bab 7 pemasangan oksi
TRANSCRIPT
BAB TUJUH ( 7 )PEMASANGAN OKSI-ASETELINA
Di Sediakan oleh :Hasnul Munawar Bin Ghani
Politeknik Johor BahruJabatan Kejuruteraan Mekanikal
OBJEKTIF AM
Memahami tentang alat-alat kelengkapanoksi-asetilina serta kegunaannya dan carapemasangannya.
OBJEKTIF KHUSUS
Mendefinasikan kimpalan gas dan menerangkan perkara-perkara yang berkaitan dengannya iaitu:
Pemasangan
Prosedur pemasanagan kelengkapan kimpalan oksi-asetilina.
Kaedah bagi menguji kebocoran pada pemasangan.
Nyalaan oksi-asetilina.
Jenis-jenis nyalaan oksi-asetilina dan kegunaannya.
Kaedah penyelarasan nyalaan.
Ciri-ciri nyalaan dan suhu nyalaan.
Langkah-langkah menyalakan dan memadamkan nyalaan.
Sebab-sebab berlakunya letupadam dan nyalabalas serta langkah-langkahmengatasinya.
Teknik Mengimpal Oksi-Asetilina
Teknik mengimpal bagi kimpalan oksi-asetilina.
Teknik mengimpal kehadapan dan teknik mengimpal mengundur.
Pengawalan kelajuan ,jarak nyalaan dan sudut sumpitan api sertapergerakan ketika mengimpal.
Sambungan Dan Persediaan Tepi
Jenis-jenis sambungan asas dalam kerja kimpalan.
Langkah membuat persediaan tepi.
PEMASANGAN
Kelengkapan kimpalan oksi-asetilina terdiri daripada beberapa komponenyang dipasang dengan menggunakan penyambung daripada silinder gashinggalah kepada sumpitan api.
Komponen-komponen asas pemasangan adalah seperti berikut:
• Silinder gas oksigen dan asetilina.
• Alator gas
• Hos gas
• Badan sumpitan
• Sumpitan api
LANGKAH-LANGKAH PEMASANGAN KELENGKAPAN OKSI-ASETILINA
• Buka injap silinder sedikit dan tutup dengan segera untuk tujuan ‘cracking the valve’ iaitu langkah ini adalah untuk menghembus habuk-habuk yang ada pada bebenang injap.Langkah ini juga digunakan keatas silinderasetilina
• Balutkan bebenang alator dengan pita cegah bocor bagi kedua-duaalator.Pasangkan alator oksigen pada silinder oksigen dan alator asetilinapada silinder asetilina.
• Pasangkan hos oksigen(hijau atau biru)kepada alator-alator oksigen danhos asetililna(merah)kepada alator asetilina.
• Sambungkan badan sumpitan kepada hos oksigen pada lubang benangmengikut tanda ‘O2’ dan hos asetilina kepada lubang benam asetilina.
• Pasangkan sumpitan api kepada badan sumpitan.
Menguji Kebocoran Pada PemasanganOksi-Asetilina
Setelah kesemua langkah-langkah diatas itu dilakukan,pastikan sekali lagibahawa pemasangan adalah betul.Selepas itu lakukan pemeriksaankebocoran keatas semua penyambungan terutama sekali penyambungandiantara alator dan silinder asetilina dengan menggunakan air sabun.
Nyalaan Oksi-Asetilina
Terdapat tiga jenis nyalaan yang digunakan untuk tujuankimpalan.Nyalaan-nyalaan itu adalah:
Nyalaan Cuali (Neutral Flame)
Ciri-ciri : -Nyalaan seimbang pada nisbah 1:1
-Suhu lebih kurang 5589 F(3087 C)
Kegunaan: -Mengimpal lebur keluli lembut
-Mengimpal tembaga.
-Besi tuang
Nyalaan Pertengahan (Carburising Flame)
Ciri-ciri :-Nyalaan ini mempunyai lebihan pelarasan pada asetilina.
