teknik pengelasan _ karno_malau
DESCRIPTION
PengelasanTRANSCRIPT
smkdewantoro
smkdewantorostay updated via rss
Posts Tagged ‘Teknik Pengelasan’
Sekelumit Artikel Tentang Teknologi Pengelasan
Posted: Desember 3, 2011 in Teknik Pengelasan
Tags: Teknik Pengelasan0
Sekelumit Artikel Tentang Teknologi Pengelasan
(http://birobangunan.blogspot.com/2010/02/sekelumit-artikel-tentang-teknologi.html)
Dalam membangun rumah, terkadang ada beberapa komponen rumah dari logam yang harus
dibuat dengan cara pengelasan, misalnya teralis, railing, atau kanopi. Bahkan lebih jauh lagi dalampembuatan rangka atap bangunan yang berukuran besar seperti gudang atau gedung dengan
bentang lebih dari 10 meter pada umumnya harus menggunakan struktur rangka baja (profil siku,kanal atau pipa) maupun struktur gable (profil WF, kanal) yang dibentuk dengan menggunakanteknik pengelasan sebelum akhirnya dirakit (erection) di lokasi dengan menggunakan sambungan
baut ataupun sambungan las.
Nah, tak ada salahnya anda menyimak artikel populer dari internet tentang teknologi pengelasan,
sekedar untuk menambah wawasan pengetahuan tentang bangunan. Selamat membaca !

(http://1.bp.blogspot.com/_vscRP05WHzY/S3TFk7RXhDI/AAAAAAAAAYI/56qSSJD-rJ0/s1600-h/biro+bangunan+rangka+atap+baja.jpg)
(http://4.bp.blogspot.com/_vscRP05WHzY/S3TG4J3xTNI/AAAAAAAAAYo/xKXECCM9eaM/s1600-h/biro+bangunan+rangka+pipa+baja.jpg)
I. Ruang Lingkup dan Definisi Pengelasan
a. Definisi pengelasan menurut American Welding Society, 1989Pengelasan adalah proses penyambungan logam atau non logamyang dilakukan denganmemanaskan material yang akan disambung hingga temperatur las yang dilakukan secara : dengan
atau tanpa menggunakan tekanan (pressure),hanya dengan tekanan (pressure), atau dengan atautanpa menggunakan logam pengisi (filler)
b. Definisi pengelasan menurut British Standards Institution, 1983Pengelasan adalah proses penyambungan antara dua atau lebih material dalam keadaan plastis ataucair dengan menggunakan panas (heat) atau dengan tekanan (pressure) atau keduanya. Logam
pengisi (filler metal) dengan temperatur lebur yang sama dengan titik lebur dari logam induk dapatatau tanpa digunakan dalam proses penyambungan tersebut.
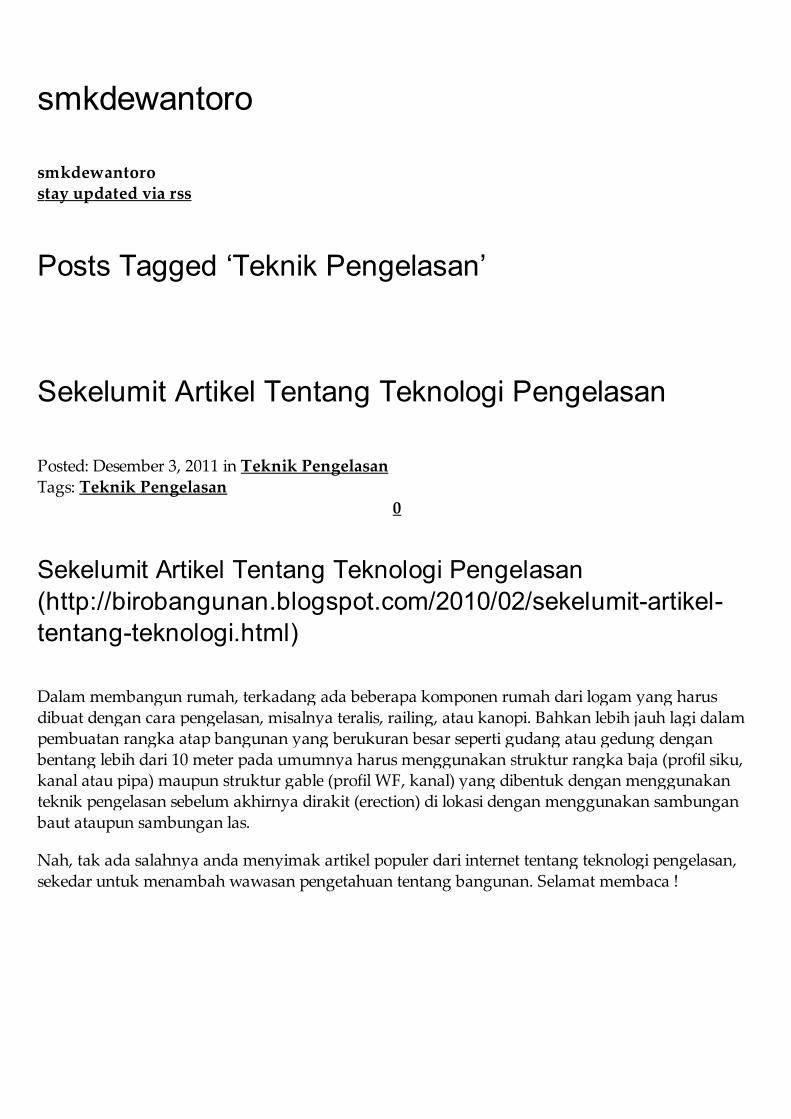
(http://1.bp.blogspot.com/_vscRP05WHzY/S3TF6AluKNI/AAAAAAAAAYQ/fjSgEi7erDI/s1600-
h/pengelasan1.jpg)
II. Sejarah pengelasan
Para ahli sejarah memperkirakan bahwa orang Mesir kuno mulai menggunakanpengelasan dengantekanan pada tahun 5500 SM (untuk membuatpipa tembaga denganmemalu lembaran yangtepinya saling menutup). Winterton menyebutkan bahwa bendaseni orang Mesir yang dibuat pada
tahun 3000 SM terdiri dari bahan dasar tembaga dan emas hasil peleburan dan pemukulan. Jenispengelasan ini, yang disebut pengelasan tempa {forge welding), merupakan usaha manusia yang
pertama dalam menyambung dua potong logam. Contoh pengelasan tempa kuno yang terkenaladalah pedang Damascus yang dibuat dengan menempa lapisan-lapisan besi yang berbeda sifatnya.
Pengelasan tempa telah berkembang dan penting bagi orang Romawi kuno sehingga mereka
menyebut salah satu dewanya sebagai Vulcan (dewa api dan pengerjaan logam) untuk menyatakanseni tersebut. Sekarang kata Vulkanisir dipakai untuk proses perlakuan karet dengan sulfur, tetapi
dahulu kata ini berarti “mengeraskan”. Dewasa ini pengelasan tempa secara praktis telahditinggalkan dan terakhir dilakukan oleh pandai besi.
