die sinker
TRANSCRIPT
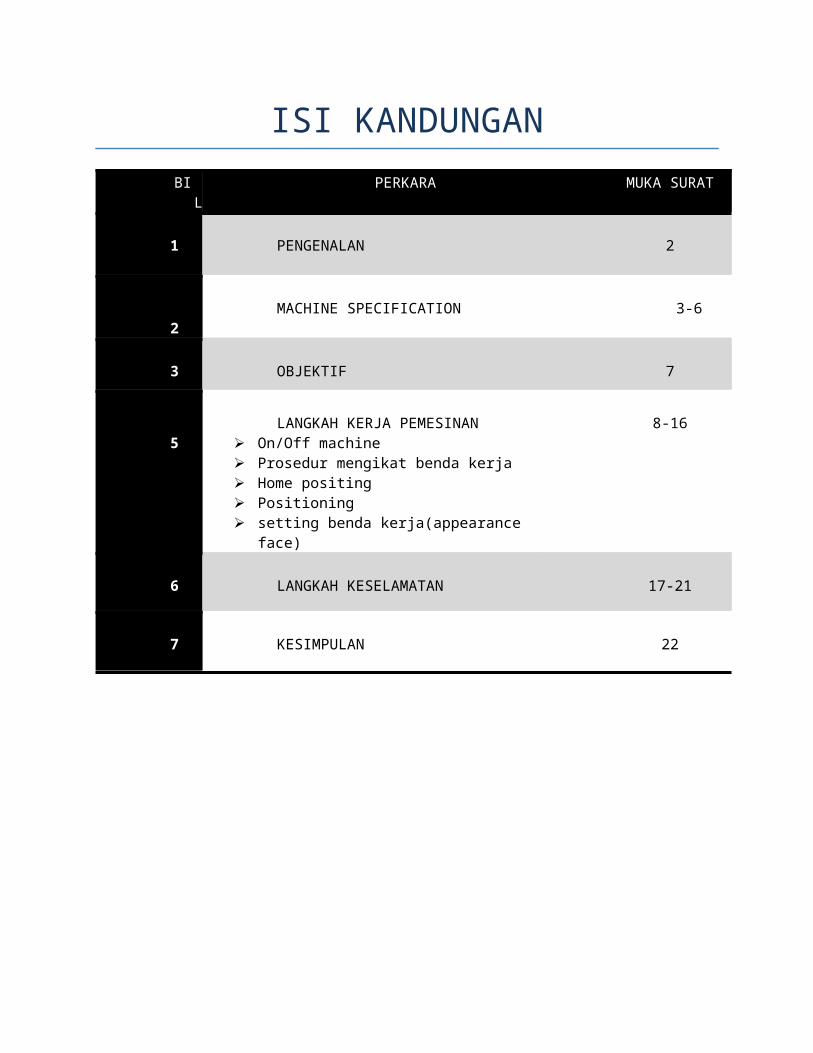
ISI KANDUNGAN
BIL PERKARA MUKA SURAT
1 PENGENALAN 2
2MACHINE SPECIFICATION 3-6
3 OBJEKTIF 7
5LANGKAH KERJA PEMESINAN
On/Off machine Prosedur mengikat benda kerja Home positing Positioning setting benda kerja(appearance face)
8-16
6 LANGKAH KESELAMATAN 17-21
7 KESIMPULAN 22
Pengenalan
Penghasilan laporan ini setelah pembelajari mengenai CNC ELECTRICAL DISCHARGE MACHINING(EDM) daripada En RAFIZAL di bangkel Flexible Manufacturing System (FMS ).Pembelajaran dijalankan mengikut jadual yang ditetapkan dan mengikut kumpulan yang telah diagihkan. Dalam tempoh pembelajaran, kami telah diberi pendedahan mengenai bahagian-bahagian yang terdapat pada mesin, fungsi serta cara operasi dan cara pengendalian yang selamat.Pembelajaran ini juga menitikberatkan tentang keselamatan pelajar .Ini kerana En.RAFIZAL telah menerangkan tentang keselamatan yang perlu di ikut ketika menjalankan mesin CNC EDM DIE SINKER ini.Dalam laporan yang telah disiapkan ini, segala bentuk cara penggunaan yang betul dan selamat telah diterapkan di dalam laporan ini. Ini adalah bertujuan untuk memudahkan sesiapa yang ingat pelajari cara penggunaan CNC ELECTRICAL DISCHARGE MACHINING(EDM) DIE SINKER dengan lebih selamat, cekap dan cepat.
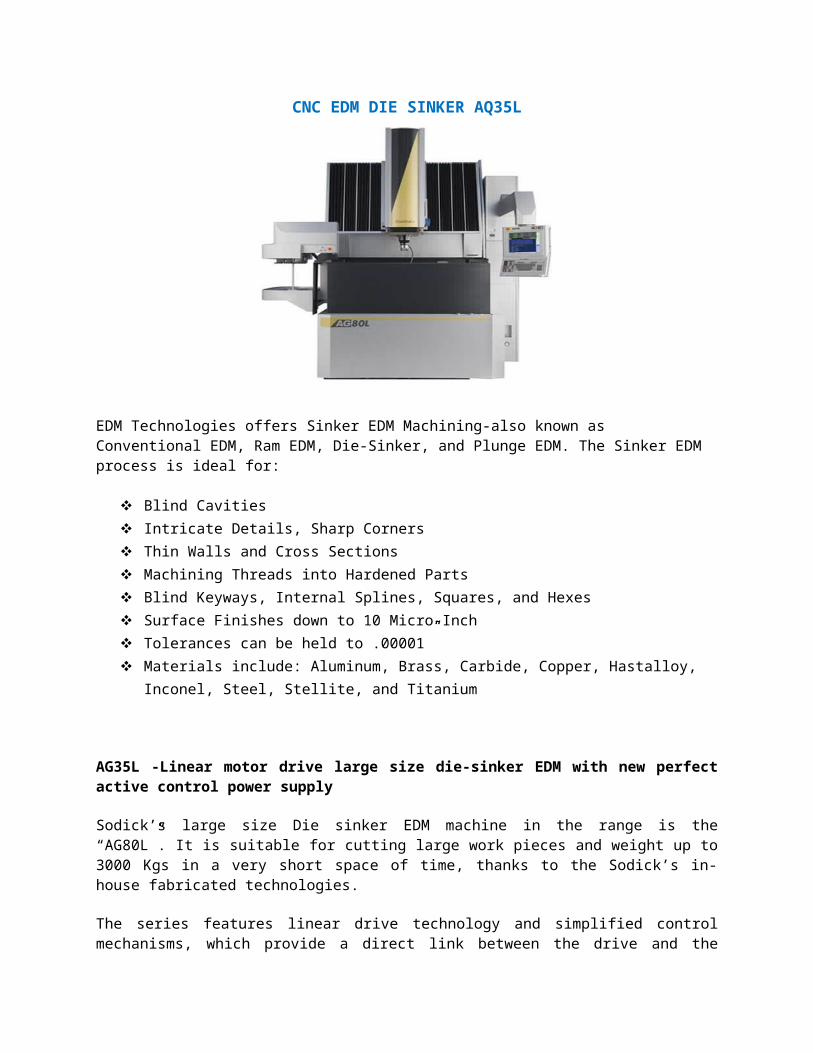
CNC EDM DIE SINKER AQ35L
EDM Technologies offers Sinker EDM Machining-also known as Conventional EDM, Ram EDM, Die-Sinker, and Plunge EDM. The Sinker EDM process is ideal for:
Blind Cavities Intricate Details, Sharp Corners Thin Walls and Cross Sections Machining Threads into Hardened Parts Blind Keyways, Internal Splines, Squares, and Hexes Surface Finishes down to 10 Micro-Inch Tolerances can be held to .00001” Materials include: Aluminum, Brass, Carbide, Copper, Hastalloy, Inconel, Steel, Stellite, and
Titanium
AG35L -Linear motor drive large size die-sinker EDM with new perfect active control power supply
Sodick’s large size Die sinker EDM machine in the range is the “AG80L”. It is suitable for cutting large work pieces and weight up to 3000 Kgs in a very short space of time, thanks to the Sodick’s in-house fabricated technologies.
