variabel pembentukan.ppt
DESCRIPTION
variabel pembentukanTRANSCRIPT
VARIABEL PEMBENTUKAN
Variabel Proses Pembentukan • Variabel Bebas:
di mana Perencana dapat mengontrol langsung dan variable-veriabel tersebut biasanya dipilih atau ditentukan ketika proses set-up
• Variabel Tak Bebas:
adalah konsekuensi dari pilihan variable bebas
Variabel BebasTerdiri dari:1. Material Awal: sifat kimia dan persyaratan
sifat dan karakteristik bahan. Dasar pemilihan: kemudahan fabrikasi, dibatasi oleh bentuk/sifat produk yang diinginkan.
2. Geometri mula dari benda kerja; dipilih dari varitas bentuk yang ada atas pertimbangan ekonomi
3. Geometri perkakas / cetakan; sangat berpengaruh karena system perkakas akan memproduksi dan mengontrol aliran logam
4. Pelumasan; untuk mengatasi gesekan50% daya yang diberikan untuk mengatasi gesekanFungsi pelumas: melumasi, pendingin, pembatas panas, pencegah korosi, senyawa perusak.Yang perlu diperhatikan: tipe pelumas, jumlah yang harus diberikan, dan metode pemberian
5. Suhu Awal Pembentukan baik untuk benda kerja dan perkakas
beberapa material memepunyai variasi yang besar terhadap terhadap sisfat dasar akibat temperature, Karena itu pilihlah amatilah posisi yang sesuai agar berhasil dgn baik dan tidak rusak saat mengerjakannya.
6. Kecepatan operasi: mempengaruhi efektivitas pelumas, gaya yang diperlukan untuk operasi, waktu tersedia untuk pndah panas
7. Jenis proses deformasi
sepeti : rolling , Forging
Variabel Tak Bebas1. Gaya/ daya yang diperlukan2. Sifat material produk; perhatian konsumen
pada bentuk dan sifat material akhir sehingga perencana harus pandai memilih material awal dan memprediksi pengaruh proses dalam mengubah sifat tersebut.
3. Exit / final temperature4. Surface finish (permukaan akhir produk) dan
kehalusan permukaan 5. Sifat aliran bahan
Korelasi variabel bebas dan variabel tak bebas
• Pengalaman• Penelitian• Pemodelan proses
Experience
this requires long time exposure to the process and is generally limited to the specific materials, equipment and products encountered in the realm of past contact.
Experiment while possibly the least likely in error direct experiment is both time consuming and costly.
Process modeling
here one approaches the problem with a high speed computer and one or more mathematical models of the
process numerical values are provided for the various independent variables and the models are used to compute predictions for the dependent variables
Variabel Friksi (Geskan) dan Lubrikasi (Pelumasan)
• Beberapa proses 50% energi input digunakan untuk mengatasi gesekan
• Kehalusan pemukaan Hasil proses dan kepresisian produk dipengaruhi oleh friksi
Pelumasan Pada gear, bearing, journal dan komponen sejenis, kondisi friksi melibatkan:
1. Dua permukaan dengan material dan kekuatan serupa di bawah beban elastik di mana salah satu komponen mengalami perubahan bentuk permanen
2. Keausan berbentuk lingkaran yang menghasilkan kesesuaian permukaan
3. Umumnya suhu rendah sampai sedang
Gesekan • Menurut teori friksi modern: “permukaan yang rata
tidaklah rata”, namun ada kekasaran. • Bila dua permukaan berinteraksi, kontak permukaan
dibangkitkan untuk mengatasi beban yang diberikan.1. Bila beban ringan hanya 3 titik yang kontak2. Bila beban naik luasan kontak naik3. Bila beban tinggi seluruh permukaan kontak4. Bila beban dinaikkan lagi maka luasan permuakaan
kontak tak akan naik lagi dan friksi tetap
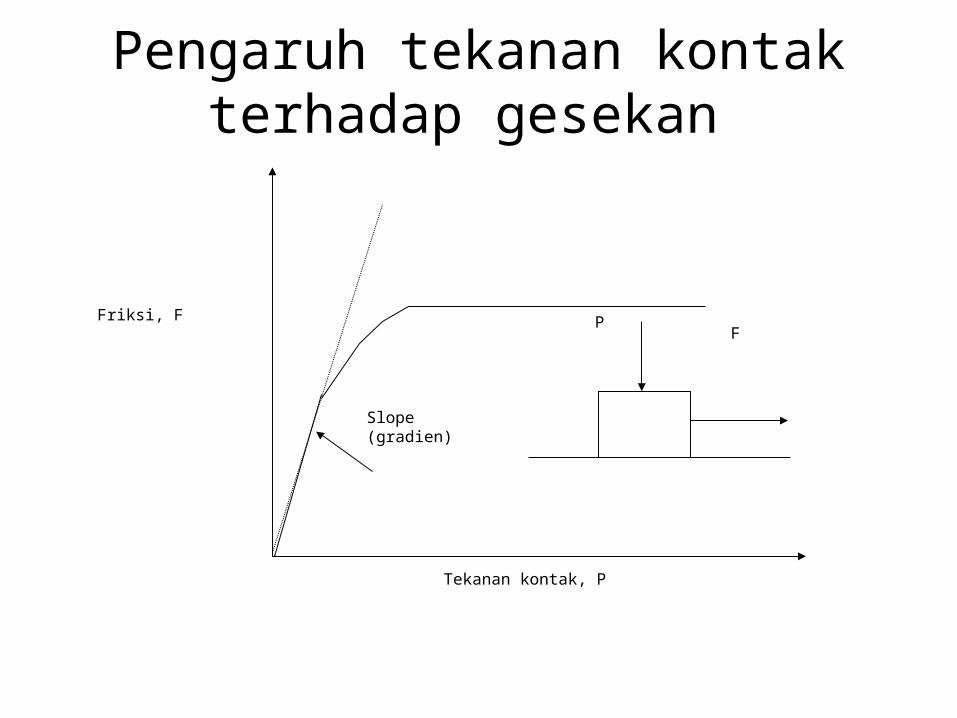
Slope (gradien)
P
Tekanan kontak, P
Friksi, FF
Pengaruh tekanan kontak terhadap gesekan
Umumnya dengan penambahan temperatur akan mengurangi kekuatan, keuletan dan menambah regangan pemanasan.
Pengaruh panas ini mempermudah perencanaan dalam pembentukan
Proses panas>< proses dingin
In general, an increase in temperature brings out a decrease in strength, an increase in ductility, and a decrease in the rate of strain hardening – all effects that would tend to promote ease of deformation.
Temperature Concerns
Telaah Suhu Proses forming diklasifikasikan menjadi:• Hot working (Proses panas); deformasi dilakukan di
bawah kondisi temperatur dan laju strain (regangan) di mana rekristalisasi terjadi dan simultan dengan deformasi. Untuk mencapai ini, suhu deformasi biasanya di atas 0.6 kali titik cair material pada skala suhu absolut (Kelvin atau Rankine)
• Cold working (Proses dingin): adalah deformasi di bawah kondisi proses recovery tidak aktif. Biasanya suhu kerja kurang dari 0.3 kali suhu leleh benda kerja
• Warm working adalah deformasi di bawah kondisi transisi (yakni suhu kerja antara 0.3 dan 0.6 kali suhu leleh).
Hot working• Hot working didefinisikan sebagi deformasi
plastis logam di atas suhu rekristaliasinya. Yang perlu diingat bahwa beda material beda suhu rekristalisasinya. Misalnya tin / timah putih (Sn) pada suhu kamar, baja pada suhu 2000 0F, tungsten pada suhu sampai 4000 0F belum mencapai daerah hot working.
• Kenaikan suhu berpengaruh terhadap penurunan tegangan yield logam dan meningkatkan keuletannya.
Keuntungan hot working:• Pada suhu hot working, rekristalisasi mengeliminasi efek dari strain
hardening (pengerasan regang) sehingga tidak ada keniakan signifikan dalam kekuatan yield atau kekerasan atau penurunan keuletan.
• Kurva stress-strain sebenarnya mendatar di atas titik yield dan deformasi dapat dipakai mengubah secara drastic bentuk logam tanpa takut akan retak atau diperlukan gaya yang sangat besar.
• Mengurangi atau menghilangkan ketidakhomogenan kimiawi• Pori-pori dapat dilas atau direduksi ukurannya selama deformasi• Struktur metalurgis dapat diubah untuk meningkatkan sifat akhir • Pada baja pada suhu rekristalisasi deformasi terjadi pada struktur
Krista austenit FCC yang lemah dan ulet dari pada ferrit BCC yang kuat dan stabil pada suhu rendah.
Cold working• Cold working adalah deformasi plastis logam di bawah suhu
rekristalisasi. Proses biasanya pada suhu kamar, tetapi penaikan suhu ringan biasa digunakan untuk meningkatkan keuletan dan mengurangi kekuatan.
Keunggulan cold working dibanding hot working• Tidak diperlukan panas• Permuakan akhir yang diperolehlebih bagus • Kontrol dimensi lebih bagus sehingga sedikit/tidak memerlukan
pemesinan lanjutan• Produk memiliki kemampuan reproduksi dan mampu tukar yang
lebih bagus• Sifat kekuatan, kelelahan dan keausan ditingkatkan melalui strain
hardening • Sifat terarah dapat diberikan• Problem kontaminasi diminimisasi
Kelemahan cold working
• Diperlukan gaya yang lebih besar untuk memulai dan menyelesaikan proses cold work
• Diperlukan perangkat yang lebih berat dan lebih kuat• Kurang keuletan• Permukaan logam harus bersih bebas sisik• Anneal antara mungkin diperlukan untuk mengkompen-
sasi hilang keuletan yang menyertai strain hardening• Pemberian sifat yang terarah mungkin merusak• Tegangan sisa yang tak diinginkan mungkin diproduksi
Sifat logam pada cold working
• Kesesuaian suatu logam untuk dicold work ditentukan oleh sifat keuletan, di mana sifat ini merupakan konsekuensi langsung dari struktur metalurgis. Kemudian proses cold work mengubah struktur logam dan pada akhirnya mengubah sifat keuletan produk
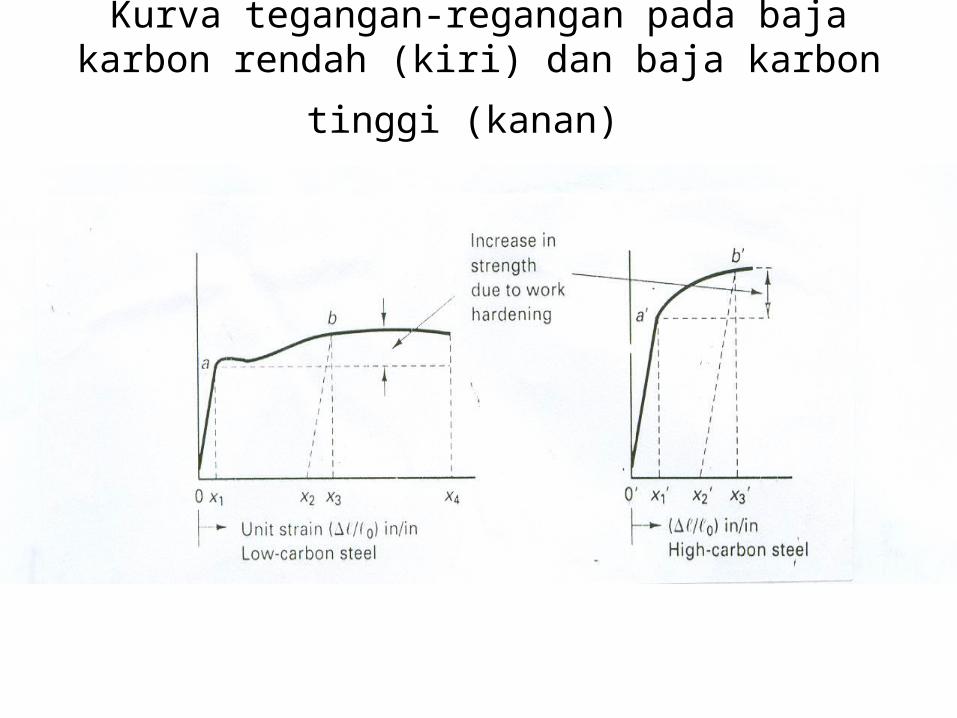
Kurva tegangan-regangan pada baja karbon
rendah (kiri) dan baja karbon tinggi (kanan)
• Deformasi elasis sd X1• Deformasi plastis dr X1 sd X4 • X4 material putus• Besar dari titik yield (X1) yang
menentukan gaya yang diperlukan untuk memulai deformasi permanen,
• X1 ke X4, yang menunjukkan jumlah deformasi plastis (atau keuletan) yang bisa dicapai tanpa patah.
Kesimpulan:1 Baja karbon rendah: • jumlah deformasi yang bisa dilakukan lebih banyak• Keuletan yang lebih besar • gaya yang lebih kecil diperlukan untuk memulai dan
melanjutkan deformasi.2 Baja karbon tinggi:• memiliki koefisien regangan lebih besar. • mengalami kenaikan kekuatan yang lebih besar untuk
sejumlah cold work yang sama. • akan lebih menarik untuk operasi pemotongan dan • lebih mudah untuk dimesin.
Cold-working Processes
Major Cold-Working Operations…
Ocfemia, Cathrine Joy
Cold-working Processes
• Bending
• Squeezing
• Drawing
• Shearing
• Presses
Ocfemia, Cathrine Joy
Squeezing ProcessesClassifications of Squeezing Processes…
Rolling
Swaging
Cold Forging
Extrusion
Sizing
Riveting
Staking
Coining
Peening
Burnishing
Hubbing
Thread Rolling
Ocfemia, Cathrine Joy
Squeezing Processes
ROLLING
process used in sheets, strips, bars, and rods to obtain products that have smooth surfaces and accurate dimensions; most cold-rolling is performed on four-high or cluster-type rolling mills
Ocfemia, Cathrine Joy
Squeezing Processes
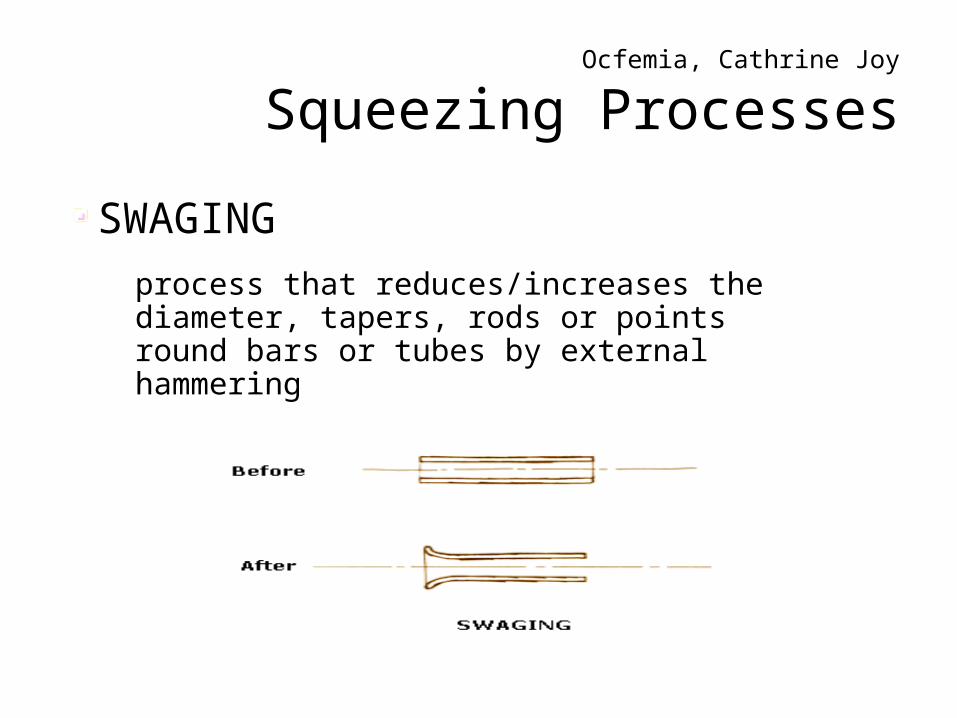
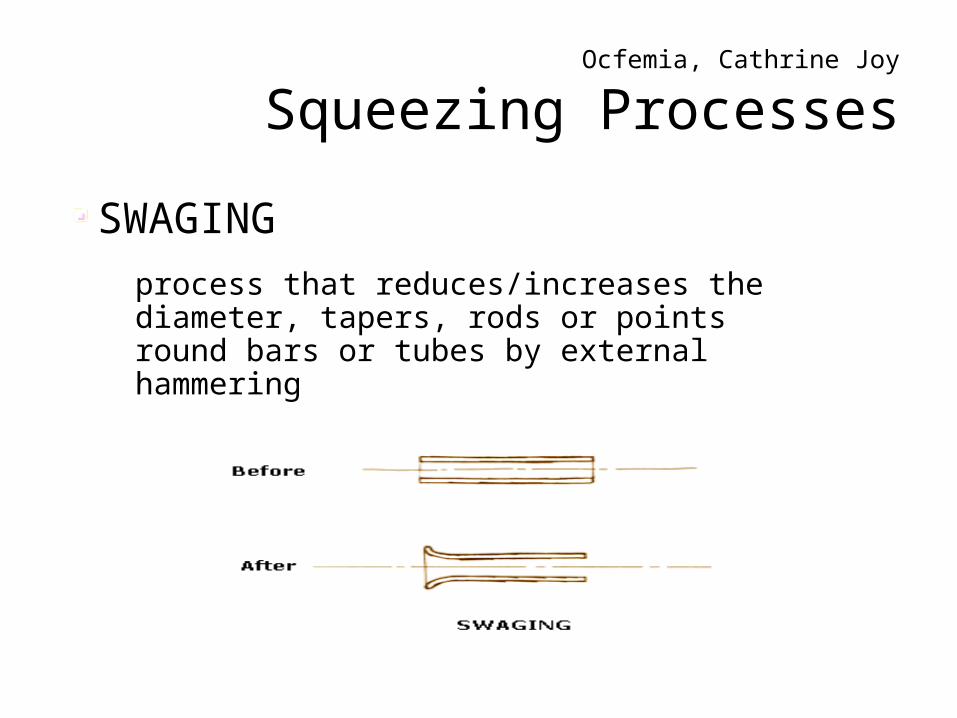
SWAGING
process that reduces/increases the diameter, tapers, rods or points round bars or tubes by external hammering
Ocfemia, Cathrine Joy
Squeezing Processes
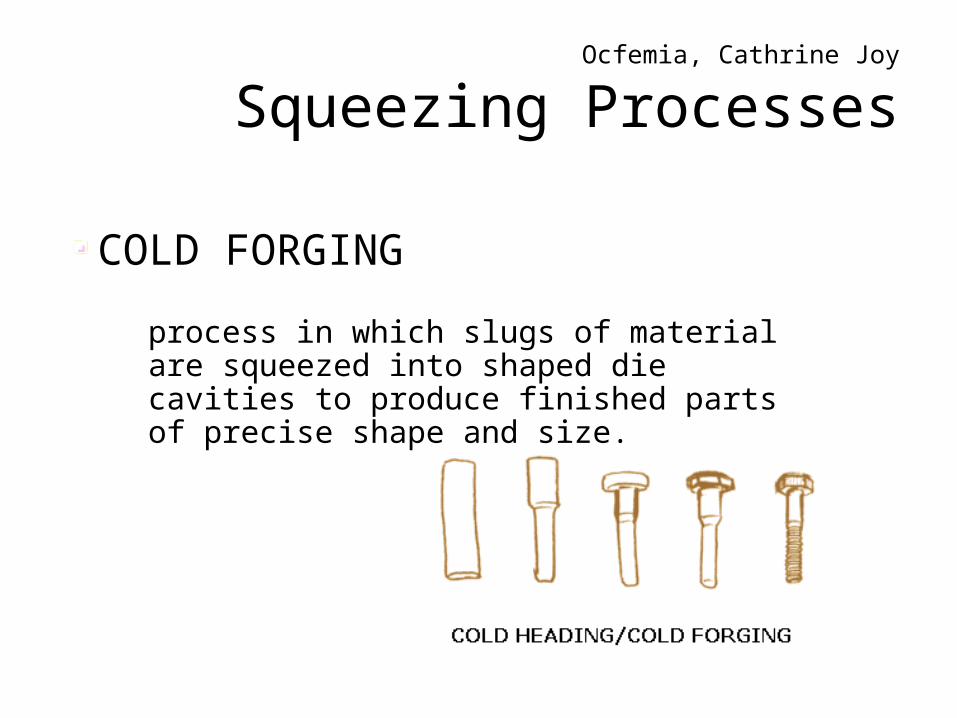
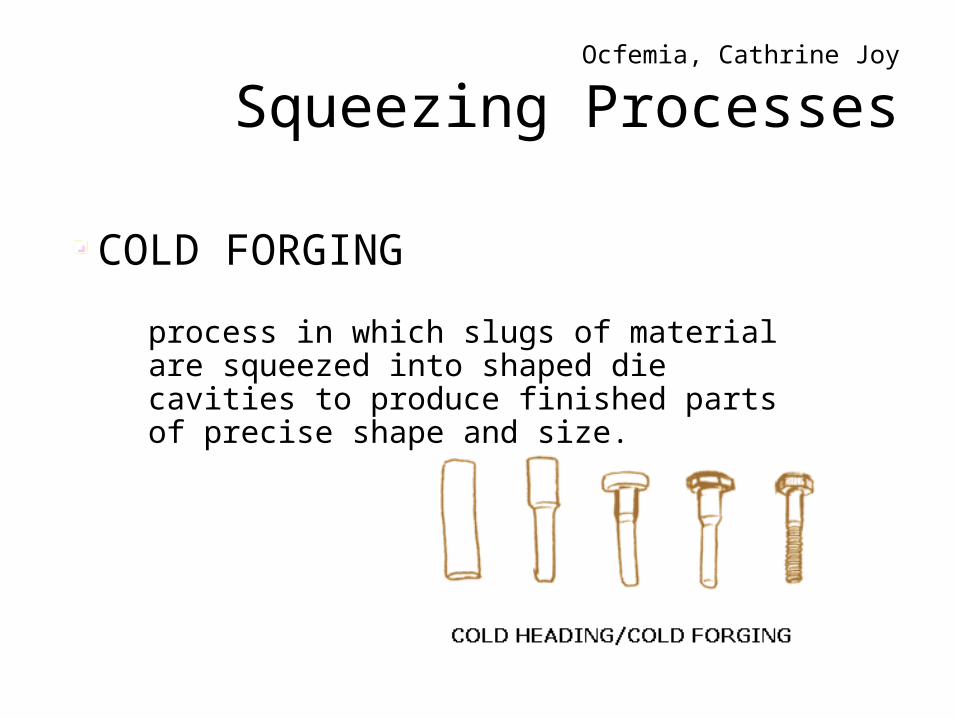
COLD FORGING
process in which slugs of material are squeezed into shaped die cavities to produce finished parts of precise shape and size.
Ocfemia, Cathrine Joy
Squeezing Processes
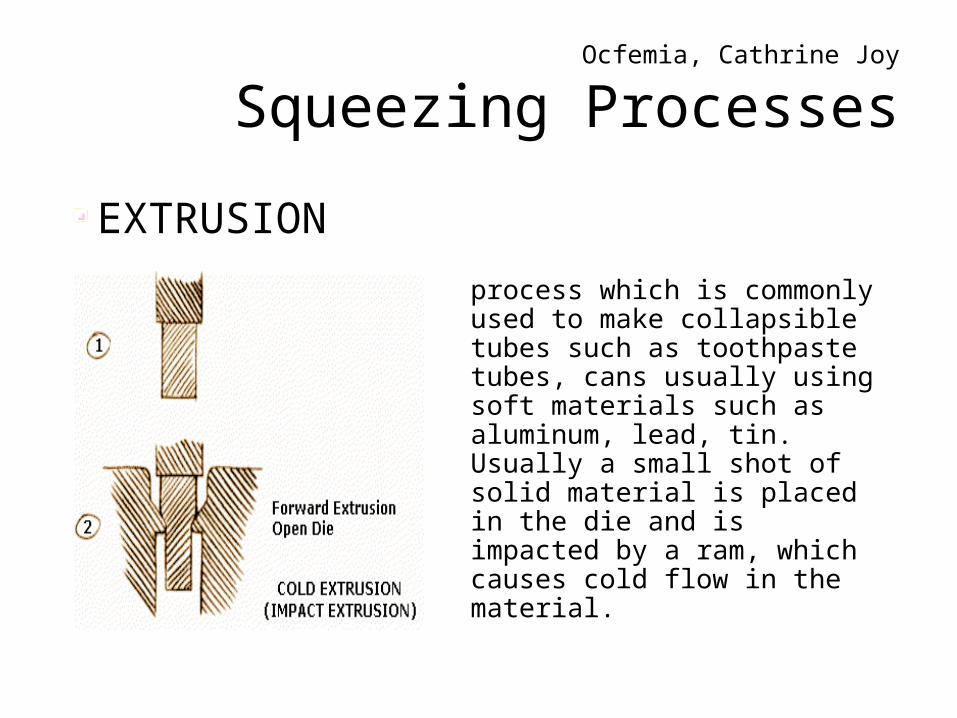
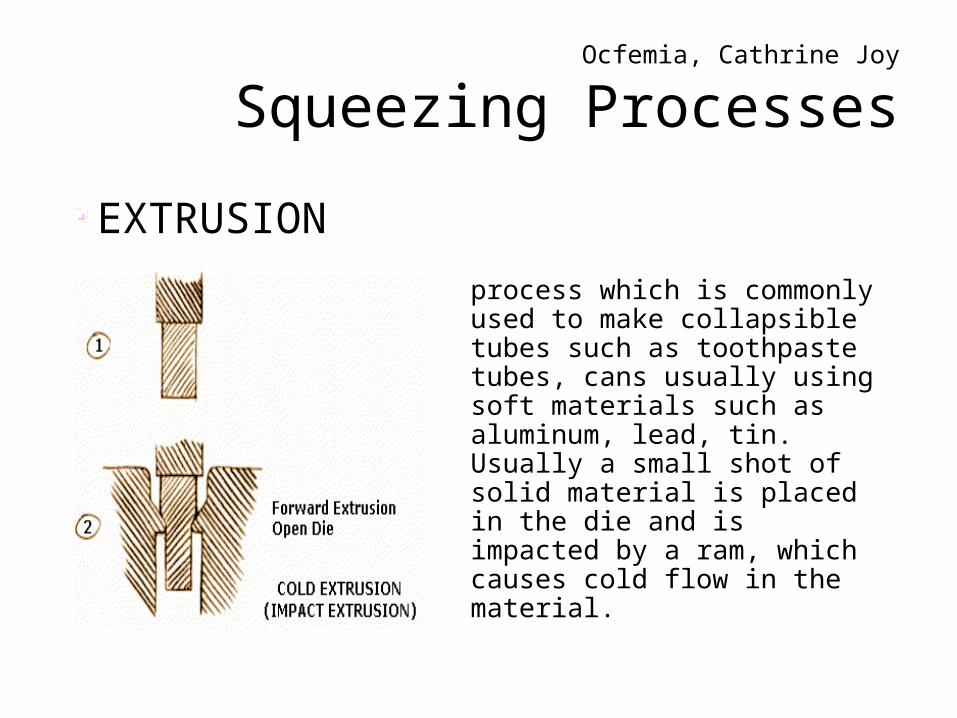
EXTRUSION
process which is commonly used to make collapsible tubes such as toothpaste tubes, cans usually using soft materials such as aluminum, lead, tin. Usually a small shot of solid material is placed in the die and is impacted by a ram, which causes cold flow in the material.
