daniel garcia pascual oee linkedin
TRANSCRIPT
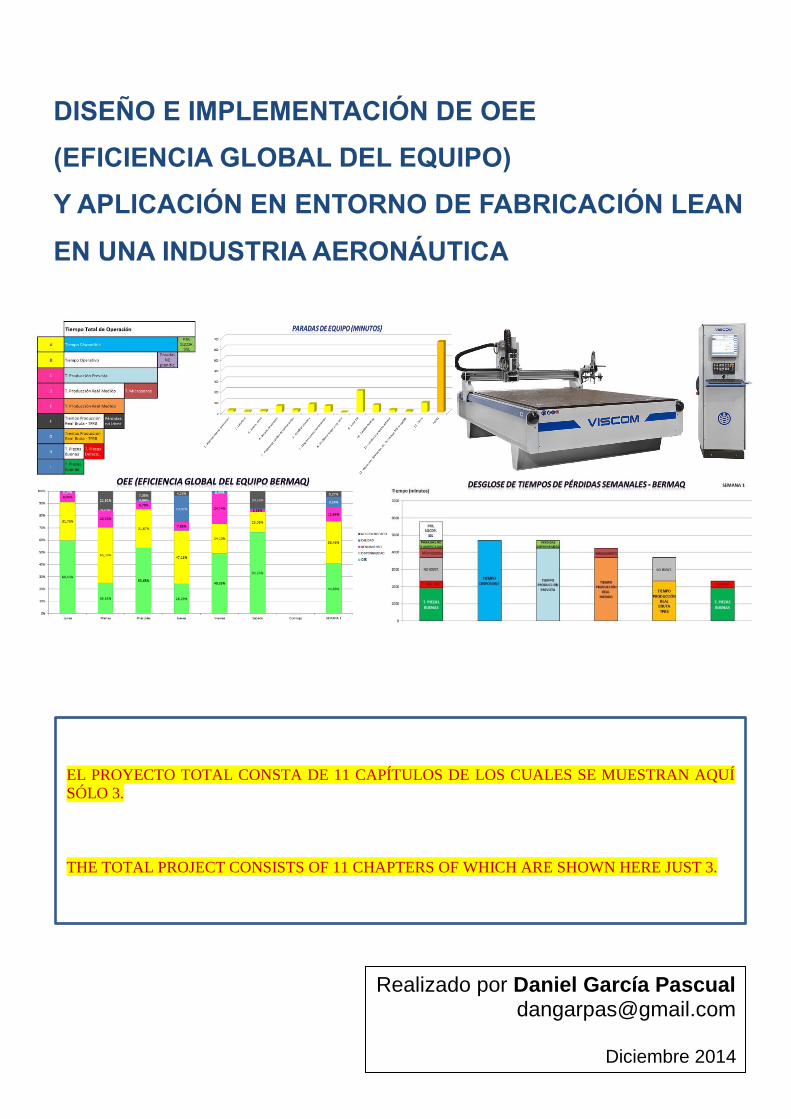
DISEÑO E IMPLEMENTACIÓN DE OEE
(EFICIENCIA GLOBAL DEL EQUIPO)
Y APLICACIÓN EN ENTORNO DE FABRICACIÓN LEAN
EN UNA INDUSTRIA AERONÁUTICA
Realizado por Daniel García Pascual [email protected]
Diciembre 2014
EL PROYECTO TOTAL CONSTA DE 11 CAPÍTULOS DE LOS CUALES SE MUESTRAN AQUÍ
SÓLO 3.
THE TOTAL PROJECT CONSISTS OF 11 CHAPTERS OF WHICH ARE SHOWN HERE JUST 3.
4 Daniel García Pascual - [email protected]
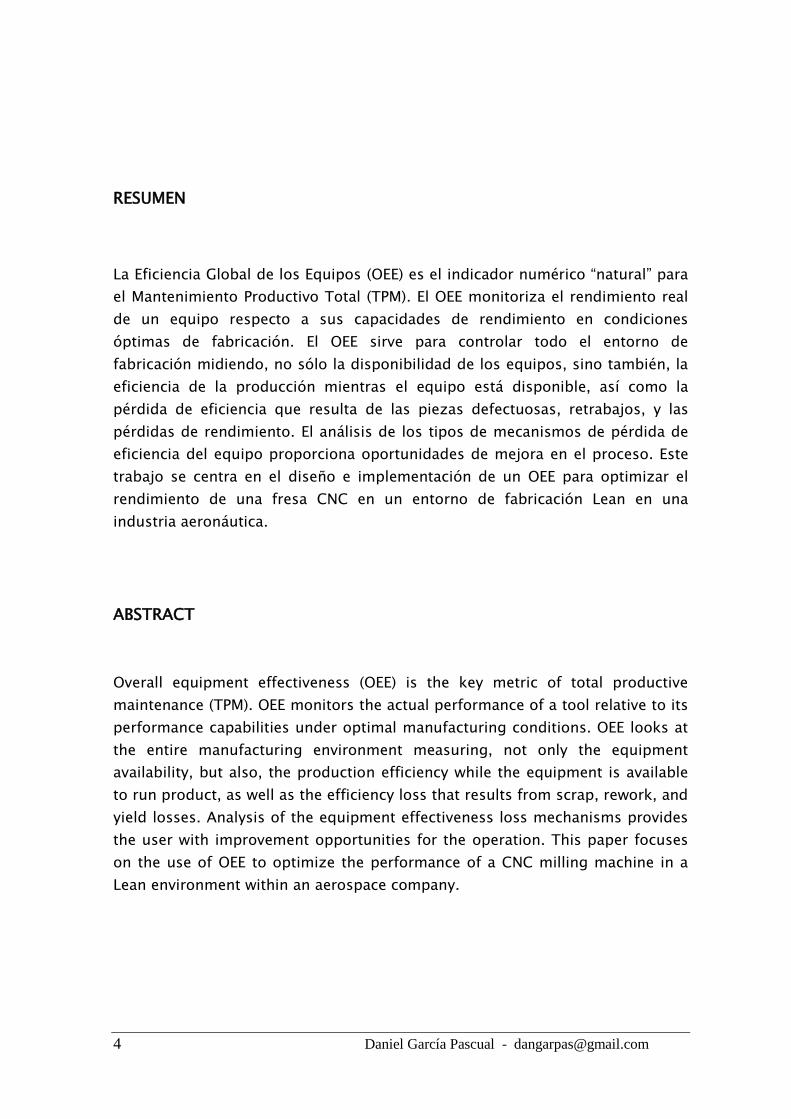
RESUMEN
La Eficiencia Global de los Equipos (OEE) es el indicador numérico “natural” para
el Mantenimiento Productivo Total (TPM). El OEE monitoriza el rendimiento real
de un equipo respecto a sus capacidades de rendimiento en condiciones
óptimas de fabricación. El OEE sirve para controlar todo el entorno de
fabricación midiendo, no sólo la disponibilidad de los equipos, sino también, la
eficiencia de la producción mientras el equipo está disponible, así como la
pérdida de eficiencia que resulta de las piezas defectuosas, retrabajos, y las
pérdidas de rendimiento. El análisis de los tipos de mecanismos de pérdida de
eficiencia del equipo proporciona oportunidades de mejora en el proceso. Este
trabajo se centra en el diseño e implementación de un OEE para optimizar el
rendimiento de una fresa CNC en un entorno de fabricación Lean en una
industria aeronáutica.
ABSTRACT
Overall equipment effectiveness (OEE) is the key metric of total productive
maintenance (TPM). OEE monitors the actual performance of a tool relative to its
performance capabilities under optimal manufacturing conditions. OEE looks at
the entire manufacturing environment measuring, not only the equipment
availability, but also, the production efficiency while the equipment is available
to run product, as well as the efficiency loss that results from scrap, rework, and
yield losses. Analysis of the equipment effectiveness loss mechanisms provides
the user with improvement opportunities for the operation. This paper focuses
on the use of OEE to optimize the performance of a CNC milling machine in a
Lean environment within an aerospace company.
Daniel García Pascual - [email protected] 5
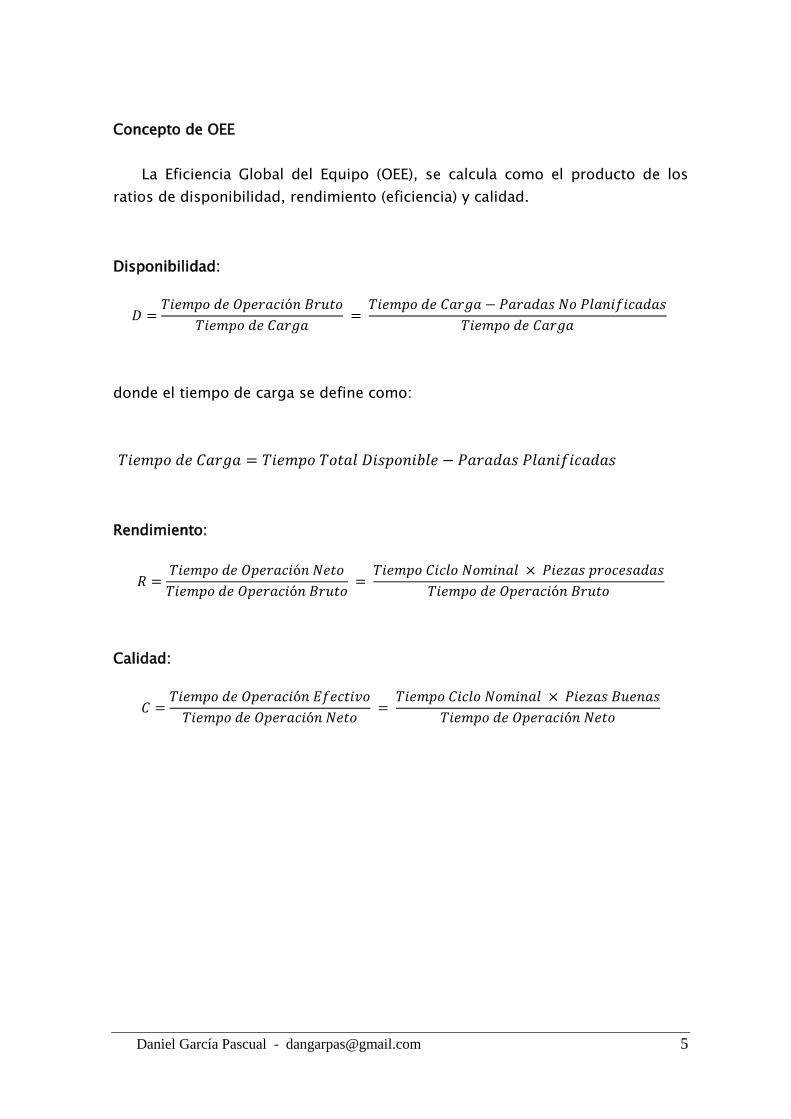
Concepto de OEE
La Eficiencia Global del Equipo (OEE), se calcula como el producto de los
ratios de disponibilidad, rendimiento (eficiencia) y calidad.
Disponibilidad:
donde el tiempo de carga se define como:
Rendimiento:
Calidad:

6 Daniel García Pascual - [email protected]
Equipo: Fresadora de control numérico BERMAQ VISCOM
BERMAQ S.A. fue fundada en el año 1982 y ubicada en la provincia de
Barcelona, empezando su producción en máquinas para el sector de la madera y
sus derivados. Actualmente la marca BERMAQ pertenece a la empresa WORLMAQ
3 s.l..
Figura 1. Fresa CNC Bermaq Viscom [37]
Daniel García Pascual - [email protected] 7
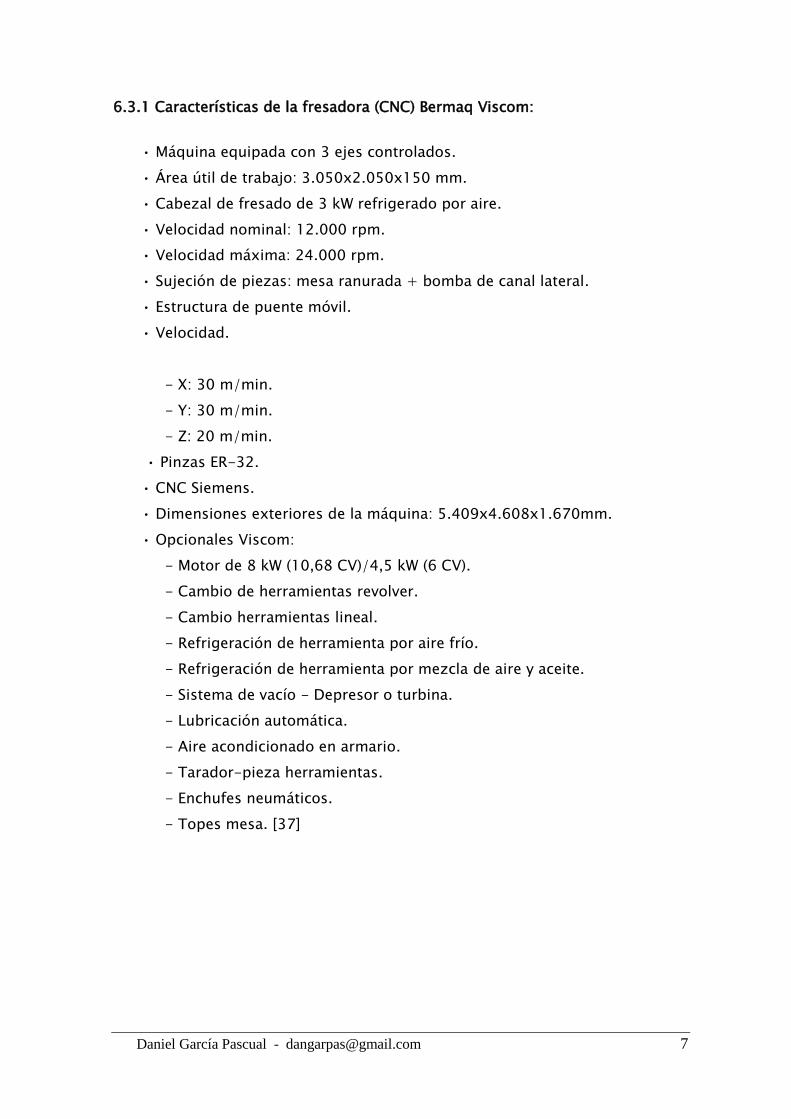
6.3.1 Características de la fresadora (CNC) Bermaq Viscom:
• Máquina equipada con 3 ejes controlados.