The series features linear drive technology and simplified control mechanisms, which provide a direct link between the drive and the control. This ensures the fastest possible servo response and optimal spark gaps at all times.
With the automatic three-sided vertically sliding tank the large work-piece easily loaded and unloaded.
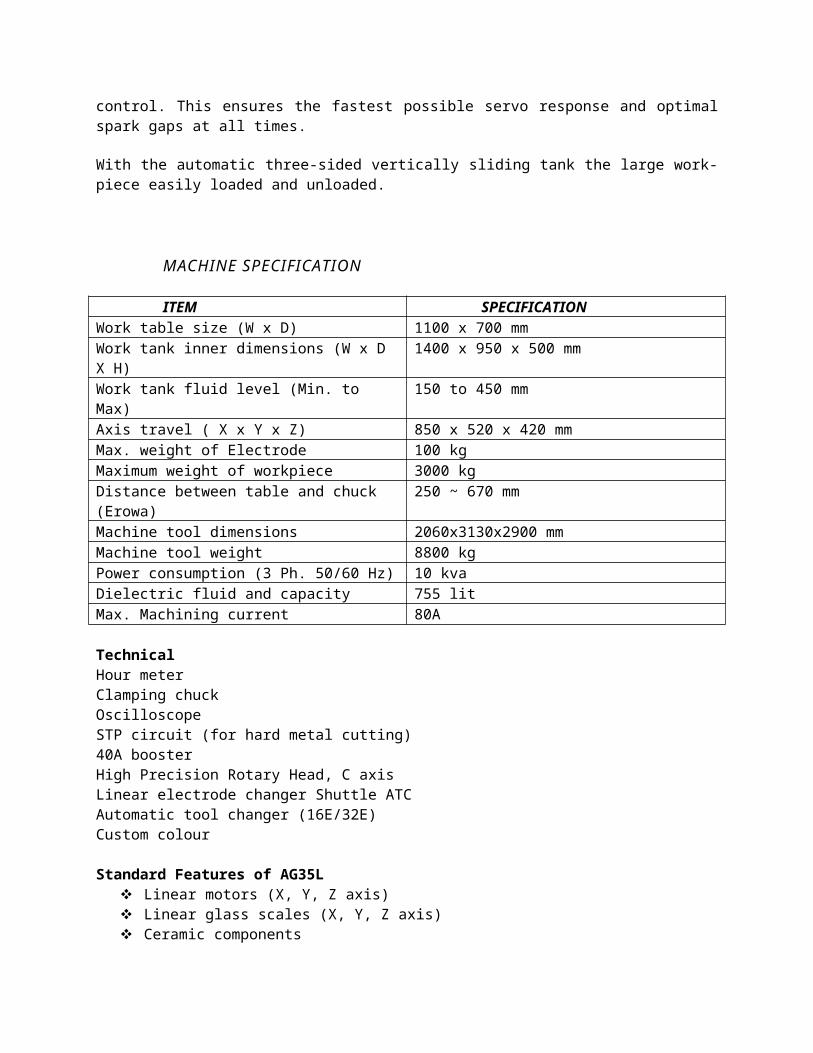
MACHINE SPECIFICATION
ITEM SPECIFICATIONWork table size (W x D) 1100 x 700 mm Work tank inner dimensions (W x D X H) 1400 x 950 x 500 mm Work tank fluid level (Min. to Max) 150 to 450 mm Axis travel ( X x Y x Z) 850 x 520 x 420 mm Max. weight of Electrode 100 kg Maximum weight of workpiece 3000 kg Distance between table and chuck (Erowa) 250 ~ 670 mm Machine tool dimensions 2060x3130x2900 mm Machine tool weight 8800 kg Power consumption (3 Ph. 50/60 Hz) 10 kva Dielectric fluid and capacity 755 lit Max. Machining current 80A
Technical Hour meterClamping chuckOscilloscopeSTP circuit (for hard metal cutting)40A boosterHigh Precision Rotary Head, C axisLinear electrode changer Shuttle ATCAutomatic tool changer (16E/32E)Custom colour
Standard Features of AG35L Linear motors (X, Y, Z axis) Linear glass scales (X, Y, Z axis) Ceramic components Linear motor cooling unit Dielectric cooling unit (Chiller) LN Professional programming system SVC circuit SQ circuit Arc-less system Remote controller Mouse UPS Step-down transformer LAN +USB 15"TFT Touch screen Motorised 3 sided vertical sliding tank Fire extinguisher
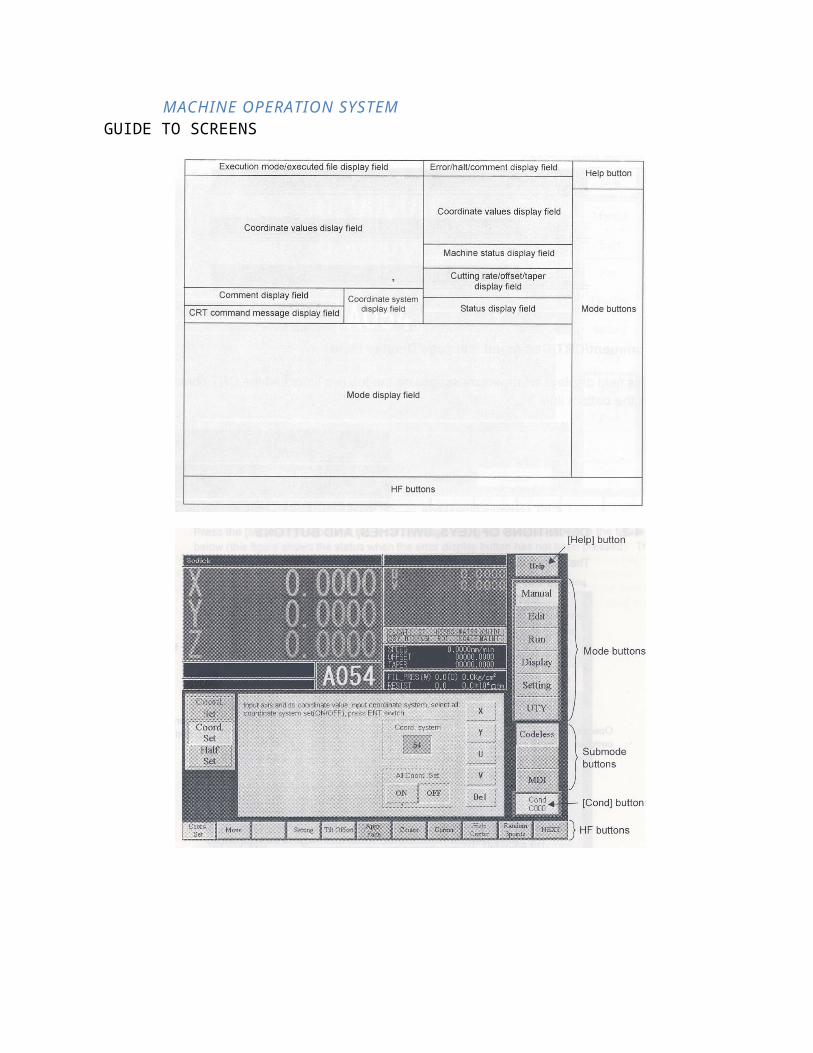
MACHINE OPERATION SYSTEMGUIDE TO SCREENS
Objektif Objektif utama laporan ini disiapkan adalah bagi tujuan untuk mengetahui matlamat utama mempelajari CNC EDM ini. Dengan adanya laporan seperti ini, para pelajar akan lebih focus terhadap pembelajaran. Selain itu, pengajar juga dapat menilai tahap kemampuan pelajar dengan mengendalikan CNC EDM DIE SENKER.
