9- bab iii divisi cold rolling mill fix
DESCRIPTION
Profil Cold Rolling Mill PT. Krakatau SteelTRANSCRIPT
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 33
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
BAB III
DIVISI COLD ROLLING MILL
3.1 PROFIL DIVISI
Cold Rolling Mill ini merupakan Pabrik hilir di PT Krakatau Steel, sehingga hasil akhir
dari setiap line produksi disini merupakan produk – produk yang siap dijual / dipasarkan.
Gambar 3.1 Pabrik Cold Rolling Mill Tampak Depan
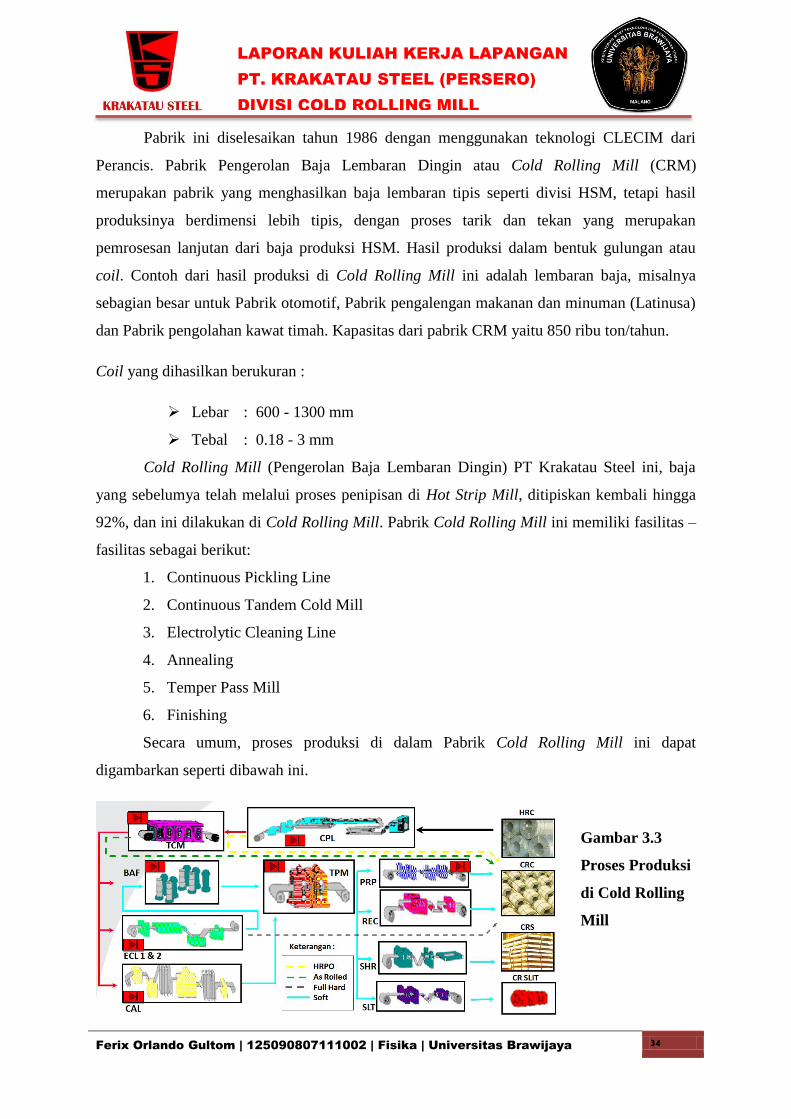
Gambar 3.2 Struktur Organisasi
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 34
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
Pabrik ini diselesaikan tahun 1986 dengan menggunakan teknologi CLECIM dari
Perancis. Pabrik Pengerolan Baja Lembaran Dingin atau Cold Rolling Mill (CRM)
merupakan pabrik yang menghasilkan baja lembaran tipis seperti divisi HSM, tetapi hasil
produksinya berdimensi lebih tipis, dengan proses tarik dan tekan yang merupakan
pemrosesan lanjutan dari baja produksi HSM. Hasil produksi dalam bentuk gulungan atau
coil. Contoh dari hasil produksi di Cold Rolling Mill ini adalah lembaran baja, misalnya
sebagian besar untuk Pabrik otomotif, Pabrik pengalengan makanan dan minuman (Latinusa)
dan Pabrik pengolahan kawat timah. Kapasitas dari pabrik CRM yaitu 850 ribu ton/tahun.
Coil yang dihasilkan berukuran :
Lebar : 600 - 1300 mm
Tebal : 0.18 - 3 mm
Cold Rolling Mill (Pengerolan Baja Lembaran Dingin) PT Krakatau Steel ini, baja
yang sebelumya telah melalui proses penipisan di Hot Strip Mill, ditipiskan kembali hingga
92%, dan ini dilakukan di Cold Rolling Mill. Pabrik Cold Rolling Mill ini memiliki fasilitas –
fasilitas sebagai berikut:
1. Continuous Pickling Line
2. Continuous Tandem Cold Mill
3. Electrolytic Cleaning Line
4. Annealing
5. Temper Pass Mill
6. Finishing
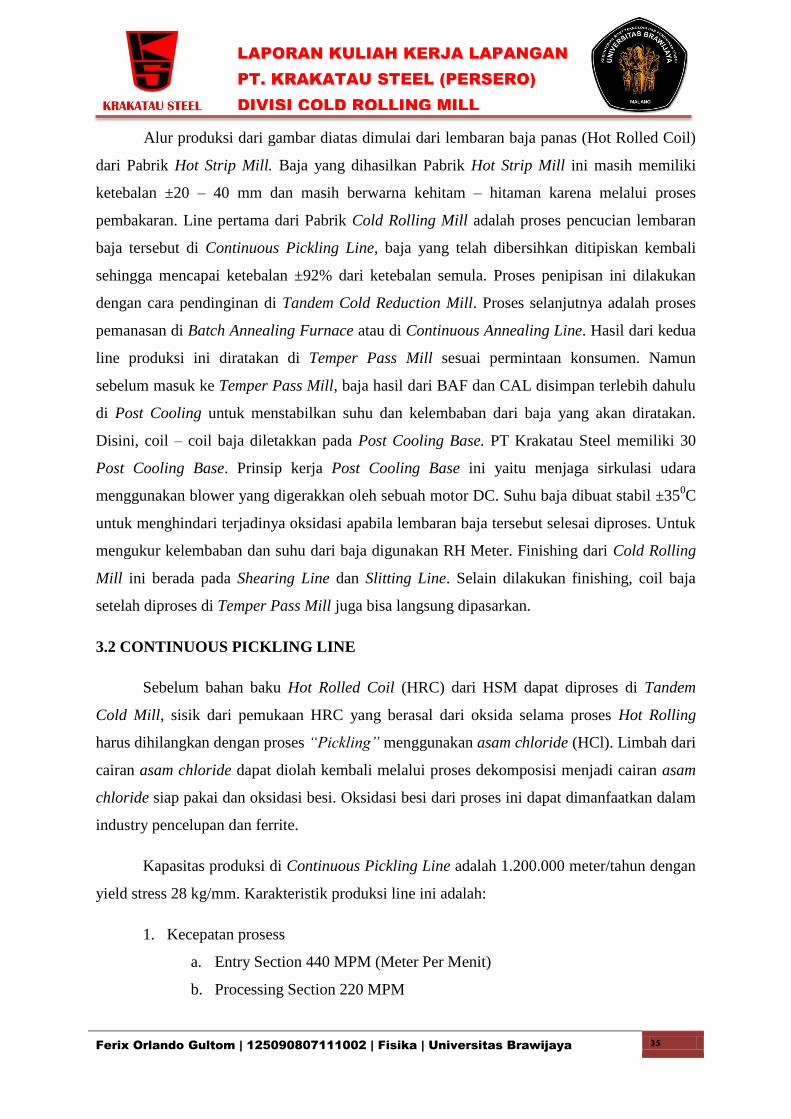
Secara umum, proses produksi di dalam Pabrik Cold Rolling Mill ini dapat
digambarkan seperti dibawah ini.