-Mempunyai tiga lapisan iaitu kon dalam,bulu api berwarna
putih dan lapisan luar yang kebiruan.
-Suhu lebih kurang 5400 F-5800 F
Kegunaannya:-mengimpal dan meloyang aluminium
-mengimpal keluli tahan karat
-meloyang perak
-mengeras permukaan
Nyalaan Pengoksidanan (Oxidising Flame)
Ciri-ciri :-Nyalaan ini mempunyai lebihan pelarasan kepada gas
oksigen bebanding asetilin
-Mempunyai dua lapisan iaitu kon dalam dan lapisanluar yang kebiruan.
-Suhu kepanasan lebih kurang 5615 F (3102 C).
Kegunaan:-Mengimpal loyang.
-Mengimpal logam manganese.
Langkah-langkah Penyalaan Dan Memadamkan Nyalaan
Sebelum menyalakan sumpitan api pada sumpitan api,pelarasan padaalator hendaklah dibuat terlebih dahulu bergantung pada jenis sertaketebalan logam yang hendak dikimpal.Dari segi teori pembakaran berlakumengikut nisbah 1:2:5 iaitu 1 bahagian asetilin dan 2.5 bahagian oksigen. Kebiasaannya pelarasan pada alator adalah mengikut nisbah 1:1. Manakala 1.5 bahagian lagi diterima dari udara persekitaran.Ini adalahamalan biasa untuk nyalaan cuali.
Langkah-langkah Pelarasan BagiNyalaan
• Buka injap asetilina (merah) pada badan sumpitan lebih kurang ¼ pusingan.
• Gunakan pemetik api kimpalan untuk menyalakan sumpitan api.
• Laraskan nyalaan sehingga asap hitam berkurangan.
• Buka injap oksigen (biru) pada badan sumpitan secara perlahan-lahansehinggan kon dalam yang dempul berwarna kehijauan diperolehi.
Nota:
Nyalaan yang lain dilakukan adalah berasaskan nyalaan cuali.Bermaknanyalaan cuali mesti perolehi terlebih dahulu.Kemudian diikuti dengankaedah dibawah :
• Untuk nyalaan pengoksidanan pula pelarasan gas oksigen dilebihkansedikit sehingga kon berwarna kebiruan yang tajam diperolehi.
• Untuk memperolehi nyalaan pertengahan(pengaban) lebihan asetilindiperlukan sehingga nyalaan menjadi tiga lapisan.
Langkah-langkah MemadamkanNyalaan
• Tutup injap oksigen pada badan sumpitan sepenuhnya.Dimana bekalanoksigen akan terputus dengan ini sertamerta nyalaan bertukar kepadanyalaan asetilina.
• Tutup injap asetilina badan badan sumpitan. Dengan ini nyalaan asetilinaakan terpadam.
• Seterusnya tutup injap silinder oksigen dan asetilina.
• Buka injap oksigen dan injap asetilina pada badan sumpitan separuhpusingan atau lebih untuk melepaskan gas yang masih ada didalam alatordan hos kedua-duanya dan biarkan jarum penunjuk tekanan padaalatorkedua-dua silinder menurun ke angka 0.
• Selepas itu tutup semula injap-injap itu.
• Akhir sekali longgarkan injap pelarasan alator bagi kedua-dua silinder.
Letupadam Dan NyalabalasLetupadam dan nyalabalas adalah merupakan letupan kecil yang kadangkala berlaku ketika kerja mengimpal dijalankan.
Letupadam- adalah satu letupan yang kadangkala berlaju pada hujungsumpitan api ketika kerja mengimpal dijalankan.
Nyalabalas-adalah satu letupan kecil yang berlaju dihujung sumpitan apidan diikuti dengan bunyi hiss didalam badan sumpitan dan ekori pula dengan asap hitam keluar pada muncung sumpitan.