Tahun 1901-1903 Fouche dan Picard mengembangkan tangkai las yang dapat digunakandenganasetilen (gas karbit), sehingga sejak itu dimulailah zaman pengelasan danpemotongan oksiasetilen(gas karbit oksigen).Periode antara 1903 dan 1918 merupakan periode pemakaian las yang
terutamasebagai cara perbaikan, dan perkembangan yang paling pesat terjadi selama Perang DuniaI (1914-1918). teknik pengelasan terbukti dapat diterapkan terutama untuk memperbaiki kapal yangrusak. Winterton melaporkan bahwa pada tahun 1917 terdapat 103 kapal musuh di Amerika yang
rusak dan jumlah buruh dalam operasi pengelasan meningkat dari 8000 sampai 33000 selamaperiode 1914-1918. Setelah tahun 1919, pemakaian las sebagai teknik konstruksi dan pabrikasi mulai
berkembang dengan pertama mwnggunakan elektroda paduan (alloy) tembaga-wolfram untukpengelasan titik pada tahun 1920. Pada periode 1930-1950 terjadi banyak peningkatan dalamperkembangan mesin las. Proses pengelasan busur nyala terbenam (submerged) yang busur
nyalanya tertutup di bawah bubuk fluks pertama dipakai secara komersial pada tahun 1934 dandipatenkan pada tahun 1935. Sekarang terdapat lebih dari 50 macam proses pengelasan yang dapat
digunakan untuk menyambung pelbagai logam dan paduan.
Pengelasan yang kita lihat sekarang ini jauh lebih kompleks dan sudah sangat berkembang.
Kemajuan dalam teknologi pengelasan tidak begitu pesat sampai tahun 1877. Sebelum tahun 1877,proses pengelasan tempa dan peyolderan telah dipakai selama 3000 tahun. Asal mula pengelasantahanan listrik {resistance welding) dimulai sekitar tahun 1877 ketika Prof. Elihu Thompson memulai
percobaan pembalikan polaritas pada gulungan transformator, dia mendapat hak paten pertamanyapada tahun 1885 dan mesin las tumpul tahanan listrik {resistance butt welding) pertama
diperagakan di American Institute Fair pada tahun 1887.
Pada tahun 1889, Coffin diberi hak paten untuk pengelasan tumpul nyala partikel (flash-buttwelding) yang menjadi satu proses las tumpul yang penting. Zerner pada tahun 1885
memperkenalkan proses las busur nayala karbon {carbon arc welding) dengan menggunakan duaelektroda karbon, dan N.G. Slavinoff pada tahun 1888 di Rusia merupakan orang pertama yang
menggunakan proses busur nyala logam dengan memakai elektroda telanjang (tanpa lapisan).Coffin yang bekerja secara terpisah juga menyelidiki proses busur nyala logam dan mendapat hakpaten Amerika dalam tahun 1892. Pada tahun 1889, A.P. Strohmeyer memperkenalkan konsep
elektroda logam yang dilapis untuk menghilangkan banyak masalah yang timbul pada pemakaianelektroda telanjang.
Thomas Fletcher pada tahun 1887 memakai pipa tiup hidrogen dan oksigen yang terbakar, sertamenunjukkan bahwa ia dapat memotong atau mencairkan logam.
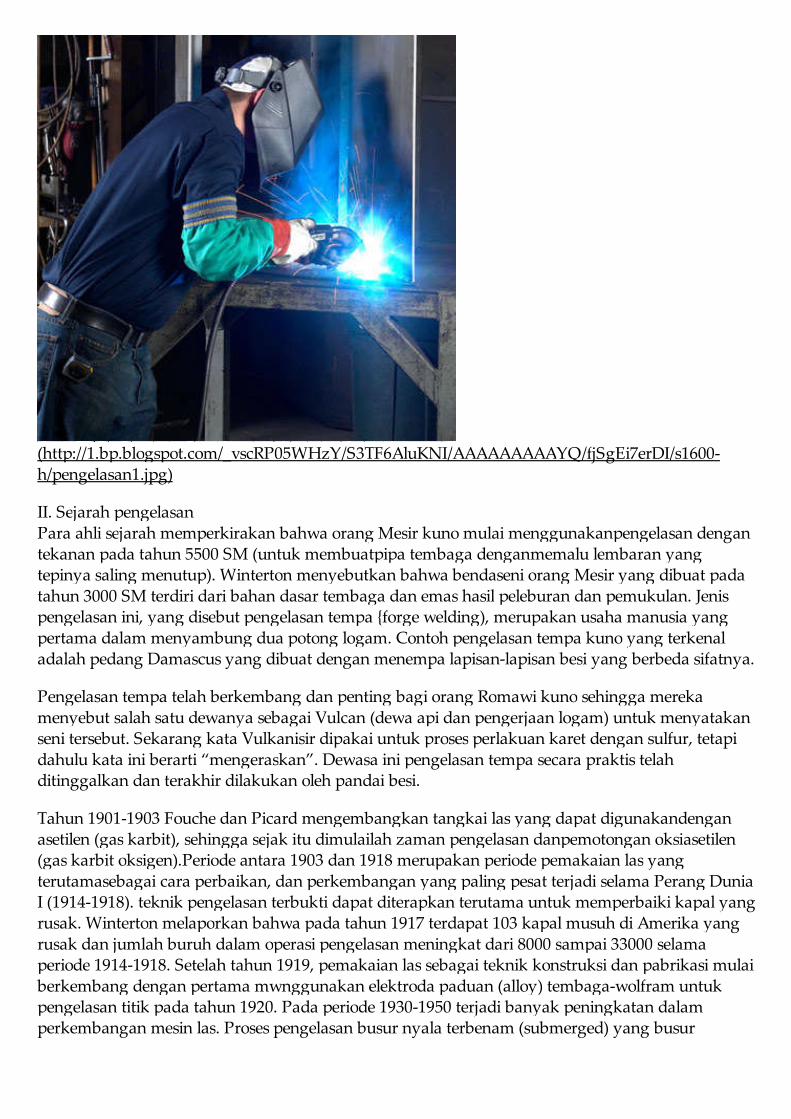
Pada saat sekarang ini teknik las telah dipergunakan secara luas yang dimanfaatkan dalam
berbagai bidang. Luasnya penggunaan teknologi las disebabkan karena bangunan dan mesin yangdibuat dengan mempergunakan teknik pengelasan ini menjadi lebih murah.
(http://2.bp.blogspot.com/_vscRP05WHzY/S3TGMmx51cI/AAAAAAAAAYY/l9G0iNvwNAs/s1600-h/pengelasan2.jpg)
III. Penggunaan & pengembangan teknologi lasLingkup penggunaan teknik pengelasan dalam konstruksi sangat luas meliputi perkapalan,
jembatan, rangka baja, bejana tekan, pipa pesat, pipa saluran, kendaraan rel dan sebagainya.