• Área útil de trabajo: 3.050x2.050x150 mm.
• Cabezal de fresado de 3 kW refrigerado por aire.
• Velocidad nominal: 12.000 rpm.
• Velocidad máxima: 24.000 rpm.
• Sujeción de piezas: mesa ranurada + bomba de canal lateral.
• Estructura de puente móvil.
• Velocidad.
- X: 30 m/min.
- Y: 30 m/min.
- Z: 20 m/min.
• Pinzas ER-32.
• CNC Siemens.
• Dimensiones exteriores de la máquina: 5.409x4.608x1.670mm.
• Opcionales Viscom:
- Motor de 8 kW (10,68 CV)/4,5 kW (6 CV).
- Cambio de herramientas revolver.
- Cambio herramientas lineal.
- Refrigeración de herramienta por aire frío.
- Refrigeración de herramienta por mezcla de aire y aceite.
- Sistema de vacío - Depresor o turbina.
- Lubricación automática.
- Aire acondicionado en armario.
- Tarador-pieza herramientas.
- Enchufes neumáticos.
- Topes mesa. [37]
8 Daniel García Pascual - [email protected]
OEE - Modo de uso (Interfaz e Inserción de datos)
A continuación se enumeran los distintos pasos que el operario a pie de
máquina debe seguir para cumplimentar correctamente el OEE.
Nota: Todas las referencias a la empresa aeronáutica donde se ha
implantado y diseñado el OEE se han bloqueado por motivos de confidencialidad
con el siguiente cuadro de texto:
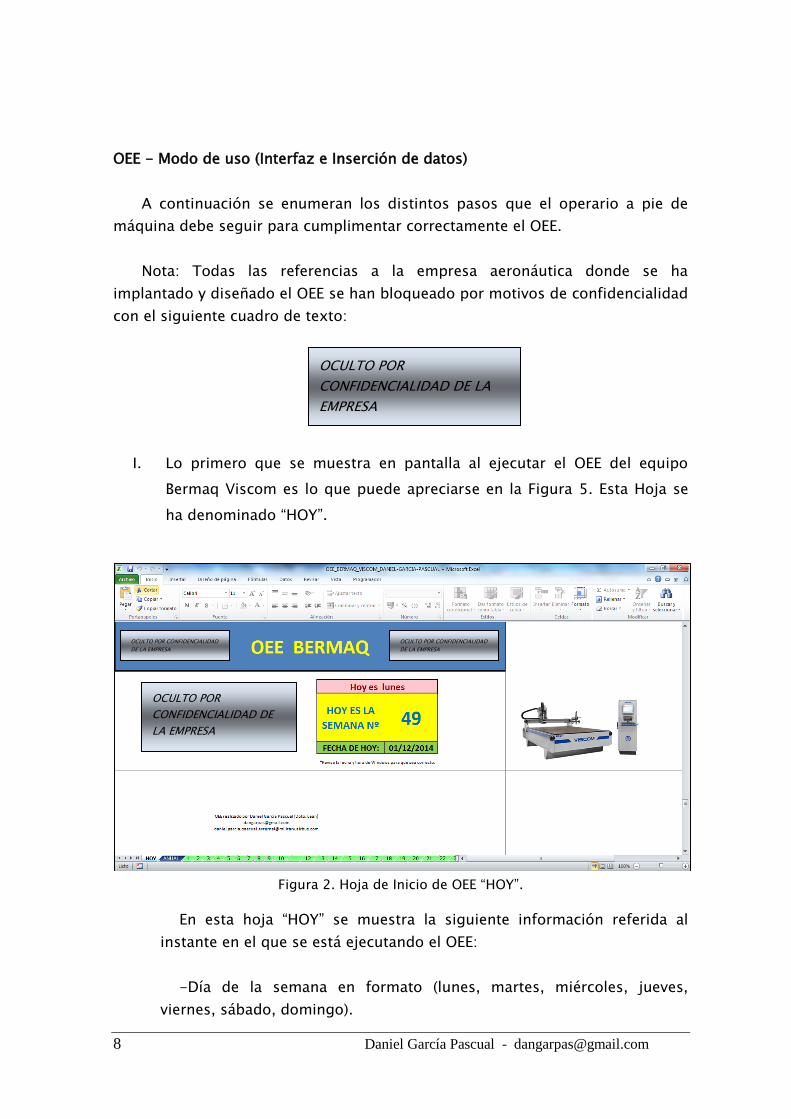
I. Lo primero que se muestra en pantalla al ejecutar el OEE del equipo
Bermaq Viscom es lo que puede apreciarse en la Figura 5. Esta Hoja se
ha denominado “HOY”.
Figura 2. Hoja de Inicio de OEE “HOY”.
En esta hoja “HOY” se muestra la siguiente información referida al
instante en el que se está ejecutando el OEE:
-Día de la semana en formato (lunes, martes, miércoles, jueves,
viernes, sábado, domingo).
OCULTO POR
CONFIDENCIALIDAD DE LA
EMPRESA
OCULTO POR
CONFIDENCIALIDAD DE
LA EMPRESA
OCULTO POR CONFIDENCIALIDAD
DE LA EMPRESA
OCULTO POR CONFIDENCIALIDAD
DE LA EMPRESA
Daniel García Pascual - [email protected] 9
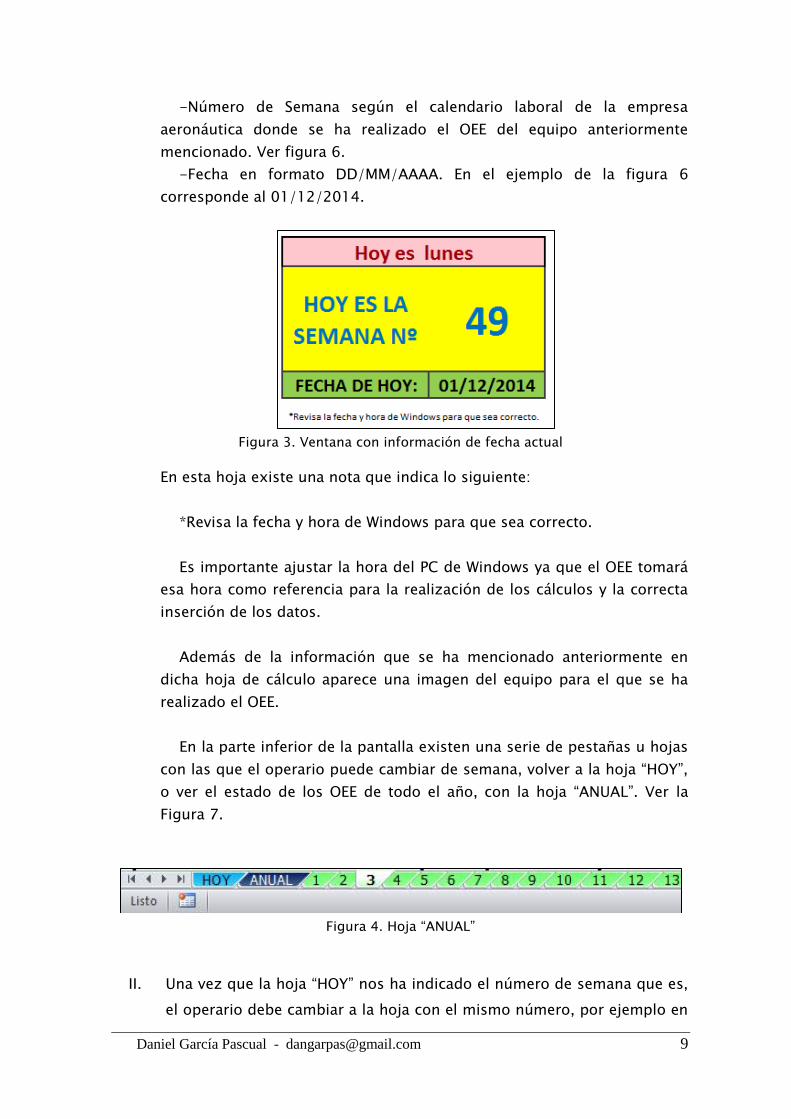
-Número de Semana según el calendario laboral de la empresa
aeronáutica donde se ha realizado el OEE del equipo anteriormente
mencionado. Ver figura 6.
-Fecha en formato DD/MM/AAAA. En el ejemplo de la figura 6
corresponde al 01/12/2014.
Figura 3. Ventana con información de fecha actual
En esta hoja existe una nota que indica lo siguiente:
*Revisa la fecha y hora de Windows para que sea correcto.
Es importante ajustar la hora del PC de Windows ya que el OEE tomará
esa hora como referencia para la realización de los cálculos y la correcta
inserción de los datos.
Además de la información que se ha mencionado anteriormente en
dicha hoja de cálculo aparece una imagen del equipo para el que se ha
realizado el OEE.
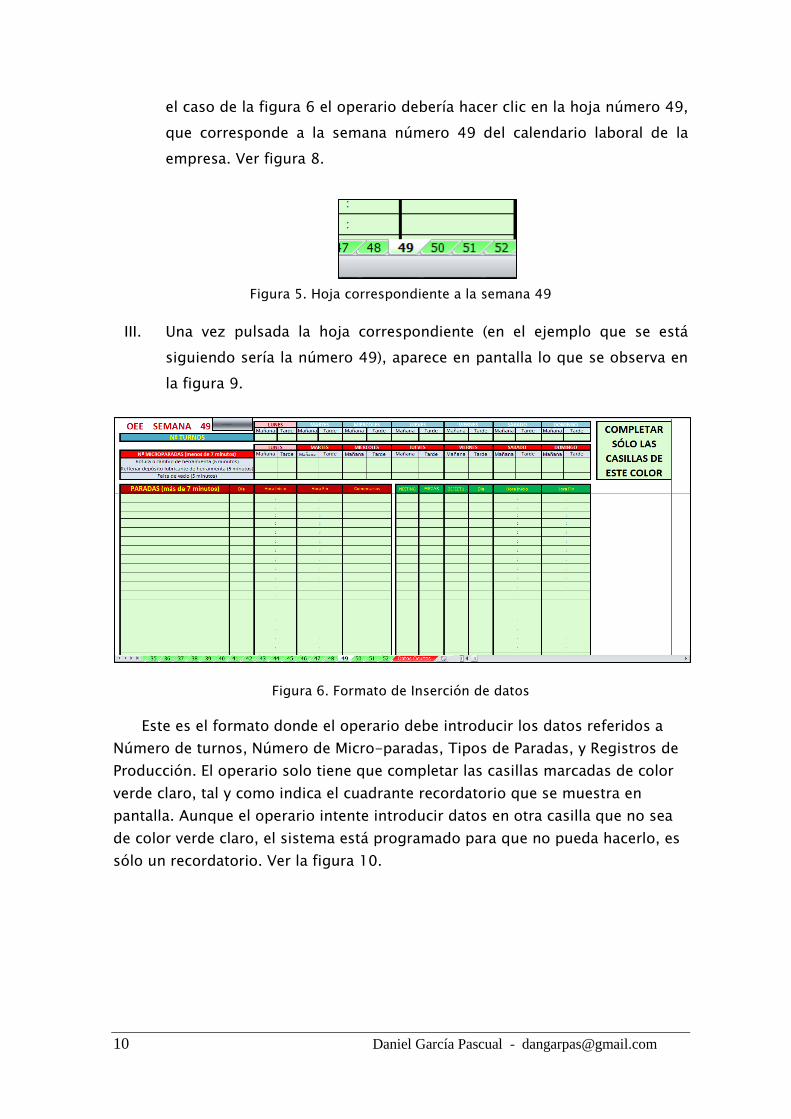
En la parte inferior de la pantalla existen una serie de pestañas u hojas
con las que el operario puede cambiar de semana, volver a la hoja “HOY”,
o ver el estado de los OEE de todo el año, con la hoja “ANUAL”. Ver la
Figura 7.
Figura 4. Hoja “ANUAL”
II. Una vez que la hoja “HOY” nos ha indicado el número de semana que es,
el operario debe cambiar a la hoja con el mismo número, por ejemplo en
10 Daniel García Pascual - [email protected]
el caso de la figura 6 el operario debería hacer clic en la hoja número 49,
que corresponde a la semana número 49 del calendario laboral de la
empresa. Ver figura 8.
Figura 5. Hoja correspondiente a la semana 49
III. Una vez pulsada la hoja correspondiente (en el ejemplo que se está
siguiendo sería la número 49), aparece en pantalla lo que se observa en
la figura 9.
Figura 6. Formato de Inserción de datos
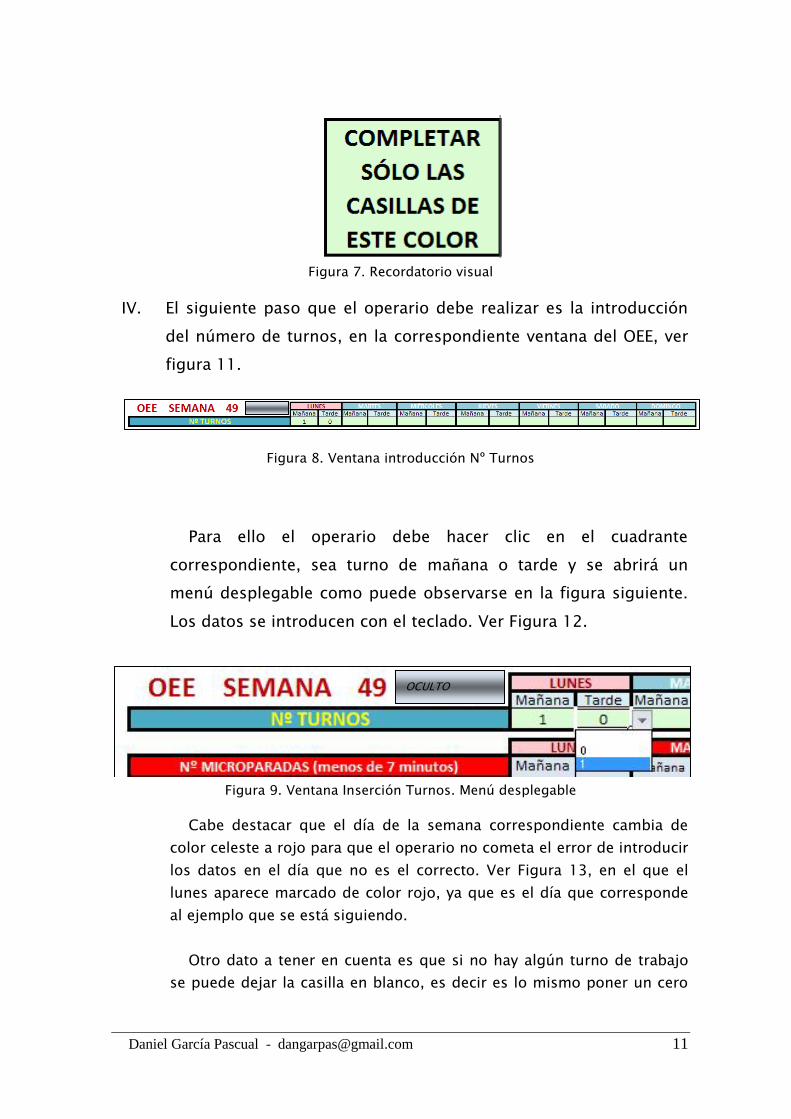
Este es el formato donde el operario debe introducir los datos referidos a
Número de turnos, Número de Micro-paradas, Tipos de Paradas, y Registros de
Producción. El operario solo tiene que completar las casillas marcadas de color
verde claro, tal y como indica el cuadrante recordatorio que se muestra en
pantalla. Aunque el operario intente introducir datos en otra casilla que no sea
de color verde claro, el sistema está programado para que no pueda hacerlo, es
sólo un recordatorio. Ver la figura 10.