Ocfemia, Cathrine Joy
Squeezing Processes
SIZING
process of squeezing all or selected areas of forgings, ductile castings, or powder metallurgy products to achieve a desired thickness or precision
Ocfemia, Cathrine Joy
Squeezing Processes
RIVETING
process where a head is formed on the shrank end of a fastener to permanently join sheets or plates of material;
Ocfemia, Cathrine Joy
Squeezing Processes
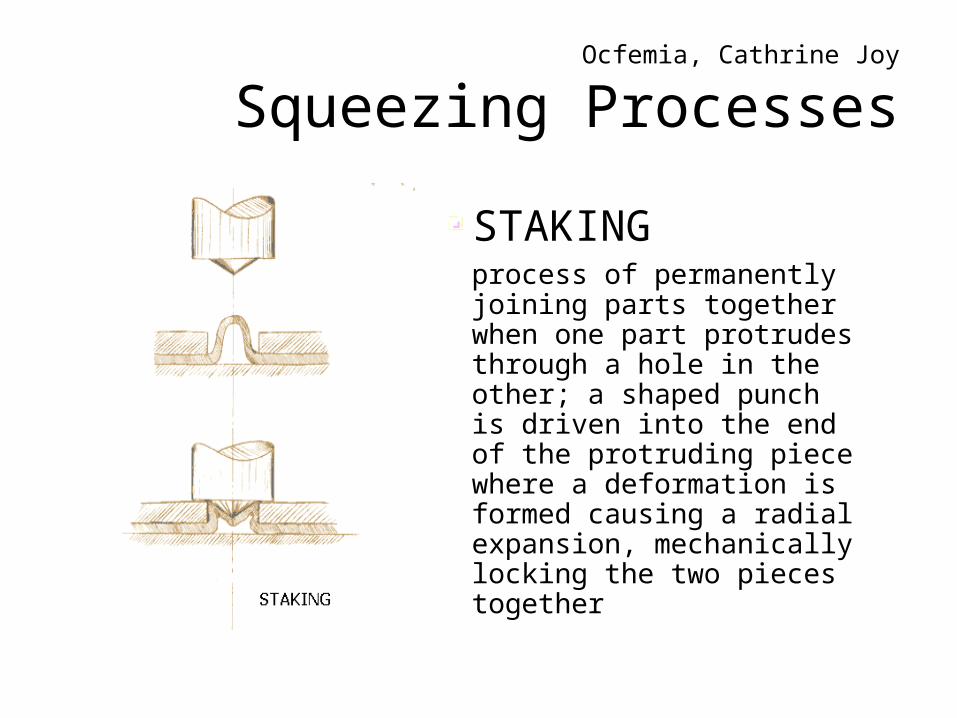
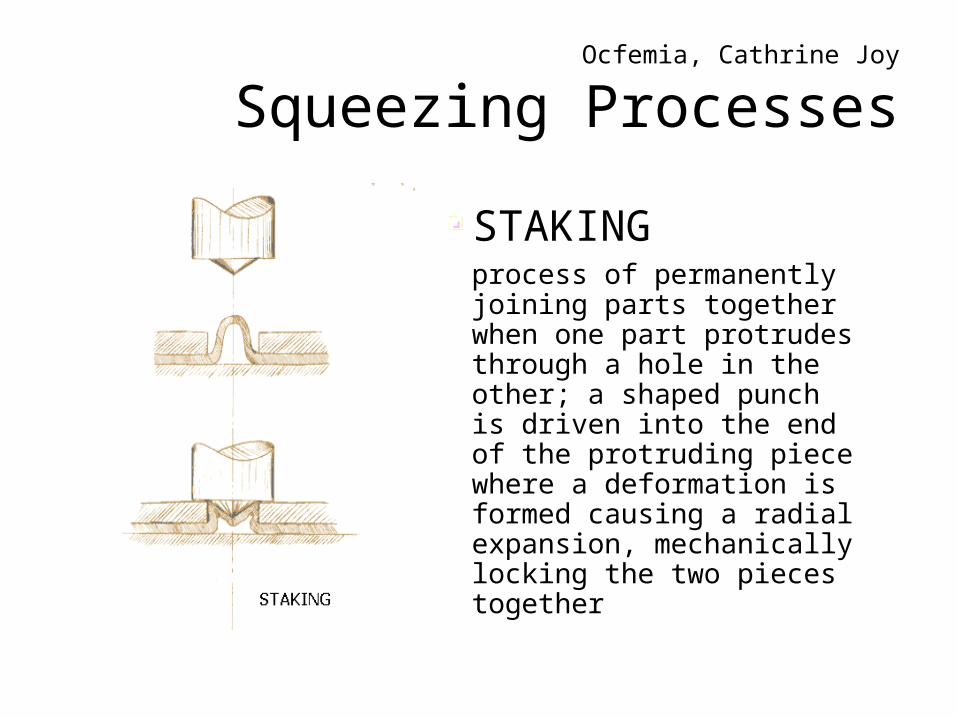
STAKINGprocess of permanently joining parts together when one part protrudes through a hole in the other; a shaped punch is driven into the end of the protruding piece where a deformation is formed causing a radial expansion, mechanically locking the two pieces together
Ocfemia, Cathrine Joy
Squeezing Processes
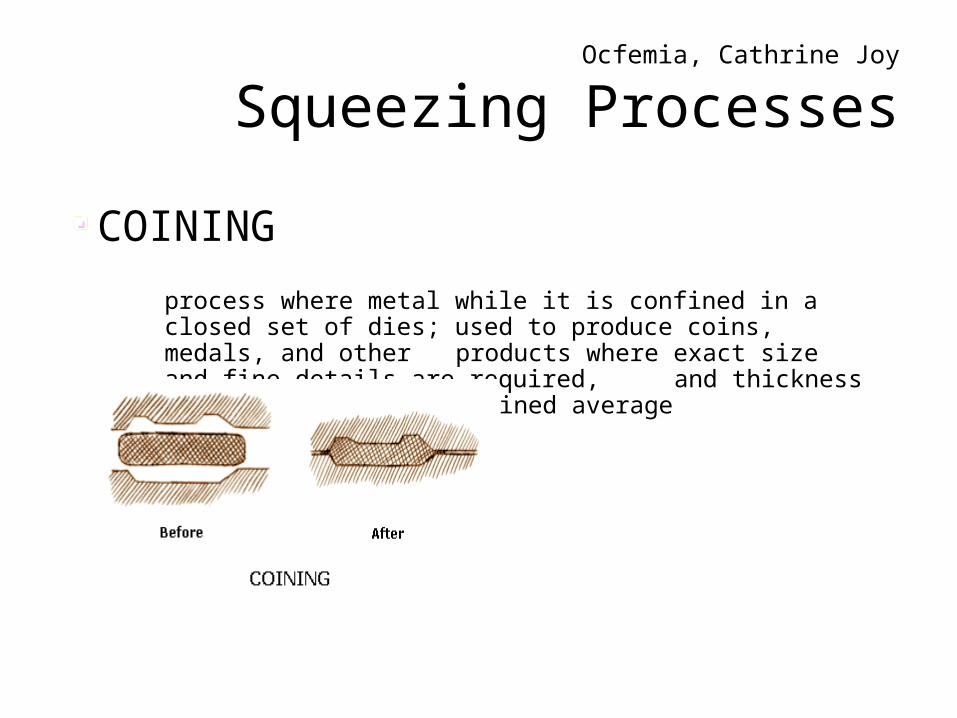
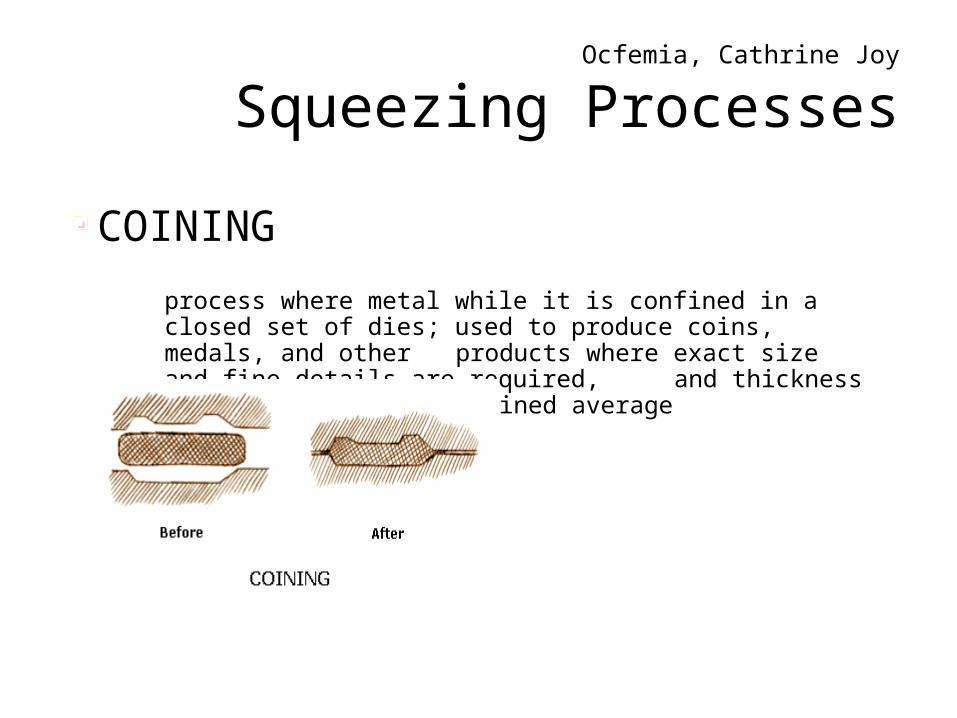
COINING
process where metal while it is confined in a closed set of dies; used to produce coins, medals, and other
products where exact size and fine details are required, and thickness varies about a
well-defined average
Ocfemia, Cathrine Joy
Squeezing Processes
PEENING
process where the surface of the metal is blasted by shot pellets; the mechanical working of surfaces by repeated blows of impelled shot or a round-nose tool
Ocfemia, Cathrine Joy
Squeezing Processes
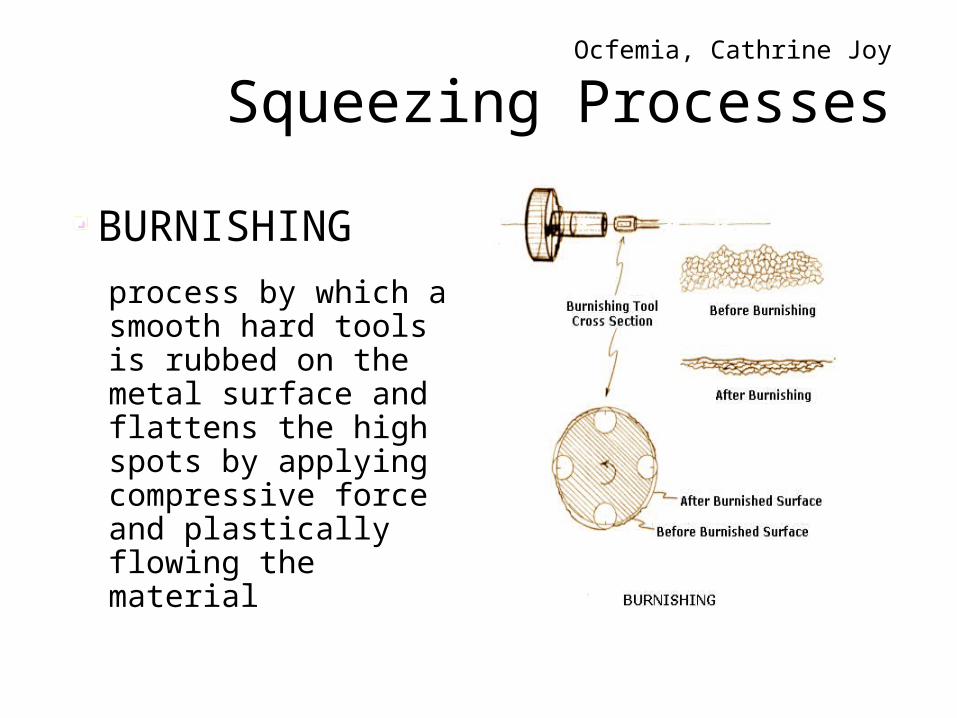
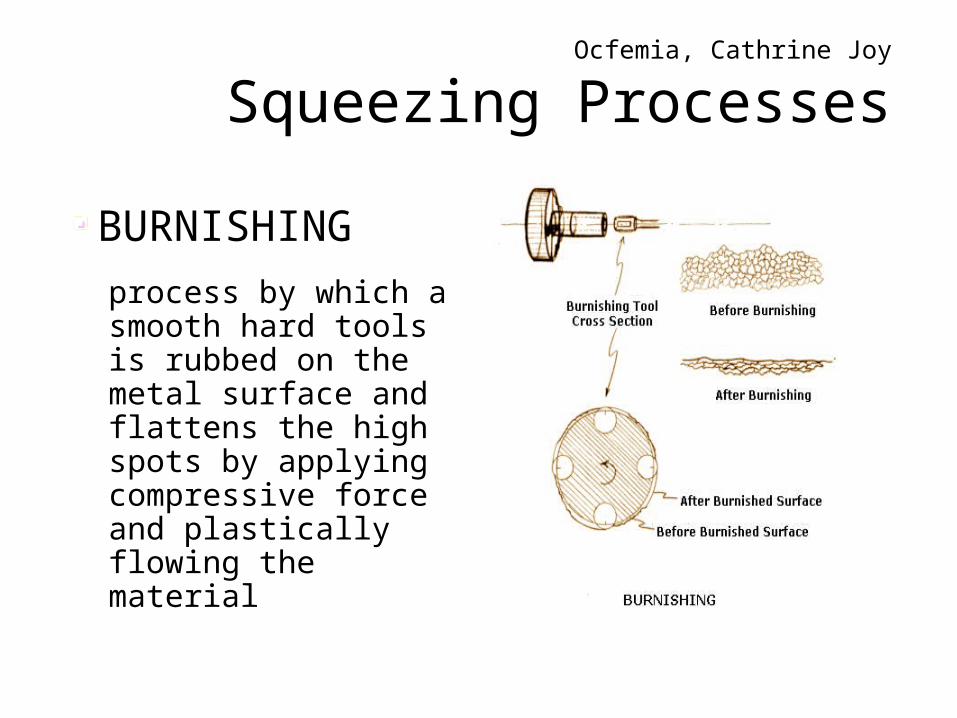
BURNISHING
process by which a smooth hard tools is rubbed on the metal surface and flattens the high spots by applying compressive force and plastically flowing the material
Ocfemia, Cathrine Joy
Squeezing Processes
HUBBING
process to used to form recessed cavities in various types of female tooling dies. This is often used to make plastic extrusion dies in an economical manner
Ocfemia, Cathrine Joy
Squeezing Processes
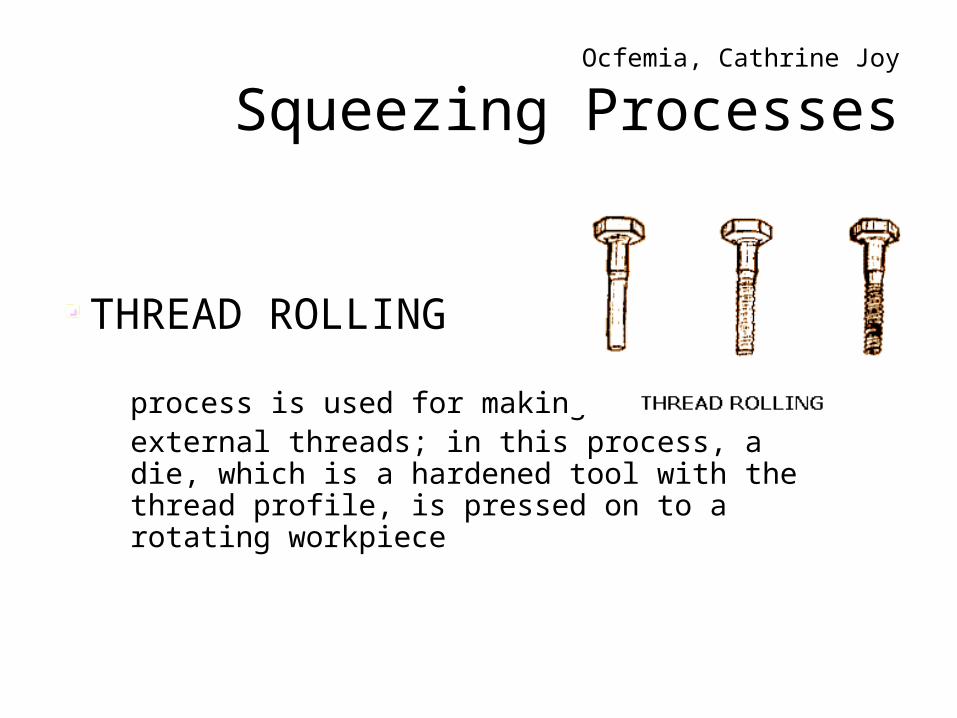
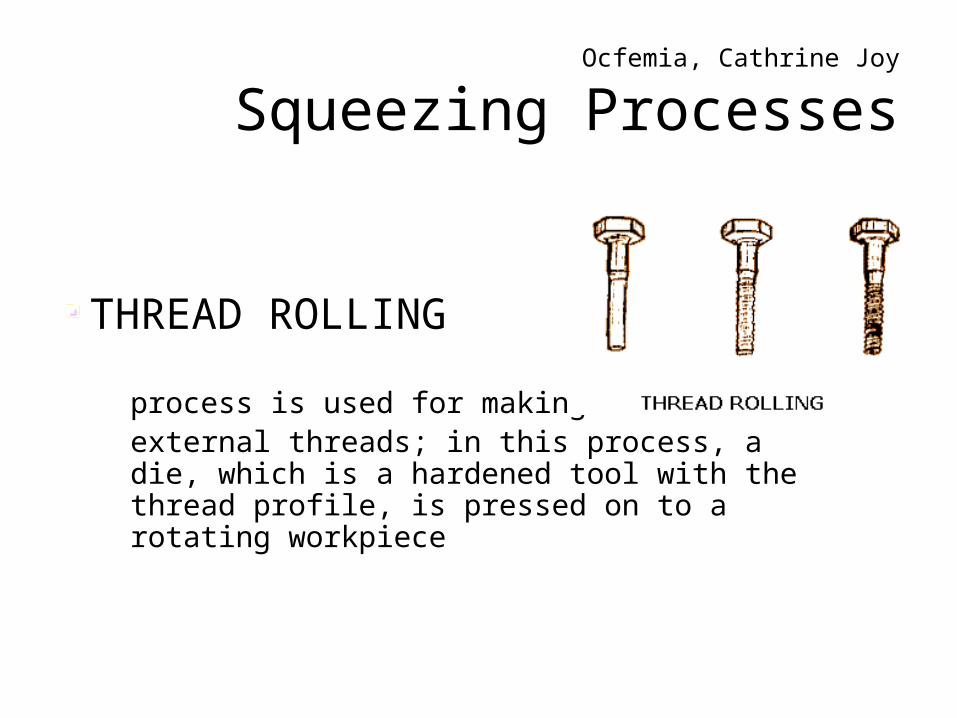
THREAD ROLLING
process is used for making external threads; in this process, a die, which is a hardened tool with the thread profile, is pressed on to a rotating workpiece
