siklus termal pada daerah lasan
DESCRIPTION
teknikTRANSCRIPT
SIKLUS TERMAL PADA DAERAH LASAN
A. PENGERTIAN
Pengelasan adalah sebuah susunan atau susunan proses yang
menghubungkan bahan-bahan, biasanya logam atau termoplastik, dengan
menyebabkan koalesensi. Hal ini sering dilakukan oleh pencairan yang
workpieces dan menambahkan bahan pengisi untuk membentuk bahan cair renang
(kolam renang yang melas) yang mendingin menjadi sendi yang kuat, dengan
tekanan kadang-kadang digunakan bersama-sama dengan panas, atau dengan
sendirinya, untuk memproduksi mengelas . Hal ini kontras dengan solder dan
mematri, yang melibatkan meleleh-leleh yang lebih rendah-titik materi antara
workpieces untuk membentuk sebuah ikatan antara mereka, tanpa melelehkan
workpieces.
Berbagai sumber energi yang dapat digunakan untuk pengelasan, termasuk
gas api dengan sebuah busur listrik, yang laser, sebuah berkas elektron, gesekan,
dan USG. Meskipun sering sebuah proses industri, pengelasan dapat dilakukan
dalam berbagai lingkungan, termasuk udara terbuka, di bawah air dan di luar
angkasa. Terlepas dari lokasi, bagaimanapun, pengelasan tetap berbahaya, dan
tindakan pencegahan yang diambil untuk menghindari luka bakar, sengatan listrik,
kerusakan mata, asap beracun, dan overexposure ke sinar ultraviolet.
Sampai akhir abad ke-19, satu-satunya proses pengelasan bengkel las,
yang pandai besi telah digunakan selama berabad-abad untuk bergabung besi dan
baja dengan memanaskan dan memalu mereka. Arc las dan las oxyfuel merupakan
yang pertama untuk mengembangkan proses-proses di akhir abad, dan perlawanan
pengelasan mengikuti setelahnya. Teknologi pengelasan maju dengan cepat pada
awal abad ke-20 saat Perang Dunia I dan Perang Dunia II mendorong permintaan
untuk bergabung dengan dapat diandalkan dan murah metode. Setelah perang,
beberapa teknik pengelasan modern dikembangkan, termasuk metode manual
seperti pengelasan busur logam terlindung, sekarang salah satu yang paling
populer metode pengelasan, serta semi-otomatis dan otomatis proses seperti
pengelasan busur logam gas, pengelasan busur terendam, fluks pengelasan busur-
buang biji dan electroslag pengelasan. Perkembangan dilanjutkan dengan
penemuan sinar laser las dan pengelasan berkas elektron di paruh kedua abad.
Hari ini, ilmu terus maju. Robot pengelasan menjadi lebih lumrah dalam
pengaturan industri, dan peneliti terus mengembangkan metode pengelasan baru
dan memperoleh pemahaman yang lebih besar kualitas las dan properti.
B. SIKLUS TERMAL PADA DAERAH LAS

Sambungan Las
Pada saat ini, penyambungan logam dengan system pengelasan semakin
banyak digunakan, baik dipakai pada konstrusi bangunan, perpipaan maupun
konstruksi mesin. Hal ini disebabkan oleh banyaknya keuntungan yang dapat
diperoleh dari sambungan las.Luasnya penggunaan proses penyambungan dengan
pengelasan disebabkan oleh biaya murah, pelaksanaan relatif lebih cepat, lebih
ringan, dan bentuk konstruksi lebih variatif. Salah satu teknik pengelasan yang
banyak dipakai untuk penyambungan pada konstruksi baja adalah las busur
rendam submerged ard welding (SAW) . Pada pengelasan dengan las SAW,
logam cair ditutup dengan fluks yang diatur melalui suatu penampang, fluks dan
logam pengisi yang berupa kawat pejal diumpankan secara terus menerus
sehingga pengelasan dapat dilakukan secara otomatis, oleh karena itu memberi
kenyamanan dalam pengoperasiannya dan memiliki keandalan yang tinggi.
Indonesia merupakan salah satu negara penghasil minyak dan gas bumi
terbesar di dunia, diantaranya tersebar di wilayah : Sumatra, Natuna, Jawa,
Kalimantan, Sulawesi, Papua dan dilepas pantai Indonesia. Sebagai
konsekuensinya, kebutuhan akan pipa transmisi sebagai sarana untuk
menghubungkan sumber dan pengguna energi tersebut semakin meningkat,
sehingga hal ini merupakan peluang bisnis khususnya untuk industri baja dan
industri yang memproduksi pipa.
Spesifikasi yang harus dipenuhi oleh baja yang digunakan untuk pipa gas dan
minyak diantaranya adalah baja tersebut harus mempunyai kekuatan tarik yang
tinggi yaitu sekitar 500 MPa. Baja HSLA (high strength low alloy steel) yang
diproduksi dengan menggunakan (Thermomechanical Controlled Processing-
TMCP) biasanya memenuhi persyaratan diatas dan digunakan sebagai bahan pipa
gas dan minyak.
Di beberapa negara Eropa, pipa untuk gas dan minyak biasanya diproduksi
dengan sambungan las spiral (spiral welded pipes) dan las yang digunakan berupa
las busur terendam atau submerged arc welding (SAW), karena proses
pengelasanya dapat dilakukan secara otomatis dan memiliki keandalan yang
tinggi. Untuk memenuhi persyaratan perpipaan, sambungan las harus mempunyai
kekuatan dan kekerasan mendekati logam induknya. Untuk itu dalam pengelasan
harus diperhatikan faktor-faktor seperti komposisi kimia filler dan fluks, heat
input, kecepatan las dan laju pendinginan.. Masalah yang muncul adalah masih
seringnya terdapat cacat-cacat pada pengelasan, sehingga harus dilakukan
perbaikan pengelasan dengan las SMAW (Shield Meld Acd Welding). Penggunaan
heat input sangat mempengaruhi kekuatan dan kekerasan hasil pengelasan, maka
dalam penelitian ini diambil judul “Pengaruh Heat Input terhadap Kekeuatan dan
Kekerasan Sambungan Las Busur Terendam (Submerged Arc Welding) Pada
Pengelasan Pipa Spiral Baja Api 5l X-52” . Penggunaan kuat arus selama ini di
PT KHI Pipes Industries adalah 825 Amper, namun dengan menggunakan kuat
arus tersebut masih banyak cacat seperti terungkap di atas, maka dalam penelitian
ini dilakukan penelitian dengan penggunaan kuat arus dibawah dan diatas kuar
arus yang digunakan selama ini, dengan tujuan untuk mendapatkan struktur mikro
yang dapat meningkatkan nilai ketangguhan pipa sambungan las.
Las SAW merupakan bentuk pengelasan yang banyak digunakan untuk
fabrikasi pipa, misalnya pipa spiral. Luasnya pemakaian las SAW disebabkan
karena pengelasan dapat dilakukan secara otomatis dan memiliki keandalan yang
tinggi. Ketangguhan las dipengaruhi oleh banyak faktor diantaranya masukan
panas, kuat arus, filler dan fluks, kecepatan las dan laju pendinginan.
Tujuan dari penelitian ini dimaksudkan untuk mendapatkan struktur mikro berupa
ferit acicular yang dapat memberikan kekuatan tinggi dan nilai kekerasan yang
rendah dari sambungan las. Hal ini dilakukan dengan membuat variasi heat input
pada pengelasan.
Percobaan dilakukan menggunakan bahan Baja API 5L X-52 dengan variasi kuat
arues pada arus DC 800 Amper, 825 Amper, 850 Amper, 875 Amper and 900
Amper pada pengelasan pipa spiral di bagian luar, dengan kecepatan pengelasan
13,67 mm/s dan Tegangan 35 volt. Pengujian meliputi pengamatan mikro struktur
dan ketangguhan.