Antara objektifnya :- Untuk melatih para pelajar tentang pengunaan mesin CNC EDM. Untuk mendedahkan para pelajar tentang penggunaan mesin cnc dengan betul Untuk melahirkan pelajar yang mampu mengendalikan pelbagai mesin Untuk lebih faham tentang cara pengendalian yang lebih tepat pada CNC EDM Untuk mengetahui fungsi-fungsi pada setiap bahagian yang terdapat pada mesin EDM.
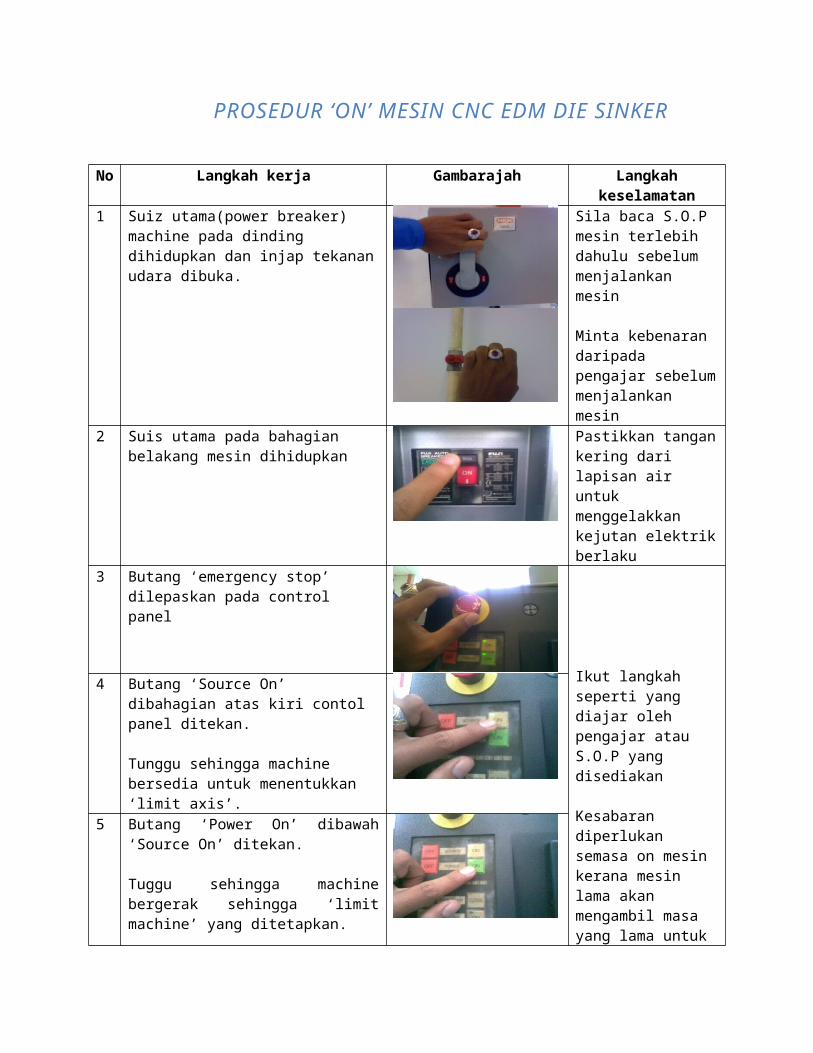
PROSEDUR ‘ON’ MESIN CNC EDM DIE SINKER
No
Langkah kerja Gambarajah Langkah keselamatan
1 Suiz utama(power breaker) machine pada dinding dihidupkan dan injap tekanan udara dibuka.
Sila baca S.O.P mesin terlebih dahulu sebelum menjalankan mesin
Minta kebenaran daripada pengajar sebelum menjalankan mesin
2 Suis utama pada bahagian belakang mesin dihidupkan
Pastikkan tangan kering dari lapisan air untuk menggelakkan kejutan elektrik berlaku
3 Butang ‘emergency stop’ dilepaskan pada control panel
Ikut langkah seperti yang diajar oleh pengajar atau S.O.P yang disediakan
Kesabaran diperlukan semasa on mesin kerana mesin lama akan mengambil masa yang lama untuk bersedia
4 Butang ‘Source On’ dibahagian atas kiri contol panel ditekan.
Tunggu sehingga machine bersedia untuk menentukkan ‘limit axis’.
5 Butang ‘Power On’ dibawah ‘Source On’ ditekan.
Tuggu sehingga machine bergerak sehingga ‘limit machine’ yang ditetapkan.
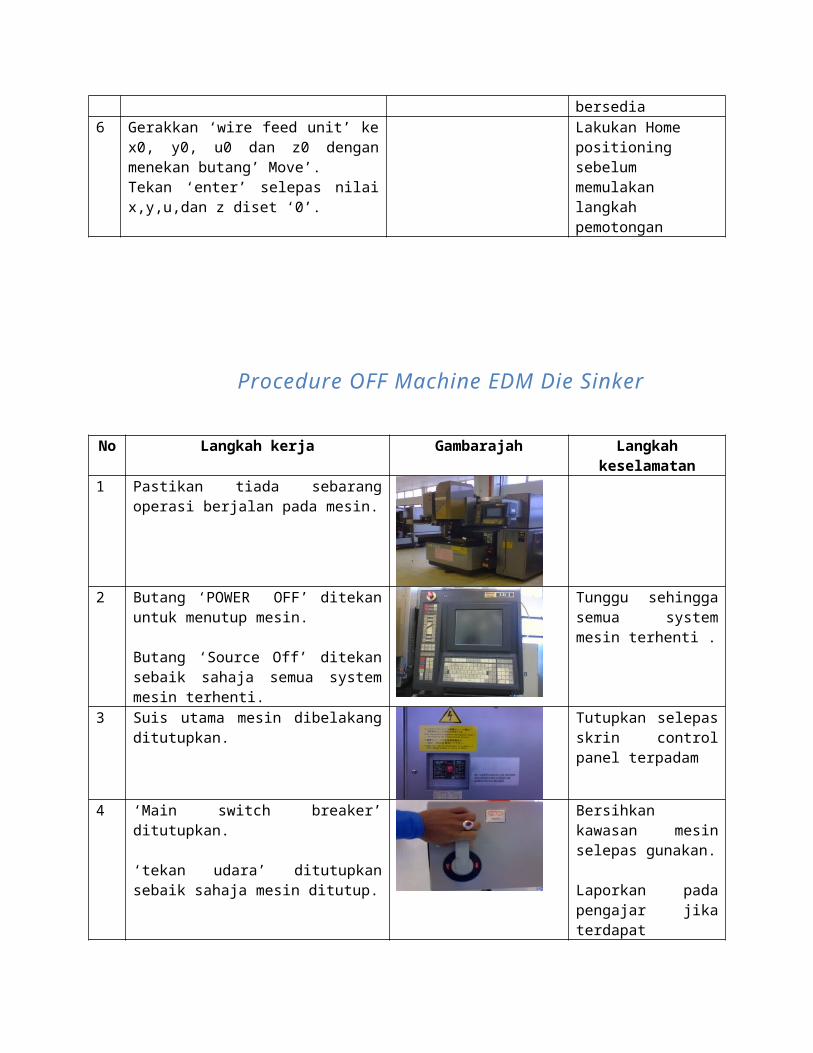
6 Gerakkan ‘wire feed unit’ ke x0, y0, u0 dan z0 dengan menekan butang’ Move’.Tekan ‘enter’ selepas nilai x,y,u,dan z diset ‘0’.
Lakukan Home positioning sebelum memulakan langkah pemotongan
Procedure OFF Machine EDM Die Sinker
No Langkah kerja Gambarajah Langkah keselamatan1 Pastikan tiada sebarang operasi berjalan
pada mesin.
2 Butang ‘POWER OFF’ ditekan untuk menutup mesin.
Butang ‘Source Off’ ditekan sebaik sahaja semua system mesin terhenti.