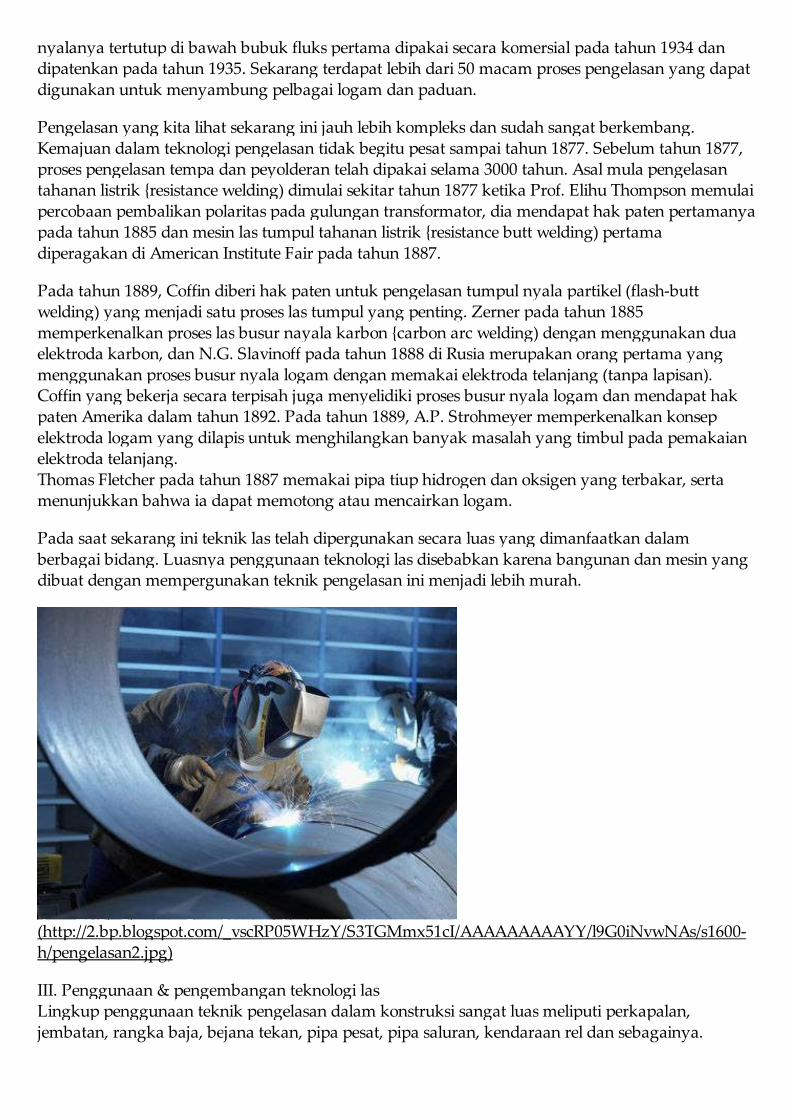
Disamping itu untuk pembuatan las, proses las dapat juga dipergunakan untuk reparasi misalnyauntuk mengisi lubang-lubang coran, membuat lapisan keras pada perkakas, mempertebal bagian-
bagian yang sudah aus dan macam-macam reparasi lainnya.
Pengelasan bukan tujuan utama dari konstruksi tetapi hanya merupakan sarana untuk mencapai
ekonomi pembuatan yang lebih baik. Karena itu rancangan dan cara pengelasan harus betul-betulmemperhatikan kesesuaian antara sifat-sifat las dengan kegunaan konstruksi serta keadaansekitarnya.
(http://3.bp.blogspot.com/_vscRP05WHzY/S3TGZoIWAMI/AAAAAAAAAYg/SAcICqL1Vmg/s1600-h/pengelasan+bawah+air.jpg)
Pengembangan Teknologi Las1. Las Busur Listrik
Selama berabad-abad las tempa dipakai sebagai proses utama untuk menyambung logam tanpabanyak mengalami perkembangan. Pada awal abad 19, ditemukan cara baru yaitu las busur nyalalistrik (Elekctric Arc Welding) dengan electrode carbon batangan tanpa pembungkus dengan
menggunakan battery sebagai sumber tenaga listrik. Kelemahan utama proses las listrik carbonadalah oksidasi yang relative tinggi pada lasan (lasan mudah karat) sehingga las ini banyak dipakai.
Pada waktu yang bersamaan, tahun 1877, ditemukan las tahanan (Resistance Welding). Seorangahli fisika dari Inggris, James Joule, diakui sebagai penemunya. Pada tahun 1856 dia memenaskandua batang kawat dengan aliran listrik. Selama proses pemanasan, kedua kawat tersebut ditekan
satu sama lain. Ternyata kedua kawat tersebut saling terikat setelah selesai dipanaskan.
Pada perkembangan selanjutnya, resistane welding menghasilkan beberapa jenis proses pengelasan,
missal las flash (Flas Welding) pada tahun 1920.las tahanan listrik mencapai kejayaannya setelahdiciptakan berbagai jenis robot. Untuk memenuhi kebutuhan dikembangkan berbagai bentuk lastahanan listrik yang meliputi las titik, interval, seam (garis) dan proyeksi. Las ini dalam prosenya
menerapkan panas dan tekan. Electrode berfungsi sebagai penyalur arus dan penekanan bendakerja berbentuk plat.
Pada decade berikutnya, diperkenalkan last hermit (Thermit Welding) berdasarkan prose kimiawisehingga menambah kesanah teknologi pengelasan. Las thermiddiperoleh dengan menuangkanlogam cair diantara dua ujung logam yang akan disambungkan sehingga ikut mencair. Setelah
membeku kedua logam menyatu dan cairan logam yang dituangkan berfungsi sebagai bahantambah.
Pada akhir abad 19 ditemukan las oxy acetylene, las ini berhasil menggeser pemakaian las tempadan mendominasi proses pengelasan untuk beberapa decade sampai dikembangkan las listrik..
Pada tahun 1925 las oxy acetylene digeser oleh adanya perbaikan las busur listrik yang mana lasbusur tersebut memakai electrode terbungkus. Setelah terbakar, pembungkus electrodemenghasilkan gas dan terak. Gas melindungi kawah lasan dari oksidasi pada saat proses pengelasan
sedang berlangsung. Terak melindungi lasan selama proses pembekuan hingga dingin (sampai terakdibersihkan). Keterbatasan las busur electrode batangan adalah panjang ektode yang terbatas
sehingga setiap periode tertentu pengelasan harus berhenti mengganti electrode. Efesiensi bahantanbah jauh dari 100% karena mesti ada puntungnya.
Bertitik tolak dari kelemahan tersebut maka pada akhir tahun 1930an diciptakan las busur electrode
gulungan. Secara prinsip, pengelasan tidak perlu berhenti sebelum sampai ujung jalur las. Danpengelasan dapat dilakukan dengan cara semi otomatis atau otomatis. Sebagai pelindung dipakai
flux. Flux dituangkan sesaat dimuka electrode sehingga busur nyala listrik terpendam oleh flux.Keuntungannya, operator tidak silau oleh busur nyala listrik, kelemahannya, las terbatas pada posisidibawah tangan saja pada posisi lain flux akan jatuh berhamburan sebelum berfungsi.
Pada tahun 1941 di Amerika ditemukan electrode Tungsten. Tungsten tidak mencair oleh panasnyabusur nyala listrik sehingga tidak terumpan dalam lasan. Sebagai pelindung dipakai gas inti (Inert)
yang untuk beberapa saat dapat bertahan pada kondisinya. Gas inti disemburkan kedaerah lasansehingga lasan terhindar dari oksidasi. Karena menggunakan las inti sebagai bahan pelindung las inisering disebut las TIG ( Tungsten Inert Gas).
Keberhasilan pemakaian gas inti pad alas tungsten dicoba pula pad alas elektroda gulungan padaawal tahun 1950an. Proses ini selanjutnya disebut Gas Metal Arc Welding (GMAW) atau las MIG
(Metal Inert Gas). Kaena gas argo sangat mahal maka dipakai gas campuran argon dan oksigenatau gas CO yang cukup aktif. Las ini biasa disebut dengan Metal Aktif Gas (MAG). Dapat pula
dipakai pelindung campuran argon dengan CO selama tidak lebih dari 20% hasilnya cukup baikkarena tidak meninggalkan terak. Perlu diketahui bahwa gas gas pelindung lebih mahal, maka caratersebut hanya dipakai untuk keperluan khusus.