Hasil penelitian menunjukkan bahwa semakin tinggi penggunaan kuat arus dapat
meningkatkan jumlah presentase ferit acikular dan meningkatkan nilai
ketangguhan.
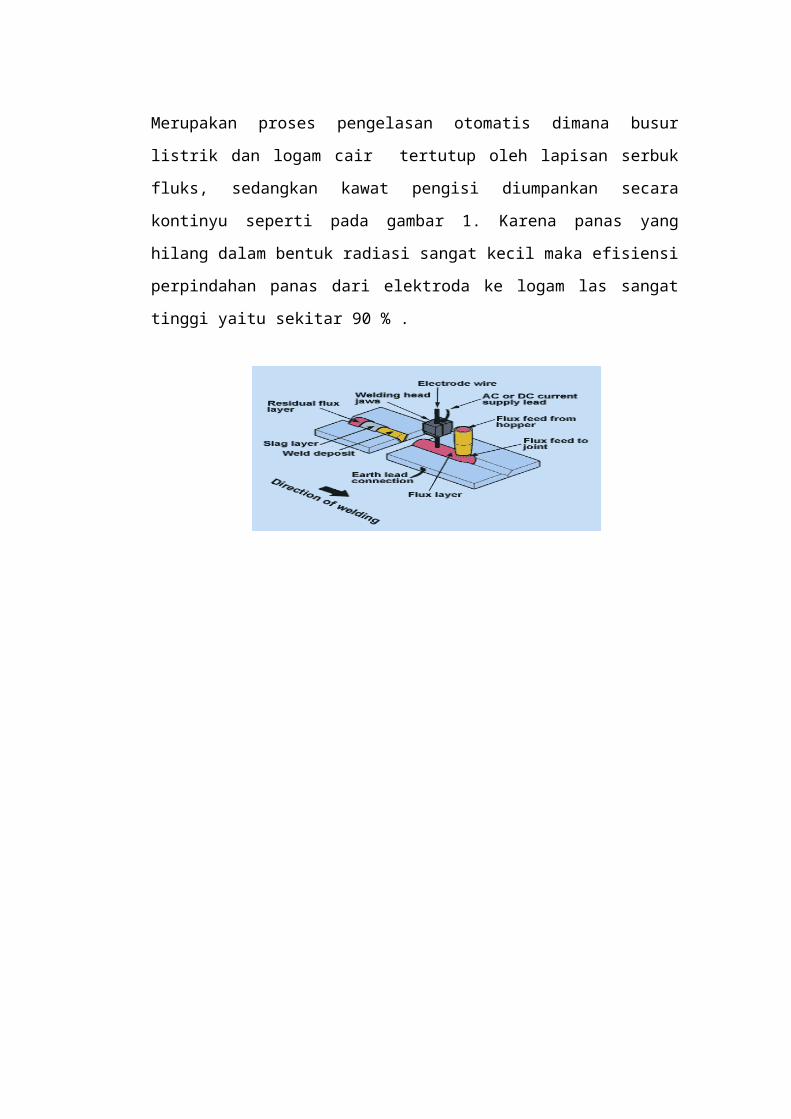
1. Submerged Arc Welding (SAW)
Merupakan proses pengelasan otomatis dimana busur listrik dan logam cair
tertutup oleh lapisan serbuk fluks, sedangkan kawat pengisi diumpankan secara
kontinyu seperti pada gambar 1. Karena panas yang hilang dalam bentuk radiasi
sangat kecil maka efisiensi perpindahan panas dari elektroda ke logam las sangat
tinggi yaitu sekitar 90 % .
Gambar 1. Skema Las SAW pada pipa
2. Fluks
Fungsi dari Fluks adalah sebagai sumber terak untuk melindungi logam cair dari
udara sekitarnya, menjaga busur listrik agar tetap stabil, sebagai deoksidator,
menghasilkan gas pelindung, mengurangi percikan api dan uap pada pengelasan,
dan sebagai sumber dari unsur padatan.Basicity Index ( BI ) atau indeks kebasaan
digunakan untuk menentukan derajat keasaman atau kebasaan suatu fluks.

BI dapat dibedakan menjadi 4 jenis yaitu :
a)bersifat asam jika BI < 1
b) bersifat netral untuk 1 < BI < 1,5
c) bersifat semi basa untuk 1,5 < BI < 2,5 dan
d) bersifat basa jika BI > 2,5.
3. Masukan Panas ( Heat Input )
Masukan panas adalah besarnya energi panas tiap satuan panjang las ketika
sumber panas bergerak. Masukan panas (H), dinyatakan dengan persamaan
sebagai berikut :
H =P/v = EI/v …………………………................................ (1)
Dimana,
P : Tenaga input ( Watt ) v : Kecepatan pengelasan ( mm/s )
E : Potensial listrik ( volt ) I : Arus listrik ( Amper )
Pada kenyataannya, perpindahan panas dari sumber panas ke benda kerja berjalan
tak sempurna dengan ditandai adanya panas yang hilang ke lingkungan. Besarnya
panas yang hilang ke lingkungan ini menentukan efisiensi perpindahan panas
sehingga persamaannya menjadi :
H = P/v = EI/v ………………................................................. ( 2 )
Dimana, : Efisiensi perpindahan panas .
Heat input juga mempengaruhi bentuk penampang lintang las, meliputi besarnya
permukaan logam induk yang mencair, permukaan bahan pengisi dan HAZ. Pada
penggunaan heat input yang semakin tinggi akan meningkatkan prosentase ferit
acicular, upper bainit, dan ferit widmanstaten (Bhole and Billingham, 1983).
Fungsi utama sumber panas pada las cair (fusion welding) adalah untuk
mencairkan logam seperti gambar 2, yang mempunyai dua fungsi yaitu :
1. Sebagai bahan pengisi (filler) pada bagian yang disambung sehingga terbentuk
bahan yang kontinyu.
2. Membersihkan permukaan sambungan dengan reaksi kimia.
4. Inklusi
Inklusi adalah partikel halus yang terbentuk dari hasil reaksi oksidasi atau reduksi
selama proses pengelasan, tetapi partikel tersebut tidak ikut larut dalam logam las
cair. Partikel ini biasanya menjadi penyebab terbentuknya ferit acicular.
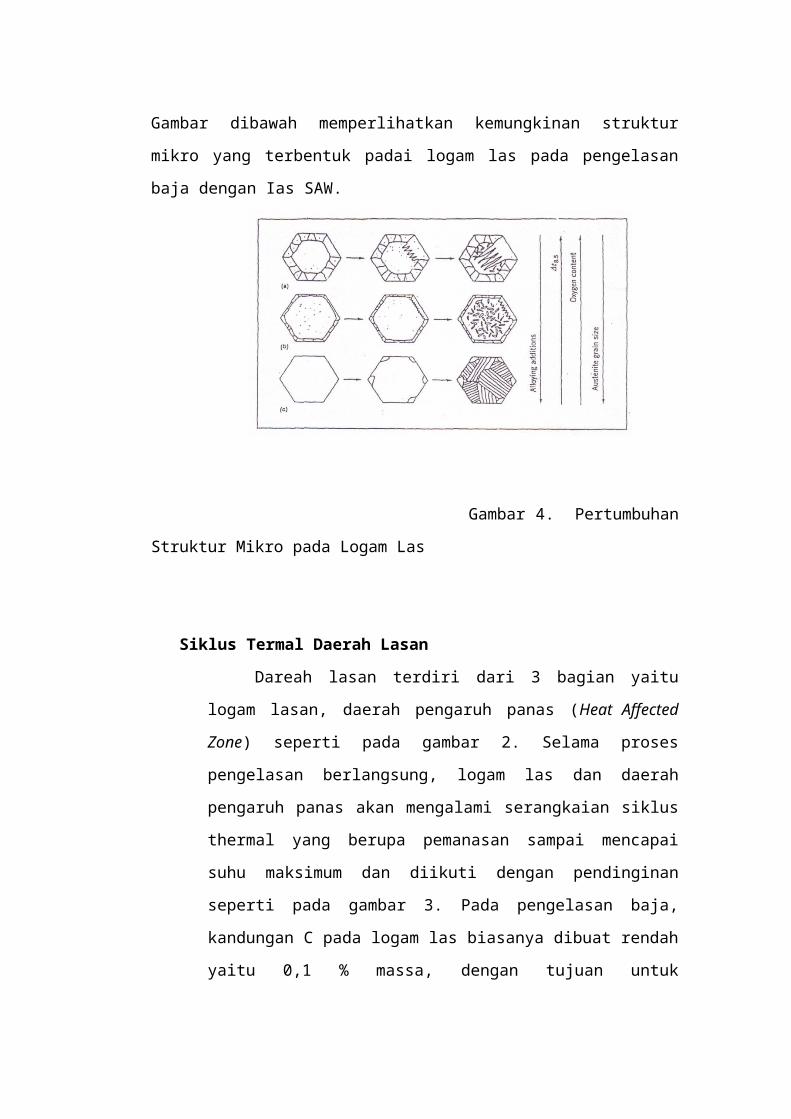
5. Struktur Mikro
Gambar dibawah memperlihatkan kemungkinan struktur mikro yang terbentuk
padai logam las pada pengelasan baja dengan Ias SAW.