Tunggu sehingga semua system mesin terhenti .
3 Suis utama mesin dibelakang ditutupkan. Tutupkan selepas skrin control panel terpadam
4 ‘Main switch breaker’ ditutupkan.
‘tekan udara’ ditutupkan sebaik sahaja mesin ditutup.
Bersihkan kawasan mesin selepas gunakan.
Laporkan pada pengajar jika terdapat kerosakan
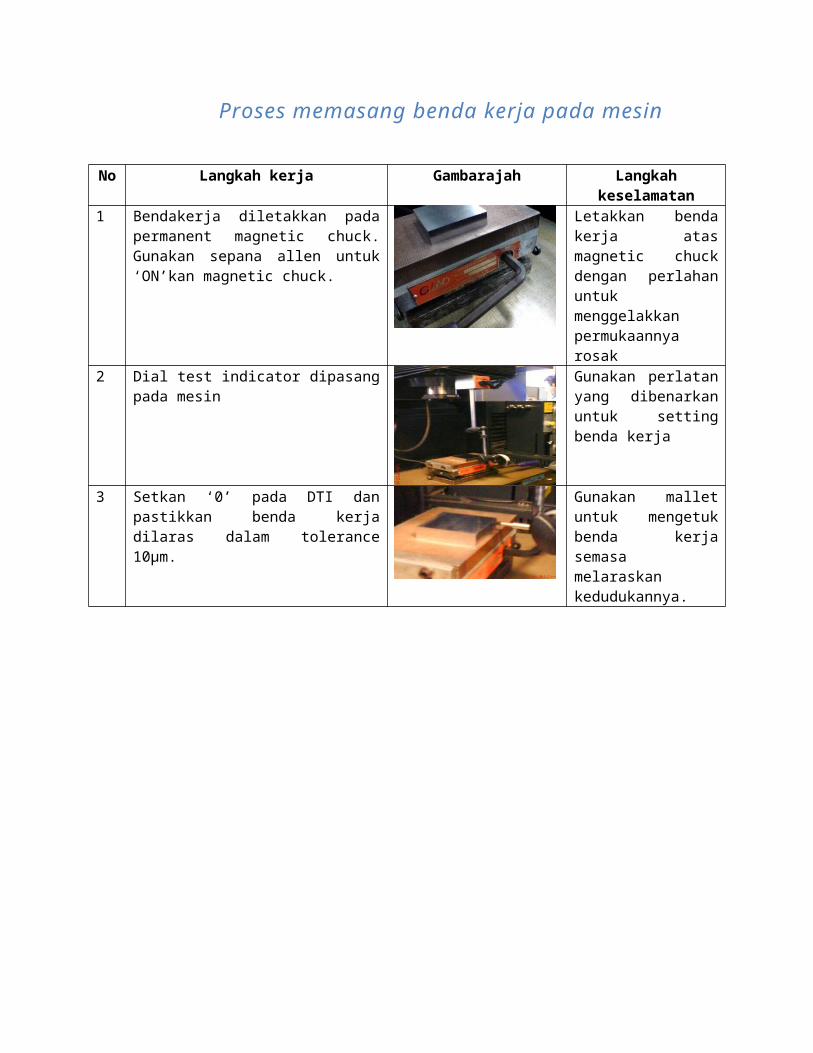
Proses memasang benda kerja pada mesin
No Langkah kerja Gambarajah Langkah keselamatan1 Bendakerja diletakkan pada permanent
magnetic chuck. Gunakan sepana allen untuk ‘ON’kan magnetic chuck.
Letakkan benda kerja atas magnetic chuck dengan perlahan untuk menggelakkan permukaannya rosak
2 Dial test indicator dipasang pada mesin Gunakan perlatan yang dibenarkan untuk setting benda kerja
3 Setkan ‘0’ pada DTI dan pastikkan benda kerja dilaras dalam tolerance 10µm.
Gunakan mallet untuk mengetuk benda kerja semasa melaraskan kedudukannya.
Melakukan ‘Positioning’ pada benda kerja
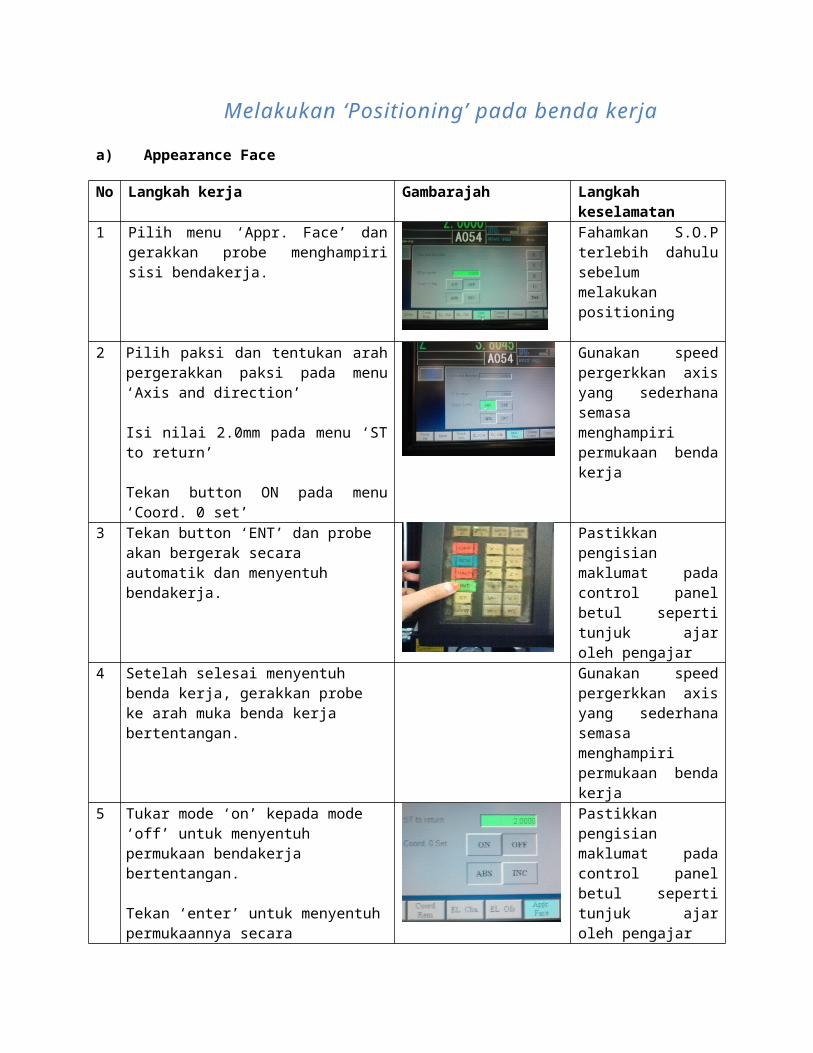
a) Appearance Face
No
Langkah kerja Gambarajah Langkah keselamatan
1 Pilih menu ‘Appr. Face’ dan gerakkan probe menghampiri sisi bendakerja.
Fahamkan S.O.P terlebih dahulu sebelum melakukan positioning
2 Pilih paksi dan tentukan arah pergerakkan paksi pada menu ‘Axis and direction’
Isi nilai 2.0mm pada menu ‘ST to return’
Tekan button ON pada menu ‘Coord. 0 set’
Gunakan speed pergerkkan axis yang sederhana semasa menghampiri permukaan benda kerja
3 Tekan button ‘ENT’ dan probe akan bergerak secara automatik dan menyentuh bendakerja.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
4 Setelah selesai menyentuh benda kerja, gerakkan probe ke arah muka benda kerja bertentangan.
Gunakan speed pergerkkan axis yang sederhana semasa menghampiri permukaan benda kerja