Berikutnya ditemukan las busur electrode gulungan dengan pelindung lasan berupa serbuk. Supayadapat dipakai pada segala posisi, elektroda dibuat berlubang seperti pipa untuk menempatkan flux.
Proses ini relative lebih murah dari pada las busur gas, dapat untuk segala posisi dan teknispengelasan dapat dikembangkan secara semi otomatis atau otomatis penuh las ini disebut las busurelektroda berinti flux (Flux Core Arc Welding) Selanjutnya ada elektroda sebagai komponen yang
akan dipasang pada bagian lain. Las ini disebut las stud. Stud terpasang pada benda utama melaluitiga tahap yaitu seting posisi, pencarian ujung stud dan benda utama dan penekanan stud padabenda utama sesaat setelah busur nyala dimatikan.
Setelah itu dikembangkan las listrik frekuensi inggi yaitu 10000 sampai 500000 Hz. Las listrikfrekuensi tinggi sering disebut las induksi. Ditinjau dari proses penyatuan benda kerja, las ini
termasuk las padat yang dibantu dengan panas untuk memecah lapisan oksidasi atau kotoran padapermukaan benda kerja. Panas yang dihasilakan sangat tipis dipermukaan benda kerja sehingga las
ini sangat cocok untuk plat tipis.
Pada tahun 1950an , diubahnya energi listrik menjadi seberkas electron yang ditembakkan benda
Pada tahun 1950an , diubahnya energi listrik menjadi seberkas electron yang ditembakkan benda
kerja. Panas yang dihasilkan lebih besar dan dimensi bekas electron jauh lebih kecil dari busur nyalalistrik, pengelasannya sangat cepat maka sangat cocok untuk produksi masal. Daerah panas
menjadi lebih sempit sehingga sangat cocok untuk bahan yang sensitive terhadap perubahan panas.Kualitas lasan sangat baik dan akurasi , hanya saja peralatannya sangat mahal. Cara ini biasadisebut las electron ( Electron Beam Welding).
2. Las GesekPada tahun 1950, AL Chudikov, seorang ahli mesin dari Uni Sovyet, mengemukakan hasil
pengamatannya tentang teori tenaga mekanik dapat diubah menjadi energi panas. Gesekan yangterjadi pada bagian-bagian mesin yang bergerak menimbulkan banyak kerugian karena sebagiantenaga mekanik yang dihasilkan berubah menjadi panas. Chudikov berpendapat, proses demikian
mestinya bias dipakai pada proses pengelasan. Setelah melalui percobaan dan penelitian dia berhasilmengelas dengan memanfaatkan panas yang terjadi akibat gesekan. Untuk memperbesar panas
yang terjadi, benda kerja tidak hanya diputar tetapi ditekan satu terhadap yang lain. Tekanan jugaberfungsi mempercepat fusi. Cara ini disebut las gesek (Friktion Welding)
3.Las Plasma
Las plasma busur nyala listrik (Plasma Arc Welding). Proses plasma sebenarnya merupakanpenyempurnaan las tungsren, hanya saja busur nyala listrik tidak muncul diantara elektroda dengan
benda kerja tetapi muncul antara ujung elektroda dengan gas inti yang mengalir di sekitarnya. Lasplasma ternyata lebih baik dari las tungsten karena busur nyala listrik yang muncul lebih stabildengan diameter lebih kecil sehingga panasnya lebih terpusat. Proses pengelasan bias lebih cepat,
disamping itu tungsten tidak pernah menyentuh benda kerja.
4.Las Suara
Awal tahun 1960 ditandai dengan penemuan las yang menggunakan suara frekuensi tinggi(Ultrasonic Welding). Las ini juga menggunakan listrik dalam proses kerjanya, tidak ada aliranlistrik pada benda kerja, panas yang ditimbulkan semata-mata hasil proses dan sifatnya hanya
membantu dalam proses penyatuan benda kerja.
Suara yang digunakan berkisar antara 10000 sampai 175000 Hz, getaran suara disalurkan melalui
sosotrode yang dipasang pada benda kerja. Kemudian tekanan yang diterapkan pada benda kerjaselama proses. Kelebihan proses ini adalah sesuai untuk benda tipis dan tidak terpengaruh jenis
bahan yang disambungkan. Tidak dipakainya energi panas sebagai energi utama merupakankelebihan sendiri pada bahan tertentu dan tipis, hanya saja kurang berhasil untuk ketebalan bendakerja diatas 2,5mm x 2.
Berbagai bentuk las ultrasonic:Wedge reed spot.
Leteral drive spot.Overthung copuler spot.Line.
Ring.Continuous seam.
5. Las eksplosive (Exsplosive Welding atau EXW)Las eksplosive (Exsplosive Welding atau EXW) dikembangkan dari pengamatan seseorang dimasaPD I, ada pecahan-pecahan bom yang melekat kuat pada logam lain yang tertumbuk. Carl dalam
penelitiannya menyimpulakan bahwa pecahan bom tersebut menempel karena efek jet pada saatterjadi tumbukan. Efek jet mampu membersihkan kotoran yang melekat pada permukaan kedua
benda sehingga terjadi kontak antar atom kedua benda dan menghasilkan ikata yang cukup kuat.
6. Las Laser.
Pada tahun 1955 para ahli fisika berhasil menemukan sinar laser, secara sederhana dapat dikatakansinar yang diproduksi pada panjang gelombang tertentu dan parallel, kemudian diperbesar, sinartersebut selanjutnya difokuskan. Panas yang dihasilkan pada titik focus sangat tinggi. Menjelang
tahun 1970, laser mulai diterapkan pad alas, laser sebagai sinar dapat diatur secara akurat sehinggalas laser sangatsesuai untuk peralatan-peralatan khusus.
Las laser dapat dipakai untuk mengelas benda-benda dengan ketebalan 0,13mm sampai 29mmpada kecepatan geser berkisar dari 21 mm/dt sampai 1,2 mm/dt. Persoalan yang timbul pad alas
laser sama halnya dengan las electron, kerenggangan benda kerja sangat kecil antara 0,03 sampai0,15.sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang digunakan dalambidang las, ini disebabkan karena perlu adanya kesepakatan dalam hal-hal tersebut. Secara
konvensional cara-cara pengklasifikasi tersebut pada waktu ini dapat dibagi dua golongan, yaituklasifikasi berdasarkan kerja dan klasifikasi berdasarkan energi yang digunakan.
TEKNIK DASAR PENGELASAN
Posted: November 11, 2011 in TEknik Pemesinan, Teknik Pengelasan, X Teknik Otomotif Tags: Teknik Otomotif, TEknik Pemesinan, Teknik Pengelasan
0
TEKNIK PENGELASAN Bag. 1
Teknik Pengelasan Bag. 1
Pengelasan (welding) adalah salah salah satu teknik penyambungan logam dengan cara mencairkansebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logam
penambah dan menghasilkan sambungan yang kontinyu.
Lingkup penggunaan teknik pengelasan dalam kontruksi sangat luas, meliputi perkapalan,
jembatan, rangka baja, bejana tekan, pipa pesat, pipa saluran dan sebagainya.
