mata kuliah: proses manufaktur ii (pengecoran, pembentukan) · logam atau pembentukan logam) tahun...
TRANSCRIPT
Mata Kuliah: Proses Manufaktur II
(Pengecoran, Pembentukan)3 sks
Mata Kuliah: Proses Manufaktur II
(Pengecoran, Pembentukan)3 sks3 sks
oleh :
Yudy Surya Irawan
3 sks
oleh :
Yudy Surya Irawan
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
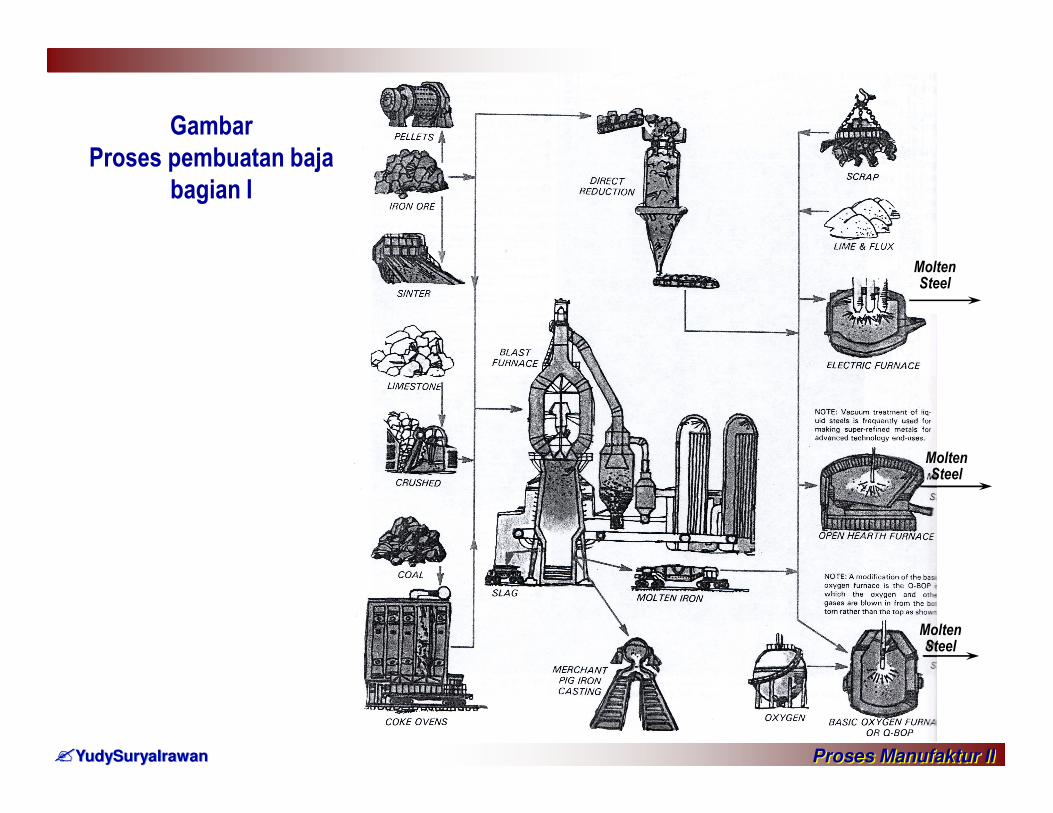
Gambar
Proses pembuatan baja
bagian I
Molten
Steel
Molten
Steel
Molten
Steel
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
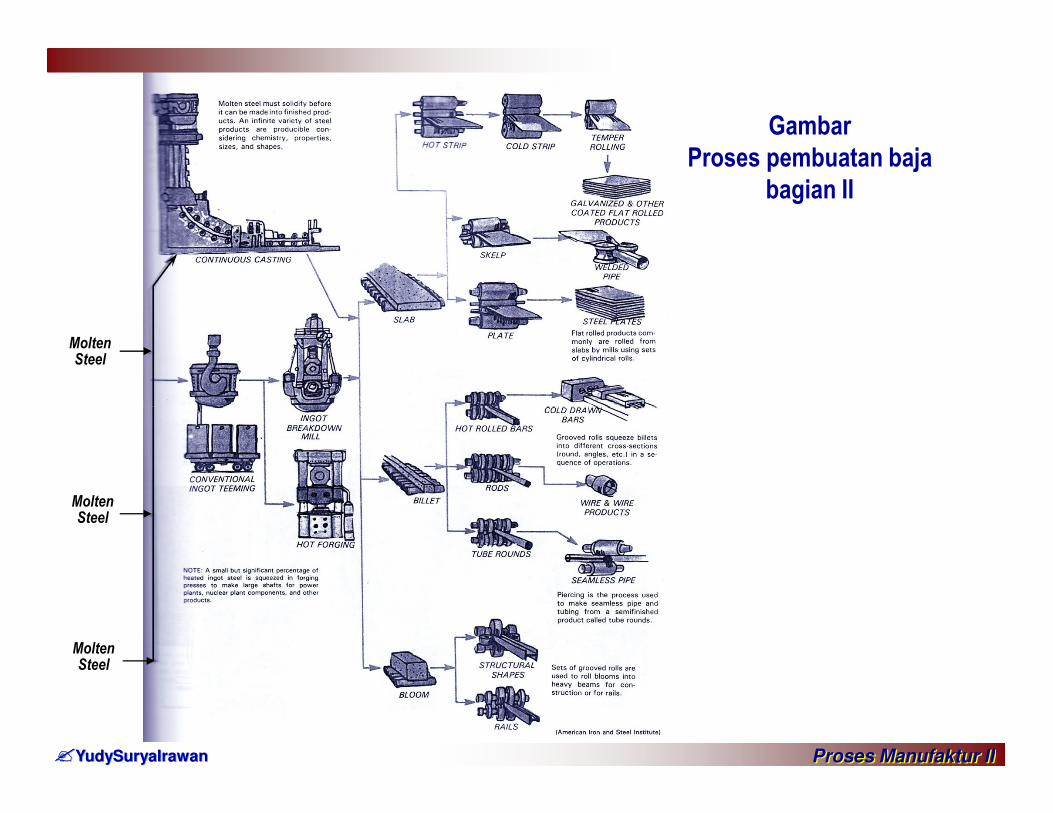
Gambar
Proses pembuatan baja
bagian II
Molten
Steel
Molten
Steel
Molten
Steel
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Rencana Pokok Bahasan dalam Perkuliahan:
1. Pengenalan SAP dan Pre-test
2. Pengecoran Logam I
3. Pengecoran Logam II
4. Pengecoran Logam III
5. Pengecoran Logam IV
6. Pengecoran Logam V
7. Pengecoran Logam VI
8. Quis I atau UTS (Ujian Tengah Semester)8. Quis I atau UTS (Ujian Tengah Semester)9. Pembahasan Quis I , Pembentukan Logam I
10. Pembentukan Logam II