Gambar 4. Pertumbuhan Struktur Mikro pada
Logam Las
Siklus Termal Daerah Lasan
Dareah lasan terdiri dari 3 bagian yaitu logam lasan, daerah
pengaruh panas (Heat Affected Zone) seperti pada gambar 2. Selama
proses pengelasan berlangsung, logam las dan daerah pengaruh panas
akan mengalami serangkaian siklus thermal yang berupa pemanasan
sampai mencapai suhu maksimum dan diikuti dengan pendinginan
seperti pada gambar 3. Pada pengelasan baja, kandungan C pada logam
las biasanya dibuat rendah yaitu 0,1 % massa, dengan tujuan untuk
mempertahankan sifat mampu las atau weldability (Easterling, 1992).
Sebagai akibatnya, jika kondisi kesetimbangan (equilibrium) tercapai

maka logam las akan mengalami serangkaian transformasi fasa selama
proses pendinginan, yaitu dari logam las cair berubah menjadi ferit-
kemudian (austenit) dan akhirnya menjadi (ferrit). Pada umumnya
laju pendinginan pada proses pengelasan cukup tinggi sehingga kondisi
kesetimbangan tidak terjadi dan akibatnya struktur mikro yang terbentuk
tidak selalu mengikuti diagram fasa.
Suhu maksimum pada siklus thermal diatas perlu diketahui karena
dapat dipakai untuk memprediksi perubahan metalurgi seperti peleburan
logam, pembentukan austenit, pembentukan kristal baru ( rekristalisasi ),
dll.
Suhu maksimum ini dapat dihitung dengan persamaan sebagai
berikut.
1T P−T 0
=(2 πe )0,5 ρ chy
Hnet
+ 1T m−T 0 ……………….………….…..…
(1)
Dimana,
TP : suhu maksimum ( oK ) To : suhu awal las ( oK )
e : bilangan natural : massa jenis (g/mm3)
c : panas jenis logam induk (J/goK) y : sama dengan nol pada batas las
h : tebal logam induk (mm) Tm : suhu cair logam induk (oK)
Hnet : heat input ( J/mm)
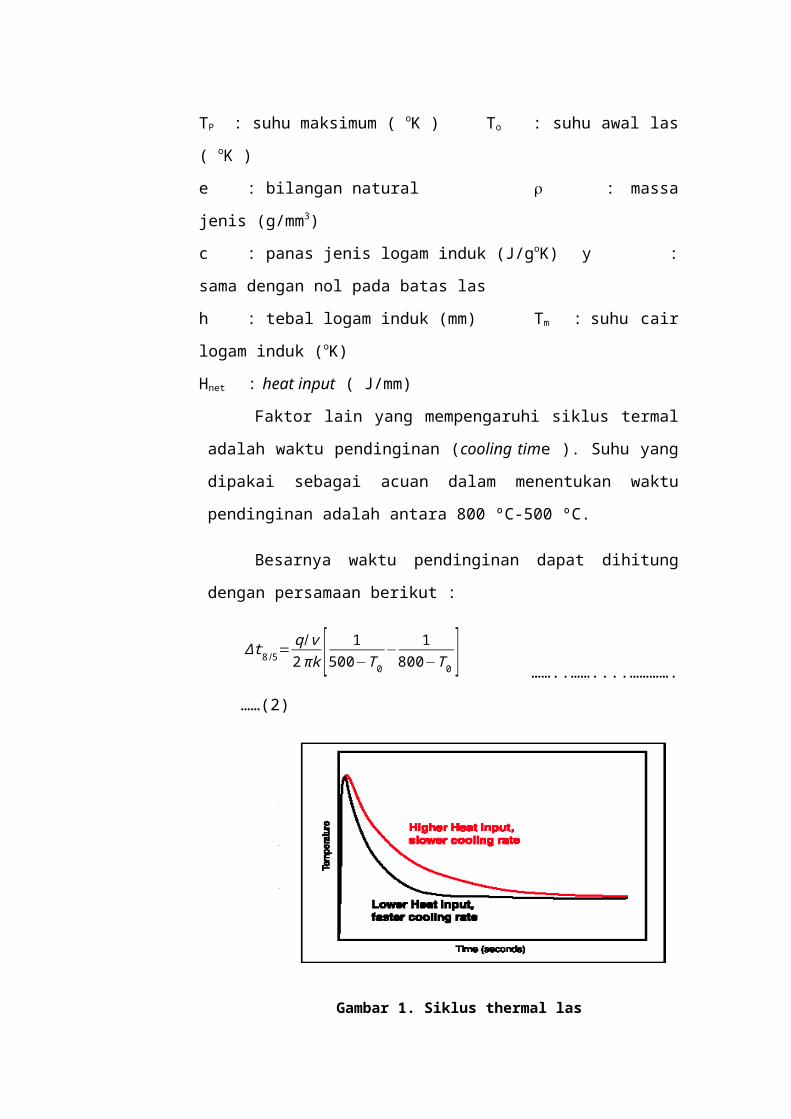
Faktor lain yang mempengaruhi siklus termal adalah waktu
pendinginan (cooling time ). Suhu yang dipakai sebagai acuan dalam
menentukan waktu pendinginan adalah antara 800 ºC-500 ºC.
Besarnya waktu pendinginan dapat dihitung dengan persamaan
berikut :
Δt8 /5=q /v2 πk [ 1
500−T 0
−1
800−T 0 ] ……..……....………….……
(2)
Aliran Panas Pada Proses Pengelasan
Panas yang terjadi pada proses pengelasan sangat mempengaruhi distribusi suhu, tegangan sisa (residual stress) dan distorsi. Selain itu panas juga mempangaruhi transformasi fasa yang selanjutnya berpengaruh pada struktur mikro dan sifat-sifat fisik dan mekanik las.Sumber Energi / Panas Pengelasan membutuhkan dua hal yang sangat penting yaitu a. Energi thermal (panas) b. Energi mekanik yang berupa tekanan.Sumber energi panas didapatkan dari energi kimia (misalnya pembakaran gas dengan oksigen) dan energi listrik (misalnya busur listrik dan sinar intensitas tinggi). Besarnya energi (Q) yang terkandung dalam sumber panas dinamakan tingkat energi (energy level) atau kapasitas energi (energy capacity).