OCULTO POR
CONFIDENCIA LIDAD DE LA
Daniel García Pascual - [email protected] 11
Figura 7. Recordatorio visual
IV. El siguiente paso que el operario debe realizar es la introducción
del número de turnos, en la correspondiente ventana del OEE, ver
figura 11.
Figura 8. Ventana introducción Nº Turnos
Para ello el operario debe hacer clic en el cuadrante
correspondiente, sea turno de mañana o tarde y se abrirá un
menú desplegable como puede observarse en la figura siguiente.
Los datos se introducen con el teclado. Ver Figura 12.
Figura 9. Ventana Inserción Turnos. Menú desplegable
Cabe destacar que el día de la semana correspondiente cambia de
color celeste a rojo para que el operario no cometa el error de introducir
los datos en el día que no es el correcto. Ver Figura 13, en el que el
lunes aparece marcado de color rojo, ya que es el día que corresponde
al ejemplo que se está siguiendo.
Otro dato a tener en cuenta es que si no hay algún turno de trabajo
se puede dejar la casilla en blanco, es decir es lo mismo poner un cero
OCU
OCULTO
12 Daniel García Pascual - [email protected]
que no rellenar nada en esa casilla, el sistema asumirá que es un cero
siempre que no haya nada.
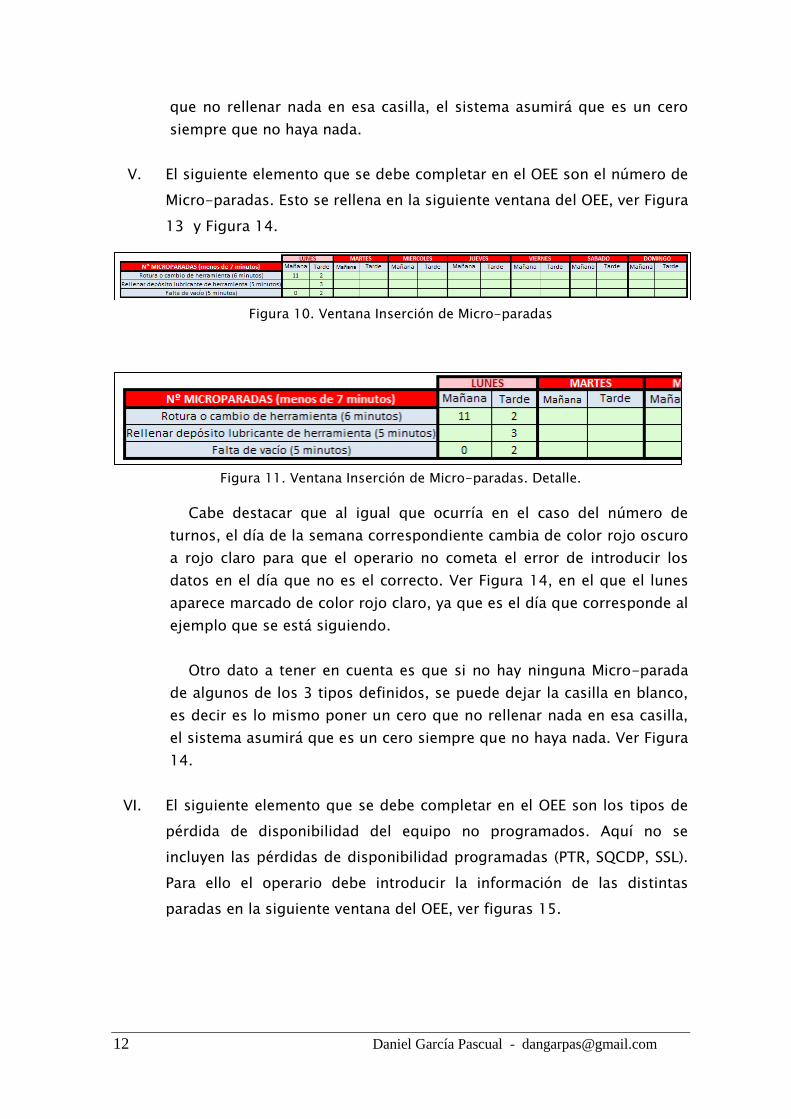
V. El siguiente elemento que se debe completar en el OEE son el número de
Micro-paradas. Esto se rellena en la siguiente ventana del OEE, ver Figura
13 y Figura 14.
Figura 10. Ventana Inserción de Micro-paradas
Figura 11. Ventana Inserción de Micro-paradas. Detalle.
Cabe destacar que al igual que ocurría en el caso del número de
turnos, el día de la semana correspondiente cambia de color rojo oscuro
a rojo claro para que el operario no cometa el error de introducir los
datos en el día que no es el correcto. Ver Figura 14, en el que el lunes
aparece marcado de color rojo claro, ya que es el día que corresponde al
ejemplo que se está siguiendo.
Otro dato a tener en cuenta es que si no hay ninguna Micro-parada
de algunos de los 3 tipos definidos, se puede dejar la casilla en blanco,
es decir es lo mismo poner un cero que no rellenar nada en esa casilla,
el sistema asumirá que es un cero siempre que no haya nada. Ver Figura
14.
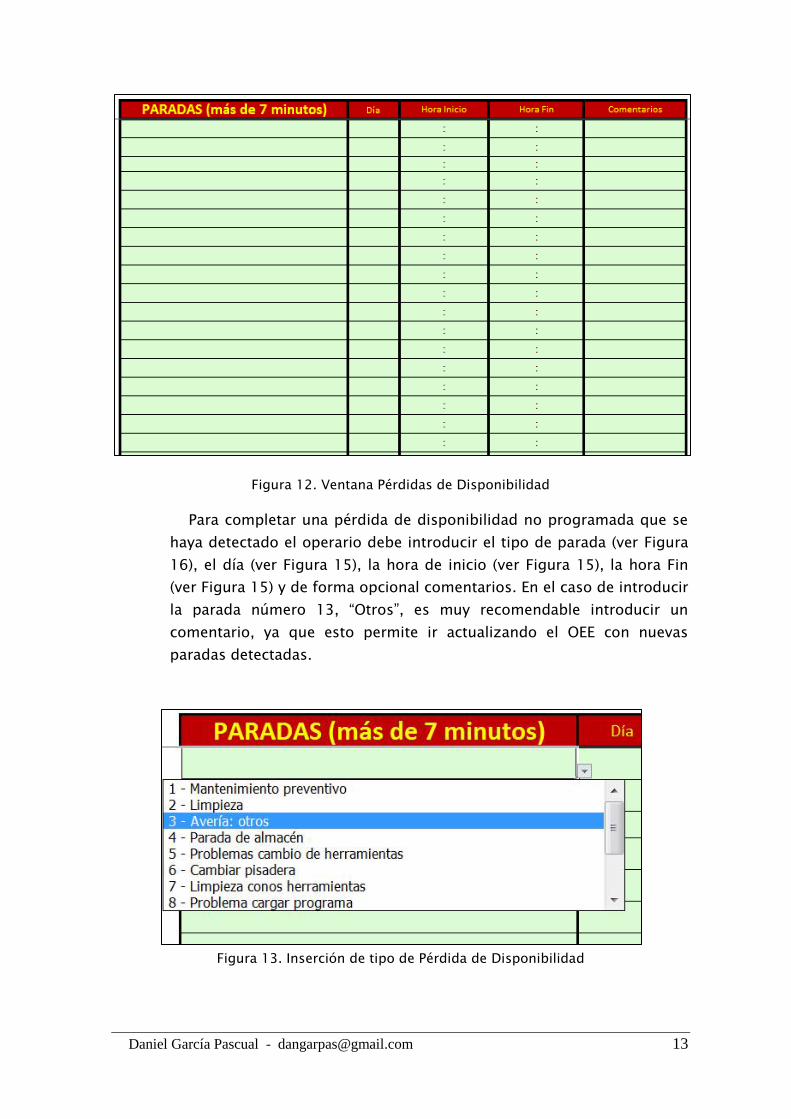
VI. El siguiente elemento que se debe completar en el OEE son los tipos de
pérdida de disponibilidad del equipo no programados. Aquí no se
incluyen las pérdidas de disponibilidad programadas (PTR, SQCDP, SSL).
Para ello el operario debe introducir la información de las distintas
paradas en la siguiente ventana del OEE, ver figuras 15.
Daniel García Pascual - [email protected] 13
Figura 12. Ventana Pérdidas de Disponibilidad
Para completar una pérdida de disponibilidad no programada que se
haya detectado el operario debe introducir el tipo de parada (ver Figura
16), el día (ver Figura 15), la hora de inicio (ver Figura 15), la hora Fin
(ver Figura 15) y de forma opcional comentarios. En el caso de introducir
la parada número 13, “Otros”, es muy recomendable introducir un
comentario, ya que esto permite ir actualizando el OEE con nuevas
paradas detectadas.
Figura 13. Inserción de tipo de Pérdida de Disponibilidad
14 Daniel García Pascual - [email protected]
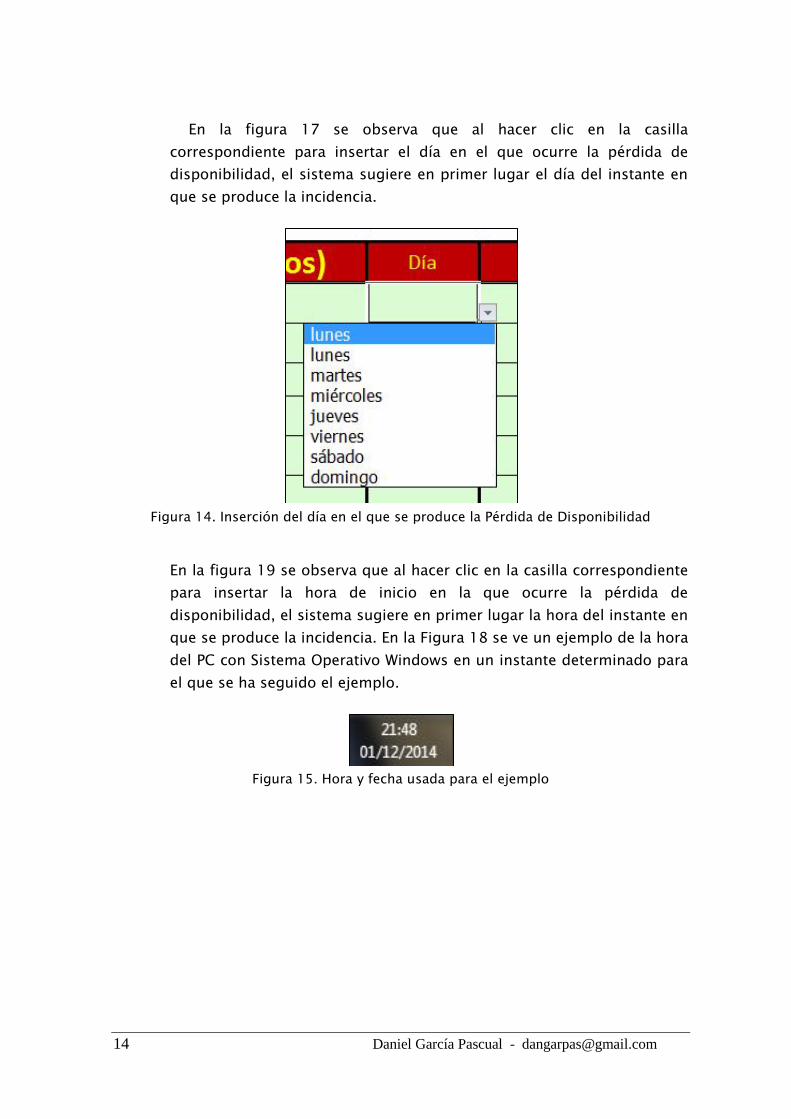
En la figura 17 se observa que al hacer clic en la casilla
correspondiente para insertar el día en el que ocurre la pérdida de
disponibilidad, el sistema sugiere en primer lugar el día del instante en
que se produce la incidencia.