11. Pembentukan Logam III
12. Pembentukan Logam IV
13. Pembentukan Logam V
14. Pembentukan Logam VI
15. Quis II16. Pembahasan Quis II dan Review
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
� Syarat Mengikuti Ujian Akhir : Kehadiran 80% dari total pertemuan
� Pakaian bebas rapi, bersepatu, bila pakai kaos harus berkerah !
� Handphone disetel mode Silent atau nada getar atau dimatikan saja !
� Toleransi Keterlambatan : 15 menit (kecuali ada kondisi daruratdengan keterangan jelas)
� Penilaian : Quis I, Quis II, Tugas, Ujian Akhir
Nilai Akhir = (20% nilai Quis I) +(20% nilai Quis II) + (20% Nilai
Tugas) + (40% Nilai Ujian Akhir)
� Tugas akhir semester :
menyerahkan buku catatan Anda pada saat Quis II dan mengumpulkansatu jurnal bahasa Inggris tentang Proses Manufaktur III (PengecoranLogam atau Pembentukan Logam) tahun 2008~2012 kemudianditerjemahkan dan dikomentari dalam bahasa Indonesia mengenaikesan-kesan Anda dan kemungkinan menjadi topic tugas akhir.
� Sumber:
- Buku-buku tentang Teknik Pengecoran Logam, Pembentukan Logam.