Las oxy acytelene
Q(Watt)= (48 KJ/lt acetylene x V acetylene x (h/3600s)
Dimana
Gambar 1. Siklus thermal las (Funderburk, 1999)

V acetylene : Debit aliran gas asetelin(l/h)Panas pembakaran acetylene : 48 kJ/lt pada l atm dan 25oCt : waktu dalam jam
Las busur listrik
Q (Watt) = E I
DimanaE : Potensial listrikI : Arus listrik
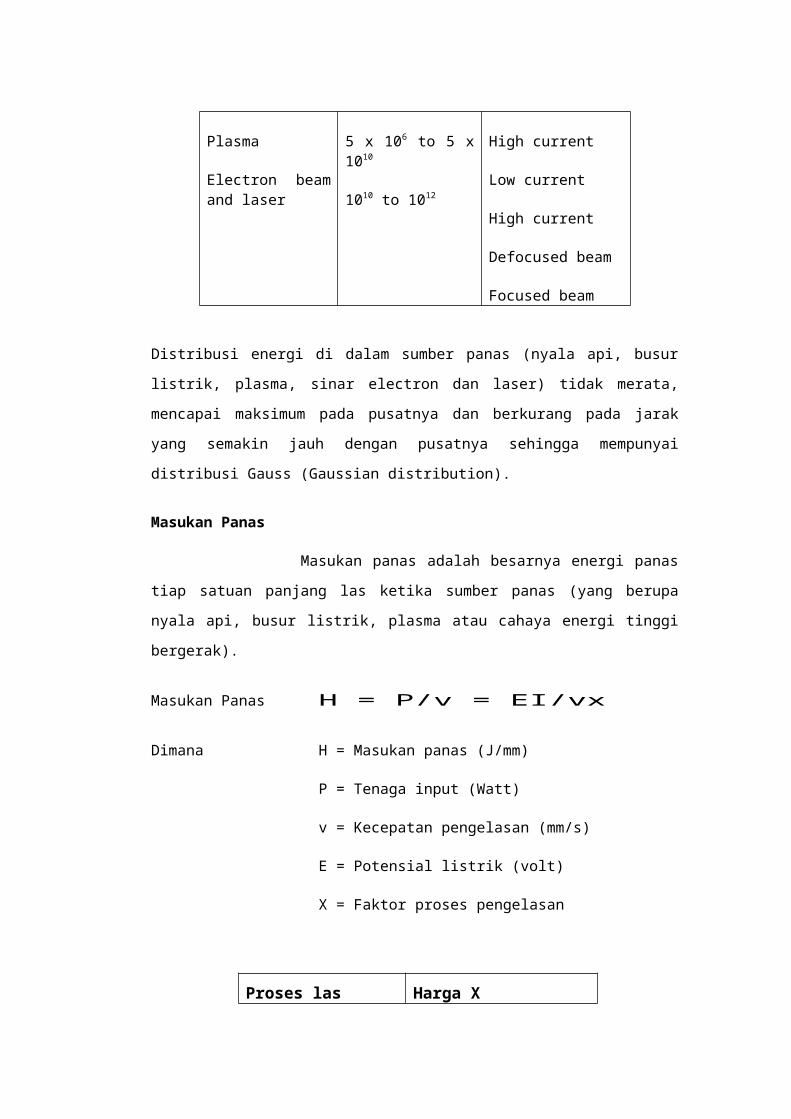
Kerapatan Energi dan Distribusi Energi
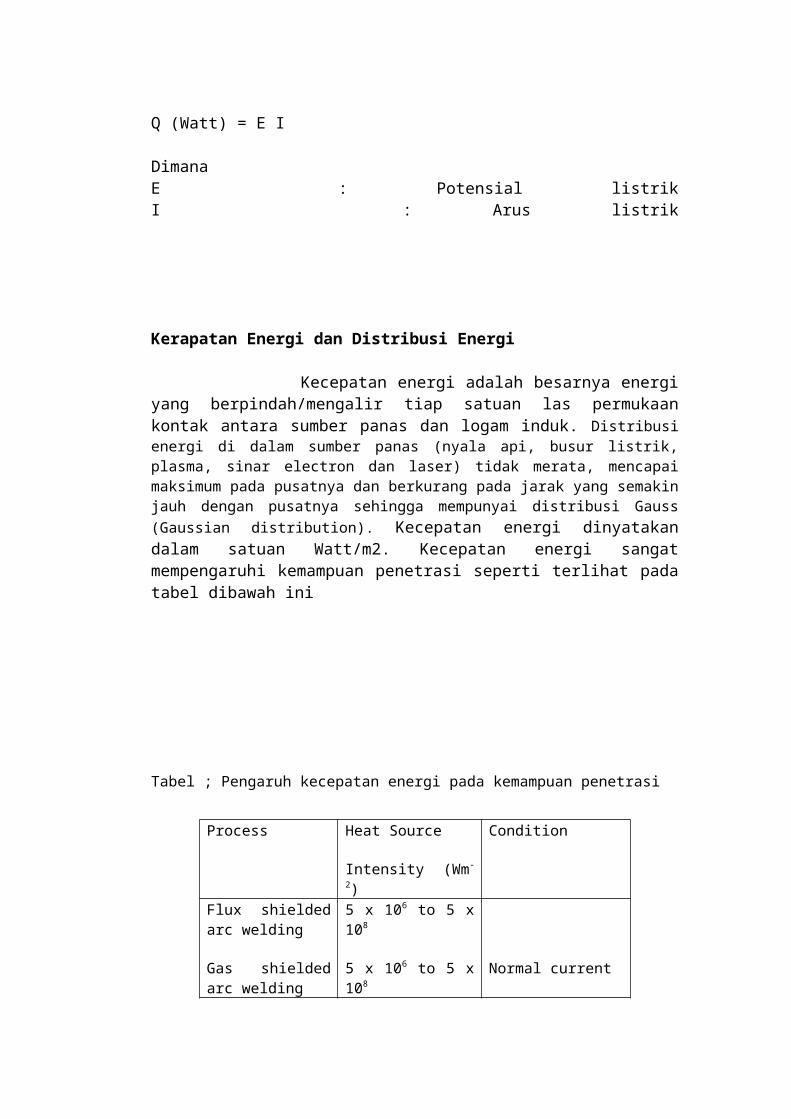
Kecepatan energi adalah besarnya energi yang berpindah/mengalir tiap satuan las permukaan kontak antara sumber panas dan logam induk. Distribusi energi di dalam sumber panas (nyala api, busur listrik, plasma, sinar electron dan laser) tidak merata, mencapai maksimum pada pusatnya dan berkurang pada jarak yang semakin jauh dengan pusatnya sehingga mempunyai distribusi Gauss (Gaussian distribution). Kecepatan energi dinyatakan dalam satuan Watt/m2. Kecepatan energi sangat mempengaruhi kemampuan penetrasi seperti terlihat pada tabel dibawah ini
Tabel ; Pengaruh kecepatan energi pada kemampuan penetrasi
Process Heat Source
Intensity (Wm-2)
Condition
Flux shielded arc welding
Gas shielded arc welding
Plasma
Electron beam and
5 x 106 to 5 x 108
5 x 106 to 5 x 108
5 x 106 to 5 x 1010
1010 to 1012
Normal current
High current
Low current
laser High current
Defocused beam
Focused beam
Distribusi energi di dalam sumber panas (nyala api, busur listrik, plasma, sinar electron
dan laser) tidak merata, mencapai maksimum pada pusatnya dan berkurang pada jarak
yang semakin jauh dengan pusatnya sehingga mempunyai distribusi Gauss (Gaussian
distribution).
Masukan Panas
Masukan panas adalah besarnya energi panas tiap satuan panjang las ketika
sumber panas (yang berupa nyala api, busur listrik, plasma atau cahaya energi tinggi
bergerak).