Figura 14. Inserción del día en el que se produce la Pérdida de Disponibilidad
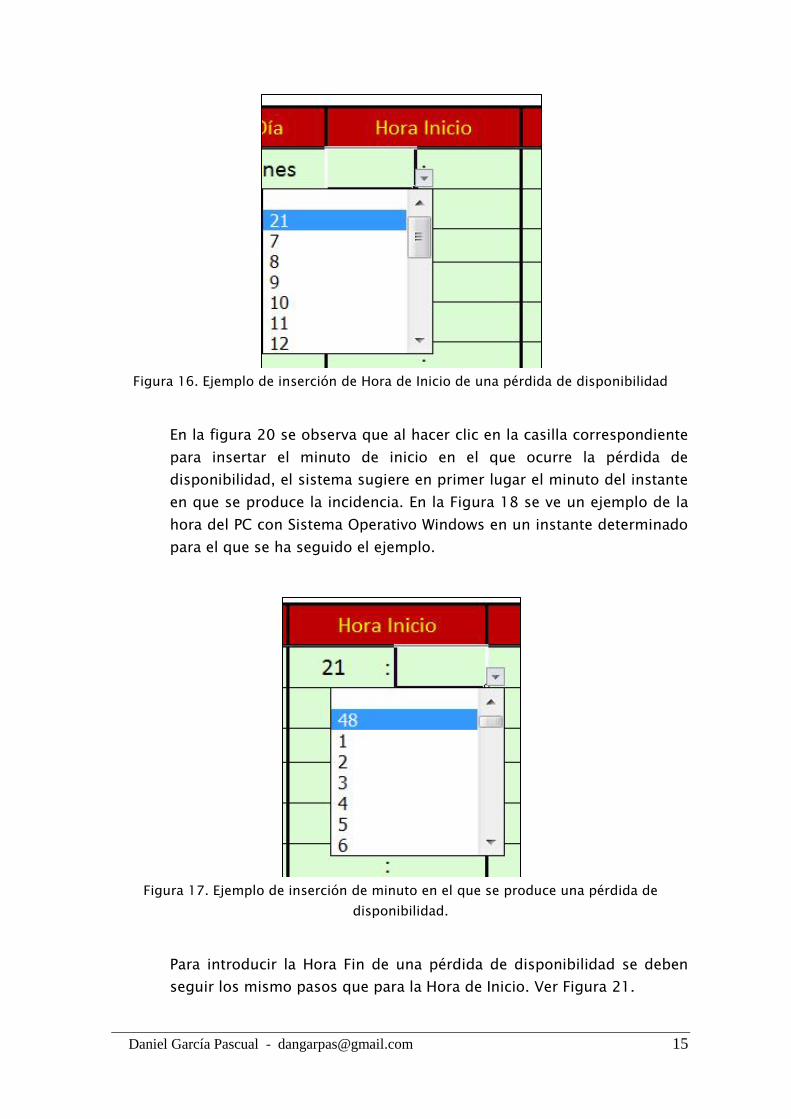
En la figura 19 se observa que al hacer clic en la casilla correspondiente
para insertar la hora de inicio en la que ocurre la pérdida de
disponibilidad, el sistema sugiere en primer lugar la hora del instante en
que se produce la incidencia. En la Figura 18 se ve un ejemplo de la hora
del PC con Sistema Operativo Windows en un instante determinado para
el que se ha seguido el ejemplo.
Figura 15. Hora y fecha usada para el ejemplo
Daniel García Pascual - [email protected] 15
Figura 16. Ejemplo de inserción de Hora de Inicio de una pérdida de disponibilidad
En la figura 20 se observa que al hacer clic en la casilla correspondiente
para insertar el minuto de inicio en el que ocurre la pérdida de
disponibilidad, el sistema sugiere en primer lugar el minuto del instante
en que se produce la incidencia. En la Figura 18 se ve un ejemplo de la
hora del PC con Sistema Operativo Windows en un instante determinado
para el que se ha seguido el ejemplo.
Figura 17. Ejemplo de inserción de minuto en el que se produce una pérdida de
disponibilidad.
Para introducir la Hora Fin de una pérdida de disponibilidad se deben
seguir los mismo pasos que para la Hora de Inicio. Ver Figura 21.
16 Daniel García Pascual - [email protected]
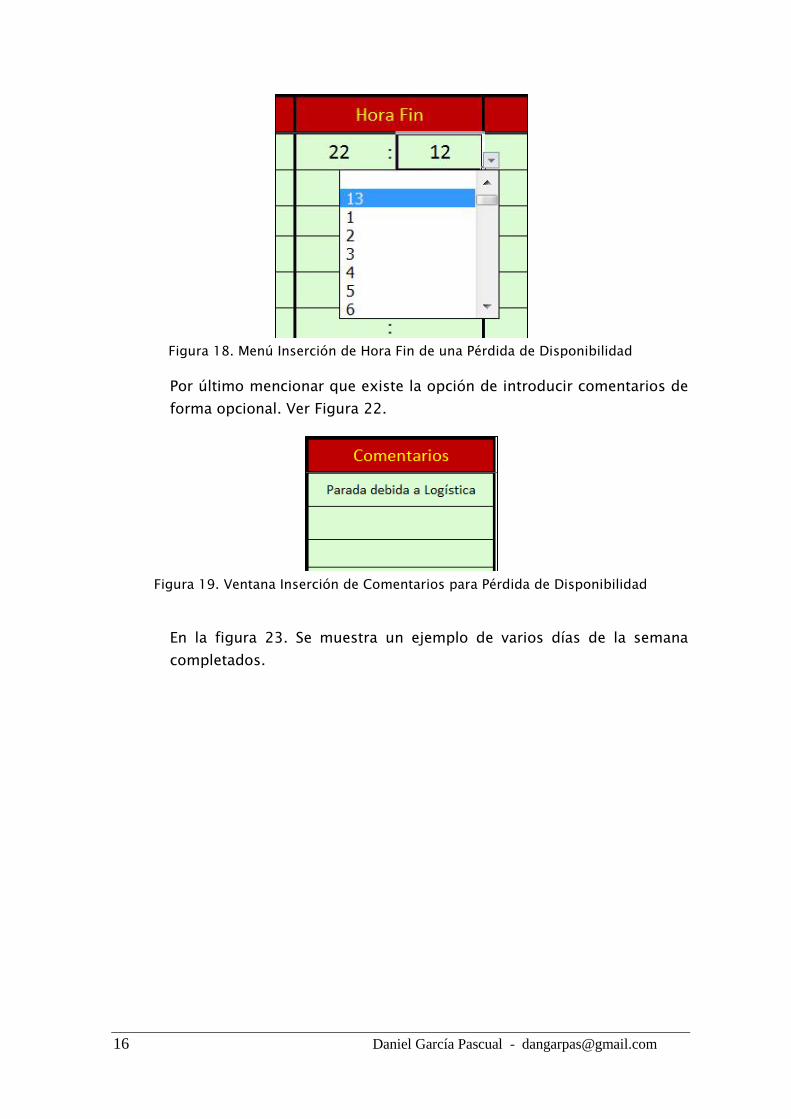
Figura 18. Menú Inserción de Hora Fin de una Pérdida de Disponibilidad
Por último mencionar que existe la opción de introducir comentarios de
forma opcional. Ver Figura 22.
Figura 19. Ventana Inserción de Comentarios para Pérdida de Disponibilidad
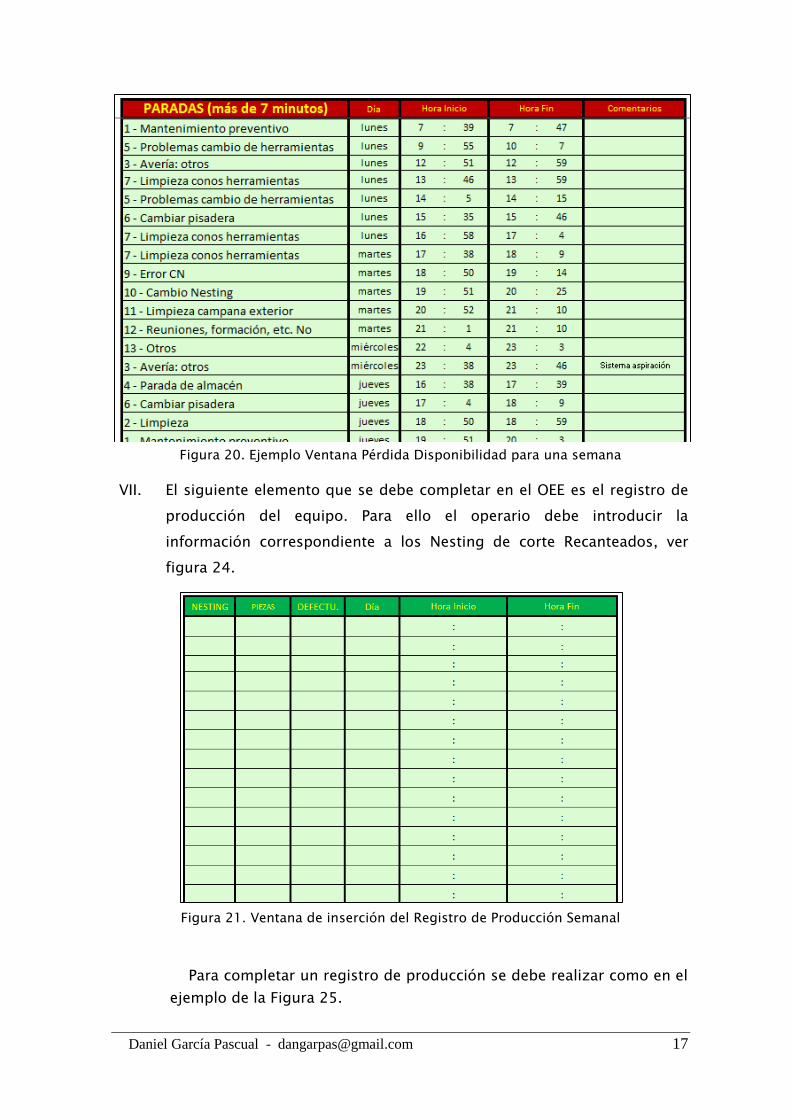
En la figura 23. Se muestra un ejemplo de varios días de la semana
completados.
Daniel García Pascual - [email protected] 17
Figura 20. Ejemplo Ventana Pérdida Disponibilidad para una semana
VII. El siguiente elemento que se debe completar en el OEE es el registro de
producción del equipo. Para ello el operario debe introducir la
información correspondiente a los Nesting de corte Recanteados, ver
figura 24.
Figura 21. Ventana de inserción del Registro de Producción Semanal
Para completar un registro de producción se debe realizar como en el
ejemplo de la Figura 25.
18 Daniel García Pascual - [email protected]
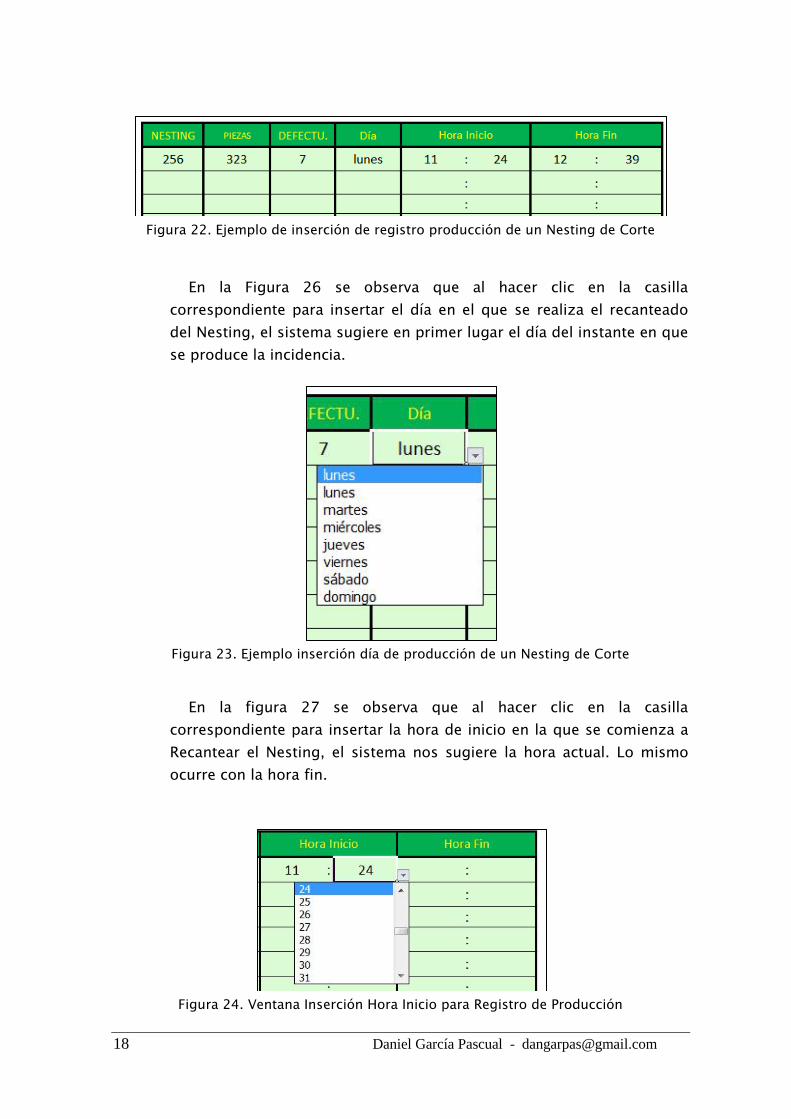
Figura 22. Ejemplo de inserción de registro producción de un Nesting de Corte
En la Figura 26 se observa que al hacer clic en la casilla
correspondiente para insertar el día en el que se realiza el recanteado
del Nesting, el sistema sugiere en primer lugar el día del instante en que
se produce la incidencia.
Figura 23. Ejemplo inserción día de producción de un Nesting de Corte
En la figura 27 se observa que al hacer clic en la casilla
correspondiente para insertar la hora de inicio en la que se comienza a
Recantear el Nesting, el sistema nos sugiere la hora actual. Lo mismo
ocurre con la hora fin.
Figura 24. Ventana Inserción Hora Inicio para Registro de Producción
Daniel García Pascual - [email protected] 19
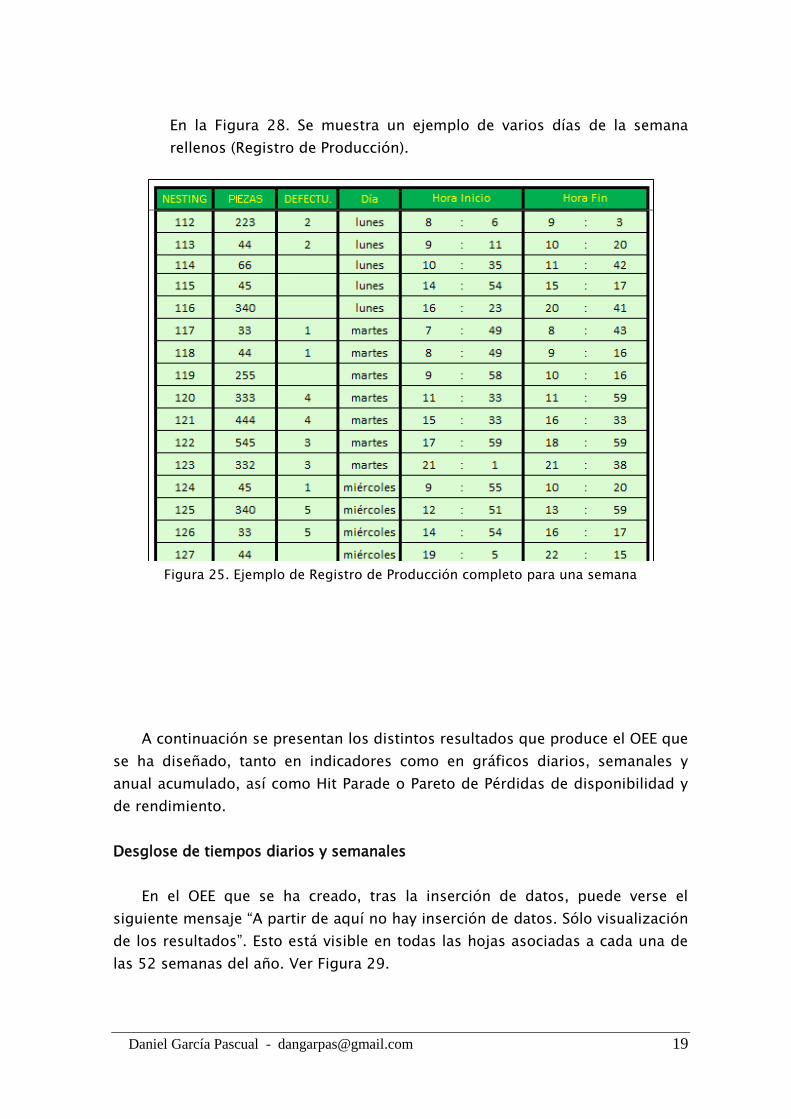
En la Figura 28. Se muestra un ejemplo de varios días de la semana
rellenos (Registro de Producción).