Glassl, Gerlli
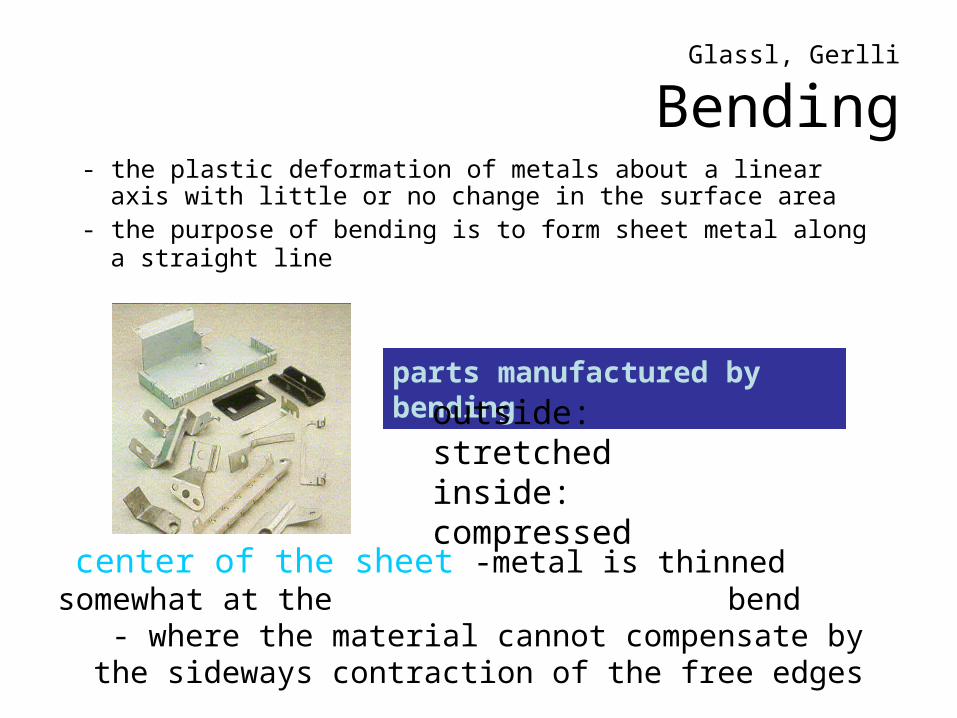
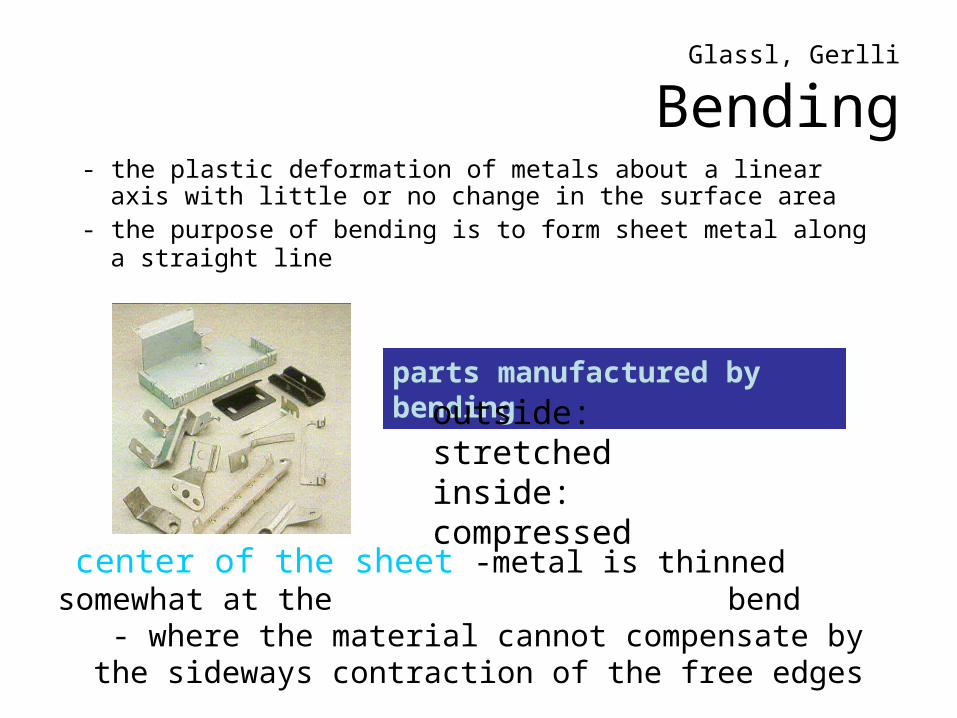
Bending- the plastic deformation of metals about a linear axis with little or no
change in the surface area
- the purpose of bending is to form sheet metal along a straight line
parts manufactured by bending
center of the sheet -metal is thinned somewhat at the bend
- where the material cannot compensate by the sideways contraction of the free edges
outside: stretched inside: compressed
Glassl, Gerlli
Bending
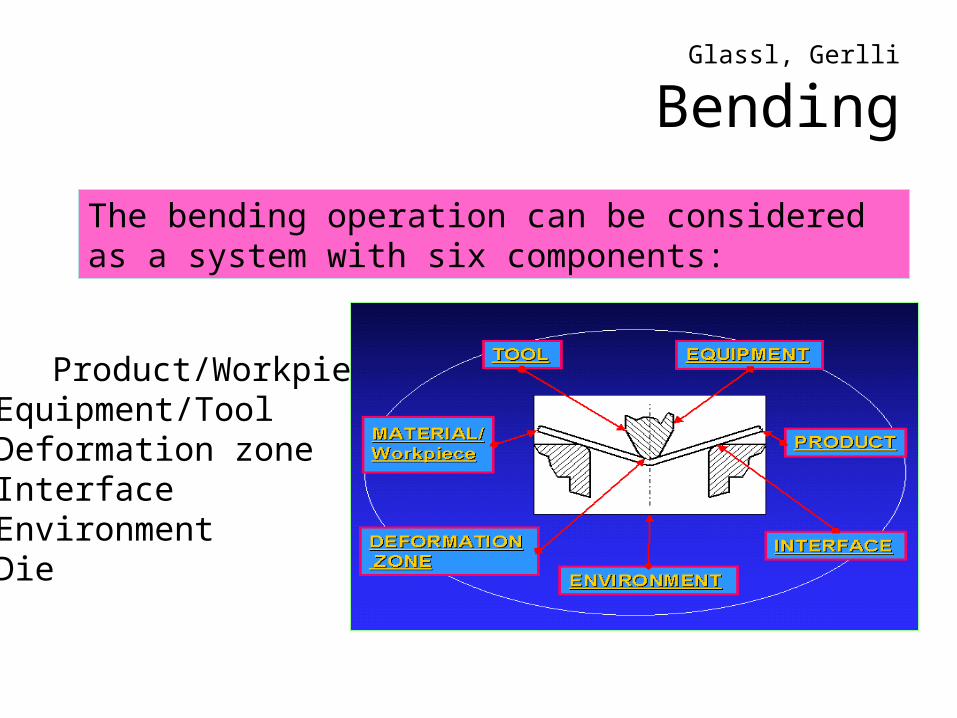
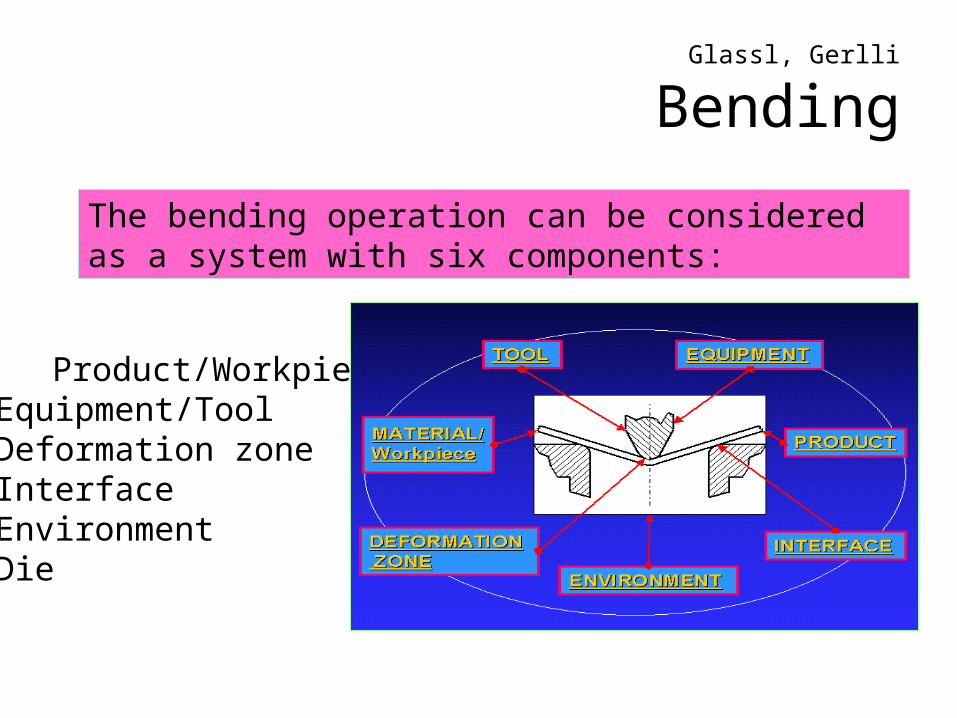
The bending operation can be considered as a system with six components:
Product/Workpiece Equipment/ToolDeformation zone Interface EnvironmentDie
Glassl, Gerlli
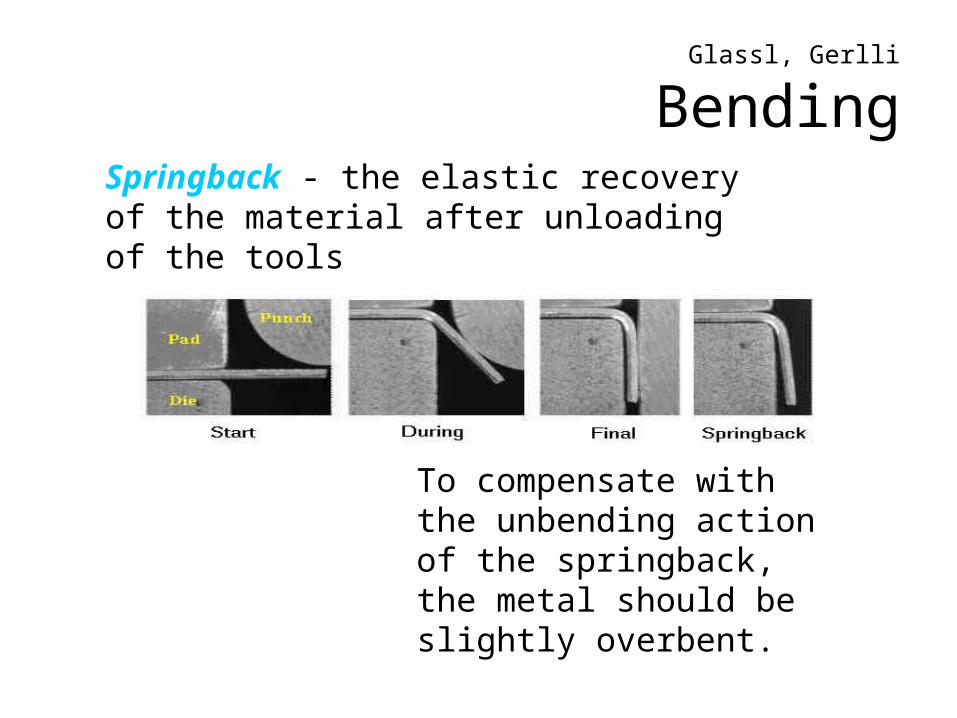
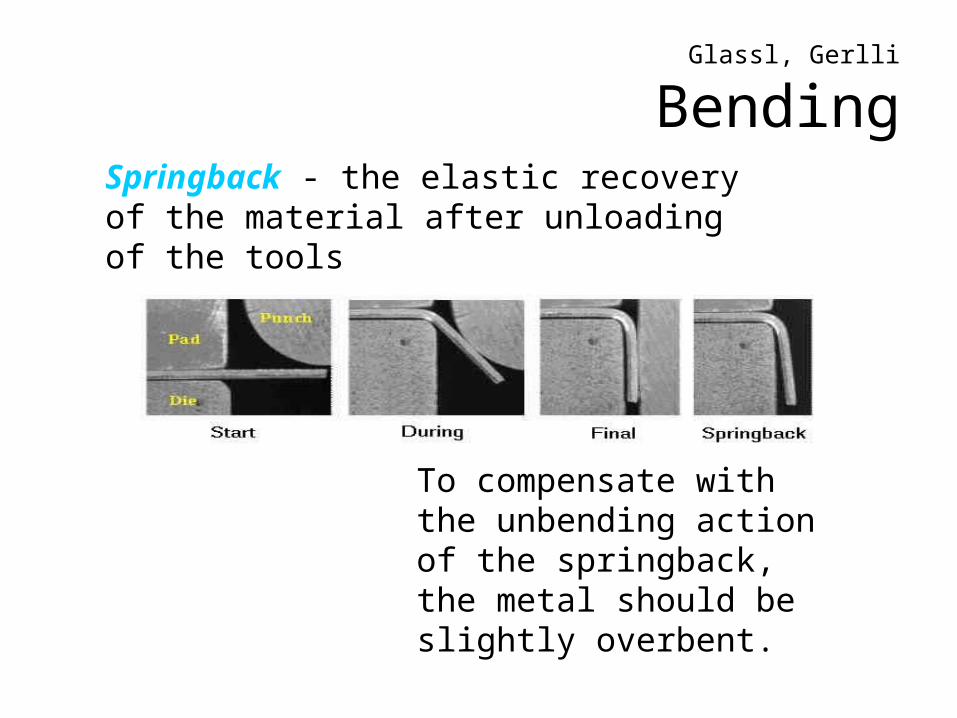
BendingSpringback - the elastic recovery of the material after unloading of the tools
To compensate with the unbending action of the springback, the metal should be slightly overbent.
Glassl, Gerlli
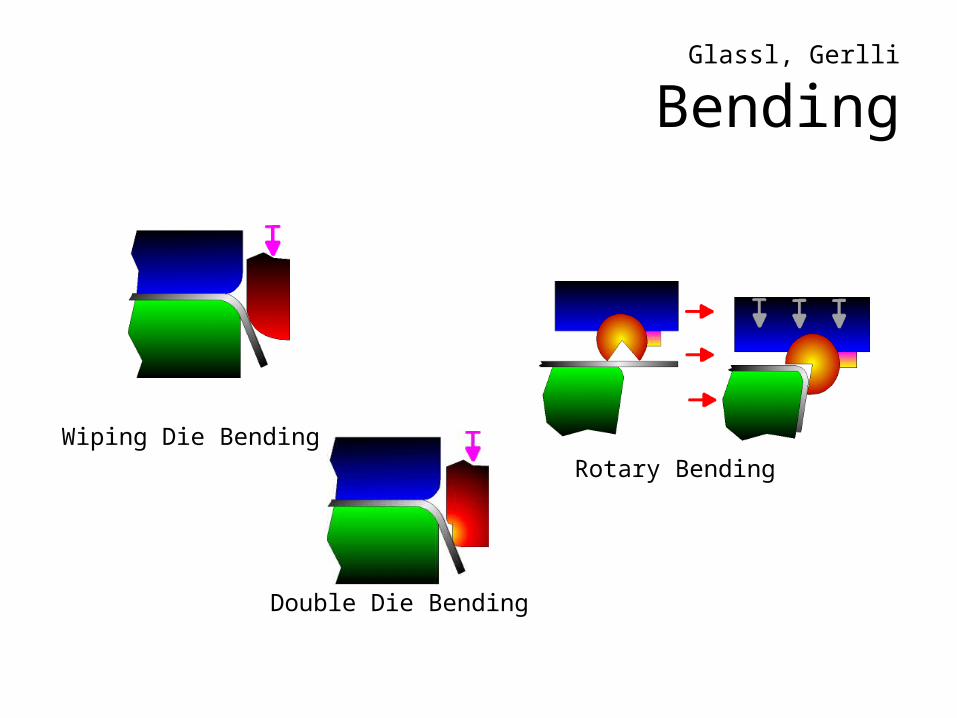
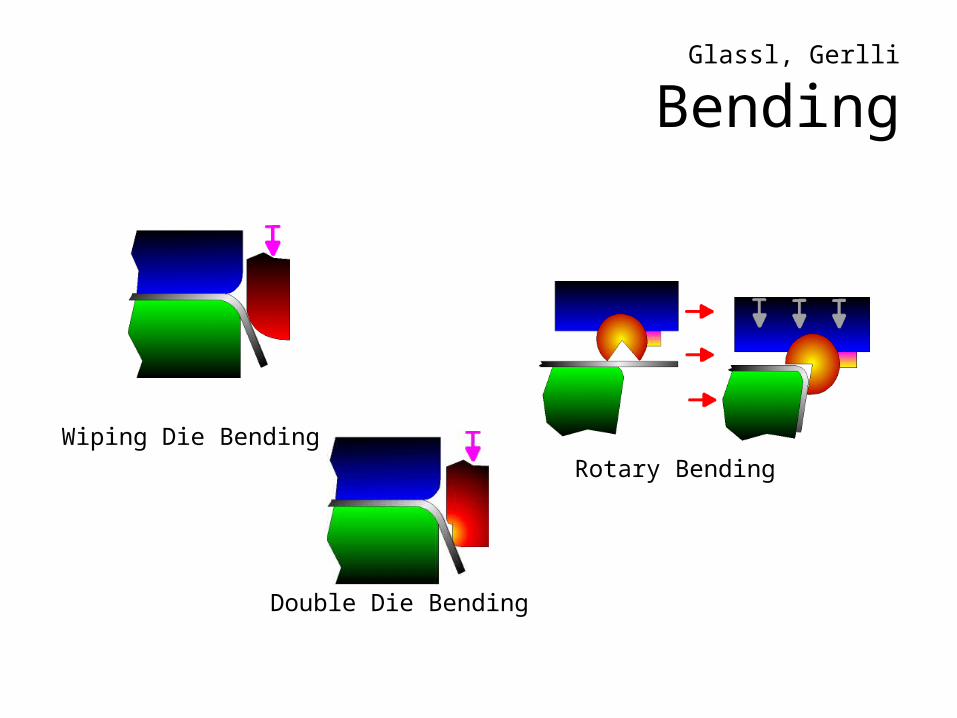
Bending
Rotary Bending
Double Die Bending
Wiping Die Bending
Glassl, Gerlli
Bending
Classifications of Bending Processes…
Roll Forming
Roll
Seaming
Straightening
Draw and Compression
Flanging
Angle
Glassl, Gerlli
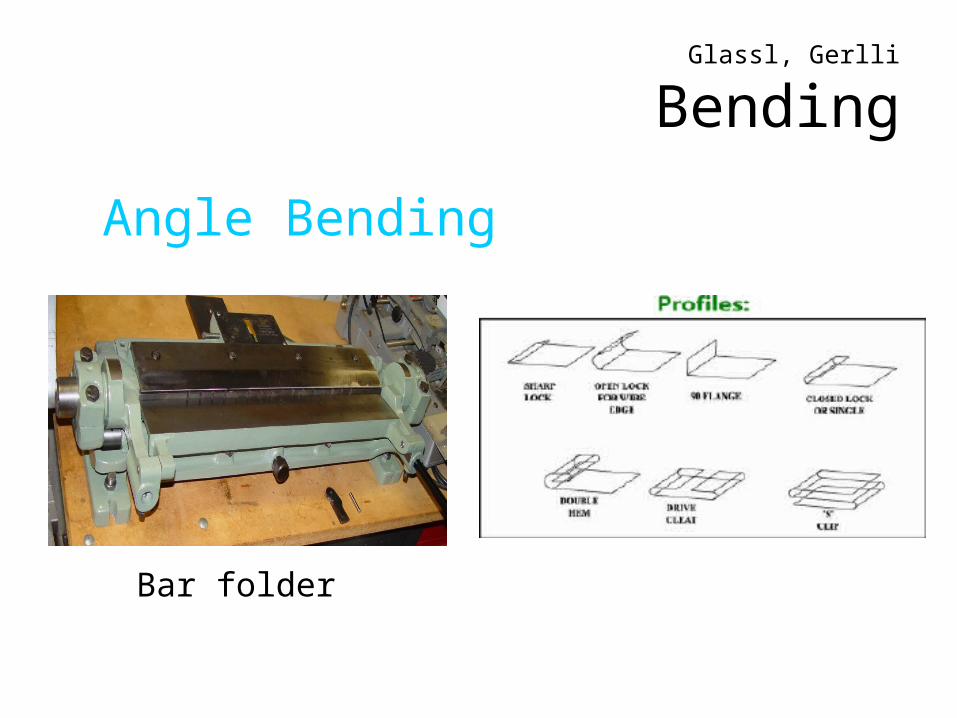
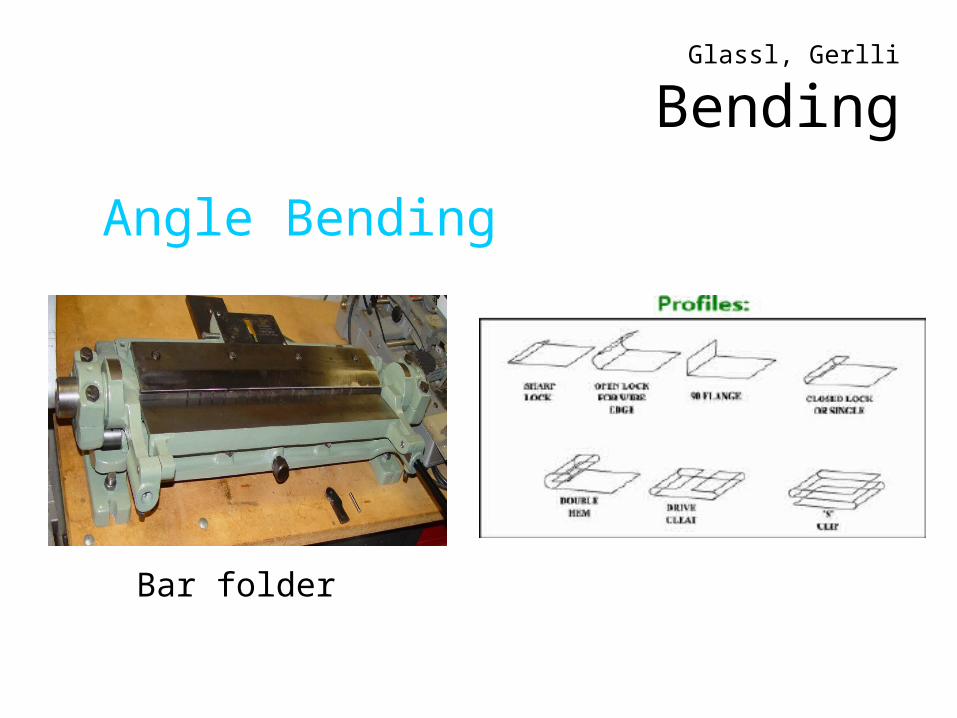
Bending
Angle Bending
Bar folder
Glassl, Gerlli
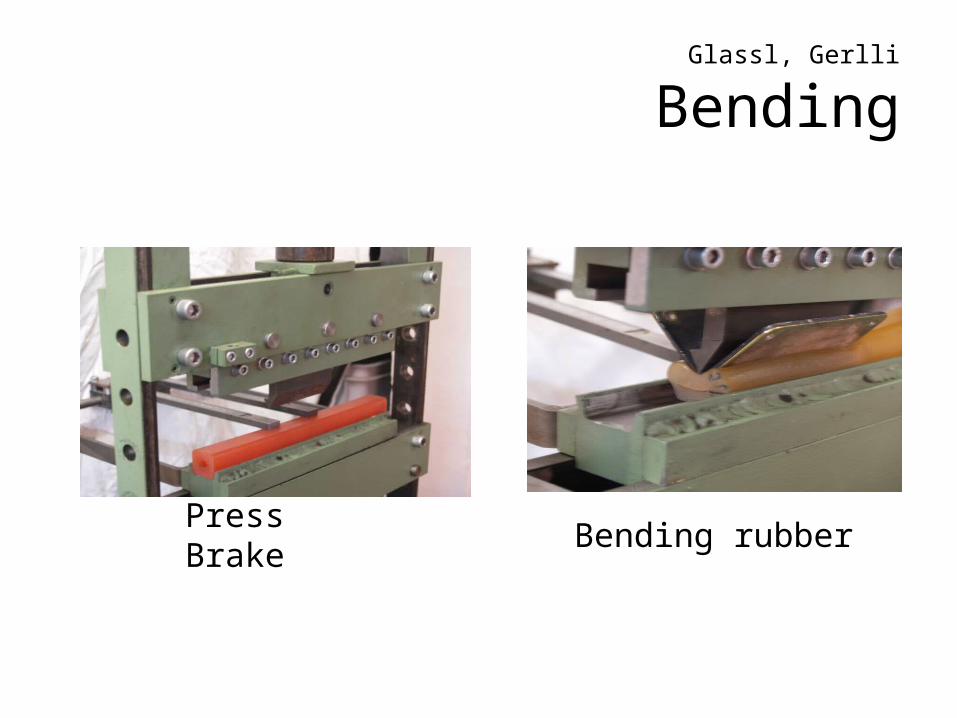
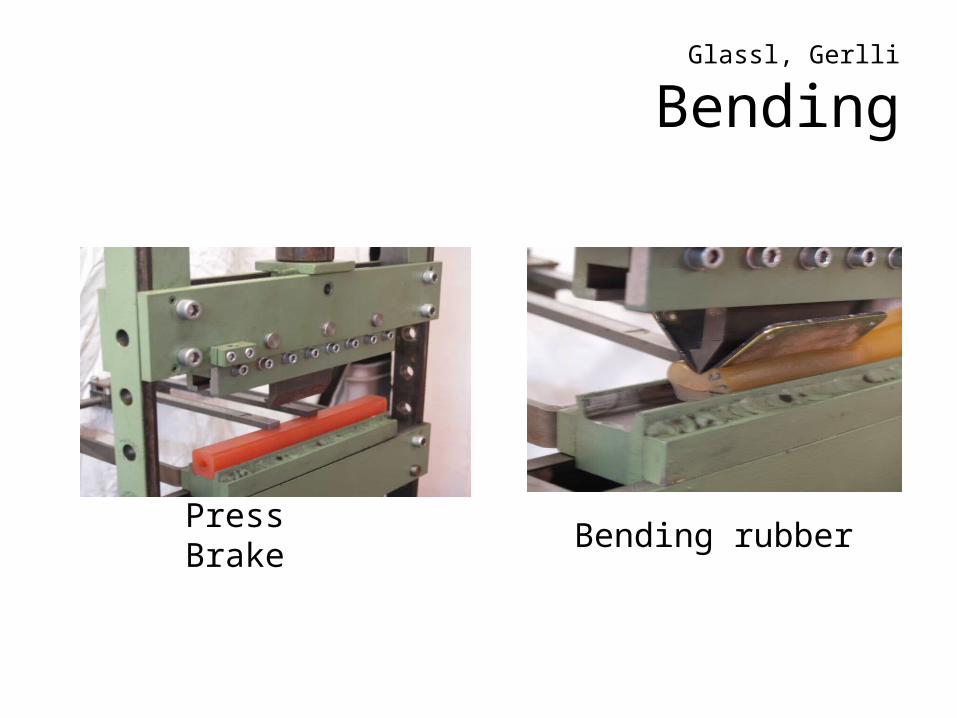
Bending
Press Brake Bending rubber
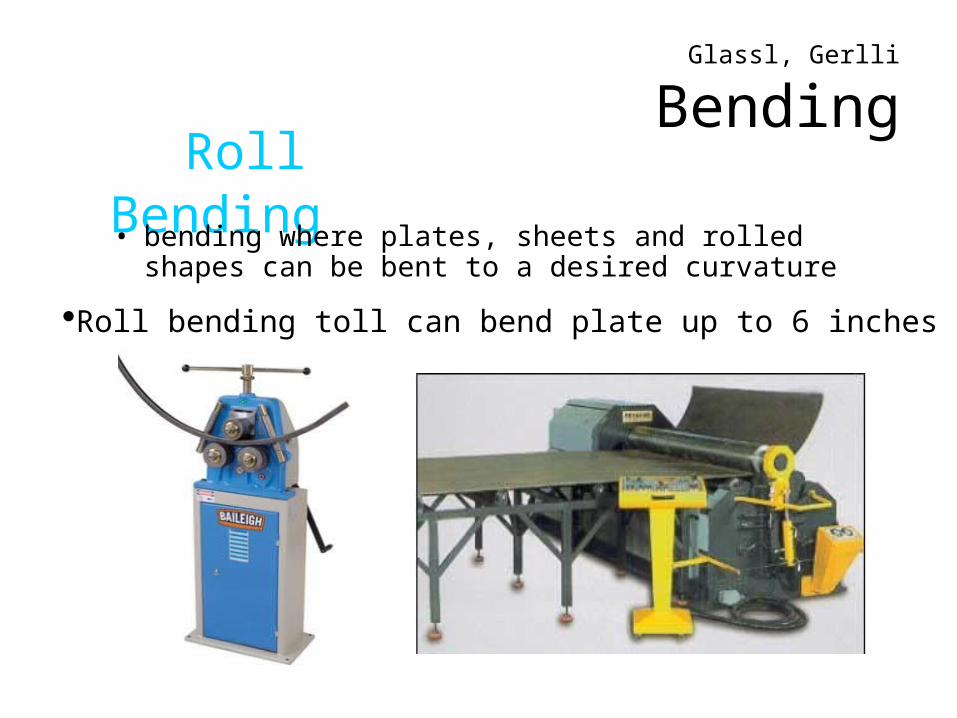
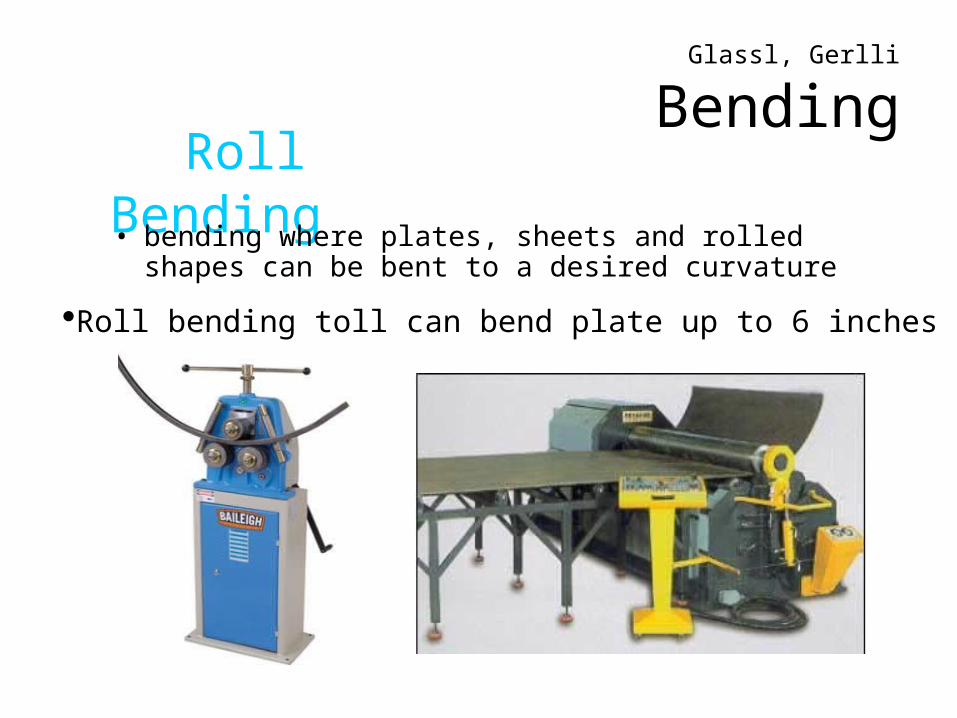
Roll Bending • bending where plates, sheets and rolled shapes can be
bent to a desired curvature
Roll bending toll can bend plate up to 6 inches thick
Glassl, Gerlli
Bending
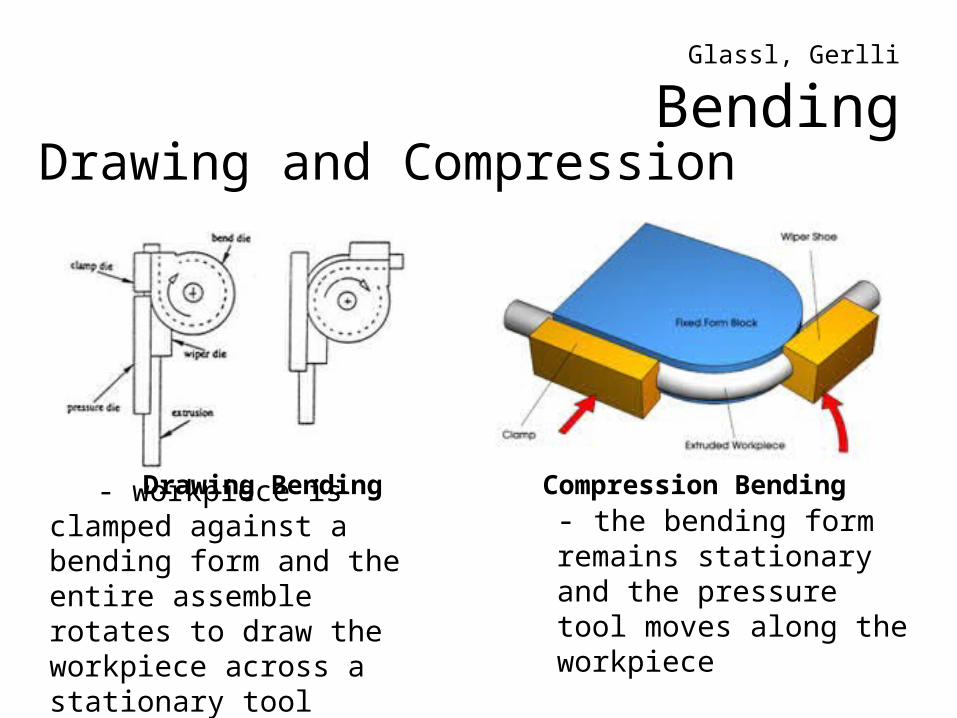
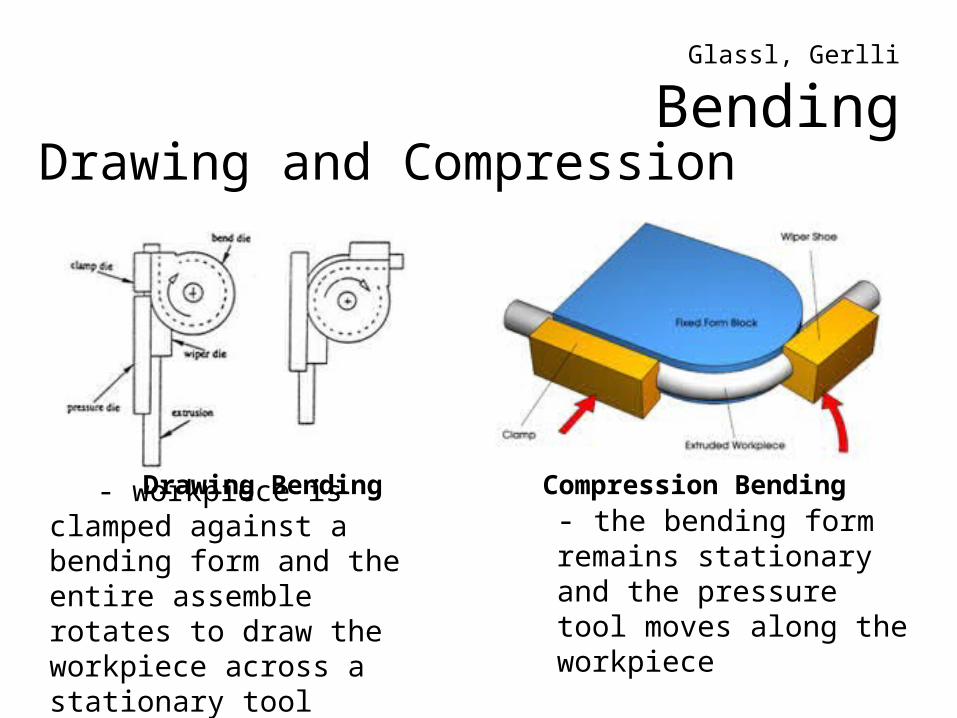
Drawing and Compression
Drawing Bending Compression Bending