Disamping untuk pembuatan, proses las dapat juga dipergunakan untuk reparasi misalnya untukmengisi nlubang-lubang pada coran. Membuat lapisan las pada perkakas mempertebal bagian-
bagian yang sudah aus, dan macam –macam reparasi lainnya.
Pengelasan bukan tujuan utama dari kontruksi, tetapi hanya merupakan sarana untuk mencapai
ekonomi pembuatan yang lebih baik. Karena itu rancangan las dan cara pengelasan harus betul-betul memperhatikan dan memperlihatkan kesesuaian antara sifat-sifat las dengan kegunaankontruksi serta kegunaan disekitarnya.
Prosedur pengelasan kelihatannya sangat sederhana, tetapi sebenarnya didalamnya banyakmasalah-masalah yang harus diatasi dimana pemecahannya memerlukan bermacam-macam
penngetahuan.
Karena itu didalam pengelasan, penngetahuan harus turut serta mendampingi praktek, secara lebih
bterperinci dapat dikatakan bahwa perancangan kontruksi bangunan dan mesin dengansambungan las, harus direncanakan pula tentang cara-cara pengelasan. Cara ini pemeriksaan,bahan las, dan jenis las yang akan digunakan, berdasarkan fungsi dari bagian-bagian bangunan
atau mesin yang dirancang.
Berdasarkan definisi dari DIN (Deutch Industrie Normen) las adalah ikatan metalurgi pada
sambungan logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dari definisi tersebutdapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam
dengan menggunakan energi panas. Pada waktu ini telah dipergunakan lebih dari 40 jenispengelasan termasuk pengelasan yang dilaksanakan dengan cara menekan dua logam yangdisambung sehingga terjadi ikatan antara atom-atom molekul dari logam yang
disambungkan.klasifikasi dari cara-cara pengelasan ini akan diterangkan lebih lanjut.
Pada waktu ini pengelasan dan pemotongan merupakan pengelasan pengerjaan yang amat penting
dalam teknologi produksi dengan bahan logam. Dari pertama perkembangannya sangat pesat telahbanyak teknologi baru yang ditemukan. Sehingga boleh dikatakan hamper tidak ada logam yangdapat dipotong dan di las dengan cara-cara yang ada pada waktu ini.
Dalam bab ini akan diterangkan beberapa cara penngelasan dan pemotongan yang telah banyakdigunakan sedangkan penerapannya dalam praktek akan diterangkan dalam bab-bab yang lain.
KLASIFIKASI CARA-CARA PENGELASAN DAN PEMOTONGAN
Sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang digunakan dalam bidanglas, ini disebabkan karena perlu adanya kesepakatan dalam hal-hal tersebut. Secara konvensionalcara-cara pengklasifikasi tersebut vpada waktu ini dapat dibagi dua golongan, yaitu klasifikasi
berdasarkan kerja dan klasifikasi berdasarkan energi yang digunakan.
Klasifikasi pertama membagi las dalam kelompok las cair, las tekan, las patri dan lain-lainnya.
Sedangkan klasifikasi yang kedua membedakan adanya kelompok-kelompok seperti las listrik, laskimia, las mekanik dan seterusnya.
Bila diadakan pengklasifikasian yang lebih terperinci lagi, maka kedua klasifikasi tersebut diatasdibaur dan akan terbentuk kelompok-kelompok yang banyak sekali.
Diantara kedua cara klasifikasi tersebut diatas kelihatannya klasifikasi cara kerja lebih banyakdigunakan karena itu pengklasifikasian yang diterangkan dalam bab ini juga berdasarkan carakerja.
Berdasrkan klasifikasi ini pengelasan dapat dibagi dalam tiga kelas utama yaitu : pengelasan cair,pengelasan tekan dan pematrian.
1. Pengelasan cair adalah cara pengelasan dimana sambungan dipanaskan sampai mencair dengansumber panas dari busur listrik atau sumber api gas yang terbakar.
2. Pengelasan tekan adalah pcara pengelasan dimana sambungan dipanaskan dan kemudian
ditekan hingga menjadi satu.3. Pematrian adalah cara pengelasan diman sambungan diikat dan disatukan denngan
menggunakan paduan logam yang mempunyai titik cair rendah. Dalam hal ini logam induktidak turut mencair.
Pemotongan yang dibahas dalam buku ini adalah cara memotong logam yang didasarkan atasmencairkan logam yang dipotong. Cara yang banyak digunakan dalam pengelasan adalahpemotongan dengan gas oksigen dan pemotongan dengan busur listrik.
Pengelasan yang paling banyak ndigunakan pada waktu ini adalah pengelasan cair dengan busurgas. Karena itu kedua cara tersebut yaitu las busur listrik dan las gas akan dibahas secara terpisah.
Sedangkan cara-cara penngelasan yang lain akan dikelompokkan dalam satu pokok bahasan.Pemotongan, karena merupakan masalah tersendiri maka pembahasannya juga dilakukan secaraterpisah.
Dibawah ini klasifikasi dari cara pengelasan :
a) Pengelasan cair
Ø Las gas
Ø Las listrik terak
Ø Las listrik gas
Ø Las listrik termis
Ø Las listrik elektron
Ø Las busur plasma
b) Pengelasan tekan
Ø Las resistensi listrik
Ø Las titik
Ø Las penampang
Ø Las busur tekan
Ø Las tekan
Ø Las tumpul tekan
Ø Las tekan gas
Ø Las tempa
Ø Las gesek
Ø Las ledakan
Ø Las induksi
Ø Las ultrasonic
c) Las busur
Ø Elektroda terumpand) Las busur gas
Ø Las m16
Ø Las busur CO2
e) Las busur gas dan fluks
Ø Las busur CO2 dengan elektroda berisi fluks
Ø Las busur fluks
Ø Las elektroda berisi fluks
Ø Las busur fluks
Ø Las elektroda tertutup
Ø Las busur dengan elektroda berisi fluks
Ø Las busur terendam
Ø Las busur tanpa pelindung
Ø Elektroda tanpa terumpan
Ø Las TIG atau las wolfram gas
A. LAS BUSUR LISTRIK
Las busur listrik atau pada umumnya disebut las listrik termasuk suatu proses penyambungan
logam dengan menggunakan tenaga listrik sebagai sumber panas. Jadi surnber panas pada las listrikditimbulkan oleh busur api arus listrik, antara elektroda las dan benda kerja.
Benda kerja merupakan bagian dari rangkaian aliran arus listrik las. Elektroda mencair bersama-
sama dengan benda kerja akibat dari busur api arus listriik.
Gerakan busur api diatur sedemikian rupa, sehingga benda kerja dan elektroda yang mencair,
setelah dingin dapat menjadi satu bagian yang sukar dipisahkan.
Jenis sambungan dengan las listrik ini merupakan sambungan tetap.