Figura 25. Ejemplo de Registro de Producción completo para una semana
A continuación se presentan los distintos resultados que produce el OEE que
se ha diseñado, tanto en indicadores como en gráficos diarios, semanales y
anual acumulado, así como Hit Parade o Pareto de Pérdidas de disponibilidad y
de rendimiento.
Desglose de tiempos diarios y semanales
En el OEE que se ha creado, tras la inserción de datos, puede verse el
siguiente mensaje “A partir de aquí no hay inserción de datos. Sólo visualización
de los resultados”. Esto está visible en todas las hojas asociadas a cada una de
las 52 semanas del año. Ver Figura 29.
20 Daniel García Pascual - [email protected]
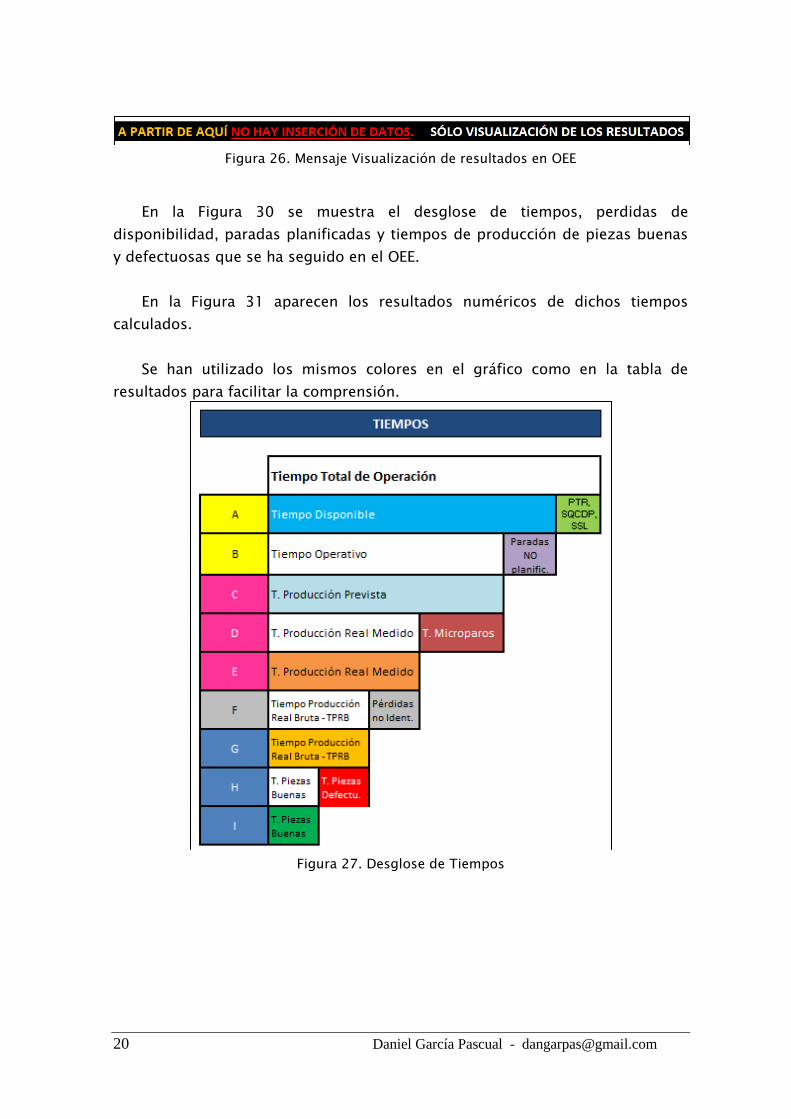
Figura 26. Mensaje Visualización de resultados en OEE
En la Figura 30 se muestra el desglose de tiempos, perdidas de
disponibilidad, paradas planificadas y tiempos de producción de piezas buenas
y defectuosas que se ha seguido en el OEE.
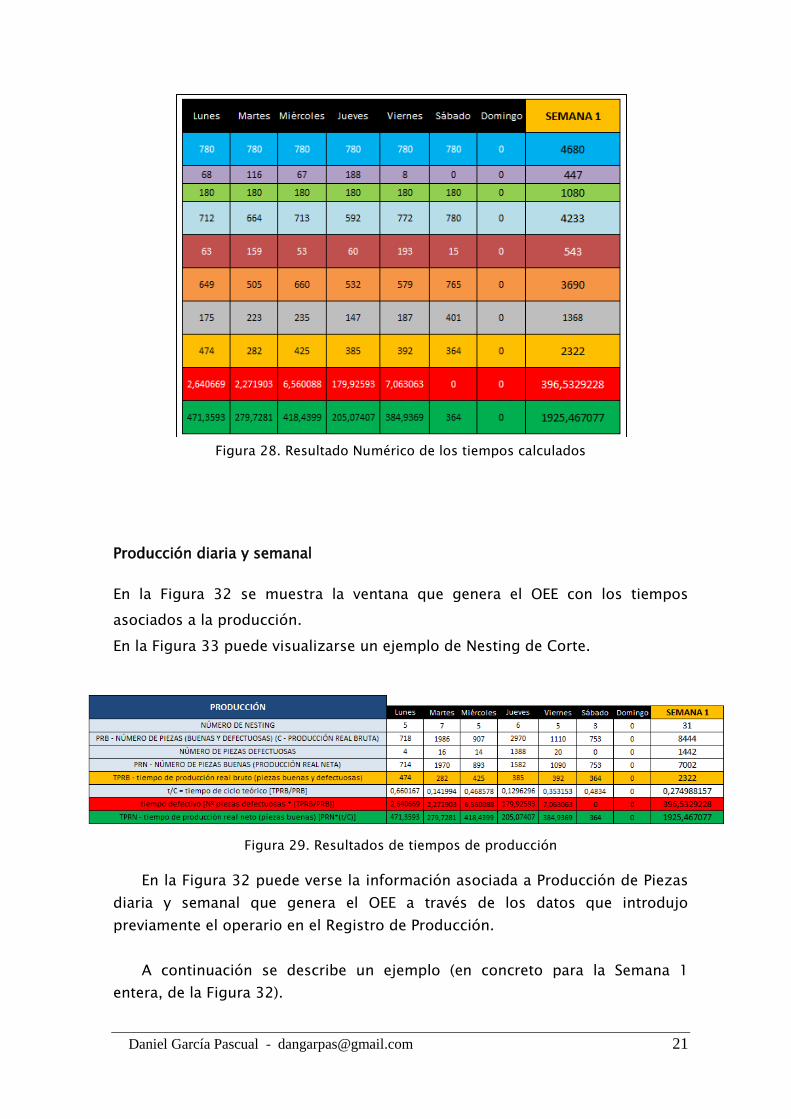
En la Figura 31 aparecen los resultados numéricos de dichos tiempos
calculados.
Se han utilizado los mismos colores en el gráfico como en la tabla de
resultados para facilitar la comprensión.
Figura 27. Desglose de Tiempos
Daniel García Pascual - [email protected] 21
Figura 28. Resultado Numérico de los tiempos calculados
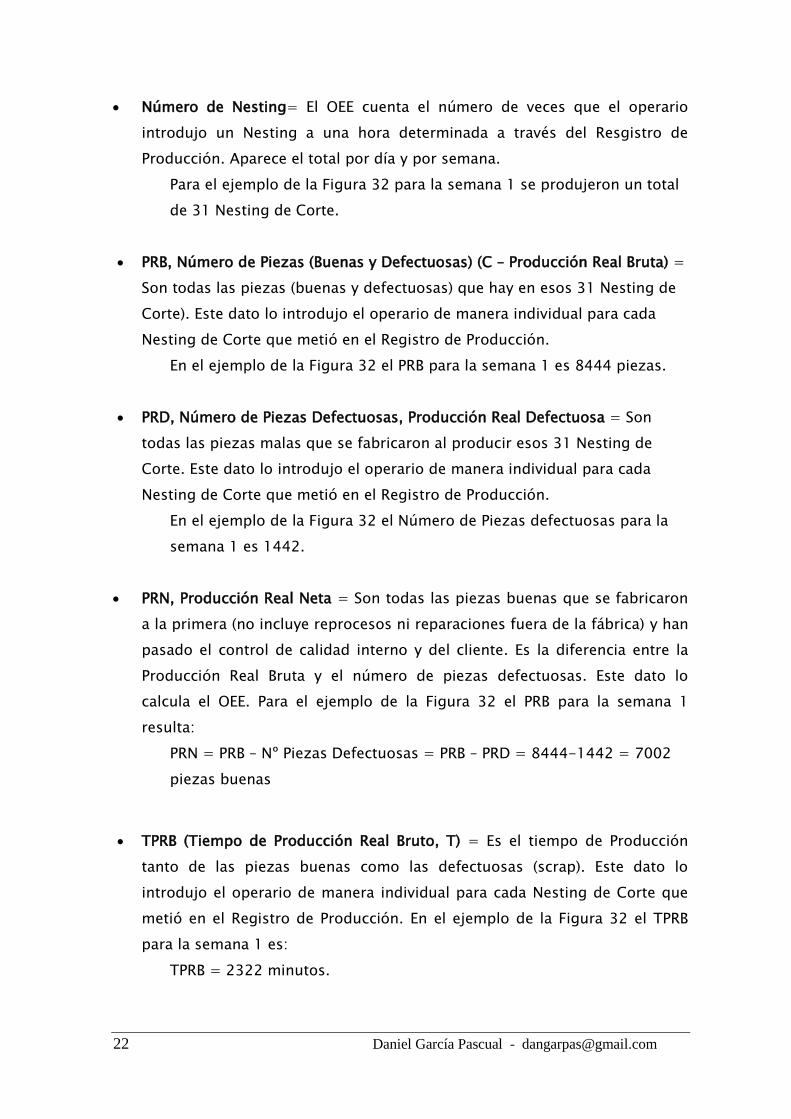
Producción diaria y semanal
En la Figura 32 se muestra la ventana que genera el OEE con los tiempos
asociados a la producción.
En la Figura 33 puede visualizarse un ejemplo de Nesting de Corte.
Figura 29. Resultados de tiempos de producción
En la Figura 32 puede verse la información asociada a Producción de Piezas
diaria y semanal que genera el OEE a través de los datos que introdujo
previamente el operario en el Registro de Producción.
A continuación se describe un ejemplo (en concreto para la Semana 1
entera, de la Figura 32).
22 Daniel García Pascual - [email protected]
Número de Nesting= El OEE cuenta el número de veces que el operario
introdujo un Nesting a una hora determinada a través del Resgistro de
Producción. Aparece el total por día y por semana.
Para el ejemplo de la Figura 32 para la semana 1 se produjeron un total
de 31 Nesting de Corte.
PRB, Número de Piezas (Buenas y Defectuosas) (C – Producción Real Bruta) =
Son todas las piezas (buenas y defectuosas) que hay en esos 31 Nesting de
Corte). Este dato lo introdujo el operario de manera individual para cada
Nesting de Corte que metió en el Registro de Producción.
En el ejemplo de la Figura 32 el PRB para la semana 1 es 8444 piezas.
PRD, Número de Piezas Defectuosas, Producción Real Defectuosa = Son
todas las piezas malas que se fabricaron al producir esos 31 Nesting de
Corte. Este dato lo introdujo el operario de manera individual para cada
Nesting de Corte que metió en el Registro de Producción.
En el ejemplo de la Figura 32 el Número de Piezas defectuosas para la
semana 1 es 1442.
PRN, Producción Real Neta = Son todas las piezas buenas que se fabricaron
a la primera (no incluye reprocesos ni reparaciones fuera de la fábrica) y han
pasado el control de calidad interno y del cliente. Es la diferencia entre la
Producción Real Bruta y el número de piezas defectuosas. Este dato lo
calcula el OEE. Para el ejemplo de la Figura 32 el PRB para la semana 1
resulta:
PRN = PRB – Nº Piezas Defectuosas = PRB – PRD = 8444-1442 = 7002
piezas buenas
TPRB (Tiempo de Producción Real Bruto, T) = Es el tiempo de Producción
tanto de las piezas buenas como las defectuosas (scrap). Este dato lo
introdujo el operario de manera individual para cada Nesting de Corte que
metió en el Registro de Producción. En el ejemplo de la Figura 32 el TPRB
para la semana 1 es:
TPRB = 2322 minutos.
Daniel García Pascual - [email protected] 23
T/C es TPRB/PRB = Tiempo de Ciclo Teórico. Este dato lo calcula
automáticamente el OEE a partir de los datos introducidos previamente por
el operario. En el ejemplo de la Figura 32 el tiempo de ciclo teórico para la
semana 1 es:
T/C= 0,274988 minutos/pieza.
TPRN (Tiempo de Producción Real Neto) = Es el tiempo de Producción de las
piezas buenas. Resulta de multiplicar el tiempo de Ciclo Teórico (T/C) por la
Producción Real Neta (PRN). Este dato lo calcula automáticamente el OEE a
partir de los datos introducidos previamente por el operario. En el ejemplo
de la Figura 32, el tiempo de producción Real Neto para la semana 1 es:
TPRN = T/C * PRN = 0,274988 * 7002 = 1925,46 minutos.