5 Tukar mode ‘on’ kepada mode ‘off’ untuk menyentuh permukaan bendakerja bertentangan.
Tekan ‘enter’ untuk menyentuh permukaannya secara automatic.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
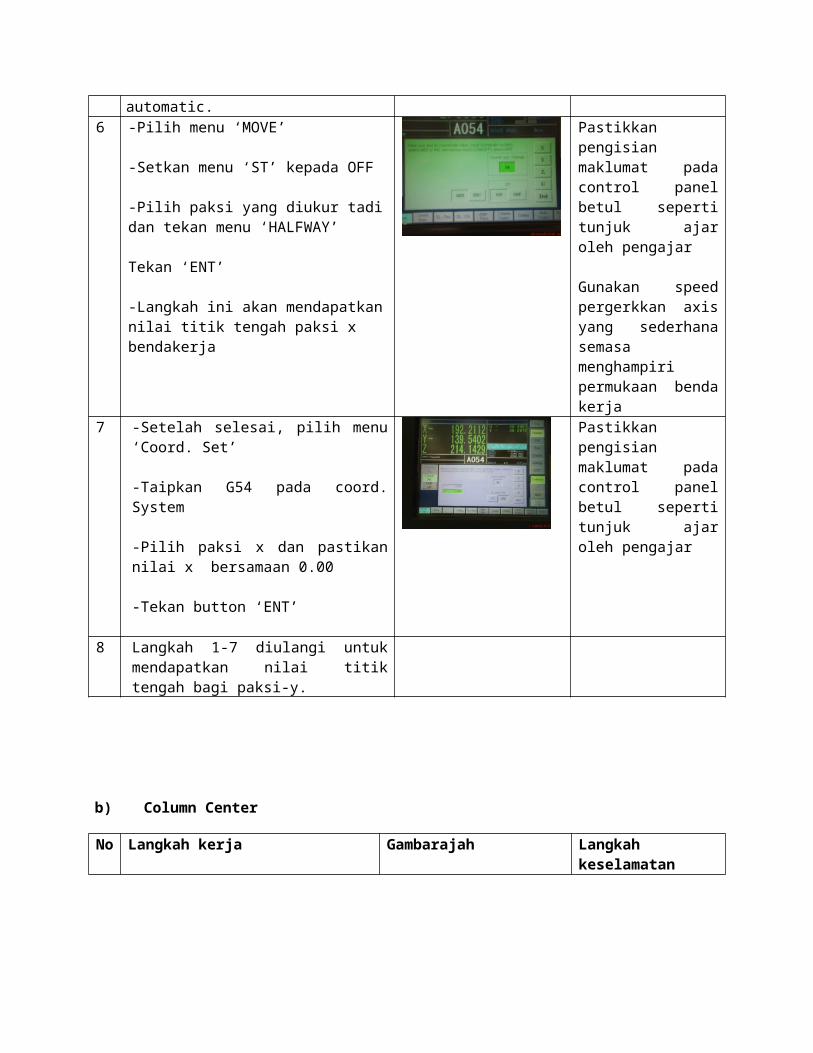
6 -Pilih menu ‘MOVE’
-Setkan menu ‘ST’ kepada OFF
-Pilih paksi yang diukur tadi dan tekan menu ‘HALFWAY’
Tekan ‘ENT’
-Langkah ini akan mendapatkan nilai titik tengah paksi x bendakerja
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
Gunakan speed pergerkkan axis yang sederhana semasa menghampiri permukaan benda kerja
7 -Setelah selesai, pilih menu ‘Coord. Set’
-Taipkan G54 pada coord. System
-Pilih paksi x dan pastikan nilai x bersamaan 0.00
-Tekan button ‘ENT’
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
8 Langkah 1-7 diulangi untuk mendapatkan nilai titik tengah bagi paksi-y.
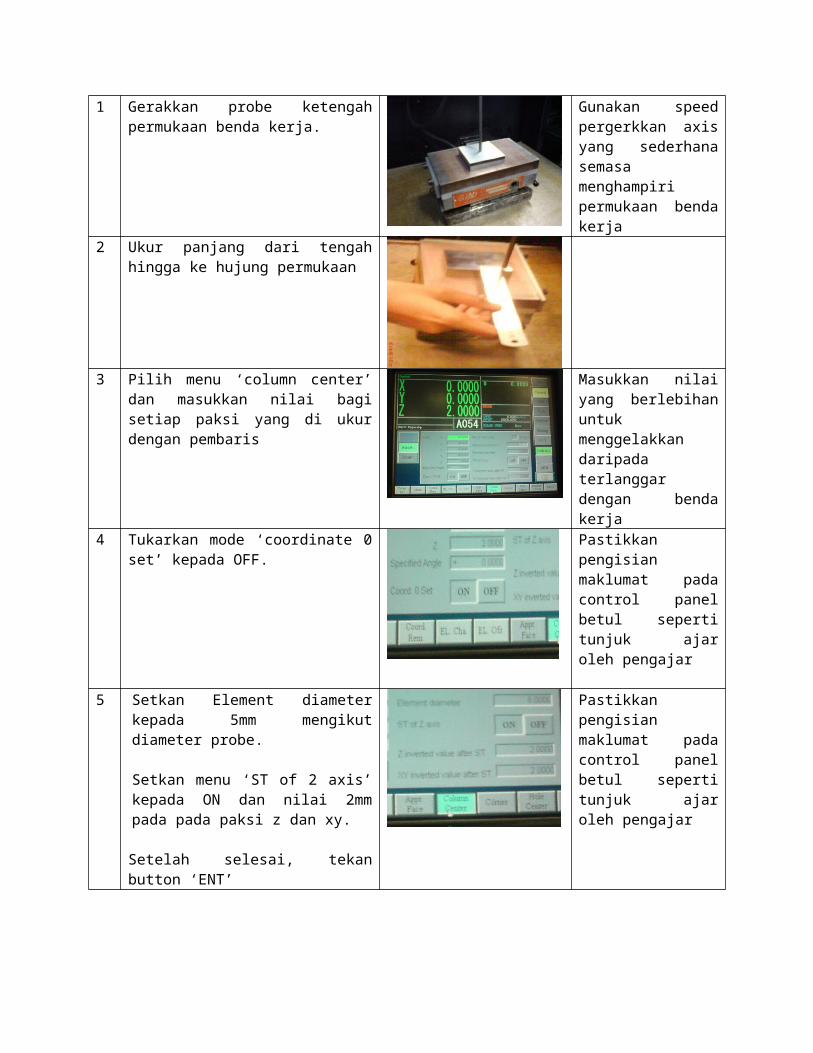
b) Column Center
No
Langkah kerja Gambarajah Langkah keselamatan
1 Gerakkan probe ketengah permukaan benda kerja.
Gunakan speed pergerkkan axis yang sederhana semasa menghampiri permukaan benda kerja
2 Ukur panjang dari tengah hingga ke hujung permukaan
3 Pilih menu ‘column center’ dan masukkan nilai bagi setiap paksi yang di ukur dengan pembaris
Masukkan nilai yang berlebihan untuk menggelakkan daripada terlanggar dengan benda kerja
4 Tukarkan mode ‘coordinate 0 set’ kepada OFF.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
5 Setkan Element diameter kepada 5mm mengikut diameter probe.
Setkan menu ‘ST of 2 axis’ kepada ON dan nilai 2mm pada pada paksi z dan xy.