- workpiece is clamped against a bending form and the entire assemble rotates to draw the workpiece across a stationary tool
- the bending form remains stationary and the pressure tool moves along the workpiece
Glassl, Gerlli
Bending
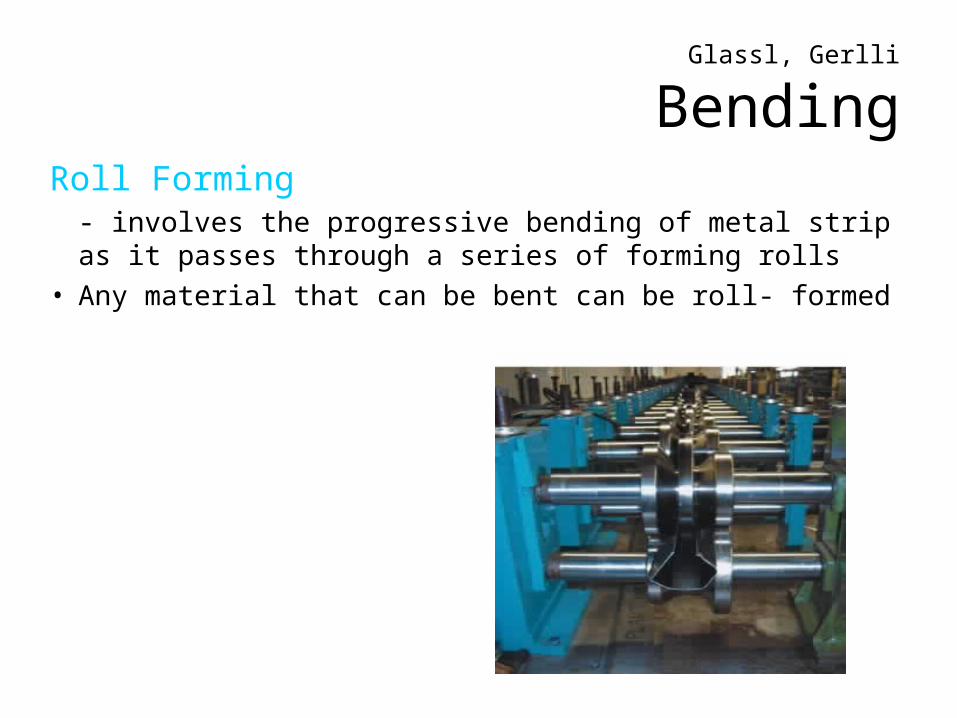
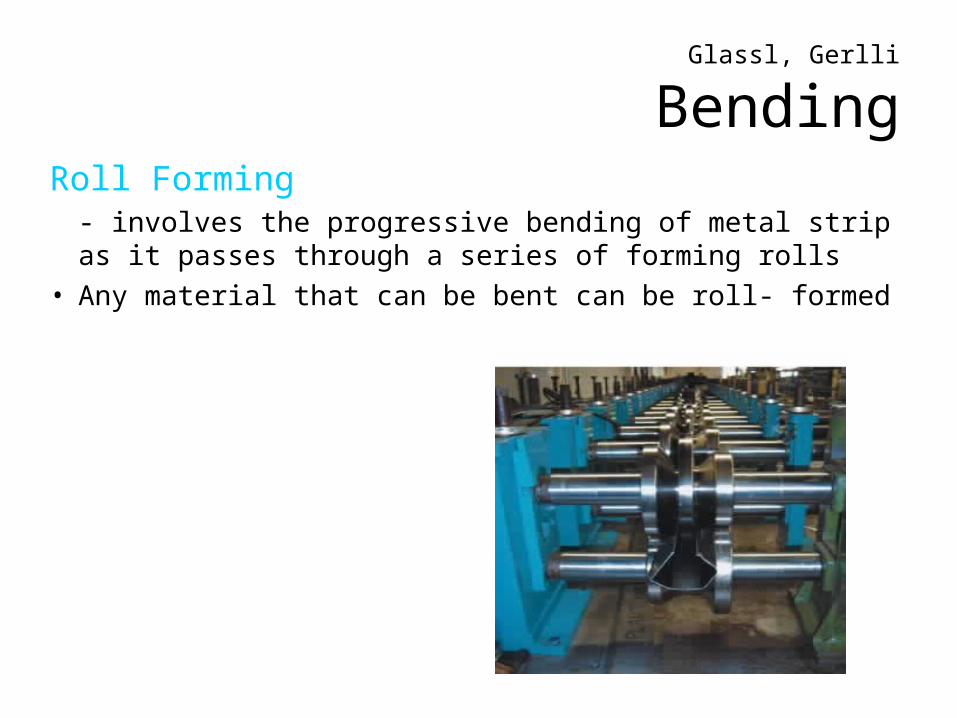
Roll Forming- involves the progressive bending of metal strip as it passes through a series of forming rolls
• Any material that can be bent can be roll- formed
Glassl, Gerlli
Bending
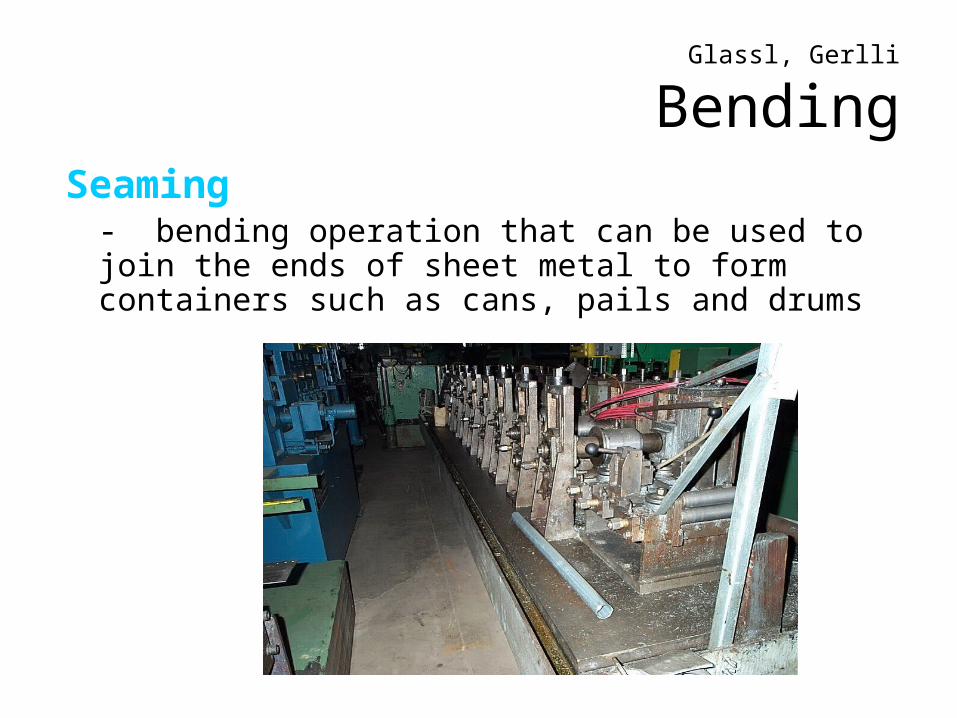
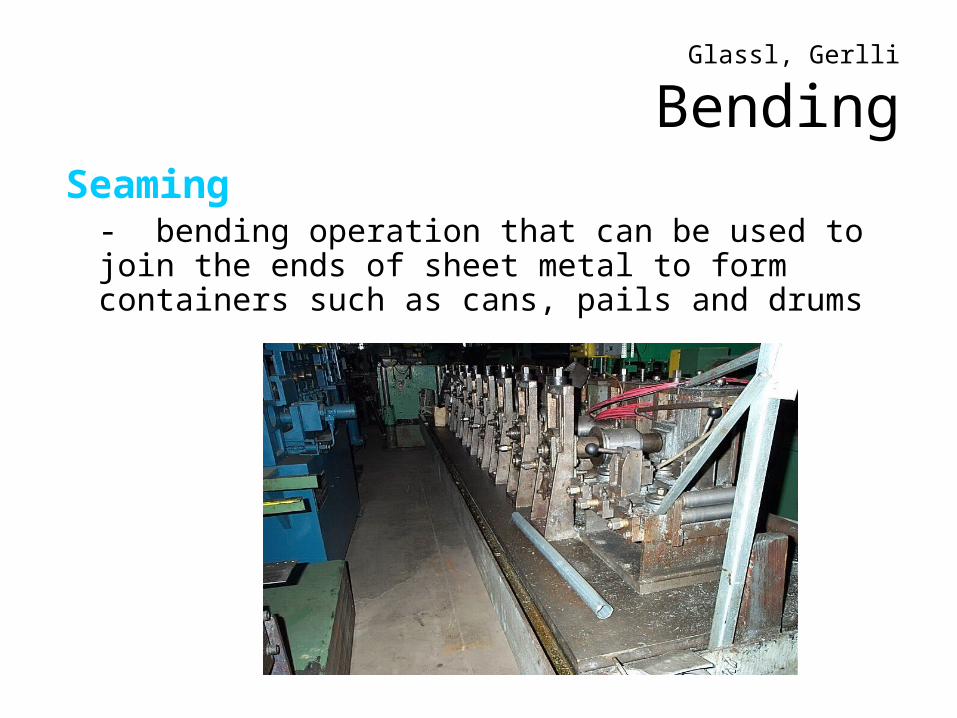
Seaming- bending operation that can be used to join the ends of sheet metal to form containers such as cans, pails and drums
Glassl, Gerlli
Bending
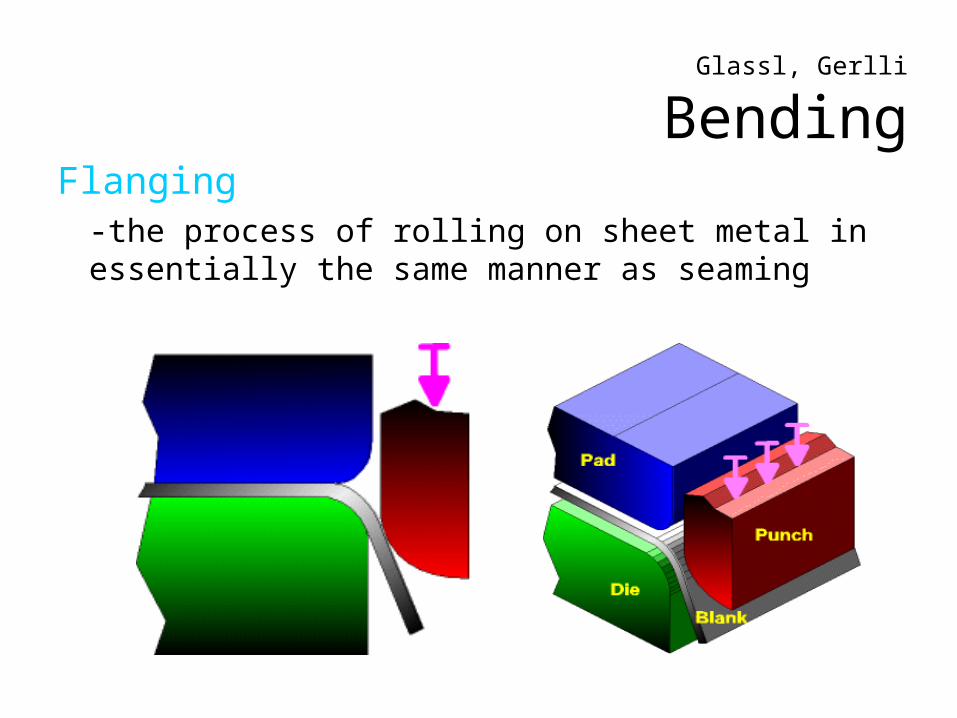
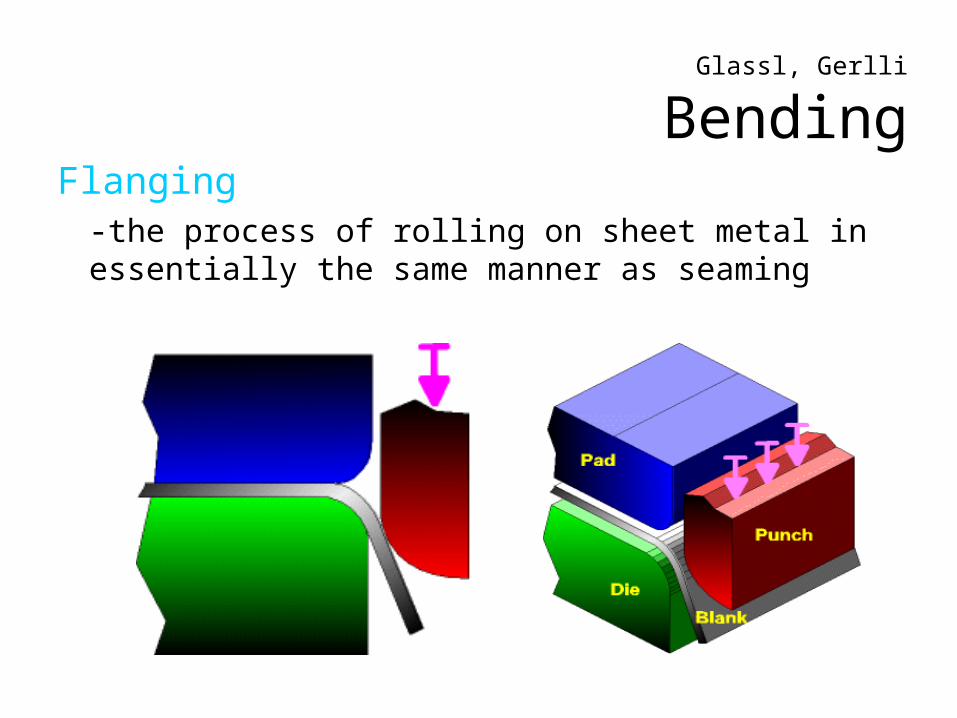
Flanging-the process of rolling on sheet metal in essentially the same manner as seaming
Glassl, Gerlli
Bending
Straightening• also known as flattening• opposite of bending
Glassl, Gerlli
Bending
Glassl, Gerlli
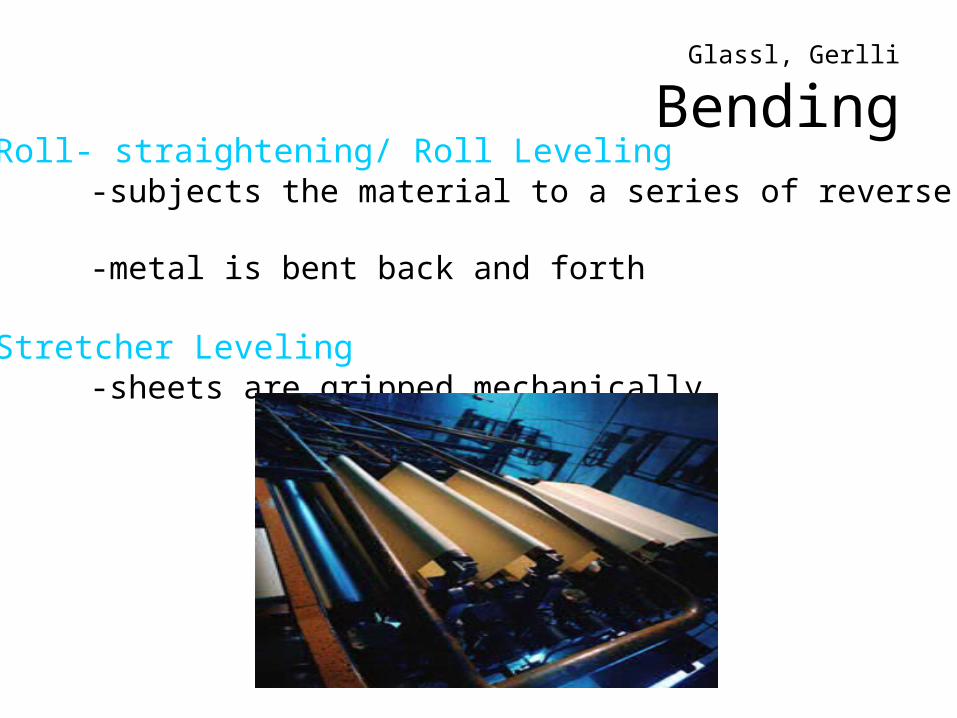
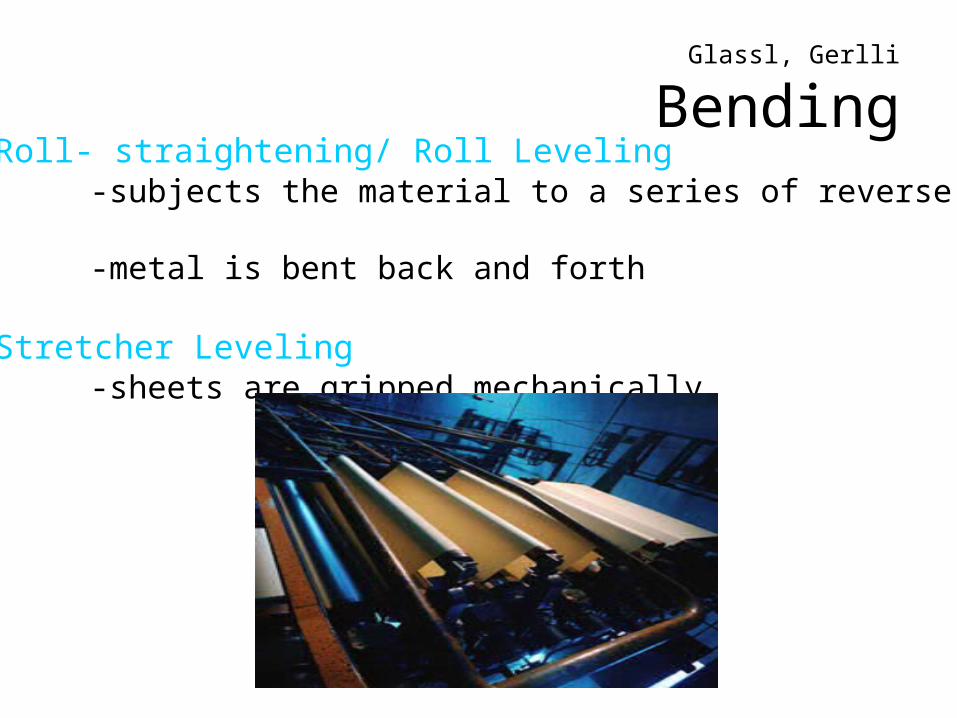
BendingRoll- straightening/ Roll Leveling
-subjects the material to a series of reverse bends
-metal is bent back and forth
Stretcher Leveling-sheets are gripped mechanically
Glassl, Gerlli
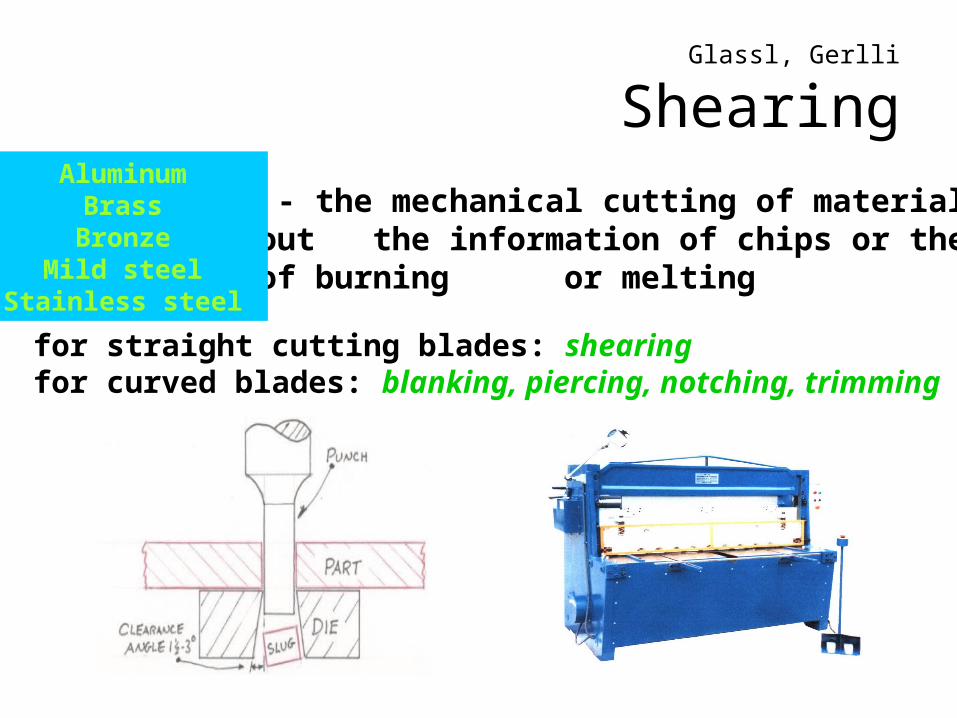
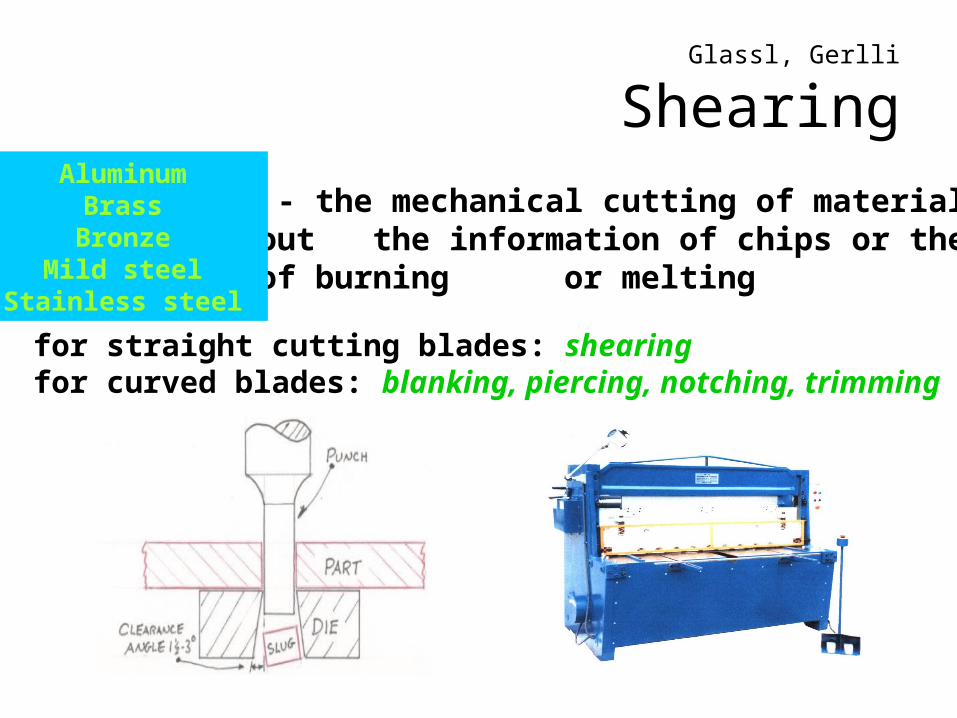
Shearing- the mechanical cutting of materials without the information of chips or the use of burning or melting
for straight cutting blades: shearingfor curved blades: blanking, piercing, notching, trimming
Aluminum Brass
Bronze Mild steel
Stainless steel
Glassl, Gerlli
Shearing
Classifications of Shearing Processes…
Blanking
Piercing
Shaving
Cutoff
NotchingTrimming
Slitting
Dinking
Glassl, Gerlli
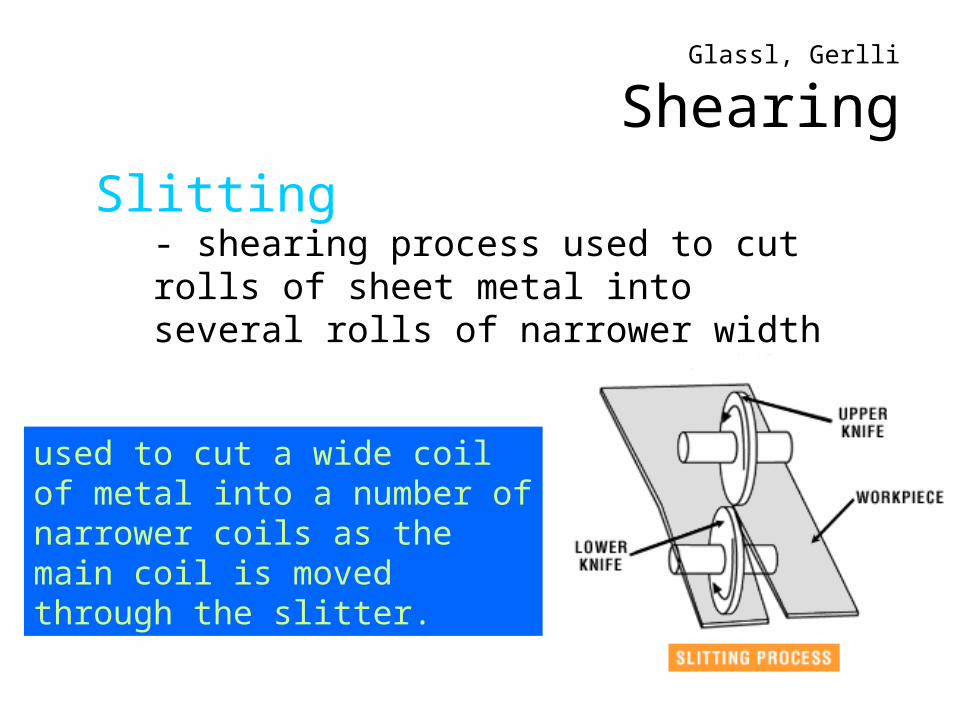
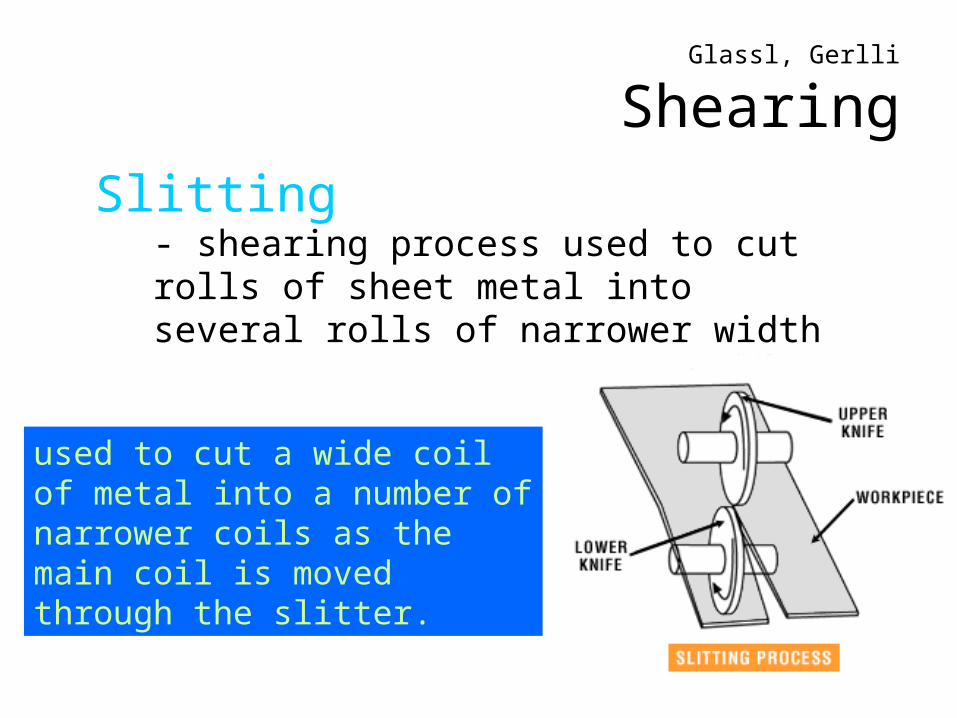
ShearingSlitting
- shearing process used to cut rolls of sheet metal into several rolls of narrower width
used to cut a wide coil of metal into a number of narrower coils as the main coil is moved through the slitter.