- Internet
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
SOAL PRETEST
1. Mengapa proses pengecoran logam itu diperlukan?
2. Tulislah macam-macam proses pengecoran logam? Dan sebutkanlah3 contoh produk hasil pengecoran logam.
3. Sebutkan dan jelaskan prinsip pada tiga contoh proses pengecoranlogam?
4. Apakah yang dimaksud dengan pembentukan logam ?
5. Tulislah pengetahuan Anda tentang syarat penting pembentukanlogam. Berikan 3 contoh produk hasil pembentukan logam.logam. Berikan 3 contoh produk hasil pembentukan logam.
6. Sebutkan dan jelaskan prinsip pada tiga contoh pembentukan logam?
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

1. Pendahuluan Pengecoran Logam� Castings (coran) adalah produk dari industri dasar logam yang mana
dibuat dengan sebuah langkah tunggal dari logam cair tanpa kerjamekanis antara seperti pengerolan maupun pembentukan.
� Proses yang sederhana (proses paling langsung dilakukandibandingkan proses metalurgi lainnya) menjadi dasar pertumbuhanpesat dengan variasi produk coran.
� Bagaimana posisi proses pengecoran dalam 5 kelompok besarproses manufaktur?
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
� Lima kelompok besar metode dasar membuat produk logam:
1. Casting (Pengecoran). Proses produksi/manufaktur denganmenuangkan logam cair ke dalam cetakan.
2. Mechanical Working (Pengerjaan mekanis). Pembentukan logamdalam bentuk padat dengan mendeformasi plastik baik pada suhu diatas maupun di bawah suhu rekristalisasi (Cold/Hot working). Titikawalnya adalah cast ingot atau billet dan logam harus memilikikapasitas untuk terdeformasi plastis. (bersambung…)
7
2. Mechanical Working (Pengerjaan mekanis). Hasil produknya adalahstandar primer atau bentuk semi finish seperti batang (bars), pelat(plates), sheets(pelat tipis), dan bagian-bagian yang dibuat dengancara pengerolan maupun ekstrusi. Proses ini menghasilkan materialdasar untuk proses pembentukan lebih lanjut.Proses lain yangmirip/analog dengan proses pengecoran adalah forging(penempaan).
3. Fabrication by joining (Fabrikasi dengan penyambungan). Prosesterkenal dalam penyambungan adalah pengelasan (welding). Prosesini berkompetisi dengan pengecoran terutama dalam hal range beratproduk tetapi struktur komposit yang dibuat dengan dua proses ataulebih akan saling menguntungkan. Pengelasan banyak digunakan
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
lebih akan saling menguntungkan. Pengelasan banyak digunakanuntuk perakitan struktur monolithic yang sangat besar seperti jembatan,rangka pabrik dlsb. Dalam hal ini, pengelasan berkompetisi denganproses penyambungan lain seperti rivetting, bolting dan peralatanpenyambung lainnya.
4. Machining (permesinan), produk ini dibuat dengan memotong daribentuk awal dengan menggunakan peralatan mesin seperti mesinbubut, milling, skrap, bor dlsb. Selain untuk membuat produk, proses inibanyak digunakan dalam operasi finishing produk untuk mencapaidimensi akhir yang akurat dari produk hasil proses manufaktur lain.
8
5. Powder Metallurgy (Metalurgi Serbuk). Produknya dibuat denganmelakukan proses penekanan cetakan (die pressing) dan sinteringpada serbuk logam.
Selain lima kelompok ini, terdapat beberapa metode hybrid dalammembentuk logam yang melampaui batas-batas tradisional.
Seperti, proses semi-solid processing and squeeze casting yangmengkombinasikan proses pengecoran dan pembentukanmekanis/pembentukan logam.
Kemudian juga terdapat spray deposition yang terdiri atas prosespengecoran dan metalurgi serbuk.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
pengecoran dan metalurgi serbuk.
Pengecoran harus secara variatif berkompetisi dengan penempaan,pengelasan dan sintered compact hasil metalurgi serbuk.
Pengecoran dapat membuat produk untuk mengganti konstruksi sheetmetal dengan pressure die casting atau komponen yang dimesindengan pengecoran investment (investment casting).