Gambar 3.3
Proses Produksi
di Cold Rolling
Mill
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 35
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
Alur produksi dari gambar diatas dimulai dari lembaran baja panas (Hot Rolled Coil)
dari Pabrik Hot Strip Mill. Baja yang dihasilkan Pabrik Hot Strip Mill ini masih memiliki
ketebalan ±20 – 40 mm dan masih berwarna kehitam – hitaman karena melalui proses
pembakaran. Line pertama dari Pabrik Cold Rolling Mill adalah proses pencucian lembaran
baja tersebut di Continuous Pickling Line, baja yang telah dibersihkan ditipiskan kembali
sehingga mencapai ketebalan ±92% dari ketebalan semula. Proses penipisan ini dilakukan
dengan cara pendinginan di Tandem Cold Reduction Mill. Proses selanjutnya adalah proses
pemanasan di Batch Annealing Furnace atau di Continuous Annealing Line. Hasil dari kedua
line produksi ini diratakan di Temper Pass Mill sesuai permintaan konsumen. Namun
sebelum masuk ke Temper Pass Mill, baja hasil dari BAF dan CAL disimpan terlebih dahulu
di Post Cooling untuk menstabilkan suhu dan kelembaban dari baja yang akan diratakan.
Disini, coil – coil baja diletakkan pada Post Cooling Base. PT Krakatau Steel memiliki 30
Post Cooling Base. Prinsip kerja Post Cooling Base ini yaitu menjaga sirkulasi udara
menggunakan blower yang digerakkan oleh sebuah motor DC. Suhu baja dibuat stabil ±350C
untuk menghindari terjadinya oksidasi apabila lembaran baja tersebut selesai diproses. Untuk
mengukur kelembaban dan suhu dari baja digunakan RH Meter. Finishing dari Cold Rolling
Mill ini berada pada Shearing Line dan Slitting Line. Selain dilakukan finishing, coil baja
setelah diproses di Temper Pass Mill juga bisa langsung dipasarkan.
3.2 CONTINUOUS PICKLING LINE
Sebelum bahan baku Hot Rolled Coil (HRC) dari HSM dapat diproses di Tandem
Cold Mill, sisik dari pemukaan HRC yang berasal dari oksida selama proses Hot Rolling
harus dihilangkan dengan proses “Pickling” menggunakan asam chloride (HCl). Limbah dari
cairan asam chloride dapat diolah kembali melalui proses dekomposisi menjadi cairan asam
chloride siap pakai dan oksidasi besi. Oksidasi besi dari proses ini dapat dimanfaatkan dalam
industry pencelupan dan ferrite.
Kapasitas produksi di Continuous Pickling Line adalah 1.200.000 meter/tahun dengan
yield stress 28 kg/mm. Karakteristik produksi line ini adalah:
1. Kecepatan prosess
a. Entry Section 440 MPM (Meter Per Menit)
b. Processing Section 220 MPM
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 36
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
c. Exit Section 330 MPM
2. Ketebalan lembaran baja adalah 1.8 – 6.6 mm dengan lebar 600 – 1300 mm.
3. Coil yang diprosess
a. Entry Inside Diameter 760 mm
b. Maximum Outside Diameter 2000 mm
c. Maximum Weight 25000 kg
d. Exit Inside Diameter 610 mm
e. Maximum Outside Diameter 2000 mm
f. Maximum Weight 23400 kg
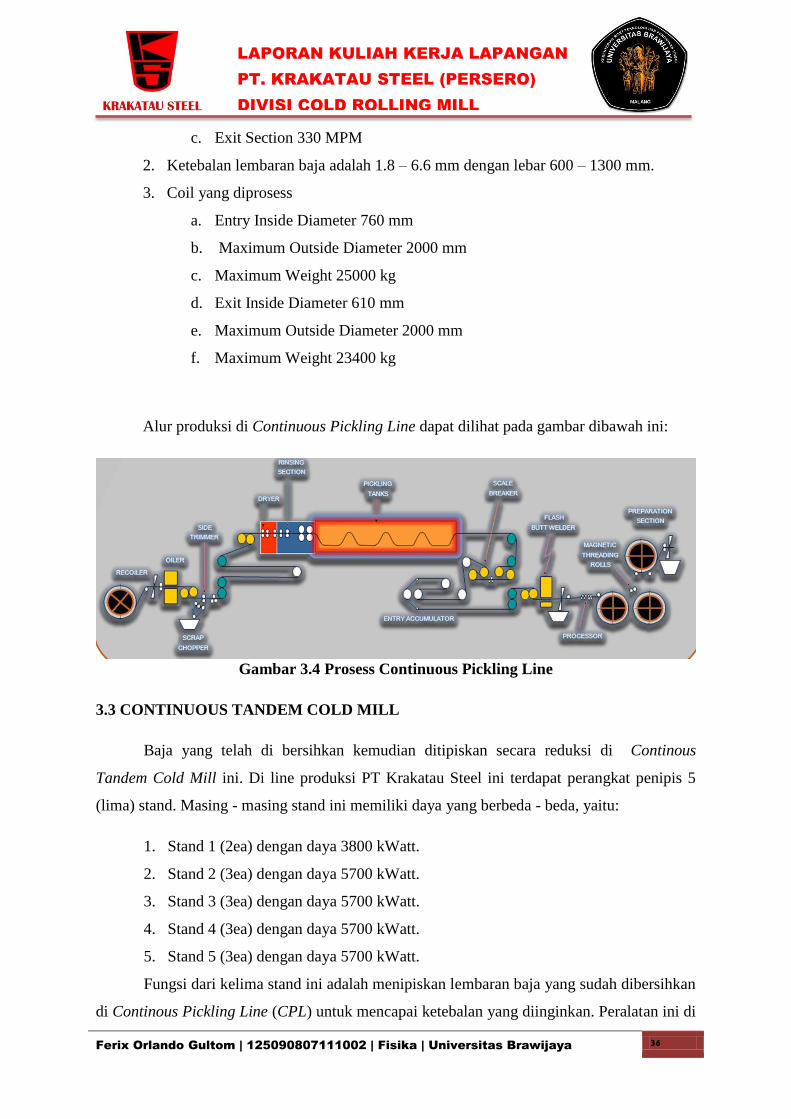
Alur produksi di Continuous Pickling Line dapat dilihat pada gambar dibawah ini:
Gambar 3.4 Prosess Continuous Pickling Line
3.3 CONTINUOUS TANDEM COLD MILL
Baja yang telah di bersihkan kemudian ditipiskan secara reduksi di Continous
Tandem Cold Mill ini. Di line produksi PT Krakatau Steel ini terdapat perangkat penipis 5
(lima) stand. Masing - masing stand ini memiliki daya yang berbeda - beda, yaitu:
1. Stand 1 (2ea) dengan daya 3800 kWatt.
2. Stand 2 (3ea) dengan daya 5700 kWatt.
3. Stand 3 (3ea) dengan daya 5700 kWatt.
4. Stand 4 (3ea) dengan daya 5700 kWatt.
5. Stand 5 (3ea) dengan daya 5700 kWatt.
Fungsi dari kelima stand ini adalah menipiskan lembaran baja yang sudah dibersihkan
di Continous Pickling Line (CPL) untuk mencapai ketebalan yang diinginkan. Peralatan ini di
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 37
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
control melalui computer dengan kecepatan rolling maksimum 1980 m/menit dan dapat
menipiskan lembaran baja maksimum sampai 92%.
