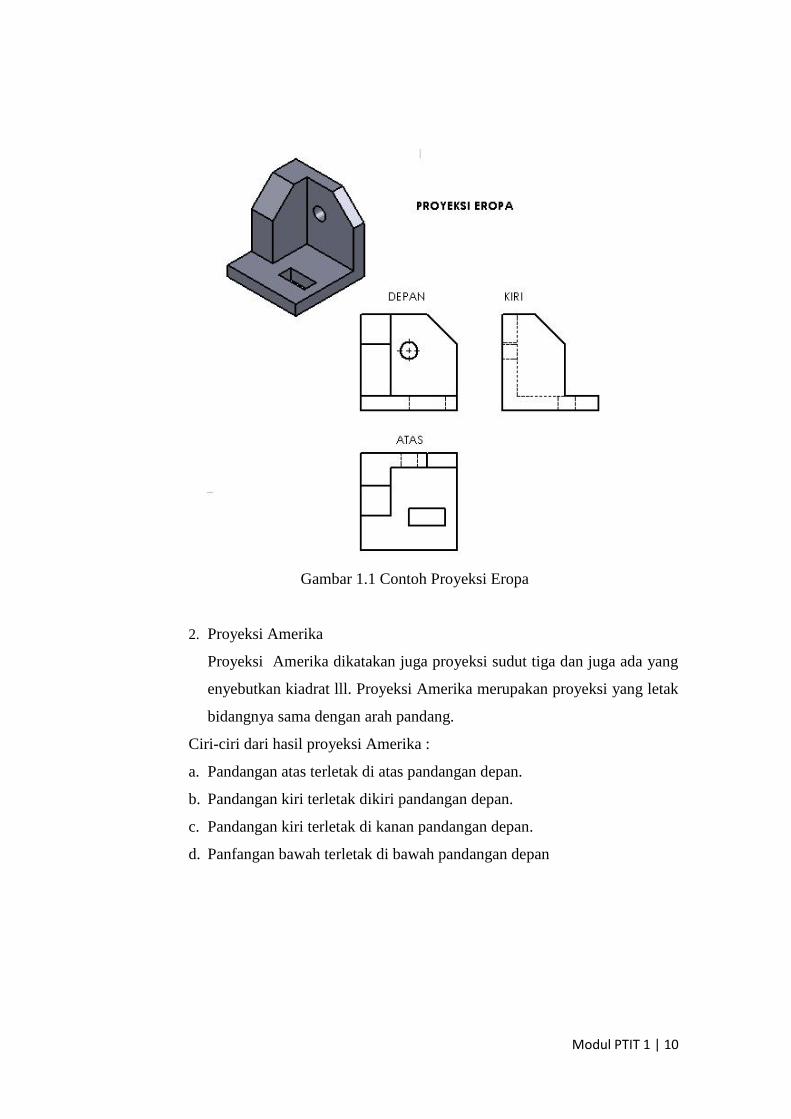
2. Proyeksi Amerika
Proyeksi Amerika dikatakan juga proyeksi sudut tiga dan juga ada yang
enyebutkan kiadrat lll. Proyeksi Amerika merupakan proyeksi yang letak
bidangnya sama dengan arah pandang.
Ciri-ciri dari hasil proyeksi Amerika :
a. Pandangan atas terletak di atas pandangan depan.
b. Pandangan kiri terletak dikiri pandangan depan.
c. Pandangan kiri terletak di kanan pandangan depan.
d. Panfangan bawah terletak di bawah pandangan depan
Modul PTIT 1 | 11
Gambar 1.2 Contoh Proyeksi Amerika
3. Proyeksi Aksonometri
Proyeksi Aksonometri tergolong jenis proyeksi sejajar (paralel) dan juga
tegak (ortogonal).Perbedaannya dengan proyeksi Eropa terutama adalah
dalam penampilan tampak. Dalam proyeksi Aksonometri diupayakan
untuk penampilan tampak atas, depan, dan samping dalam satu kesatuan
gambar tidak seperti dalam proyeksi Eropa yang terpisah oleh bidang-
bidang. Gambar proyeksi Aksonometri menampilkan objek gambar baik
yang kongkret maupun imajiner ke dalam bayangan tiga dimensi, oleh
karena itu aksonometri tergolong jenis proyeksi piktorial.Jenis proyeksi
Aksonometri dikelompokkan menjadi tiga, yaitu:
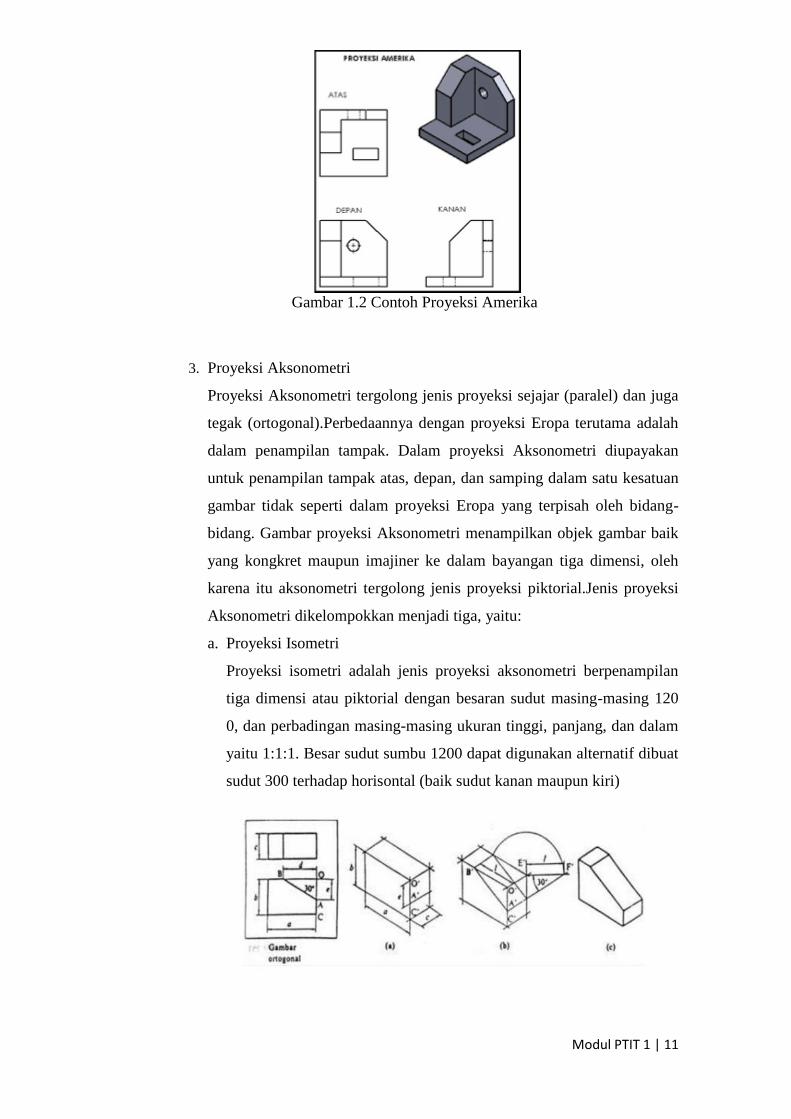
a. Proyeksi Isometri
Proyeksi isometri adalah jenis proyeksi aksonometri berpenampilan
tiga dimensi atau piktorial dengan besaran sudut masing-masing 120
0, dan perbadingan masing-masing ukuran tinggi, panjang, dan dalam
yaitu 1:1:1. Besar sudut sumbu 1200 dapat digunakan alternatif dibuat
sudut 300 terhadap horisontal (baik sudut kanan maupun kiri)
Modul PTIT 1 | 12
Gambar 1.3 Contoh Proyeksi Isometri
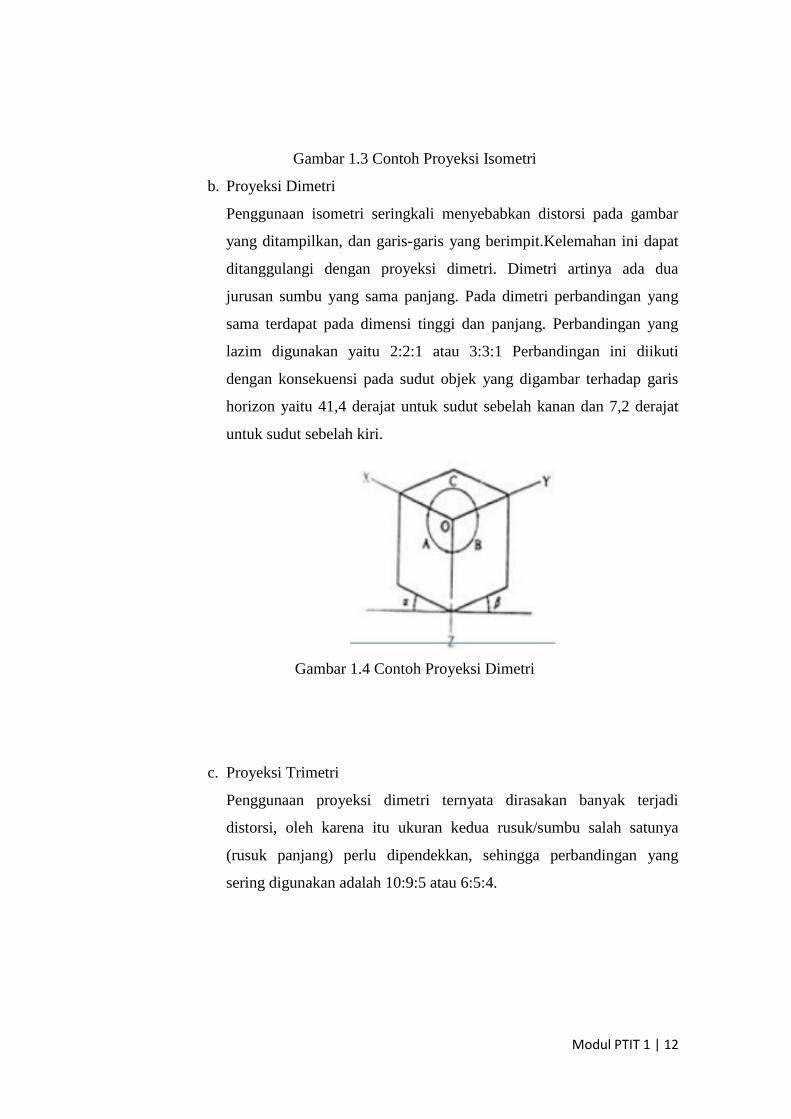
b. Proyeksi Dimetri
Penggunaan isometri seringkali menyebabkan distorsi pada gambar
yang ditampilkan, dan garis-garis yang berimpit.Kelemahan ini dapat
ditanggulangi dengan proyeksi dimetri. Dimetri artinya ada dua
jurusan sumbu yang sama panjang. Pada dimetri perbandingan yang
sama terdapat pada dimensi tinggi dan panjang. Perbandingan yang
lazim digunakan yaitu 2:2:1 atau 3:3:1 Perbandingan ini diikuti
dengan konsekuensi pada sudut objek yang digambar terhadap garis
horizon yaitu 41,4 derajat untuk sudut sebelah kanan dan 7,2 derajat
untuk sudut sebelah kiri.
Gambar 1.4 Contoh Proyeksi Dimetri
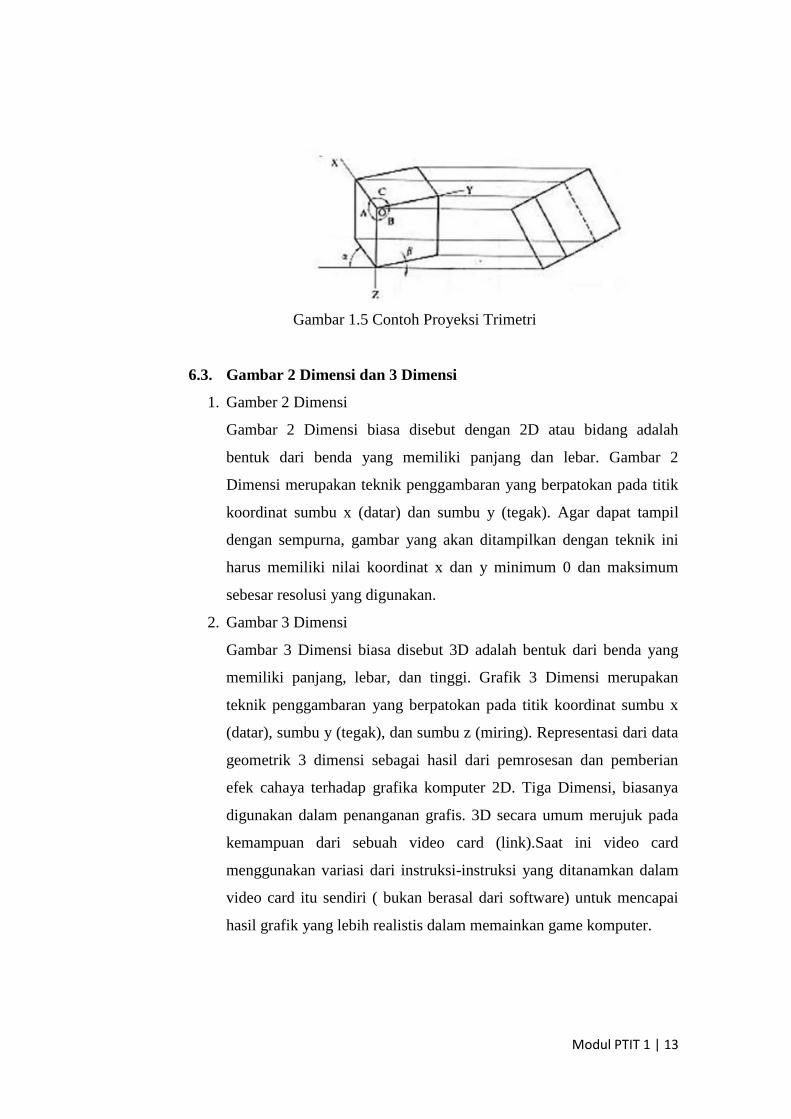
c. Proyeksi Trimetri
Penggunaan proyeksi dimetri ternyata dirasakan banyak terjadi
distorsi, oleh karena itu ukuran kedua rusuk/sumbu salah satunya
(rusuk panjang) perlu dipendekkan, sehingga perbandingan yang
sering digunakan adalah 10:9:5 atau 6:5:4.