Masukan Panas H = P/v = EI/vx
Dimana H = Masukan panas (J/mm)
P = Tenaga input (Watt)
v = Kecepatan pengelasan (mm/s)
E = Potensial listrik (volt)
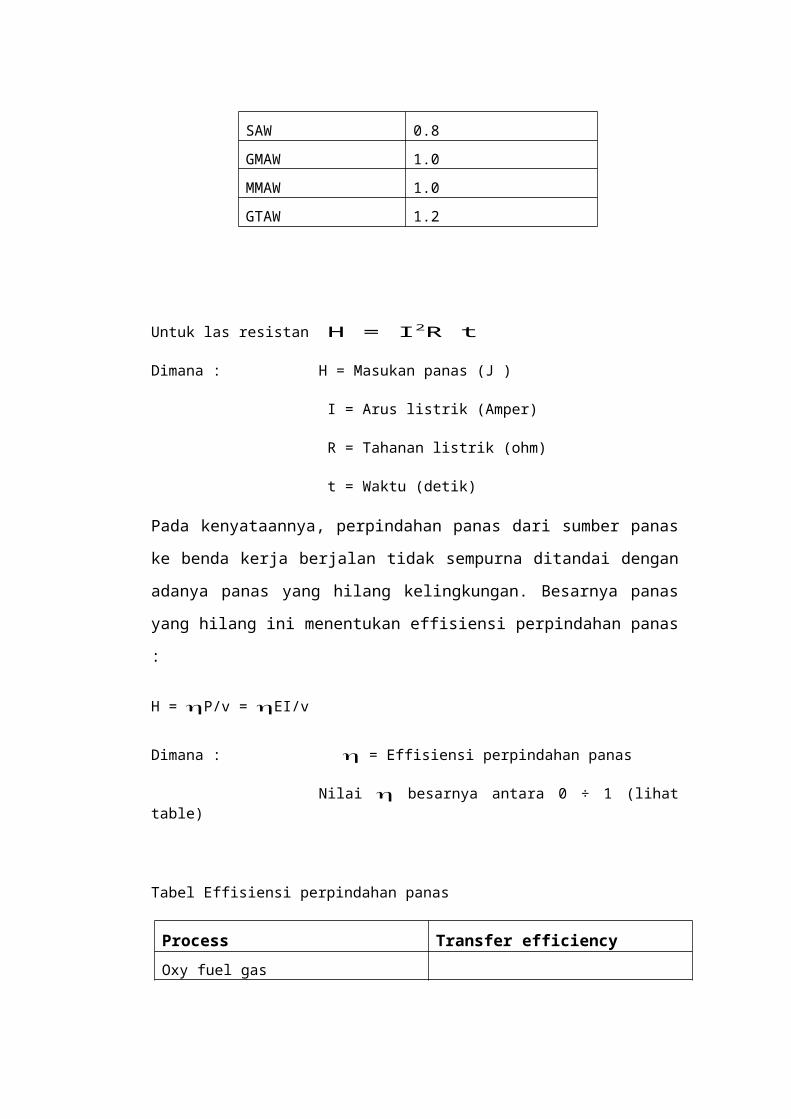
X = Faktor proses pengelasan
Proses las Harga X
SAW 0.8
GMAW 1.0
MMAW 1.0
GTAW 1.2
Untuk las resistan H = I2R t
Dimana : H = Masukan panas (J )
I = Arus listrik (Amper)
R = Tahanan listrik (ohm)
t = Waktu (detik)
Pada kenyataannya, perpindahan panas dari sumber panas ke benda kerja berjalan
tidak sempurna ditandai dengan adanya panas yang hilang kelingkungan.
Besarnya panas yang hilang ini menentukan effisiensi perpindahan panas :
H = P/v = EI/v
Dimana : = Effisiensi perpindahan panas
Nilai besarnya antara 0 ÷ 1 (lihat table)
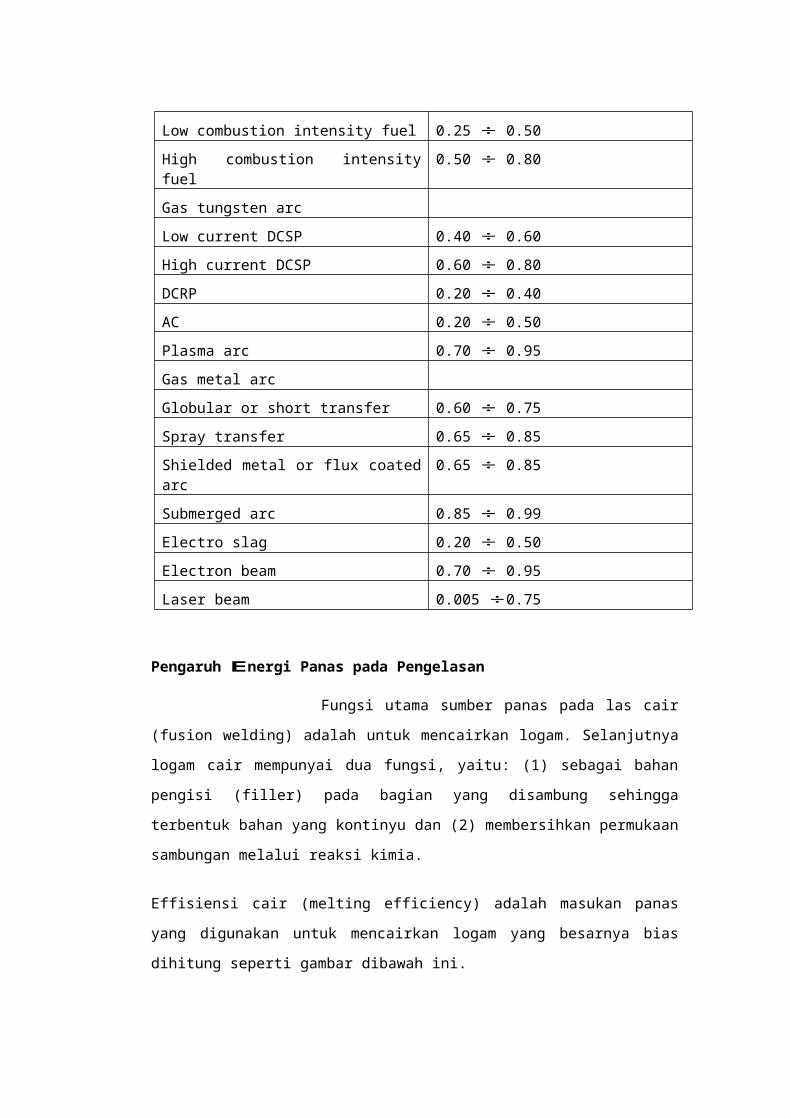
Tabel Effisiensi perpindahan panas
Process Transfer efficiency
Oxy fuel gas
Low combustion intensity fuel 0.25 ÷ 0.50
High combustion intensity fuel 0.50 ÷ 0.80
Gas tungsten arc
Low current DCSP 0.40 ÷ 0.60
High current DCSP 0.60 ÷ 0.80
DCRP 0.20 ÷ 0.40
AC 0.20 ÷ 0.50
Plasma arc 0.70 ÷ 0.95
Gas metal arc
Globular or short transfer 0.60 ÷ 0.75
Spray transfer 0.65 ÷ 0.85
Shielded metal or flux coated arc 0.65 ÷ 0.85
Submerged arc 0.85 ÷ 0.99
Electro slag 0.20 ÷ 0.50
Electron beam 0.70 ÷ 0.95
Laser beam 0.005 ÷0.75
Pengaruh Energi Panas pada Pengelasan
Fungsi utama sumber panas pada las cair (fusion welding) adalah untuk
mencairkan logam. Selanjutnya logam cair mempunyai dua fungsi, yaitu: (1) sebagai
bahan pengisi (filler) pada bagian yang disambung sehingga terbentuk bahan yang
kontinyu dan (2) membersihkan permukaan sambungan melalui reaksi kimia.