Karakteristik dari bahan yang di proses di sini adalah sebagai berikut :
1. Material yang di proses adalah Hot Rolled Pickled Coil dengan kandungan karbon
maksimum 0.12%.
2. Kapasitas tahunan adalah 907.345 ton/ tahun.
3. Ketebalan baja yang akan di proses di line ini di bagi menjadi dua mode, yaitu:
Heavy Gage
Thin Gage
4. Diameter coil
OD : 2000 mm (maximum)
DD : Entry : 610 mm
Exit : 508 mm
5. Tekanan kerja maksimum 215 bar.
6. Akselarasi kerja 2.5 m/s2 dengan tension reel 8.8 mm pada kecepatan maksimum.
7. Diameter coil untuk W/R adalah 510 – 85 mm, sedangkan untuk Back Up Roll
adalah 1270 – 1400 mm.
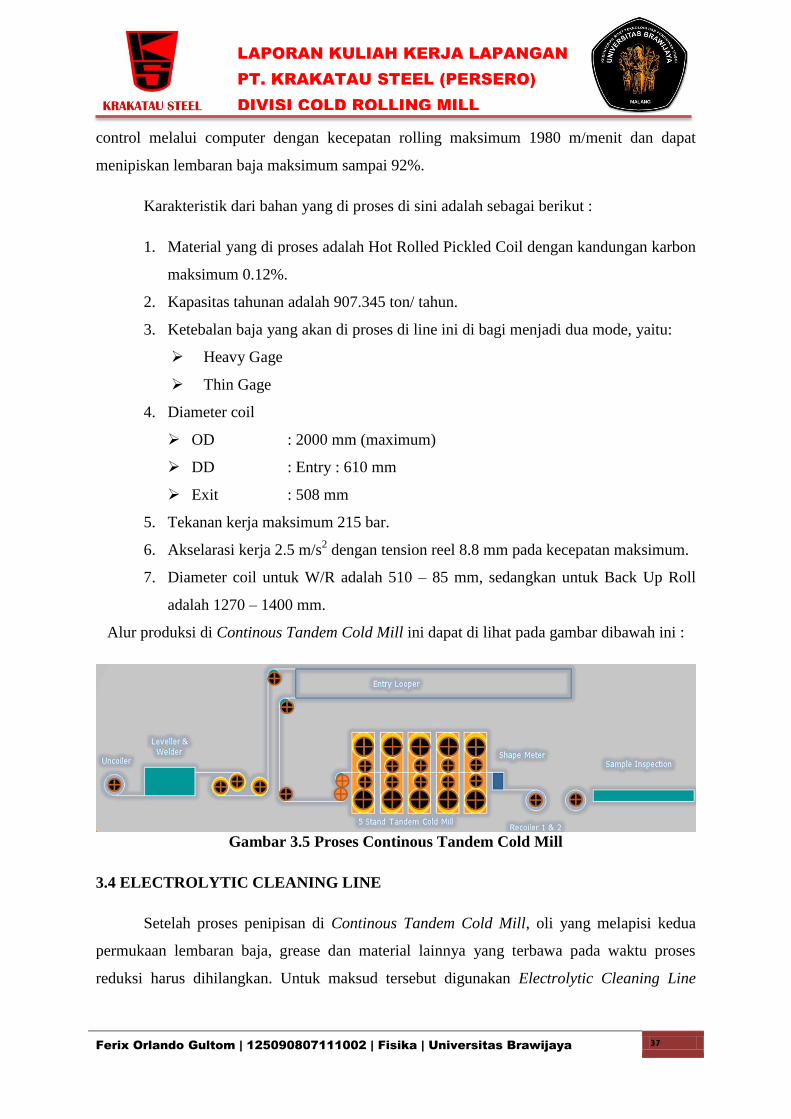
Alur produksi di Continous Tandem Cold Mill ini dapat di lihat pada gambar dibawah ini :
Gambar 3.5 Proses Continous Tandem Cold Mill
3.4 ELECTROLYTIC CLEANING LINE
Setelah proses penipisan di Continous Tandem Cold Mill, oli yang melapisi kedua
permukaan lembaran baja, grease dan material lainnya yang terbawa pada waktu proses
reduksi harus dihilangkan. Untuk maksud tersebut digunakan Electrolytic Cleaning Line
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 38
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
dengan arus tinggi. Lintasan Electrolytic Cleaning Line ini terdiri dari Entry Section, Proses
Section dan Exit Section.
Karakteristik bahan yang di proses di line ini adalah sebagai berikut :
1. Karakteristik lembaran baja
a. Tebal baja 0.18 - 0.8 mm.
b. Lebar baja 600 s/d 1300 mm.
2. Karakteristik coil
a. Berat coil maksimum 23400 kg.
b. Garis tengah maksimum 2000 mm.
c. Kecepatan proses maksimum 800 m/menit.
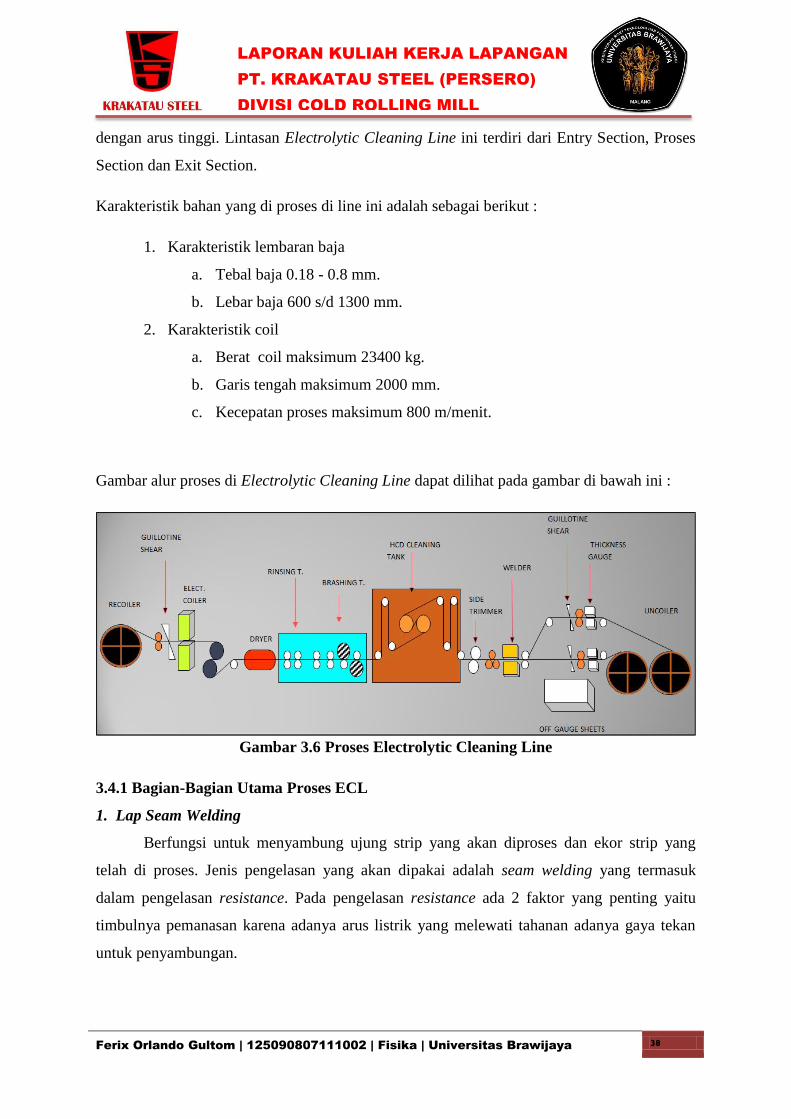
Gambar alur proses di Electrolytic Cleaning Line dapat dilihat pada gambar di bawah ini :
Gambar 3.6 Proses Electrolytic Cleaning Line
3.4.1 Bagian-Bagian Utama Proses ECL
1. Lap Seam Welding
Berfungsi untuk menyambung ujung strip yang akan diproses dan ekor strip yang
telah di proses. Jenis pengelasan yang akan dipakai adalah seam welding yang termasuk
dalam pengelasan resistance. Pada pengelasan resistance ada 2 faktor yang penting yaitu
timbulnya pemanasan karena adanya arus listrik yang melewati tahanan adanya gaya tekan
untuk penyambungan.