Modul PTIT 1 | 13
Gambar 1.5 Contoh Proyeksi Trimetri
6.3. Gambar 2 Dimensi dan 3 Dimensi
1. Gamber 2 Dimensi
Gambar 2 Dimensi biasa disebut dengan 2D atau bidang adalah
bentuk dari benda yang memiliki panjang dan lebar. Gambar 2
Dimensi merupakan teknik penggambaran yang berpatokan pada titik
koordinat sumbu x (datar) dan sumbu y (tegak). Agar dapat tampil
dengan sempurna, gambar yang akan ditampilkan dengan teknik ini
harus memiliki nilai koordinat x dan y minimum 0 dan maksimum
sebesar resolusi yang digunakan.
2. Gambar 3 Dimensi
Gambar 3 Dimensi biasa disebut 3D adalah bentuk dari benda yang
memiliki panjang, lebar, dan tinggi. Grafik 3 Dimensi merupakan
teknik penggambaran yang berpatokan pada titik koordinat sumbu x
(datar), sumbu y (tegak), dan sumbu z (miring). Representasi dari data
geometrik 3 dimensi sebagai hasil dari pemrosesan dan pemberian
efek cahaya terhadap grafika komputer 2D. Tiga Dimensi, biasanya
digunakan dalam penanganan grafis. 3D secara umum merujuk pada
kemampuan dari sebuah video card (link).Saat ini video card
menggunakan variasi dari instruksi-instruksi yang ditanamkan dalam
video card itu sendiri ( bukan berasal dari software) untuk mencapai
hasil grafik yang lebih realistis dalam memainkan game komputer.
Modul PTIT 1 | 14
6.4. Software AutoCAD
AutoCAD merupakan sebuah program yang biasa digunakan untuk
tujuan tertentu dalam menggambar serta merancang dengan bantuan
komputer dalam pembentukan model serta ukuran dua dan tiga dimensi atau
lebih dikenali sebagai “Computer-aided drafting and design program”
(CAD).Program ini dapat digunakan dalam semua bidang kerja terutama
sekali dalam bidang-bidang yang memerlukan keterampilan khusus seperti
bidang Mekanikal Engineering, Sipil, Arsitektur, Desain Grafik, dan semua
bidang yang berkaitan dengan penggunaan CAD.
AutoCAD digunakan untuk menggambar teknik karena memiliki
beberapa kelebihan, diantaranya gambar yang dihasilkan lebih presisi di
bandingkan dengan menggambar secara manual.Dalam software AutoCAD
banyak terdapat fungsi peritah yang dapat digunakan dalam pembuatan
model dua dimensi maupun tiga dimensi dari suatu benda.Kelebihan
menggunakan autocad antara lain :
1. Akurasi.
Dengan tingkat presisi hingga 13 Digit, AutoCAD memiliki tingkat
akurasi yang jauh lebih sempurna, dibandingkan mengatur dengan
manual.
2. Kepraktisan, Kemudahan dan kecepatan.
Fasilitas penggambaran dan pengeditan yang semakin sempurna
menjadikan AutoCAD mampu menghasilakan gambar yang lebih cepat
dibandingkan dengan cara manual. Perintah Copy, Block dan lainnya
membuat anda untuk membuat dan mengedit gambar secara massal
dalam waktu yang cepat.
3. Kebersihan dan kerapian.
Dengan perintah pengeditan yang dimiliki AutoCAD memungkinkan
anda merevisi atau memperbaiki dan memeriksa hasil gambar sebelum
dicetak, sehingga menghasilkan gambar yang bersih dan sempurna tanpa
bekas-bekas pengeditan, penghapusan dan sebagaianya.
4. Ruang kerja yang tidak terbatas.
Modul PTIT 1 | 15
AutoCAD memiliki ruang kerja yang tak terbatas. Yang membatasi
ruang kerja adalah komputer anda, koordinat tertinggi yang dapat
dimasukkan adalah 1099 ( Sepuluh pangkat sembilan puluh sembilan ),
sehingga anda dapat membuat sebesar dan sebanyak apapun dalam ruang
yang sama. Anda dapat mencetaknya bagian perbagian atau sekaligus
dengan skala yang tepat.
5. Fleksibilitas Skala.
AutoCAD memungkinkan suatu gambar dicetak berkali-kali dengan
skala yang berbeda-beda tanpa harus membuat ulang gambar
tersebut.Dengan pengaturan skala yang tepat saat mencetak, anda juga
dapat memilih dengan bebas satuan yang digunakan dalam gambar
seperti cm, m, km, inchi, ft dll.
7. Referensi
1. Spencer, Giesecke Mitchell. 2001. Gambar Teknik, Ed. 11, Jil. 2. Jakarta
: Erlangga.
2. Christiawan, Philip. 2003. Konsep Dan Latihan Menggambar 3D Dengan
AutoCAD. Yogyakarta : Andi.
3. Sastra, Suparno. 2016. Gambar Kerja Rancang Bangun 2D Dengan
Autocad. Jakarta : Elex Media Komputindo
Modul PTIT 1 | 16
MODUL 2
PERENCANAAN PROSES
1. Deskripsi
Perencanaan proses merupakan tahapan untuk menentukan bagaimana suatu
produk itu diproduksi. Tahapan tersebut mendefinisikan secara detil proses
produksi dan perakitan, termasuk waktu produksi dari setiap komponen dan
perakitannya, material serta peralatan yang dibutuhkan. Sehingga hasil
perencanaan proses ini dapat langsung digunakan untuk produksi.
2. Tujuan
a. Memahami konsep ketergantungan operasi kerja dan menyusunnya ke dalam
bentuk Precedence Diagram (PD).
b. Memahami dan menyusun struktur dari suatu produk berupaBill of Material
(BOM).
c. Memahami konsep urutan aliran komponen perakitan suatu produk dan
menyusunnya ke dalam bentuk Assembly Chart (AC).
d. Memahami proses produksi pembuatan part dari suatu produk dan menyusun
Lembar Rencana Proses (LRP) dari part tersebut.
e. Memahami konsep urutan operasi kerja dan menyusun Operation Process
Chart (OPC) dari suatu produk.
3. Alat dan Bahan
a. Gambar teknik dan part list Jack Stand
b. Data raw material dan data mesin yang tersedia di lantai produksi.
c. 1 buah Jack Stand
d. 1 set kunci L 1 buah palu
4. Prosedur Pelaksanaan Praktikum
a. Setiap kelompok diberikan 1 buah Jack Stand dan 1 set peralatan.
b. Bongkar (disassembly) Jack Stand dengan menggunakan peralatan yang telah
disediakan (kunci L dan palu).
Modul PTIT 1 | 17
c. Tentukan part kritis dari Jack Stand
d. Susun LRP untuk part kritis dengan menggunakan data gambar teknik, part
list, data raw material, dan data mesin yang disediakan.
e. Rakit (assembly) kembali Jack Stand dan buatlah AC dan PD untuk perakitan
Jack Stand
f. Susun Multilevel BOM untuk Jack Stand.
g. Susun OPC untuk Jack Stand.
h. Konfirmasikan LRP part, AC, dan PD yang telah disusun kepada asisten
masing-masing.
5. Output
a. Lembar rencana Proses
b. Assembly Chart
c. Operation Process Chart
6. Landasan Teori
6.1. Perencanaan Proses
Menurut ANSI Standar Z94.10 (1972), process planning adalah,
“[a] procedure for determining the operations or actions necessary to
transform material from one state to another .”
Sedangkan menurut Bedworth, process planning adalah “the
preparation of a set of instructions that describe how to fabricate a part or
build an assembly which will satisfy engineering design specification.”
Praktikum ini menggunakan definisi yang kedua dimana “a set of
instruction”pada definisi Bedworth merupakan pembahasan mengenai
urutan pengerjaan, mesin dan tools yang digunakan, material yang
dibutuhkan, toleransi, parameter pemesinan, dan lain-lain. Adapun prosedur
perencanaan proses -- yang pada akhirnya disusun ke dalam bentuk Lembar
Rencana Proses -- meliputi beberapa tugas, yaitu pemilihan proses,
pemilihan alat potong, pemilihan parameter pemesinan, pemilihan mesin,
pemilihan metode pencekaman, pengurutan operasi, serta penentuan gerak
Modul PTIT 1 | 18
pahat. Pada umumnya, pemilihan operasi sangat bergantung pada bentuk
part yang akan dihasilkan serta kemampuan mesin yang digunakan.
6.2. Presedence Diagram
Precedence Diagram (PD) adalah gambaran grafis yang
memperlihatkan hubungan antara dua ataulebih aktivitas dari suatu jaringan
operasi kerja yang bertujuan untuk memudahkan pengawasan,evaluasi, dan
perencanaan aktivitas kerja yang terkait. Tanda-tanda yang digunakan dalam
menyusunPrecedence Diagram ialah :
Simbol lingkaran yang tertera nomor di dalamnya untuk mengidentifikasi
suatu prosesoperasi.
Tanda panah yang menunjukkan ketergantungan dari urutan tiap proses
operasi, aturannyaialah operasi yang berada pada pangkal panah berarti
mendahului operasi kerja yangterdapat pada ujung pangkal panah.
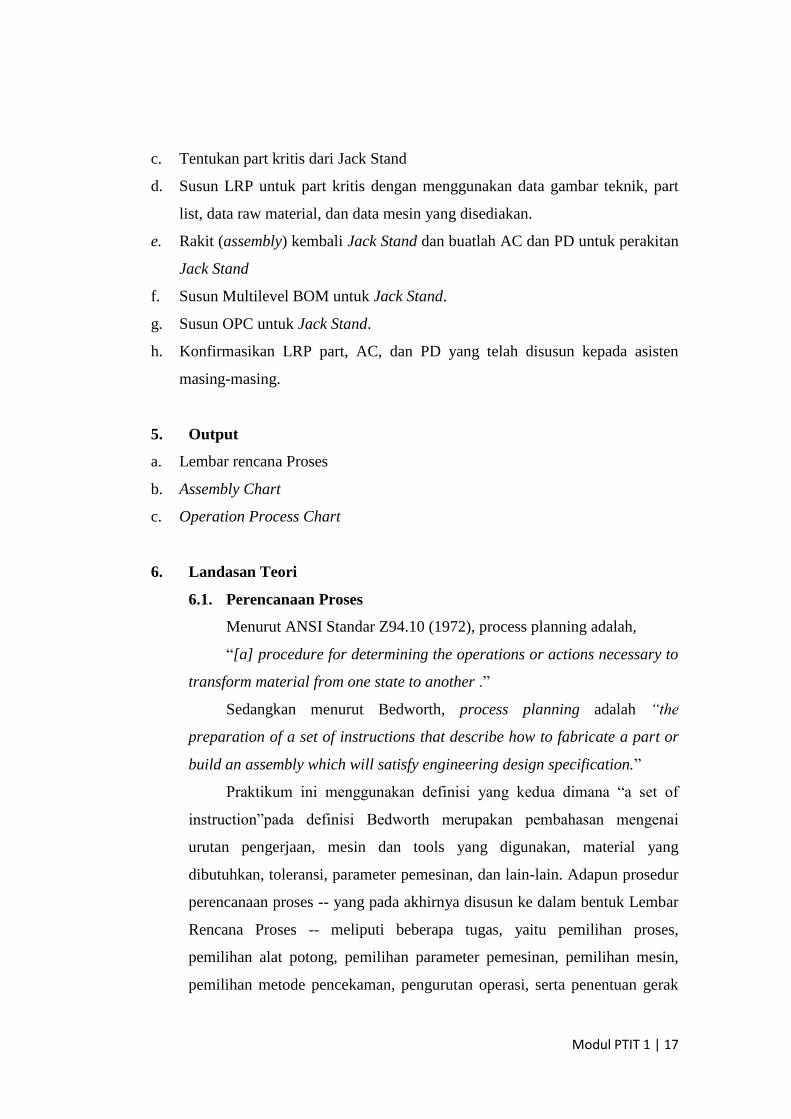
Pada gambar 2.1 tertera contoh Precedence Diagram yang
menunjukkan bahwa aktivitas 1mendahului aktivitas 2, artinya aktivitas 1
harus diselesaikan terlebih dahulu sebelum aktivitas 2dimulai; aktivitas 2
mendahului aktivitas 3 dan 4, aktivitas 5 dikerjakan setelah aktivitas 3
selesai,sedangkan aktivitas 7 hanya bisa dimulai setelah aktivitas 4, 5, dan 6
selesai dikerjakan.