Tiempo Defectivo, TPRD, Tiempo de producir piezas defectuosas o Scrap
(Chatarra) = Resulta de multiplicar el tiempo de Ciclo Teórico (T/C) por la
Producción Real de piezas defectuosas (PRD). También puede calcularse
como la diferencia entre el Tiempo de Producción Real Bruta (TPRB) y el
(TPRN). Este dato lo calcula automáticamente el OEE a partir de los datos
introducidos previamente por el operario. En el ejemplo de la Figura 32, el
tiempo de producción Real Neto para la semana 1 es:
Tiempo Defectivo = TPRD = T/C * PRD = 0,274988 * 1442 =
= TPRB-TPRN = 2322-1925,46 = 396,53 minutos.
Indicadores diarios y semanales
En la Figura 34 se muestra la leyenda de colores que sigue el OEE según el
Estándar Internacional. El OEE da un resultado en color según dicha escala y
según los valores numéricos que genera automáticamente.
24 Daniel García Pascual - [email protected]
Figura 30. Leyenda Colores del OEE
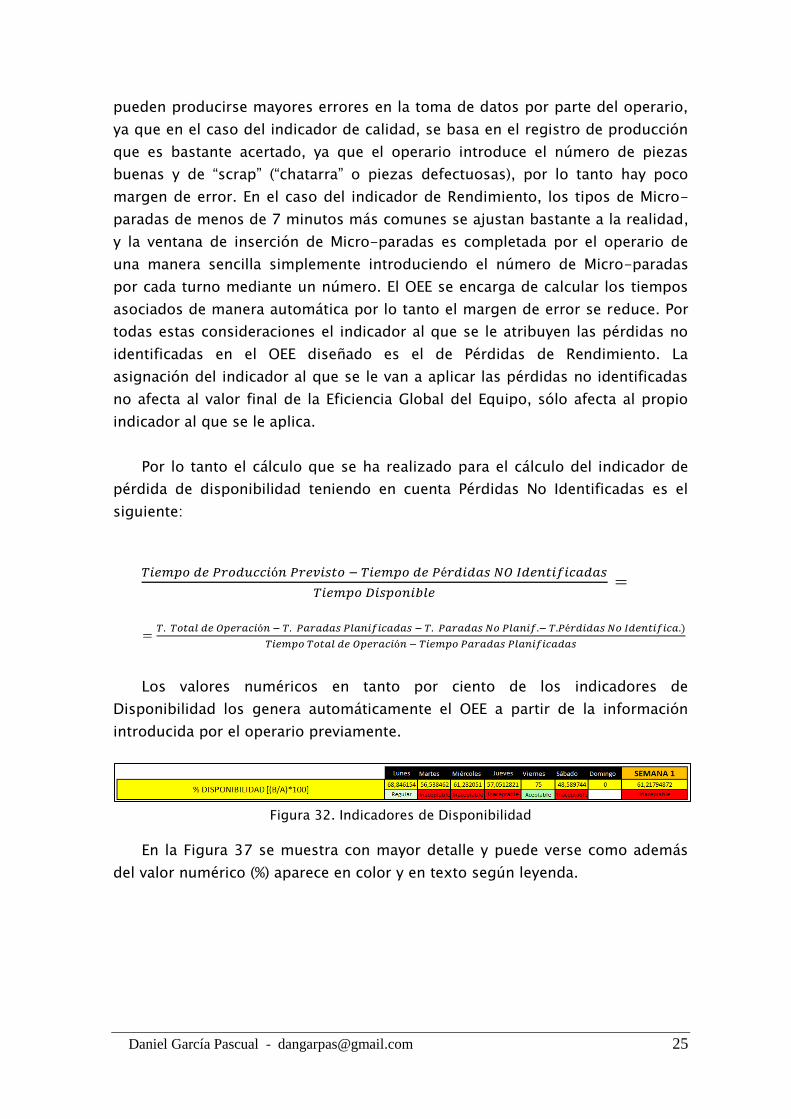
En la Figura 35 se muestra la ventana Principal de Indicadores (KPI’s) que
genera automáticamente el OEE. Donde el Color amarillo son las pérdidas de
Disponibilidad, el color rosa son las pérdidas de Rendimiento, el color celeste
son las pérdidas de Calidad y el color verde es la Eficiencia Global de la Fresa
CNB Bermaq Viscom.
Figura 31. Ventana Principal de Indicadores (KPI’s)
En la Figura 36 se muestra el indicador Disponibilidad.
En el caso ideal de que no existiesen Pérdidas de Tiempo No Identificadas
resultaría de la relación entre el tiempo Operativo (Tiempo Disponible) y el
Tiempo Disponible. El Tiempo Disponible es el Tiempo Total de Operación
menos las paradas planificadas (SQCDP, PTR, SSL). El Tiempo Operativo resulta
de la diferencia entre el tiempo disponible y el tiempo de las paradas no
planificadas (Pérdidas de Disponibilidad).
En la realidad siempre existirán Pérdidas de Tiempo No Identificadas, tanto
de pérdidas de disponibilidad (paradas no planificadas de más de 7 minutos en
nuestro equipo), como de pérdidas de rendimiento (Micro-paradas), como de
pérdida de calidad. Para nuestro caso la pérdida de disponibilidad tiene mayor
sentido aplicársela al indicador de pérdida de disponibilidad, ya que es donde
Daniel García Pascual - [email protected] 25
pueden producirse mayores errores en la toma de datos por parte del operario,
ya que en el caso del indicador de calidad, se basa en el registro de producción
que es bastante acertado, ya que el operario introduce el número de piezas
buenas y de “scrap” (“chatarra” o piezas defectuosas), por lo tanto hay poco
margen de error. En el caso del indicador de Rendimiento, los tipos de Micro-
paradas de menos de 7 minutos más comunes se ajustan bastante a la realidad,
y la ventana de inserción de Micro-paradas es completada por el operario de
una manera sencilla simplemente introduciendo el número de Micro-paradas
por cada turno mediante un número. El OEE se encarga de calcular los tiempos
asociados de manera automática por lo tanto el margen de error se reduce. Por
todas estas consideraciones el indicador al que se le atribuyen las pérdidas no
identificadas en el OEE diseñado es el de Pérdidas de Rendimiento. La
asignación del indicador al que se le van a aplicar las pérdidas no identificadas
no afecta al valor final de la Eficiencia Global del Equipo, sólo afecta al propio
indicador al que se le aplica.
Por lo tanto el cálculo que se ha realizado para el cálculo del indicador de
pérdida de disponibilidad teniendo en cuenta Pérdidas No Identificadas es el
siguiente:
=
=
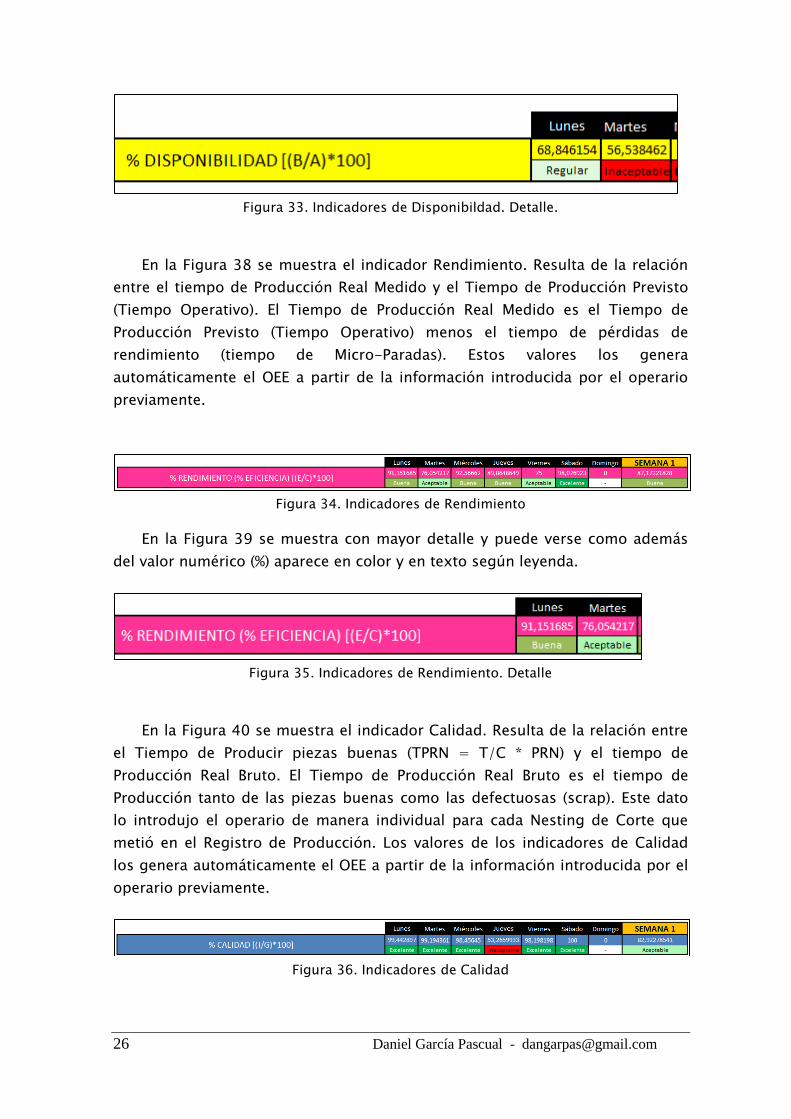
Los valores numéricos en tanto por ciento de los indicadores de
Disponibilidad los genera automáticamente el OEE a partir de la información
introducida por el operario previamente.
Figura 32. Indicadores de Disponibilidad
En la Figura 37 se muestra con mayor detalle y puede verse como además
del valor numérico (%) aparece en color y en texto según leyenda.
26 Daniel García Pascual - [email protected]
Figura 33. Indicadores de Disponibildad. Detalle.
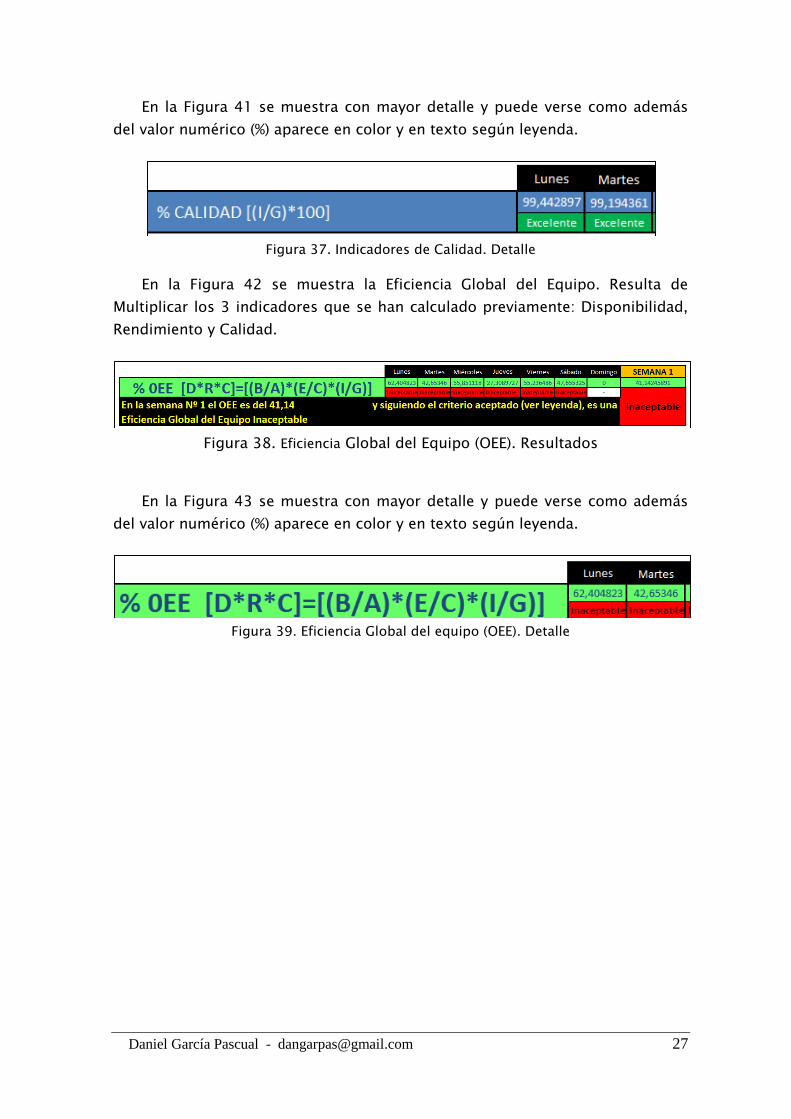
En la Figura 38 se muestra el indicador Rendimiento. Resulta de la relación
entre el tiempo de Producción Real Medido y el Tiempo de Producción Previsto
(Tiempo Operativo). El Tiempo de Producción Real Medido es el Tiempo de
Producción Previsto (Tiempo Operativo) menos el tiempo de pérdidas de
rendimiento (tiempo de Micro-Paradas). Estos valores los genera
automáticamente el OEE a partir de la información introducida por el operario
previamente.
Figura 34. Indicadores de Rendimiento
En la Figura 39 se muestra con mayor detalle y puede verse como además
del valor numérico (%) aparece en color y en texto según leyenda.
Figura 35. Indicadores de Rendimiento. Detalle
En la Figura 40 se muestra el indicador Calidad. Resulta de la relación entre
el Tiempo de Producir piezas buenas (TPRN = T/C * PRN) y el tiempo de
Producción Real Bruto. El Tiempo de Producción Real Bruto es el tiempo de
Producción tanto de las piezas buenas como las defectuosas (scrap). Este dato
lo introdujo el operario de manera individual para cada Nesting de Corte que
metió en el Registro de Producción. Los valores de los indicadores de Calidad
los genera automáticamente el OEE a partir de la información introducida por el
operario previamente.
Figura 36. Indicadores de Calidad
Daniel García Pascual - [email protected] 27
En la Figura 41 se muestra con mayor detalle y puede verse como además
del valor numérico (%) aparece en color y en texto según leyenda.
Figura 37. Indicadores de Calidad. Detalle
En la Figura 42 se muestra la Eficiencia Global del Equipo. Resulta de
Multiplicar los 3 indicadores que se han calculado previamente: Disponibilidad,
Rendimiento y Calidad.
Figura 38. Eficiencia Global del Equipo (OEE). Resultados
En la Figura 43 se muestra con mayor detalle y puede verse como además
del valor numérico (%) aparece en color y en texto según leyenda.