Setelah selesai, tekan button ‘ENT’
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
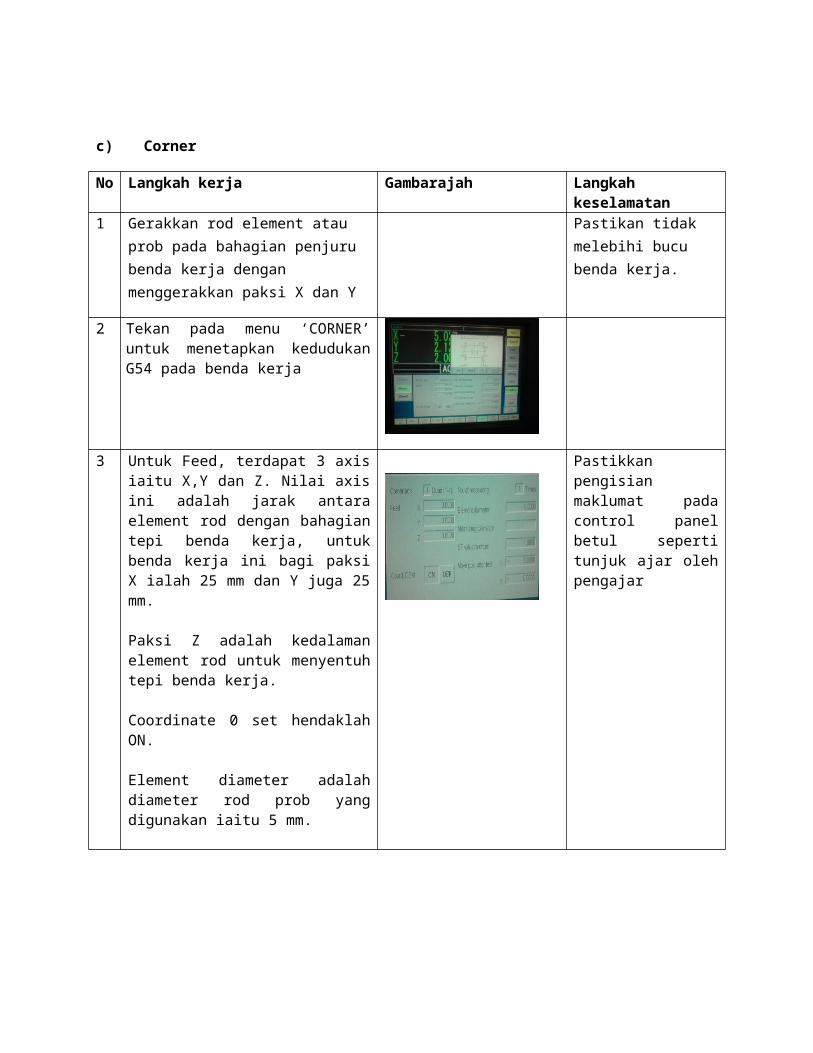
c) Corner
No
Langkah kerja Gambarajah Langkah keselamatan
1 Gerakkan rod element atau prob pada bahagian penjuru benda kerja dengan menggerakkan paksi X dan Y
Pastikan tidak melebihi bucu benda kerja.
2 Tekan pada menu ‘CORNER’ untuk menetapkan kedudukan G54 pada benda kerja
3 Untuk Feed, terdapat 3 axis iaitu X,Y dan Z. Nilai axis ini adalah jarak antara element rod dengan bahagian tepi benda kerja, untuk benda kerja ini bagi paksi X ialah 25 mm dan Y juga 25 mm.
Paksi Z adalah kedalaman element rod untuk menyentuh tepi benda kerja.
Coordinate 0 set hendaklah ON.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
Element diameter adalah diameter rod prob yang digunakan iaitu 5 mm.
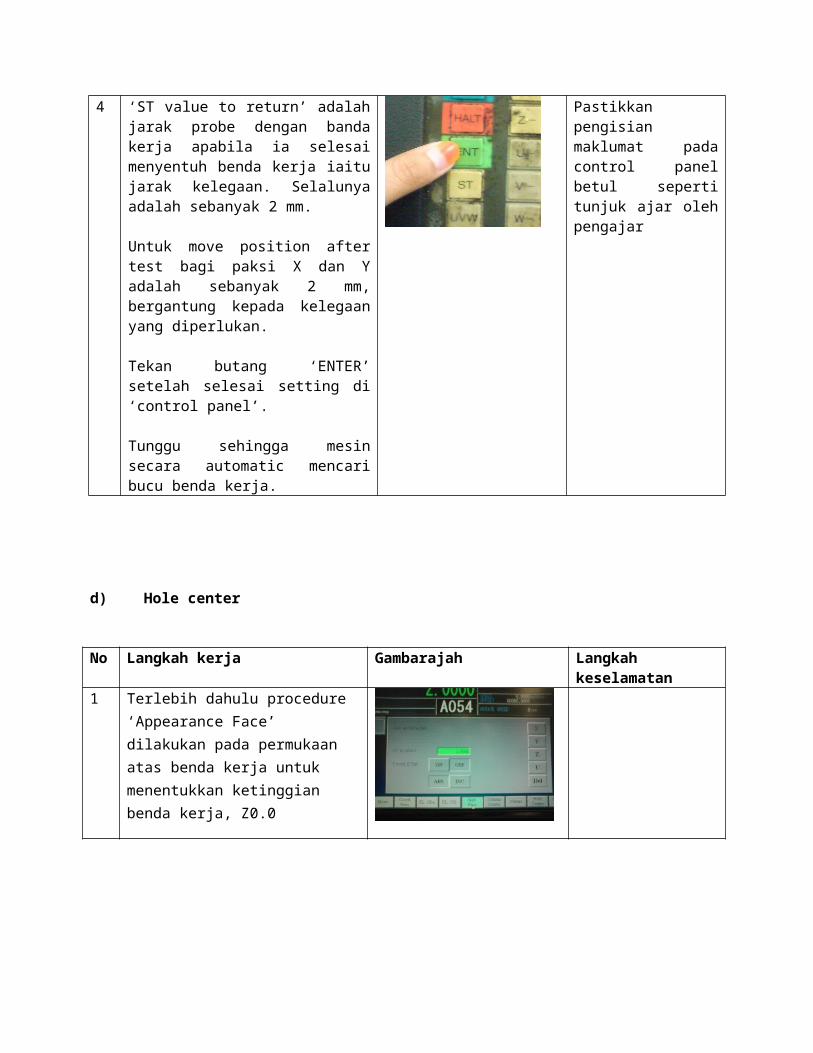
4 ‘ST value to return’ adalah jarak probe dengan banda kerja apabila ia selesai menyentuh benda kerja iaitu jarak kelegaan. Selalunya adalah sebanyak 2 mm.
Untuk move position after test bagi paksi X dan Y adalah sebanyak 2 mm, bergantung kepada kelegaan yang diperlukan.
Tekan butang ‘ENTER’ setelah selesai setting di ‘control panel’.