Contoh aktivitas ialah penggabungan dua buah part. Misalnya, node 2
berisi penggabungan part 1dan 2. Untuk node 3 bisa berisi hasil
penggabungan di node 2 dengan part 3. Untuk node 4 berisihasil
penggabungan node 2 dengan part 4.
Modul PTIT 1 | 19
Gambar 2.1 Presedence Diagram
6.3. Bill of Material
Bill of Material (BOM) adalah daftar dari semua material, part,
subassembly, dan kuantitas yangdibutuhkan untuk merakit, mencampur atau
memproduksi produk akhir atau parent assembly.Menurut Scott (1994),
BOM merupakan sebuah kunci dalam menghubungkan struktur produk
dansistem perencanaan material (material planning systems). Sangat baik
apabila produk yang akandibuat atau dirakit dipresentasikan oleh BOM
produk tersebut karena di dalam BOM digambarkan
komponen-komponen atau part-part produk dalam sebuah hubungan
orang tua (parent) dan anak(child). Penggambaran komponen dengan level
yang lebih rendah lagi pun ditunjukkan pada BOM.Jadi, BOM merupakan
gambaran hierarki, dimana terdapat banyak level untuk subassemblies
dariproduk.BOM terdiri dari berbagai bentuk dan dapat digunakan untuk
berbagai keperluan. BOM dibuat sebagai bagian dari proses desain dan
digunakan oleh manufacturing engineer untuk menentukanitem yang harus
dibeli atau diproduksi. Perencanaan pengendalian produksi dan
persediaanmenggunakan BOM yang dihubungkan dengan Master
Production Schedule (MPS) untukmenentukan release item yang dibeli atau
diproduksi.
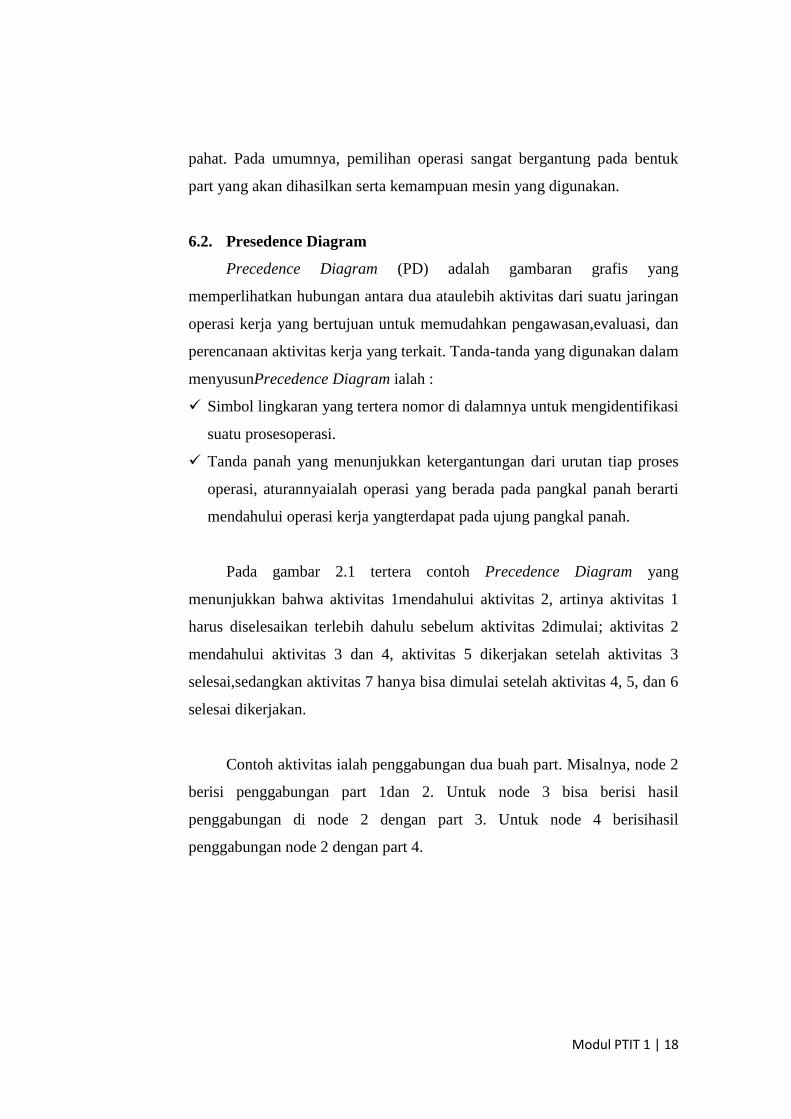
1. Single Level Bill of Material
Single level Bill of Material terdiri dari daftar seluruh komponen yang
dibutuhkan untuk membuat end item, termasuk untuk setiap komponen (1)
nomor komponen, (2) keterangan singkat , (3) Jumlah yang dibutuhkan
Modul PTIT 1 | 20
untuk setiap single end item dan (4) unit ukuran komponen. Contoh single
level BoM ditunjukkan pada Gambar 2.2.
1040
10211011 1031
Gambar 2.2 Single Level Bill of Material
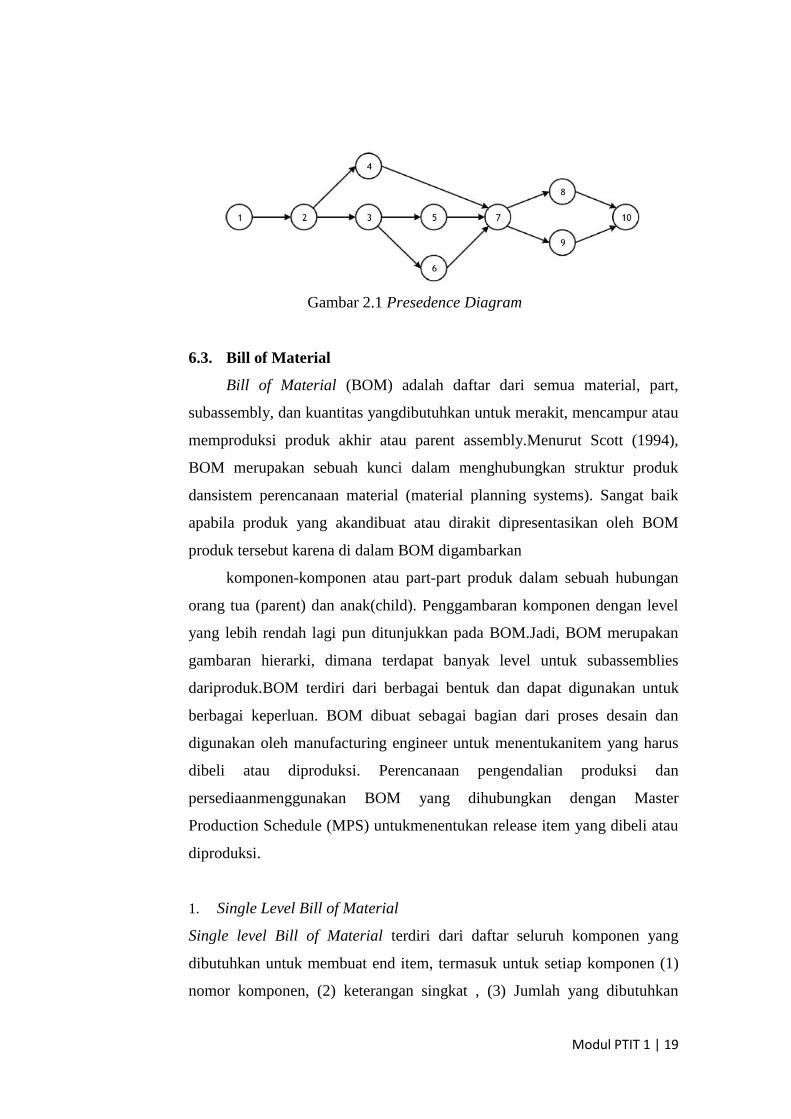
2. Multilevel Bill of Material
Single Level Bill of Material tidak cukup untuk menggambarkan produk
yang memilikisubassembly. Untuk produk dengan subassembly, digunakan
Multilevel Tree dan Multilevel Bill ofMaterial. Multilevel Tree berupa
“pohon” dengan beberapa level yang menggambarkan struktur parent s dan
child dari produk. Produk akhir yang merupakan parent dari subassembly
berada pada level 0 (nol). Begitu pula dengan subassembly yang merupakan
parent dari parts yang berada pada level 1(satu). Nomor level bertambah
untuk tiap child dari parent nya. Contoh Multilevel Bill of Material
ditunjukkan pada Gambar 2.3.
4110
4001 4101
2032 2042 3062 3072
1013 1023
Level 0
Level 1
Level 2
Level 3
Gambar 2.3 Multilevel Bill of Material
6.4. Peta Perakitan Assembly (Assembly Chart / AC)
Assembly Chart merupakan gambaran grafis yang mendeskripsikan
urutan aliran komponen dansubassembly yang akan dirakit menjadi sebuah
produk. Assembly Chart bermanfaat untukmenunjukkan komponen
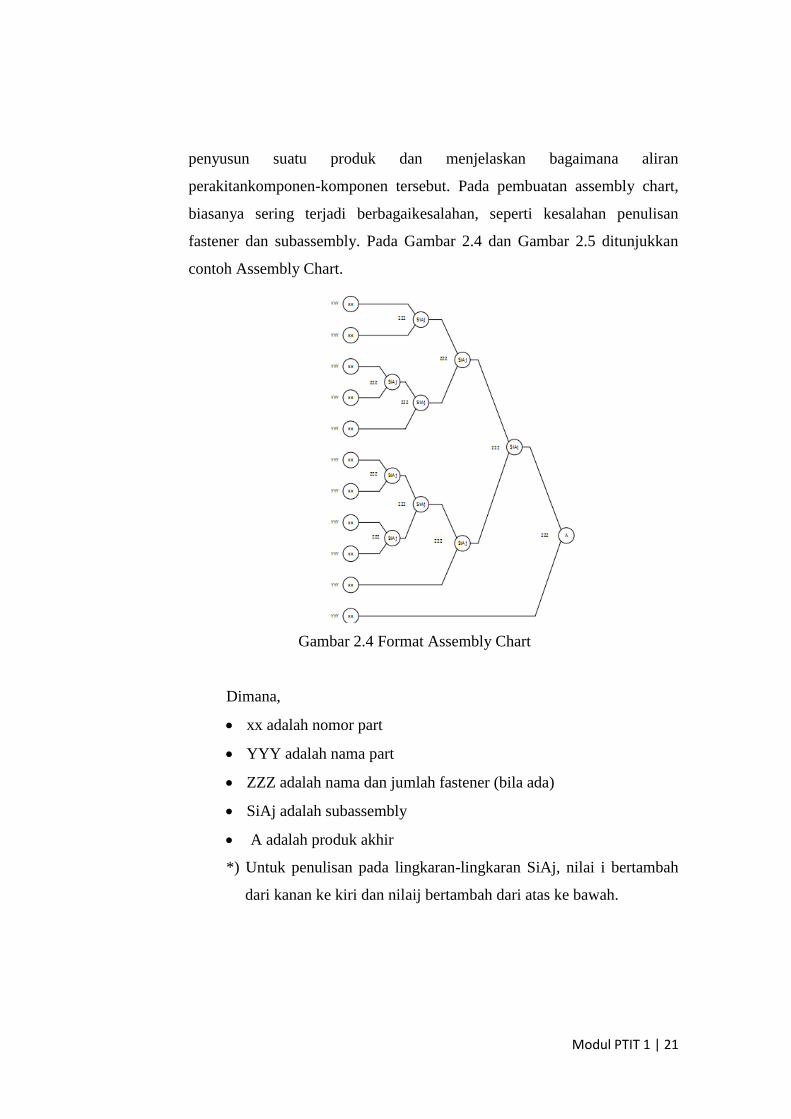
Modul PTIT 1 | 21
penyusun suatu produk dan menjelaskan bagaimana aliran
perakitankomponen-komponen tersebut. Pada pembuatan assembly chart,
biasanya sering terjadi berbagaikesalahan, seperti kesalahan penulisan
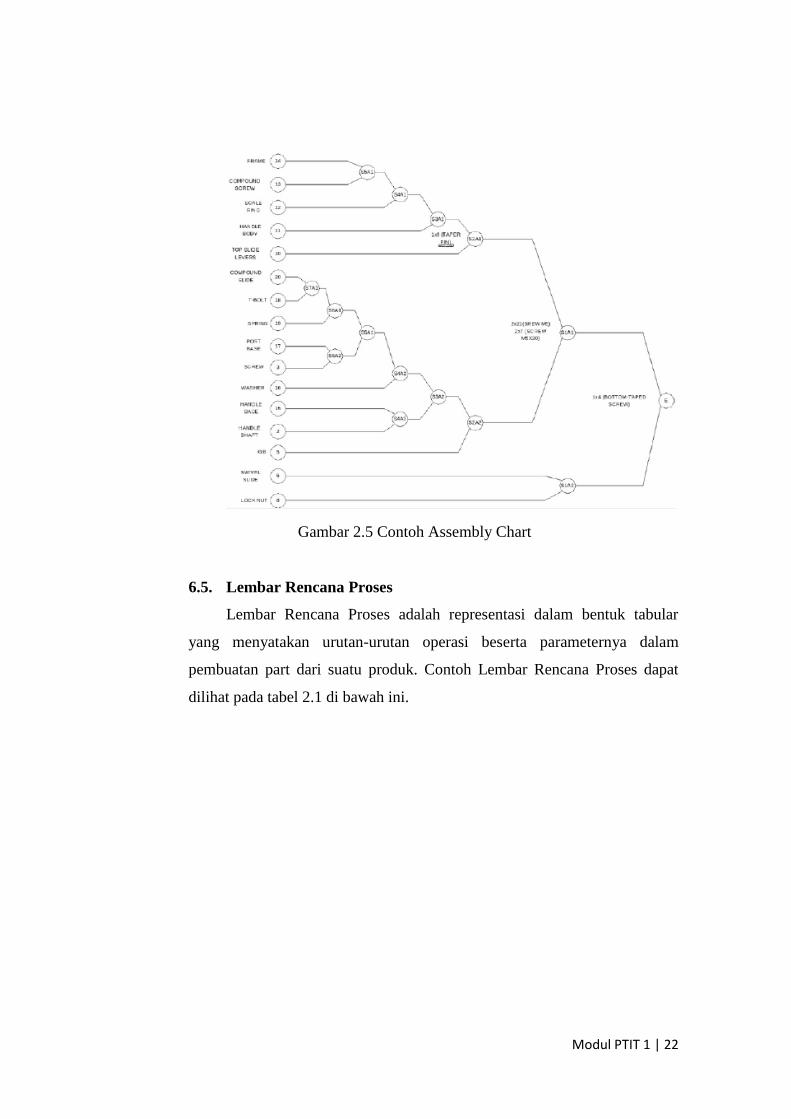
fastener dan subassembly. Pada Gambar 2.4 dan Gambar 2.5 ditunjukkan
contoh Assembly Chart.