Jika nyalabalas sempat berlaku hingga ke dalam hos(biasanya hos oksigen) ia akan meninggalkan kesan karban dan kemungkinan hos akanpecah.Bahagian hos terbabit perlu dipotong dan gas oksigen perlu dilepaskan untuk menghembus saki baki karban yang tertinggal didalam hosterbabit.
Sebab-sebab Berlakunya LetupadamDan Nyalabalas
• Muncung sumpitan terlalu rapat atau menyentuh anduh kimpalan.
• Muncung menjadi terlalu panas kerana terlalu lama mengimpal.
• Pelarasan nyalaan terlalu lemah atau rendah berbanding saiz muncungyang digunakan.
• Muncung sumpitan api tidak diikat(skru) dengan rapi pada badansumpitan.
• Lubang (orifice) muncung terlalu kotor.
• Seat injap pelarasan telah rosak.
Cara-cara mengatasi letupadam:
• Tutup serta-merta injap asetilina dan biarkan badan sumpitan danmuncung sumpitan api menjadi sejuk sebelum kerja baikpulih dilakukan.
• Jika nyalabalas sempat berlaku hingga kedalam hos (biasanya hos oksigen) ia akan meninggalkan kesan karban dan kemungkinan hos akanpecah.Bahagian hos terbabit perlu dipotong dan gas oksigen perludilepaskan untuk menghilangkan saki baki karban yang tertinggal didalamhos terbabit.
• Bagi mengelakkan muncung menjadi terlalu panas,sesekali muncungperlulah di celupkan kedalam satu bekas air dan dilepaskan sedikit gas oksigen buat beberapa ketika untuk menurunkan muncung sumpitanapi.Jika dirasakan mengimpal terlalu lama.