Penggolongan macam proses las listrik antara lain, adalah :
1. Las listrik dengan Elektroda Karbon, misalnya :
Las listrik dengan elektroda karbon tunggalLas listrik dengan elektroda karbon ganda
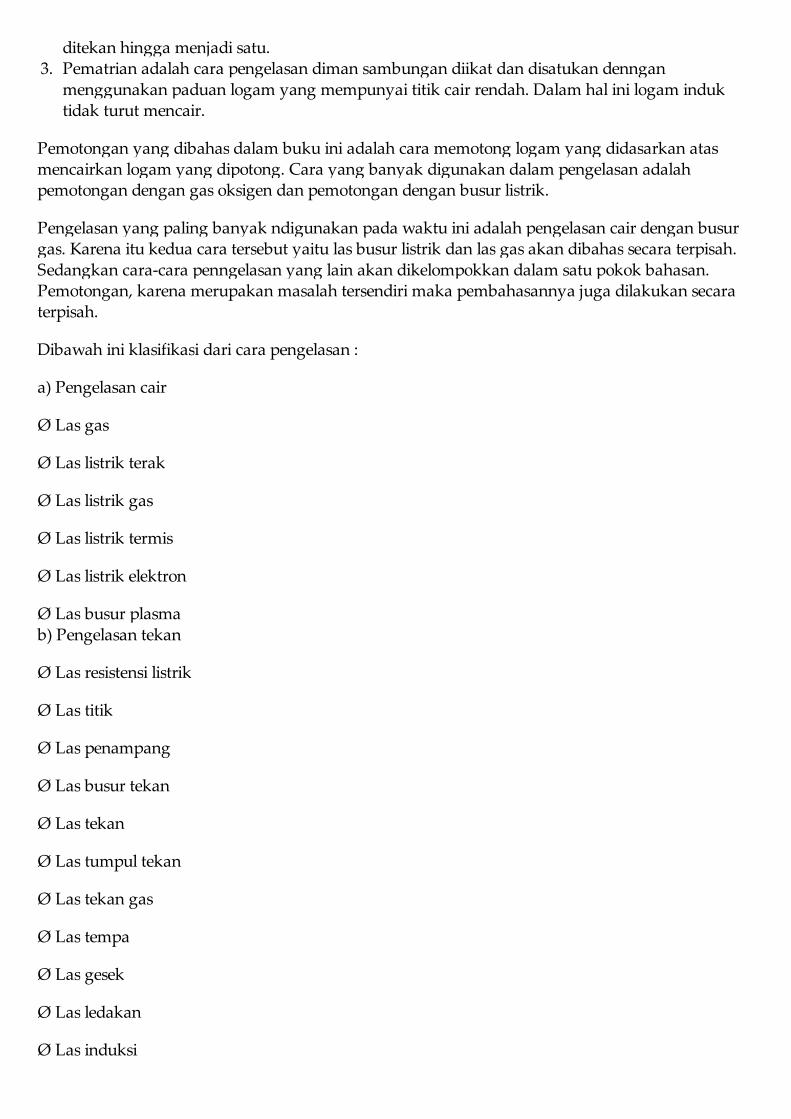
Pad alas listrik dengan elektroda karbon, maka busur
listrik yang terjadi diantara ujung elektroda karbon dan logam atau diantara dua ujung elektrodakarbon akan memanaskan dan mencairkan logam yang akan dilas. Sebagai bahan tambah dapat
dipakai elektroda dengan fluksi atau elektroda yang berselaput fliksi.
2. Las Listrik dengan Elektroda Logam, misalnya :
Las listrik dengan elektroda berselaput,
Las listrik TIG (Tungsten Inert Gas),Las listrik submerged.
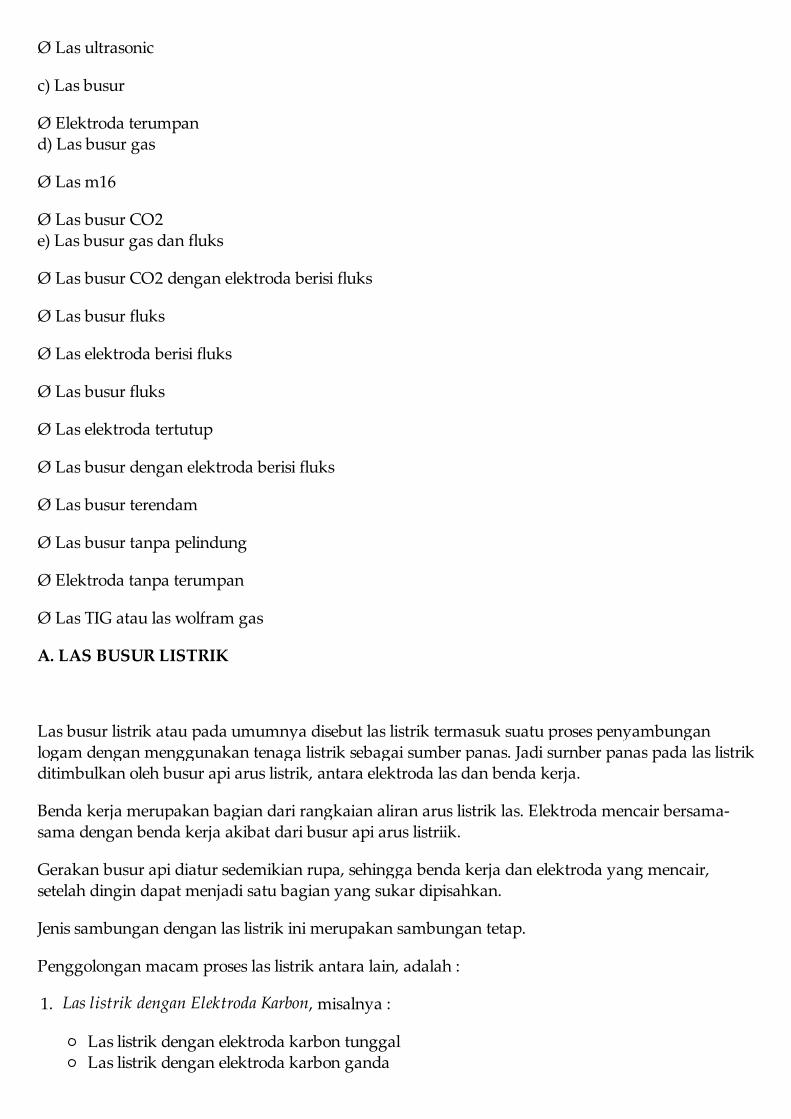
Las listrik dengan elektroda berselaput
Las listrik ini menggunakan elektroda berelaput sebagai bahan tambahan.
Busur listrik yang terjadi di antara ujung elektroda dan bahandasar akan mencairkan ujung elektroda dan sebagaian bahan dasar. Selaput elektroda yang turut
terbakar akan mencair dan menghasilkan gas yang melindungi ujung elekroda kawah las, busurlistrik terhadap pengaruh udara luar. Cairan selaput elektroda yang membeku akan memutupipermukaan las yang juga berfungsi sebagai pelindung terhadap pengaruh luar. Perbedaan suhu
busur listrik tergantung pada tempat titik pengukuran, missal pada ujung elektroda bersuhu 3400°C, tetapi pada benda kerja dapat mencapai suhu 4000° C.