Gambar 2.4 Format Assembly Chart
Dimana,
xx adalah nomor part
YYY adalah nama part
ZZZ adalah nama dan jumlah fastener (bila ada)
SiAj adalah subassembly
A adalah produk akhir
*) Untuk penulisan pada lingkaran-lingkaran SiAj, nilai i bertambah
dari kanan ke kiri dan nilaij bertambah dari atas ke bawah.
Modul PTIT 1 | 22
Gambar 2.5 Contoh Assembly Chart
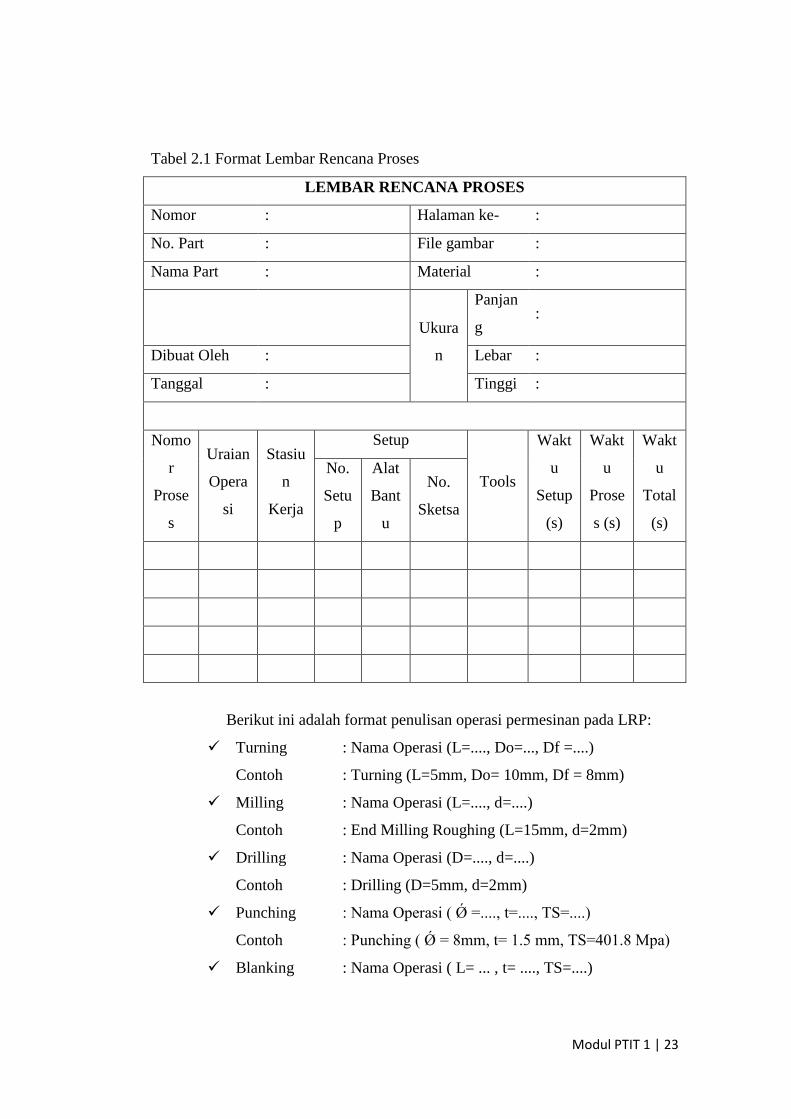
6.5. Lembar Rencana Proses
Lembar Rencana Proses adalah representasi dalam bentuk tabular
yang menyatakan urutan-urutan operasi beserta parameternya dalam
pembuatan part dari suatu produk. Contoh Lembar Rencana Proses dapat
dilihat pada tabel 2.1 di bawah ini.
Modul PTIT 1 | 23
Tabel 2.1 Format Lembar Rencana Proses
LEMBAR RENCANA PROSES
Nomor : Halaman ke- :
No. Part : File gambar :
Nama Part : Material :
Ukura
n
Panjan
g :
Dibuat Oleh : Lebar :
Tanggal : Tinggi :
Nomo
r
Prose
s
Uraian
Opera
si
Stasiu
n
Kerja
Setup
Tools
Wakt
u
Setup
(s)
Wakt
u
Prose
s (s)
Wakt
u
Total
(s)
No.
Setu
p
Alat
Bant
u
No.
Sketsa
Berikut ini adalah format penulisan operasi permesinan pada LRP:
Turning : Nama Operasi (L=...., Do=..., Df =....)
Contoh : Turning (L=5mm, Do= 10mm, Df = 8mm)
Milling : Nama Operasi (L=...., d=....)
Contoh : End Milling Roughing (L=15mm, d=2mm)
Drilling : Nama Operasi (D=...., d=....)
Contoh : Drilling (D=5mm, d=2mm)
Punching : Nama Operasi ( Ǿ =...., t=...., TS=....)
Contoh : Punching ( Ǿ = 8mm, t= 1.5 mm, TS=401.8 Mpa)
Blanking : Nama Operasi ( L= ... , t= ...., TS=....)
Modul PTIT 1 | 24
Contoh : Blanking ( L= 465.38 mm , t= 1,5 mm, TS=401.8
Mpa)
Embossing : Nama Operasi ( L=..., t=..., TS=....)
Contoh : Embossing ( L= 100 mm, t= 1.5 mm, TS=401.8
Mpa)
Format penulisan operasi permesinan dapat berubah tergantung
operasi yangdilakukan, misalnya untuk chamfering pada mesin bubut
diperlukan parameter tambahan yaitubesar sudut.
6.6. Peta Proses Operasi (Operation Process Chart)
Peta Proses adalah peta kerja yang menggambarkan urutan kerja
dengan jalan membagi pekerjaan tersebut ke dalam elemen-elemen operasi
secara detail. Peta proses operasi menggambarkan langkah-langkah operasi
dan pemeriksaan yang dialami bahan dalam urutan-urutannya sejak awal
sampai menjadi produk utuh maupun sebagai bahan setengah jadi. Peta
proses operasi secara umum dapat didefinisikan sebagai gambar grafik yang
menjelaskan setiap operasi yang menjelaskan setiap operasi yang terjadi
dalam proses manufaktur.
Beberapa keuntungan dari OPC adalah sebagai berikut :
1. Mengkombinasikan lintasan produksi dan peta rakitan sehingga
memberikan informasi yang lebih lengkap
2. Menujukkan operasi yang harus dikerjakan
3. Untuk mengetahui kebutuhan mesin dan penganggarannya
4. Untuk memperkirakan kebutuhan bahan baku dan waktu operasi,
5. Salah satu alat untuk menentukan tata letak pabrik,
6. Salah satu alat untuk melakukan perbaikan cara kerja yang sedang
berlaku
Modul PTIT 1 | 25
6.6.1 Prinsip-prinsip Penyusunan OPC
Prinsip-prinsip penyusunan OPC adalah sebagai berikut:
1. Pada baris paling atas terdapat kepala peta “Operation Process Chart”,
dan identifikasi lain:nama objek yang dipetakan, nama pembuat peta,
tanggal dipetakan, cara lama atau carasekarang, nomor peta, dan
nomor gambar.
2. Material yang akan diproses diletakkan di atas garis horizontal untuk
me-nunjukkan bahwamaterial tersebut masuk ke dalam proses.
3. Lambang-lambang ditempatkan dalam arah vertikal, yang
menunjukkan terjadi-nyaperubahan proses.
4. Penomoran terhadap suatu kegiatan operasi diberikan secara
berurutan, sesuai denganurutan operasi yang dibutuhkan untuk
pembuatan produk tersebut, atau sesuai denganproses yang terjadi.
5. Penomoran terhadap suatu kegiatan inspeksi diberikan secara
tersendiri dan prinsipnyasama dengan penomoran untuk kegiatan
operasi.
6. Pada bagian bawah OPC dibuat ringkasan yang memuat informasi:
jumlah operasi, jumlahinspeksi, serta jumlah waktu yang diperlukan
6.6.2 Simbol-simbol pada OPC
1.
Simbol tersebut menunjukkan kegiatan operasi. Di samping lambang ini
dituliskan nama proses, nama mesin, lama waktu proses, serta jumlah
scrap yang terbuang pada proses ini.
2.
Simbol ini menunjukkan kegiatan inspeksi. Disamping lambang ini
dituliskan nama kegiatan inspeksi serta lama waktunya.
3.

Modul PTIT 1 | 26
Simbol segitiga menunjukkan kegiatanpenyimpanan. Lambang ini
dicantumkan setelah seluruh proses selesai.
4.
nx
simbol ini menunjukkan pengulangan untuk sebagian proses pada suatu
material. Simbol ini dicantumkan dengan garis yang mencakup seluruh
proses yang dilakukanpengulangan.
5.
nx
Simbol ini menunjukkan pengulangan untuk seluru proses pada suatu
material sbelum material tersebut di assembly dengan material lainnya.
Simbol inidicantumkan pada akhir keseluruhan proses apabila terdapat
pengulangan keseluruhan.
6.
Simbol ini menunjukkan transportasi. Kegiatan transportasi terjadi ketika
sebuah objek dipindahkan dari satu lokasi ke lokasi lain. Apabila gerakan
perpindahan itu merupakan bagian dari operasi/inspeksi seperti halnya
loading/unloading material, maka hal tersebut tidak termasuk transportasi.
7.
Simbol ini menunjukkan menunggu. Menunggu terjadi ketika material,
benda kerja, operator, atau fasilitas kerja dalam keadaan berhenti atau tidak
mengalami kegiatan apapun.
Modul PTIT 1 | 27
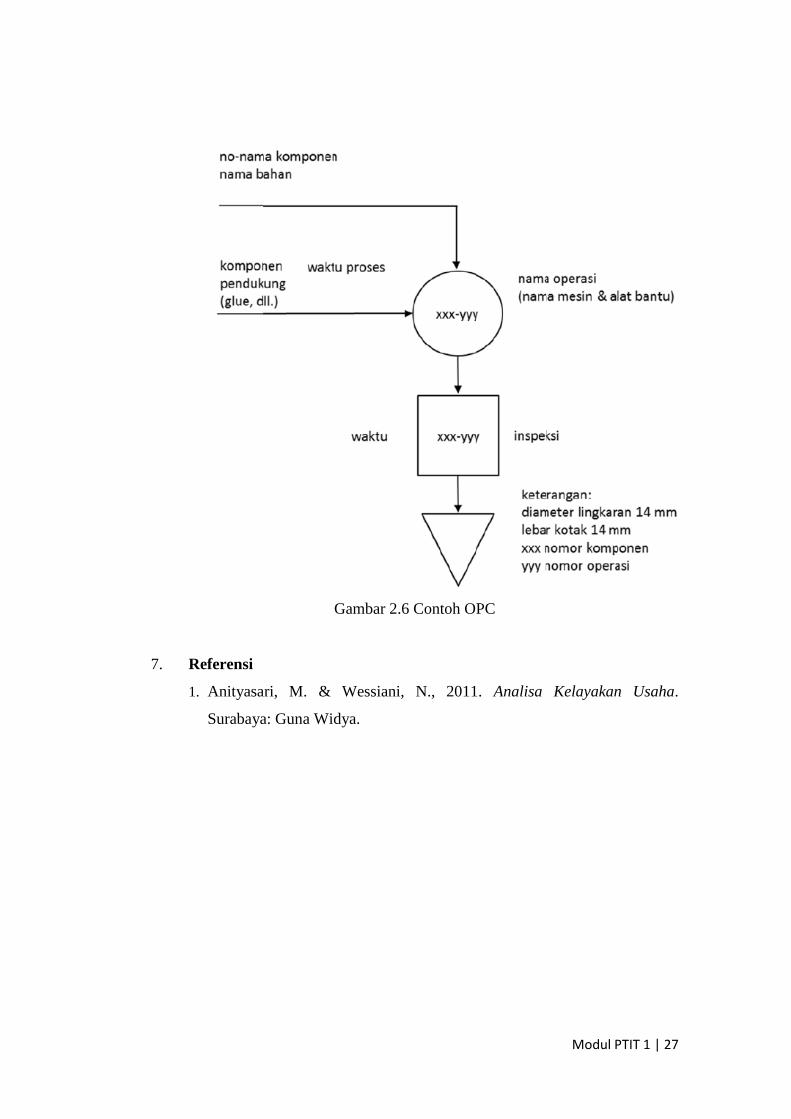
Gambar 2.6 Contoh OPC
7. Referensi
1. Anityasari, M. & Wessiani, N., 2011. Analisa Kelayakan Usaha.
Surabaya: Guna Widya.