Teknik Mengimpal Oksi-Asetilina
Terdapat dua teknik mengimpal yang biasa diamalkan olehjurukimpal.Iaitu teknik kehadapan (forehand) dan teknik mengundur(backhand).
1.Teknik Ke Hadapan
Dalam mengimpal teknik ke hadapan muncung sumpitam apidicondongkan 70 -60 ke kanan lalu muncung digerakkan dari kanankekiri.
2.Teknik Mengundur
Muncung sumpitan api dicondongkan 40 -50 ke kanan lalu ianyadigerakkan dari kiri ke kanan.
Nota:
Bagi kedua-dua teknik diatas logam penambah dicondongkan 30 -40 ke kiri dan digerakkan sama arah mengikut pergerakan muncung sumpitan.
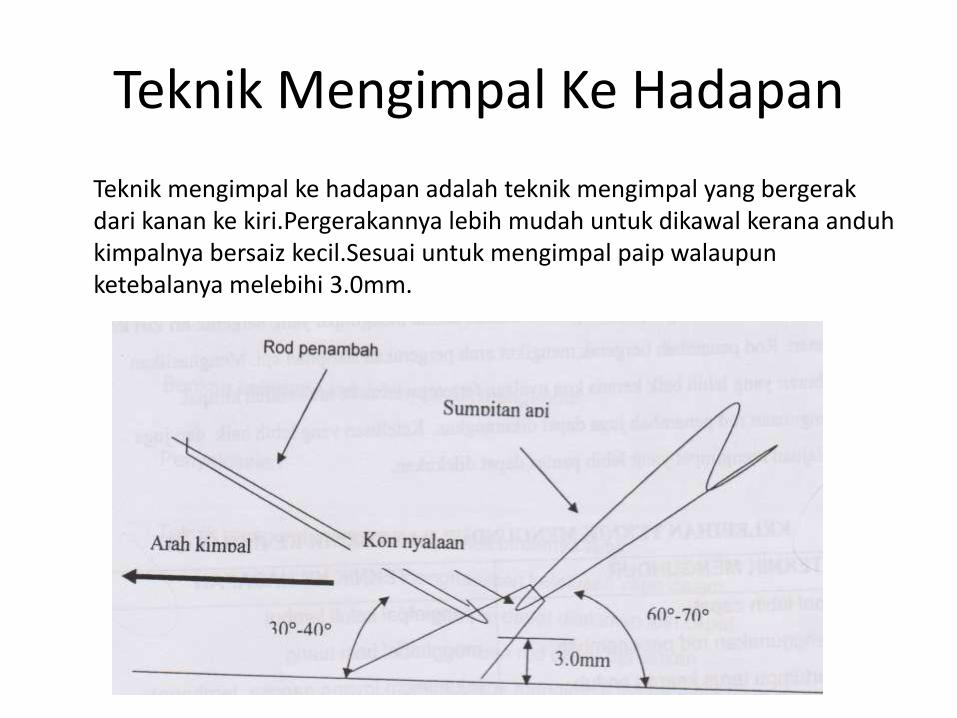
Teknik Mengimpal Ke Hadapan
Teknik mengimpal ke hadapan adalah teknik mengimpal yang bergerakdari kanan ke kiri.Pergerakannya lebih mudah untuk dikawal kerana anduhkimpalnya bersaiz kecil.Sesuai untuk mengimpal paip walaupunketebalanya melebihi 3.0mm.
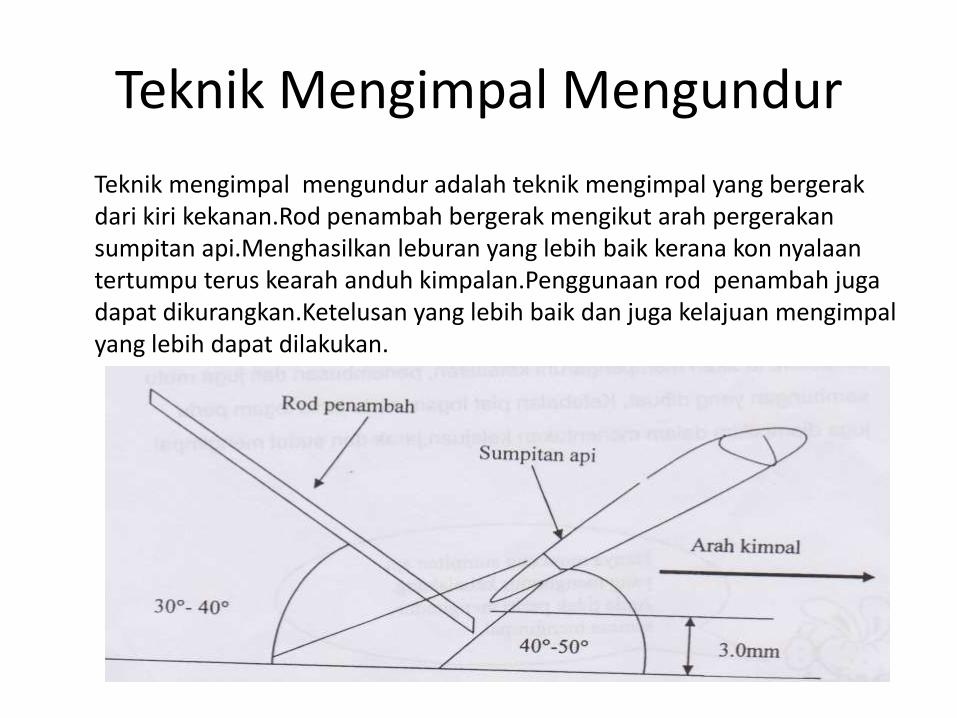
Teknik Mengimpal Mengundur
Teknik mengimpal mengundur adalah teknik mengimpal yang bergerakdari kiri kekanan.Rod penambah bergerak mengikut arah pergerakansumpitan api.Menghasilkan leburan yang lebih baik kerana kon nyalaantertumpu terus kearah anduh kimpalan.Penggunaan rod penambah jugadapat dikurangkan.Ketelusan yang lebih baik dan juga kelajuan mengimpalyang lebih dapat dilakukan.