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 39
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
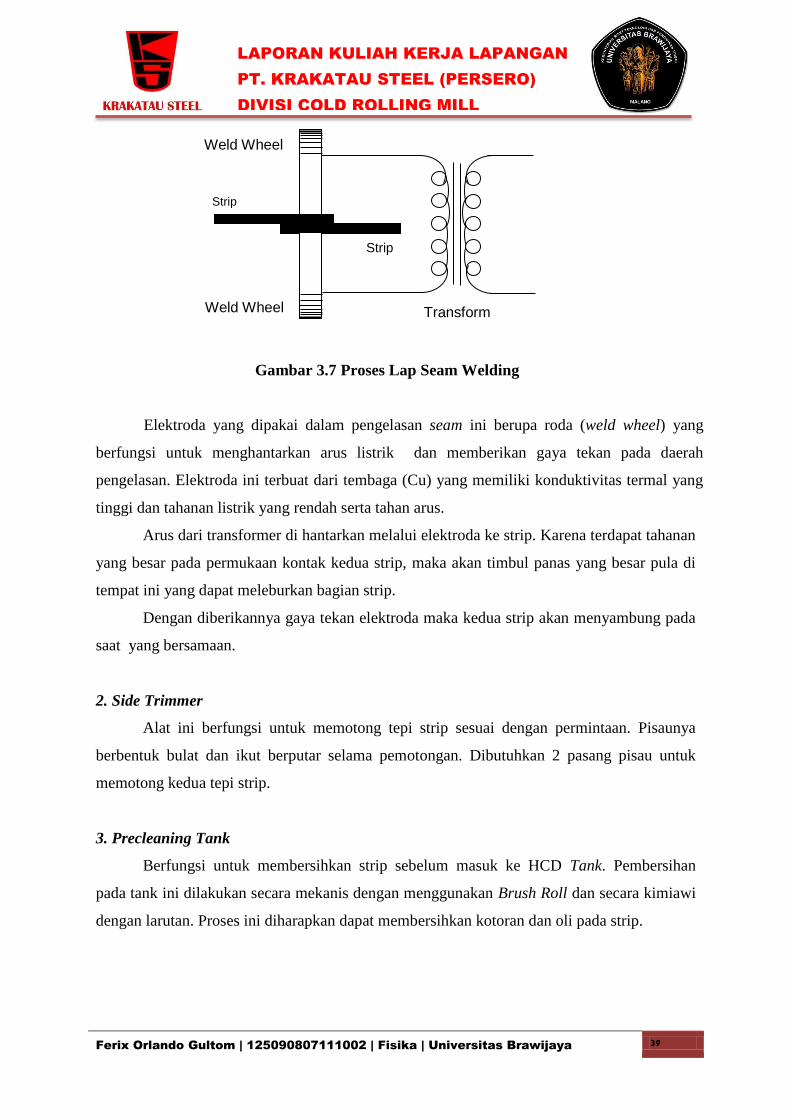
Gambar 3.7 Proses Lap Seam Welding
Elektroda yang dipakai dalam pengelasan seam ini berupa roda (weld wheel) yang
berfungsi untuk menghantarkan arus listrik dan memberikan gaya tekan pada daerah
pengelasan. Elektroda ini terbuat dari tembaga (Cu) yang memiliki konduktivitas termal yang
tinggi dan tahanan listrik yang rendah serta tahan arus.
Arus dari transformer di hantarkan melalui elektroda ke strip. Karena terdapat tahanan
yang besar pada permukaan kontak kedua strip, maka akan timbul panas yang besar pula di
tempat ini yang dapat meleburkan bagian strip.
Dengan diberikannya gaya tekan elektroda maka kedua strip akan menyambung pada
saat yang bersamaan.
2. Side Trimmer
Alat ini berfungsi untuk memotong tepi strip sesuai dengan permintaan. Pisaunya
berbentuk bulat dan ikut berputar selama pemotongan. Dibutuhkan 2 pasang pisau untuk
memotong kedua tepi strip.
3. Precleaning Tank
Berfungsi untuk membersihkan strip sebelum masuk ke HCD Tank. Pembersihan
pada tank ini dilakukan secara mekanis dengan menggunakan Brush Roll dan secara kimiawi
dengan larutan. Proses ini diharapkan dapat membersihkan kotoran dan oli pada strip.
Weld Wheel
Weld Wheel
Strip
Transform
Strip
p
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 40
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
4. High Current Density Tank
Proses HCD berfungsi untuk membuang oli, lemak dan lumpur yang tertinggal
dengan proses elektrolisa dalam cairan detergent alkaline kuat dan panas. Untuk ini strip
dibuat kontak pada satu pole dari generator listrik atau rectifier lewat konduksi elektrolit
guna mendapatkan direct current untuk terjadinya elektrolisis.
Polarisasi tergantung arah aliran listrik pada strip dan mengontrol jenis reaksi kimia
yang berlangsung. Jika strip anoda (+) maka gas oksigen akan diproduksi dari jumlah atau
volume gas yang dihasilkan dihitung dalam satuan listrik Coulomb (Q).
Q = I . t
Jika strip adalah katoda (-) gas hidrogen akan dihasilkan sebagai pengganti gas
oksigen. Strip yang melilit konduktor roll berperan sebagai katoda atau anoda. Pembersihan
atau pelepasan kotoran dilakukan dengan membalik polaritas kutub-kutub tersebut.
5. Brush Scrubber Roll Tank
Berfungsi untuk membersihkan strip dari sisa-sisa kotoran yang masih tertinggal.
Proses pembersihan strip dengan menggunakan 2 Brush Roll yang berpasangan dengan Back
Up Roll serta disemprot deng Industrial Water yang bertemperatur 70oC melalui 3 pasang
Spray Header. Sebelum strip keluar maka diperas lebih dahulu oleh Wringer Roll untuk
membuang campuran kotoran dan Industrial Water dari permukaan strip.