Tunggu sehingga mesin secara automatic mencari bucu benda kerja.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
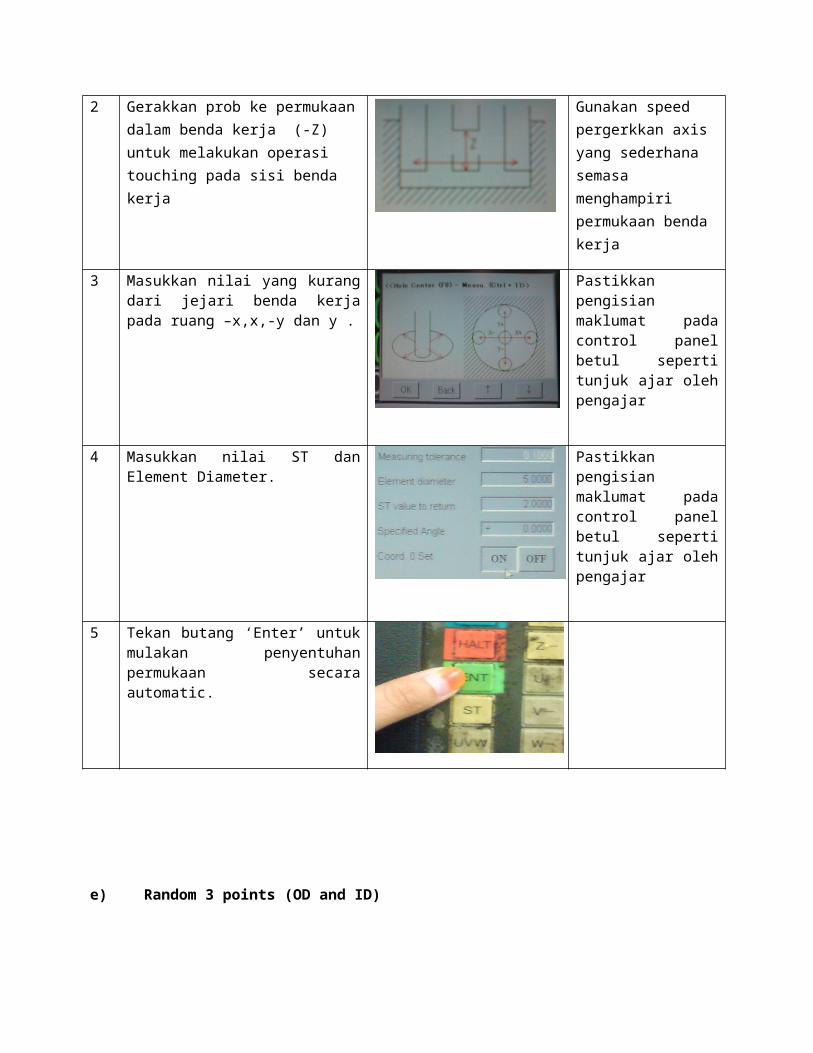
d) Hole center
No Langkah kerja Gambarajah Langkah keselamatan1 Terlebih dahulu procedure ‘Appearance
Face’ dilakukan pada permukaan atas benda kerja untuk menentukkan ketinggian benda kerja, Z0.0
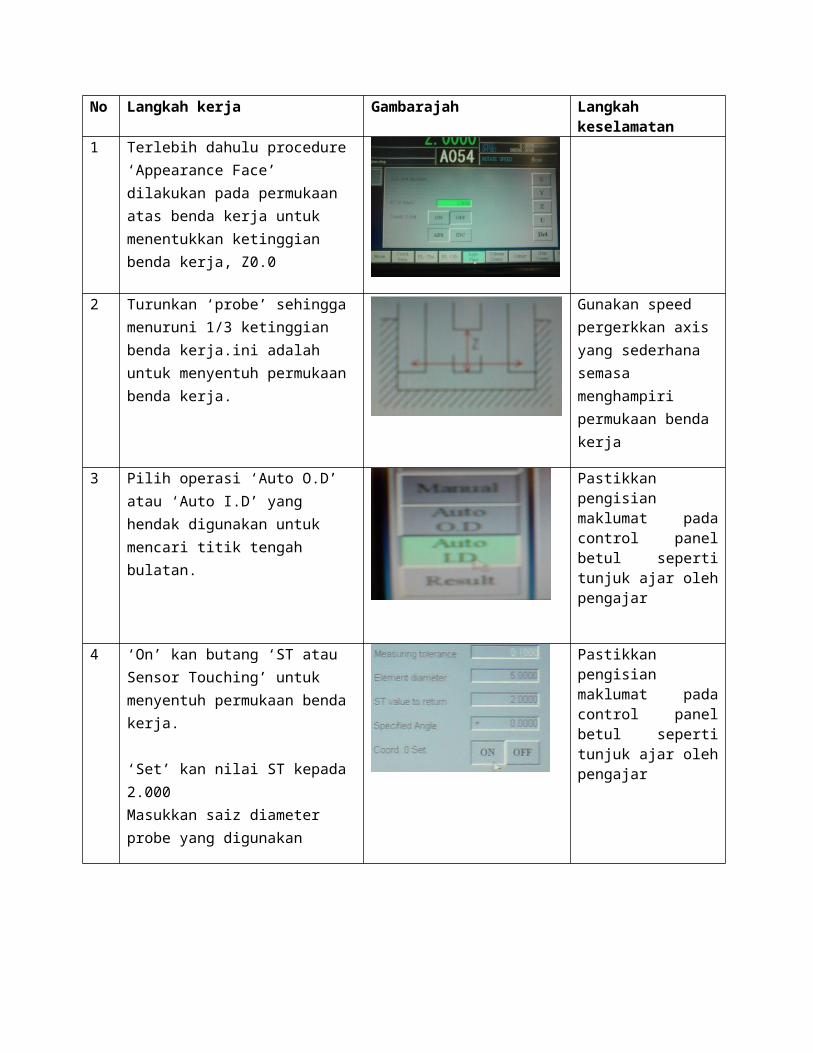
2 Gerakkan prob ke permukaan dalam benda kerja (-Z) untuk melakukan operasi touching pada sisi benda kerja
Gunakan speed pergerkkan axis yang sederhana semasa menghampiri permukaan benda kerja
3 Masukkan nilai yang kurang dari jejari benda kerja pada ruang –x,x,-y dan y .
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
4 Masukkan nilai ST dan Element Diameter.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
5 Tekan butang ‘Enter’ untuk mulakan penyentuhan permukaan secara automatic.
e) Random 3 points (OD and ID)
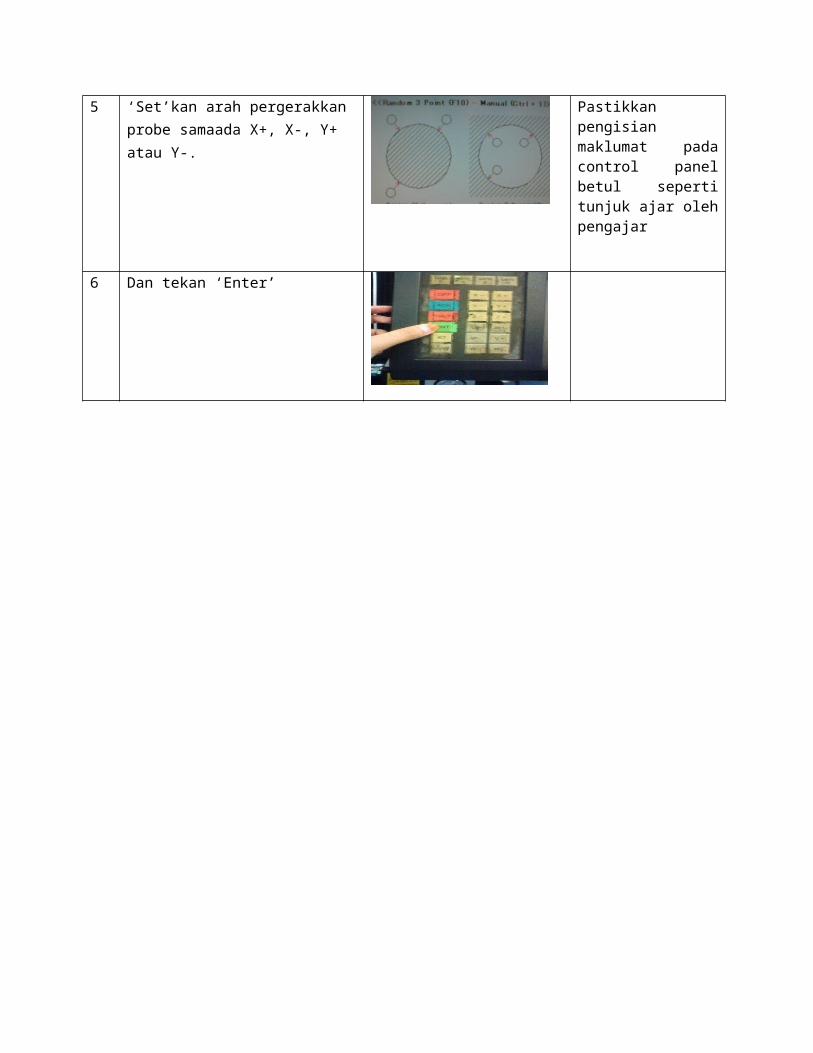
No Langkah kerja Gambarajah Langkah keselamatan1 Terlebih dahulu procedure
‘Appearance Face’ dilakukan pada permukaan atas benda kerja untuk menentukkan ketinggian benda kerja, Z0.0
2 Turunkan ‘probe’ sehingga menuruni 1/3 ketinggian benda kerja.ini adalah untuk menyentuh permukaan benda kerja.
Gunakan speed pergerkkan axis yang sederhana semasa menghampiri permukaan benda kerja
3 Pilih operasi ‘Auto O.D’ atau ‘Auto I.D’ yang hendak digunakan untuk mencari titik tengah bulatan.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
4 ‘On’ kan butang ‘ST atau Sensor Touching’ untuk menyentuh permukaan benda kerja.