Figura 39. Eficiencia Global del equipo (OEE). Detalle
28 Daniel García Pascual - [email protected]
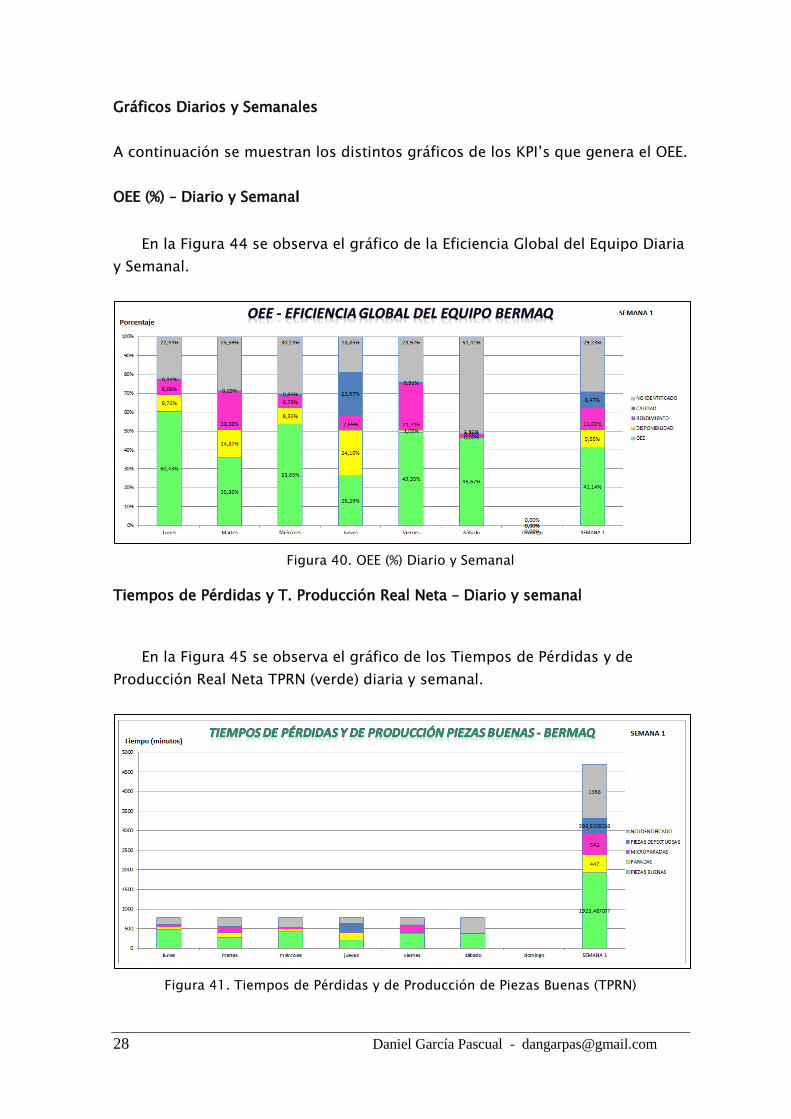
Gráficos Diarios y Semanales
A continuación se muestran los distintos gráficos de los KPI’s que genera el OEE.
OEE (%) – Diario y Semanal
En la Figura 44 se observa el gráfico de la Eficiencia Global del Equipo Diaria
y Semanal.
Figura 40. OEE (%) Diario y Semanal
Tiempos de Pérdidas y T. Producción Real Neta – Diario y semanal
En la Figura 45 se observa el gráfico de los Tiempos de Pérdidas y de
Producción Real Neta TPRN (verde) diaria y semanal.
Figura 41. Tiempos de Pérdidas y de Producción de Piezas Buenas (TPRN)
Daniel García Pascual - [email protected] 29
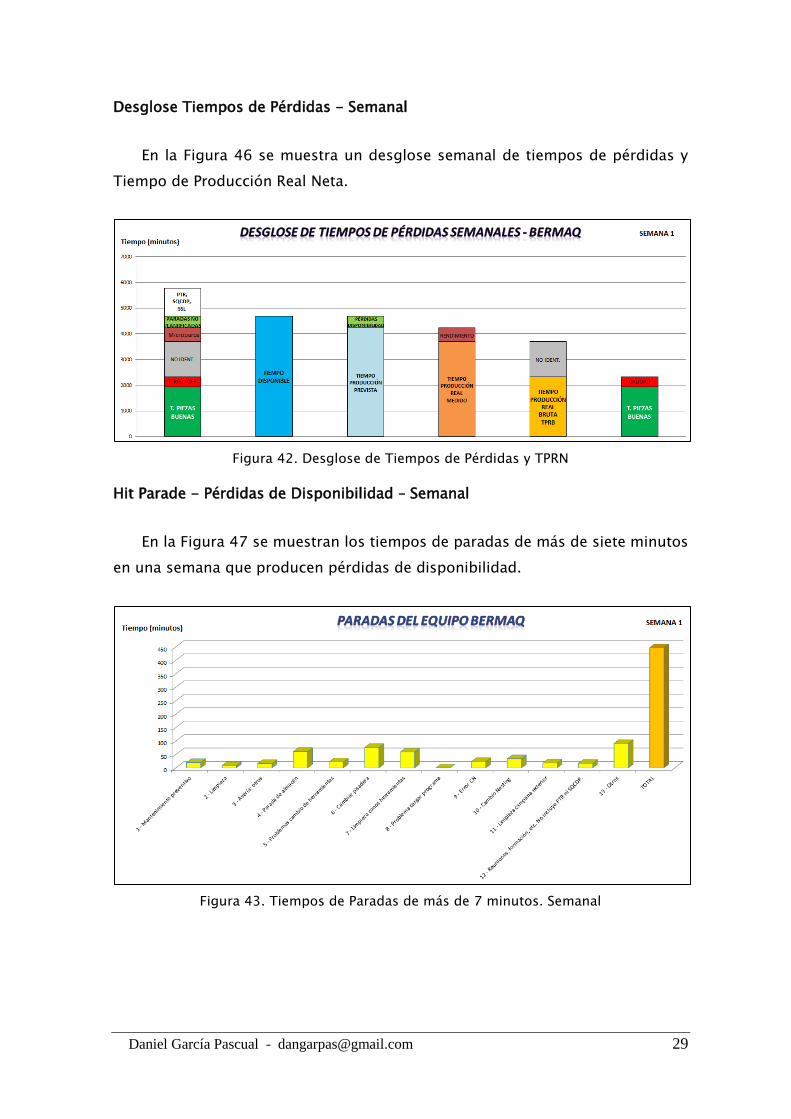
Desglose Tiempos de Pérdidas - Semanal
En la Figura 46 se muestra un desglose semanal de tiempos de pérdidas y
Tiempo de Producción Real Neta.
Figura 42. Desglose de Tiempos de Pérdidas y TPRN
Hit Parade - Pérdidas de Disponibilidad – Semanal
En la Figura 47 se muestran los tiempos de paradas de más de siete minutos
en una semana que producen pérdidas de disponibilidad.
Figura 43. Tiempos de Paradas de más de 7 minutos. Semanal
30 Daniel García Pascual - [email protected]
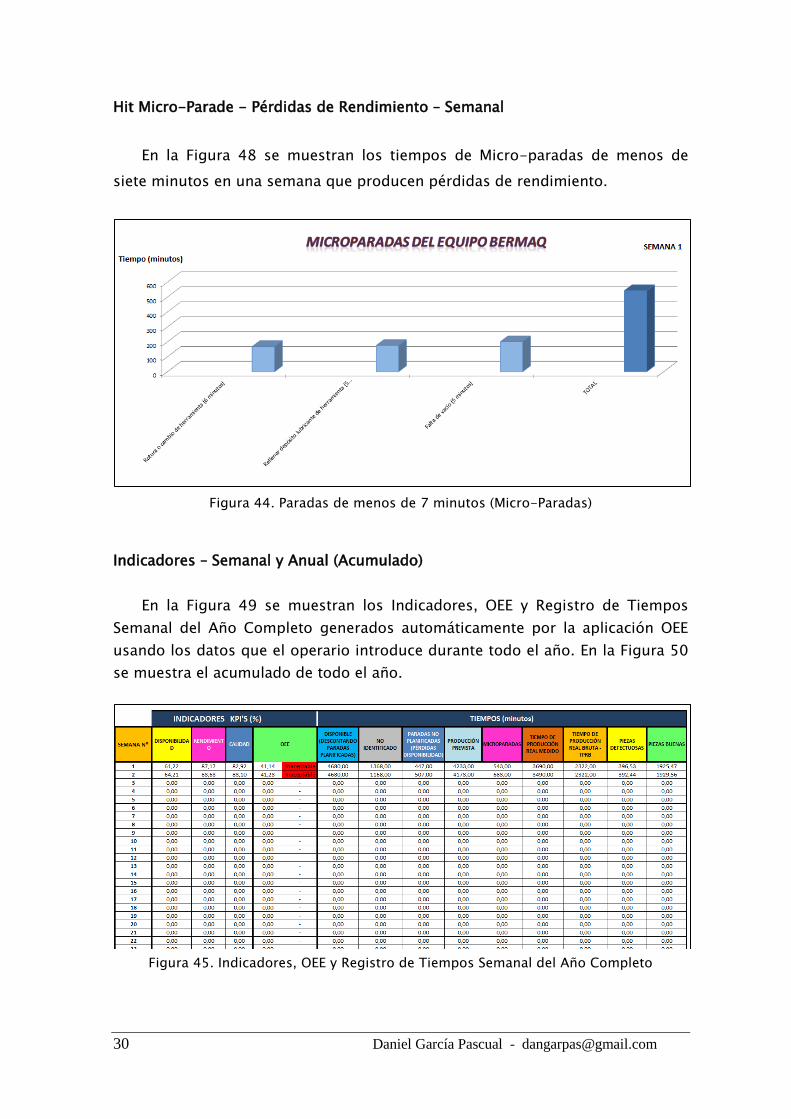
Hit Micro-Parade - Pérdidas de Rendimiento – Semanal
En la Figura 48 se muestran los tiempos de Micro-paradas de menos de
siete minutos en una semana que producen pérdidas de rendimiento.
Figura 44. Paradas de menos de 7 minutos (Micro-Paradas)
Indicadores – Semanal y Anual (Acumulado)
En la Figura 49 se muestran los Indicadores, OEE y Registro de Tiempos
Semanal del Año Completo generados automáticamente por la aplicación OEE
usando los datos que el operario introduce durante todo el año. En la Figura 50
se muestra el acumulado de todo el año.
Figura 45. Indicadores, OEE y Registro de Tiempos Semanal del Año Completo
Daniel García Pascual - [email protected] 31
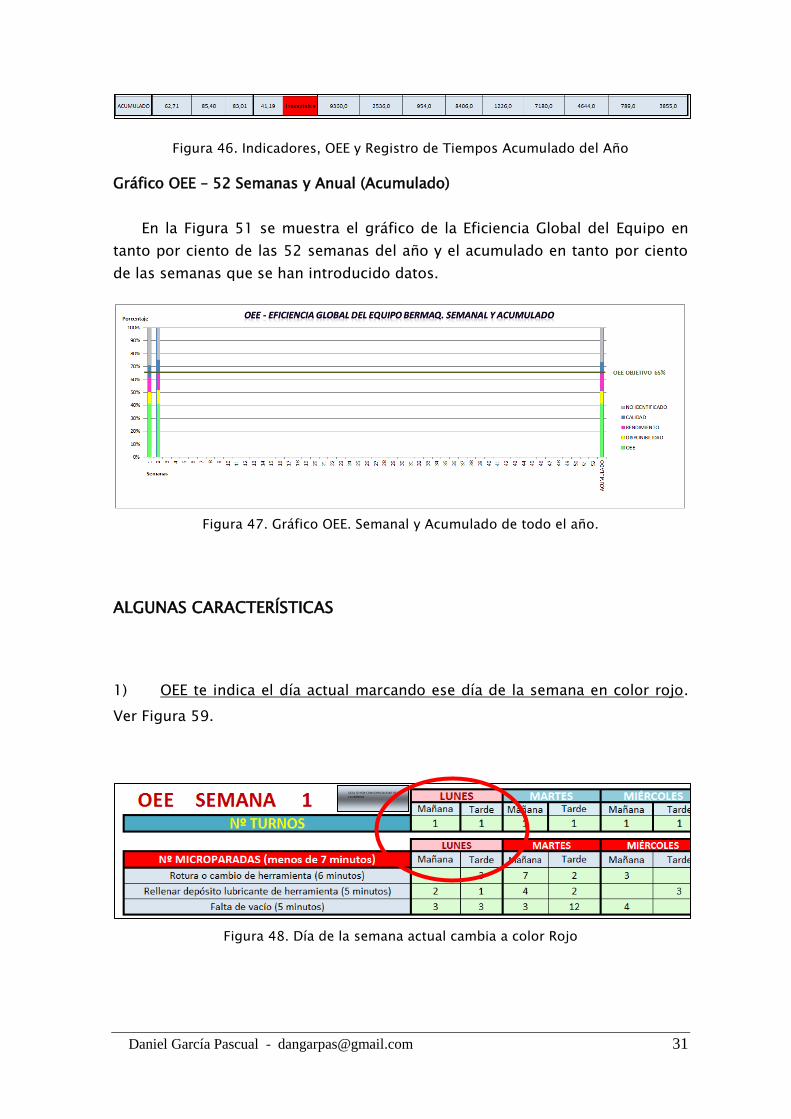
Figura 46. Indicadores, OEE y Registro de Tiempos Acumulado del Año
Gráfico OEE – 52 Semanas y Anual (Acumulado)
En la Figura 51 se muestra el gráfico de la Eficiencia Global del Equipo en
tanto por ciento de las 52 semanas del año y el acumulado en tanto por ciento
de las semanas que se han introducido datos.
Figura 47. Gráfico OEE. Semanal y Acumulado de todo el año.
ALGUNAS CARACTERÍSTICAS
1) OEE te indica el día actual marcando ese día de la semana en color rojo.
Ver Figura 59.