6. Rinse Tank
Berfungsi untuk membersihkan strip dari sisa-sisa kotoran dari Brush Scrubber Tank.
Pada Rinse Tank permukaan strip di semprotkan oleh Industrial Water yang bertemperatur
80oC melalui 3 pasang Spray Header yang ditempatkan sebelum Wringer Roll 1 dan melalui
4 pasang Spray Header yang di tempatkan setelah Wringer Roll 1. Sebelum keluar, strip
diperas oleh Wringer Roll.
7.Dryer
Berfungsi untuk mengeringkan strip yang masih basah setelah keluar dari Rinse Tank.
Pengeringannya menggunakan udara panas yang bertemperatur 150oC.
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 41
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
8.Strip Oiler
Berfungsi untuk melapisi permukaan strip dengan oil untuk mencegah terjadinya
korosi. Strip oiler yang dipakai menggunakan prinsip elektrolisis. Tegangan yang dipakai
adalah tegangan tinggi DC yang diperoleh dari tegangan 110/220 Volt yang dinaikkan
menjadi 70 KV dengan transformer step-up dan disearahkan oleh Selenium Rectifier.
Tegangan 70 KV dinaikkan lagi menjadi 140 KV oleh rangkaian Voltage Doubler.
Oiler dilengkapi dengan 2 Blade yang berfungsi untuk mengabutkan oli dan
menyemprotkannya pada permukaan strip secara merata, dimana pisau menerima oli dari
Metering Pump Unit yang di gerakkan oleh Motor DC. Motor DC ini di kontrol oleh
Electronic Control Module yang menerima sinyal input dari Tacho Generator yang terpasang
pada line speed. Jadi motor DC ini di kendalikan pada kecepatan strip, sehingga pengkabutan
oli menjadi sempurna. Blade juga berfungsi sebagai elektroda (-), sehingga kabut oil juga
mengandung muatan (-). Kabut oil ini akan tertarik oleh strip yang bermuatan (+).
3.5 ANNEALING
Tujuan utama dari proses Annealing ini adalah pengkristalisasian kembali lembaran
baja setelah di proses Continuous Tandem Cold Mill, struktur Kristal dari lembaran baja
mengalami perubahan sehingga daya properties mekanisnya berkurang. Dalam proses
produksi pada CRM, pada proses Annealing sendiri di bagi menjadi dua macam yaitu :
3.5.1 Continous Annealing Line
Dalam proses annealing, lembaran baja dipanaskan sampai maksimum 7000 selama
periode tertentu, kemudian didinginkan (proses kristalisasi). Proses ini dapat meningkatkan
properties mekanis dari lembaran baja sehingga di peroleh kemampuan formability,
drawability, ductility yang dikehendaki.
Karakteristik dari bahan yang akan diproses di line ini adalah :
1. Karakteristik lembaran baja
Tebal lembaran baja 0.18 - 0.6 mm.
Lebar lembaran baja 600 – 1067 mm.
2. Karakteristik coil
Berat coil 20.000 kg.
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 42
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
Diameter maksimum 2000 mm.
3. Kecepatan proses
Entry Section 580 m/menit.
Process Section 450 m/menit.
Exit Section 580 m/menit.
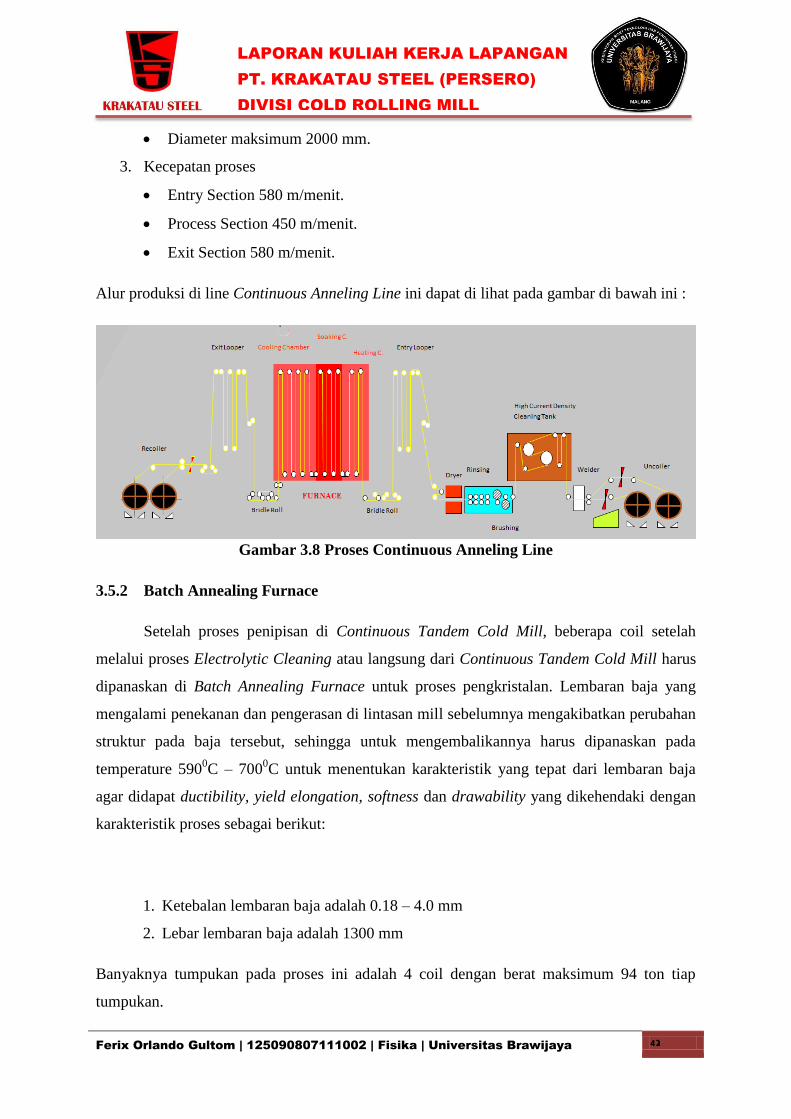
Alur produksi di line Continuous Anneling Line ini dapat di lihat pada gambar di bawah ini :
Gambar 3.8 Proses Continuous Anneling Line
3.5.2 Batch Annealing Furnace
Setelah proses penipisan di Continuous Tandem Cold Mill, beberapa coil setelah
melalui proses Electrolytic Cleaning atau langsung dari Continuous Tandem Cold Mill harus
dipanaskan di Batch Annealing Furnace untuk proses pengkristalan. Lembaran baja yang
mengalami penekanan dan pengerasan di lintasan mill sebelumnya mengakibatkan perubahan
struktur pada baja tersebut, sehingga untuk mengembalikannya harus dipanaskan pada
temperature 5900C – 700
0C untuk menentukan karakteristik yang tepat dari lembaran baja
agar didapat ductibility, yield elongation, softness dan drawability yang dikehendaki dengan
karakteristik proses sebagai berikut:
1. Ketebalan lembaran baja adalah 0.18 – 4.0 mm
2. Lebar lembaran baja adalah 1300 mm
Banyaknya tumpukan pada proses ini adalah 4 coil dengan berat maksimum 94 ton tiap
tumpukan.