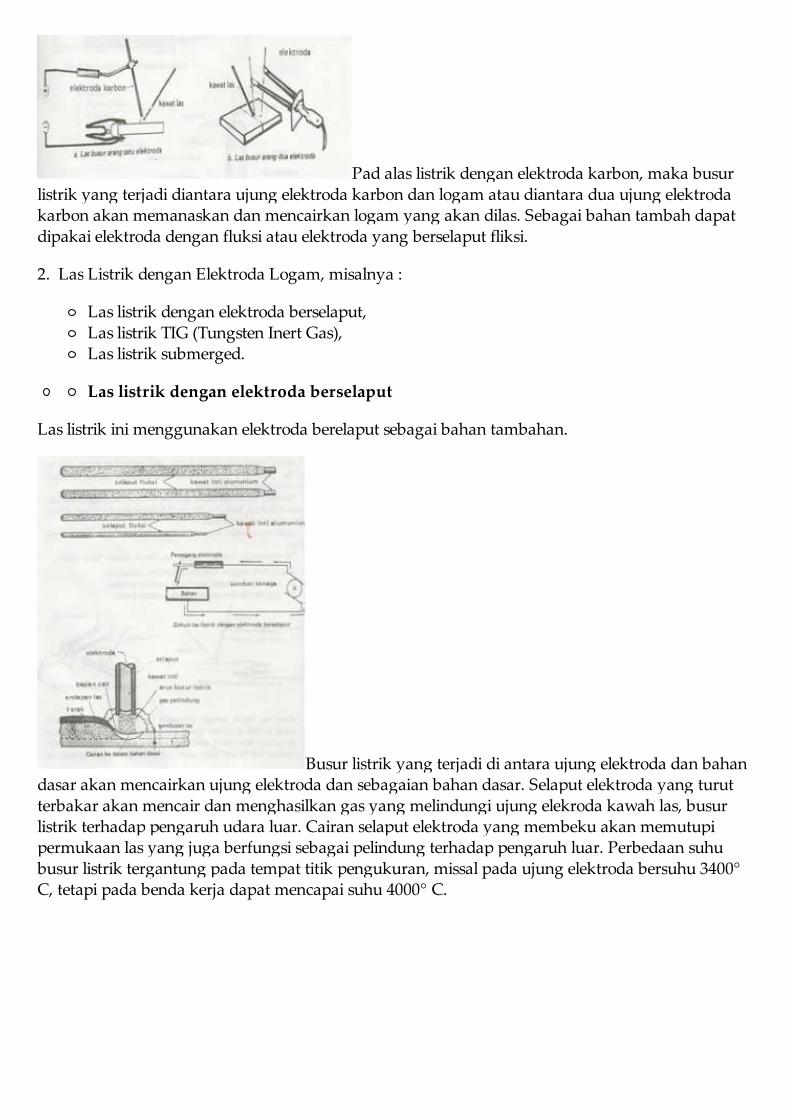
Las Listrik TIG
Las listrik TIG (Tungsten Inert Gas = Tungsten Gas Mulia) menggunakan elektroda wolfram yangbukan merupakan bahan tambah. Busur listrik yang terjadi antara ujung elektroda wolfram dan
bahan dasar merupakan sumber panas, untuk pengelasan. Titik cair elektroda wolfram sedemikiantingginya sampai 3410° C, sehingga tidak ikut mencair pada saat terjadi busur listrik.
Tangkai listrik dilengkapi dengan nosel keramik untuk penyembur gas pelindung yang melindungidaerah las dari luar pada saat pengelasan.
Sebagian bahan tambah dipakai elektroda selaput yang digerakkan dan didekatkan ke busur yangterjadi antara elektroda wolffram dengan bahan dasar.
Sebagian gas pelindung dipakai angin, helium atau campuran dari kedua gas tersebut yang
pemakaiannya tergantung dari jenis logam yang akan di las.
Tangkai las TIG biasanya didinginkan dengan air bersikulasi.
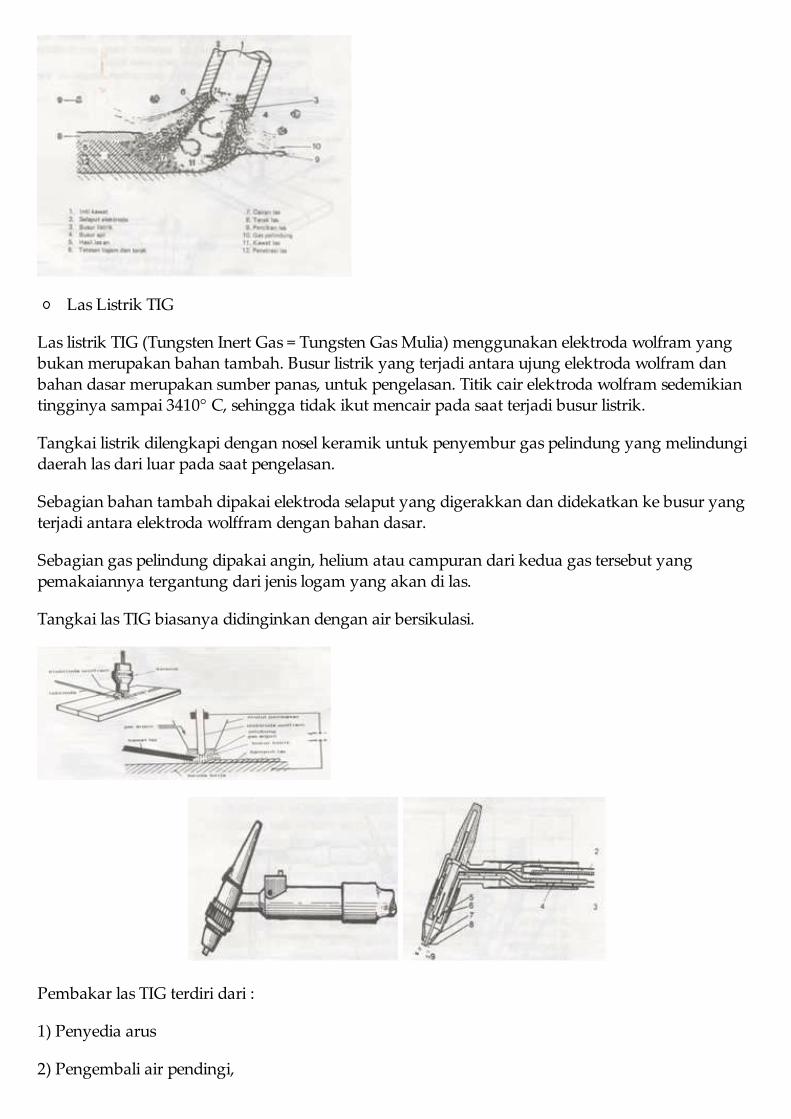
Pembakar las TIG terdiri dari :
1) Penyedia arus
2) Pengembali air pendingi,
3) Penyedia air pendingin,
4) Penyedia gas argon,
5) Lubang gas argon ke luar,
6) Pencekam elektroda,
7) Moncong keramik atau logam,
8) Elektroda tungsten,
9) Semburan gas pelindung.