Hasil pendekatan Analisa Nilai/Kualitas dalam desain teknikmenunjukkan bahwa material dan produk semakin meningkat dipilihkarena dasar-dasar rasional terutama fungsi dan harga daripadakebiasaan dalam pemilihan bahan/produk.
9
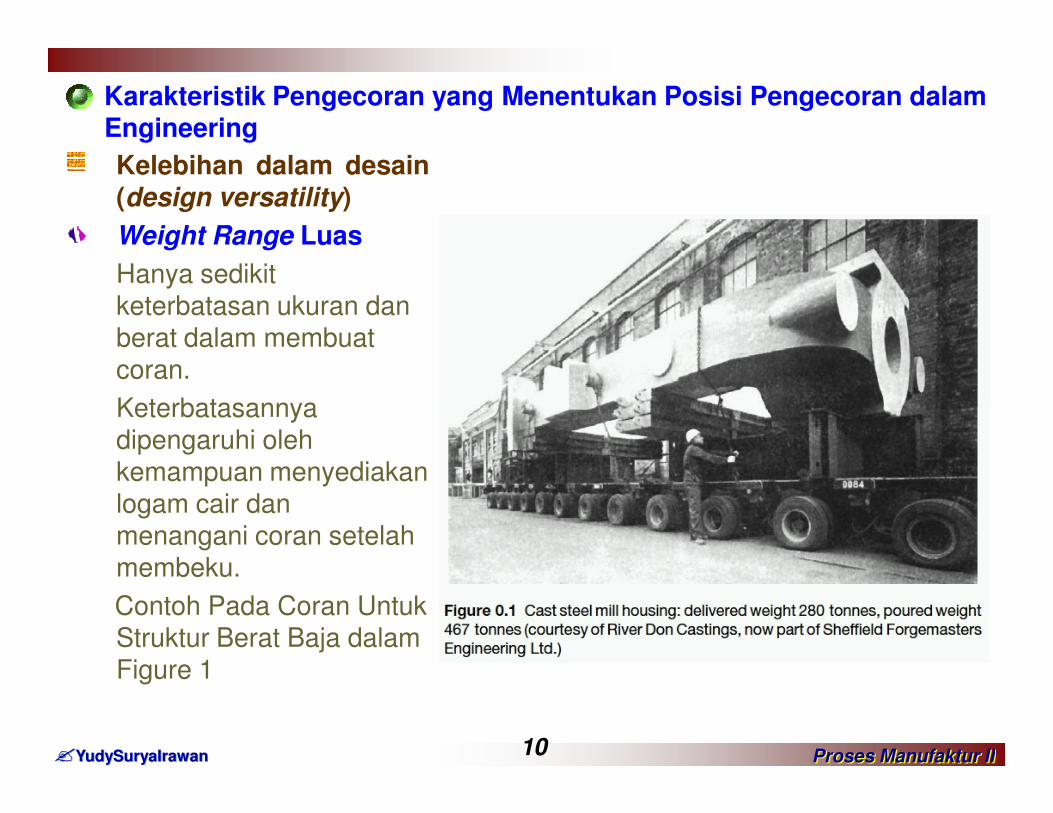
Kelebihan dalam desain(design versatility)
Weight Range Luas
Hanya sedikit keterbatasan ukuran dan berat dalam membuat coran.
Keterbatasannya
Karakteristik Pengecoran yang Menentukan Posisi Pengecoran dalam Engineering
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Keterbatasannya dipengaruhi oleh kemampuan menyediakan logam cair dan menangani coran setelah membeku.
Contoh Pada Coran Untuk Struktur Berat Baja dalam Figure 1
10
Bentuk dan Kerumitan (Shape and Intricacy)
Tidak ada proses yang memiliki kemungkinan dengan range yang sama untuk membentuk kontur yang rumit.
Meskipun proses lain dapat dilakukan akan sangat mahal dan tidak mungkin untuk dilakukan permesinan.
Kerumitan bentuk produk tidak hanya dapat diatasi oleh pengecoran
Karakteristik Pengecoran yang Menentukan Posisi Pengecoran dalam Engineering
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Kerumitan bentuk produk tidak hanya dapat diatasi oleh pengecoran pasir cetak namun juga dapat dilakukan dengan pengecoran cetakan logam (die) maupun pengecoran investment.