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 43
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
Di lini produksi ini, PT Krakatau Steel memiliki 179 tungku pembakar dengan 6 buah
base HPH, terdiri dari:
1. Annealing 29 buah dengan 1 buah pase HPH
2. Annealing base 60 buah dengan 2 buah base HPH
3. Penutup dalam 60 buah dengan 2 buah base HPH
4. Cooling hood 30 buah dengan 1 buah base HPH
Disini PT Krakatau Steel memiliki 2 buah basement Verhlahon System, 2 system
penampungan gas buang dan 30 Post Cooling Base.
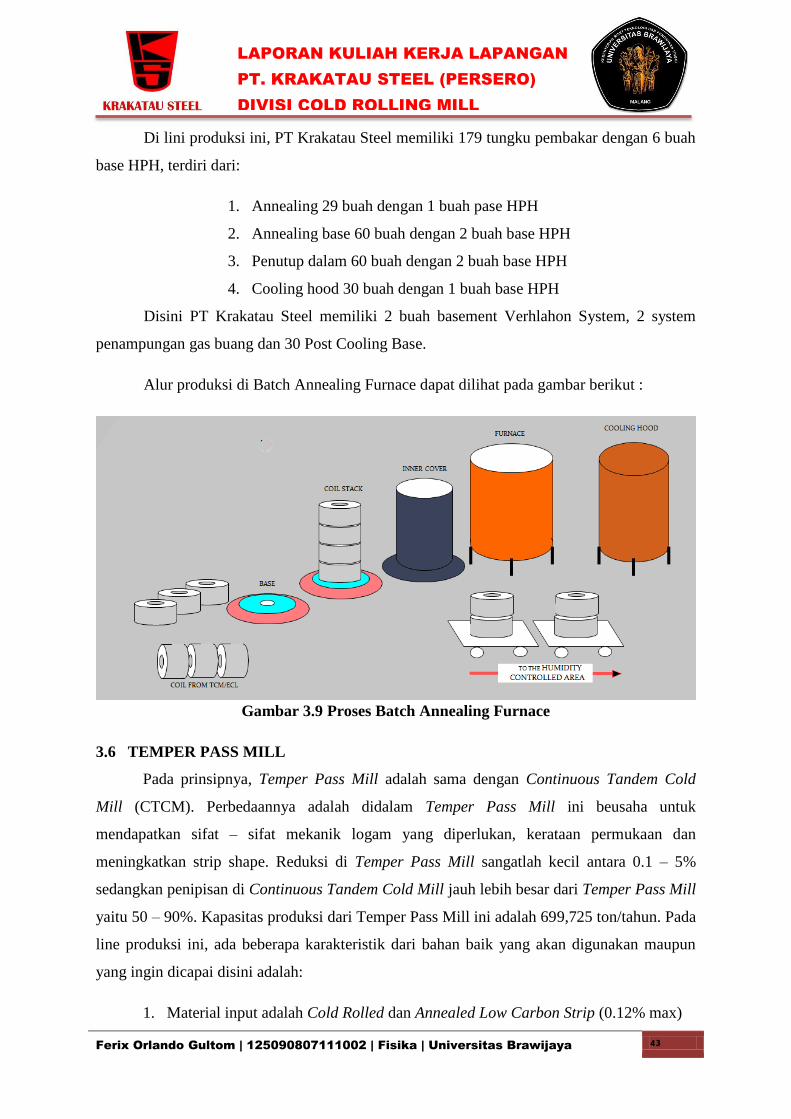
Alur produksi di Batch Annealing Furnace dapat dilihat pada gambar berikut :
Gambar 3.9 Proses Batch Annealing Furnace
3.6 TEMPER PASS MILL
Pada prinsipnya, Temper Pass Mill adalah sama dengan Continuous Tandem Cold
Mill (CTCM). Perbedaannya adalah didalam Temper Pass Mill ini beusaha untuk
mendapatkan sifat – sifat mekanik logam yang diperlukan, kerataan permukaan dan
meningkatkan strip shape. Reduksi di Temper Pass Mill sangatlah kecil antara 0.1 – 5%
sedangkan penipisan di Continuous Tandem Cold Mill jauh lebih besar dari Temper Pass Mill
yaitu 50 – 90%. Kapasitas produksi dari Temper Pass Mill ini adalah 699,725 ton/tahun. Pada
line produksi ini, ada beberapa karakteristik dari bahan baik yang akan digunakan maupun
yang ingin dicapai disini adalah:
1. Material input adalah Cold Rolled dan Annealed Low Carbon Strip (0.12% max)
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 44
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
2. Ketebalan strip 0.18 s/d 3 mm dengan lebar strip adalah 600 s/d 1300 mm
3. Ukuran coil:
a. Entry : ID : 420 atau 508 mm
OD : 1000 s/d 2000 mm
b. Delivery : ID : 420 atau 508 mm
OD : 900 s/d 2000 mm
4. Berat coil adalah maksimum 23.4 ton dengan kecepatan maksimum adalah 1980
MPM (Meter Per Menit) dan percepatan 2 m/s serta pertambahan panjang baja
yang diinginkan maksimum 2%.
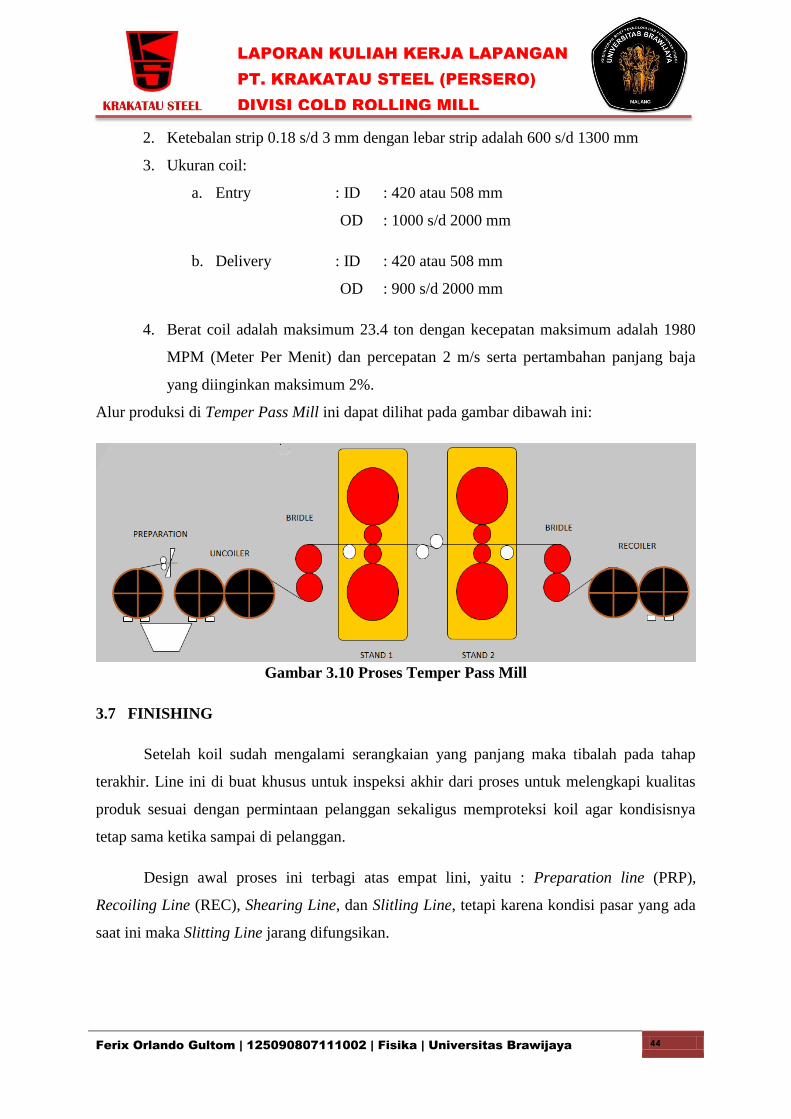
Alur produksi di Temper Pass Mill ini dapat dilihat pada gambar dibawah ini:
Gambar 3.10 Proses Temper Pass Mill
3.7 FINISHING
Setelah koil sudah mengalami serangkaian yang panjang maka tibalah pada tahap
terakhir. Line ini di buat khusus untuk inspeksi akhir dari proses untuk melengkapi kualitas
produk sesuai dengan permintaan pelanggan sekaligus memproteksi koil agar kondisisnya
tetap sama ketika sampai di pelanggan.