‘Set’ kan nilai ST kepada 2.000Masukkan saiz diameter probe yang digunakan
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
5 ‘Set’kan arah pergerakkan probe samaada X+, X-, Y+ atau Y-.
Pastikkan pengisian maklumat pada control panel betul seperti tunjuk ajar oleh pengajar
6 Dan tekan ‘Enter’
KESELAMATAN SEBELUM, SEMASA DAN SELEPAS PENGOPERASIAN
Sebelum
Pastikan mesin dalam keadaan baik.
Pakaian keselamatan diri seperti kasut keselamatan dipakai.
Pastikan keselamatan diri seperti rambut pendek, pakaian lengan pendek, seluar panjang dan google diamalkan. Selain itu barang-barang perhiasan seperti cincin, jam tangan, gelang dan rantai tidak dipakai untuk mengelakkan daripada berlaku kemalangan yang tidak diingini.
Pastikan S.O.P mesin EDN DIE SINKING telah dibaca dan difahamkan sebelum mengendalikan mesin.
Pastikan kedudukan butang ‘emergency stop’ diketahui oleh pelatih.
Tanda-tanda amaran seperti kejutan elektrik dan mudah tergelincir dipatuhi.
Tahu cara untuk mengoperasikan mesin tersebut.
Pastikan peralatan yang hendak digunakan telah diambil keluar dan diletakkan di atas meja.
Semasa
Semasa mesin sedang beroperasi pastikan kita tidak menyentuh pada air yang berada dalam tangki dan juga pada elektrod kerana pada masa itu benda tersebut mempunyai cas-cas bahaya.
Bahagian yang bahaya seperti tempat pemesinan dijalankan, perlu ditutup dengan alat pelindung dan jjuga pada kotak suis ditutpkan alat pelindung yang tidak mengalirkan arus.
Suis keselamatan dan suis saling mengunci pada penutup tangki air dapat beroperasi tetapi apabila dibuka ia akan terus berhenti.
Pembumian pada mesin berada dalam keadaan yang sempurna supaya dapat mengelakkan sebarang kejutan elektrik.
Jika terdapat sebarang kemalngan atau kerosakan pada mesin sila lapurkan pada pengajar dengan segera.
Semasa mesin beroperasi pastikan butang kecemasan dapat digunakan.
Jangan bergurau-senda semasa mesin dijalankan.
Jangan sesekali meninggalkan mesin tanpa pengawasan sesiapa.
Pastikan fuis pada mesin atau pada suis utama dapat menahan beban lampau, jika berlaku beban lampau mungkin berlaku kebakaran.
Selepas
Pastikan air dalam tangki habis mengalir keluar sebelum benda kerja dikeluarkan dari mesin kerana air dalam tangki mungkin meninggalkan cas-cas yang bahaya.
Semasa hendak mengambil keluar benda kerja pastikan bucu-bucu yang tajam pad benda kerja dikikirkan terlebih dahulu.
Semua suis pada mesin dimatikan dengan mengikut langkah yang telah ditetapkan dan juga pada suis utama.
Bersihkan mesin dengan kain yang bersih dan mengeringkan air pada work tank dengan menggunakan angin.
Jika terdapat tempat yang berkarat pada mesin, gunakan batu asar minyak mengasarkan tempat yang berkarat dengan teliti dan letakkan minyak.
Alatan yang telah digunakan diletakkan balik ke tempat asalnya dengan teratur dan kemas.
Semasa hendak menanggalkan elektrod dari mesin pastikan elektrod dipegang atau dilapis dengan baik sebelum ia dilepaskan dari pemegang elektrod.
Jika terdapat coolant yang tertumpah pada lantai, lapkannya dengan segera dan juga pada kawasan yang mungkin dikotorkan semasa atau selepas pengggunaan mesin.
SAFETY PRECAUTIONS
Fundamentals of safe operation:
In order to ensure that machine is used safety, the following basic precautions must be observed
Read the manuals supplied with the machine carefully and make sure that you fully understand the information they contain.
The manuals explains the correct procedures for the machine operations, programming, and maintenance.
Before operating the machine , read these manuals thoroughly and develop a full understanding of their contents. Do not perform any operation or procedure that is not described in one of the manuals.
The machine must be operated by qualified personnel only.Permit only personnel who have undergone the training necessary or handling the
machine,have sufficint knowledge of safe operation, and have been authorized by the person responsible for operator safety,to operate the machine. The management must train machine operators in the operating procedures and safety.
Become fully familiar with the operation of the emergency stop switch. The emergency stop switch must be pressed immediately to stop the machine when personnel appear to be in danger or when there seems to be somethings wrong with the machine. All personnel must understands the functions of the emergency stop switch and be prepared the function of the emergency stop switch and be prepared to press it immediately in the events o an emergency.
always observe the machine precautions stated in the manuals and on the warning labels in order to operate the machine safety. Failure to observe these saety precautions could result in serious injury.
SAFETY GUIDELINES
To ensure safety of operators and maintenance personnel,electrical maintenance must be carried out only by those who art authorized as electrical service staff,or under the supervision of such staff.
1) General Safety Guidelinesi) Before turning on the power, make sure the locations o the emergency stop button.ii) While discharge is ON ,never touch the wire ,wire guide , and the workpiecesiii) Before starting machining, check to be make sure that the waste wire collecting bucket is
correctly set and that there is sufficient space for receiving the waste wire.iv) If waste wire is accumulated to approx. 1/3 of bucket height ,dispose the wire .
2) Safety Operation Guidelines.i) When cleaning the workpieces, do not apply air blow near the machine.ii) Beore connecting or disconnecting the machine are roller-contact system, do not apply heavy
impact to these mechanisms.iii) The machine may be operated only by an authorized operator who has complete proper
training course.
3) Other Remarksi) During operation,always keep saety in mind.ii) Keep the area around the spilt on the floor must be wiped immediately.iii) Waste inevitably generated due to the operation o the machine , such as filter in the water
supply tank, ion exchange resin, waste wire and chip generated during machining, might contain harmful substance depending on the material of the work pieces machined.
iv) Therefore , the waste must be disposed of in conformance with the applicable regulations. v) When changing parts, be sure to use the same part.
KESIMPULAN3 bulan ini, kami telah dapat mempelajari cara penggunaan mesin cnc EDM. Mesin ini merupakan mesin
yang terpenting bagi mendapatkan ukuran yang sangat jitu dan persis. Mesin ini juga dapat memberi
permukaan yang lebih lincin ataupun rata(flat). Kami telah dapat mengetahui dengan jelasnya setiap
fungsi yang terdapat pada mesin cnc EDM.
Selain itu, kami juga telah diberi penerangan mengenai ciri-ciri keselamatan yang perlu diambil
sebelum, semasa dan selepas mengunakan mesin.contohnya pemakaian, sikap dan disiplin diri. Ini adalah
kerana,kemalangan tidak berbau, oleh itu aspek keselamatan adalah aspek yang paling penting untuk
mengendalikan mesin ini. Kami telah didik untuk menitik beratkan aspek keselamatan walaupun dari segi
yang berbeza.
Kami akan memanfaatkan segala ilmu yang telah dipelajari ini dengan sebaiknya supaya
dapat menghasilkan produk yang berkualiti seiring dengan perkembangan dunia pada hari ini. Dunia
sering maju kehadapan dan dengan ilmu ini kami dpatlah mengikuti perkembangannya.