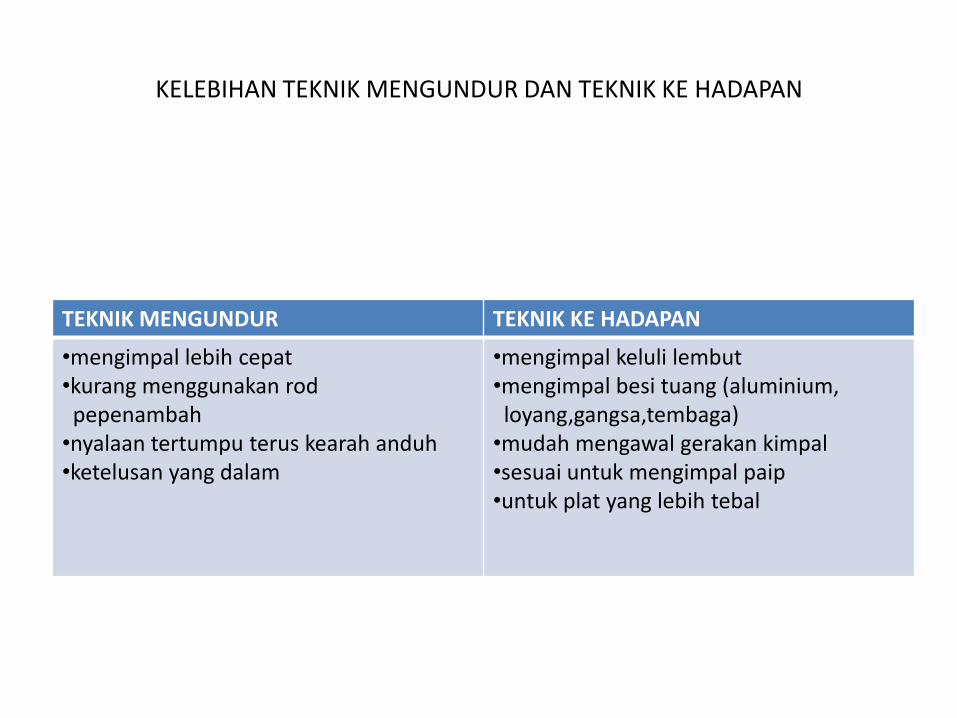
KELEBIHAN TEKNIK MENGUNDUR DAN TEKNIK KE HADAPAN
TEKNIK MENGUNDUR TEKNIK KE HADAPAN
•mengimpal lebih cepat•kurang menggunakan rod
pepenambah•nyalaan tertumpu terus kearah anduh•ketelusan yang dalam
•mengimpal keluli lembut•mengimpal besi tuang (aluminium,
loyang,gangsa,tembaga)•mudah mengawal gerakan kimpal•sesuai untuk mengimpal paip•untuk plat yang lebih tebal
Pengawalan Kelajuan,Jarak Dan SudutMengimpal
Kelajuan,jarak dan sudut mengimpal boleh mempengaruhi mutu sesuatukimpalan.Ia akan mempengaruhi ketelusan,penembusan dan juga mutusambungan yang di buat,ketebalan plat logam serta jenis logam perlu jugadiambil kira dalam menentukan kelajuan,jarak dan sudut mengimpal.