Design awal proses ini terbagi atas empat lini, yaitu : Preparation line (PRP),
Recoiling Line (REC), Shearing Line, dan Slitling Line, tetapi karena kondisi pasar yang ada
saat ini maka Slitting Line jarang difungsikan.
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 45
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
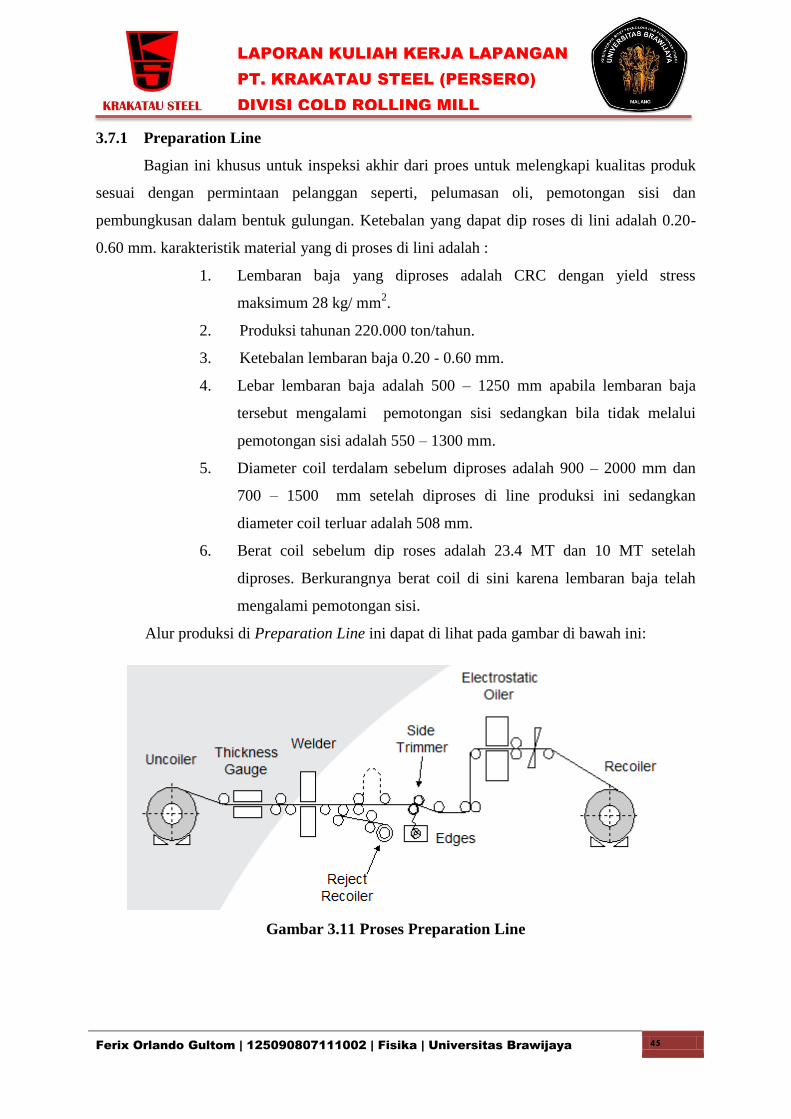
3.7.1 Preparation Line
Bagian ini khusus untuk inspeksi akhir dari proes untuk melengkapi kualitas produk
sesuai dengan permintaan pelanggan seperti, pelumasan oli, pemotongan sisi dan
pembungkusan dalam bentuk gulungan. Ketebalan yang dapat dip roses di lini adalah 0.20-
0.60 mm. karakteristik material yang di proses di lini adalah :
1. Lembaran baja yang diproses adalah CRC dengan yield stress
maksimum 28 kg/ mm2.
2. Produksi tahunan 220.000 ton/tahun.
3. Ketebalan lembaran baja 0.20 - 0.60 mm.
4. Lebar lembaran baja adalah 500 – 1250 mm apabila lembaran baja
tersebut mengalami pemotongan sisi sedangkan bila tidak melalui
pemotongan sisi adalah 550 – 1300 mm.
5. Diameter coil terdalam sebelum diproses adalah 900 – 2000 mm dan
700 – 1500 mm setelah diproses di line produksi ini sedangkan
diameter coil terluar adalah 508 mm.
6. Berat coil sebelum dip roses adalah 23.4 MT dan 10 MT setelah
diproses. Berkurangnya berat coil di sini karena lembaran baja telah
mengalami pemotongan sisi.
Alur produksi di Preparation Line ini dapat di lihat pada gambar di bawah ini:
Gambar 3.11 Proses Preparation Line
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 46
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
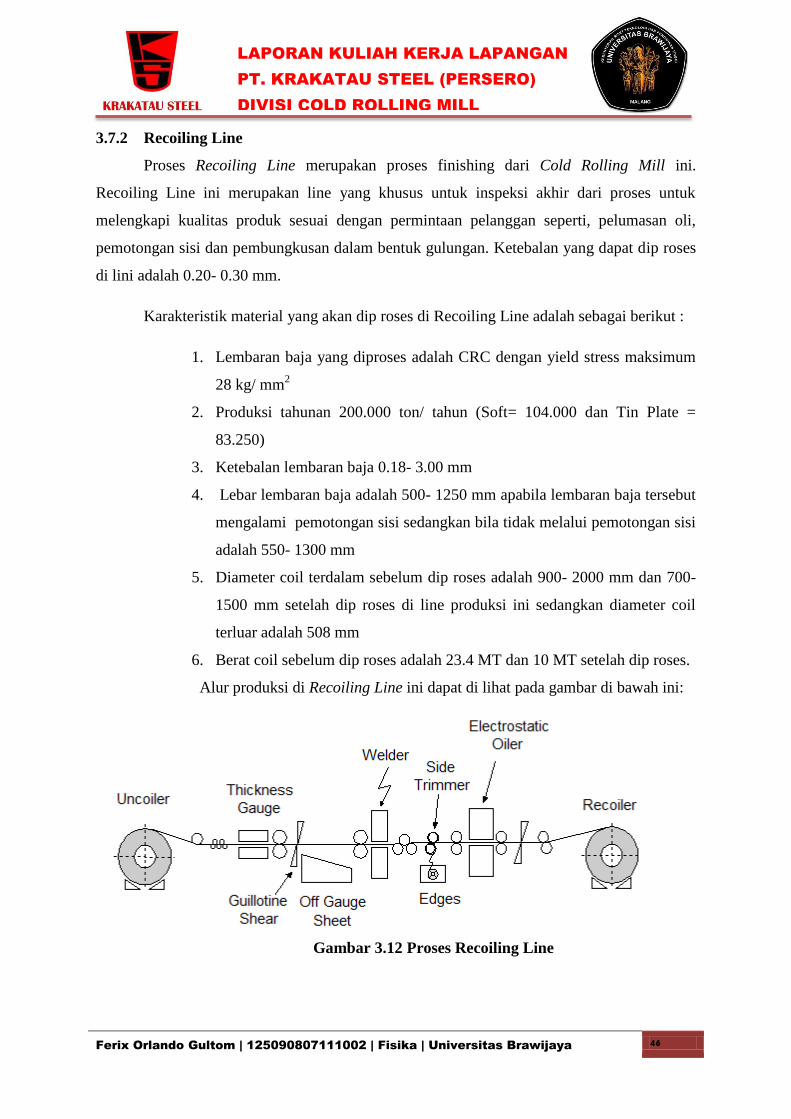
3.7.2 Recoiling Line
Proses Recoiling Line merupakan proses finishing dari Cold Rolling Mill ini.