Keterbatasan ada bila membuat produk yang panjang dan tipis meskipun pengecoran continuous dapat melakukannya terutama untuk penampang yang uniform.
Contoh produk yang rumit dan dapat dibuat oleh pengecoran logam adalah sebagai berikut:
11
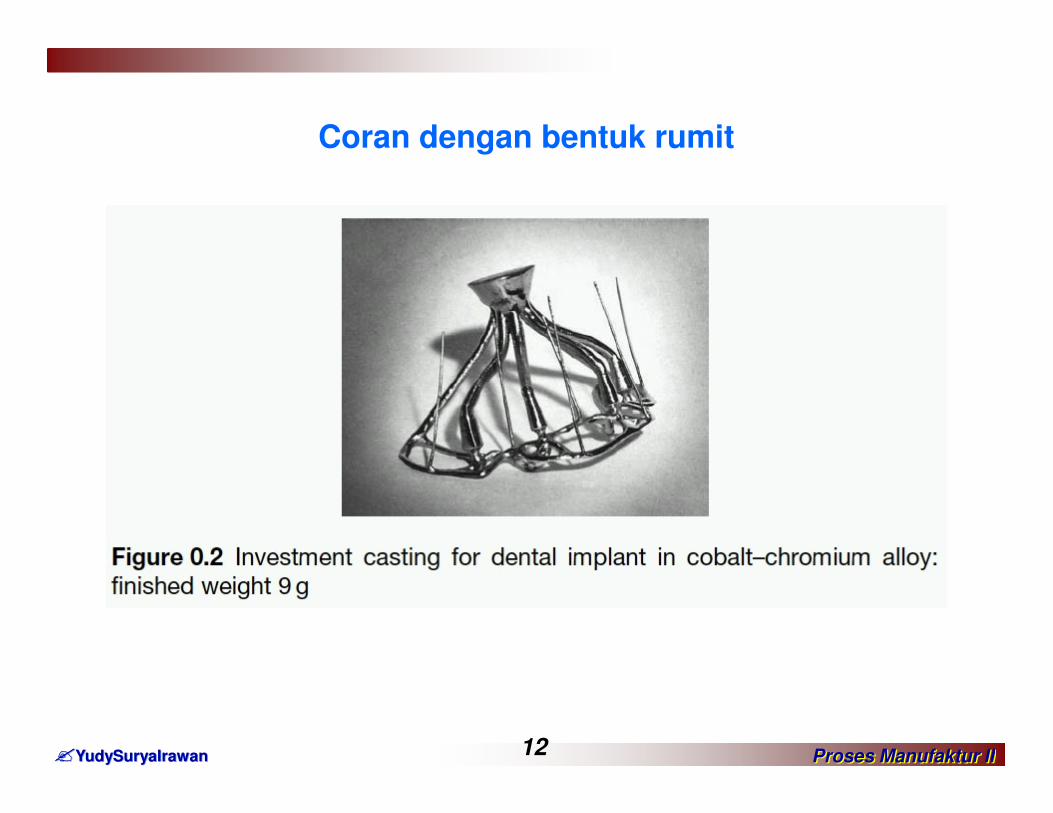
Coran dengan bentuk rumit
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 12
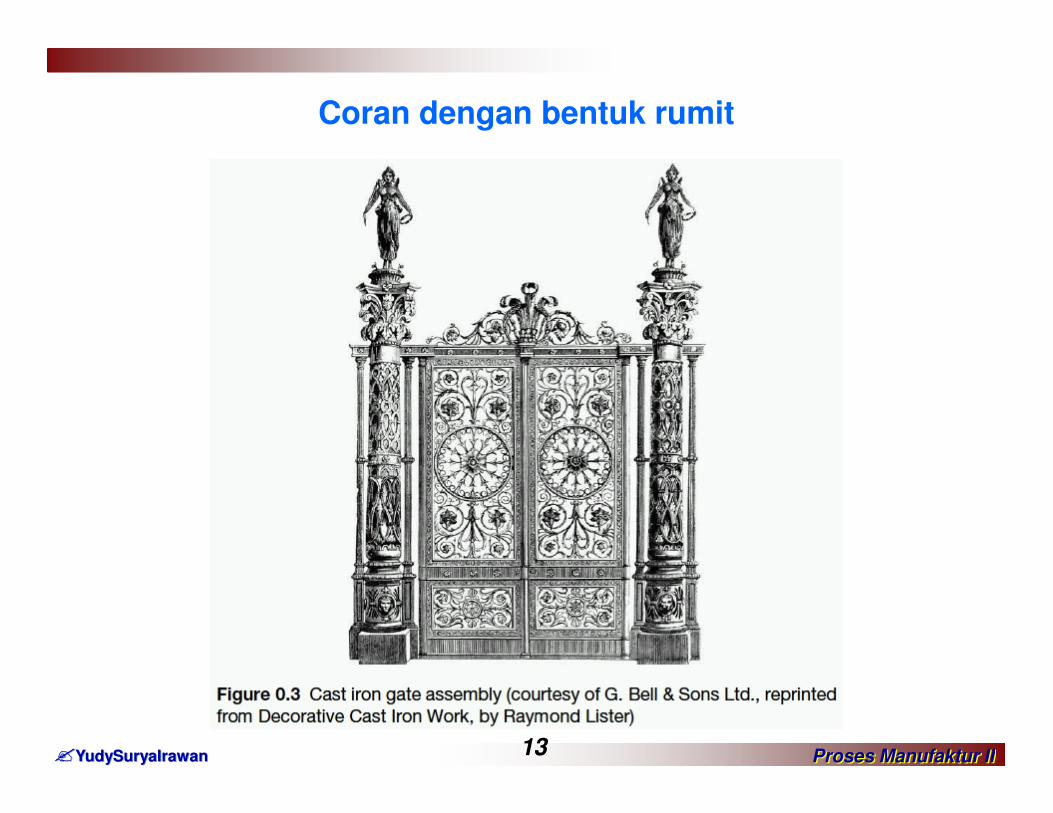