Glassl, Gerlli
Shearing
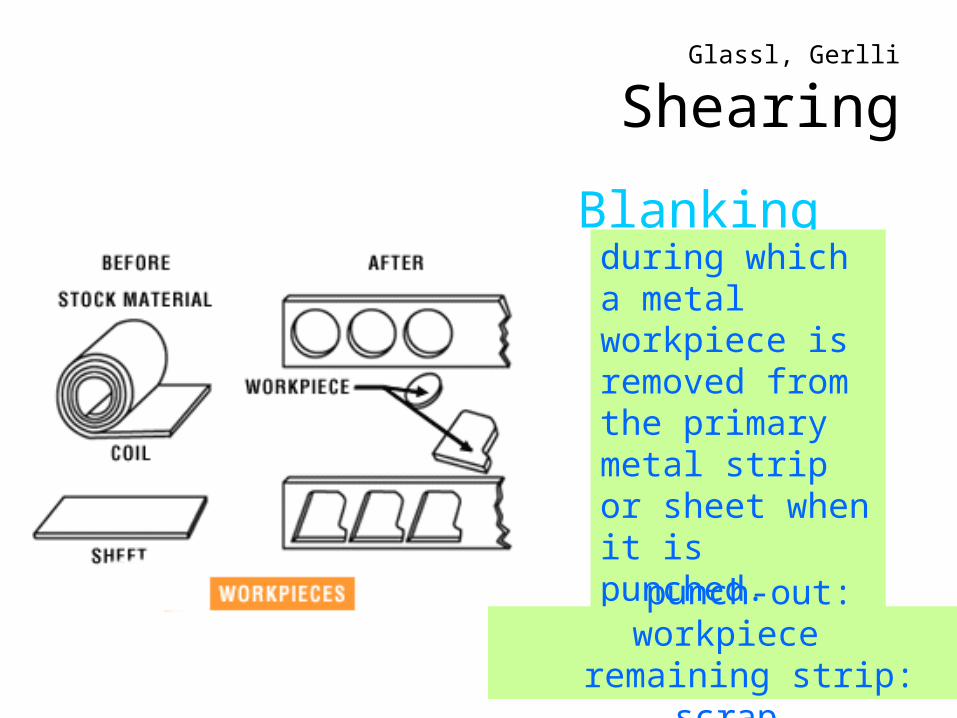
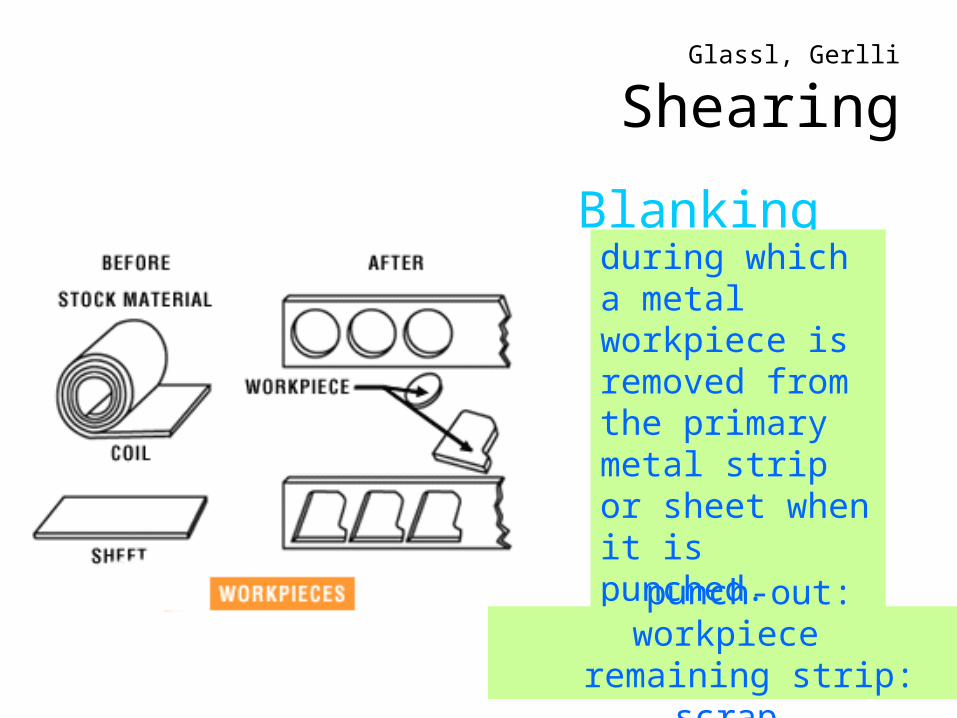
Blanking
during which a metal workpiece is removed from the primary metal strip or sheet when it is punched.
punch-out: workpiece
remaining strip: scrap
Glassl, Gerlli
Shearing
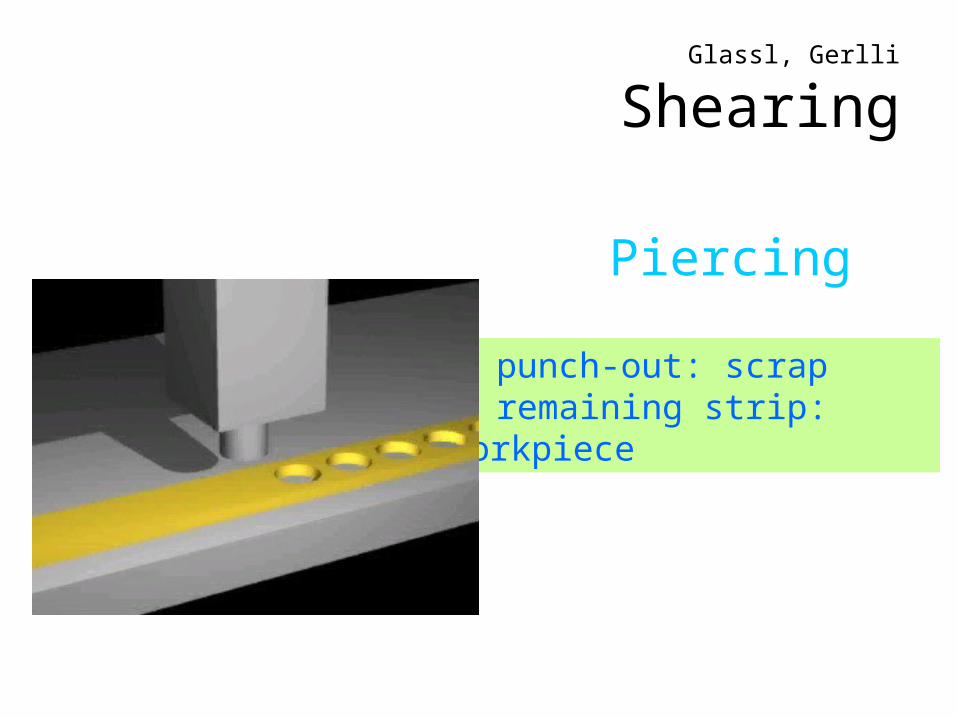
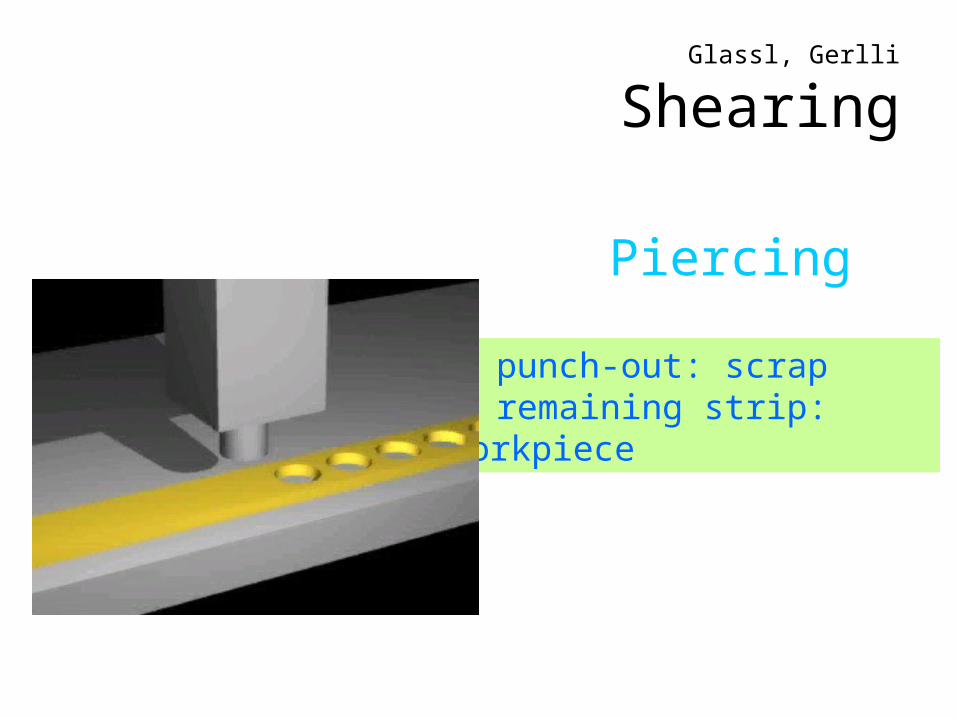
Piercing
punch-out: scrapremaining strip: workpiece
Glassl, Gerlli
Shearing
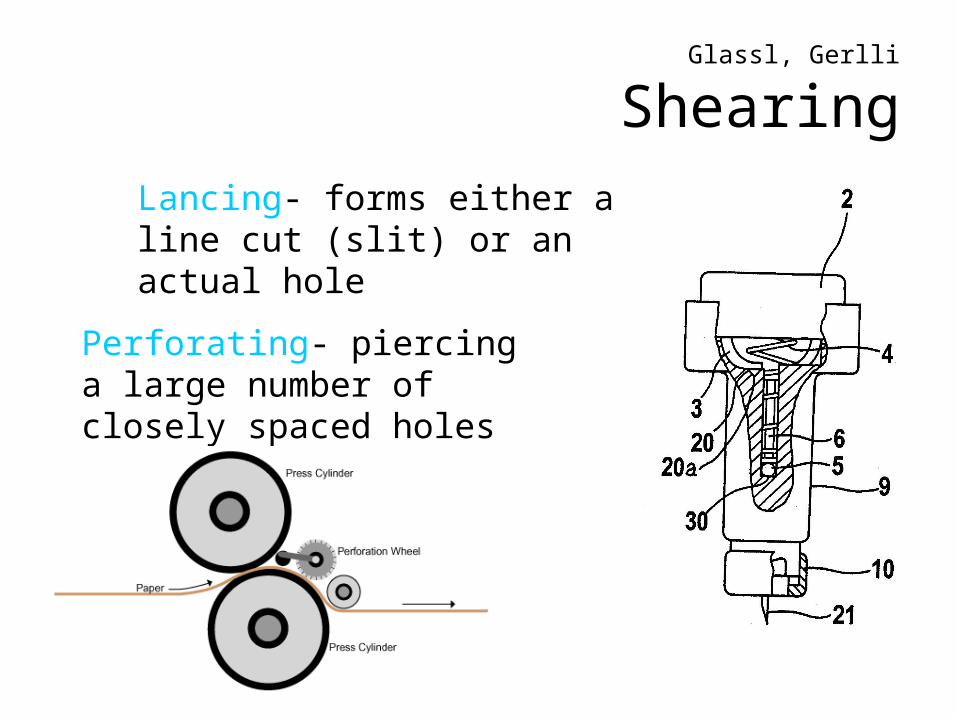
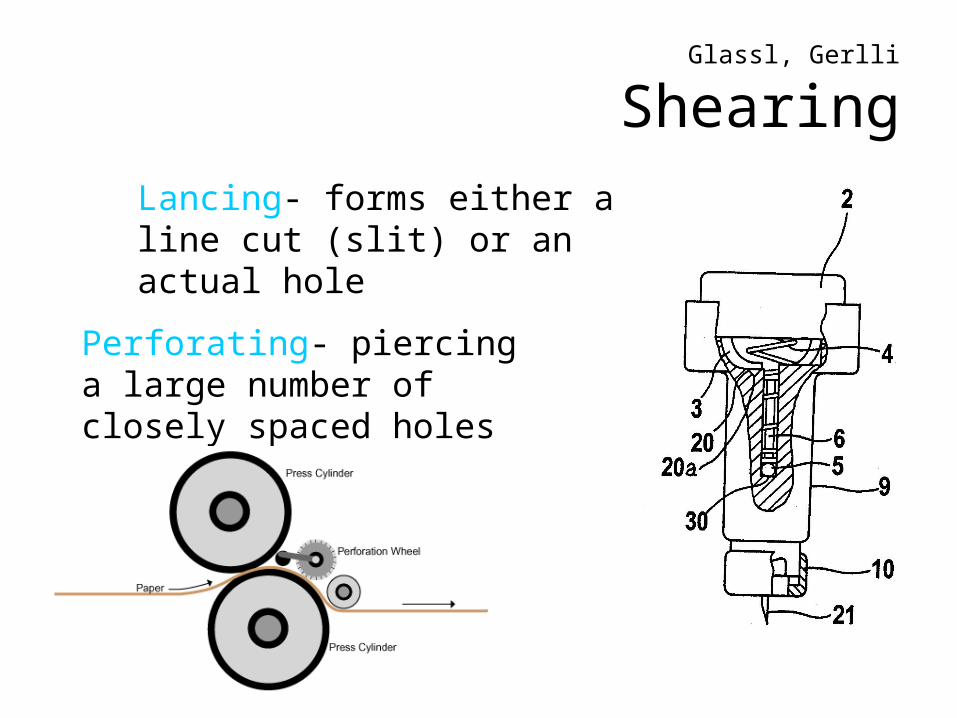
Lancing- forms either a line cut (slit) or an actual hole
Perforating- piercing a large number of closely spaced holes
Glassl, Gerlli
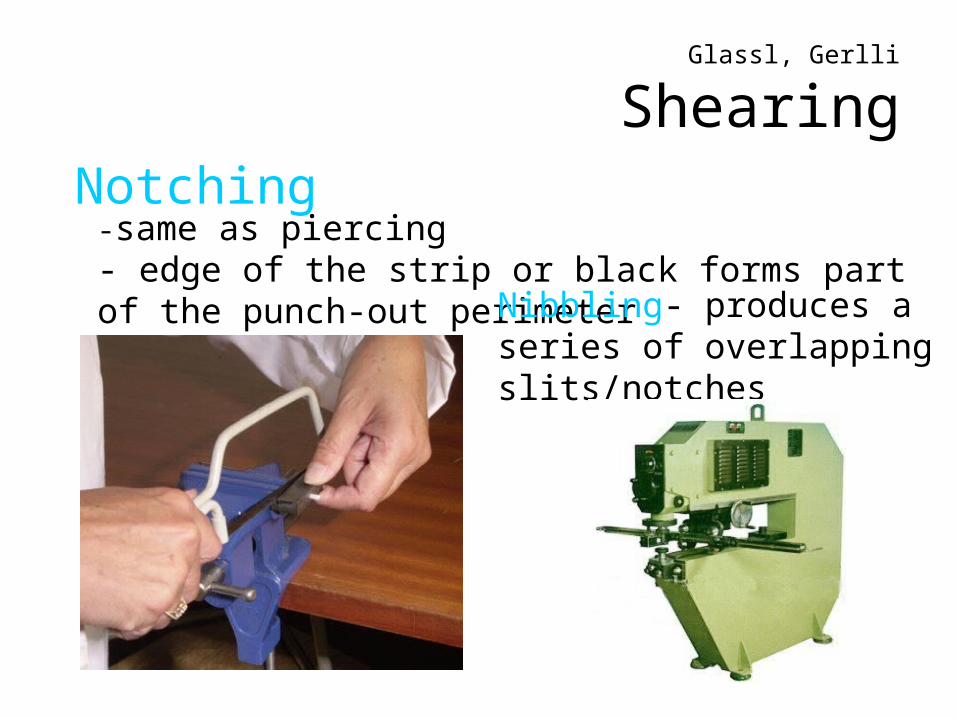
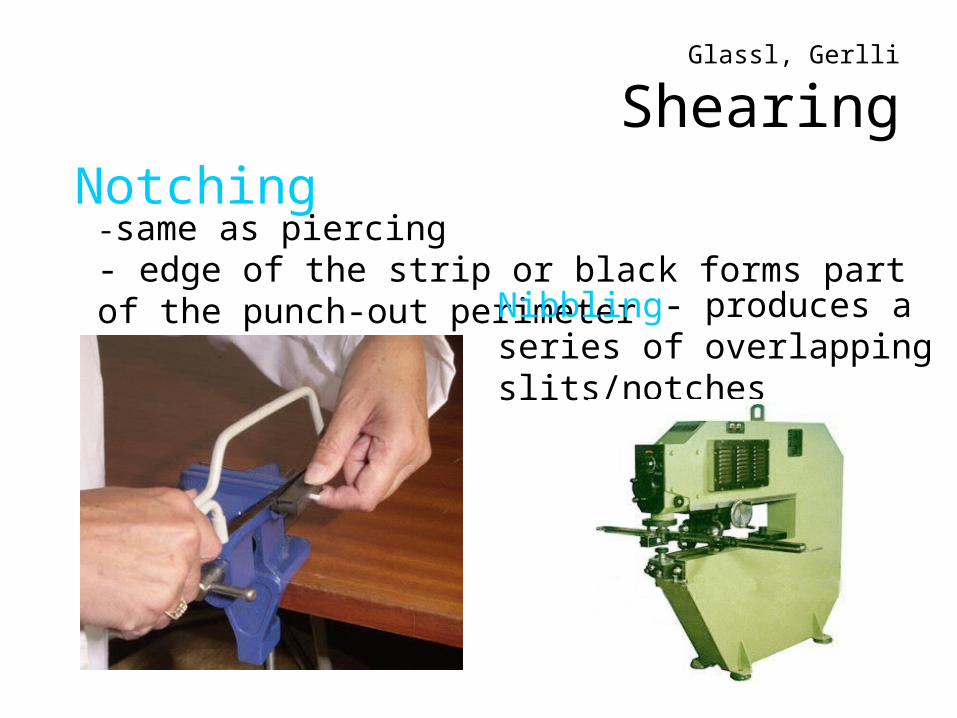
ShearingNotching-same as piercing- edge of the strip or black forms part of the punch-out perimeter Nibbling- produces a series
of overlapping slits/notches
Glassl, Gerlli
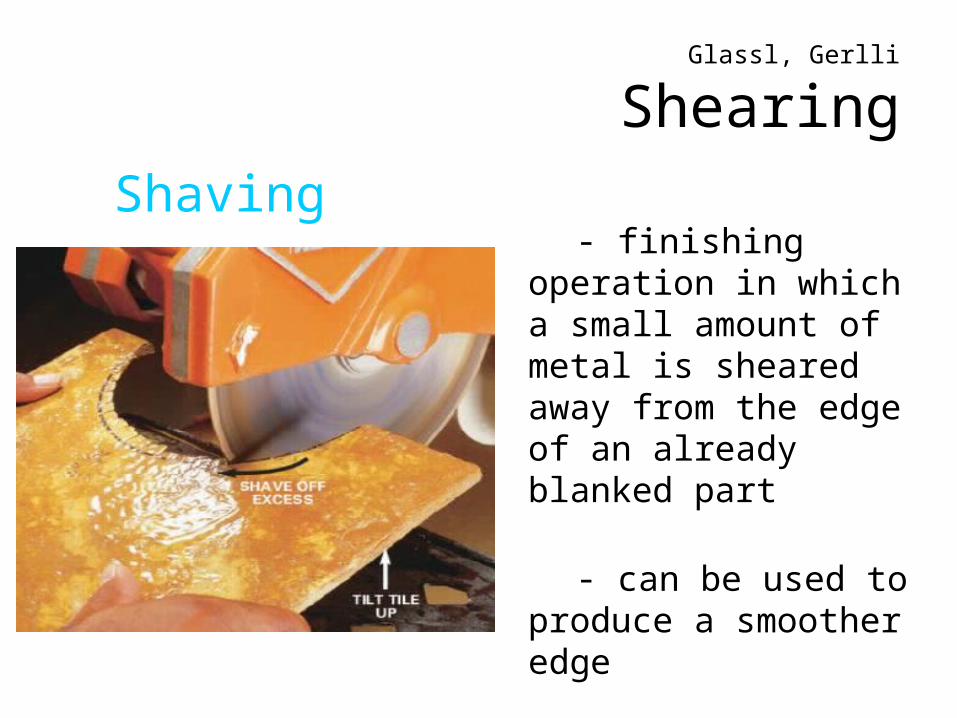
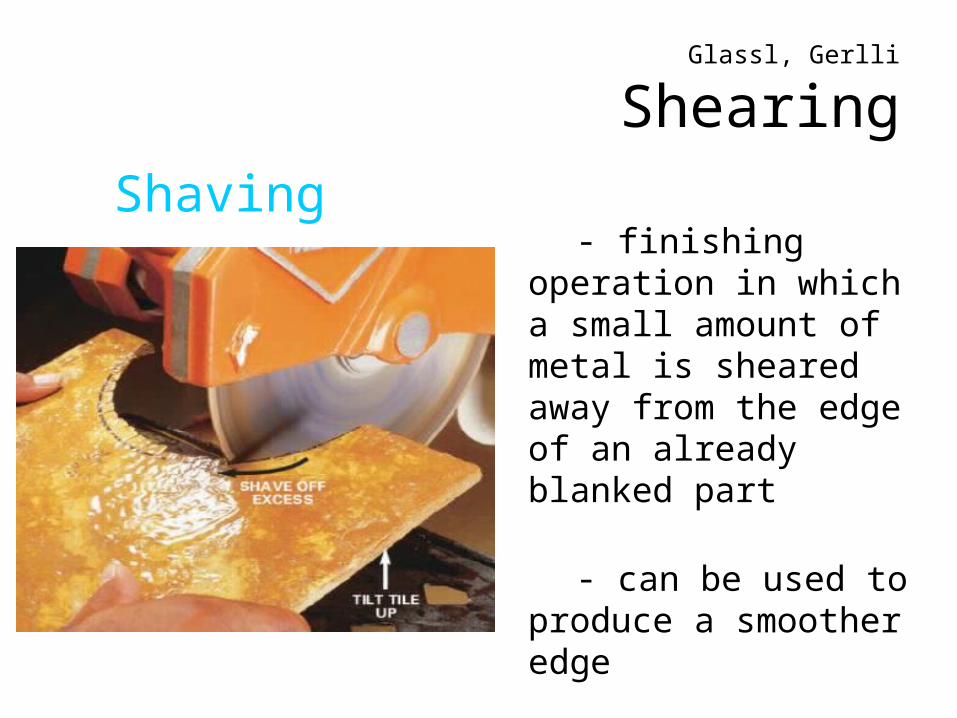
ShearingShaving
- finishing operation in which a small amount of metal is sheared away from the edge of an already blanked part
- can be used to produce a smoother edge

Glassl, Gerlli
Shearing
Trimming
Glassl, Gerlli