Recoiling Line ini merupakan line yang khusus untuk inspeksi akhir dari proses untuk
melengkapi kualitas produk sesuai dengan permintaan pelanggan seperti, pelumasan oli,
pemotongan sisi dan pembungkusan dalam bentuk gulungan. Ketebalan yang dapat dip roses
di lini adalah 0.20- 0.30 mm.
Karakteristik material yang akan dip roses di Recoiling Line adalah sebagai berikut :
1. Lembaran baja yang diproses adalah CRC dengan yield stress maksimum
28 kg/ mm2
2. Produksi tahunan 200.000 ton/ tahun (Soft= 104.000 dan Tin Plate =
83.250)
3. Ketebalan lembaran baja 0.18- 3.00 mm
4. Lebar lembaran baja adalah 500- 1250 mm apabila lembaran baja tersebut
mengalami pemotongan sisi sedangkan bila tidak melalui pemotongan sisi
adalah 550- 1300 mm
5. Diameter coil terdalam sebelum dip roses adalah 900- 2000 mm dan 700-
1500 mm setelah dip roses di line produksi ini sedangkan diameter coil
terluar adalah 508 mm
6. Berat coil sebelum dip roses adalah 23.4 MT dan 10 MT setelah dip roses.
Alur produksi di Recoiling Line ini dapat di lihat pada gambar di bawah ini:
Gambar 3.12 Proses Recoiling Line
Ferix Orlando Gultom | 125090807111002 | Fisika | Universitas Brawijaya 47
LAPORAN KULIAH KERJA LAPANGAN
PT. KRAKATAU STEEL (PERSERO)
DIVISI COLD ROLLING MILL
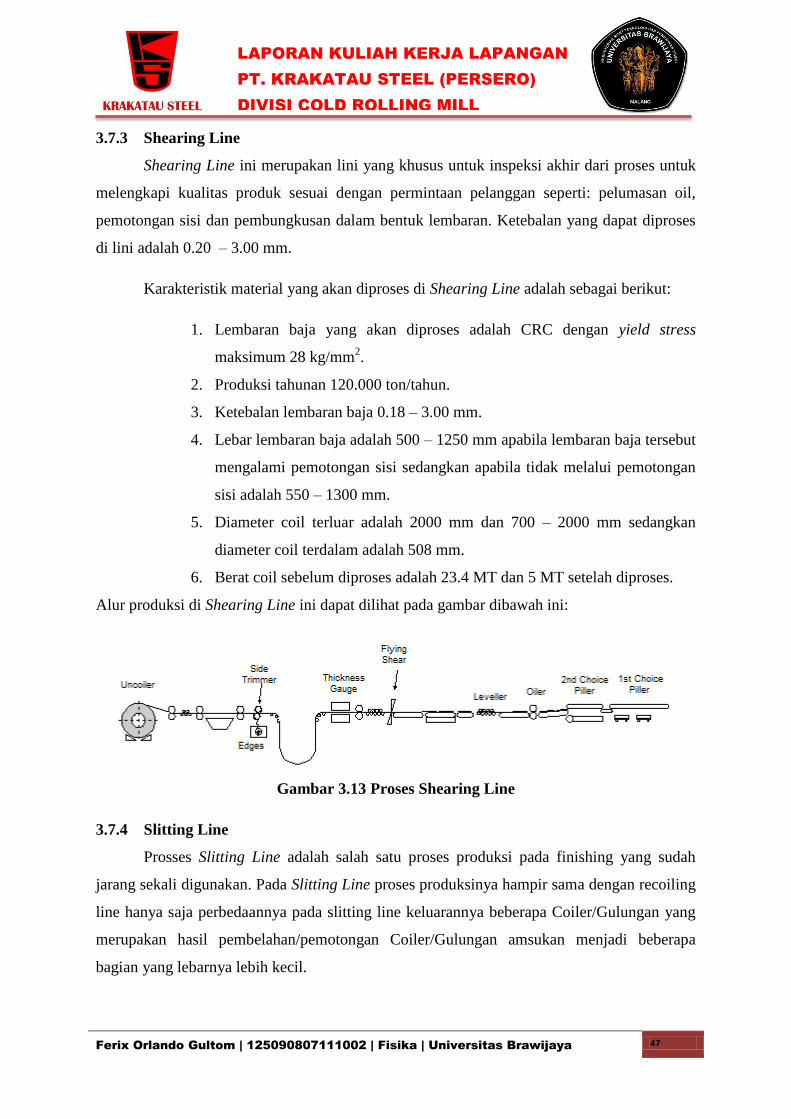
3.7.3 Shearing Line
Shearing Line ini merupakan lini yang khusus untuk inspeksi akhir dari proses untuk
melengkapi kualitas produk sesuai dengan permintaan pelanggan seperti: pelumasan oil,
pemotongan sisi dan pembungkusan dalam bentuk lembaran. Ketebalan yang dapat diproses
di lini adalah 0.20 – 3.00 mm.
Karakteristik material yang akan diproses di Shearing Line adalah sebagai berikut:
1. Lembaran baja yang akan diproses adalah CRC dengan yield stress
maksimum 28 kg/mm2.
2. Produksi tahunan 120.000 ton/tahun.
3. Ketebalan lembaran baja 0.18 – 3.00 mm.
4. Lebar lembaran baja adalah 500 – 1250 mm apabila lembaran baja tersebut
mengalami pemotongan sisi sedangkan apabila tidak melalui pemotongan
sisi adalah 550 – 1300 mm.
5. Diameter coil terluar adalah 2000 mm dan 700 – 2000 mm sedangkan
diameter coil terdalam adalah 508 mm.
6. Berat coil sebelum diproses adalah 23.4 MT dan 5 MT setelah diproses.
Alur produksi di Shearing Line ini dapat dilihat pada gambar dibawah ini:
Gambar 3.13 Proses Shearing Line
3.7.4 Slitting Line
Prosses Slitting Line adalah salah satu proses produksi pada finishing yang sudah
jarang sekali digunakan. Pada Slitting Line proses produksinya hampir sama dengan recoiling
line hanya saja perbedaannya pada slitting line keluarannya beberapa Coiler/Gulungan yang
merupakan hasil pembelahan/pemotongan Coiler/Gulungan amsukan menjadi beberapa
bagian yang lebarnya lebih kecil.