Coran dengan bentuk rumit
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 13

Coran dengan bentuk rumit
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 14

Coran dengan bentuk rumit
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 15
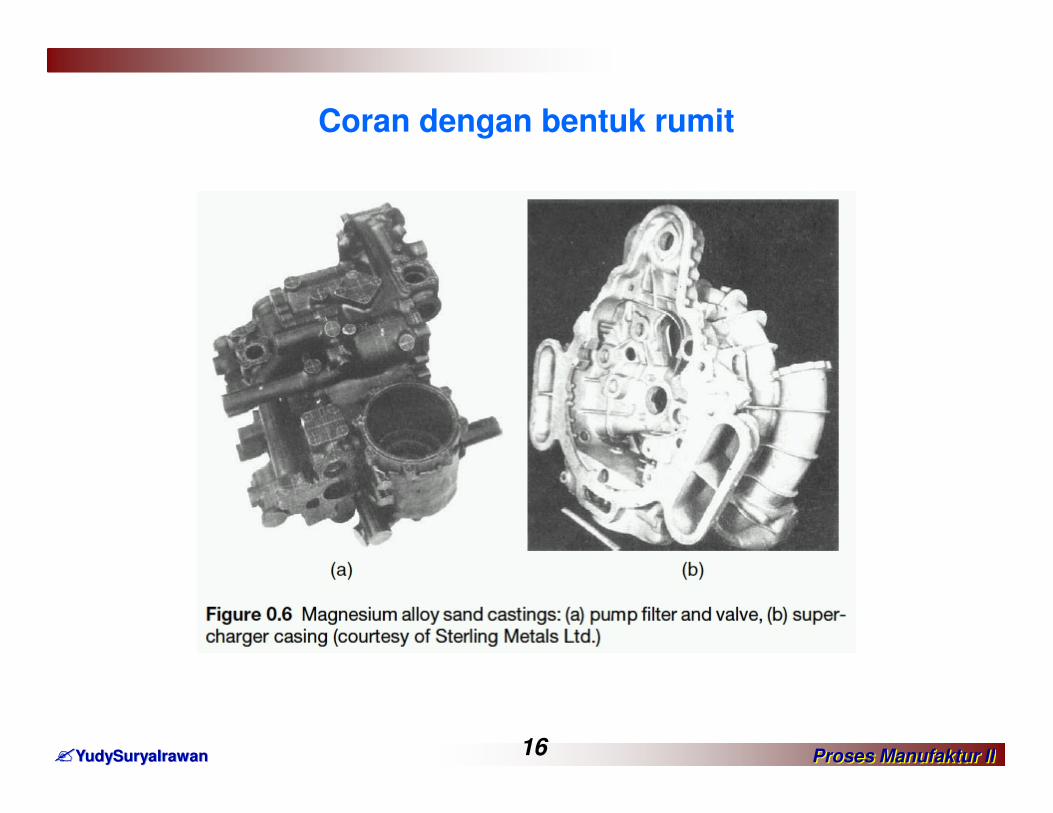
Coran dengan bentuk rumit
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 16