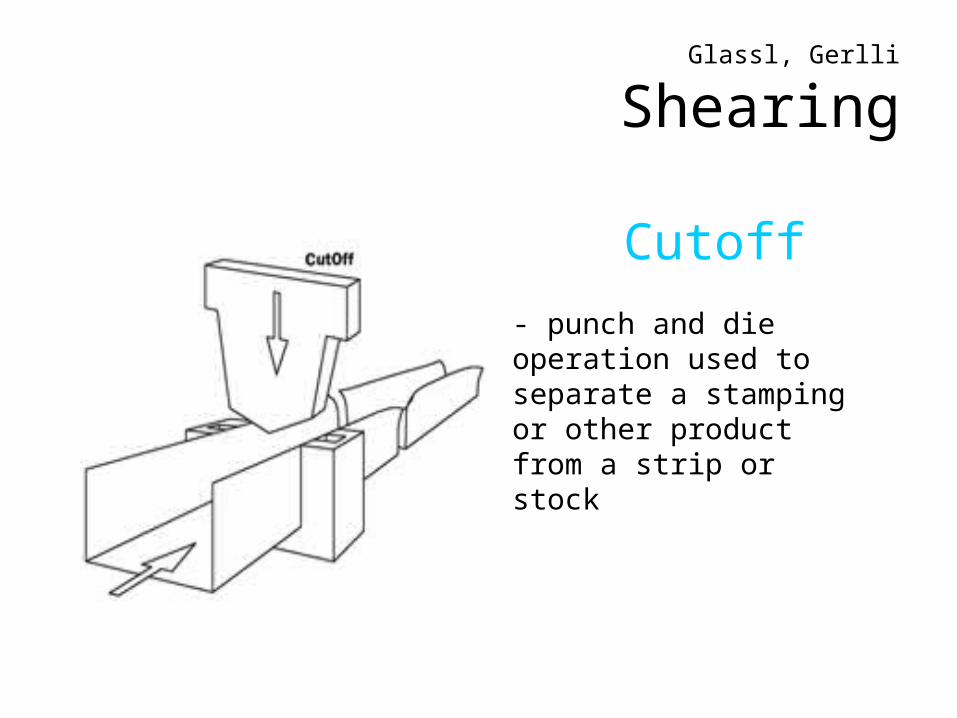
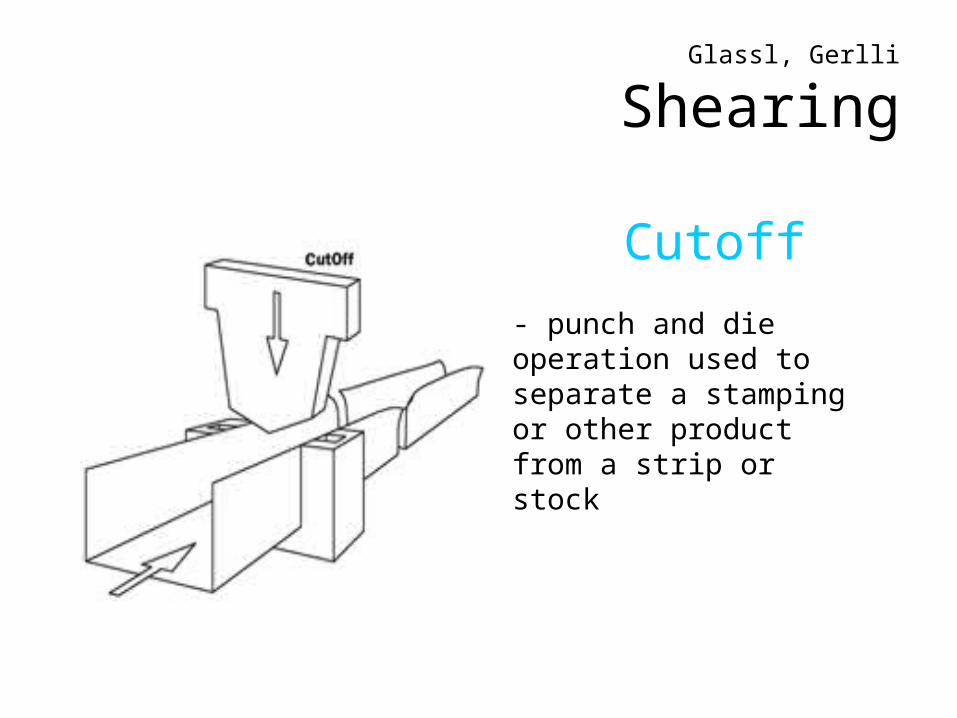
Shearing
- punch and die operation used to separate a stamping or other product from a strip or stock
Cutoff
Glassl, Gerlli
Shearing
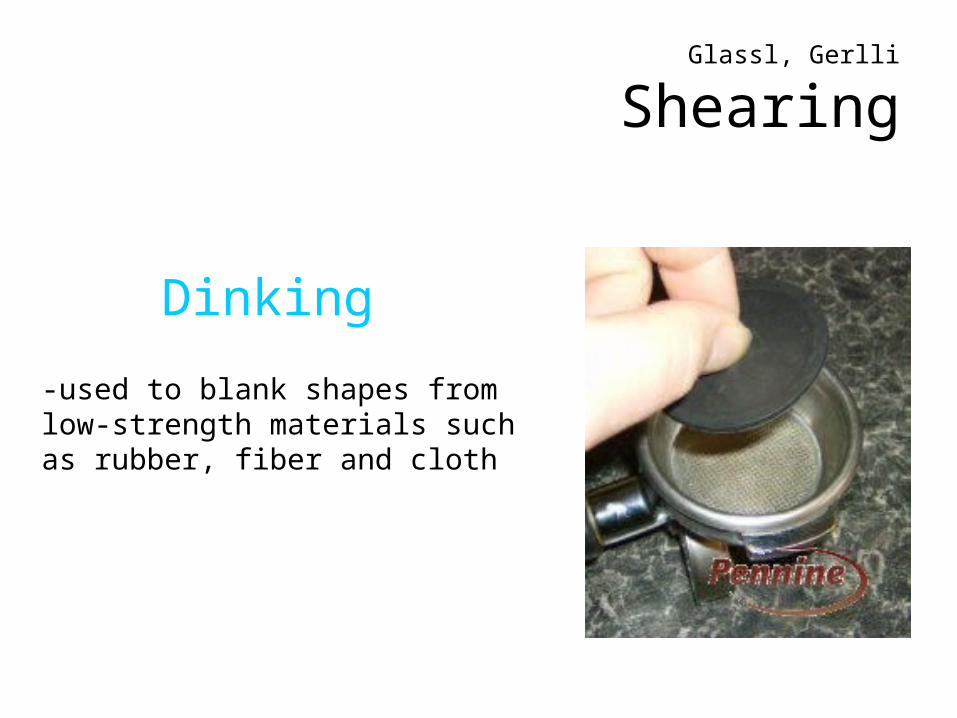
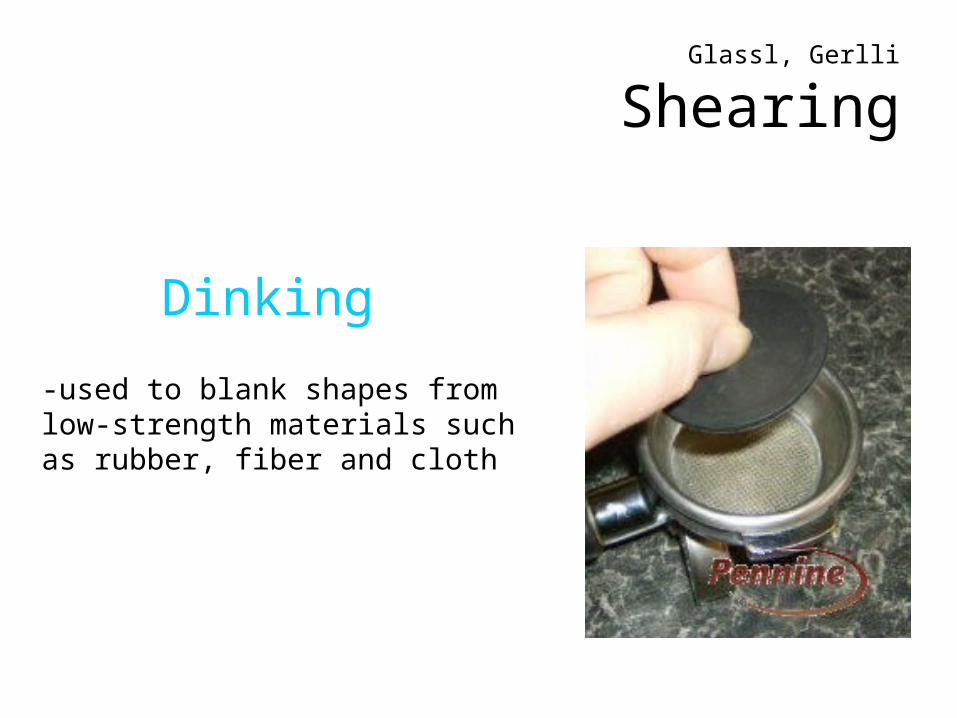
Dinking
-used to blank shapes from low-strength materials such as rubber, fiber and cloth
Ligon, Jennilyn
Drawing and Sheet Metal Forming
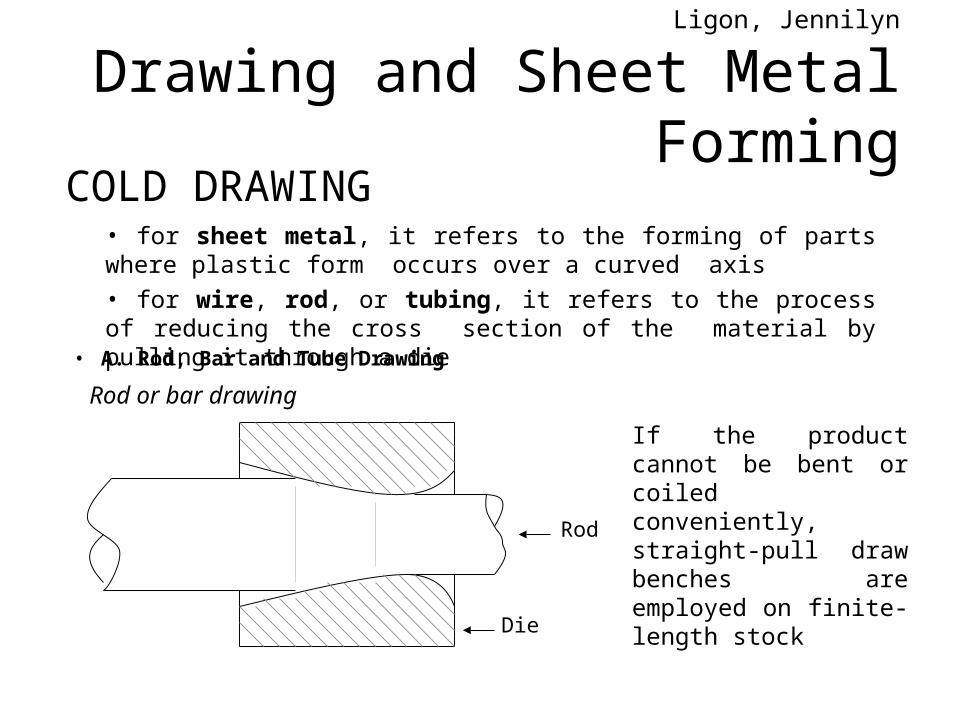
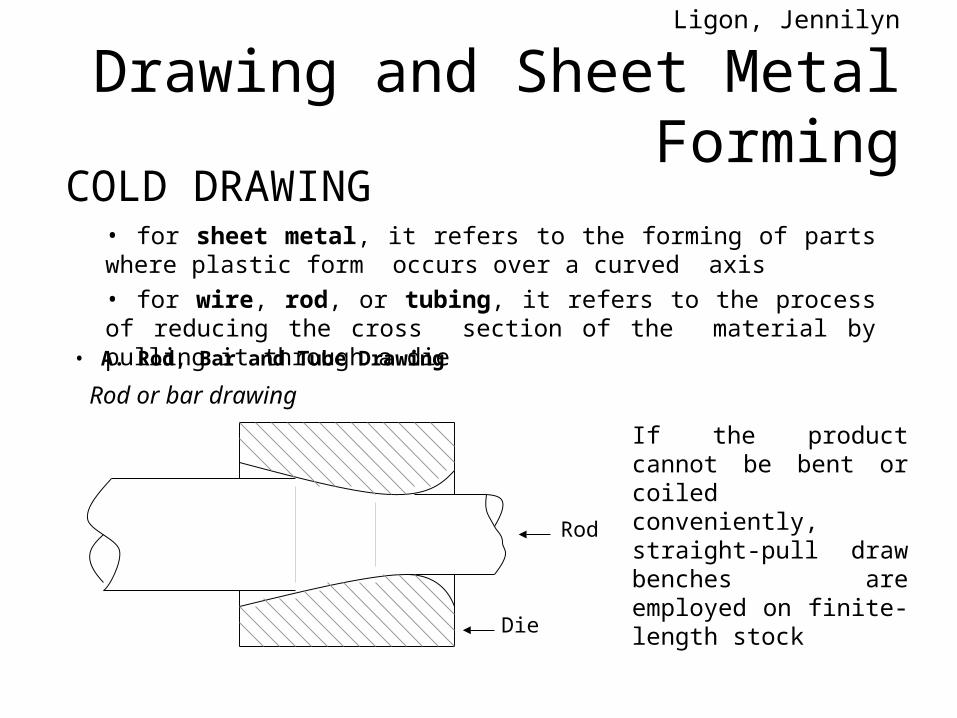
COLD DRAWING• for sheet metal, it refers to the forming of parts where plastic form occurs over a curved axis
• for wire, rod, or tubing, it refers to the process of reducing the cross section of the material by pulling it through a die
• A. Rod, Bar and Tube Drawing
Rod or bar drawing
Die
Rod
If the product cannot be bent or coiled conveniently, straight-pull draw benches are employed on finite-length stock
Ligon, Jennilyn
Drawing and Sheet Metal Forming
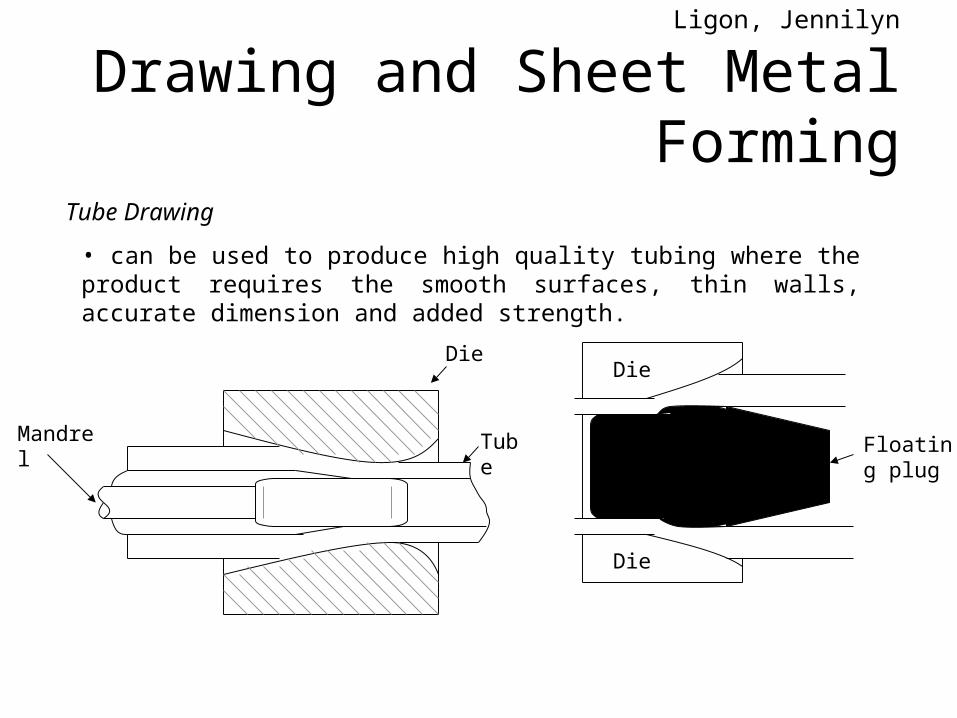
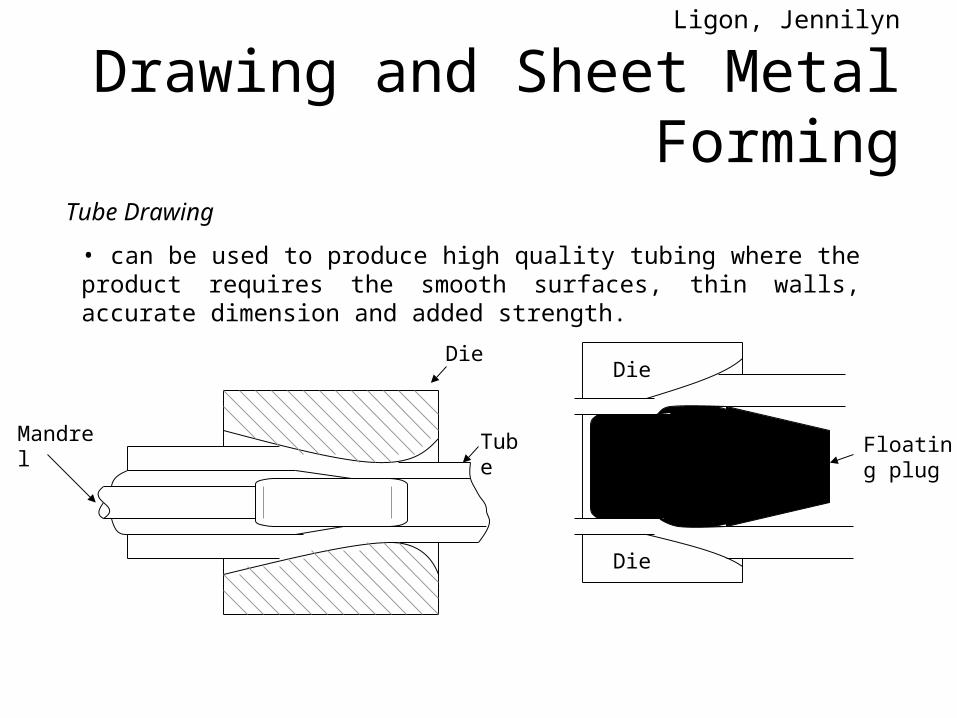
Tube Drawing
• can be used to produce high quality tubing where the product requires the smooth surfaces, thin walls, accurate dimension and added strength.