Modul PTIT 1 | 28
MODUL 3
PROSES MANUFAKTUR I
1. Deskripsi
Proses manufaktur merupakan suatu proses pembuatan benda kerja dari
bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses
tambahan. Proses-proses pembuatan produk manufaktur dapat dimulai dari proses
pengecoran, pembentukan, hingga proses finishing.
2. Tujuan
a. Memberikan pengetahuan tentang dasar-dasar permesinan dan mesin perkakas,
serta aplikasi terhadap kualitas produk,
b. Memberikan pemahaman terhadap perkembangan proses manufaktur modern,
c. Memberikan kemampuan untuk melakukakan proses manufaktur, dan analisa
proses serta analisa teknis terkait dengan desain sebuah produk sederhana
terkait dengan proses manufaktur.
3. Alat dan Bahan
a. Lembar rencana proses
b. Assembly chart
c. Operational process chart
d. Bahan untuk Jack Stand
e. Alat potong
f. Alat Las
g. Mesin drilling
4. Prosedur Pelaksanaan Praktikum
a. Setiap kelompok menyiapkan perencanaan proses yang telah dibuat
sebelumnya,
b. Setiap kelompok diberikan bahan untuk merakit jack stand,
Modul PTIT 1 | 29
c. Melakukan proses pemotongan, pengelasan, dan drilling untuk memprosses
pembuatan jack stand
d. Melakukan pengamatan dan pencatatan untuk waktu, proses kerja dan posisi
kerja
5. Output
a. Produk jadi jack stand
b. Proses manufakur (waktu kerja)
c. Peta kerja
6. Landasan Teori
6.1. Proses Manufaktur
Manufaktur dalam konteks modern adalah dua hal yang saling
berkaitan dan tidak dapat dipisahkan, yaitu teknologi dan ekonomi.
Pengertian dari manufaktur sendiri adalah penerapan proses fisika atau
kimia untuk mengubah suatu giometri, sifat, dan atau penampilan dari bahan
baku menjadi barang setengah jadi (part) atau menjadi barang setengah jadi
(product). Ada dua hal yang harus dipahami mengenai pengertian
manufaktur. Pertama, manufaktur dilihat dari segi teknik, kedua pengertian
manufaktur dari segi ekonomi.
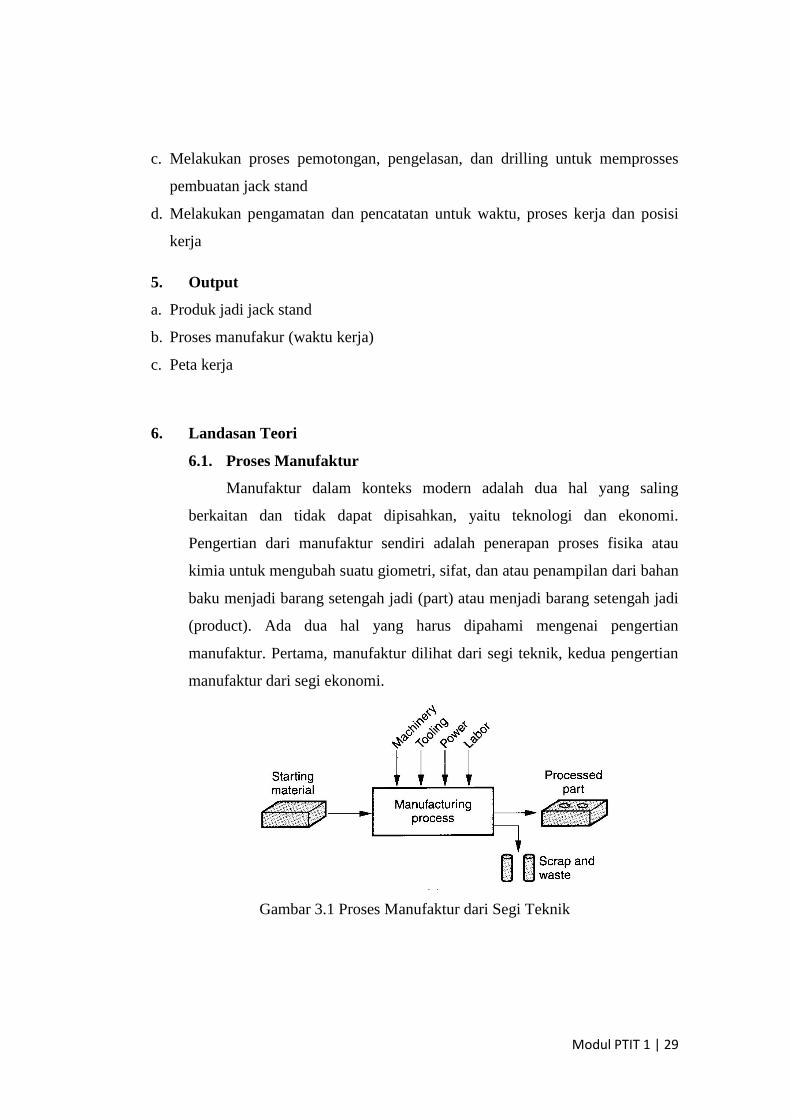
Gambar 3.1 Proses Manufaktur dari Segi Teknik
Modul PTIT 1 | 30
Manufaktur dari segi teknik adalah mengubah bahan baku melalui
proses manufaktur yang menggunakan mesin, alat potong, tenaga, dan
sumber daya menjadi barang setengah jadi (part) atau menjadi barang jadi
(product) namun juga menyisakan sampah atau scrap.
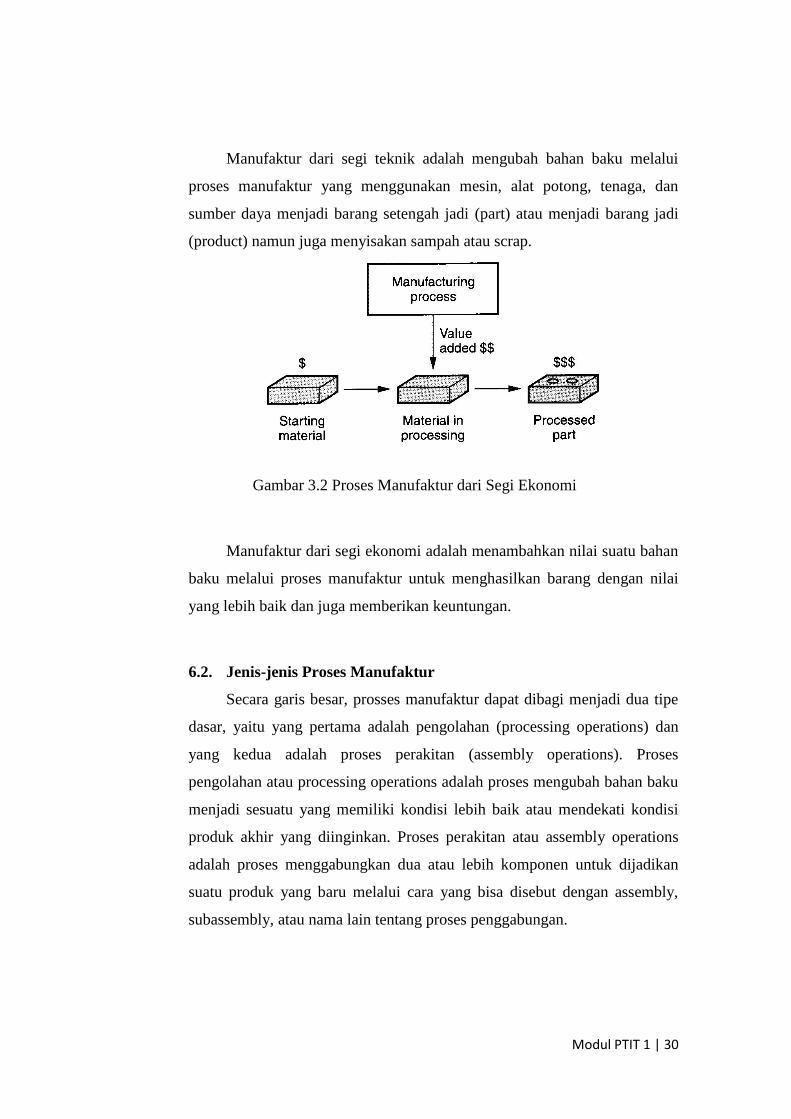
Gambar 3.2 Proses Manufaktur dari Segi Ekonomi
Manufaktur dari segi ekonomi adalah menambahkan nilai suatu bahan
baku melalui proses manufaktur untuk menghasilkan barang dengan nilai
yang lebih baik dan juga memberikan keuntungan.
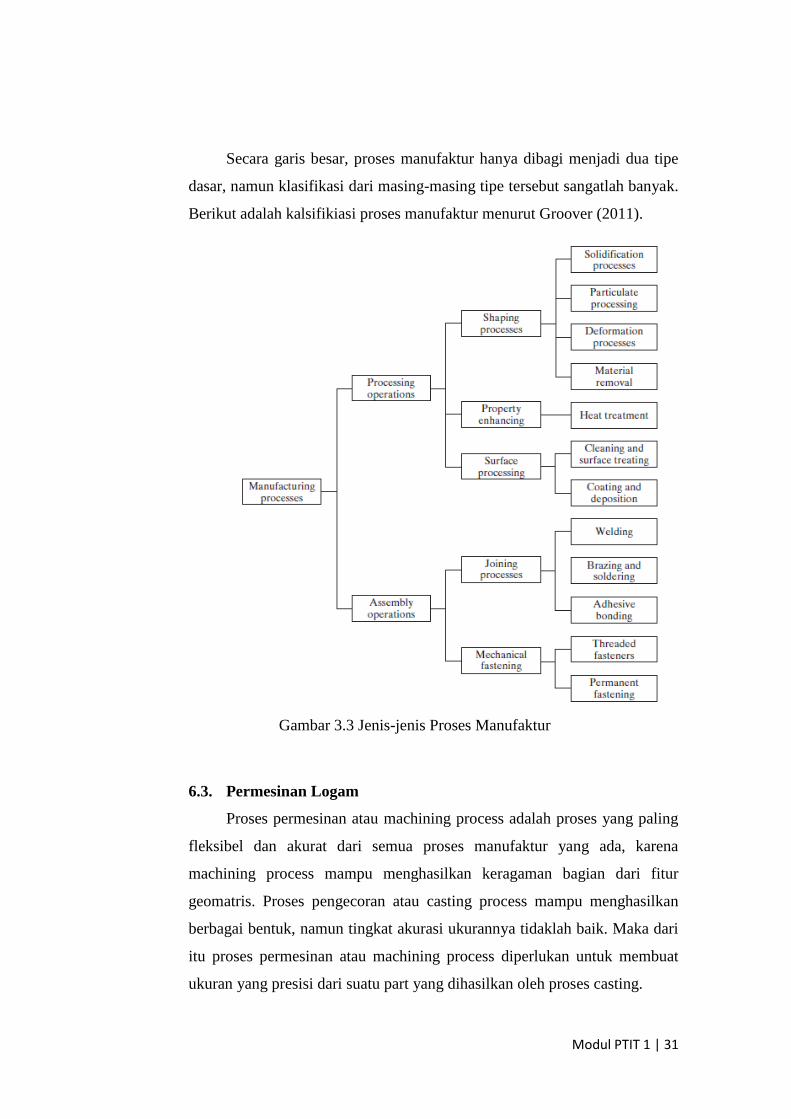
6.2. Jenis-jenis Proses Manufaktur
Secara garis besar, prosses manufaktur dapat dibagi menjadi dua tipe
dasar, yaitu yang pertama adalah pengolahan (processing operations) dan
yang kedua adalah proses perakitan (assembly operations). Proses
pengolahan atau processing operations adalah proses mengubah bahan baku
menjadi sesuatu yang memiliki kondisi lebih baik atau mendekati kondisi
produk akhir yang diinginkan. Proses perakitan atau assembly operations
adalah proses menggabungkan dua atau lebih komponen untuk dijadikan
suatu produk yang baru melalui cara yang bisa disebut dengan assembly,
subassembly, atau nama lain tentang proses penggabungan.
Modul PTIT 1 | 31
Secara garis besar, proses manufaktur hanya dibagi menjadi dua tipe
dasar, namun klasifikasi dari masing-masing tipe tersebut sangatlah banyak.
Berikut adalah kalsifikiasi proses manufaktur menurut Groover (2011).
Gambar 3.3 Jenis-jenis Proses Manufaktur
6.3. Permesinan Logam
Proses permesinan atau machining process adalah proses yang paling
fleksibel dan akurat dari semua proses manufaktur yang ada, karena
machining process mampu menghasilkan keragaman bagian dari fitur
geomatris. Proses pengecoran atau casting process mampu menghasilkan
berbagai bentuk, namun tingkat akurasi ukurannya tidaklah baik. Maka dari
itu proses permesinan atau machining process diperlukan untuk membuat
ukuran yang presisi dari suatu part yang dihasilkan oleh proses casting.