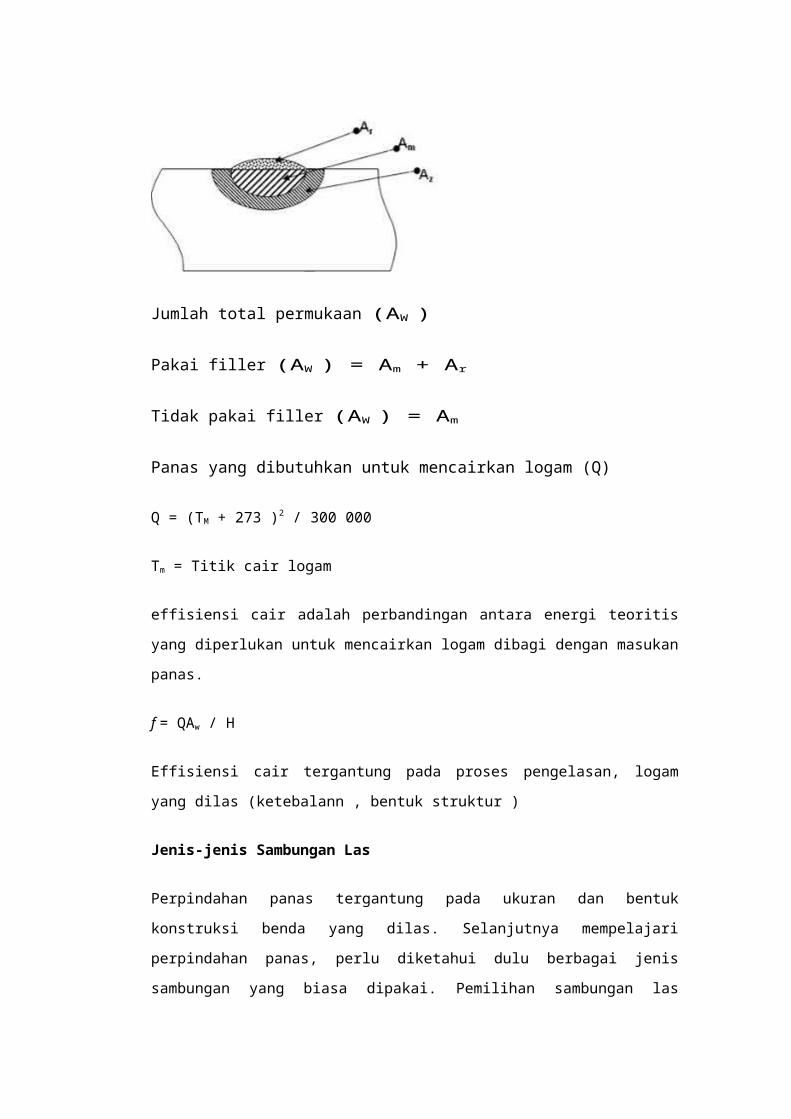
Effisiensi cair (melting efficiency) adalah masukan panas yang digunakan untuk
mencairkan logam yang besarnya bias dihitung seperti gambar dibawah ini.
Jumlah total permukaan (AW )
Pakai filler (AW ) = Am + Ar
Tidak pakai filler (AW ) = Am
Panas yang dibutuhkan untuk mencairkan logam (Q)
Q = (TM + 273 )2 / 300 000
Tm = Titik cair logam
effisiensi cair adalah perbandingan antara energi teoritis yang diperlukan untuk
mencairkan logam dibagi dengan masukan panas.
f = QAw / H
Effisiensi cair tergantung pada proses pengelasan, logam yang dilas (ketebalann , bentuk
struktur )
Jenis-jenis Sambungan Las
Perpindahan panas tergantung pada ukuran dan bentuk konstruksi benda yang dilas.
Selanjutnya mempelajari perpindahan panas, perlu diketahui dulu berbagai jenis
sambungan yang biasa dipakai. Pemilihan sambungan las ditentukan oleh bentuk struktur
dan sifat beban yang bekerja pada struktur tersebut seperti beban uniaxial, biaxial, statis,
dinamis, tarik, tekan, geser atau torsi. Selain itu faktor biaya, jenis proses pengelasan dan
perawatan pelu juga diperhatikan.
Pada prinsipnya ada 5 sambungan las yaitu ;
1. Butt joint (sambungan tumpul)
2. Corner joint (sambungan sudut)
3. Edge joint (sambungan sisi)
4. lap joint (sabungan tumpang)
5. Tee joint (sambungan T).
Pada sambungan tumpul, permukaan yang disambung berupa (a) sambungan persegi
(square) yang tidak membutuhkan elektrode pengumpan (filler) seperti GTAW dan EBW
dan (b) sambungan V yang membutuhkan lgam pengisi seperti MMAW, GAW, dan
SAW.
Logam las dapat juga diklasifikasikan berdasarkan type penetrasi dan bentuk sambungan,
yaitu :
1. Penetrasi penuh (full penetration) : ketebalan las sama dengan logam induk
2. Penetrasi sebgaian (partial penetration) ; ketebalan las lebih kecil logam induk
3. Continous weld ( las kontinyu) : jika las dilakukan secara kontinyu
4. Internittent welds : pengelasan diselingi dengan berhenti pada jarak tertentu dan
terdapat gap / jarak antara las satu dengan lainnya.
Perpindahan Panas
Aliran panas atau perpindahan panas ada proses pengelasan sangat menentukan
kualitas las karena aliran panas mempengaruhi struktur mikro, reaksi oksidasi / reduksi,
tegangan sisa dan distorsi.
Perpindahan panas pad alas terjadi secara konduksi, dan sebagian kecil terjadi secara
konveksi dan radiasi. Konveksi dan radiasi dapat diabaikan. Luas daerah yang mengalami
pemanasan tegantung pada beberapa hal, diantaranya:
1. Peningkatan kecepatan v pada panas masukan q constant menyebabkan
daerah yang tepengaruh panas menjadi mengecil dimana garis-garis
isothermis menyempit pada arah tegak lurus arah las dan memendek pada
arah pengelasan
2. Kenaikan panas masukan q pada kecepatan v constant memperluas daerah
terpengaruh panas dimana garis-garis isothermis melebar pada arah tegak
lurus las dan memanjang pada arah las.
3. Kenaikan masukan panas q dan kecepatan v pada harga masukan panas
(q/v) constant memperluas daerah terpengaruh panas sebanding dengan
panas masukan dan kecepatan.
4. Kenaikan suhu preheat T0 pada masukan panas dan kecepatan constant
memperluas daerah terpengaruh panas.
5. Konduktivitas themal (k ) sangat mempengaruhi daerah terpengaruh
panas. Jika nilai k kecil panas masukan (q) yang diperlukan saat
pengelasan kecil. Sebagai akibatnya baja tahan karat austenit Cr-Ni
(austhenitic stainless steel) dapat dilas dengan masukan panas yang kecil
sedangkan alumunium (Al) dan tembaga (Cu) membutuhkan masukan
panas yang besar.
Siklus Thermal
Pada proses pengelasan, kecepatan busur listrik (sumber panas) lebih besar dari
kecepatan perpindahan panas. Kecepatan aliran panas searah dengan gerakan busur
listrik. Dengan demikian daerah di sekitar las mengalami siklus thermal berupa
pemanasan sampai suhu maksimum tercapai kemudian diikuti dengan pendinginan.
Besar suhu maksimum :
dimana :
Tp = Suhu maksimum (K)
To = Suhu awal las (K)
e = bilangan natural
= massa jenis ( g/mm2+)
c = Panas jenis logam induk ( J/gK)
h = Tebal logam induk (mm)
y = batas las (Tp=To)
Tm= Suhu cair logam induk (k)
Hnet= Masukan panas
Kecepatan pendinginan
Struktur micro pada logam las dan HAZ dipengaruhi oleh kecepatan
pendinginan , hal in disebabkan kerana proses pembekuan logam cair
(solidification) dan tranformasi fasa sangat sensitive terhadap kecepatan
pendinginan.