Mandrel
Die
Tube
Die
Die
Floating plug
Ligon, Jennilyn
Drawing and Sheet Metal Forming
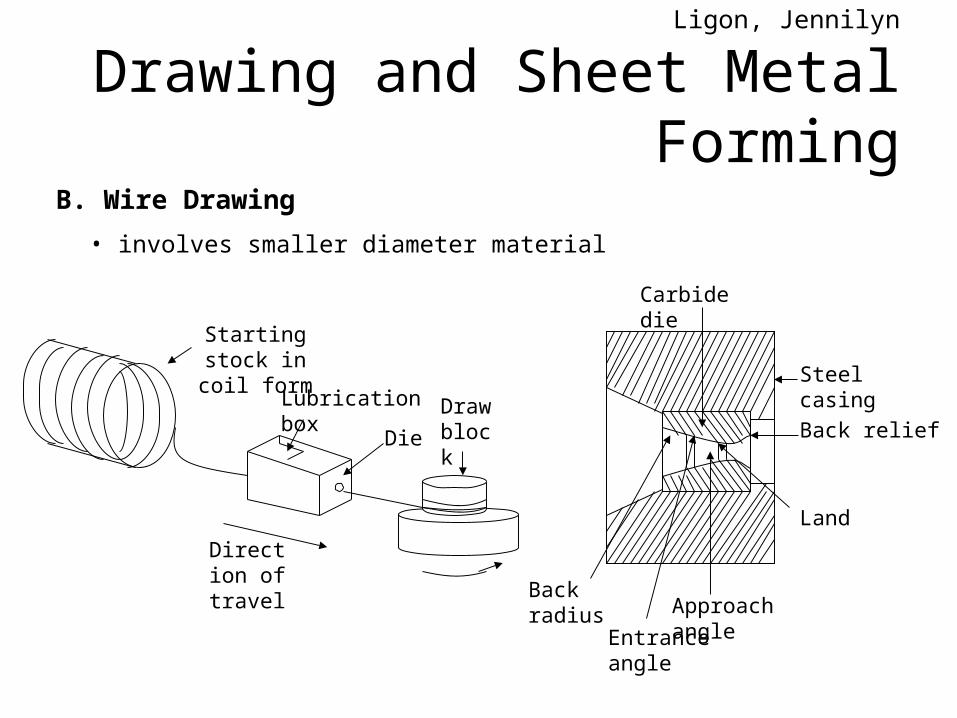
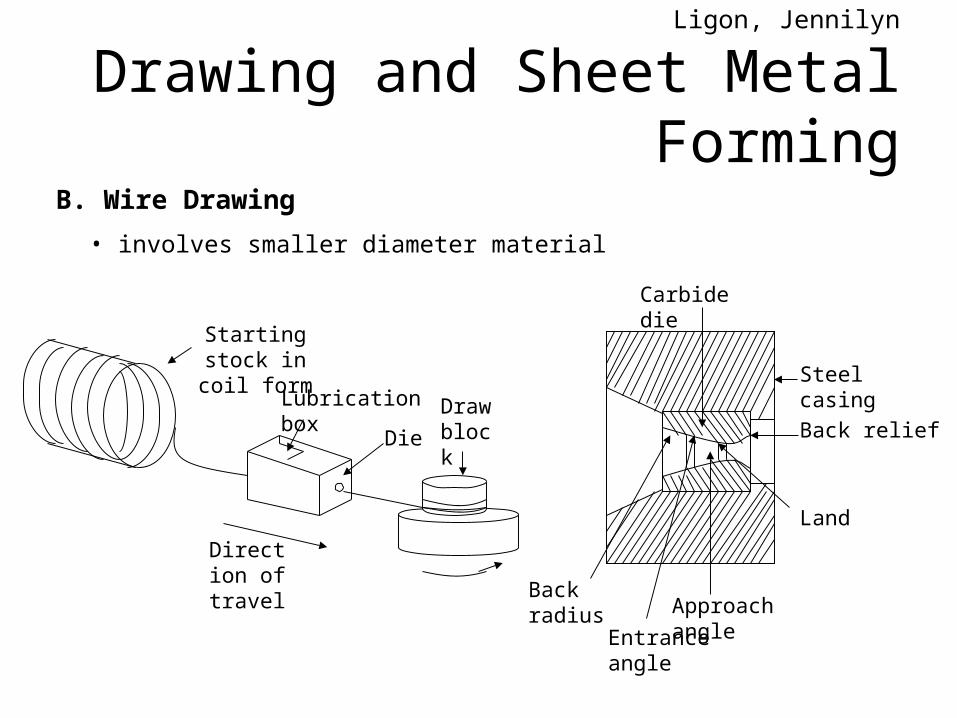
B. Wire Drawing
• involves smaller diameter material
Direction of travel
Starting stock in coil form
Lubrication box
Die
Draw block
Carbide die
Steel casing
Back relief
Land
Approach angle
Entrance angle
Back radius
Ligon, Jennilyn
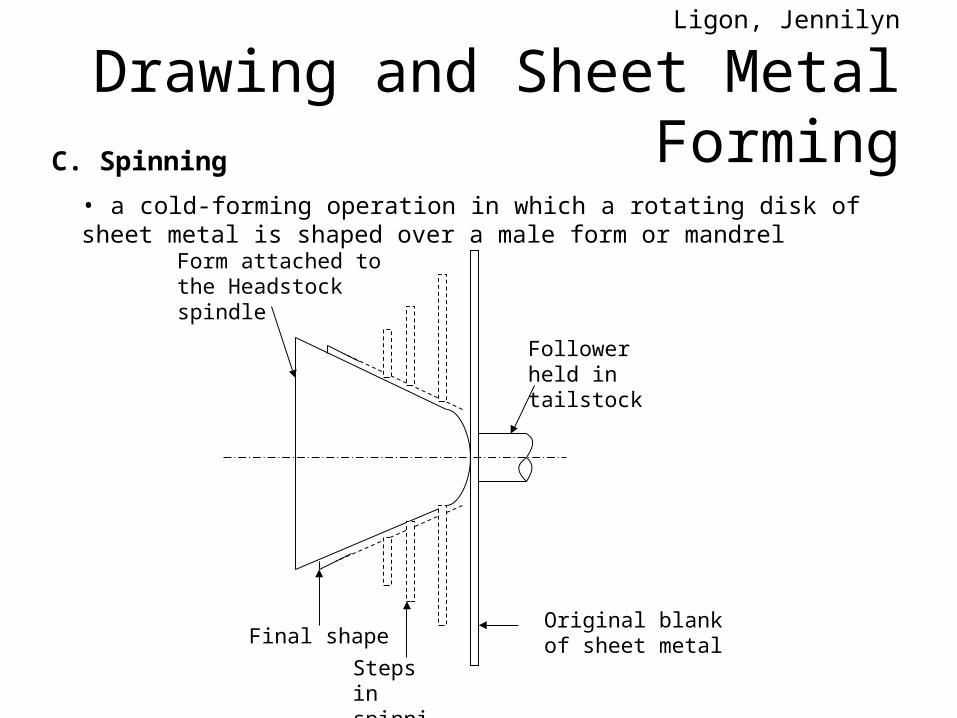
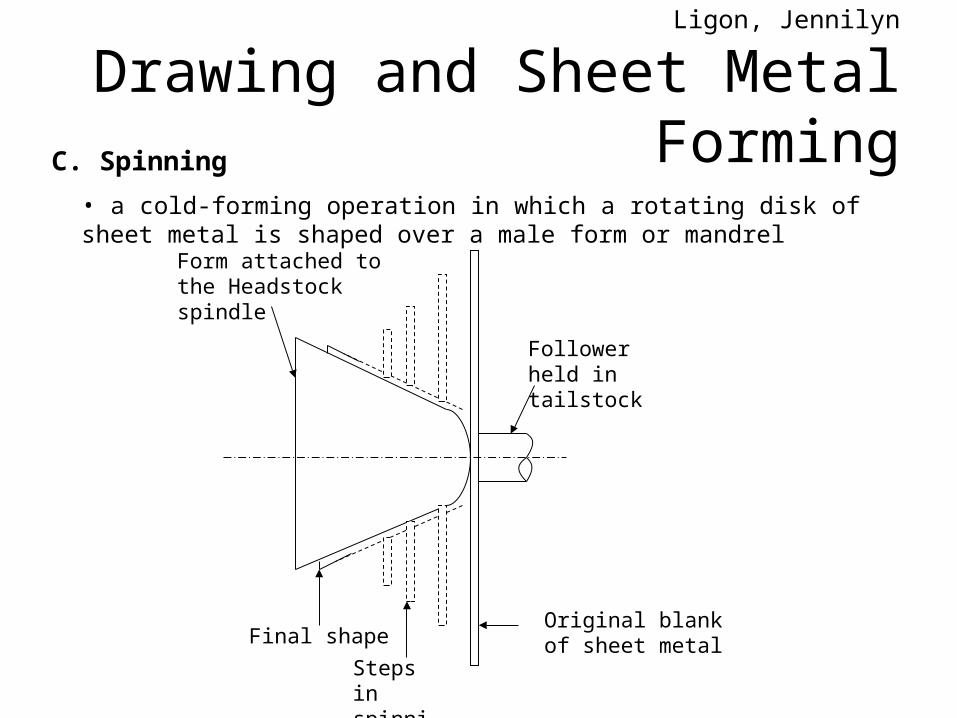
Drawing and Sheet Metal FormingC. Spinning
• a cold-forming operation in which a rotating disk of sheet metal is shaped over a male form or mandrel
Form attached to the Headstock spindle
Final shape
Steps in spinning
Original blank of sheet metal
Follower held in tailstock
Ligon, Jennilyn
Drawing and Sheet Metal Forming
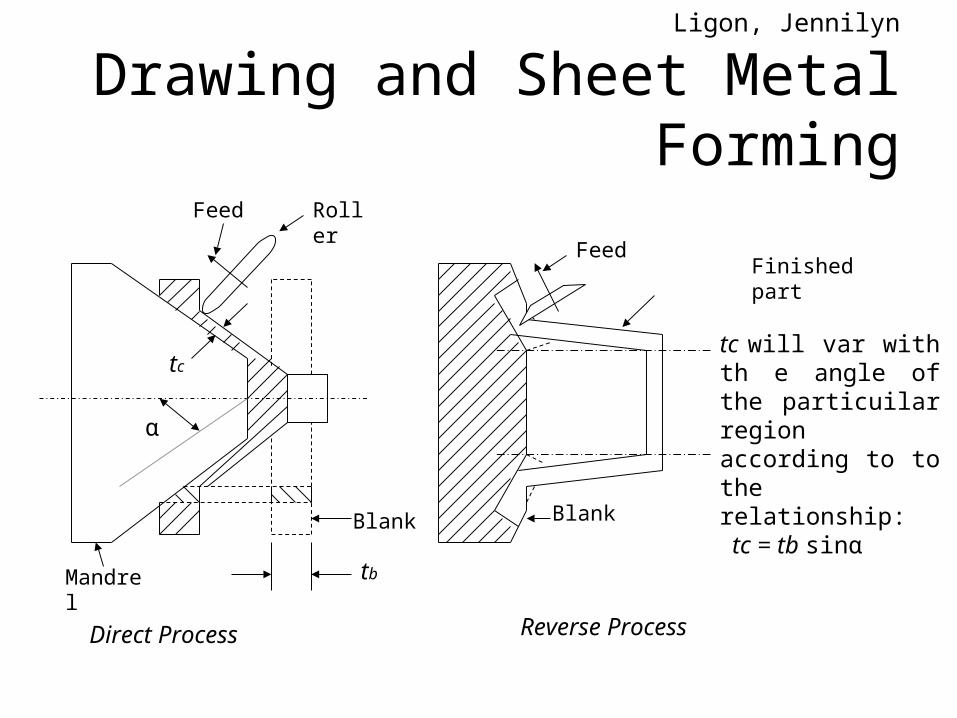
D. Shear Forming
Shear Forming or Flow Turning• modification of the spinning process in which each element of the blank maintains its distance from the axis of rotation• forms cones, hemisphere and similar shapes
Ligon, Jennilyn
Drawing and Sheet Metal Forming
Blank
α
tc
tb
Feed Roller
Mandrel
Direct Process
tc will var with th e angle of the particuilar region according to to the relationship: tc = tb sinα
Blank
FeedFinished part
Reverse Process
Ligon, Jennilyn
Drawing and Sheet Metal Forming
E. Stretch Forming (Stretch-wrap forming)
• a sheet of metal is gripped by two or more sets of jaws that stretch it and wrap it up around a single form block
Ligon, Jennilyn
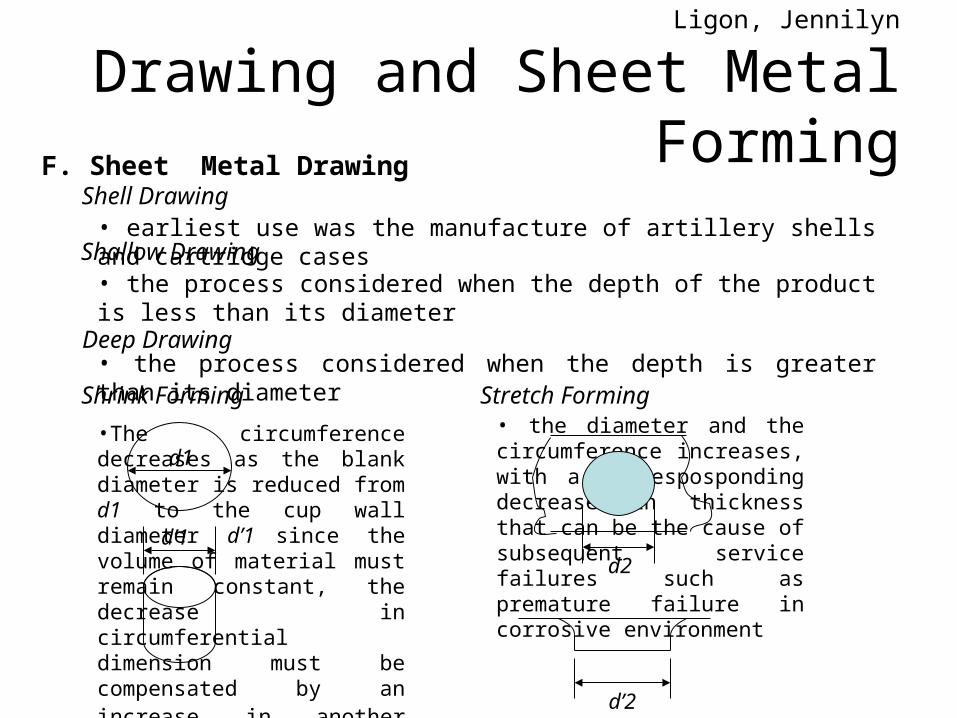
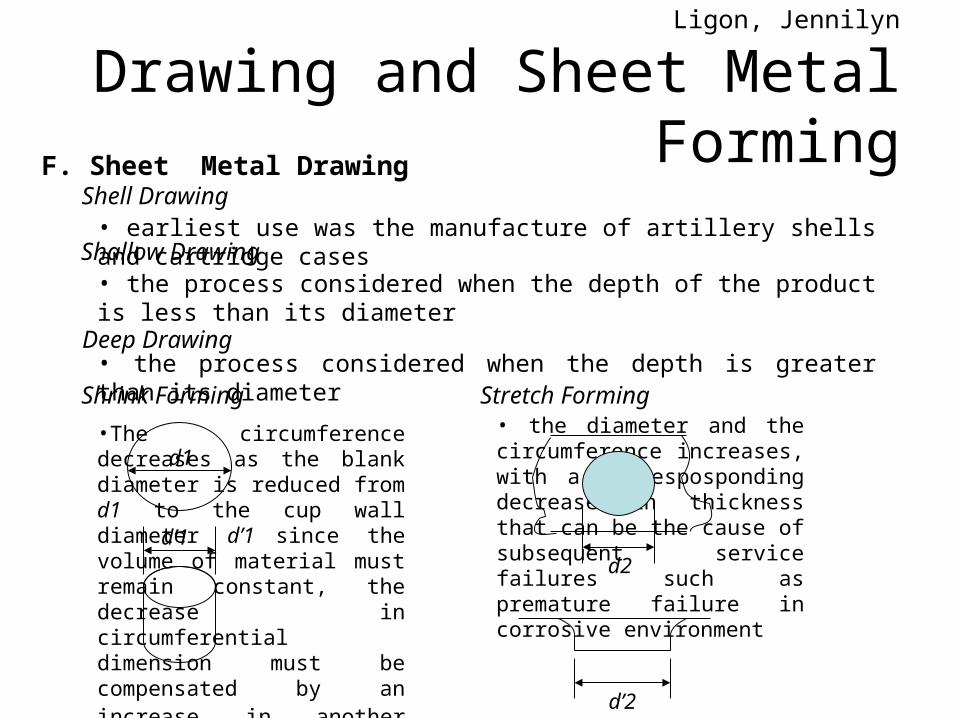
Drawing and Sheet Metal FormingF. Sheet Metal Drawing
Shell Drawing• earliest use was the manufacture of artillery shells and cartridge cases
Shallow Drawing• the process considered when the depth of the product is less than its diameter
Deep Drawing• the process considered when the depth is greater than its diameter
Shrink Forming
•The circumference decreases as the blank diameter is reduced from d1 to the cup wall diameter d’1 since the volume of material must remain constant, the decrease in circumferential dimension must be compensated by an increase in another dimension, such as thickness
d1
d’1
Stretch Forming• the diameter and the circumference increases, with a corresposponding decrease in thickness that can be the cause of subsequent service failures such as premature failure in corrosive environment
d2
d’2
Ligon, Jennilyn
Drawing and Sheet Metal Forming
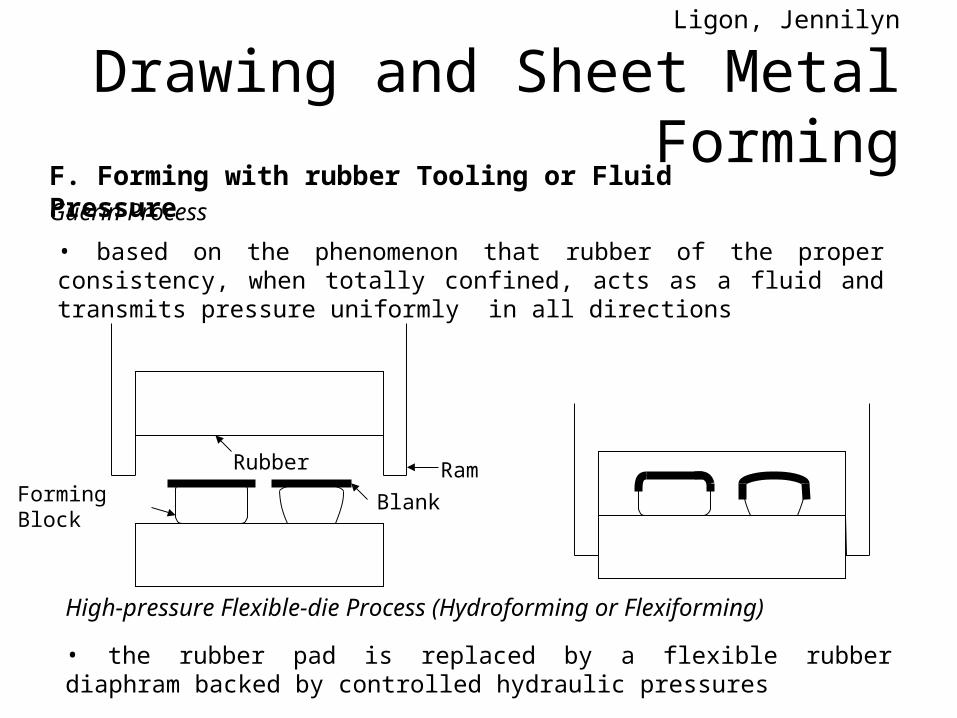
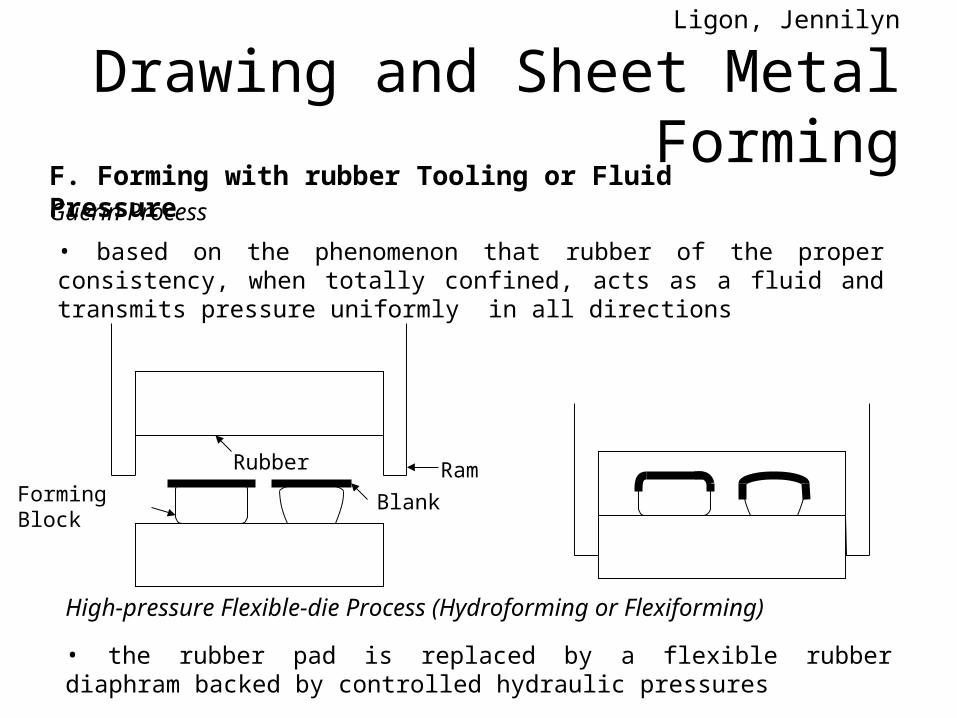
F. Forming with rubber Tooling or Fluid PressureGuerin Process
• based on the phenomenon that rubber of the proper consistency, when totally confined, acts as a fluid and transmits pressure uniformly in all directions
Rubber Ram
BlankForming Block
High-pressure Flexible-die Process (Hydroforming or Flexiforming)
• the rubber pad is replaced by a flexible rubber diaphram backed by controlled hydraulic pressures
Ligon, Jennilyn
Drawing and Sheet Metal Forming
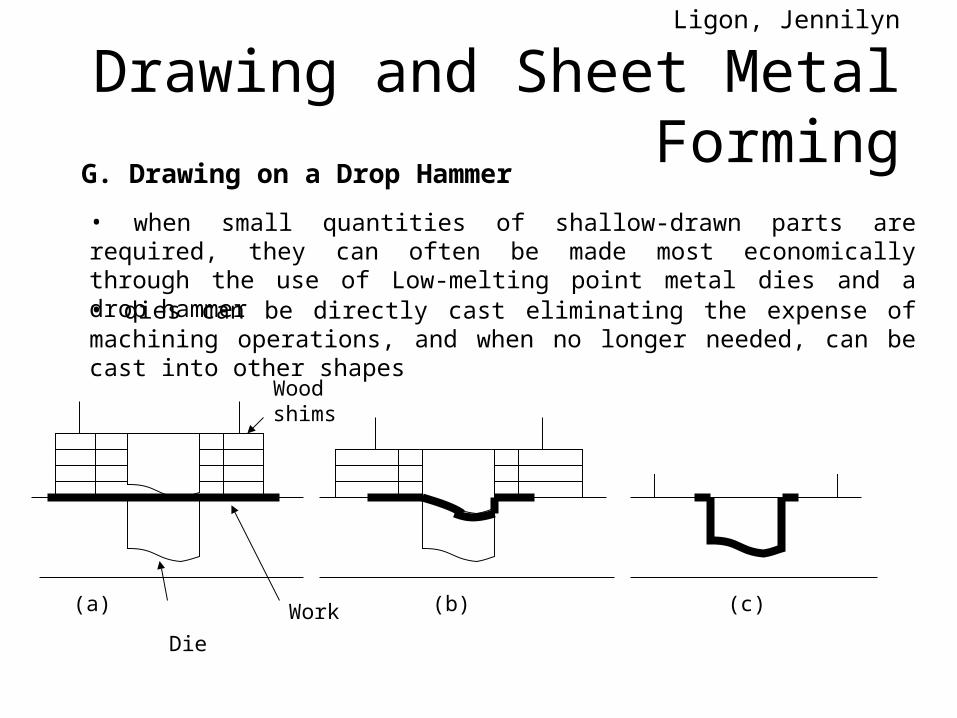
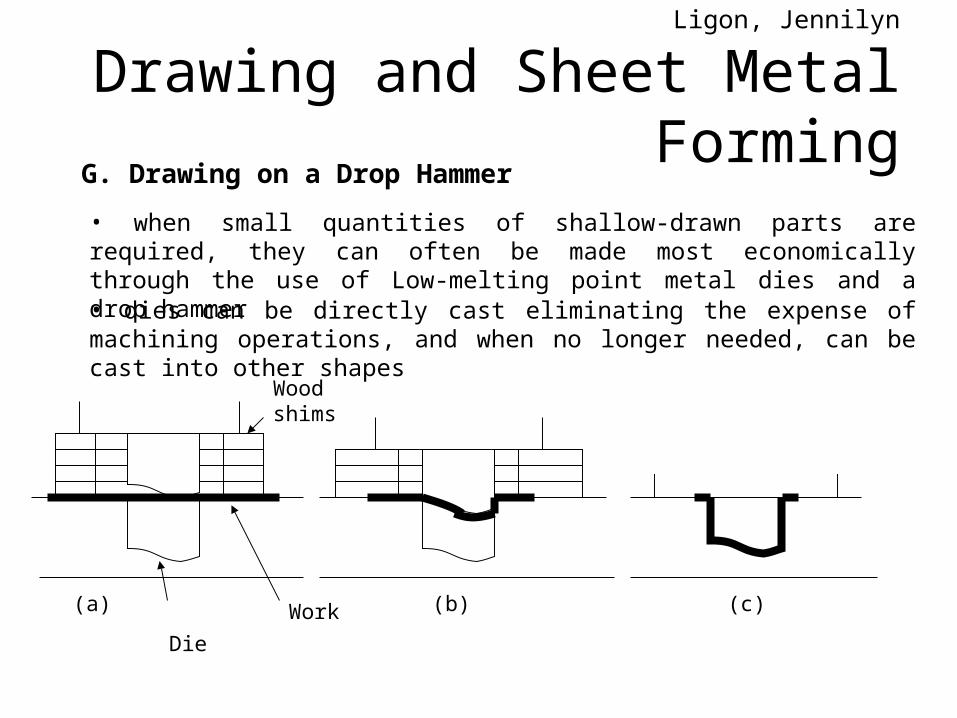
G. Drawing on a Drop Hammer
• when small quantities of shallow-drawn parts are required, they can often be made most economically through the use of Low-melting point metal dies and a drop hammer• dies can be directly cast eliminating the expense of machining operations, and when no longer needed, can be cast into other shapes
Wood shims
Work(a)
Die
(b) (c)
Ligon, Jennilyn
Drawing and Sheet Metal Forming
H. High-Energy-Rate Forming
• process of forming metals through the application of large amounts of energy in a very short time interval
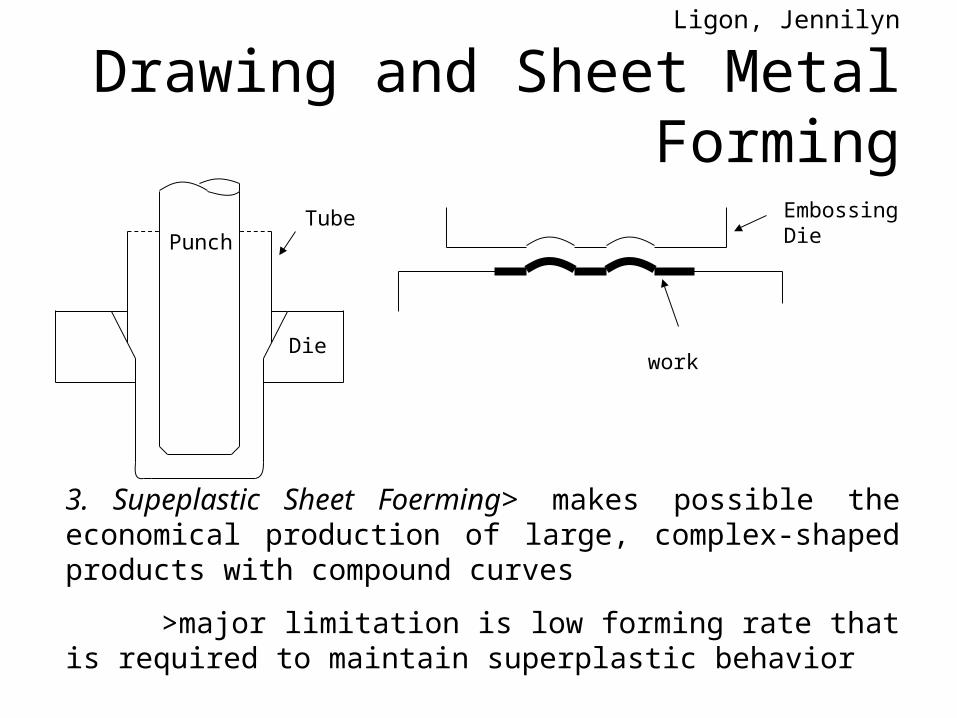
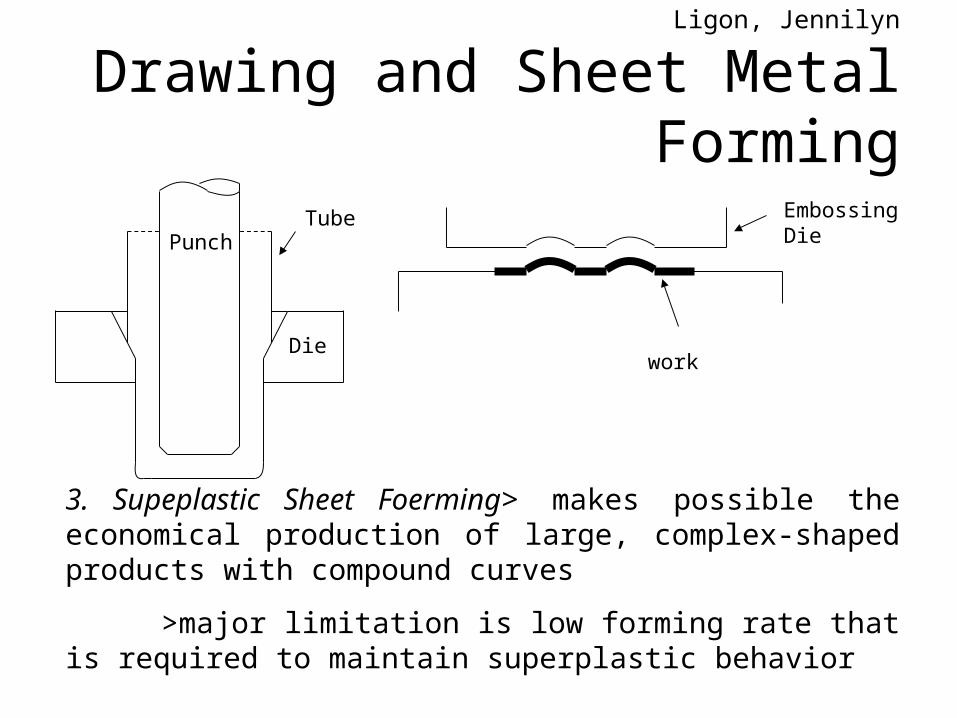
1. Ironing> process of thinning the walls of a drawn cylinderby passing it between a punch and die whose separation is less than the original wall thickness
2. Embossing> presswork process in which raised lettering or other designs are impressed in sheet materials
Ligon, Jennilyn
Drawing and Sheet Metal Forming
PunchTube
Die
Embossing Die
work
3. Supeplastic Sheet Foerming> makes possible the economical production of large, complex-shaped products with compound curves
>major limitation is low forming rate that is required to maintain superplastic behavior
Ligon, Jennilyn
Drawing and Sheet Metal Forming
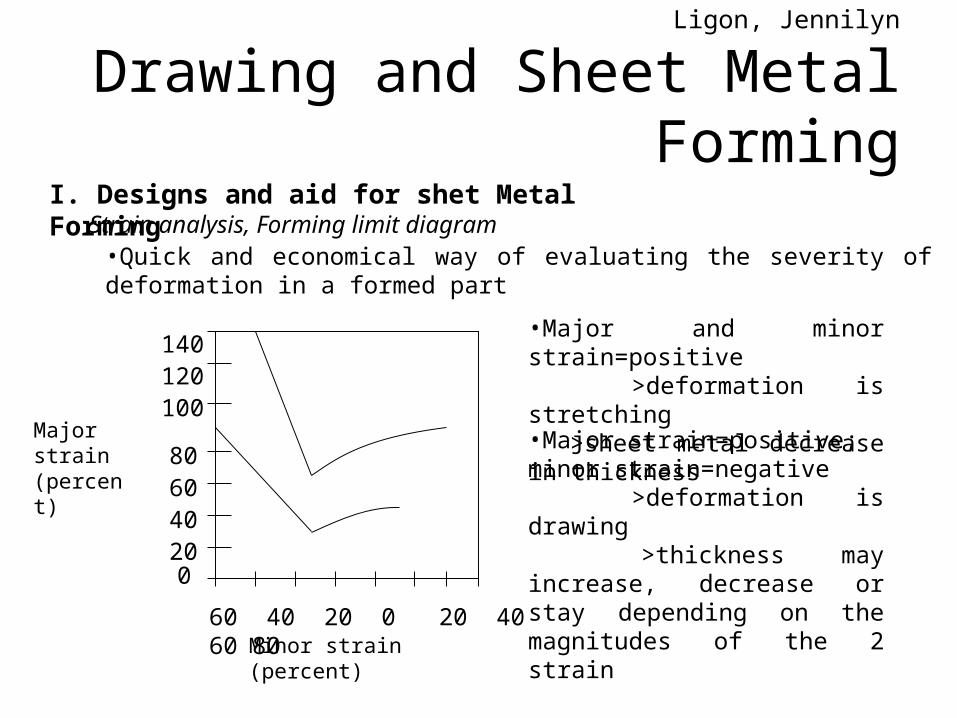
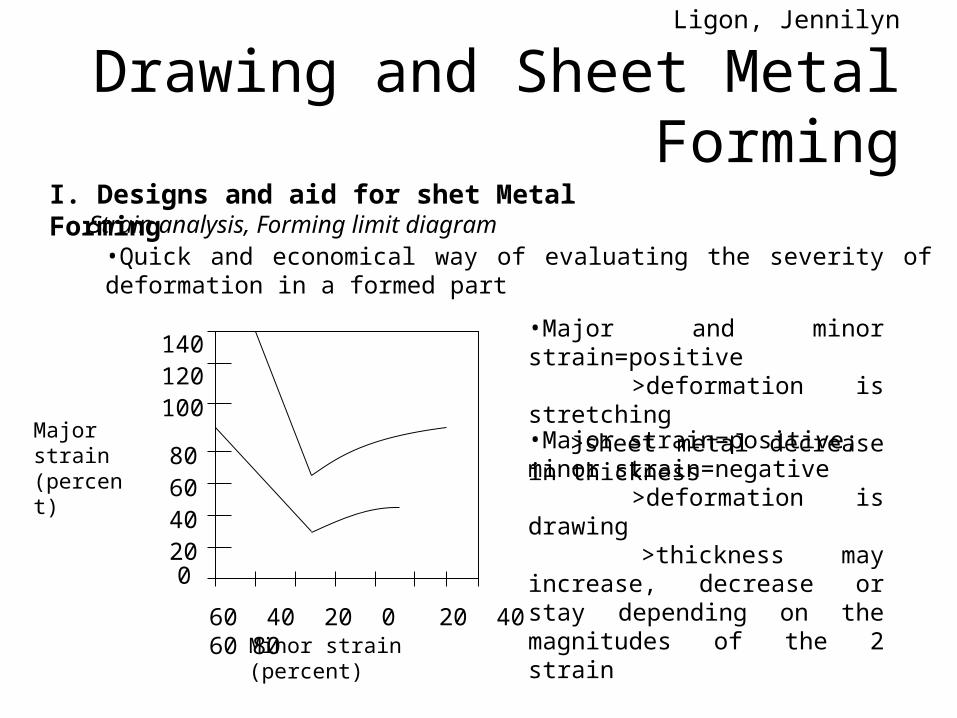
I. Designs and aid for shet Metal FormingStrain analysis, Forming limit diagram
•Quick and economical way of evaluating the severity of deformation in a formed part
Major strain (percent)
Minor strain (percent)
020406080
100120140
60 40 20 0 20 40 60 80
•Major and minor strain=positive >deformation is stretching >sheet metal decrease in thickness•Major strain=positive;minor strain=negative >deformation is drawing >thickness may increase, decrease or stay depending on the magnitudes of the 2 strain
Ligon, Jennilyn
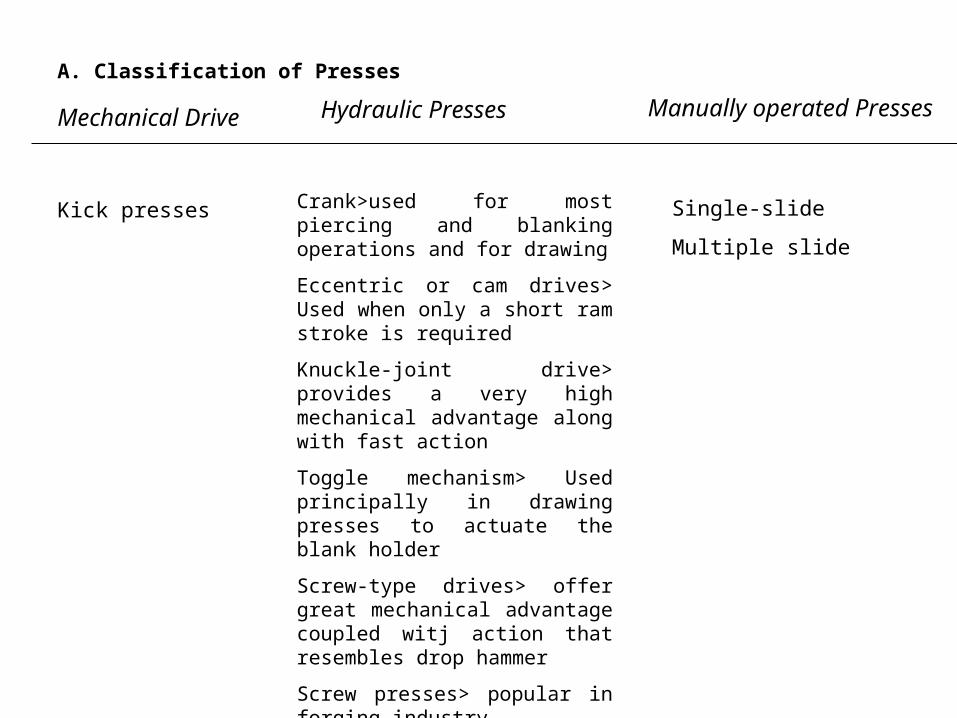
PressesA. Classification of Presses
Mechanical Drive
• provides faster motion and more positive control of displacement
Hydraulic Presses
• produce motion as a result of piston movement, and longer or variable-length strokrs can be programmed within the limitations of the cylinder
Manually operated Presses
•Generally used for very light work such as shearing small sheets
Kick presses Crank>used for most piercing and blanking operations and for drawing
Eccentric or cam drives> Used when only a short ram stroke is required
Knuckle-joint drive> provides a very high mechanical advantage along with fast action
Toggle mechanism> Used principally in drawing presses to actuate the blank holder
Screw-type drives> offer great mechanical advantage coupled witj action that resembles drop hammer
Screw presses> popular in forging industry
Single-slide
Multiple slide
A. Classification of Presses
Mechanical Drive Hydraulic Presses Manually operated Presses
Ligon, Jennilyn
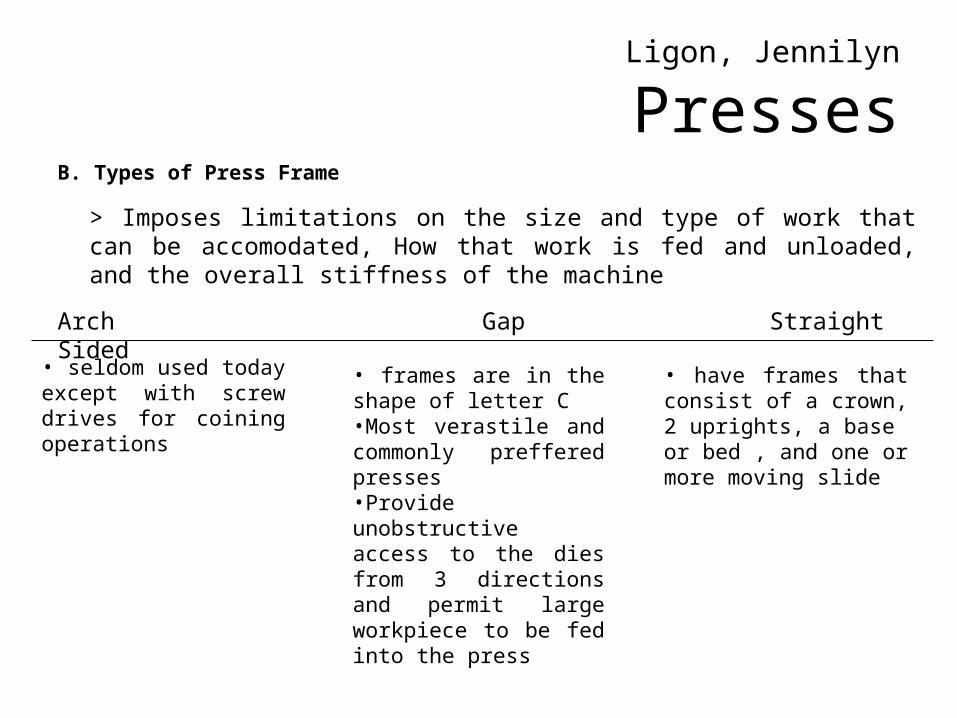
PressesB. Types of Press Frame
> Imposes limitations on the size and type of work that can be accomodated, How that work is fed and unloaded, and the overall stiffness of the machine
Arch Gap Straight Sided
• seldom used today except with screw drives for coining operations
• frames are in the shape of letter C•Most verastile and commonly preffered presses•Provide unobstructive access to the dies from 3 directions and permit large workpiece to be fed into the press
• have frames that consist of a crown, 2 uprights, a base or bed , and one or more moving slide
Ligon, Jennilyn
Presses
C. Press Feeding Device>increases productivity >operators safety is an advantage
• When continuous strip is used it can be fed automatically by double-roll feeds mounted on the side of the press
Cold-working Processes
Major Cold-Working Operations…
Ocfemia, Cathrine Joy
Cold-working Processes
• Bending
• Squeezing
• Drawing
• Shearing
• Presses
Ocfemia, Cathrine Joy
Squeezing ProcessesClassifications of Squeezing Processes…
Rolling
Swaging
Cold Forging
Extrusion
Sizing
Riveting
Staking
Coining
Peening
Burnishing
Hubbing
Thread Rolling
Ocfemia, Cathrine Joy
Squeezing Processes
ROLLING
process used in sheets, strips, bars, and rods to obtain products that have smooth surfaces and accurate dimensions; most cold-rolling is performed on four-high or cluster-type rolling mills
Ocfemia, Cathrine Joy
Squeezing Processes
SWAGING
process that reduces/increases the diameter, tapers, rods or points round bars or tubes by external hammering
Ocfemia, Cathrine Joy
Squeezing Processes
COLD FORGING
process in which slugs of material are squeezed into shaped die cavities to produce finished parts of precise shape and size.
Ocfemia, Cathrine Joy
Squeezing Processes
EXTRUSION
process which is commonly used to make collapsible tubes such as toothpaste tubes, cans usually using soft materials such as aluminum, lead, tin. Usually a small shot of solid material is placed in the die and is impacted by a ram, which causes cold flow in the material.
Ocfemia, Cathrine Joy
Squeezing Processes
SIZING
process of squeezing all or selected areas of forgings, ductile castings, or powder metallurgy products to achieve a desired thickness or precision
Ocfemia, Cathrine Joy
Squeezing Processes
RIVETING
process where a head is formed on the shrank end of a fastener to permanently join sheets or plates of material;
Ocfemia, Cathrine Joy
Squeezing Processes
STAKINGprocess of permanently joining parts together when one part protrudes through a hole in the other; a shaped punch is driven into the end of the protruding piece where a deformation is formed causing a radial expansion, mechanically locking the two pieces together
Ocfemia, Cathrine Joy
Squeezing Processes
COINING
process where metal while it is confined in a closed set of dies; used to produce coins, medals, and other
products where exact size and fine details are required, and thickness varies about a
well-defined average
Ocfemia, Cathrine Joy
Squeezing Processes
PEENING
process where the surface of the metal is blasted by shot pellets; the mechanical working of surfaces by repeated blows of impelled shot or a round-nose tool
Ocfemia, Cathrine Joy
Squeezing Processes
BURNISHING
process by which a smooth hard tools is rubbed on the metal surface and flattens the high spots by applying compressive force and plastically flowing the material
Ocfemia, Cathrine Joy
Squeezing Processes
HUBBING
process to used to form recessed cavities in various types of female tooling dies. This is often used to make plastic extrusion dies in an economical manner
Ocfemia, Cathrine Joy
Squeezing Processes
THREAD ROLLING
process is used for making external threads; in this process, a die, which is a hardened tool with the thread profile, is pressed on to a rotating workpiece
Glassl, Gerlli
Bending- the plastic deformation of metals about a linear axis with little or no
change in the surface area
- the purpose of bending is to form sheet metal along a straight line
parts manufactured by bending
center of the sheet -metal is thinned somewhat at the bend
- where the material cannot compensate by the sideways contraction of the free edges
outside: stretched inside: compressed
Glassl, Gerlli
Bending