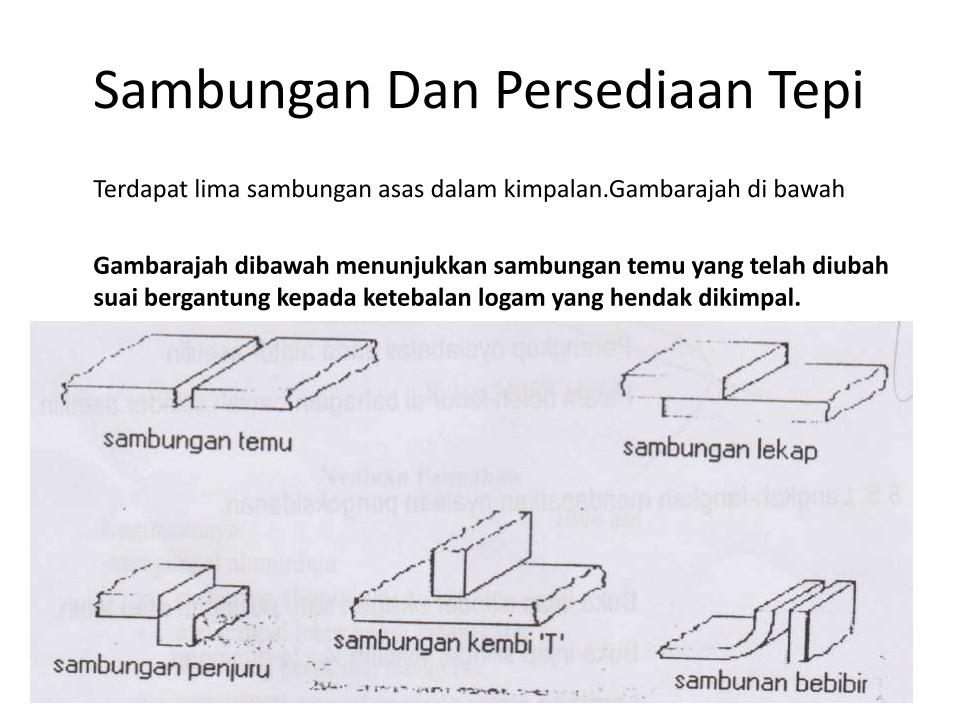
Sambungan Dan Persediaan Tepi
Terdapat lima sambungan asas dalam kimpalan.Gambarajah di bawah
Gambarajah dibawah menunjukkan sambungan temu yang telah diubahsuai bergantung kepada ketebalan logam yang hendak dikimpal.
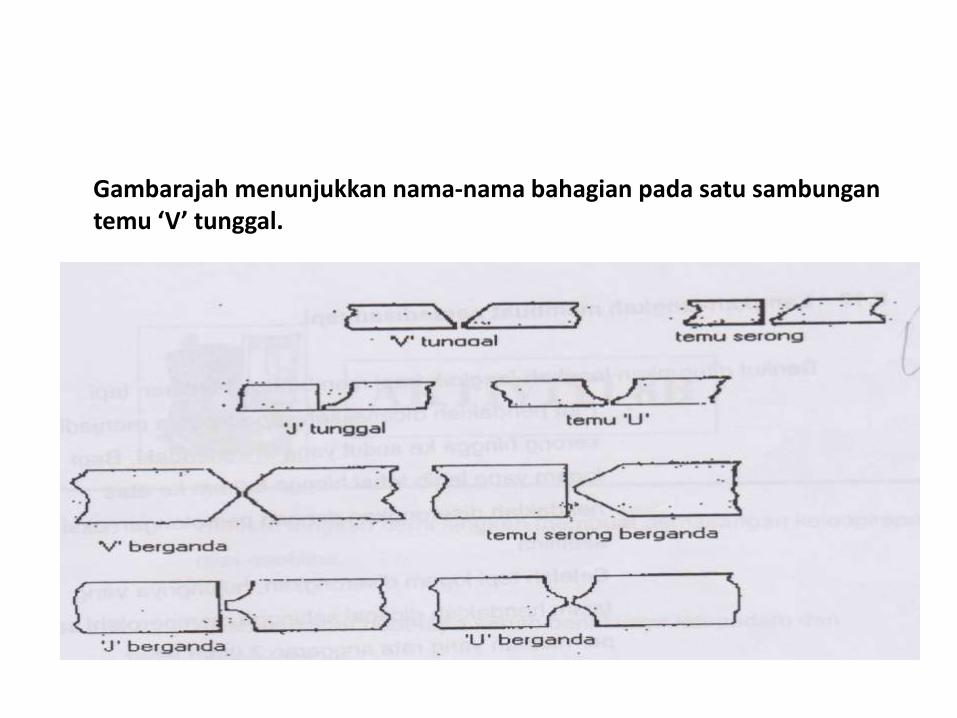
Gambarajah menunjukkan nama-nama bahagian pada satu sambungantemu ‘V’ tunggal.