CR = cooling rate
k = Konduktivitas thermal
Tp = temperature akhir
To = temperature awal
Hnet = E
Struktur Mikro Dari Las
Penambahan unsur paduan pada logam las menyebabkan struktur mikro cenderung
berbentuh bainit dengan sedikit ferit batas butir, kedua macam struktur mikro
tersebut juga dapat terbentuk jika ukuran butir austenitnya besar.
Nilai t8/5 yang semakin besar (waktu pendinginan semakin lama) akan
meningkatkan ukuran ferit batas butir, selain itu waktu penditiginan yanig lama
akan menyebabkan struktur rnikra yang paling banyak terbentuk adalah ferit
widmanstatten. Kandungan oksigen yang besar juga akan menyebabkan
terbentunya ferit Widmanstatten dan ferit batas butir dengan ukuran yang besar.
Untuk mendapatkan struktur mikro hasil pengelasan yang baik yaitu berupa ferit
acicular maka unsur paduan, kandungan oksigen, waktu pendingin (At8/5) dan
ukuran butir austenit harus tepat.
Struktur mikro dari las biasanya konibinasi dari struktur mikro berikut ini :
Ferit Batas Butir
Ferit batas butir terbentuk pertama kali pada transformasi -, biasanya terbentuk
sepanjang bats austenit pada suhu 1000 °C – 650 °C
Ferit Widmanstatten
Jika suhunya lebih rendah maka akan terbentuk ferit Widmanstatten. Ukurannya
besar dan pertumbuharmya cepat sehingga akan memenut permukaan butirnya
.Struktur mikro ini terbentuk pada suhu 750 °C – 650 °C disepanjang batas butir
austenit.
Ferit widmanstatten mempunyai ukuran besar dengan orientasi arah yang hampir
sama sehingga memudahkan terjadinya perambatan retak.
Ferit Acicular
Ferit acicular berbentuk intragranular dengan ukuran yang kecil dan mempunyai
orentasi arah yang acak.Jika terjadi retak hasil las dengan struktur mikro ferit
acicular maka retak tersebut tidak akan cepat merambat karena oreientasi arahnya
acak. Karena hal tersebut maka bentuk struktur mikro ferit acicular mempunyai
ketangguhan paling tinggi dibanding strutur mikro yang lain. Biasannya ferit
aciculat terbentuk sekitar suhu 650 °C
Dalam pengelasan, penambahan titanium dan boron bersama-sama dengan
oksigen dengan konsentrasi rendah sangat efektif untuk membentuk ferit acicular
selain itu ferit acicular juga dapat terbentuk pada hasil pengelasan jika inklusi
yang terjadi mempunyai diameter lebih dari 0,2 m.
Mo dan Cr merupakan pembentuk karbida yang kuat yang dapat menahan
pembentukan proeutectic ferrite dan meningkatkan pembentukan ferit acicular.
Hasil pengelasan akan mempunyai sifat-sifat yang baik jika jumlah ferit
acicular yang terbentuk paling banyak.
Bainit
Bainit merupakan ferit yang tumbuh dari batas butir austenit dan berupa pelat-
pelat sejajar dengan Fe3C diantara pelat-pelat tersebut atau didalam pelat.
Bainit mempunyai kekerasan yang lebih tinggi dibanding ferit, tetapi lebih
rendah dari pada martensit.
b
a b
Gambar 5. a) skema ferit acicular, b) foto mikro ferit acicular.
Martetisit
Martensit akan terbentuk pada proses pengelasan dengan pendinginan sangat
cepat, mempunyai sifat sangat keras dan getas sehingga kekuatan tarik dan
ketangguhannya rendah.
7. Struktur Mikro dan Sifat-Sifat Mekanik
Pada proses pengelasan, transformasi (austenit) (ferit) merupakan
tahap yang paling krusial karena struktur mikro logam las yang berarti juga sifat-
sifat mekanisnya sangat ditentukan pada tahap ini. Diantara faktor-faktor yang
mempengaruhi transformasi (austenit) (ferit) adalah masukan panas (heat
input), komposisi kimia las, kecepatan pendinginan dan bentuk sambungan las
seperti ditunjukkan oleh diagram CCT (Continuous Cooling Transformstion)
seperti pada gambar 6. Struktur mikro logam las baja terdiri dari kombinasi dua
atau lebih fasa-fasa berikut yang disususn berdasarkan suhu pembentuknya :
1)Ferit batas butir (grain boundary ferrite), terbentuk antara suhu 1000 sampai
650 oC sepanjang batas butir austenit.
2)Ferit Widmanstatten (Widmanstatten ferrite side plates), terbentuk antara suhu
1000 sampai 650 oC
Ferit acicular (acicular ferrite), terbentuk antara suhu 650 oC
Bainit,terbentuk antara suhu 500 oC
Martensit, terbentuk jika proses pendinginannya sangat cepat
Gambar 6. Diagram CCT
Dari kelima struktur mikro di atas, ferit acicular merupakan struktur mikro yang
diinginkan karena dapat meningkatkan kekuatan dan ketangguhan logam las
seperti yang dilaporkan oleh Harrison dan Farrar (1981)., Grong dan Matlock
(1986). Peningkatan kekuatan ini disebabkan karena ferit acicular berbutir halus
sesuai dengan persamaan Hall-Petch berikut :
= o + kd-1/2 ………………………………....…..….…(5)
Dimana : tegangan luluh
o : tegangan friksi (friction stress)
k : koefisien penguat (strengthening coefficient)
d : ukuran (diameter) butir
Pada sisi lain, ketangguhan las disebabkan karena struktur ferit acicular berbentuk
anyaman (interlocking structure) sehingga dapat menahan laju rambatan retak dan
memberikan ketangguhan yang baik.
C. PROSES
Proses-proses ini menggunakan las listrik untuk menciptakan dan menjaga busur listrik antara elektroda dan bahan dasar untuk mencairkan logam di titik pengelasan. Mereka dapat menggunakan salah arus searah (DC) atau bolak-balik (AC) saat ini, dan konsumsi atau non-habis elektroda. Daerah pengelasan kadang-kadang dilindungi oleh beberapa jenis inert atau semi-gas inert, yang dikenal sebagai gas melindungi, dan bahan filler kadang-kadang digunakan juga.
Untuk pasokan energi listrik yang diperlukan untuk proses pengelasan busur, sejumlah pasokan daya yang berbeda dapat digunakan. Pengelasan yang paling umum adalah konstan pasokan listrik saat ini pasokan listrik dan konstan tegangan catu daya. Dalam pengelasan busur, panjang busur secara langsung berhubungan dengan tegangan, dan jumlah panas masukan adalah terkait dengan arus. Catu daya arus konstan yang paling sering digunakan untuk proses pengelasan manual seperti gas tungsten arc welding dan terlindung pengelasan busur logam, karena mereka mempertahankan arus yang relatif konstan, bahkan ketika tegangan bervariasi. Hal ini penting karena di manual las, dapat sulit untuk memegang sempurna elektroda mantap, dan sebagai hasilnya, panjang busur dan dengan demikian tegangan cenderung berfluktuasi. Catu daya tegangan konstan terus
tegangan konstan dan bervariasi saat ini, dan sebagai hasilnya, yang paling sering digunakan untuk proses pengelasan otomatis seperti gas pengelasan busur logam, buang biji fluks pengelasan busur, dan pengelasan busur terendam. Dalam proses ini, panjang busur dijaga konstan, karena setiap fluktuasi dalam jarak antara kawat dan bahan dasar dengan cepat diperbaiki oleh perubahan besar arus. Misalnya, jika kawat dan bahan dasar terlalu dekat, arus yang cepat akan meningkat, yang pada gilirannya menyebabkan panas untuk meningkatkan dan ujung kabel meleleh, kembali ke jarak aslinya.