Modul PTIT 1 | 32
Proses permesinan atau machining process dibagi dalam beberapa
kategori, yaitu :
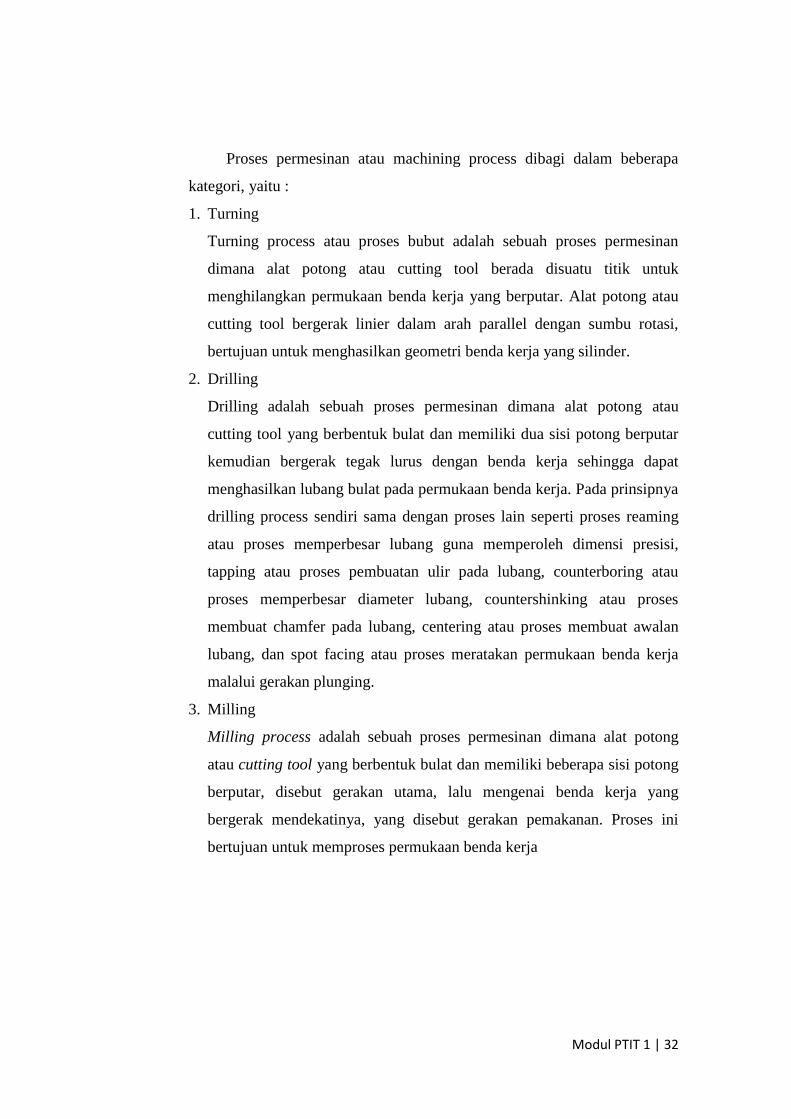
1. Turning
Turning process atau proses bubut adalah sebuah proses permesinan
dimana alat potong atau cutting tool berada disuatu titik untuk
menghilangkan permukaan benda kerja yang berputar. Alat potong atau
cutting tool bergerak linier dalam arah parallel dengan sumbu rotasi,
bertujuan untuk menghasilkan geometri benda kerja yang silinder.
2. Drilling
Drilling adalah sebuah proses permesinan dimana alat potong atau
cutting tool yang berbentuk bulat dan memiliki dua sisi potong berputar
kemudian bergerak tegak lurus dengan benda kerja sehingga dapat
menghasilkan lubang bulat pada permukaan benda kerja. Pada prinsipnya
drilling process sendiri sama dengan proses lain seperti proses reaming
atau proses memperbesar lubang guna memperoleh dimensi presisi,
tapping atau proses pembuatan ulir pada lubang, counterboring atau
proses memperbesar diameter lubang, countershinking atau proses
membuat chamfer pada lubang, centering atau proses membuat awalan
lubang, dan spot facing atau proses meratakan permukaan benda kerja
malalui gerakan plunging.
3. Milling
Milling process adalah sebuah proses permesinan dimana alat potong
atau cutting tool yang berbentuk bulat dan memiliki beberapa sisi potong
berputar, disebut gerakan utama, lalu mengenai benda kerja yang
bergerak mendekatinya, yang disebut gerakan pemakanan. Proses ini
bertujuan untuk memproses permukaan benda kerja
Modul PTIT 1 | 33
Gambar 3.4 Macam-macam Permesinan Logam
(a) Turning (b) drilling (c) peripheral milling (d) face milling
6.4. Alat Pototng (Cutting tool)
Proses permesinan tidak dapat berlangsung tanpa adanya cutting tool.
Cutting tool dibuat dari material yang lebih keras dari pada benda kerja
yang dikerjakan. Jika cutting tool digunakan untuk suatu proses yang
membutuhkan banyak gaya atau proses yang terlalu panas, maka cutting
tool tersebut akan semakin mudah rusak. Teknologi cutting tool memiliki
dua prinsip dasar yaitu material dan geometri. Beberapa hal yang
mempengaruhi tool life dari cutting tool adalah masalah kegagalan, berikut
macam-macam kegagalan dalam yang dialami cutting tool
Fracture failure
Kegagalan ini terjadi ketika gaya pemotongan terjadi pada titik
kritis, menyebabkan cutting tool gagal secara tiba- tiba dan menjadi
patah.
Temperature failure
Modul PTIT 1 | 34
Kegagalan ini terjadi ketika temperatur saat proses pemotongan
terlalu tinggi diatas daya tahan material, sehingga cutting tool
berubah bentuk atau kehilangan sisi tajamnya.
Gradual wear
Kegagalan ini terjadi ketika cutting tool kehilangan sisi potongnya.
Life time dari cutting tool sangat dipengaruhi oleh proses pemotongan,
semakin lama dan pelan suatu proses, maka life time cutting tool akan
semakin panjang, begitu juga sebaliknya. Selain itu Life time dari cutting
tool juga dipengaruhi oleh metode setting, semakin besar dan pendek suatu
cutting tool, maka life time cutting tool tersebut juga akan semakin panjang,
begitu juga sebaliknya
7. Referensi
1. Groover, M., 2007. Otomasim Sistem Produksi, dan Computer-
Integrated Manufacturing.Edisi Kedua penyunting. Surabaya : Guna
Widya.
Modul PTIT 1 | 35
MODUL 4
PROSES MANUFAKTUR II
1. Deskripsi
Proses lanjutan dari proses pebuatan benda kerja sebelumnya, untuk
melakukan finishing dan mengetahui kekuatan produk yang telah dibuat.
2. Tujuan
a. Memberikan pengetahuan tentang uji tekan terhadap sebuah produk
b. Memberikan pemahaman terhadap kebutuhan kekuatan produk
3. Alat dan Bahan
a. Produk Jack Stand yang telah jadi
b. Mesin Press
4. Prosedur Pelaksanaan Praktikum
a. Setiap kelompok melakukan finishing pada produk jadi yang telah dibuat
sebelumnya,
b. Melakukan uji tekan pada produk jadi yang telah dibuat sebelumnya.
5. Output
a. Produk jadi jack stand yang telah difinishing
6. Landasan Teori
Pengujian tekan adalah salah satu pengujian mekanik dan tergolong pada
jenis merusak karena setelah pengujian spesimen sudah tidak bisa digunakan
kembali. Terdapat beberapa fenomena dalam melakukan uji tekan, yaitu :
1. Barelling, adalah pertambahan diameter pada bahan uji setelah diberi
pembebanan.

Modul PTIT 1 | 36
2. Buckling, adalah pembengkokan pada material setelah diberi pembebanan.
3. Hardening, adalah pengerasan pada material akibat penumpukan dislokasi pada
batas butir.
7. Referensi
1. Muyono, Tri. 2004. Teknologi Beton. Yogyakarta : ANDI.
Modul PTIT 1 | 37
MODUL 5
PEMETAAN DAN ANALISIS METODE KERJA
1. Deskripsi
Analisis metode kerja terkait dengan waktu baku dan cara kerja seorang
pekerja atau karyawan untuk mendukung produktivitas sehingga dapat dilakukan
peningkatan lagi dengan melakukan perbaikan metode kerja yang ada
sebelumnya.
2. Tujuan
b. Mampu mengidentifikasi komponen-komponen sistem kerja
c. Mampu mengidentifikasi pemborosan dalam sistem kerja
d. Mampu mengidentifikasi masalah yang terdapat dalam sistem kerja dengan
menerapkan metode identifikasi masalah
e. Mampu melakukan evaluasi kerja eksisting dengan menggunakan prinsip
ekonomi gerakan.
3. Alat dan Bahan
a. Komponen jack stand
b. Kamera perekam
c. Stopwatch
4. Prosedur Pelaksanaan Praktikum
a. Melakukan beberapa kali proses perakitan jack stand
b. Catat waktu dan rekam proses perakitan
c. Catat pemborosan yang dilakukan
5. Output
a. Data antropometri
b. Metode kerja
c. Peta kerja usulan
Modul PTIT 1 | 38
6. Landasan Teori
6.1. Studi Gerakan
Study gerakan adalah analisa yang dilakukan terhadap beberapa
gerakan bagian badan pekerja dalam menyelesaikan pekerjaannya. Seorang
tokoh yang telah meneliti gerakan - gerakan dasar secara mendalam adalah
Frank B. Gilberth beserta istrinya yang menguraikan gerakan ke dalam 17
gerakan dasar atau elemen gerakan yang dinamai Therblig .
Secara garis besar masing - masing gerakan Therblig dapat
didefinisikan sebagai berikut :
4. Mencari
Mencari adalah elemen dasar gerakan pekerja untuk menentukan lokasi
suatu obyek. Gerakan dimulai pada saat mata bergerak mencari obyek
dan berakhir jika obyek telah ditemukan. Mencari ini termasuk dalam
gerakan Therblig yang tidak efektif.
5. Memilih
Memilih merupakan elemen gerakan Therblig untuk menemukan atau
memilih suatu obyek diantara dua atau lebih obyek lainnya yang sama.
Memilih ini termasuk dalam elemen gerakan Therblig yang tidak
efektif.
6. Memegang (Grasp)
Memegang adalah elemen gerakan tangan yang dilakukan dengan
menutup jari-jari tangan obyek yang dikehendaki dalam suatu operasi
kerja. Memegang adalah elemen Therblig yang diklasifikasikan sebagai
elemen gerakan efektif yang biasanya tidak bisa dihilangkan tetapi
dalam beberapa hal dapat diperbaiki.
7. Menjangkau/Membawa Tanpa Beban (Transport Empty)
Menjangkau adalah elemen gerakan Therblig yang menggambarkan
gerakan tangan berpindah tempat tanpa beban atau hambatan
(resistance) baik gerakan yang menuju atau menjauhi obyek. Gerakan
ini diklasifikasikan sebagai elemen Therblig yang efektif dan sulit
untuk dihilangkan secara keseluruhan dari suatu siklus kerja.
Modul PTIT 1 | 39
8. Membawa dengan Beban (Transport Loaded)
Membawa merupakan elemen perpindahan tangan, hanya saja disini
tangan bergerak dalam kondisi membawa beban (obyek). Elemen gerak
membawa termasuk Therblig yang efektif sehingga sulit untuk
dihindarkan.
9. Memegang untuk Memakai (Hold)
Elemen ini terjadi jika elemen memegang obyek tanpa menggerakan
obyek tersebut. Elemen memegang untuk memakai adalah elemen kerja
yang tidak efektif yang bisa dihilangkan dengan memakai alat bantu
untuk memegang obyek.
10. Melepas (Releas Load)
Elemen ini terjadi pada saat operator melepaskan kembali terhadap
obyek yang dipegang sebelumnya. Elemen gerak melepas termasuk
elemen therblig yang efektif yang bisa diperbaiki.
11. Mengarahkan (Position)
Mengarahkan adalah elemen gerakan therblig yang terdiri dari
menempatkan obyek pada lokasi yang dituju secara tepat. Elemen gerak
ini termasuk Therblig yang tidak efektif, sehingga untuk itu harus
diusahakan untuk dihilangkan.
12. Mengarahkan Awal (Pre-Position)
Mengarahkan awal adalah elemen gerakan efektif Therblig yang
mengarahkan obyek kesuatu tempat sementara sehingga pada saat kerja
mengarahkan obyek benar-benar dilakukan maka obyek tersebut
dengan mudah dapat dipegang dan dibawa kearah tujuan yang
dikehendaki.
13. Memeriksa (Inspect)
Elemen ini termasuk dalam langkah kerja untuk menjamin bahwa
obyek telah memenuhi persyaratan kualitas yang ditetapkan. Elemen ini
termasuk elemen Therblig yang tidak efektif.
14. Merakit (Assembly)
Modul PTIT 1 | 40
Merakit adalah elemen gerakan Therblig untuk menghubungkan dua
obyek atau lebih menjadi satu kesatuan. Elemen ini merupakan elemen
Therblig yang efektif yang tidak dapat dihilangkan sama sekali tetapi
dapat diperbaiki.
15. Mengurai Rakit (Disassembly)
Disini dilakukan gerakan memisahkan atau mengurai dua obyek
tergabung satu menjadi obyek-obyek yang terpisah. Ini termasuk
gerakan therbligh yang efektif.