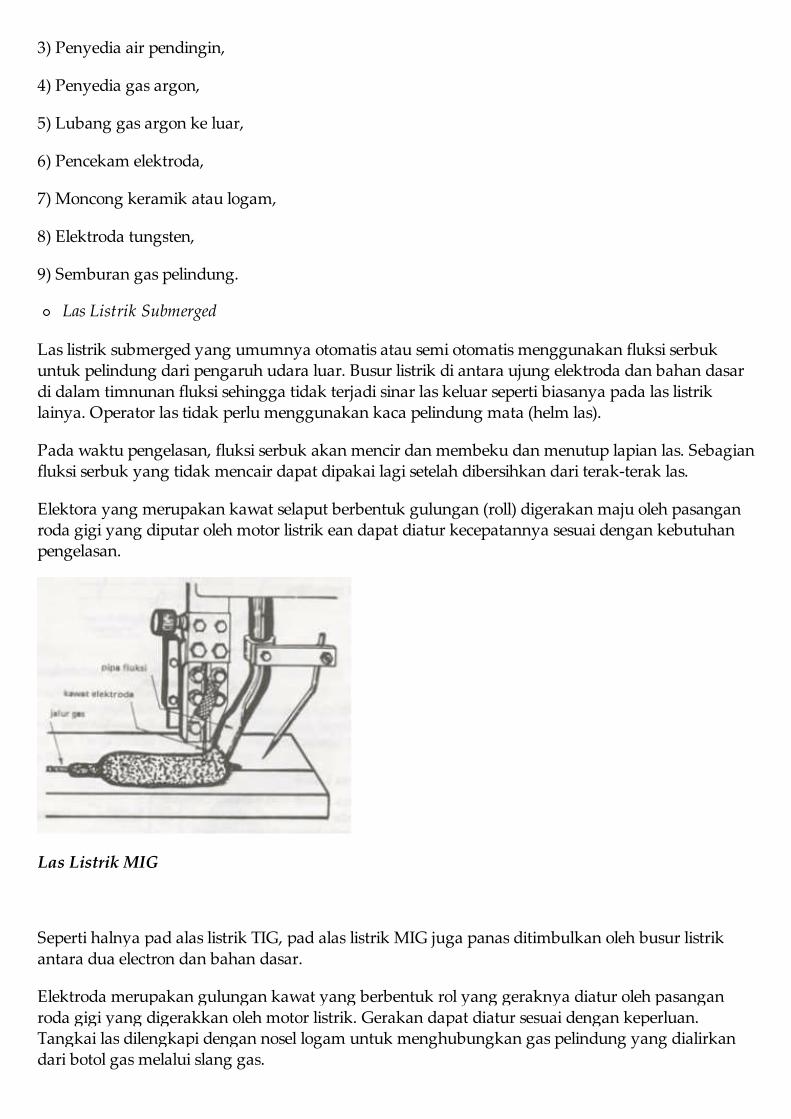
Las Listrik Submerged
Las listrik submerged yang umumnya otomatis atau semi otomatis menggunakan fluksi serbukuntuk pelindung dari pengaruh udara luar. Busur listrik di antara ujung elektroda dan bahan dasar
di dalam timnunan fluksi sehingga tidak terjadi sinar las keluar seperti biasanya pada las listriklainya. Operator las tidak perlu menggunakan kaca pelindung mata (helm las).
Pada waktu pengelasan, fluksi serbuk akan mencir dan membeku dan menutup lapian las. Sebagianfluksi serbuk yang tidak mencair dapat dipakai lagi setelah dibersihkan dari terak-terak las.
Elektora yang merupakan kawat selaput berbentuk gulungan (roll) digerakan maju oleh pasanganroda gigi yang diputar oleh motor listrik ean dapat diatur kecepatannya sesuai dengan kebutuhanpengelasan.
Las Listrik MIG
Seperti halnya pad alas listrik TIG, pad alas listrik MIG juga panas ditimbulkan oleh busur listrik
antara dua electron dan bahan dasar.
Elektroda merupakan gulungan kawat yang berbentuk rol yang geraknya diatur oleh pasangan
roda gigi yang digerakkan oleh motor listrik. Gerakan dapat diatur sesuai dengan keperluan.Tangkai las dilengkapi dengan nosel logam untuk menghubungkan gas pelindung yang dialirkandari botol gas melalui slang gas.
Gas yang dipakai adalah CO2 untuk pengelasan baja lunak dan baja. Argon atau campuran argondan helium untuk pengelasan aluminium dan baja tahan karat. Proses pengelasan MIG ini dadpat
secara semi otomatik atau otomatik. Semi otomatik dimaksudkan pengelasan secara manual,sedangkan otomatik adalah pengelasan yang seluruhnya dilaksanakan secara otomatik.
Elektroda keluar melalui tangkai bersama-sama dengan gas pelindung.
B. Arus Listrik
1. Arus Searah ( DC = Direct Current )
Pada arus ini, elektron-elektron bergerak sepanjang penghantar hanya dalam satu arah.
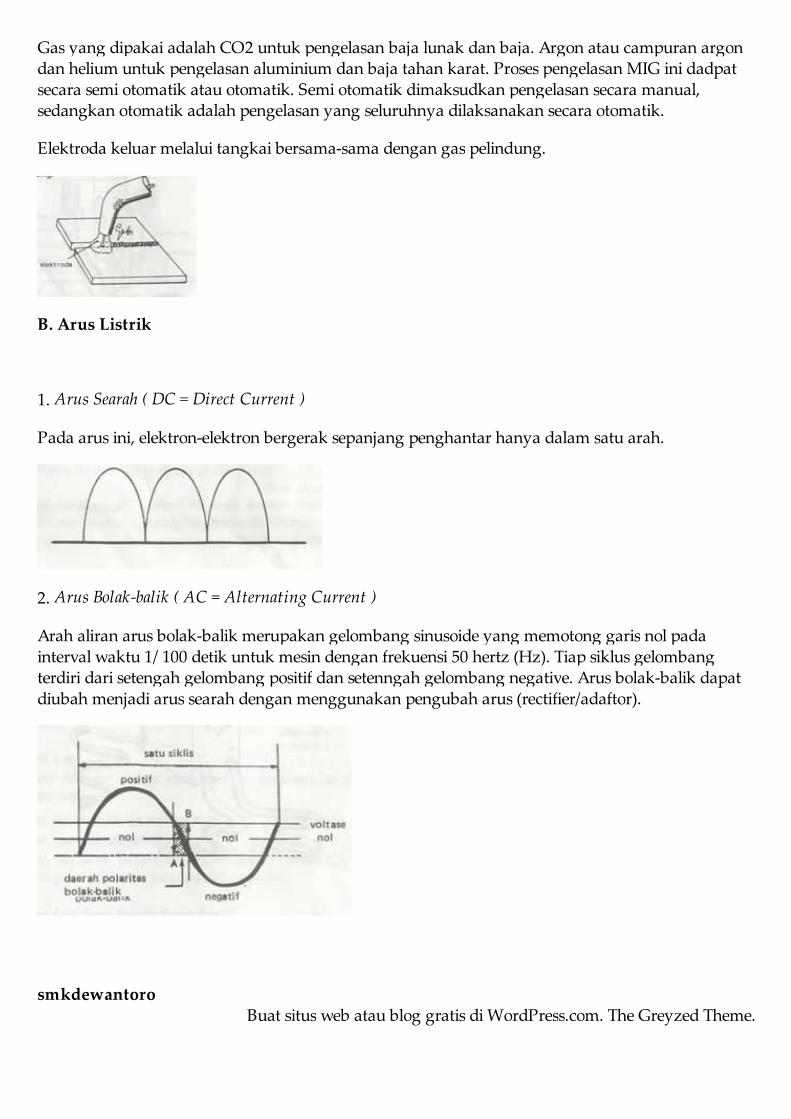
2. Arus Bolak-balik ( AC = Alternating Current )
Arah aliran arus bolak-balik merupakan gelombang sinusoide yang memotong garis nol pada
interval waktu 1/ 100 detik untuk mesin dengan frekuensi 50 hertz (Hz). Tiap siklus gelombangterdiri dari setengah gelombang positif dan setenngah gelombang negative. Arus bolak-balik dapat
diubah menjadi arus searah dengan menggunakan pengubah arus (rectifier/adaftor).
smkdewantoro
Buat situs web atau blog gratis di WordPress.com. The Greyzed Theme.