The bending operation can be considered as a system with six components:
Product/Workpiece Equipment/ToolDeformation zone Interface EnvironmentDie
Glassl, Gerlli
BendingSpringback - the elastic recovery of the material after unloading of the tools
To compensate with the unbending action of the springback, the metal should be slightly overbent.
Glassl, Gerlli
Bending
Rotary Bending
Double Die Bending
Wiping Die Bending
Glassl, Gerlli
Bending
Classifications of Bending Processes…
Roll Forming
Roll
Seaming
Straightening
Draw and Compression
Flanging
Angle
Glassl, Gerlli
Bending
Angle Bending
Bar folder
Glassl, Gerlli
Bending
Press Brake Bending rubber
Roll Bending • bending where plates, sheets and rolled shapes can be
bent to a desired curvature
Roll bending toll can bend plate up to 6 inches thick
Glassl, Gerlli
Bending
Drawing and Compression
Drawing Bending Compression Bending
- workpiece is clamped against a bending form and the entire assemble rotates to draw the workpiece across a stationary tool
- the bending form remains stationary and the pressure tool moves along the workpiece
Glassl, Gerlli
Bending
Roll Forming- involves the progressive bending of metal strip as it passes through a series of forming rolls
• Any material that can be bent can be roll- formed
Glassl, Gerlli
Bending
Seaming- bending operation that can be used to join the ends of sheet metal to form containers such as cans, pails and drums
Glassl, Gerlli
Bending
Flanging-the process of rolling on sheet metal in essentially the same manner as seaming
Glassl, Gerlli
Bending
Straightening• also known as flattening• opposite of bending
Glassl, Gerlli
Bending
Glassl, Gerlli
BendingRoll- straightening/ Roll Leveling
-subjects the material to a series of reverse bends
-metal is bent back and forth
Stretcher Leveling-sheets are gripped mechanically
Glassl, Gerlli
Shearing- the mechanical cutting of materials without the information of chips or the use of burning or melting
for straight cutting blades: shearingfor curved blades: blanking, piercing, notching, trimming
Aluminum Brass
Bronze Mild steel
Stainless steel
Glassl, Gerlli
Shearing
Classifications of Shearing Processes…
Blanking
Piercing
Shaving
Cutoff
NotchingTrimming
Slitting
Dinking
Glassl, Gerlli
ShearingSlitting
- shearing process used to cut rolls of sheet metal into several rolls of narrower width
used to cut a wide coil of metal into a number of narrower coils as the main coil is moved through the slitter.
Glassl, Gerlli
Shearing
Blanking
during which a metal workpiece is removed from the primary metal strip or sheet when it is punched.
punch-out: workpiece
remaining strip: scrap
Glassl, Gerlli
Shearing
Piercing
punch-out: scrapremaining strip: workpiece
Glassl, Gerlli
Shearing
Lancing- forms either a line cut (slit) or an actual hole
Perforating- piercing a large number of closely spaced holes
Glassl, Gerlli
ShearingNotching-same as piercing- edge of the strip or black forms part of the punch-out perimeter Nibbling- produces a series
of overlapping slits/notches
Glassl, Gerlli
ShearingShaving
- finishing operation in which a small amount of metal is sheared away from the edge of an already blanked part
- can be used to produce a smoother edge

Glassl, Gerlli
Shearing
Trimming
Glassl, Gerlli
Shearing
- punch and die operation used to separate a stamping or other product from a strip or stock
Cutoff
Glassl, Gerlli
Shearing
Dinking
-used to blank shapes from low-strength materials such as rubber, fiber and cloth
Ligon, Jennilyn
Drawing and Sheet Metal Forming
COLD DRAWING• for sheet metal, it refers to the forming of parts where plastic form occurs over a curved axis
• for wire, rod, or tubing, it refers to the process of reducing the cross section of the material by pulling it through a die
• A. Rod, Bar and Tube Drawing
Rod or bar drawing
Die
Rod
If the product cannot be bent or coiled conveniently, straight-pull draw benches are employed on finite-length stock
Ligon, Jennilyn
Drawing and Sheet Metal Forming
Tube Drawing
• can be used to produce high quality tubing where the product requires the smooth surfaces, thin walls, accurate dimension and added strength.
Mandrel
Die
Tube
Die
Die
Floating plug
Ligon, Jennilyn
Drawing and Sheet Metal Forming
B. Wire Drawing
• involves smaller diameter material
Direction of travel
Starting stock in coil form
Lubrication box
Die
Draw block
Carbide die
Steel casing
Back relief
Land
Approach angle
Entrance angle
Back radius
Ligon, Jennilyn
Drawing and Sheet Metal FormingC. Spinning
• a cold-forming operation in which a rotating disk of sheet metal is shaped over a male form or mandrel
Form attached to the Headstock spindle
Final shape
Steps in spinning
Original blank of sheet metal
Follower held in tailstock
Ligon, Jennilyn
Drawing and Sheet Metal Forming
D. Shear Forming
Shear Forming or Flow Turning• modification of the spinning process in which each element of the blank maintains its distance from the axis of rotation• forms cones, hemisphere and similar shapes

Ligon, Jennilyn
Drawing and Sheet Metal Forming
Blank
α
tc
tb
Feed Roller
Mandrel
Direct Process
tc will var with th e angle of the particuilar region according to to the relationship: tc = tb sinα
Blank
FeedFinished part
Reverse Process
Ligon, Jennilyn
Drawing and Sheet Metal Forming
E. Stretch Forming (Stretch-wrap forming)
• a sheet of metal is gripped by two or more sets of jaws that stretch it and wrap it up around a single form block
Ligon, Jennilyn
Drawing and Sheet Metal FormingF. Sheet Metal Drawing
Shell Drawing• earliest use was the manufacture of artillery shells and cartridge cases
Shallow Drawing• the process considered when the depth of the product is less than its diameter
Deep Drawing• the process considered when the depth is greater than its diameter
Shrink Forming
•The circumference decreases as the blank diameter is reduced from d1 to the cup wall diameter d’1 since the volume of material must remain constant, the decrease in circumferential dimension must be compensated by an increase in another dimension, such as thickness
d1
d’1
Stretch Forming• the diameter and the circumference increases, with a corresposponding decrease in thickness that can be the cause of subsequent service failures such as premature failure in corrosive environment
d2
d’2
Ligon, Jennilyn
Drawing and Sheet Metal Forming
F. Forming with rubber Tooling or Fluid PressureGuerin Process
• based on the phenomenon that rubber of the proper consistency, when totally confined, acts as a fluid and transmits pressure uniformly in all directions
Rubber Ram
BlankForming Block
High-pressure Flexible-die Process (Hydroforming or Flexiforming)
• the rubber pad is replaced by a flexible rubber diaphram backed by controlled hydraulic pressures
Ligon, Jennilyn
Drawing and Sheet Metal Forming
G. Drawing on a Drop Hammer
• when small quantities of shallow-drawn parts are required, they can often be made most economically through the use of Low-melting point metal dies and a drop hammer• dies can be directly cast eliminating the expense of machining operations, and when no longer needed, can be cast into other shapes
Wood shims
Work(a)
Die
(b) (c)
Ligon, Jennilyn
Drawing and Sheet Metal Forming
H. High-Energy-Rate Forming
• process of forming metals through the application of large amounts of energy in a very short time interval
1. Ironing> process of thinning the walls of a drawn cylinderby passing it between a punch and die whose separation is less than the original wall thickness
2. Embossing> presswork process in which raised lettering or other designs are impressed in sheet materials
Ligon, Jennilyn
Drawing and Sheet Metal Forming
PunchTube
Die
Embossing Die
work
3. Supeplastic Sheet Foerming> makes possible the economical production of large, complex-shaped products with compound curves
>major limitation is low forming rate that is required to maintain superplastic behavior
Ligon, Jennilyn
Drawing and Sheet Metal Forming
I. Designs and aid for shet Metal FormingStrain analysis, Forming limit diagram
•Quick and economical way of evaluating the severity of deformation in a formed part
Major strain (percent)
Minor strain (percent)
020406080
100120140
60 40 20 0 20 40 60 80
•Major and minor strain=positive >deformation is stretching >sheet metal decrease in thickness•Major strain=positive;minor strain=negative >deformation is drawing >thickness may increase, decrease or stay depending on the magnitudes of the 2 strain
Ligon, Jennilyn
PressesA. Classification of Presses
Mechanical Drive
• provides faster motion and more positive control of displacement
Hydraulic Presses
• produce motion as a result of piston movement, and longer or variable-length strokrs can be programmed within the limitations of the cylinder
Manually operated Presses
•Generally used for very light work such as shearing small sheets
Kick presses Crank>used for most piercing and blanking operations and for drawing
Eccentric or cam drives> Used when only a short ram stroke is required
Knuckle-joint drive> provides a very high mechanical advantage along with fast action
Toggle mechanism> Used principally in drawing presses to actuate the blank holder
Screw-type drives> offer great mechanical advantage coupled witj action that resembles drop hammer
Screw presses> popular in forging industry
Single-slide
Multiple slide
A. Classification of Presses
Mechanical Drive Hydraulic Presses Manually operated Presses
Ligon, Jennilyn
PressesB. Types of Press Frame
> Imposes limitations on the size and type of work that can be accomodated, How that work is fed and unloaded, and the overall stiffness of the machine
Arch Gap Straight Sided
• seldom used today except with screw drives for coining operations
• frames are in the shape of letter C•Most verastile and commonly preffered presses•Provide unobstructive access to the dies from 3 directions and permit large workpiece to be fed into the press
• have frames that consist of a crown, 2 uprights, a base or bed , and one or more moving slide
Ligon, Jennilyn
Presses
C. Press Feeding Device>increases productivity >operators safety is an advantage
• When continuous strip is used it can be fed automatically by double-roll feeds mounted on the side of the press