16. Memakai (Use)
Memakai adalah elemen gerakan efektif Therblig dimana salah satu
atau kedua tangan digunakan untuk memakai/mengontrol suatu alat
untuk tujuan-tujuan tertentu selama kerja berlangsung.
17. Kelambatan yang Tidak Terhindarkan (Unavoidable Delay)
Kondisi ini diakibatkan oleh hal-hal diluar kontrol dari operator dan
merupakan interupsi terhadap proses kerja yang sedang berlangsung.Ini
termasuk gerakan therbligh yang tidak efektif.
18. Kelambatan yang Dapat Dihindari (Avoidable Delay)
Kegiatan ini menunjukan situasi yang tidak produktif yang dilakukan
oleh operator sehingga perbaikan/penanggulangan yang perlu dilakukan
lebih ditujukan kepada operator sendiri tanpa harus merubah proses
kerja lainnya.Ini termasuk gerakan therbligh yang tidak efektif.
19. Merencanakan (Plan)
Elemen ini merupakan proses mental dimana operator berhenti sejenak
bekerja dan memikir untuk mentukan tindakan-tindakan apa yang harus
dilakukan.Ini termasuk gerakan therbligh yang tidak efektif.
20. Istirahat untuk Menghilangkan Lelah (Rest to Overcome Fatigue)
Elemen ini tidak terjadi pada setiap siklus kerja akan tetapi berlangsung
secara periodik. Ini termasuk gerakan therbligh yang tidak efektif.
Modul PTIT 1 | 41
6.2. Analisa Kerja (Operation Analysis)
Terdapat dua metode yang termasuk dalam penetapan waktu baku
dengan data waktu gerakan (predetermined motion time system) yaitu sistem
faktor kerja (work-factor system) dan metode pengukuran waktu (methods-
time measurement).
a. Work - factor system
Sistem faktor kerja merupakan salah satu sistem dari Predetermined
time system yang paling awal dan secara luas diaplikasikan Sistem ini
memungkinkan untuk menetapkan waktu untuk pekerjaan-pekerjaan manual
dengan menggunakan data waktu gerakan yang telah ditetapkan terlebih
dahulu. Langkah-langkah yang diambil di sini pertama kali adalah membuat
analisa detail setiap langkah kerja yang ada berdasarkan 4 variabel yang
merupakan dasar utama pelaksanaan kerja (anggota tubuh, kerja perpidahan
gerakan, manual kontrol dan berat/hambatan yang ada) dan mengunakan
data faktor kerja sebagai unit pengukurnya. Langkah berikutnya adalah
menentukan waktu baku yang diperoleh dari Tabel data waktu baku
gerakan.
b. Methods-Time Measurement
Methods Time Measurement (MTM) adalah suatu sistem penerapan
awal waktu baku (predetermined time standard) yang dikembangkan
berdasarkan studi gambar gerakan-gerakan kerja dari suatu operasi kerja
industri yang direkam dalam film. Sistem ini didefinisikan sebagai suatu
prosedur untuk menganalisa setiap operasi atau metode kerja (manual
operation) ke dalam gerakan-gerakan dasar yang diperlukan untuk
melaksanakan kerja tersebut, dan kemudian menetapkan standar waktu dari
masing-masing gerakan tersebut berdasarkan macam gerakan dan kondisi-
kondisi kerja yang ada.
Modul PTIT 1 | 42
6.3. Prinsip Ekonomi Gerakan (Motion Economy)
Menurut Ralph Barnes (1980) terdapat 3 prinsip dalam ekonomi
gerakan, yaitu:
a. Gerakan yang berhubungan dengan tubuh manusia
b. Gerakan yang berhubungan denganperaturan tata letak tempat kerja
c. Gerakan yang berhubungan dengan perancangan peralatan
Masing-masing prinsip gerakan ekonomi tersebut memiliki spesifikasi
gerakan sebagai berikut:
Gerakan yang berhubungan tubuh manusia dan gerakannya :
1. Kedua tangan sebaiknya memulai dan mengakhiri secara
bersamaan.
2. Kedua tangan sebaiknya tidak menganggur secara bersamaan
kecuali sedang istirahat.
3. Gerakan kedua tangan akan lebih mudah jika satu terhadap lainnya
simetris dan berlawanan arah gerakannya.
4. Gerakan tubuh atau tangan sebaiknya dihemat dan memperhatikan
alam atau natural dari gerakan tubuh atau tangan.
5. Sebaiknya para pekerja dapat memanfaatkan momentum untuk
membantu pekerjaannya, pemanfaatan ini timbul karena
berkurangnya kerja otot dalam bekerja.
6. Gerakan yang patah-patah bayak perubahan arah akan
memperlambat gerakan tersebut.
7. Gerakan balistik akan lebih cepat, menyenangkan dan teliti dari
pada gerakan yang dikendalikan.
8. Pekerjaan sebaiknya dirancang semudah-mudahnya dan jika
memungkinkan irama kerja harus mengikuti irama alamiah bagi si
pekerjanya.
9. Usahakan sesedikit mungkin gerakan mata.
Modul PTIT 1 | 43
Prinsip-prinsip ekonomi gerakan berhubungan dengan pengaturan tata
letak tempat kerja:
1. Sebaiknya diusahakan agar peralatan dan bahan baku dapat diambil
dari tempat tertentu dan tetap.
2. Bahan dan peralatan diletakan pada tempat yang mudah, cepat dan
enak untuk dicapai atau dijangkau.
3. Tempat penyimpanan bahan yang dirancang dengan memanfaatkan
prinsip gaya berat akan memudahkan kerja karena bahan yang akan
diproses selalu siap di tempat yang mudah untuk diambil. Hal ini
menghemat tenaga dan biaya.
4. Objek yang sudah selesai penyalurannya dirancang menggunakan
mekanisme yang baik.
5. Bahan-bahan dan peralatan sebaiknya ditempatkan sedemikian rupa
sehingga gerakan–gerakan dilakukan dengan urutan terbaik.
6. Tinggi tempat kerja dan kursi sebaiknya sedemikian rupa sehingga
alternatif berdiri dan duduk dalam menghadapi pekerjaan
merupakan suatu hal yang menyenangkan.
Prinsip-prinsip ekonomi gerakan dihubungkan dengan perancangan
peralatan:
1. Tangan sebaiknya dapat dibedakan dari semua pekerjaan bila
penggunaan dari perkakas pembantu atau alat yang dapat
digerakkan dengan kaki dapat ditingkatkan.
2. Peralatan sebaiknya dirancang sedemikian agar mempunyai lebih
dari satu kegunaan.
3. Peralatan sebaiknya sedemikian rupa sehingga memudahkan dalam
pemegangan dan penyimpanannya.
4. Bila setiap jari tangan melakukan gerakan sendiri-sendiri, misalnya
seperti pekerjaan mengetik, beban yang didistribusikan pada jari
harus sesuai dengan kekuatan masing-masing jari.
Modul PTIT 1 | 44
5. Roda tangan, palang dan peralatan yang sejenis dengan itu
sebaiknya diatur sedemikian sehingga badan dapat melayaninya
dengan posisi yang baik dan dengan tenaga yang minimum.
6.4. Seven Tools
Seorang ahli pengendalian kualitas statistik dari Jepang, Kaoru
Ishikawa, percaya bahwa statistik mampu menyelesaikan 95% persoalan
kualitas. Ishikawa menyarankan untuk meningkatkan penggunaan statistik
dengan jalan melatih semua orang dalam organisasi agar dapat
menggunakan dan menguasai alat-alat statistik yang diperlukan
untuk pengendalian kualitas, seperti: bagan Pareto, diagram tulang
ikan (fishbone), histogram, dan sebagainya. Alat-alat statistik ini kemudian
dikenal dengan nama 7 Tools yang dirancang sederhana agar dapat dipakai
siapa saja, termasuk para pekerja yang berbekal pendidikan menengah.
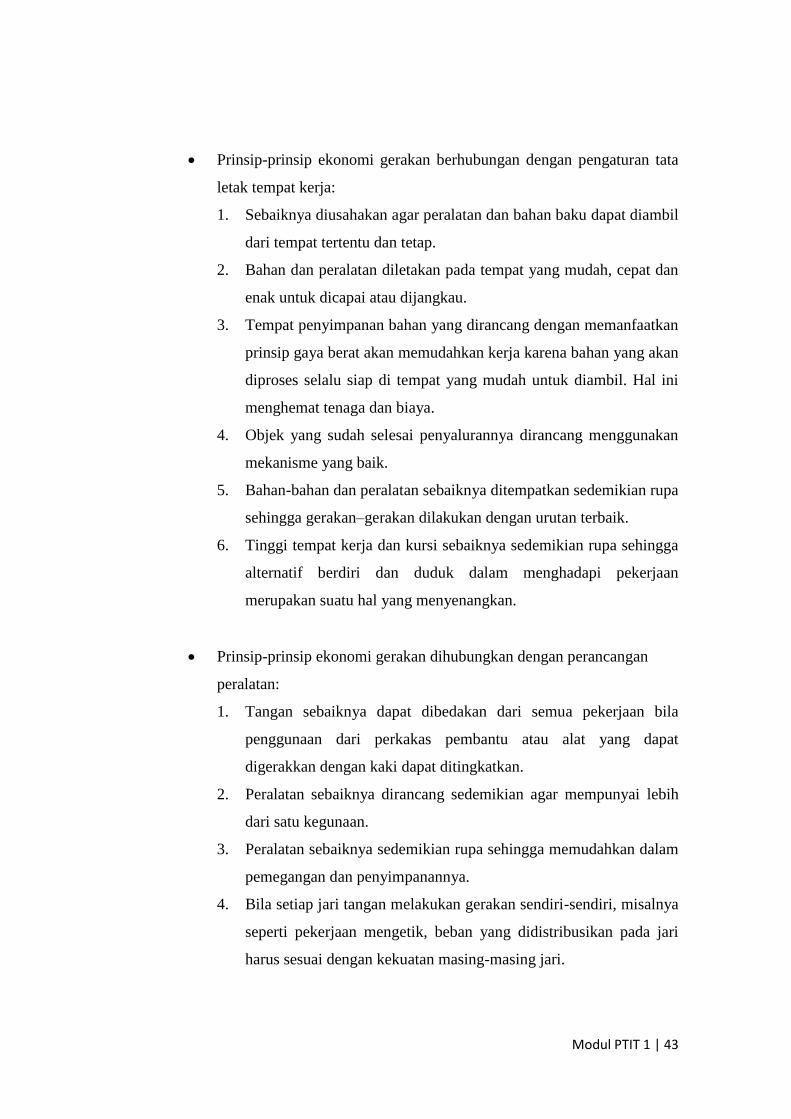
1. Check sheet
Gambar 4.1 Contoh Check Sheet
Check sheet (lembar pemeriksaan) adalah lembar yang dirancang
sederhana berisi daftar hal-hal yang perlukan untuk tujuan perekaman
data sehingga pengguna dapat mengumpulkan data dengan mudah,
sistematis, dan teratur pada saat data itu muncul di lokasi kejadian.
Data dalam check sheet baik berbentuk data kuantitatif maupun
kualitatif dapat dianalisis secara cepat (langsung) atau menjadi masukan
Modul PTIT 1 | 45
data untuk peralatan kualitas lain, misal untuk masukan data Pareto
chart.
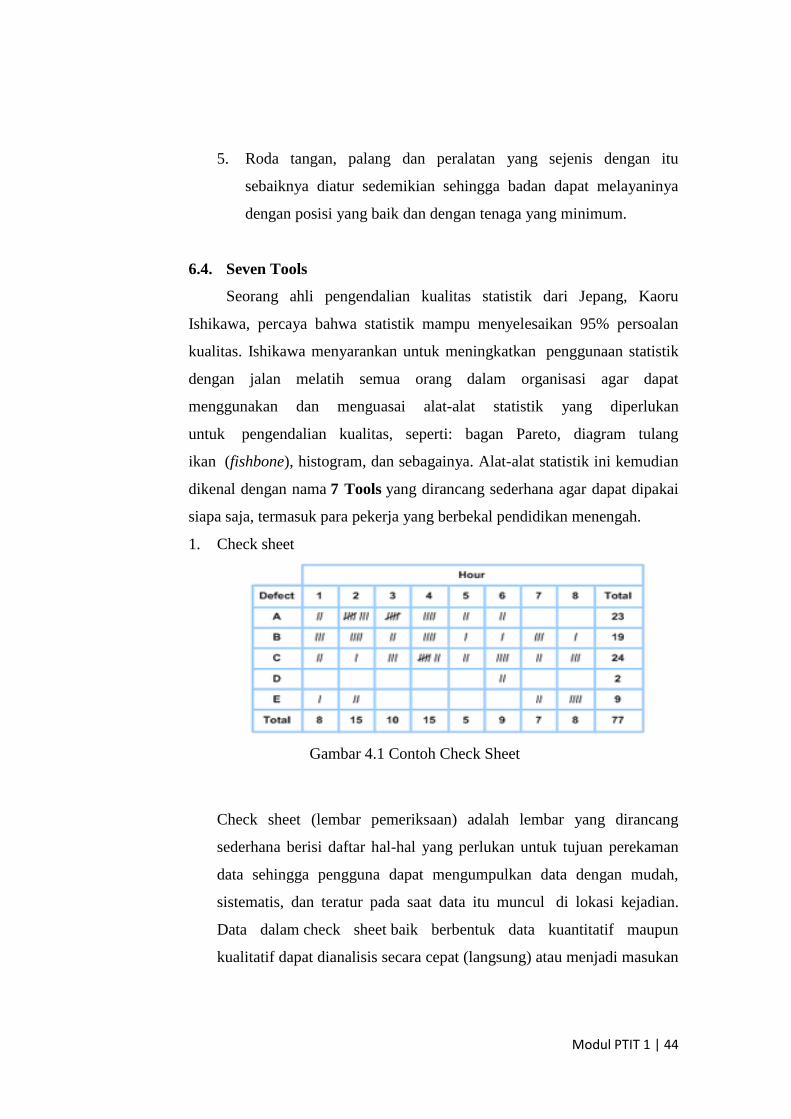
2. Scatter diagram
Gambar 4.2 Contoh Scatter Diagram
Scatter diagram (diagram pencar) adalah grafik yang menampilkan
sepasang data numerik pada sistem koordinat Cartesian, dengan satu
variabel pada masing-masing sumbu, untuk melihat hubungan dari
kedua variabel tersebut. Jika kedua variabel tersebut berkorelasi, titik-
titik koordinat akan jatuh di sepanjang garis atau kurva. Semakin baik
korelasi, semakin ketat titik-titik tersebut mendekati garis.