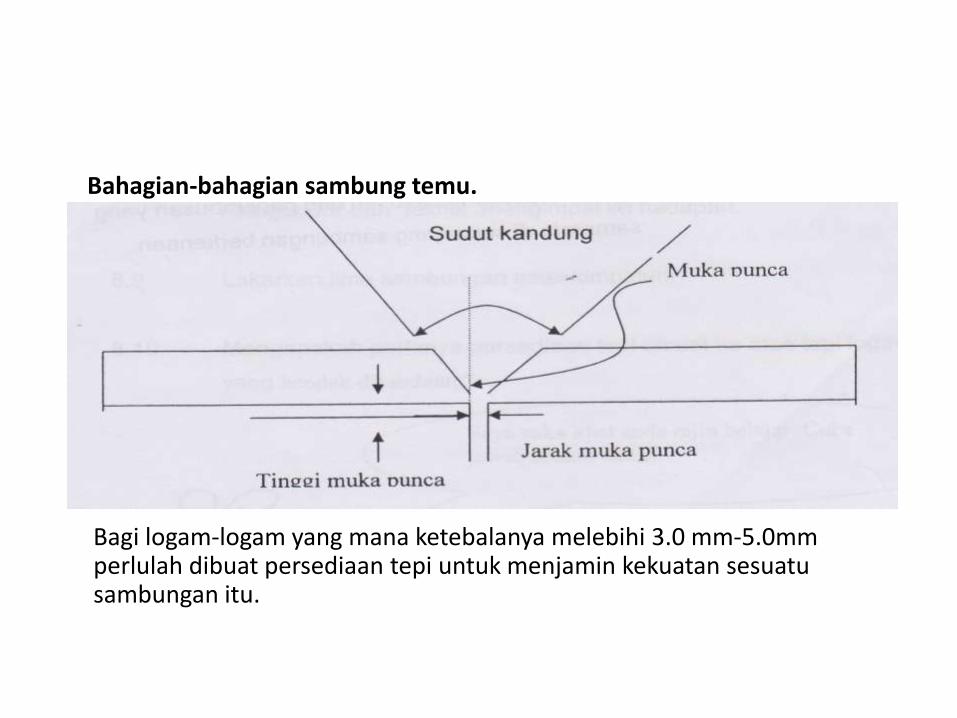
Bahagian-bahagian sambung temu.
Bagi logam-logam yang mana ketebalanya melebihi 3.0 mm-5.0mm perlulah dibuat persediaan tepi untuk menjamin kekuatan sesuatusambungan itu.
Langkah-Langkah MembuatPersediaan Tepi
Berikut di turunkan langkah-langkah bagi membuat persediaan tepi:
• Plat hendaklah dicanaisehingga tepinya menjadi serong hingga ke sudutyang dikehendaki.Bagi logam yang lebih tebal hingga 6.0mm ke atashendaklah di serongkan dengan pemotongan oksi-asetilina.
• Setelah tepi logam diserongkan,hujungnya yang tajam hendaklah dicanaisehingga memperolehi satu permukaan yang rata anggaran 3.0mm lebar.Permukaan ini dinamakan muka punca.
• Pastikan permukaannya lurus dan rata.Ini adalah untuk memastikanketelusan dan penembusan yang sama rata disepanjang sambunganberkenaan.