Jenis saat ini digunakan dalam pengelasan busur juga memainkan peran penting dalam pengelasan. Consumable elektroda terlindung proses seperti pengelasan busur logam dan gas pengelasan busur logam pada umumnya menggunakan arus langsung, tetapi elektroda dapat diisi baik positif maupun negatif. Dalam pengelasan, bermuatan positif anoda akan memiliki konsentrasi panas yang lebih besar, dan sebagai hasilnya, mengubah polaritas elektroda memiliki dampak pada properti weld. Jika elektroda bermuatan positif, logam dasar akan menjadi lebih panas, meningkatkan penetrasi dan pengelasan las kecepatan. Selain itu, sebuah hasil elektrode bermuatan negatif lebih dangkal Welds. Nonconsumable proses elektroda, seperti gas tungsten arc welding, dapat menggunakan kedua jenis arus searah, serta arus bolak-balik. Namun, dengan arus langsung, karena hanya menciptakan elektroda busur dan tidak menyediakan bahan pengisi, elektrode yang bermuatan positif menyebabkan Welds dangkal, sedangkan elektroda bermuatan negatif membuat lebih Welds. bolak bergerak cepat saat ini antara kedua, yang mengakibatkan menengah Welds penetrasi. Salah satu kelemahan dari AC, fakta bahwa busur harus dinyalakan kembali setelah setiap nol persimpangan, telah berbicara dengan penemuan kekuatan khusus unit yang menghasilkan gelombang persegi pola bukannya normal gelombang sinus, membuat penyeberangan nol cepat mungkin dan meminimalkan efek dari masalah.

PENGELASAN (WELDING)
1. Sejarah Pengelasan
Berdasarkan penemuan-penemuan benda sejarah dapat diketahui teknik
penyambungan logam telah diketahui sejak zaman prasejarah, misalnya
pembrasingan logam paduan emas-tembaga dan pematrian paduan timbal-timah,
menurut keterangan yang didapat diketahui dan dipraktekkan dalam rentang
waktu antara 4.000 – 3.000 S.M. Sumber panas waktu itu diduga berasal dari
pembakaran kayu atau arang. Dikarenakan suhu yang dicapai dengan
menggunakan pembakaran kayu atau arang sangat rendah, maka penyambungan
ini pada waktu itu tidak dikembangkan lebih lanjut.
Setelah energi listrik dapat digunakan dengan mudah, teknologi pengelasan
berkembang dengan pesat menjadi suatu teknik penyambungan yang mutakhir.
2. Definisi
Berdasarkan definisi dari DIN las adalah ikatan metalurgi pada sambungan logam/
logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Mengelas

menurut Alip (1989) adalah suatu aktifitas menyambung dua bagian benda atau
lebih dengan cara memanaskan atau menekan atau gabungan dari keduanya
sedemikian rupa sehingga menyatu seperti benda utuh.
3. Klasifikasi Pengelasan.
Banyak sekali cara-cara pengklasifikasi pengelasan, hal ini disebabkan
belum adanya kesepakatan dalam pengklasifikasian tersebut. Bisa kita bagi
menjadi 2 klasifikasi besar yaitu Pengelasan Konvensional dan Pengelasan Non-
Konvensional. Namun secara konvensional klasifikasi pengelasan dibagi menjadi
dua golongan, yaitu:
Berdasarkan cara kerja; las cair, las tekan, las patri, dsb.
Berdasarkan sumber energi yg digunakan; las kimia, las listrik, las mekanik, dll.
Jika kita 2 klasifikasi tsb, diklasifikasikan dengan lebih terperinci lagi maka akan
terbentuk kelompok-kelompok yang lebih terperinci lagi.
4. Struktur Mikro Daerah Las-lasan
Daerah las-lasan terdiri dari tiga bagian yaitu: daerah logam las, daerah pengaruh
panas atau heat affected zone disingkat menjadi HAZ dan logam induk yang tak
terpengaruhi panas.
a. Daerah logam las
Daerah logam las adalah bagian dari logam yang pada waktu pengelasan mencair
dan kemudian membeku. Komposisi logam las terdiri dari komponen logam induk
dan bahan tambah dari elektroda. Karena logam las dalam proses pengelasan ini
mencair kemudian membeku, maka kemungkinan besar terjadi pemisahan
komponen yang menyebabkan terjadinya struktur yang tidak homogen,
ketidakhomogennya struktur akan menimbulkan struktur ferit kasar dan bainit atas
yang menurunkan ketangguhan logam las. Pada daerah ini struktur mikro yang
terjadi adalah struktur cor. Struktur mikro di logam las dicirikan dengan adanya
struktur berbutir panjang (columnar grains). Struktur ini berawal dari logam induk
dan tumbuh ke arah tengah daerah logam las.
b. Daerah pengaruh panas atau heat affected zone (HAZ)
Daerah pengaruh panas atau heat affected zone (HAZ) adalah logam dasar
yang bersebelahan dengan logam las yang selama proses pengelasan mengalami
siklus termal pemanasan dan pendinginan cepat sehingga daerah ini yang paling
kritis dari sambungan las. Secara visual daerah yang dekat dengan garis lebur las
maka susunan struktur logamnya semakin kasar. Pada daerah HAZ terdapat tiga
titik yang berbeda, titik 1 dan 2 menunjukkan temperatur pemanasan mencapai
daerah berfasa austenit dan ini disebut dengan transformasi menyeluruh yang
artinya struktur mikro baja mula-mula ferit+perlit kemudian bertransformasi
menjadi austenit 100%. Titik 3 menunjukkan temperatur pemanasan, daerah itu
mencapai daerah berfasa ferit dan austenit dan ini yang disebut transformasi
sebagian yang artinya struktur mikro baja mula-mula ferit+perlit berubah menjadi
ferit dan austenit.
Gambar Heat Affected Zone
c. Logam induk
Logam induk adalah bagian logam dasar di mana panas dan suhu
pengelasan tidak menyebabkan terjadinya perubahan-perubahan struktur dan sifat.

Coil pelat
Rolls Pengelasan dalam
Pengelasan luar
Disamping ketiga pembagian utama tersebut masih ada satu daerah pengaruh
panas, yang disebut batas las
Cara Pengelasan
Pelat yang berbentuk koil dirol tekuk membentuk pipa spiral dilakukan
pengelasan dimulai bagian dalam kemudian pada jarak 1,5 meter dilakukan
pengelasan pada bagian luar pipa dengan las SAW seperti terlihat pada gambar 7..
Dari model pengelasan spiral kontinyu yang divariasi adalah pengelasan luar pipa.
Prosedur pengelasan adalah menurut standard AWS A5.17. Pengelasan dilakukan
dengan 5 jenis variasi heat input yang berbeda-beda. Pengelasan dilakukan di PT.
KHI Pipe Industries Cilegon Banten.
a b
Gambar 7. a). Proses pengelasan pipa spiral b) Skema pengelasan pipa spiral

Untuk memenuhi pengelasan pipa yang baik, maka harus memperhatikan ukuran
dan posisi alur yang akan disambung, hal ini bisa dilihat pada gambar 8.
Gambar 8. Potongan alur pengelasan
Pengamatan Struktur Mikro
Pengamatan struktur mikro adalah salah satu sifat fisis yang diamati dalam
penelitian ini. Tujuan dari pengamatan struktur mikro adalah untuk mengetahui
struktur mikro hasil pengelasan dengan variasi kuat arus.
Alat yang dipergunakan untuk pengujian ini adalah mikrosokop optik, dengan
mikrosokop ini dapat dilihat ukuran dan bentuk butir serta distribusi dari berbagai
macam fasa logam serta inklusi yang terjadi pada pengelasan. Pembesaran yang
dipergunakan adalah 100, 200, dan 500 kali. Pengamatan dilakukan pada daerah
las.