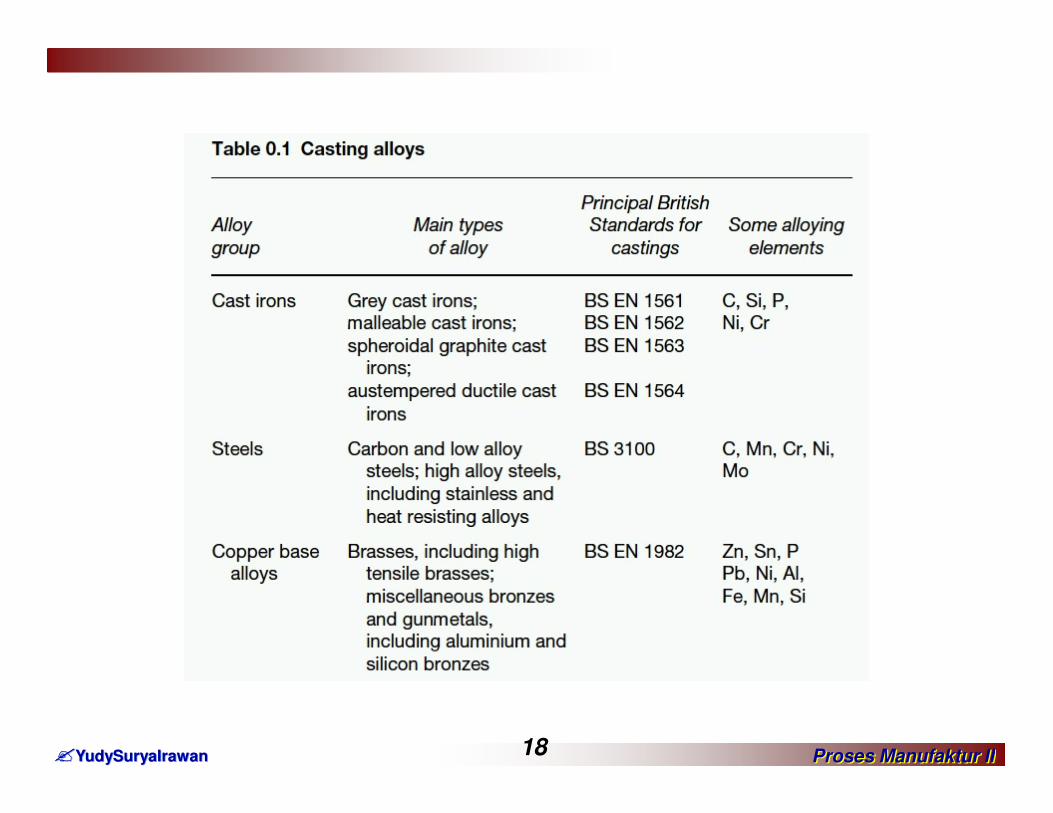
Komposisi kimia (Material Composition)
Hampir semua logam paduan teknik dapat dicor dengan menggunakan teknik pengecoran yang tepat.
Dahulu, logam-logam reaktif (Mg) dan refractory metals (Tungsten, Titanium etc dengan suhu lebur tinggi) sangat sulit untuk dicor. Tetapi, dengan kemajuan teknologi, teknik pengecoran yang khusus dapat mengatasi persoalan peleburan ini.