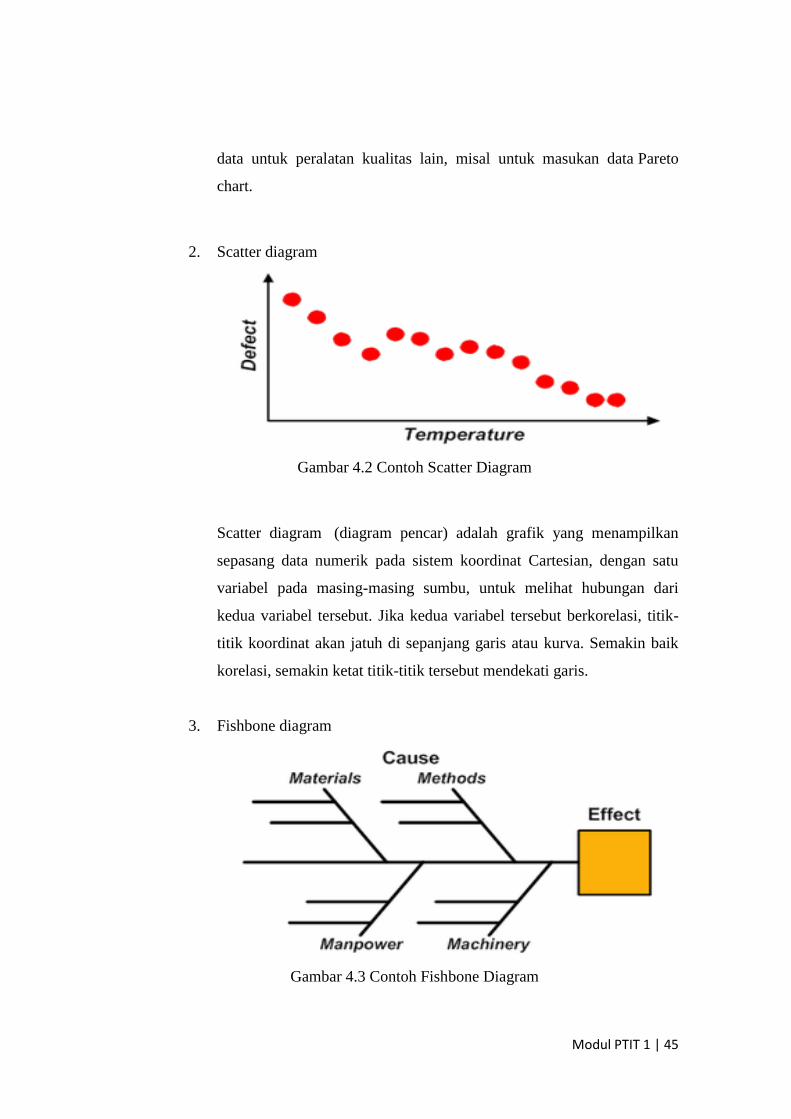
3. Fishbone diagram
Gambar 4.3 Contoh Fishbone Diagram
Modul PTIT 1 | 46
Fishbone diagram (diagram tulang ikan) sering disebut juga diagram
Ishikawa atau cause–and–effect diagram (diagram sebab-
akibat). Fishbone diagram adalah alat untuk mengidentifikasi berbagai
sebab potensial dari satu efek atau masalah, dan menganalisis masalah
tersebut melalui sesi brainstorming. Masalah akan dipecah menjadi
sejumlah kategori yang berkaitan, mencakup manusia, material, mesin,
prosedur, kebijakan, dan sebagainya. Setiap kategori mempunyai sebab-
sebab yang perlu diuraikan melalui sesi brainstorming.
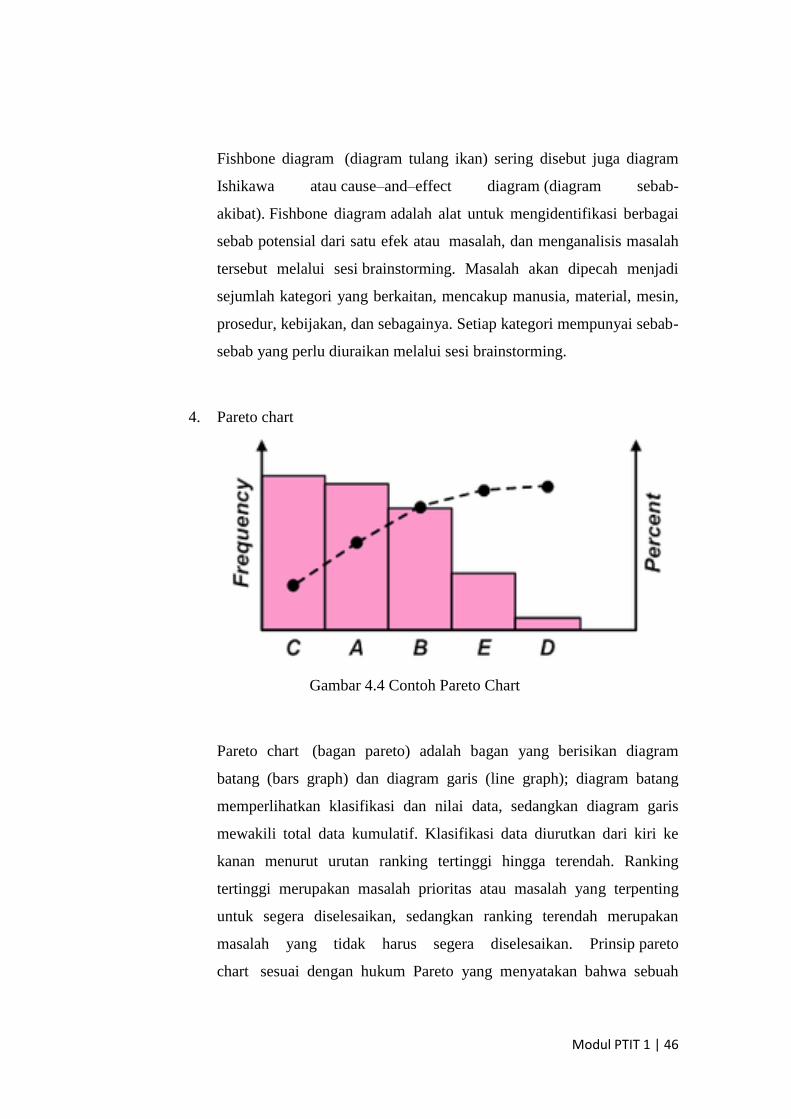
4. Pareto chart
Gambar 4.4 Contoh Pareto Chart
Pareto chart (bagan pareto) adalah bagan yang berisikan diagram
batang (bars graph) dan diagram garis (line graph); diagram batang
memperlihatkan klasifikasi dan nilai data, sedangkan diagram garis
mewakili total data kumulatif. Klasifikasi data diurutkan dari kiri ke
kanan menurut urutan ranking tertinggi hingga terendah. Ranking
tertinggi merupakan masalah prioritas atau masalah yang terpenting
untuk segera diselesaikan, sedangkan ranking terendah merupakan
masalah yang tidak harus segera diselesaikan. Prinsip pareto
chart sesuai dengan hukum Pareto yang menyatakan bahwa sebuah
Modul PTIT 1 | 47
grup selalu memiliki persentase terkecil (20%) yang bernilai atau
memiliki dampak terbesar (80%). Pareto chart mengidentifikasi 20%
penyebab masalah vital untuk mewujudkan 80% improvement secara
keseluruhan.
5. Flow Charts
Gambar 4.5 Contoh Flow Chart
Flow charts (bagan arus) adalah alat bantu untuk memvisualisasikan
proses suatu penyelesaian tugas secara tahap-demi-tahap untuk tujuan
analisis, diskusi, komunikasi, serta dapat membantu kita untuk
menemukan wilayah-wilayah perbaikan dalam proses.
6. Histogram
Gambar 4.6 Contoh Histogram
Modul PTIT 1 | 48
Histogram adalah alat seperti diagram batang (bars graph) yang
digunakan untuk menunjukkan distribusi frekuensi. Sebuah distribusi
frekuensi menunjukkan seberapa sering setiap nilai yang berbeda dalam
satu set data terjadi. Data dalam histogram dibagi-bagi ke dalam kelas-
kelas, nilai pengamatan dari tiap kelas ditunjukkan pada sumbu X.
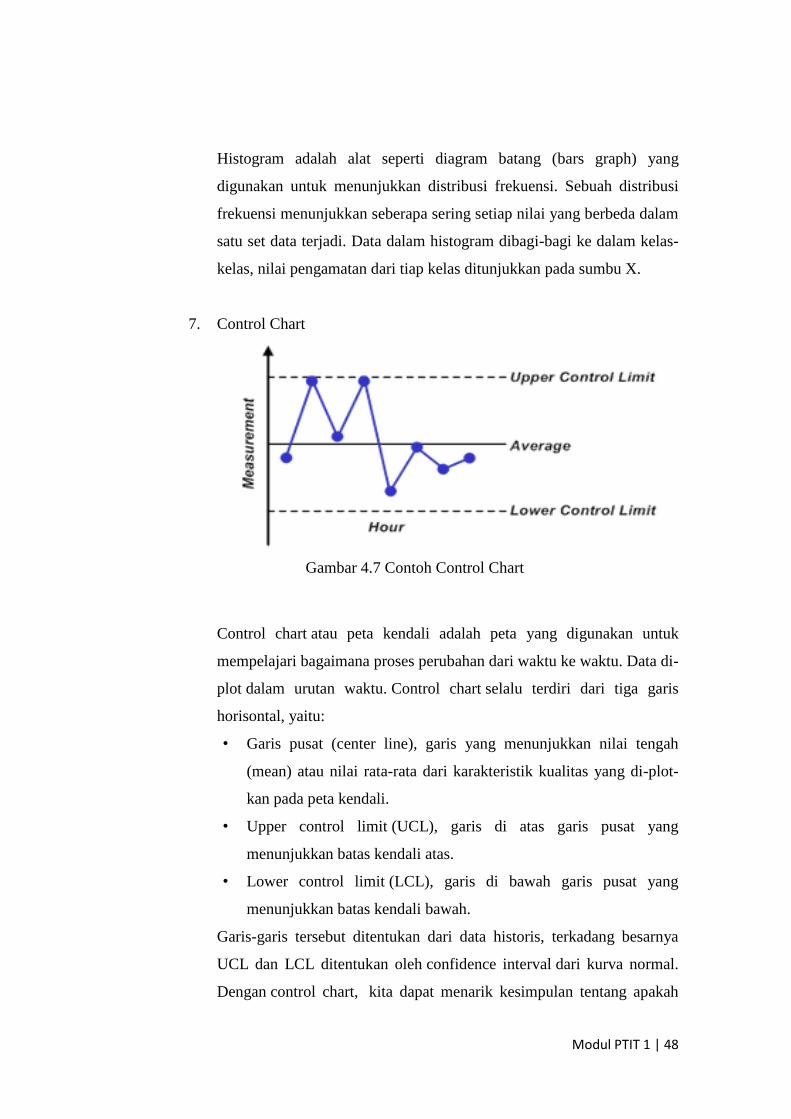
7. Control Chart
Gambar 4.7 Contoh Control Chart
Control chart atau peta kendali adalah peta yang digunakan untuk
mempelajari bagaimana proses perubahan dari waktu ke waktu. Data di-
plot dalam urutan waktu. Control chart selalu terdiri dari tiga garis
horisontal, yaitu:
• Garis pusat (center line), garis yang menunjukkan nilai tengah
(mean) atau nilai rata-rata dari karakteristik kualitas yang di-plot-
kan pada peta kendali.
• Upper control limit (UCL), garis di atas garis pusat yang
menunjukkan batas kendali atas.
• Lower control limit (LCL), garis di bawah garis pusat yang
menunjukkan batas kendali bawah.
Garis-garis tersebut ditentukan dari data historis, terkadang besarnya
UCL dan LCL ditentukan oleh confidence interval dari kurva normal.
Dengan control chart, kita dapat menarik kesimpulan tentang apakah

Modul PTIT 1 | 49
variasi proses konsisten (dalam batas kendali) atau tidak dapat
diprediksi (di luar batas kendali karena dipengaruhi oleh special cause
of variation, yaitu variasi yang terjadi karena faktor dari luar sistem).
7. Referensi
1. Wignjosoebroto, S. 2011. Ergonomi Studi Gerak dan Waktu. Teknik Analisis
untuk Peningkatan Produktivitas Kerja.