Figura 48. Día de la semana actual cambia a color Rojo
OCULTO POR CONFIDENCIALIDAD DE
LA EMPRESA
32 Daniel García Pascual - [email protected]
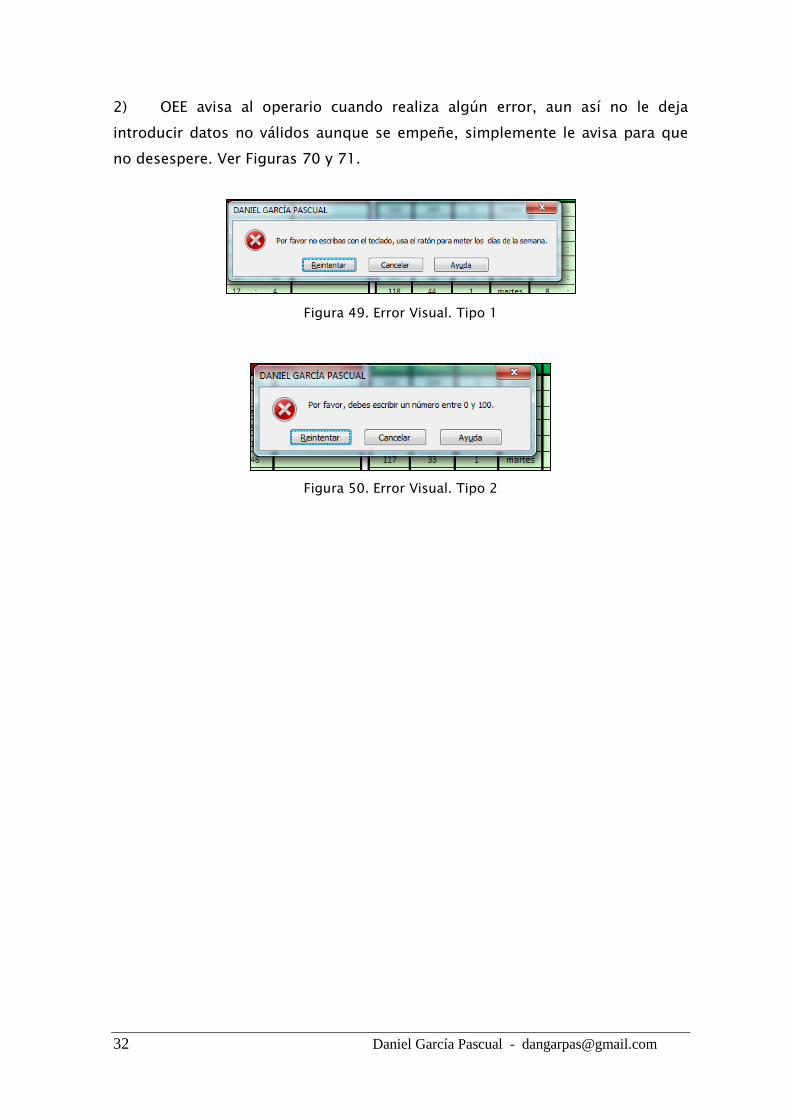
2) OEE avisa al operario cuando realiza algún error, aun así no le deja
introducir datos no válidos aunque se empeñe, simplemente le avisa para que
no desespere. Ver Figuras 70 y 71.
Figura 49. Error Visual. Tipo 1
Figura 50. Error Visual. Tipo 2
Daniel García Pascual - [email protected] 33
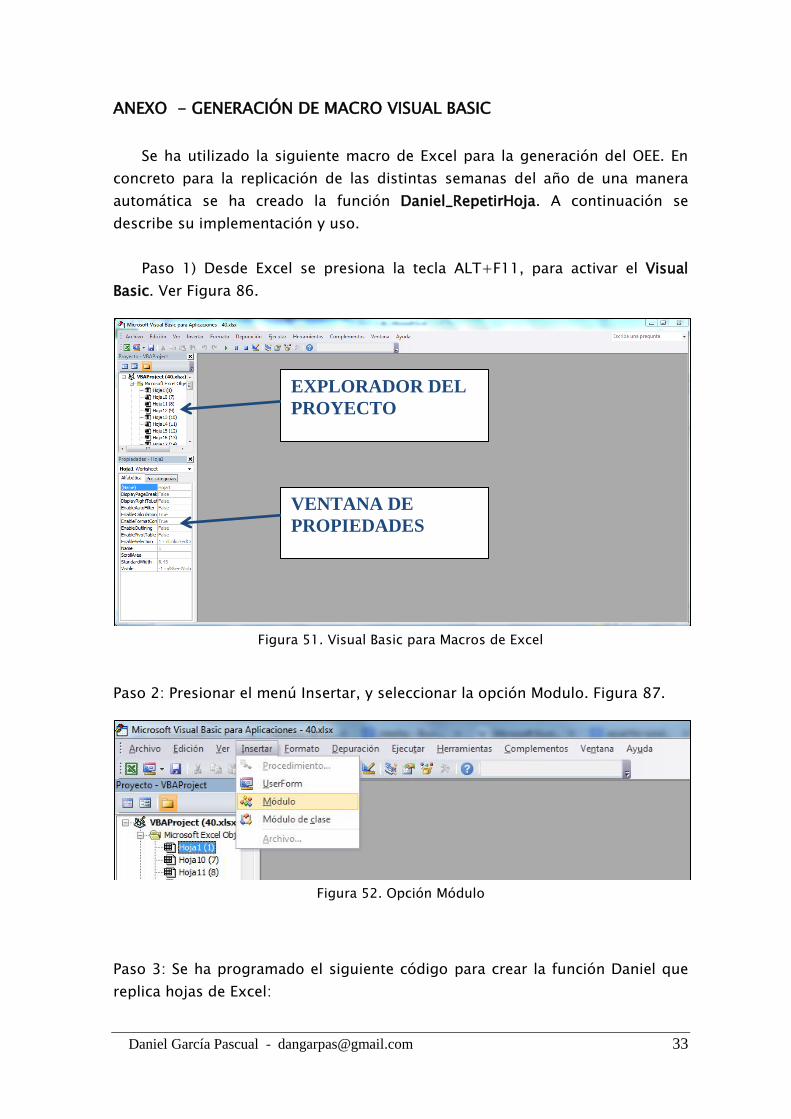
ANEXO - GENERACIÓN DE MACRO VISUAL BASIC
Se ha utilizado la siguiente macro de Excel para la generación del OEE. En
concreto para la replicación de las distintas semanas del año de una manera
automática se ha creado la función Daniel_RepetirHoja. A continuación se
describe su implementación y uso.
Paso 1) Desde Excel se presiona la tecla ALT+F11, para activar el Visual
Basic. Ver Figura 86.
Figura 51. Visual Basic para Macros de Excel
Paso 2: Presionar el menú Insertar, y seleccionar la opción Modulo. Figura 87.
Figura 52. Opción Módulo
Paso 3: Se ha programado el siguiente código para crear la función Daniel que
replica hojas de Excel:
EXPLORADOR DEL
PROYECTO
VENTANA DE
PROPIEDADES

34 Daniel García Pascual - [email protected]
Sub Daniel_RepetirHoja()
On Error Resume Next
nombreHoja = InputBox("Daniel: Indique el nombre de la Hoja que desea
repetir")
For x = 1 To Sheets.Count
If ActiveWorkbook.Sheets(x).Name = nombreHoja Then
ExisteHoja = True
IndiceHoja = x
End If
Next x
If ExisteHoja = True Then
NumeroDeCopias = InputBox("Función Daniel_copiar te dice que indiques
cuantas veces deseas repetir la hoja de excel")
For y = 1 To NumeroDeCopias
Nombre = Val(nombreHoja) + y
Sheets(IndiceHoja).Select
Sheets(IndiceHoja).Copy After:=Sheets(Sheets.Count)
Sheets(Sheets.Count).Name = Nombre
Next y
Else
MsgBox "La hoja no existe"
End If
End Sub
Daniel García Pascual - [email protected] 35
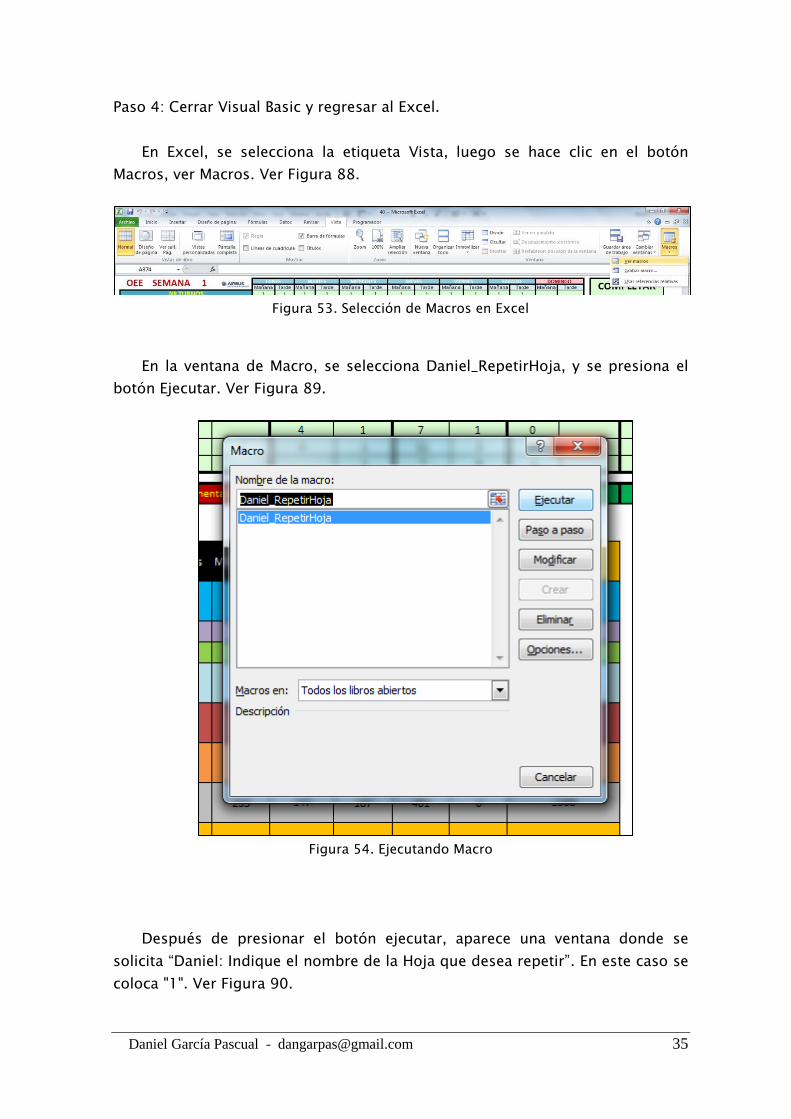
Paso 4: Cerrar Visual Basic y regresar al Excel.
En Excel, se selecciona la etiqueta Vista, luego se hace clic en el botón
Macros, ver Macros. Ver Figura 88.
Figura 53. Selección de Macros en Excel
En la ventana de Macro, se selecciona Daniel_RepetirHoja, y se presiona el
botón Ejecutar. Ver Figura 89.
Figura 54. Ejecutando Macro
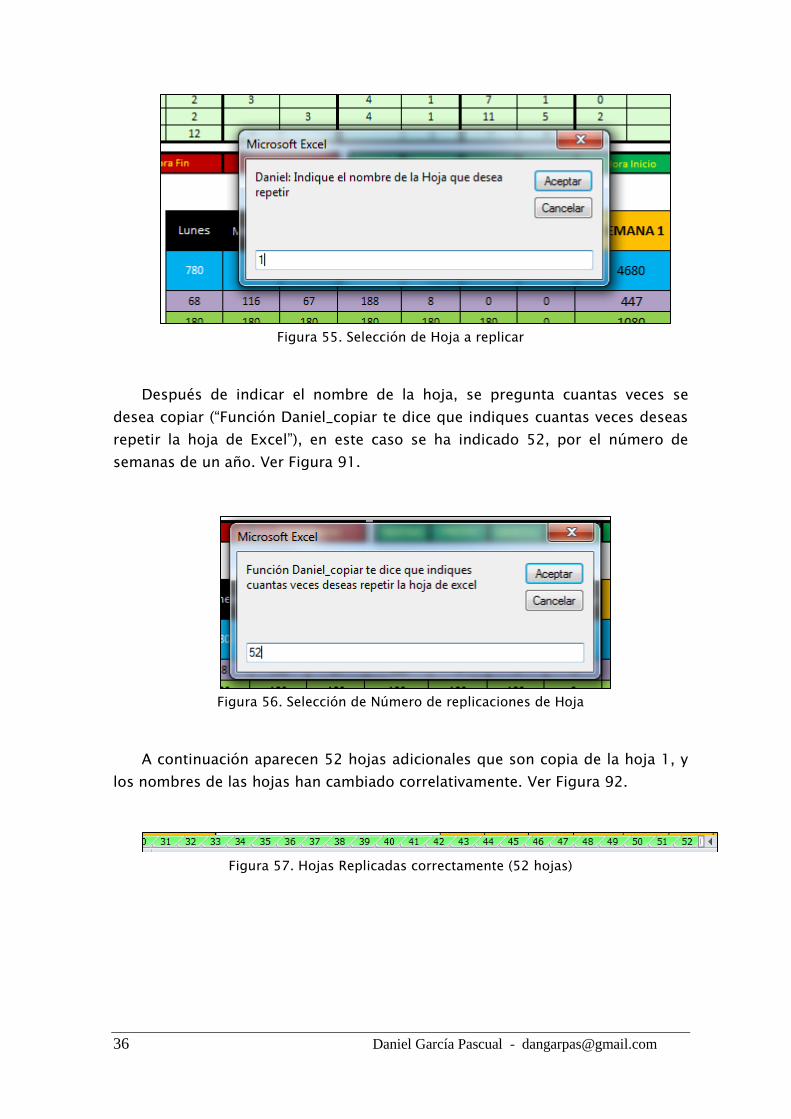
Después de presionar el botón ejecutar, aparece una ventana donde se
solicita “Daniel: Indique el nombre de la Hoja que desea repetir”. En este caso se
coloca "1". Ver Figura 90.
36 Daniel García Pascual - [email protected]
Figura 55. Selección de Hoja a replicar
Después de indicar el nombre de la hoja, se pregunta cuantas veces se
desea copiar (“Función Daniel_copiar te dice que indiques cuantas veces deseas
repetir la hoja de Excel”), en este caso se ha indicado 52, por el número de
semanas de un año. Ver Figura 91.
Figura 56. Selección de Número de replicaciones de Hoja
A continuación aparecen 52 hojas adicionales que son copia de la hoja 1, y
los nombres de las hojas han cambiado correlativamente. Ver Figura 92.
Figura 57. Hojas Replicadas correctamente (52 hojas)

Daniel García Pascual - [email protected] 37
El pensamiento lean va contra la propia intuición y es difícil de asumir a la
primera (aunque luego, cuando se hace la luz, es totalmente evidente).
James P. Womack y Daniel T. Jones