Logam yang paling terkenal sebagai coran adalah besi cor (cast
Karakteristik Pengecoran yang Menentukan Posisi Pengecoran dalam Engineering
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Logam yang paling terkenal sebagai coran adalah besi cor (cast irons) yang mana industri pengecoran berawal dari sini dan dapat berkembang hingga menghasilkan berbagai macam material dengan sifat-sifat yang unggul dalam kekuatan hingga keuletan (seperti, besi tuang putih, kelabu, nodular cast irons, melleable cast irons).
Penelitian terus dilakukan untuk menemukan kombinasi optimal antara teknik pengecoran dan sifat-sifat teknis coran yang diharapkan.
Berikut ini adalah Tabel kelompok besar logam paduan coran yang mendemonstrasikan berbagai macam komposisi yang ada.
17
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 18

Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 19

Biaya Perkakas (Tooling Costs)
Pengecoran cocok untuk produksi dengan kapasitas besar,
karena pola pengecoran biasaya dibuat dari bahan yang murah.
Bandingkan dengan peralatan untuk pembentukan logam.
Pengecoran dengan pasir cetak memang berbiaya rendah
namun untuk die casting biaya die menjadi lebih mahal, namun
Karakteristik Pengecoran yang Menentukan Posisi Pengecoran dalam Engineering
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
namun untuk die casting biaya die menjadi lebih mahal, namun
bila digunakan untuk kapasitas produksi massal maka dapat
menekan biaya die.
Pemodelan dengan menggunakan komputer dapat membuat
prototipe pengecoran dengan lebih cepat dan dapat
mengurangi biaya dan waktu selama pengembangan produk
coran.
20
Struktur Coran (The Cast Structure)
Coran memiliki banyak karakteristik metalurgi selama
pembekuan(solidification). Dalam beberapa coran, struktur dapat diubah
dengan pendingingan atau perlakuan panas yang sesuai dengan sifat
mekanis yang diinginkan.
Sifat mekanis coran pada umumnya dipengaruhi oleh ukuran butir, benduk
dan distribusi senyawa mikro, segregasi dan microporosity.
Dalam pembentukan logam dengan deformasi plastisnya dapat membuat
butiran lebih halus, menutup voids(lubang2), dan meredistribusikan segregasi
Karakteristik Pengecoran yang Menentukan Posisi Pengecoran dalam Engineering
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
butiran lebih halus, menutup voids(lubang2), dan meredistribusikan segregasi
dan bahkan bila deformasi terlalu besar dapat mengakibatkan kegagalan
material. Ada beberapa kelebihan yang tidak dimiliki pengecoran, namun
dengan mengontrol struktur coran dan NDT (non destructive testing) maka
coran dengan standar reliabilitas yang lebih tinggi dapat diharapkan.
Coran lebih baik memiliki isotropis namun masih sedikit yang demikian.
Beberapa contoh struktur coran yang bermanfaat:
Struktur columnar dan single crystal digunakan untuk gas turbine rotor blades
Flake grafit dalam besi tuang kelabu yang dapat meningkatkan kapasitas
damping yang tinggi
21
Fleksibilitas Proses (Flexibility of the Process)
Pengecoran dapat dilakukan dengan dana investasi yang relatif
kecil, dibandingkan dengan pengerolan, pengepresan dan
pabrik industri berat lainnya.
Pengecoran industri kecil biasanya dijalankan untuk memenuhi
kebutuhan konsumen terbatas atau lokal.
Karakteristik Pengecoran yang Menentukan Posisi Pengecoran dalam Engineering
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
kebutuhan konsumen terbatas atau lokal.
Dengan dasar proses pengecoran maka industri pengecoran
berinvestasi besar dapat dijalankan untuk produksi secara
kuantitas dan unit biaya yang rendah.
Beberapa tahun belakangan ini, telah tampak trend umum
untuk mengkonsentrasikan produksi dalam pabrik-pabrik yang
lebih besar dan lebih efisien.
22

Terima kasih kepada Penulis Buku yang
menjadi acuan mata kuliah ini:
Peter Beeley, Foundry Technology 2ndPeter Beeley, Foundry Technology 2nd
Edition, Butterworth Heinemann
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Terima kasih atas perhatian Anda
dan
Selamat Mencatat dan Belajar dengan Baik
Terima kasih atas perhatian Anda
dan
Selamat Mencatat dan Belajar dengan Baik
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan