manual aspal
DESCRIPTION
VERY GOOD BOOKTRANSCRIPT
i
DAFTAR ISI
Halaman DAFTAR ISI ………………………………….………....................……….…………..… i
DAFTAR TABEL…………………………………………….........………………............. v
DAFTAR GAMBAR……………..…………………………………..........………............. vi
1. Ruang lingkup..................................................................................................... 2. Acuan normatif................................................................................................... 3. Istilah dan definisi............................................................................................... 4 Campuran aspal panas......................................................................................
4.1 Umum......................................................................................................... 4.2. Aspal...........................................................................................................
4.2.1 Sumber-sumber aspal..................................................................... 4.2.1.1 Aspal hasil destilasi...................................................................
4.2.1.1.1 Aspal keras................................................................... 4.2.1.1.2 Aspal cair...................................................................... 4.2.1.1.3 Aspal emulsi.................................................................
4.2.1.2 Aspal alam................................................................................ 4.2.1.2.1 Aspal danau.................................................................. 4.2.1.2.2 Aspal batu.....................................................................
4.2.1.3 Aspal modifikasi........................................................................ 4.2.1.3.1 Aspal polymer elastomer.............................................. 4.2.1.3.2 Aspal polymer plastomer..............................................
4.2.2 Klasifikasi aspal............................................................................... 4.2.3 Sifat-sifat kimia aspal.......................................................................
4.2.3.1 Aspalten.................................................................................... 4.2.3.2 Malten........................................................................................
4.2.4 Sifat-sifat fisik aspal......................................................................... 4.2.4.1 Durabilitas................................................................................. 4.2.4.2 Adesi dan kohesi......................................................................
4.2.4.3 Kepekaan aspal terhadap temperatur.................................... 4.2.4.4 Pengerasan dan penuaan........................................................
4.2.5 Hubungan antara temperatur dan volume aspal............................ 4.2.6 Hubungan antara sifat-sifat kimia dengan sifat-sifat fisik aspal..... 4.2.7 Hubungan antara sifat fisik dengan perilaku perkerasan...............
4.2.7.1 Pengaruh sifat-sifat aspal selama konstruksi........................... 4.2.7.2 Pengaruh sifat-sifat aspal pada masa pelayanan....................
4.3. Agregat....................................................................................................... 4.3.1 Klasifikasi dan jenis batuan.............................................................
4.3.1.1 Klasifikasi batuan...................................................................... 4.3.1.2 Jenis agregat...........................................................................
4.3.2 Sifat-sifat fisik agregat dan hubungannya dengan kinerja campuran.........................................................................................
4.3.2.1 Ukuran butir............................................................................... 4.3.2.2 Gradasi...................................................................................... 4.3.2.3 Kebersihan agregat.................................................................. 4.3.2.4 Kekerasan................................................................................. 4.3.2.5 Bentuk butir agregat................................................................. 4.3.2.6 Tekstur permukaan agregat.....................................................
1 1 3 8 8 8 9 9
10 10 11 12 12 13 13 13 13 13 15 16 16 17 17 17 18 21 24 25 25 25 27 28 28 28 29
31 32 32 33 34 34 35
ii
4.3.2.7 Daya serap agregat.................................................................. 4.3.2.8 Kelekatan terhadap aspal.........................................................
5 Produksi agregat.............................................................................................. 5.1 Umum......................................................................................................... 5.2 Jenis alat pemecah batu.............................................................................
5.2.1 Pemecah batu jenis jaw.................................................................. 5.2.2 Pemecah batu jenis gyratory..........................................................
5.2.3 Pemecah batu jenis konus (cone crusher)................................... 5.2.4 Pemecah batu jenis bentur (impact crusher)................................. 5.2.5 Pemecah batu jenis silinder (roll crusher)......................................
5.3 Bagian-bagian lain pada unit produksi agregat......................................... 5.3.1 Pemasok (feeder)............................................................................ 5.3.2 Penyalur (conveyor)........................................................................ 5.3.3 Saringan.......................................................................................... 5.3.4 Bin penampung...............................................................................
5.4 Rasio pengurangan (ratio of reduction)..................................................... 5.5 Pemilihan peralatan pemecah batu...........................................................
5.6 Penimbunan agregat (stockpile)................................................................. 6 Pengujian kualitas..............................................................................................
6.1 Pengujian bahan baku................................................................................ 6.1.1 Pengujian agregat...........................................................................
6.1.1.1 Umum........................................................................................ 6.1.1.2 Metoda pengambilan contoh (sampling)..................................
6.1.1.2.1 Standar pengambilan contoh....................................... 6.1.1.2.2 Segregasi agregat........................................................
6.1.1.2.3 Pengambilan contoh dari gerbong kereta, truk, tongkang dan kapal laut...............................................
6.1.1.2.4 Pengambilan contoh agregat dari ban berjalan ......... 6.1.1.2.5 Pengambilan contoh agregat dari bin panas..............
6.1.1.2.6 Kontainer contoh agregat............................................. 6.1.1.2.7 Alat pembagi contoh....................................................
6.1.1.3 Pengujian analisa ukuran butir (gradasi)................................. 6.1.1.4 Pengujian berat jenis dan penyerapan....................................
6.1.1.4.1 Berat jenis.................................................................... 6.1.1.4.2 Penyerapan..................................................................
6.1.1.5 Pemeriksaan keausan dengan mesin abrasi.......................... 6.1.1.6 Pengujian setara pasir.............................................................. 6.1.1.7 Pemeriksaan gumpalan lempung dan butiran lunak............... 6.1.1.8 Pemeriksaan daya lekat agregat terhadap aspal....................
6.1.1.9 Pengujian angularitas.......................................................... 6.1.1.10 Pemeriksaan kepipihan........................................................ 6.1.1.11 Pengujian partikel ringan......................................................
6.1.2 Pengujian aspal............................................................................... 6.1.2.1 Umum....................................................................................... 6.1.2.2 Pengambilan contoh bahan bitumen...................................... 6.1.2.3 Titik nyala dengan cleveland open cup.................................... 6.1.2.4 Penetrasi bahan bitumen.......................................................... 6.1.2.5 Titik lembek aspal.................................................................... 6.1.2.6 Daktilitas bahan bitumen..........................................................
6.1.2.7 Viskositas temperatur pencampuran dan pemadatan dengan alat viskometer...........................................................
6.1.2.8 Pengujian aspal cair................................................................. 6.1.2.9 Pengujian aspal emulsi............................................................
6.2 Pengujian bahan olahan.............................................................................
36 36 37 37 39 39 40 41 41 43 44 44 45 46 47 47 48 48 50 50 50 50 51 51 51
52 52 52 53 53 53 57 57 60 60 61 62 62 63 64 65 65 65 67 68 69 69 70
71 72 74 78
iii
6.2.1 Metoda sampling............................................................................. 6.2.2 Pengujian Marshall.......................................................................... 6.2.3 Berat isi benda uji padat.................................................................. 6.2.4 Pengujian stabilitas dan kelelehan.................................................. 6.2.5 Pengujian volumetrik.......................................................................
6.2.5.1 Umum........................................................................................ 6.2.5.2 Prosedur analisa untuk menganalisis campuran beraspal panas
padat.............................................................................. 6.2.5.2.1 Garis besar prosedur........................................................ 6.2.5.2.2 Parameter dan formula perhitungan.................................
6.3 Pengujian bahan jadi................................................................................... 6.3.1 Sampling dan testing.......................................................................
6.3.2 Jadual pengambilan contoh campuran tidak padat....................... 6.3.3 Pengujian kepadatan di lapangan..................................................
7 Pembuatan Formula Campuran Kerja (FCK).................................................... 7.1 Umum.......................................................................................................... 7.2 Tahapan pembuatan FCK.......................................................................... 7.3 Jenis campuran beraspal yang digunakan................................................
7.4 Penyiapan bahan........................................................................................ 7.5 Penyiapan peralatan................................................................................... 7.6 Pembuatan FCR berdasarkan agregat dari bin dingin...............................
7.6.1 Penggabungan agregat.................................................................. 7.6.1.1 Cara analitis.............................................................................. 7.6.1.2 Cara grafis................................................................................
7.6.2 Pengujian Marshall dan volumetrik................................................. 7.6.3 Evaluasi hasil...................................................................................
7.7 Pengaturan bukaan bin dingin.................................................................... 7.8 Pembuatan FCR berdasarkan agregat dari bin panas.............................. 7.9 Percobaan pencampuran........................................................................... 7.10 Percobaan pemadatan............................................................................
8 Unit pencampur aspal, AMP (Asphalt Mixing Plant).......................................... 8.1 Umum.......................................................................................................... 8.2 AMP jenis takaran.......................................................................................
8.2.1 Bin dingin......................................................................................... 8.2.1.1 Pintu pengeluaran agregat pada bin dingin............................. 8.2.1.2 Sistem pemasok agregat dingin..............................................
8.2.2 Pengering (dryer)............................................................................. 8.2.3 Pengumpul debu............................................................................. 8.2.4 Unit ayakan panas (hot screen)...................................................... 8.2.5 Bin panas (hot bin).. ....................................................................... 8.2.6 Sistem pemasok bahan pengisi (filler elevator).............................. 8.2.7 Tangki aspal.................................................................................... 8.2.8 Timbangan agregat......................................................................... 8.2.9 Timbangan aspal............................................................................. 8.2.10 Pencampur (Mixer / Pugmill)........................................................... 8.2.11 Sistem kontrol operasi..................................................................... 8.2.12 Generator set................................................................................... 8.2.13 Kalibrasi alat....................................................................................
8.2.13.1 Kalibrasi sistim pemasok agregat dingin................. 8.2.13.2 Kalibrasi pemasok aspal......................................... 8.2.13.3 Kalibrasi timbangan.................................................
8.3 AMP jenis drum........................................................................................... 8.3.1 Pemasokan agregat dari bin dingin................................................
8.3.2 Pemasok aspal................................................................................
78 78 80 81 81 81
82 82 83 86 86 87 88 89 89 89 92 93 95 96 98 98
101 106 109 112 112 112 113 115 115 118 119 121 121 122 124 125 126 126 126 127 127 128 129 129 129 130 132 132 132 133 134
iv
8.3.3 Operasi pembakaran (burner) dan pengontrolan........................... 8.3.4 Silo penampung dan skala penimbang..........................................
8.4 Pengangkutan dan pemeriksaan................................................................ 8.4.1 Pengangkutan................................................................................. 8.4.2 Pemeriksaan campuran beraspal panas........................................
9 Penghamparan dan pemadatan........................................................................ 9.1 Umum.......................................................................................................... 9.2 Persiapan sebelum penghamparan...........................................................
9.2.1 Kesiapan permukaan...................................................................... 9.2.2 Pemasangan lapis resap pengikat dan lapis perekat....................
9.3 Penghamparan............................................................................................ 9.3.1 Alat penghampar............................................................................. 9.3.2 Penerimaan campuran beraspal.................................................... 9.3.3 Pelaksanaan penghamparan..........................................................
9.4 Pemadatan.................................................................................................. 9.4.1 Prinsip pemadatan.......................................................................... 9.4.2 Alat pemadat................................................................................... 9.4.3 Pelaksanaan pemadatan................................................................
9.5 Permasalahan umum dan pemecahannya................................................ 10 Quality assurance, lingkungan, keselamatan & kesehatan.............................
10.1 Quality Assurance................................................................................... 10.2 Lingkungan.............................................................................................. 10.3 Keselamatan & kesehatan.....................................................................
LAMPIRAN A : DISKUSI A.1 Bahan campuran beraspal................................................................................
A.1.1 Agregat...................................................................................................... A.1.2 Aspal.........................................................................................................
A.2 Pembuatan Formula Campuran Kerja (FCK/JMF)........................................... A.2.1 Penggunaan alat pengujian yang tidak standar...................................... A.2.2 Pemaksaan gradasi agregat.................................................................... A.2.3 Pemilihan gradasi yang mengarah ke gradasi kasar............................... A.2.4 Penentuan berat jenis maksimum campuran beraspal........................... A.2.5 Jenis pengujian pada bahan yang digunakan tidak dilakukan................ A.2.6 Kesalahan perhitungan/pengujian pada penentuan nilai volumetrik.......
A.3 Unit Pencampur Aspal (AMP)............................................................................ A.3.1 Bin dingin (cold bins)................................................................................. A.3.2 Pemasok agregat..................................................................................... A.3.3 Pengering (dryer)...................................................................................... A.3.4 Drum pemanas/pencampur..................................................................... A.3.5 Pengeluar debu (exhaus fan)................................................................... A.3.6 Pemasok abu batu (filler).......................................................................... A.3.7 Pipa-pipa pemasok aspal......................................................................... A.3.8 Termometer aspal..................................................................................... A.3.9 Bin panas.................................................................................................. A.3.10 Timbangan.............................................................................................. A.3.11 Pencampur (mixer/pugmill)..................................................................... A.3.12 Pekerjaan pembersihan AMP................................................................
136 136 137 137 137 142 142 142 142 145 148 149 160 162 166 167 168 174 179 188 188 196 196
A-1 A-1 A-1 A-2 A-2 A-4 A-5 A-5 A-6 A-6 A-6 A-7 A-8 A-9
A-10 A-11 A-12 A-12 A-12 A-12 A-13 A-13 A-14
v
DAFTAR TABEL
Tabel 1 Jenis dan kelas aspal emulsi................................................................. 12 Tabel 2 Klasifikasi aspal keras berdasarkan viskositas................................... 14 Tabel 3 Klasifikasi aspal keras berdasarkan hasil RTFOT............................. 15 Tabel 4 Klasifikasi aspal keras berdasarkan penetrasi...................................... 15 Tabel 5 Klasifikasi umum batuan...................................................................... 30 Tabel 6 Pedoman umum pemilihan rasio pengurangan (ratio of reduction)..... 47 Tabel 7 Jenis pengujian agregat untuk campuran beraspal panas................... 50 Tabel 8 Ukuran saringan menurut ASTM........................................................... 54 Tabel 9 Data analisis saringan yang dikonversi menjadi gradasi agregat........ 55 Tabel Tabel
10 11
Berat contoh minimum yang disarankan untuk analisa gradasi.......... Jenis pengujian aspal keras untuk campuran panas...........................
56 66
Tabel 12 Jenis pengujian aspal cair (cut back).................................................... 66 Tabel 13 Jenis pengujian aspal emulsi................................................................. 66 Tabel 14 Jumlah contoh yang dipilih secara acak............................................... 67 Tabel 15 Temperatur pengujian pada jenis aspal emulsi.................................... 74 Tabel 16 Jadwal yang disarankan untuk pengambilan contoh dan pengujian.... 87 Tabel 17 Banyak contoh....................................................................................... 87 Tabel 18 Pengambilan jumlah contoh bahan untuk perencanaan campuran.... 95 Tabel 19 Contoh perhitungan penggabungan gradasi dua fraksi agregat.......... 100 Tabel 20 Contoh perhitungan penggabungan gradasi tiga fraksi agregat.......... 101 Tabel 21 Tipikal formulir pengujian perencanaan campuran aspal panas.......... 107 Tabel 22 Penyimpangan produksi dan kemungkinan penyebabnya................... 138 Tabel 23 Temperatur penyemprotan lapis resap pengikat/lapis perekat............ 148 Tabel 24 Selang kecepatan pemadatan.............................................................. 175 Tabel 25 Rentang temperatur pemadatan dan viskositas aspal......................... 177 Tabel 26 Permasalahan dan kemungkinan penyebabnya.................................. 180
vi
DAFTAR GAMBAR
Gambar 1 Ilustrasi proses penyulingan minyak.............................................. 9 Gambar 2 Tipikal temperatur destilasi minyak bumi dan produk yang
dihasilkannya (The Asphalt Institute, 1983)...................................
10 Gambar 3 Pengaruh temperatur pada viskositas aspal.................................. 18 Gambar 4 Perubahan penetrasi aspal akibat perubahan temperatur............ 19 Gambar 5 Perubahan viskositas aspal akibat perubahan temperatur........... 19 Gambar 6 Nomograph untuk memperkirakan nilai IP aspal – Pen Vs Pen
(Shell, 1995)....................................................................................
22 Gambar 7 Gambar 1 Nomograph untuk memperkirakan nilai IP aspal – Pen
Vs TL(Shell, 1995)...................................................................
23 Gambar 8 Kecepatan penuaan aspal (Shell, 1995)....................................... 24 Gambar 9 Pengaruh sifat fisik aspal selama masa konstruksi dan pelayanan
(Shell, 1995)..................................................................
26 Gambar 10 Hubungan antara IP dan deformasi campuran beraspal.............. 27 Gambar 11 Contoh tipikal macam-macam gradasi agregat............................. 34 Gambar 12 Tipikal bentuk butir kubikal, lonjong, dan pipih.............................. 35 Gambar 13 Tipikal skema unit produksi agregat............................................... 38 Gambar 14 Pemecah batu jenis jaw.................................................................. 40 Gambar 15 Pemecah batu jenis gyratory.......................................................... 40 Gambar 16 Pemecah batu jenis konus............................................................. 41 Gambar 17 Pemecah batu jenis bentur............................................................. 42 Gambar 18 Pemecah batu jenis silinder (roll crushers).................................... 44 Gambar 19 Tipikal pemasok (feeders) alat pemecah batu............................... 45 Gambar 20 Tipikal saringan pemecah batu...................................................... 46 Gambar 21 Penimbunan agregat untuk menghindari segregasi...................... 49 Gambar 22 Tahap pengambilan contoh pada timbunan agregat..................... 51 Gambar 23 Pengambilan contoh pada ban berjalan........................................ 52 Gambar 24 Alat pembagi contoh (sample splitter)............................................ 53 Gambar 25 Rongga diantara agregat................................................................ 54 Gambar 26 Tipikal kurva gradasi....................................................................... 55 Gambar 27 Berat Jenis Agregat ....................................................................... 57 Gambar 28 Mesin abrasi.................................................................................... 61 Gambar 29 Alat uji kepipihan agregat............................................................... 64 Gambar 30 Pengujian titik nyala dengan Cleveland Open Cup....................... 68 Gambar 31 Pengujian penetrasi........................................................................ 69 Gambar 32 Pengujian titik lembek aspal dan ter............................................... 70 Gambar 33 Pengujian daktilitas......................................................................... 71 Gambar 34 Tabung viskometer untuk pengujian viskositas dengan Saybolt
Furol................................................................................................
72 Gambar 35 Pengujian titik nyala dan pengujian penyulingan.......................... 73 Gambar 36 Pengujian kadar air......................................................................... 74 Gambar 37 Pengujian muatan listrik.................................................................. 77 Gambar 38 Penimbangan aspal........................................................................ 78 Gambar 39 Pengujian Marshall........................................................................ 80 Gambar 40 Hubungan volume dan rongga-density benda uji campuran aspal
panas padat..........................................................................
81 Gambar 41 Alat penguji kepadatan (core drill).................................................. 88 Gambar 42 Skema pembuatan Formula Campuran Kerja (FCK).................... 91 Gambar 43 Bagan alir pembuatan FCR........................................................... 97
vii
Gambar 44 Proporsi dua fraksi agregat secara grafis...................................... 102 Gambar 45 Proporsi tiga fraksi agregat secara grafis....................................... 103 Gambar 46 Contoh penggabungan dua fraksi agregat (cara diagonal)........... 104 Gambar 47 Contoh pengggabungan tiga fraksi agregat (cara diagonal)........ 105 Gambar 48 Tipikal kurva perencanaan campuran............................................ 108 Gambar 49 Tipikal ke-1 kurva hubungan VMA dengan kadar Aspal................ 109 Gambar 50 Tipikal ke-2 kurva hubungan VMA dengan kadar Aspal................ 110 Gambar 51 Tipikal ke-3 kurva hubungan VMA dengan kadar Aspal................ 110 Gambar 52 Tipikal ke-4 kurva hubungan VMA dengan kadar Aspal................ 111 Gambar 53 AMP jenis takaran ( batch plant ).................................................. 116 Gambar 54 AMP jenis pencampur drum (drum mix)........................................ 116 Gambar 55 Tipikal tata letak AMP jenis takaran dan pencampur drum........... 117 Gambar Gambar
56 57
Bagan alir pengoperasian AMP jenis takaran .............................. Skema pengoperasian AMP jenis takaran....................................
118 119
Gambar 58 Jenis-jenis bin dingin...................................................................... 120 Gambar 59 Tipikal pemasokan agregat dari bin dingin.................................... 121 Gambar 60 Pengering pada drum pengering AMP jenis timbangan/takaran.. 122 Gambar 61 Tipikal sudu-sudu pada pengering................................................ 123 Gambar 62 Tipikal jenis-jenis pengumpul debu................................................ 124 Gambar 63 Tipikal unit ayakan panas............................................................... 125 Gambar 64 Tipikal penimbangan dan aliran aspal........................................... 128 Gambar 65 Pencampur yang salah (terlalu banyak & terlalu sedikit).............. 129 Gambar 66 Tipikal grafik kalibrasi pasokan agregat dari bin dingin................. 130 Gambar 67 Skema pengoperasian AMP jenis drum ....................................... 133 Gambar 68 Kontrol pemasokan agregat dari bin dingin.................................... 134 Gambar 69 Alat pencatat pasokan agregat yang dipasang pada ban
berjalan...........................................................................................
134 Gambar 70 Sistim pemberian aspal pada AMP /drum .................................... 135 Gambar 71 Tipikal silo penampung campuran beraspal panas pada AMP jenis
pencampur drum (The Asphalt Institute, 1983)...................
137 Gambar 72 Perbaikan permukaan beraspal dengan penambalan.................. 144 Gambar 73 Tipikal kerusakan yang memerlukan pembongkaran.................... 145 Gambar 74 Tipikal skema aspal distributor....................................................... 147 Gambar 75 Overlap pada penyemprotan lapis resap pengikat / lapis perekat 148 Gambar 76 Skema alat penghampar mekanis bermesin (finisher).................. 149 Gambar 77 Skema aliran campuran beraspal pada finisher............................ 150 Gambar 78 Jumlah campuran beraspal yang benar dan tidak pada auger.... 151 Gambar 79 Skema unit sepatu (screed) pada alat penghampar (finisher)..... 152 Gambar 80 Gaya-gaya yang bekerja pada pelat sepatu (screed).................. 152 Gambar 81 Skema pemadat tipe penumbuk (tamping bar type).................... 155 Gambar 82 Skema pemadat tipe penggetar (vibrating type)............................ 155 Gambar 83 Posisi strike-off dan pengaruhnya.................................................. 156 Gambar 84 Jarak yang diperlukan untuk pencapaian keseimbangan............. 158 Gambar 85 Pengontrol otomatis diam (stationary) dengan kawat baja........... 158 Gambar 86 Pengontrol otomatis berjalan (travelling) ...................................... 159 Gambar 87 Metoda pembuatan sambungan melintang................................... 164 Gambar 88 Pemotongan sambungan memanjang........................................... 164 Gambar 89 Durabilitas vs rongga udara........................................................... 166 Gambar 90 Arah yang benar, roda penggerak di depan.................................. 169 Gambar 91 Arah yang salah, roda penggerak di belakang.............................. 169 Gambar 92 Esentrik pada batang yang berputar menghasilkan getaran........ 170 Gambar 93 Ilustrasi besarnya amplitudo.......................................................... 171 Gambar 94 Hubungan antara kecepatan dan frekuensi.................................. 172 Gambar 95 Alat pemadat roda karet pneumatik............................................... 173
viii
Gambar 96 Alat pemadat roda pneumatik dengan pelindung (skirts).............. 173 Gambar 97 Rentang waktu pemadatan............................................................ 176 Gambar 98 Pola (pattern) pemadatan............................................................... 177 Gambar 99 Pemadatan sambungan memanjang............................................. 178 Gambar 100 Lingkaran Mutu / Perbaikan Berkesinambungan........................... 188 Gambar 101 Sistem Jaminan Mutu (SNI-19-9001)............................................. 190 Gambar 102 Hirarki Dokumen Mutu.................................................................... 191 Gambar A.1 Bin dingin tanpa pembatas tiap fraksi agregat............................... A-7 Gambar A.2 Ketidaksesuaian lebar bucket shovel loader dengan mulut bin
dingin...............................................................................................
A-7 Gambar A.3 Kondisi pintu pengeluar agregat dari bin dingin yang yang buruk. A-8 Gambar A.4 Kondisi ban berjalan....................................................................... A-9 Gambar A.5 Asap berwarna hitam akibat pembakaran tidak sempurna........... A-9 Gambar A.6 Kondisi agregat yang terselimuti minyak/jelaga............................. A-10 Gambar A.7 Kondisi drum pemanas yang sudah tidak baik lagi........................ A-10 Gambar A.8 Kondisi lidah-lidah (sudu-sudu) pada pengering (dryer)................ A-11 Gambar A.9 Debu yang terjadi akibat exhaust fan tidak berfungsi dengan
baik..................................................................................................
A-11 Gambar A.10 Termometer pemantau temperatur aspal...................................... A-12 Gambar A.11 Foto timbangan yang berskala....................................................... A-13 Gambar A.12 Kondisi pedal dan dinding pencampur (mixer/pugmill).................. A-13
1 dari 197
1 Ruang lingkup
Manual pekerjaan campuran beraspal panas ini digunakan sebagai acuan operasional untuk pekerjaan campuran beraspal panas pada pekerjaan prasarana transportasi, terutama pada pekerjaan jalan. Manual ini dimaksudkan untuk memperbaiki dan meningkatkan pemahaman tentang pekerjaan campuran beraspal panas yang akan menghasilkan kualitas pekerjaan yang sesuai dengan standar yang berlaku. Manual dilengkapi dengan ilustrasi dan foto yang tepat guna, mudah dipahami dan dilaksanakan, terutama oleh pengguna yang terlibat dalam pelaksanaan campuran beraspal panas. Buku manual ini disajikan dalam 3 buku yang terpisah, dengan ruang lingkup sebagai berikut :
Buku 1 : Petunjuk umum
Menguraikan petunjuk umum acuan operasional pekerjaan campuran beraspal panas berdasarkan teknologi yang terbaru dalam bidang pekerjaan campuran beraspal panas. Dalam buku ini dijelaskan secara rinci dari semua aspek mengenai campuran beraspal panas, dimulai dari pengetahuan umum mengenai bahan campuran beraspal panas, produksi agregat di unit pemecah batu, pengujian kualitas di laboratorium dan di lapangan, pembuatan formula campuran kerja, produksi campuran di unit pencampur, sampai dengan penghamparan dan pemadatan di lapangan. Pada bagian akhir dari manual ini dijabarkan secara ringkas mengenai sistem jaminan mutu (quality assurance) untuk pekerjaan jalan, khususnya pekerjaan campuran beraspal panas. Dalam lampiran disajikan kesalahan-kesalahan umum yang banyak ditemukan di lapangan yang berkaitan dengan pekerjaan campuran beraspal panas.
Buku 2 : Petunjuk ringkas
Menguraikan secara ringkas acuan operasional pekerjaan campuran beraspal panas dengan kalimat-kalimat yang sederhana dan mudah dipahami. Isinya merupakan rangkuman dari buku 1.
Buku 3 : Kumpulan formulir kerja
Merupakan kumpulan formulir kerja, seperti daftar periksa untuk pekerjaan pengawasan, daftar periksa peralatan dan formulir pengujian laboratorium.
Pemisahan menjadi tiga bagian tersebut dimaksudkan untuk memudahkan pemakaiannya di lapangan. Buku ini diharapkan bermanfaat, mudah dilaksanakan dan sesuai dengan perkembangan teknologi perkerasan untuk campuran beraspal panas, sehingga pekerjaan campuran beraspal panas yang dihasilkan memenuhi persyaratan yang berlaku.
2 Acuan normatif
Manual ini menggunakan acuan dokumen SNI (Standar Nasional Indonesia), AASHTO ( American Association of State Highway and Transportation Officials), ASTM (American Society for Testing and Materials), dan standar lainnya yaitu sebagai berikut :
SNI 03-2417-1991 : Metoda pengujian keausan agregat dengan mesin abrasi Los Angeles
2 dari 197
SNI 03-4141-1996 : Metoda pengujian jumlah bahan dalam agregat yang lolos saringan No. 200 (0,075 mm)
SNI 03-1968-1990 : Metode pengujian tentang analisis saringan agregat halus
dan kasar SNI 03-4428-1997 : Metode pengujian agregat halus atau pasir yang
mengandung bahan plastis dengan cara setara pasir SNI 03-4141-1996 : Metode pengujian gumpalan lempung dan butir-butir
mudah pecah dalam agregat SNI 03-1969-1990 : Metode pengujian berat jenis dan penyerapan air agregat
kasar SNI 03-1970-1990 : Metode pengujian berat jenis dan penyerapan air agregat
halus SNI-06-2439-1991 : Metode pengujian kelekatan agregat terhadap aspal Pennsylvania DoT Test : Determining the percentage of crushed fragments in No. 261 gravel
AASHTO TP-33 : Test procedure for fine aggregate angularity
BS 812-1975 : Pemeriksaaan kepipihan dan kelonjongan agregat SNI 06-2456-1991 : Penetrasi SNI 06-2434-1991 : Titik lembek SNI 06-2432-1991 : Daktilitas SNI 06-2438-1991 : Kelarutan dalam C2HCl3 SNI 06-2433-1991 : Titik nyala SNI 06-2488-1991 : Berat jenis SNI 06-2441-1991 : Kehilangan berat SNI 06-2456-1991 : Penetrasi setelah kehilangan berat SNI 06-2432-1991 : Daktilitas setelah kehilangan berat SNI 06-2434-1991 : Titik lembek setelah RTFOT SNI 03-6411-2000 : Temperatur pencampuran dan pemadatan SNI 06-2439-1991 : Kadar air SNI-06-2489-1991 : Pengujian campuran beraspal dengan alat Marshall AASHTO T164-1990 : Quantitative extraction of bitumen fro, bitumen paving
mixes
AASHTO T166-1988 : Bulk spesific gravity of compacted bituminous mixes
AASHTO T168-1955 : Sampling for bituminous paving mixture
AASHTO T209-1990 : Maximum spesific gravity of bituminous paving mixtures ASTM C-1252-1993 : Uncompacted void content of fine aggregate (as
influenced by particle shape, surface texture, and grading)
BS 598 Part 104 (1989) : Procedure used in the refusal density test
3 dari 197
3 Istilah dan definisi
3.1 campuran beraspal panas campuran yang terdiri dari kombinasi agregat yang dicampur dengan aspal. Pencampuran dilakukan sedemikian rupa sehingga permukaan agregat terselimuti aspal dengan seragam. Untuk mengeringkan agregat dan memperoleh kekentalan aspal yang mencukupi dalam mencampur dan mengerjakannya, maka kedua-duanya harus dipanaskan masing-masing pada suhu tertentu.
3.2 aspal keras aspal keras merupakan aspal hasil destilasi yang bersifat viskoelastis sehingga akan melunak dan mencair bila mendapat cukup pemanasan dan sebaliknya.
3.3 aspal cair aspal cair merupakan aspal hasil dari pelarutan aspal keras dengan bahan pelarut berbasis minyak
3.4 aspal emulsi aspal emulsi dihasilkan melalui proses pengemulsian aspal keras. Pada proses ini partikel-partikel aspal padat dipisahkan dan didispersikan dalam air.
3.5 aspal alam aspal yang secara alamiah terjadi di alam. Berdasarkan depositnya aspal alam dikelompokkan ke dalam 2 kelompok, yaitu aspal danau dan aspal batu.
3.6 agregat agregat adalah sekumpulan butir-butir batu pecah, kerikil, pasir atau meneral lainnya berupa hasil alam atau buatan.
3.7 produksi agregat proses pemecahan batuan alam menjadi batu pecah dengan ukuran butir tertentu dan kemudian dipisahkan dalam beberapa kelompok ukuran butiran. Produksi agregat umumnya menggunakan alat pemecah batu yang dikenal dengan nama stone cusher.
3.8 rasio pengurangan (ratio of reduction) Perbandingan antara ukuran batuan yang masuk dengan yang keluar dari alat pemecah batu, misalnya 4 : 1, artinya jika ukuran batuan yang masuk ke alat pemecah batu adalah 48 mm maka hasil pemecahannya adalah agregat berukuran 12 mm.
4 dari 197
3.9 pemasok (feeder) pada unit produksi agregat sistem pemasok batuan ke alat pemecah batu (stone crusher). Feeder mempunyai fungsi sebagai pengatur, penerima dan pemisah bahan baku sebelum masuk ke alat pemecah batu. 3.10 conveyor ban berjalan yang terbuat dari karet dan berfungsi untuk memindahkan material. 3.11 Formula Campuran Kerja (Job Mix Formula, JMF) merupakan formula yang dipakai sebagai acuan untuk pembuatan campuran. Formula tersebut harus sesuai dan memenuhi persyaratan. Proses pembuatannya telah melalui beberapa tahapan yaitu dari mulai rancangan formula kerja, kemudian uji pencampuran di unit pencampur aspal, uji penghamparan dan pemadatan di lapangan. 3.12 kurva fuller kurva gradasi dimana kondisi campuran memiliki kepadatan maksimum dengan rongga diantara mineral agregat (VIM) yang minimum. 3.13 titik kontrol gradasi batas-batas titik minimum dan maksimum untuk masing-masing gradasi yang digunakan. Gradasi agregat harus berada diantara titik kontrol tersebut. 3.14 zona terbatas suatu zona yang terletak pada garis kepadatan maksimum (kurva fuller) antara ukuran menengah 2,36 mm (No. 8) atau 4,75 mm (No. 4) dan ukuran 300 mikron (No. 50). Gradasi agregat diharapkan menghindari daerah ini. 3.15 rongga di antara mineral agregat (VMA) volume rongga yang terdapat diantara partikel agregat pada suatu campuran beraspal yang telah dipadatkan, yaitu rongga udara dan volume kadar aspal efektip, yang dinyatakan dalam persen terhadap volume total benda uji. Volume agregat dihitung dari berat jenis bulk (bukan berat jenis efektip atau berat jenis nyata). 3.16 rongga udara (VIM) volume total udara yang berada diantara partikel agregat yang terselimuti aspal dalam suatu campuran yang telah dipadatkan, dinyatakan dengan persen volume bulk suatu campuran.
5 dari 197
3.17 rongga terisi aspal (VFA atau VFB) bagian dari rongga yang berada di antara miniral agregat (VMA) yang terisi oleh aspal efektip, dinyatakan dalam persen. 3.18 AMP Unit Pencampur Aspal (Aspal Mixing Plant), merupakan satu unit alat yang memproduksi campuran beraspal panas.
3.19 bin dingin (cold bins) tempat penampung agregat dingin sesuai kelompok ukuran butirnya, biasanya berjumlah 4 atau lebih. 3.20 pemasok (feeder) pada AMP sistem pemasok agregat dari bin dingin (cold bins) ke drum pengering (dryer). 3.21 pengering (dryer) drum pengering, alat pengering yang menggunakan pembakaran untuk mengeringkan agregat. 3.22 pengumpul debu (dust collector) alat pengumpul debu yang berfungsi sebagai alat kontrol polusi udara. 3.23 saringan panas (hot screen) saringan atau ayakan panas, unit saringan yang menyaring agregat panas dan mengelompokkannya sesuai dengan ukuran butirnya. 3.24 bin panas (hot bins) bin panas / bin agregat bergradasi, alat yang menampung agregat hasil penyaringan dari saringan panas (hot screen) sesuai dengan kelompok ukuran butirnya. 3.25 pencampur (pugmill atau mixer) alat yang mencampur agregat dengan aspal. Setelah agregat ditimbang sesuai dengan proporsinya, maka agregat dan aspal dicampur di pugmill.
6 dari 197
3.26 finsher Alat penghampar campuran beraspal yang mekanis dan bermesin sendiri 3.27 unit tractor unit penggerak dari alat penghampar (finisher) yang terdiri dari mesin penggerak, roda karet atau roda tracks, push roller dan feeder 3.28 tracks roda dari alat penghampar yang berbentuk rantai baja 3.29 push roller roda pendorong, roda yang berfungsi sebagai bidang kontak antara alat penghampar dengan roda truk, pada saat alat penghampar mendorong truk. 3.30 pemasok (feeder) pada alat penghampar pemasok, sistem pemasok campuran beraspal ke unit screed, yang terdiri dari bak penampung (hopper), sayap-sayap (hopper wings) , ban berjalan (conveyor), pintu masukan pemasok ( hopper flow gates) dan ulir pembagi (augers) 3.31 unit screed unit sepatu, unit penghampar dari alat penghampar (finisher), yang bagian utamanya terdiri dari pelat sepatu (screed plate), lengan sepatu (screed tow arms), pemanas sepatu (screed heaters), pemadat tumbuk (tamping bars) atau pemadat getar (vibrating). 3.32 screed plate pelat sepatu, merupakan pelat yang berfungsi seperti setrika membentuk elevasi dan kemiringan melintang hamaparan. 3.33 lengan penarik sepatu (screed tow arms) merupakan lengan horisontal yang berfungsi menahan dan menarik screed sehingga screed menggantung pada ujung lengan tersebut. 3.34 pemanas screed (screed heaters) pemanas pelat screed yang berfungsi memanaskan pelat screed pada awal operasi penghamparan.
7 dari 197
3.35 screed strike-offs alat yang diletakkan pada ujung depan pelat screed yang berfungsi mengontorl kuantitas material yang melewati depan screed dan mengurangi keausan pelat screed. 3.36 cut-off shoes sepatu pemotong, pelat yang digunakan untuk mengurangi lebar penghamparan 3.37 angle of attacks sudut gesek atau sudut yang dibentuk oleh pelat screed dengan bidang horisontal. 3.38 pemadatan awal (breakdown rolling) pemadatan awal, pemadatan pertama yang dilakukan setelah penghamparan campuran beraspal panas. Jumlah lintasan pada pemadatan awal berkisar 1 sampai 3 lintasan. Alat yang digunakan umumnya mesin gilas roda baja statis. 3.39 pemadatan antara (intermediate rolling) pemadatan antara, pemadatan yang dilakukan setelah pemadatan awal selesai. Jumlah lintasan pada pemadatan antara berkisar 8 sampai 16 lintasan. Alat yang digunakan umumnya alat pemadat roda pneumatik 3.40 pemadatan akhir (finish rolling) pemadatan akhir, pemadatan yang+ dilakukan setelah pemadatan antara dan merupakan pemadatan terakhir. Jumlah lintasan umumnya berkisar 1 sampai 3 lintasan dan alat yang digunakan umumnya mesin gilas roda baja statis. 3.41 lintasan (passing) pergerakan alat pemadat dari satu titik ke tempat tertentu dan kemudian kembali lagi ketitik awal pergerakan, disebut 1 kali lintasan.
8 dari 197
4 Bahan campuran beraspal panas
4.1 Umum
Campuran beraspal adalah suatu kombinasi campuran antara agregat dan aspal. Dalam campuran beraspal, aspal berperan sebagai pengikat atau lem antar partikel agregat, dan agregat berperan sebagai tulangan. Sifat-sifat mekanis aspal dalam campuran beraspal diperoleh dari friksi dan kohesi dari bahan-bahan pembentuknya. Friksi agregat diperoleh dari ikatan antar butir agregat (interlocking), dan kekuatannya tergantung pada gradasi, tekstur permukaan, bentuk butiran dan ukuran agregat maksimum yang digunakan. Sedangkan sifat kohesinya diperoleh dari sifat-sifat aspal yang digunakan. Oleh sebab itu kinerja campuran beraspal sangat dipengaruhi oleh sifat-sifat agregat dan aspal serta sifat-sifat campuran padat yang sudah terbentuk dari kedua bahan tersebut. Perkerasan beraspal dengan kinerja yang sesuai dengan persyaratan tidak akan dapat diperoleh jika bahan yang digunakan tidak memenuhi syarat, meskipun peralatan dan metoda kerja yang digunakan telah sesuai. Berdasarkan gradasinya campuran beraspal panas dibedakan dalam tiga jenis campuran, yaitu campuran beraspal bergradasi rapat, senjang dan terbuka. Tebal minimum penghamparan masing-masing campuran sangat tergantung pada ukuran maksimum agregat yang digunakan. Tebal padat campuran beraspal harus lebih dari 2 kali ukuran butir agregat maksimum yang digunakan. Beberapa jenis campuran aspal panas yang umum digunakan di Indonesia antara lain : - AC (Asphalt Concrete) atau laston (lapis beton aspal) - HRS (Hot Rolled Sheet) atau lataston (lapis tipis beton aspal) - HRSS (Hot Rolled Sand Sheet) atau latasir (lapis tipis aspal pasir) Laston (AC) dapat dibedakan menjadi dua tergantung fungsinya pada konstruksi perkerasan jalan, yaitu untuk lapis permukan atau lapisan aus (AC-wearing course) dan untuk lapis pondasi (AC-base, AC-binder, ATB (Asphalt Treated Base)). Lataston (HRS) juga dapat digunakan sebagai lapisan aus atau lapis pondasi. Latasir (HRSS) digunakan untuk lalu-lintas ringan ( < 500.000 ESA). Dalam pasal ini dijabarkan mengenai bahan campuran beraspal, yaitu aspal dan agregat.
4.2 Aspal
Aspal atau bitumen merupakan material yang berwarna hitam kecoklatan yang bersifat viskoelastis sehingga akan melunak dan mencair bila mendapat cukup pemanasan dan sebaliknya. Sifat viskoelastis inilah yang membuat aspal dapat menyelimuti dan menahan agregat tetap pada tempatnya selama proses produksi dan masa pelayanannya. Pada dasarnya aspal terbuat dari suatu rantai hidrokarbon yang disebut bitumen, oleh sebab itu aspal sering disebut material berbituminous. Umumnya aspal dihasilkan dari penyulingan minyak bumi, sehingga disebut aspal keras. Tingkat pengontrolan yang dilakukan pada tahapan proses penyulingan akan menghasilkan aspal dengan sifat-sifat yang khusus yang cocok untuk pemakaian yang khusus pula, seperti untuk pembuatan campuran beraspal, pelindung atap dan penggunaan khusus lainnya.
9 dari 197
4.2.1 Sumber aspal
Aspal merupakan suatu produk berbasis minyak yang merupakan turunan dari proses penyulingan minyak bumi, dan dikenal dengan nama aspal keras. Selain itu, aspal juga terdapat di alam secara alamiah, aspal ini disebut aspal alam. Aspal modifikasi saat ini juga telah dikenal luas. Aspal ini dibuat dengan menambahkan bahan tambah ke dalam aspal yang bertujuan untuk memperbaiki atau memodifikasi sifat rheologinya sehingga menghasilkan jenis aspal baru yang disebut aspal modifikasi.
4.2.1.1 Aspal hasil destilasi
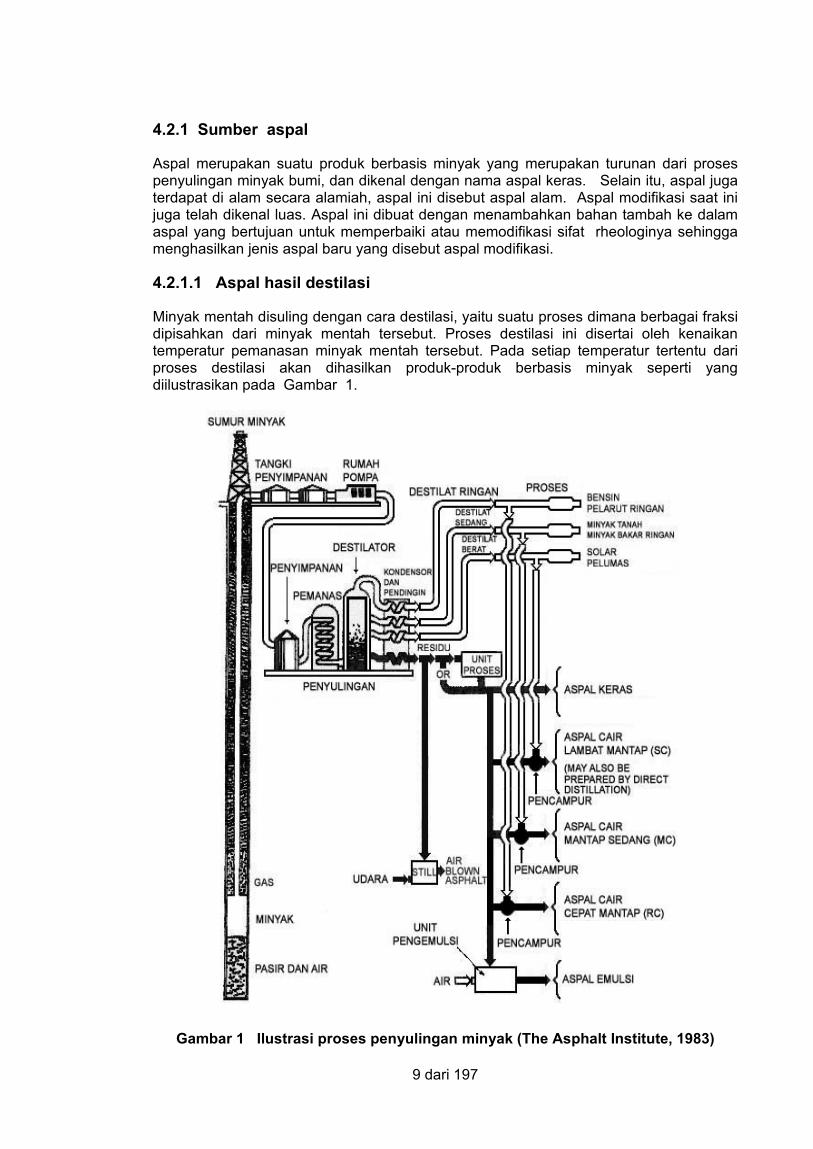
Minyak mentah disuling dengan cara destilasi, yaitu suatu proses dimana berbagai fraksi dipisahkan dari minyak mentah tersebut. Proses destilasi ini disertai oleh kenaikan temperatur pemanasan minyak mentah tersebut. Pada setiap temperatur tertentu dari proses destilasi akan dihasilkan produk-produk berbasis minyak seperti yang diilustrasikan pada Gambar 1.
Gambar 1 Ilustrasi proses penyulingan minyak (The Asphalt Institute, 1983)
10 dari 197
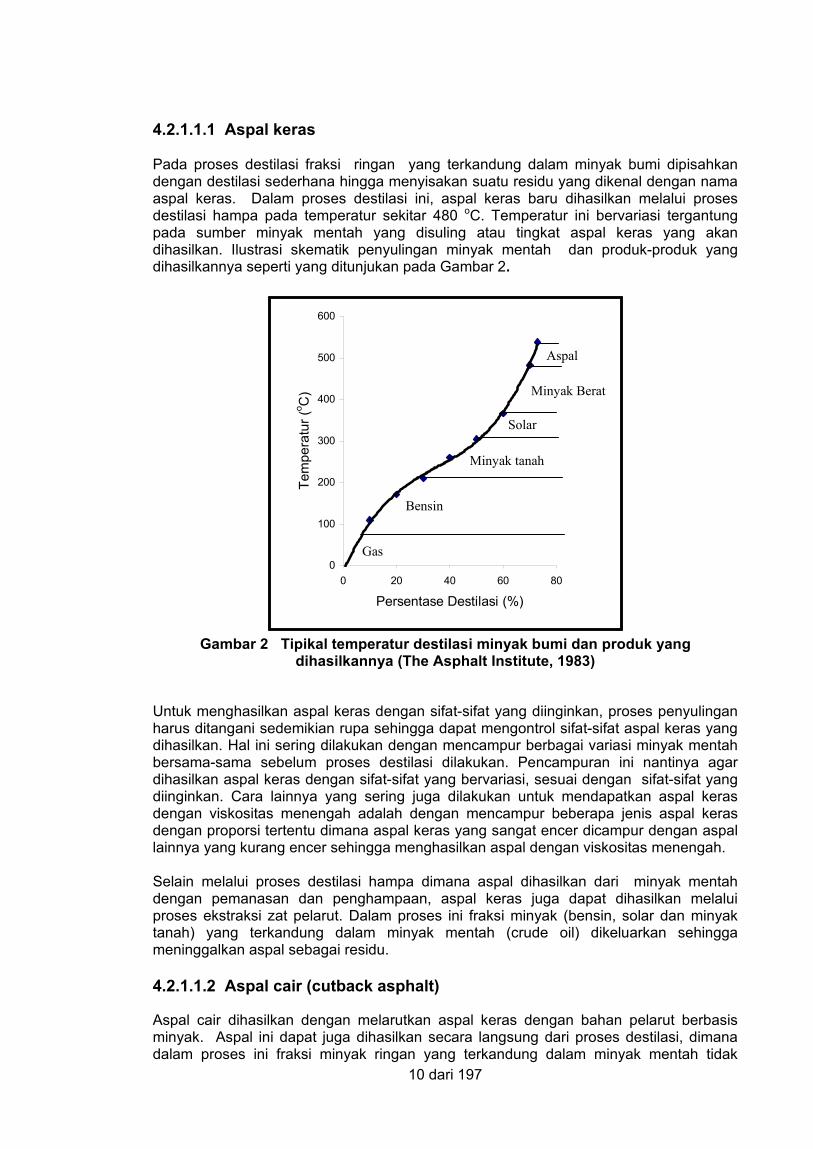
4.2.1.1.1 Aspal keras Pada proses destilasi fraksi ringan yang terkandung dalam minyak bumi dipisahkan dengan destilasi sederhana hingga menyisakan suatu residu yang dikenal dengan nama aspal keras. Dalam proses destilasi ini, aspal keras baru dihasilkan melalui proses destilasi hampa pada temperatur sekitar 480 oC. Temperatur ini bervariasi tergantung pada sumber minyak mentah yang disuling atau tingkat aspal keras yang akan dihasilkan. Ilustrasi skematik penyulingan minyak mentah dan produk-produk yang dihasilkannya seperti yang ditunjukan pada Gambar 2.
0
100
200
300
400
500
600
0 20 40 60 80
Persentase Destilasi (%)
Tem
pera
tur (
o C)
Gambar 2 Tipikal temperatur destilasi minyak bumi dan produk yang
dihasilkannya (The Asphalt Institute, 1983)
Untuk menghasilkan aspal keras dengan sifat-sifat yang diinginkan, proses penyulingan harus ditangani sedemikian rupa sehingga dapat mengontrol sifat-sifat aspal keras yang dihasilkan. Hal ini sering dilakukan dengan mencampur berbagai variasi minyak mentah bersama-sama sebelum proses destilasi dilakukan. Pencampuran ini nantinya agar dihasilkan aspal keras dengan sifat-sifat yang bervariasi, sesuai dengan sifat-sifat yang diinginkan. Cara lainnya yang sering juga dilakukan untuk mendapatkan aspal keras dengan viskositas menengah adalah dengan mencampur beberapa jenis aspal keras dengan proporsi tertentu dimana aspal keras yang sangat encer dicampur dengan aspal lainnya yang kurang encer sehingga menghasilkan aspal dengan viskositas menengah. Selain melalui proses destilasi hampa dimana aspal dihasilkan dari minyak mentah dengan pemanasan dan penghampaan, aspal keras juga dapat dihasilkan melalui proses ekstraksi zat pelarut. Dalam proses ini fraksi minyak (bensin, solar dan minyak tanah) yang terkandung dalam minyak mentah (crude oil) dikeluarkan sehingga meninggalkan aspal sebagai residu. 4.2.1.1.2 Aspal cair (cutback asphalt)
Aspal cair dihasilkan dengan melarutkan aspal keras dengan bahan pelarut berbasis minyak. Aspal ini dapat juga dihasilkan secara langsung dari proses destilasi, dimana dalam proses ini fraksi minyak ringan yang terkandung dalam minyak mentah tidak
Aspal
Minyak Berat
Solar
Minyak tanah
Bensin
Gas
11 dari 197
seluruhnya dikeluarkan (lihat Gambar 1). Kecepatan menguap dari minyak yang digunakan sebagai pelarut atau minyak yang sengaja ditinggalkan dalam residu pada proses destilasi akan menentukan jenis aspal cair yang dihasilkan. Berdasarkan hal ini, aspal cair dapat dibedakan dalam beberapa jenis, yaitu :
- Aspal cair cepat mantap (RC = rapid curing), yaitu aspal cair yang bahan pelarutnya cepat menguap. Pelarut yang digunakan pada aspal jenis ini biasanya bensin.
- Aspal cair mantap sedang (MC = medium curing), yaitu aspal cair yang bahan pelarutnya tidak begitu cepat menguap. Pelarut yang digunakan pada aspal jenis ini biasanya minyak tanah.
- Aspal cair lambat mantap (SC = slow curing), yaitu aspal cair yang bahan pelarutnya lambat menguap. Pelarut yang digunakan pada aspal jenis ini biasanya solar.
Tingkat kekentalan aspal cair sangat ditentukan oleh proporsi atau rasio bahan pelarut yang digunakan terhadap aspal keras atau yang terkandung pada aspal cair tersebut. Aspal cair jenis MC-800 memiliki nilai kekentalan yang lebih tinggi dari MC-200. Aspal cair dapat digunakan baik sebagai bahan pengikat pada campuran beraspal maupun sebagai lapis resap pengikat (prime coat) atau lapis perekat (tack coat). Dalam penggunaannya, pemanasan mungkin diperlukan untuk menurunkan tingkat kekentalan aspal ini. 4.2.1.1.3 Aspal emulsi Aspal emulsi dihasilkan melalui proses pengemulsian aspal keras. Pada proses ini, partikel-partikel aspal keras dipisahkan dan didispersikan dalam air yang mengandung emulsifier (emulgator). Partikel aspal yang terdispersi ini berukuran sangat kecil bahkan sebagian besar berukuran koloid. Jenis emulsifier yang digunakan sangat mempengaruhi jenis dan kecepatan pengikatan aspal emulsi yang dihasilkan. Berdasarkan muatan listrik zat pengemulsi yang digunakan, aspal emulsi yang dihasilkan dapat dibedakan menjadi : - Aspal emulsi anionik, yaitu aspal emulsi yang berion negatif. - Aspal emulsi kationik, yaitu aspal emulsi yang berion positif. - Aspal emulsi non-ionik, yaitu aspal emulsi yang tidak berion (netral).
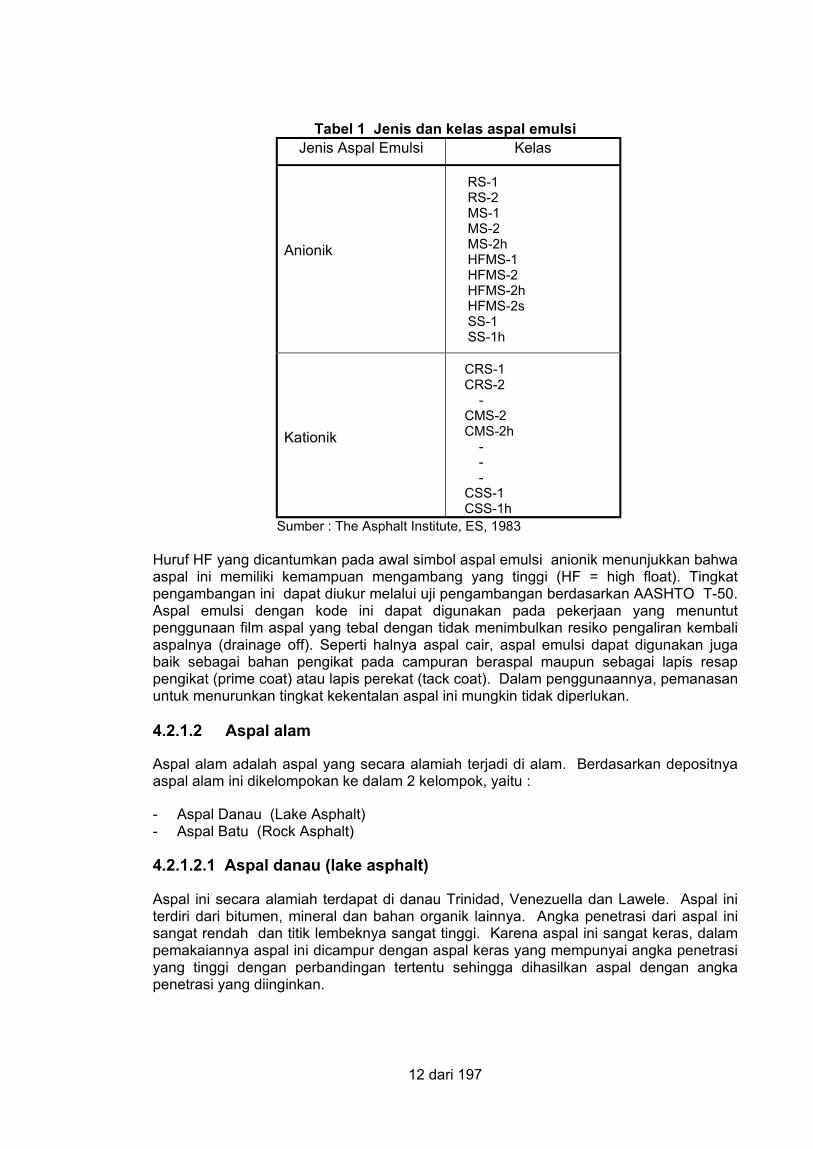
Sedangkan berdasarkan proporsi emulsifier yang digunakan, aspal emulsi baik yang anionik maupun kationik dibedakan lagi dalam beberapa kelas seperti yang diberikan dalam Tabel 1. Huruf RS, MS dan SS dalam tabel ini menyatakan kecepatan pemantapan (setting) aspal emulsi tersebut, yaitu cepat mantap (RS = rapid setting), mantap sedang (MS = medium setting) dan lambat mantap (SS = slow setting). Sedangkan huruf ‘C’ menyatakan bahwa aspal emulsi ini adalah jenis kationik atau bermuatan listrik positif. Huruf ‘h’ dan ‘s’ yang terdapat pada akhir simbol aspal emulsi menyatakan bahwa aspal ini dibuat dengan menggunakan aspal keras yang lebih keras (h = harder) atau yang lebih lunak (s = softer).
12 dari 197
Tabel 1 Jenis dan kelas aspal emulsi Jenis Aspal Emulsi Kelas
Anionik
RS-1 RS-2 MS-1 MS-2 MS-2h HFMS-1 HFMS-2 HFMS-2h HFMS-2s SS-1 SS-1h
Kationik
CRS-1 CRS-2
- CMS-2 CMS-2h
- - -
CSS-1 CSS-1h
Sumber : The Asphalt Institute, ES, 1983
Huruf HF yang dicantumkan pada awal simbol aspal emulsi anionik menunjukkan bahwa aspal ini memiliki kemampuan mengambang yang tinggi (HF = high float). Tingkat pengambangan ini dapat diukur melalui uji pengambangan berdasarkan AASHTO T-50. Aspal emulsi dengan kode ini dapat digunakan pada pekerjaan yang menuntut penggunaan film aspal yang tebal dengan tidak menimbulkan resiko pengaliran kembali aspalnya (drainage off). Seperti halnya aspal cair, aspal emulsi dapat digunakan juga baik sebagai bahan pengikat pada campuran beraspal maupun sebagai lapis resap pengikat (prime coat) atau lapis perekat (tack coat). Dalam penggunaannya, pemanasan untuk menurunkan tingkat kekentalan aspal ini mungkin tidak diperlukan.
4.2.1.2 Aspal alam Aspal alam adalah aspal yang secara alamiah terjadi di alam. Berdasarkan depositnya aspal alam ini dikelompokan ke dalam 2 kelompok, yaitu :
- Aspal Danau (Lake Asphalt) - Aspal Batu (Rock Asphalt)
4.2.1.2.1 Aspal danau (lake asphalt)
Aspal ini secara alamiah terdapat di danau Trinidad, Venezuella dan Lawele. Aspal ini terdiri dari bitumen, mineral dan bahan organik lainnya. Angka penetrasi dari aspal ini sangat rendah dan titik lembeknya sangat tinggi. Karena aspal ini sangat keras, dalam pemakaiannya aspal ini dicampur dengan aspal keras yang mempunyai angka penetrasi yang tinggi dengan perbandingan tertentu sehingga dihasilkan aspal dengan angka penetrasi yang diinginkan.
13 dari 197
4.2.1.2.2 Aspal batu (rock asphalt)
Aspal batu Kentucky dan Buton adalah aspal yang secara alamiah terdeposit di daerah Kentucky, USA dan di pulau Buton, Indonesia. Aspal dari deposit ini terbentuk dalam celah-celah batuan kapur dan batuan pasir. Aspal yang terkandung dalam batuan ini berkisar antara 12 - 35 % dari masa batu tersebut dan memiliki tingkat penetrasi antara 0 - 40. Untuk pemakaiannya, deposit ini harus ditambang terlebih dahulu, lalu aspalnya diekstraksi dan dicampur dengan minyak pelunak atau aspal keras dengan angka penetrasi yang lebih tinggi agar didapat suatu campuran aspal yang memiliki angka penetrasi sesuai dengan yang diinginkan. Pada saat ini aspal batu telah dikembangkan lebih lanjut, sehingga menghasilkan aspal batu dalam bentuk butiran partikel yang berukuran lebih kecil dari 1 mm dan dalam bentuk mastik.
4.2.1.3 Aspal modifikasi
Aspal modifikasi dibuat dengan mencampur aspal keras dengan suatu bahan tambah. Polymer adalah jenis bahan tambah yang banyak digunakan saat ini, sehingga aspal modifikasi sering disebut juga sebagai aspal polymer. Antara lain berdasarkan sifatnya, ada dua jenis bahan polymer yang biasanya digunakan untuk tujuan ini, yaitu polymer elastomer dan polymer plastomer.
4.2.1.3.1 Aspal polymer elastomer
SBS (Styrene Butadine Styrene), SBR (Styrene Butadine Rubber), SIS (Styrene Isoprene Styrene) dan karet adalah jenis-jenis polymer elastomer yang biasanya digunakan sebagai bahan pencampur aspal keras. Penambahan polymer jenis ini maksudkan untuk memperbaiki sifat-sifat rheologi aspal, antara lain penetrasi, kekentalan, titik lembek dan elastisitas aspal keras. Campuran beraspal yang dibuat dengan aspal polymer elastomer akan memiliki tingkat elastisitas yang lebih tinggi dari campuran beraspal yang dibuat dengan aspal keras. Persentase penambahan bahan tambah (additive) pada pembuatan aspal polymer harus ditentukan berdasarkan pengujian laboratorium karena penambahan bahan tambah sampai dengan batas tertentu memang dapat memperbaiki sifat-sifat rheologi aspal dan campuran tetapi penambahan yang berlebihan justru akan memberikan pengaruh yang negatif.
4.2.1.3.2 Aspal polymer plastomer
Seperti halnya dengan aspal polymer elastomer, penambahan bahan polymer plastomer pada aspal keras juga dimaksudkan untuk meningkatkan sifat rheologi baik pada aspal keras dan sifat sifik campuran beraspal. Jenis polymer plastomer yang telah banyak digunakan antara lain adalah EVA (Ethylene Vinyl Acetate), polypropilene dan polyethilene. Persentase penambahan polymer ini ke dalam aspal keras juga harus ditentukan berdasarkan pengujian laboratorium karena sampai dengan batas tertentu penambahan ini dapat memperbaiki sifat-sifat rheologi aspal dan campuran tetapi penambahan yang berlebihan justru akan memberikan pengaruh yang negatif.
4.2.2 Klasifikasi aspal
Aspal keras dapat diklasifikasikan kedalam tingkatan (grade) atau kelas berdasarkan tiga sistim yang berbeda, yaitu viskositas, viskositas setelah penuaan dan penetrasi. Masing-masing sistim mengelompokkan aspal dalam tingkatan atau kelas yang berbeda pula.
Dari ketiga jenis sistim pengklasifikasian aspal yang ada, yang paling banyak digunakan adalah sistim pengklasifikasian berdasarkan viskositas dan penetrasi. Seperti yang ditunjukkan pada Tabel 2, Tabel 3 dan Tabel 4.
14 dari 197
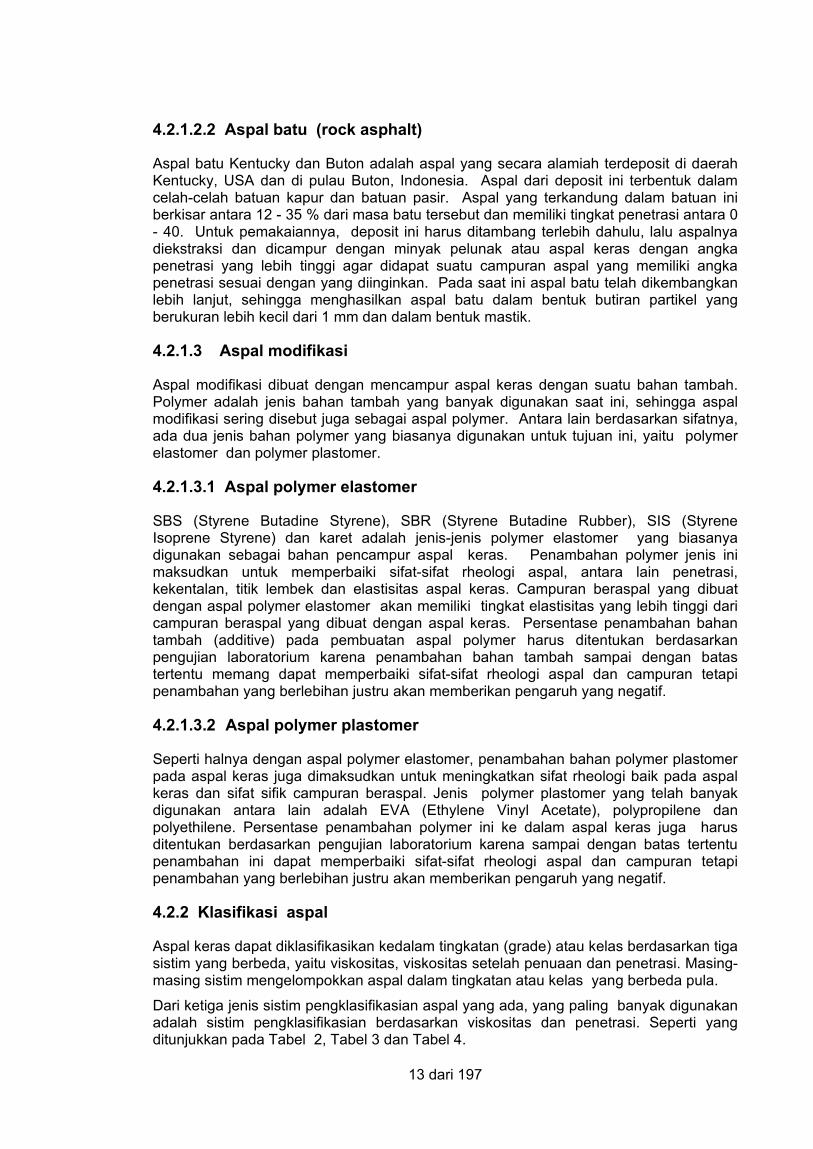
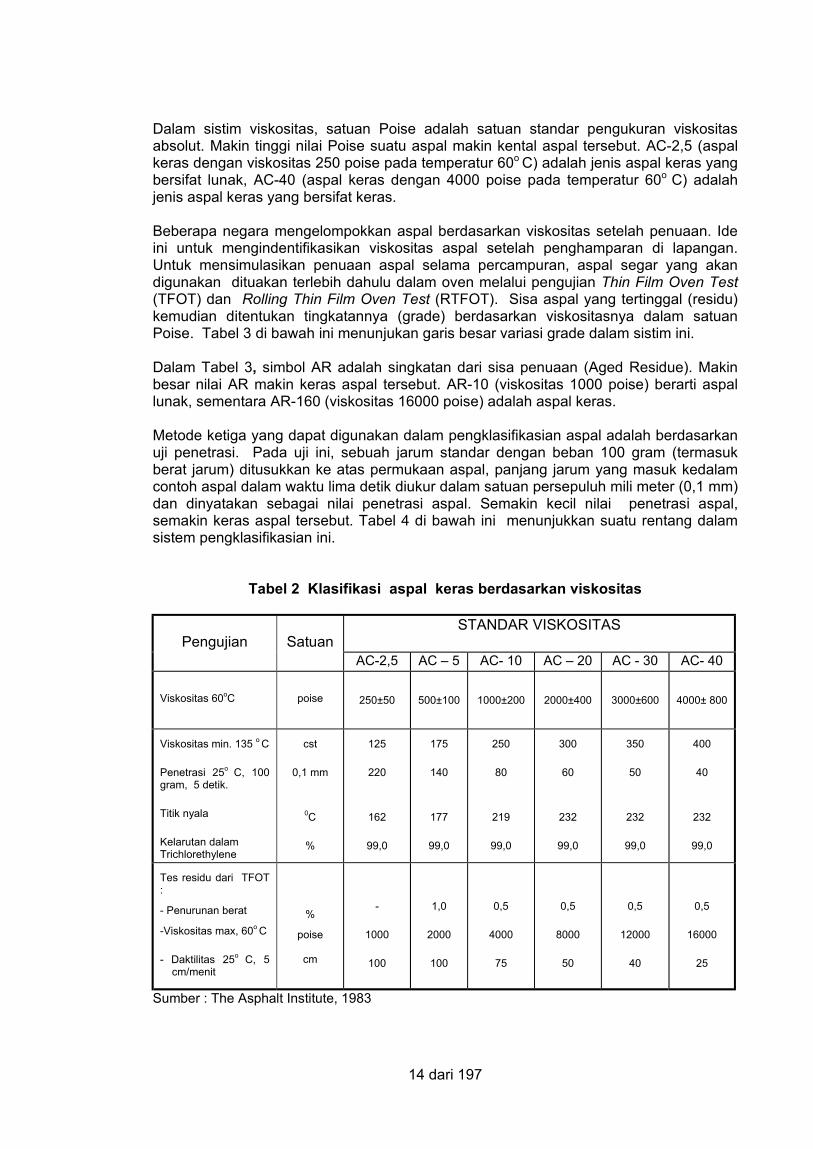
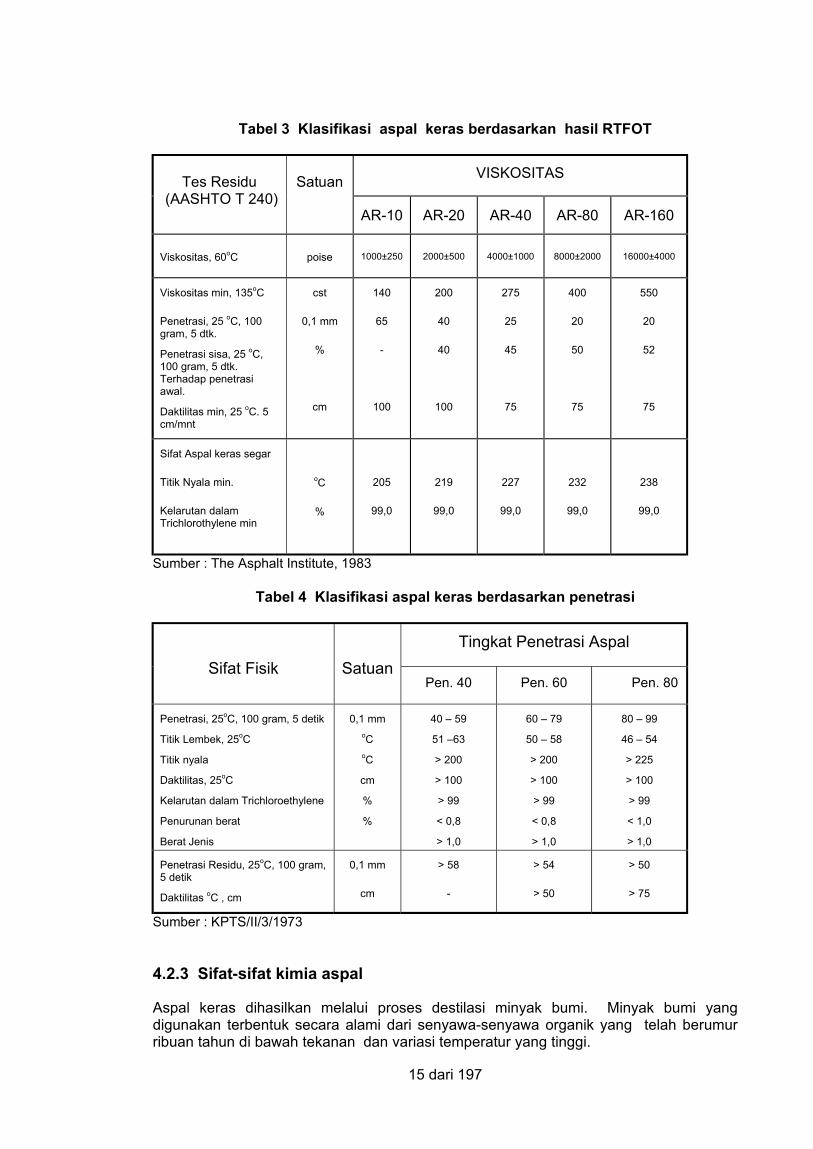
Dalam sistim viskositas, satuan Poise adalah satuan standar pengukuran viskositas absolut. Makin tinggi nilai Poise suatu aspal makin kental aspal tersebut. AC-2,5 (aspal keras dengan viskositas 250 poise pada temperatur 60o C) adalah jenis aspal keras yang bersifat lunak, AC-40 (aspal keras dengan 4000 poise pada temperatur 60o C) adalah jenis aspal keras yang bersifat keras. Beberapa negara mengelompokkan aspal berdasarkan viskositas setelah penuaan. Ide ini untuk mengindentifikasikan viskositas aspal setelah penghamparan di lapangan. Untuk mensimulasikan penuaan aspal selama percampuran, aspal segar yang akan digunakan dituakan terlebih dahulu dalam oven melalui pengujian Thin Film Oven Test (TFOT) dan Rolling Thin Film Oven Test (RTFOT). Sisa aspal yang tertinggal (residu) kemudian ditentukan tingkatannya (grade) berdasarkan viskositasnya dalam satuan Poise. Tabel 3 di bawah ini menunjukan garis besar variasi grade dalam sistim ini. Dalam Tabel 3, simbol AR adalah singkatan dari sisa penuaan (Aged Residue). Makin besar nilai AR makin keras aspal tersebut. AR-10 (viskositas 1000 poise) berarti aspal lunak, sementara AR-160 (viskositas 16000 poise) adalah aspal keras. Metode ketiga yang dapat digunakan dalam pengklasifikasian aspal adalah berdasarkan uji penetrasi. Pada uji ini, sebuah jarum standar dengan beban 100 gram (termasuk berat jarum) ditusukkan ke atas permukaan aspal, panjang jarum yang masuk kedalam contoh aspal dalam waktu lima detik diukur dalam satuan persepuluh mili meter (0,1 mm) dan dinyatakan sebagai nilai penetrasi aspal. Semakin kecil nilai penetrasi aspal, semakin keras aspal tersebut. Tabel 4 di bawah ini menunjukkan suatu rentang dalam sistem pengklasifikasian ini.
Tabel 2 Klasifikasi aspal keras berdasarkan viskositas
STANDAR VISKOSITAS
Pengujian Satuan
AC-2,5 AC – 5 AC- 10 AC – 20 AC - 30 AC- 40
Viskositas 60oC poise 250±50 500±100 1000±200 2000±400 3000±600 4000± 800
Viskositas min. 135 o C
Penetrasi 25o C, 100 gram, 5 detik.
Titik nyala
Kelarutan dalam Trichlorethylene
cst
0,1 mm
0C
%
125
220
162
99,0
175
140
177
99,0
250
80
219
99,0
300
60
232
99,0
350
50
232
99,0
400
40
232
99,0
Tes residu dari TFOT :
- Penurunan berat
-Viskositas max, 60o C
- Daktilitas 25o C, 5 cm/menit
%
poise
cm
-
1000
100
1,0
2000
100
0,5
4000
75
0,5
8000
50
0,5
12000
40
0,5
16000
25
Sumber : The Asphalt Institute, 1983
15 dari 197
Tabel 3 Klasifikasi aspal keras berdasarkan hasil RTFOT
VISKOSITAS Tes Residu
(AASHTO T 240)
Satuan
AR-10 AR-20 AR-40 AR-80 AR-160
Viskositas, 60oC poise 1000±250 2000±500 4000±1000 8000±2000 16000±4000
Viskositas min, 135oC
Penetrasi, 25 oC, 100 gram, 5 dtk.
Penetrasi sisa, 25 oC, 100 gram, 5 dtk. Terhadap penetrasi awal.
Daktilitas min, 25 oC. 5 cm/mnt
cst
0,1 mm
%
cm
140
65
-
100
200
40
40
100
275
25
45
75
400
20
50
75
550
20
52
75
Sifat Aspal keras segar
Titik Nyala min.
Kelarutan dalam Trichlorothylene min
oC
%
205
99,0
219
99,0
227
99,0
232
99,0
238
99,0
Sumber : The Asphalt Institute, 1983
Tabel 4 Klasifikasi aspal keras berdasarkan penetrasi
Tingkat Penetrasi Aspal Sifat Fisik
Satuan
Pen. 40 Pen. 60 Pen. 80
Penetrasi, 25oC, 100 gram, 5 detik
Titik Lembek, 25oC
Titik nyala
Daktilitas, 25oC
Kelarutan dalam Trichloroethylene
Penurunan berat
Berat Jenis
0,1 mm oC oC
cm
%
%
40 – 59
51 –63
> 200
> 100
> 99
< 0,8
> 1,0
60 – 79
50 – 58
> 200
> 100
> 99
< 0,8
> 1,0
80 – 99
46 – 54
> 225
> 100
> 99
< 1,0
> 1,0
Penetrasi Residu, 25oC, 100 gram, 5 detik
Daktilitas oC , cm
0,1 mm
cm
> 58
-
> 54
> 50
> 50
> 75
Sumber : KPTS/II/3/1973
4.2.3 Sifat-sifat kimia aspal
Aspal keras dihasilkan melalui proses destilasi minyak bumi. Minyak bumi yang digunakan terbentuk secara alami dari senyawa-senyawa organik yang telah berumur ribuan tahun di bawah tekanan dan variasi temperatur yang tinggi.
16 dari 197
Susunan struktur internal aspal sangat ditentukan oleh susunan kimia molekul-molekul yang terdapat dalam aspal tersebut. Susunan molekul aspal sangat kompleks dan didominasi (90 – 95% dari berat aspal) oleh unsur karbon dan hidrogen. Oleh sebab itu, senyawa aspal seringkali disebut sebagai senyawa hidrokarbon. Sebagian kecil, sisanya (5 – 10%), dari dua jenis atom, yaitu : heteroatom dan logam. Unsur-unsur heteroatom seperti nitrogen, oksigen dan sulfur, dapat menggantikan kedudukan atom karbon yang terdapat di dalam struktur molekul aspal. Hal inilah yang menyebabkan aspal memiliki rantai kimia yang unik dan interaksi antar atom ini dapat menyebabkan perubahan pada sifat fisik aspal. Jenis dan jumlah heteroatom yang terkandung di dalam aspal sangat ditentukan oleh sumber minyak mentah yang digunakan dan tingkat penuaannya. Heteroatom, terutama sulfur, lebih reaktif dari pada karbon dan hidrogen untuk mengikat oksigen. Oleh sebab itu, aspal dengan kandungan sulfur yang tinggi akan mengalami penuaan yang lebih cepat dari pada aspal yang mengandung sedikit sulfur. Atom logam seperti vanadium, nikel, besi, magnasium dan kalsium hanya terkandung di dalam aspal dalam jumlah yang sangat kecil, umumnya aspal hanya mengandung satu persen atom logam dalam bentuk garam organik dan hidroksidanya. Karena susunan kimia aspal yang sangat kompleks, maka analisa kimia aspal sangat sulit dilakukan dan memerlukan peralatan laboratorium yang canggih, dan data yang dihasilkanpun belum tentu memiliki hubungan dengan sifat rheologi aspal. Analisa kimia yang dilakukan biasanya hanya dapat memisahkan molekul aspal dalam dua group, yaitu aspalten dan malten. Selanjutnya malten dapat dibagi lagi menjadi saturated, aromatik dan resin. Walaupun begitu, pembagian ini tidak dapat didefinisikan secara jelas karena adanya sifat yang saling tumpang tindih antara kelompok-kelompok tersebut.
4.2.3.1 Aspalten
Aspalten adalah unsur kimia aspal yang padat yang tidak larut dalam n-penten. Aspalten berwarna coklat sampai hitam yang mengandung karbon dan hidrogen dengan perbandingan 1 : 1, dan kadang-kadang juga mengandung nitrogen, sulfur dan oksigen. Aspalten biasanya dianggap sebagai material yang bersifat polar dan memiliki bau yang khas dengan berat molekul yang cukup berat. Molekul aspalten ini memiliki ukuran antara 5 – 30 nano meter. Besar kecilnya kandungan aspalten dalam aspal sangat mempengaruhi sifat rheologi aspal tersebut. Peningkatan kandungan aspalten dalam aspal akan menghasilkan aspal yang lebih keras dengan nilai penetrasi yang rendah, titik lembek yang tinggi dan tingkat kekentalan aspal yang tinggi pula.
4.2.3.2 Malten
Malten adalah unsur kimia lainnya yang terdapat di dalam aspal selain aspalten. Unsur malten ini dapat dibagi lagi menjadi resin , aromatik dan saturated.
a) Resin
Resin secara dominan terdiri dari hidrogen dan karbon , dan sedikit mengandung oksigen, sulfur dan nitrogen. Rasio kandungan unsur hidrogen terhadap karbon di dalam resin berkisar antara 1,3 sampai 1,4. Resin memiliki ukuran antara 1 – 5 nanometer, bewarna coklat, berbentuk semi padat sampai padat, bersifat sangat polar dan memberikan sifat adesif pada aspal. Didalam aspal, resin berperan sebagai zat pendispersi aspaltene. Sifat aspal, SOL (larutan) atau GEL (jelli), sangat ditentukan oleh proporsi kandungan resin terhadap kandungan aspalten yang terdapat di dalam aspal tersebut.
17 dari 197
b) Aromatik
Aromatik adalah unsur pelarut aspalten yang paling dominan di dalam aspal. Aromatik berbentuk cairan kental yang berwarna coklat tua dan kandungannya di dalam aspal berkisar antara 40% – 60% terhadap berat aspal. Aromatik terdiri dari rantai karbon yang bersifat non-polar yang didominasi oleh unsur tak jenuh (unsaturated) dan memiliki daya larut yang tinggi terhadap molekul hidrokarbon.
c) Saturated Saturated adalah bagian dari molekul malten yang berupa minyak kental yang bewarna putih atau kekuning-kuningan dan bersifat non-polar. Saturated terdiri dari parafin (wax) dan non parafin, kandungannya di dalam aspal berkisar antara 5%-20% terhadap berat aspal.
4.2.4 Sifat-sifat fisik aspal
Sifat-sifat fisik aspal yang sangat mempengaruhi perencanaan, produksi dan kinerja campuran beraspal antara lain adalah durabilitas, adesi dan kohesi, kepekaan terhadap temperatur, pengerasan dan penuaan.
4.2.4.1 Durabilitas
Kinerja aspal sangat dipengaruhi oleh sifat aspal tersebut setelah digunakan sebagai bahan pengikat dalam campuran beraspal dan dihampar di lapangan. Hal ini disebabkan karena sifat-sifat aspal akan berubah secara signifikan akibat oksidasi dan pengelupasan yang terjadi baik pada saat pencampuran, pengangkutan dan penghamparan campuran beraspal di lapangan. Perubahan sifat ini akan menyebabkan aspal menjadi berdaktilitas rendah atau dengan kata lain aspal telah mengalami penuaan. Kemampuan aspal untuk menghambat laju penuaan ini disebut durabilitas aspal.
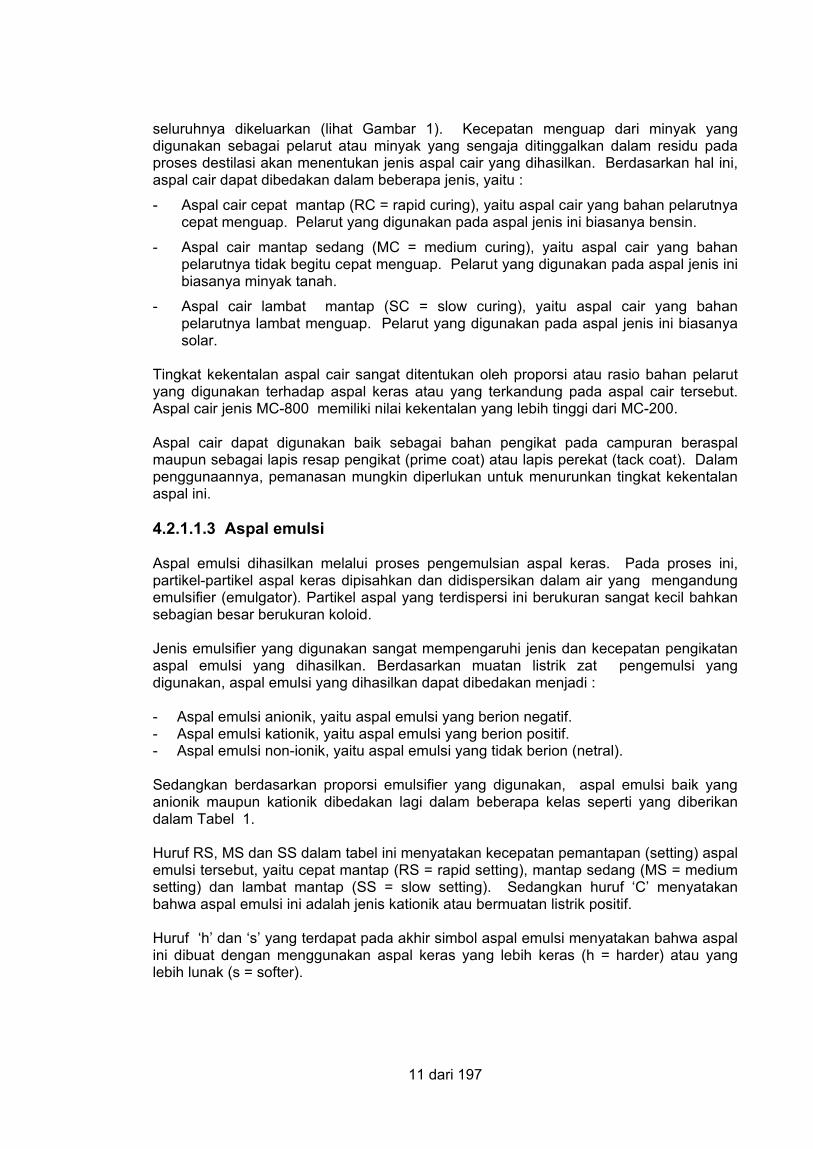
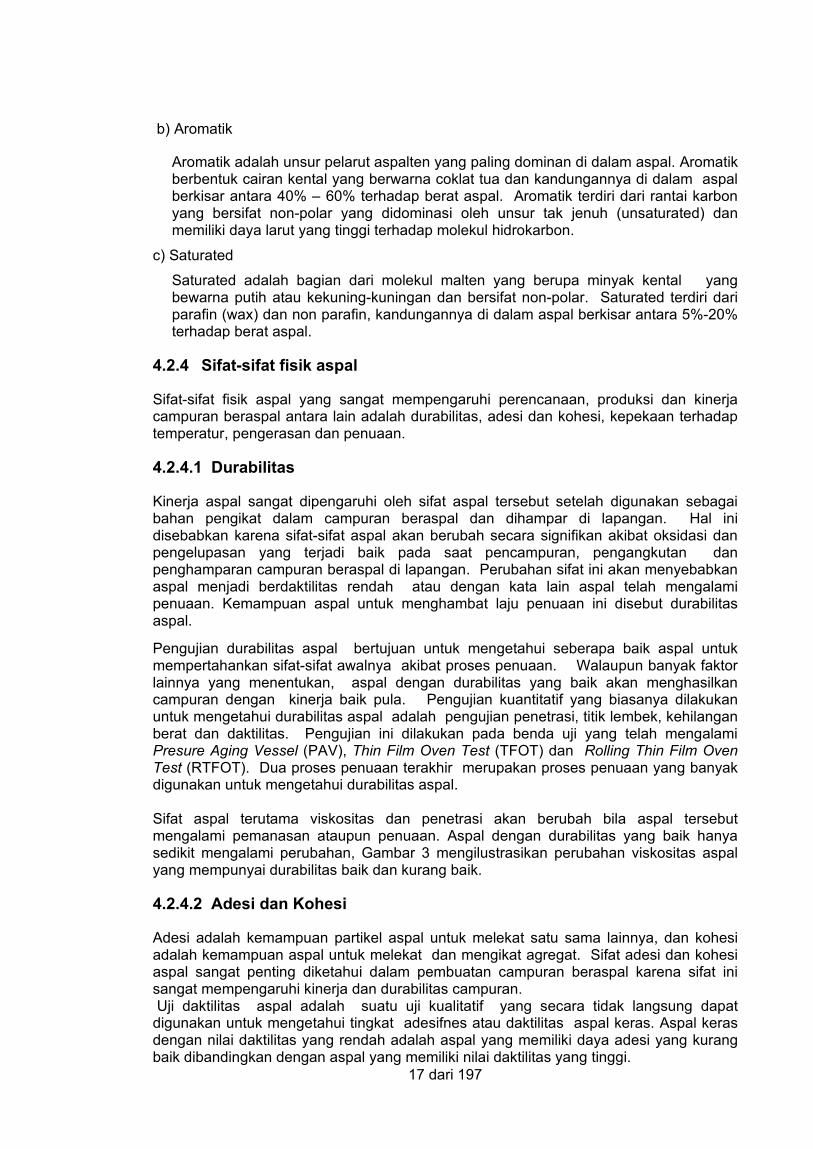
Pengujian durabilitas aspal bertujuan untuk mengetahui seberapa baik aspal untuk mempertahankan sifat-sifat awalnya akibat proses penuaan. Walaupun banyak faktor lainnya yang menentukan, aspal dengan durabilitas yang baik akan menghasilkan campuran dengan kinerja baik pula. Pengujian kuantitatif yang biasanya dilakukan untuk mengetahui durabilitas aspal adalah pengujian penetrasi, titik lembek, kehilangan berat dan daktilitas. Pengujian ini dilakukan pada benda uji yang telah mengalami Presure Aging Vessel (PAV), Thin Film Oven Test (TFOT) dan Rolling Thin Film Oven Test (RTFOT). Dua proses penuaan terakhir merupakan proses penuaan yang banyak digunakan untuk mengetahui durabilitas aspal. Sifat aspal terutama viskositas dan penetrasi akan berubah bila aspal tersebut mengalami pemanasan ataupun penuaan. Aspal dengan durabilitas yang baik hanya sedikit mengalami perubahan, Gambar 3 mengilustrasikan perubahan viskositas aspal yang mempunyai durabilitas baik dan kurang baik.
4.2.4.2 Adesi dan Kohesi
Adesi adalah kemampuan partikel aspal untuk melekat satu sama lainnya, dan kohesi adalah kemampuan aspal untuk melekat dan mengikat agregat. Sifat adesi dan kohesi aspal sangat penting diketahui dalam pembuatan campuran beraspal karena sifat ini sangat mempengaruhi kinerja dan durabilitas campuran. Uji daktilitas aspal adalah suatu uji kualitatif yang secara tidak langsung dapat digunakan untuk mengetahui tingkat adesifnes atau daktilitas aspal keras. Aspal keras dengan nilai daktilitas yang rendah adalah aspal yang memiliki daya adesi yang kurang baik dibandingkan dengan aspal yang memiliki nilai daktilitas yang tinggi.
18 dari 197
Viskositas
Temperatur (skala log)
Gambar 3 Pengaruh temperatur pada viskositas aspal Uji penyelimutan aspal terhadap batuan merupakan uji kuantitatif lainnya yang digunakan untuk mengetahui daya lekat (kohesi) aspal terhadap batuan. Pada pengujian ini, agregat yang telah diselimuti oleh film aspal direndam dalam air dan dibiarkan selama 24 jam dengan atau tanpa pengadukan. Akibat air atau kombinasi air dengan gaya mekanik yang diberikan, aspal yang menyelimuti permukaan agregat akan terkelupas kembali. Aspal dengan daya kohesi yang kuat akan melekat erat pada permukaan agregat oleh sebab itu pengelupasan yang terjadi sebagai akibat dari pengaruh air atau kombinasi air dengan gaya mekanik sangat kecil atau bahkan tidak terjadi sama sekali.
4.2.4.3 Kepekaan aspal terhadap temperatur
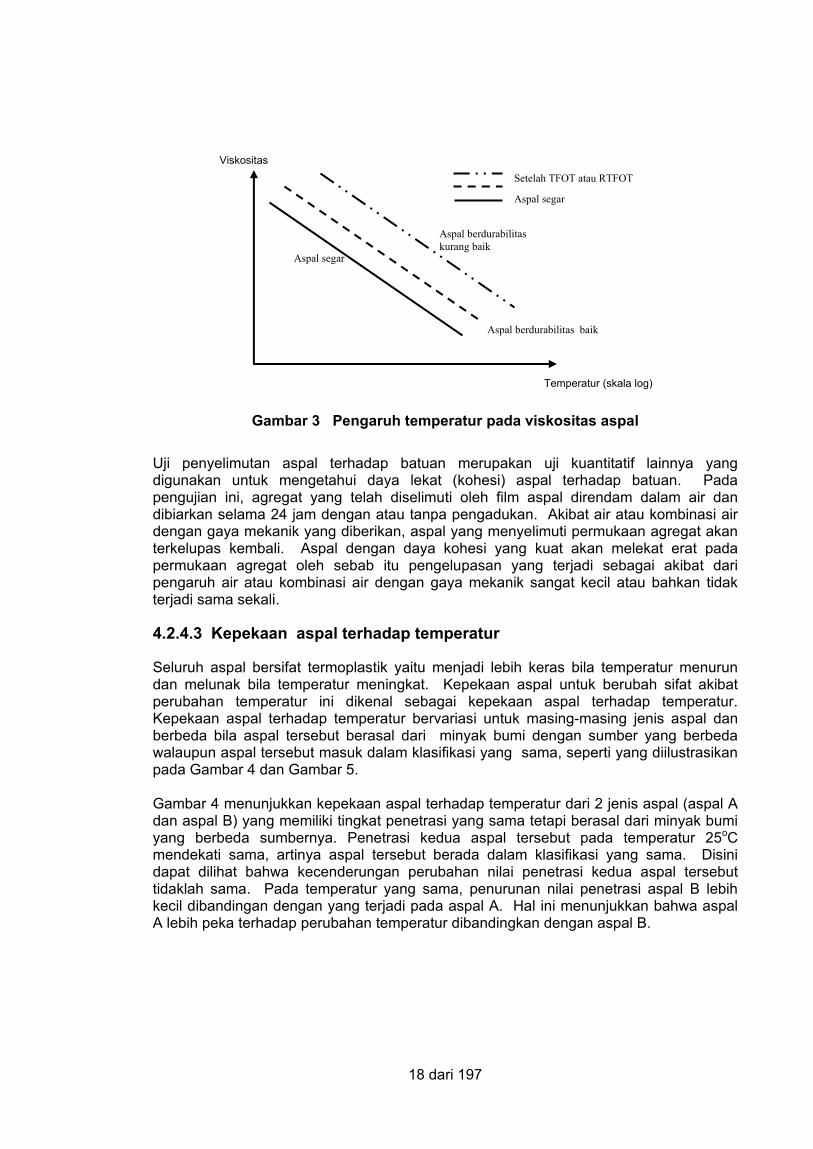
Seluruh aspal bersifat termoplastik yaitu menjadi lebih keras bila temperatur menurun dan melunak bila temperatur meningkat. Kepekaan aspal untuk berubah sifat akibat perubahan temperatur ini dikenal sebagai kepekaan aspal terhadap temperatur. Kepekaan aspal terhadap temperatur bervariasi untuk masing-masing jenis aspal dan berbeda bila aspal tersebut berasal dari minyak bumi dengan sumber yang berbeda walaupun aspal tersebut masuk dalam klasifikasi yang sama, seperti yang diilustrasikan pada Gambar 4 dan Gambar 5. Gambar 4 menunjukkan kepekaan aspal terhadap temperatur dari 2 jenis aspal (aspal A dan aspal B) yang memiliki tingkat penetrasi yang sama tetapi berasal dari minyak bumi yang berbeda sumbernya. Penetrasi kedua aspal tersebut pada temperatur 25oC mendekati sama, artinya aspal tersebut berada dalam klasifikasi yang sama. Disini dapat dilihat bahwa kecenderungan perubahan nilai penetrasi kedua aspal tersebut tidaklah sama. Pada temperatur yang sama, penurunan nilai penetrasi aspal B lebih kecil dibandingan dengan yang terjadi pada aspal A. Hal ini menunjukkan bahwa aspal A lebih peka terhadap perubahan temperatur dibandingkan dengan aspal B.
Aspal segar
Aspal berdurabilitas baik
Aspal berdurabilitas kurang baik
Setelah TFOT atau RTFOT
Aspal segar
19 dari 197
Penetrasi
25 100 (oC) Temperatur
Gambar 4 Perubahan penetrasi aspal akibat perubahan temperatur
Viskositas
60 100 (oC) Temperatur
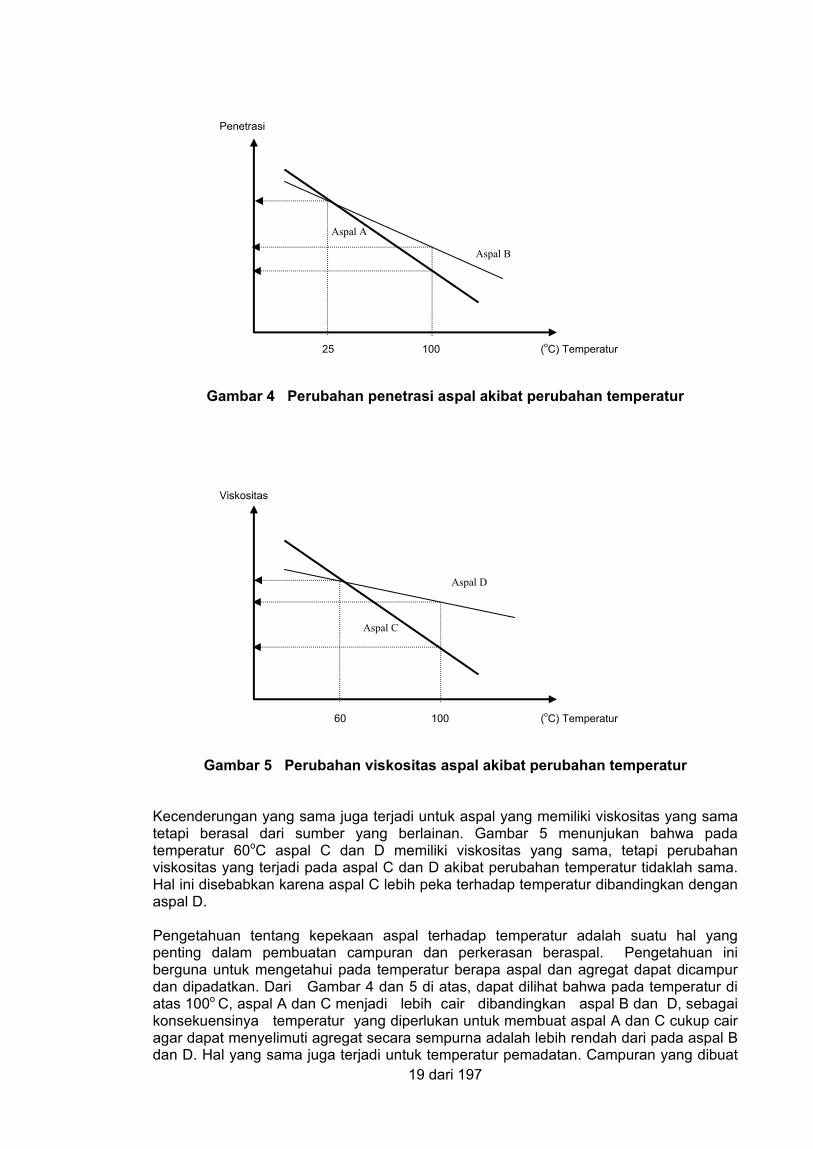
Gambar 5 Perubahan viskositas aspal akibat perubahan temperatur
Kecenderungan yang sama juga terjadi untuk aspal yang memiliki viskositas yang sama tetapi berasal dari sumber yang berlainan. Gambar 5 menunjukan bahwa pada temperatur 60oC aspal C dan D memiliki viskositas yang sama, tetapi perubahan viskositas yang terjadi pada aspal C dan D akibat perubahan temperatur tidaklah sama. Hal ini disebabkan karena aspal C lebih peka terhadap temperatur dibandingkan dengan aspal D. Pengetahuan tentang kepekaan aspal terhadap temperatur adalah suatu hal yang penting dalam pembuatan campuran dan perkerasan beraspal. Pengetahuan ini berguna untuk mengetahui pada temperatur berapa aspal dan agregat dapat dicampur dan dipadatkan. Dari Gambar 4 dan 5 di atas, dapat dilihat bahwa pada temperatur di atas 100o C, aspal A dan C menjadi lebih cair dibandingkan aspal B dan D, sebagai konsekuensinya temperatur yang diperlukan untuk membuat aspal A dan C cukup cair agar dapat menyelimuti agregat secara sempurna adalah lebih rendah dari pada aspal B dan D. Hal yang sama juga terjadi untuk temperatur pemadatan. Campuran yang dibuat
Aspal A
Aspal B
Aspal C
Aspal D
20 dari 197
dengan menggunakan aspal A dan C dapat dipadatkan pada temperatur yang lebih rendah dari pada campuran yang dibuat dengan aspal B dan D. Kepekaan aspal terhadap perubahan temperatur dapat diketahui dengan jelas bila sifat aspal dinyatakan dalam Indeks Penetrasinya (IP). Nilai IP aspal berkisar antara -3 sampai +7, aspal dengan nilai IP yang tinggi lebih tidak peka terhadap perubahan temperatur dan sebaliknya. Selain itu, nilai IP aspal dapat juga digunakan untuk memprediksi kinerja campuran beraspal, aspal dengan IP yang tinggi akan menghasilkan campuran beraspal yang memiliki modulus kekakuan dan ketahanan terhadap deformasi yang tinggi pula. Nilai IP aspal dapat dihitung dengan menggunakan rumusan yang diturunkan oleh Pfeiffer et al., (1936), yaitu
AAIP
501)251(20
+−
=
Nilai A adalah gradien garis hubungan antara logaritma penetrasi dengan temperatur dimana pengujian penetrasi tersebut dilakukan, sehingga :
21
21 ..log..logTT
TPenTPenA
−−
=
Dengan pengertian :
Pen T1 = Nilai penetrasi aspal yang diuji pada temperatur T1 Pen T2 = Nilai penetrasi aspal yang diuji pada temperatur T2 T1 dan T2 = Temperatur pengujian 1 dan 2
Menurut Pfeiffer et al. (1936), hampir semua aspal pada temperatur titik lembeknya, TL (Ring and Ball Softening Point) memiliki nilai penetrasi 800. Berdasarkan kenyataan ini, penentuan nilai A dari persamaan sebelumnya dapat disederhanakan menjadi :
TLTTPen
A−−
=1
1 800.log..log
Karena tidak semua jenis aspal pada temperatur TL-nya memiliki nilai penetrasi 800 maka Persamaan di atas tidak sepenuhnya berlaku untuk semua jenis aspal. Heukelom (1973) melakukan penelitian dengan menggunakan aspal dengan tingkat kepekaan terhadap temperatur yang bervariasi dan menyimpulkan bahwa untuk mendapatkan nilai A yang representatif maka T1 haruslah temperatur standar pengukuran penetrasi dan T2 adalah temperatur dimana aspal memiliki nilai penetrasi 800, sehingga Persamaan ke-dua dapat dirubah menjadi :
80025
25 800.log..log
penTTTPen
A−
−=
21 dari 197
Dengan pengertian :
Pen T25 = Nilai penetrasi aspal yang diuji pada temperatur 25oC T25 = Temperatur pengujian 25oC
Tpen800 = Temperatur aspal yang memberikan nilai penetrasi 800
Selain dengan rumusan di atas, nilai IP aspal dapat pula dihitung dengan menggunakan nomograph yang diberikan pada Gambar 6 (Shell, 1995). Perhitungan nilai IP dapat juga dilakukan dengan bantuan Gambar 7 (Shell, 1995), yaitu dengan menggunakan data penetrasi dan titik lembek aspal. Nilai IP yang didapat dari kedua nomograph akan berbeda satu dengan yang lainnya dan berbeda pula dengan nilai IP yang didapat dari hasil perhitungan, tetapi karena adanya rentang nilai penetrasi dalam spesifikasi maka perbedaan nilai ini dapat diterima (Shell, 1995).
4.2.4.4 Pengerasan dan penuaan
Penuaan aspal adalah suatu parameter yang baik untuk mengetahui durabilitas campuran beraspal. Penuaan aspal ini disebabkan oleh dua faktor utama, yaitu penguapan fraksi minyak ringan yang terkandung dalam aspal dan oksidasi (penuaan jangka pendek, short-term aging), dan oksidasi yang progresif (penuaan jangka panjang, long-term aging). Gambar 8 di bawah ini mengilustrasikan kecepatan penuaan jangka pendek dan jangka panjang yang dialami oleh aspal.
Kedua macam proses penuaan ini menyebabkan terjadinya pengerasan pada aspal dan selanjutnya akan meningkatkan kekakuan campuran beraspal sehingga akan mempengaruhi kinerja campuran tersebut. Peningkatan kekakuan ini akan meningkatkan ketahanan campuran terhadap deformasi permanen dan kemampuan untuk menyebarkan beban yang diterima, tetapi dilain pihak akan menyebabkan campuran menjadi lebih getas sehingga akan cepat retak dan akan menurunkan ketahanannya terhadap beban berulang.
Akibat panas yang tinggi, pengerasan aspal akibat penuaan lebih cepat terjadi di daerah yang beriklim tropis dari pada di daerah sub-tropis . Pengerasan ini terutama terjadi pada permukaan beraspal yang terekspos langsung. Oleh sebab itu kerusakan jenis retak pada lapis permukaan beraspal di daerah beriklim tropis lebih cepat terjadi dibandingkan dengan daerah lainnya yang beriklim subtropis (RN 31, 1993; Rolt et al. 1986). Dalam dua proses penuaan seperti yang telah disebutkan di atas, oksidasi merupakan suatu faktor penting yang menentukan kecepatan penuaan. Kecepatan penuaan jangka panjang semata-mata disebabkan oleh oksidasi. Kecepatan oksidasi yang terjadi sangat dipengaruhi oleh rongga udara yang terkandung dalam campuran dan lingkungan dimana campuran ini dihampar. Dari ke-dua hal tersebut, Glenn et al. (1981) mengatakan bahwa lingkungan lebih memberikan pengaruh pada penuaan aspal dibandingkan dengan rongga udara dalam campuran atau porositas agregat yang digunakan. Pendapat yang sama juga dinyatakan oleh Yau et al. (1985) yang mengatakan bahwa oksidasi adalah penyebab utama pengerasan aspal yang merupakan hasil interaksi antara aspal dengan lingkungan. Dickinson et al. (1958; 1980) menyatakan bahwa setiap kenaikan temperatur perkerasan 10oC, kecepatan oksidasi pada campuran beraspal akan meningkat dua kalinya.
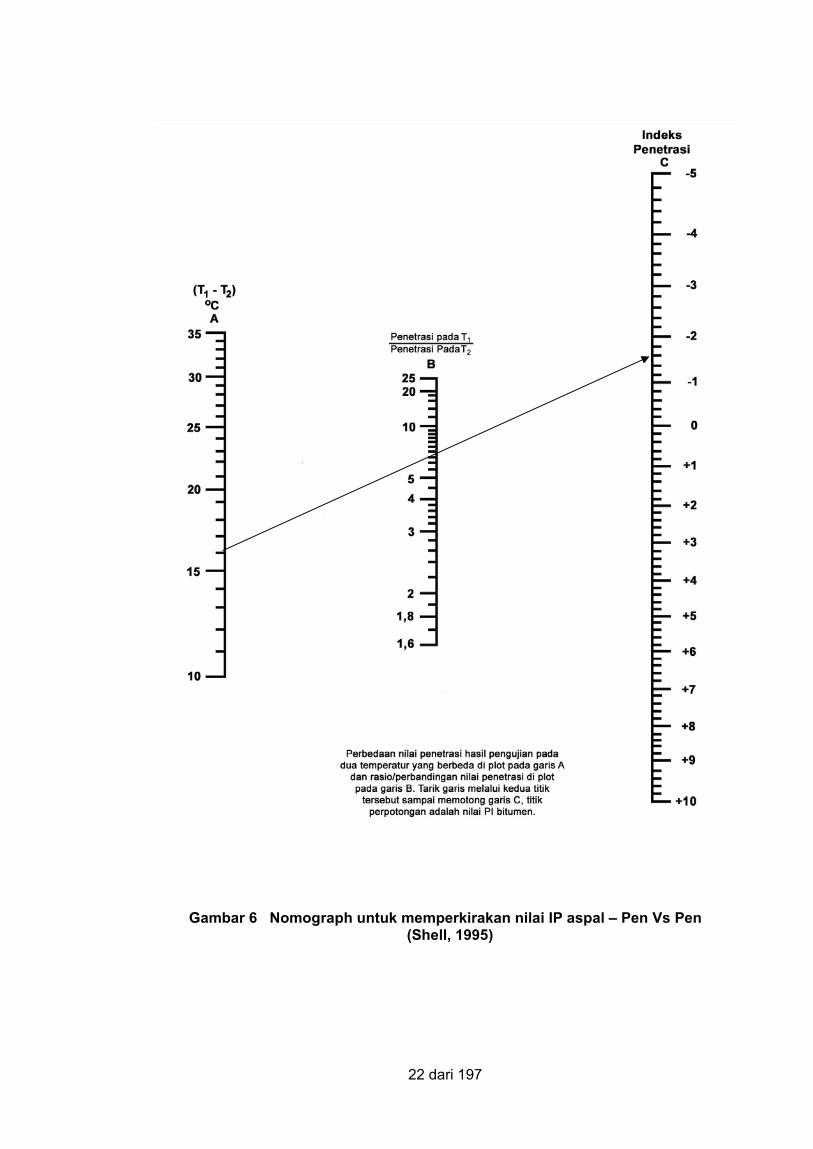
22 dari 197
Gambar 6 Nomograph untuk memperkirakan nilai IP aspal – Pen Vs Pen (Shell, 1995)
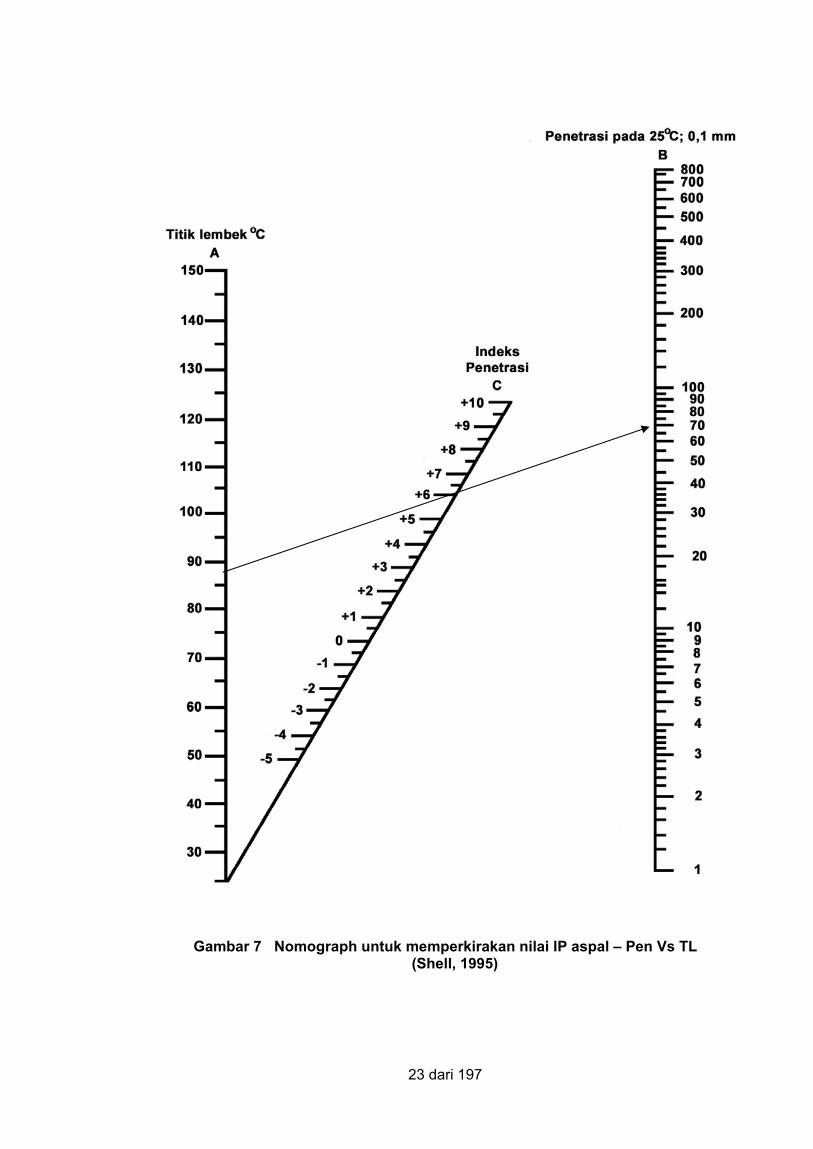
23 dari 197
Gambar 7 Nomograph untuk memperkirakan nilai IP aspal – Pen Vs TL (Shell, 1995)
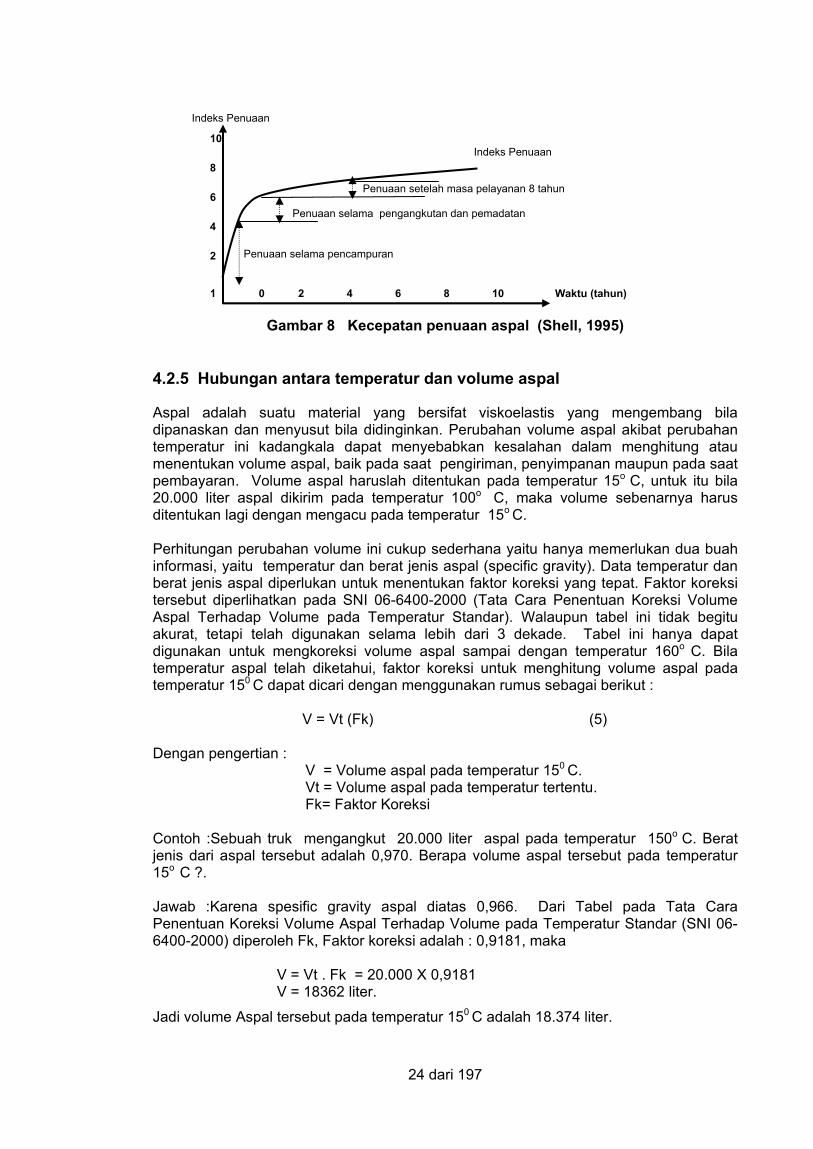
24 dari 197
10
8
6
4
2
1 0 2 4 6 8 10 Waktu (tahun)
Gambar 8 Kecepatan penuaan aspal (Shell, 1995)
4.2.5 Hubungan antara temperatur dan volume aspal
Aspal adalah suatu material yang bersifat viskoelastis yang mengembang bila dipanaskan dan menyusut bila didinginkan. Perubahan volume aspal akibat perubahan temperatur ini kadangkala dapat menyebabkan kesalahan dalam menghitung atau menentukan volume aspal, baik pada saat pengiriman, penyimpanan maupun pada saat pembayaran. Volume aspal haruslah ditentukan pada temperatur 15o C, untuk itu bila 20.000 liter aspal dikirim pada temperatur 100o C, maka volume sebenarnya harus ditentukan lagi dengan mengacu pada temperatur 15o C. Perhitungan perubahan volume ini cukup sederhana yaitu hanya memerlukan dua buah informasi, yaitu temperatur dan berat jenis aspal (specific gravity). Data temperatur dan berat jenis aspal diperlukan untuk menentukan faktor koreksi yang tepat. Faktor koreksi tersebut diperlihatkan pada SNI 06-6400-2000 (Tata Cara Penentuan Koreksi Volume Aspal Terhadap Volume pada Temperatur Standar). Walaupun tabel ini tidak begitu akurat, tetapi telah digunakan selama lebih dari 3 dekade. Tabel ini hanya dapat digunakan untuk mengkoreksi volume aspal sampai dengan temperatur 160o C. Bila temperatur aspal telah diketahui, faktor koreksi untuk menghitung volume aspal pada temperatur 150 C dapat dicari dengan menggunakan rumus sebagai berikut : V = Vt (Fk) (5) Dengan pengertian :
V = Volume aspal pada temperatur 150 C. Vt = Volume aspal pada temperatur tertentu. Fk= Faktor Koreksi
Contoh :Sebuah truk mengangkut 20.000 liter aspal pada temperatur 150o C. Berat jenis dari aspal tersebut adalah 0,970. Berapa volume aspal tersebut pada temperatur 15o C ?. Jawab :Karena spesific gravity aspal diatas 0,966. Dari Tabel pada Tata Cara Penentuan Koreksi Volume Aspal Terhadap Volume pada Temperatur Standar (SNI 06-6400-2000) diperoleh Fk, Faktor koreksi adalah : 0,9181, maka
V = Vt . Fk = 20.000 X 0,9181 V = 18362 liter.
Jadi volume Aspal tersebut pada temperatur 150 C adalah 18.374 liter.
Indeks Penuaan
Indeks Penuaan
Penuaan selama pencampuran
Penuaan selama pengangkutan dan pemadatan
Penuaan setelah masa pelayanan 8 tahun
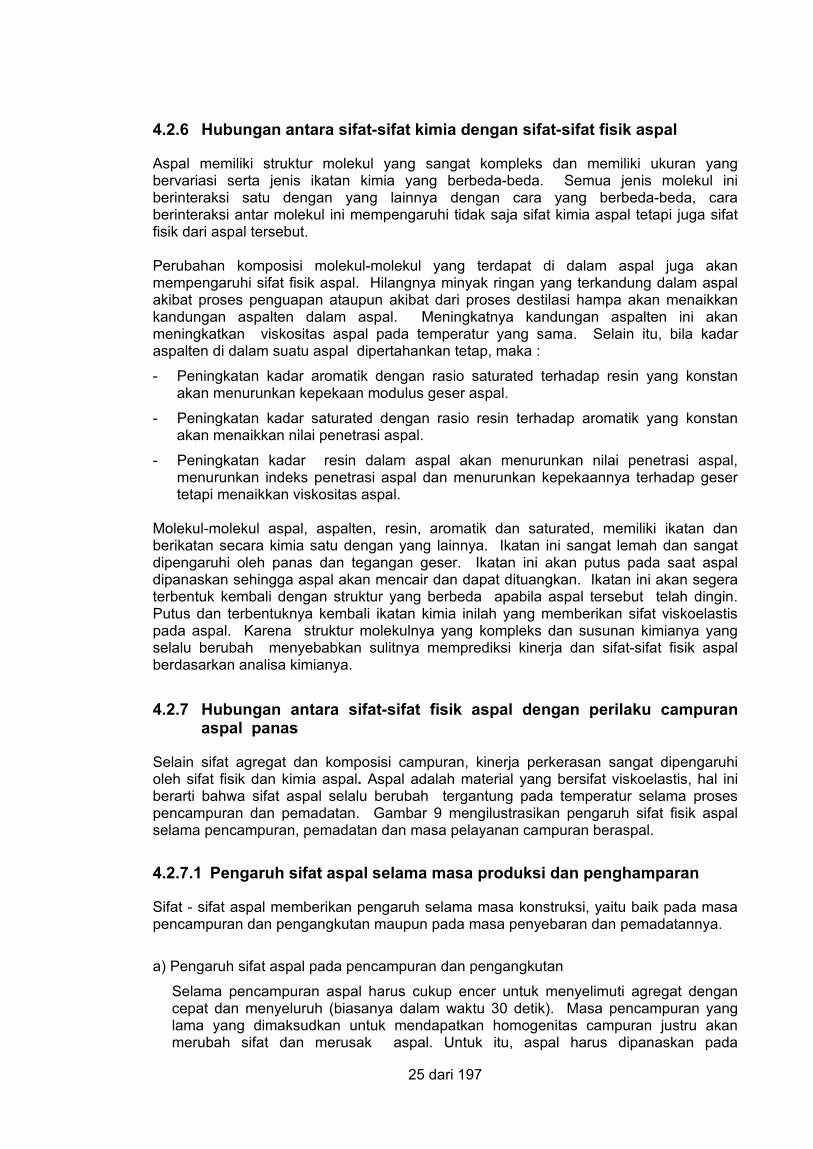
25 dari 197
4.2.6 Hubungan antara sifat-sifat kimia dengan sifat-sifat fisik aspal
Aspal memiliki struktur molekul yang sangat kompleks dan memiliki ukuran yang bervariasi serta jenis ikatan kimia yang berbeda-beda. Semua jenis molekul ini berinteraksi satu dengan yang lainnya dengan cara yang berbeda-beda, cara berinteraksi antar molekul ini mempengaruhi tidak saja sifat kimia aspal tetapi juga sifat fisik dari aspal tersebut. Perubahan komposisi molekul-molekul yang terdapat di dalam aspal juga akan mempengaruhi sifat fisik aspal. Hilangnya minyak ringan yang terkandung dalam aspal akibat proses penguapan ataupun akibat dari proses destilasi hampa akan menaikkan kandungan aspalten dalam aspal. Meningkatnya kandungan aspalten ini akan meningkatkan viskositas aspal pada temperatur yang sama. Selain itu, bila kadar aspalten di dalam suatu aspal dipertahankan tetap, maka : - Peningkatan kadar aromatik dengan rasio saturated terhadap resin yang konstan
akan menurunkan kepekaan modulus geser aspal.
- Peningkatan kadar saturated dengan rasio resin terhadap aromatik yang konstan akan menaikkan nilai penetrasi aspal.
- Peningkatan kadar resin dalam aspal akan menurunkan nilai penetrasi aspal, menurunkan indeks penetrasi aspal dan menurunkan kepekaannya terhadap geser tetapi menaikkan viskositas aspal.
Molekul-molekul aspal, aspalten, resin, aromatik dan saturated, memiliki ikatan dan berikatan secara kimia satu dengan yang lainnya. Ikatan ini sangat lemah dan sangat dipengaruhi oleh panas dan tegangan geser. Ikatan ini akan putus pada saat aspal dipanaskan sehingga aspal akan mencair dan dapat dituangkan. Ikatan ini akan segera terbentuk kembali dengan struktur yang berbeda apabila aspal tersebut telah dingin. Putus dan terbentuknya kembali ikatan kimia inilah yang memberikan sifat viskoelastis pada aspal. Karena struktur molekulnya yang kompleks dan susunan kimianya yang selalu berubah menyebabkan sulitnya memprediksi kinerja dan sifat-sifat fisik aspal berdasarkan analisa kimianya.
4.2.7 Hubungan antara sifat-sifat fisik aspal dengan perilaku campuran aspal panas
Selain sifat agregat dan komposisi campuran, kinerja perkerasan sangat dipengaruhi oleh sifat fisik dan kimia aspal. Aspal adalah material yang bersifat viskoelastis, hal ini berarti bahwa sifat aspal selalu berubah tergantung pada temperatur selama proses pencampuran dan pemadatan. Gambar 9 mengilustrasikan pengaruh sifat fisik aspal selama pencampuran, pemadatan dan masa pelayanan campuran beraspal.
4.2.7.1 Pengaruh sifat aspal selama masa produksi dan penghamparan
Sifat - sifat aspal memberikan pengaruh selama masa konstruksi, yaitu baik pada masa pencampuran dan pengangkutan maupun pada masa penyebaran dan pemadatannya.
a) Pengaruh sifat aspal pada pencampuran dan pengangkutan Selama pencampuran aspal harus cukup encer untuk menyelimuti agregat dengan cepat dan menyeluruh (biasanya dalam waktu 30 detik). Masa pencampuran yang lama yang dimaksudkan untuk mendapatkan homogenitas campuran justru akan merubah sifat dan merusak aspal. Untuk itu, aspal harus dipanaskan pada
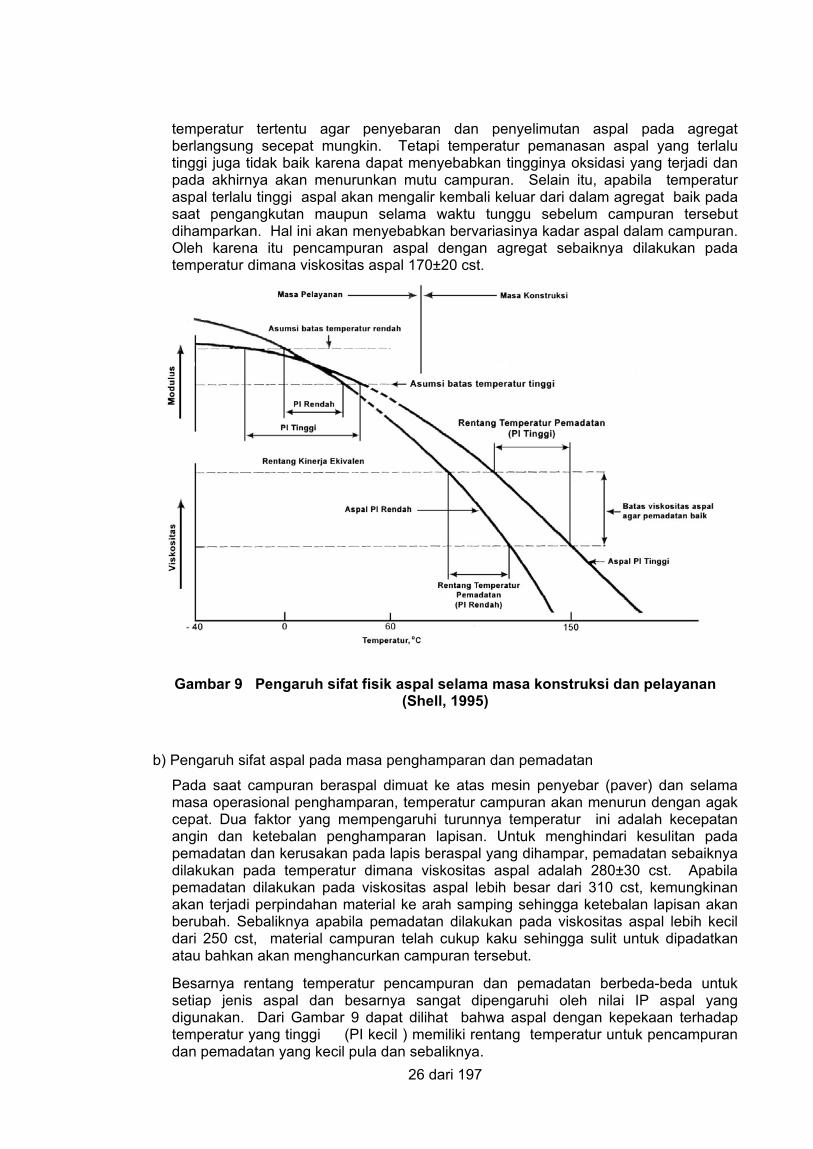
26 dari 197
temperatur tertentu agar penyebaran dan penyelimutan aspal pada agregat berlangsung secepat mungkin. Tetapi temperatur pemanasan aspal yang terlalu tinggi juga tidak baik karena dapat menyebabkan tingginya oksidasi yang terjadi dan pada akhirnya akan menurunkan mutu campuran. Selain itu, apabila temperatur aspal terlalu tinggi aspal akan mengalir kembali keluar dari dalam agregat baik pada saat pengangkutan maupun selama waktu tunggu sebelum campuran tersebut dihamparkan. Hal ini akan menyebabkan bervariasinya kadar aspal dalam campuran. Oleh karena itu pencampuran aspal dengan agregat sebaiknya dilakukan pada temperatur dimana viskositas aspal 170±20 cst.
Gambar 9 Pengaruh sifat fisik aspal selama masa konstruksi dan pelayanan
(Shell, 1995)
b) Pengaruh sifat aspal pada masa penghamparan dan pemadatan
Pada saat campuran beraspal dimuat ke atas mesin penyebar (paver) dan selama masa operasional penghamparan, temperatur campuran akan menurun dengan agak cepat. Dua faktor yang mempengaruhi turunnya temperatur ini adalah kecepatan angin dan ketebalan penghamparan lapisan. Untuk menghindari kesulitan pada pemadatan dan kerusakan pada lapis beraspal yang dihampar, pemadatan sebaiknya dilakukan pada temperatur dimana viskositas aspal adalah 280±30 cst. Apabila pemadatan dilakukan pada viskositas aspal lebih besar dari 310 cst, kemungkinan akan terjadi perpindahan material ke arah samping sehingga ketebalan lapisan akan berubah. Sebaliknya apabila pemadatan dilakukan pada viskositas aspal lebih kecil dari 250 cst, material campuran telah cukup kaku sehingga sulit untuk dipadatkan atau bahkan akan menghancurkan campuran tersebut.
Besarnya rentang temperatur pencampuran dan pemadatan berbeda-beda untuk setiap jenis aspal dan besarnya sangat dipengaruhi oleh nilai IP aspal yang digunakan. Dari Gambar 9 dapat dilihat bahwa aspal dengan kepekaan terhadap temperatur yang tinggi (PI kecil ) memiliki rentang temperatur untuk pencampuran dan pemadatan yang kecil pula dan sebaliknya.
27 dari 197
4.2.7.2 Pengaruh sifat-sifat aspal pada masa pelayanan
Setelah pencampuran, penghamparan dan pemadatan, kinerja perkerasan pada masa pelayanan harus dipertimbangkan. Kondisi kritis dari kinerja perkerasan biasanya terjadi pada temperatur di atas 50o C atau pada temperatur rendah (< 5o C). Pada temperatur tinggi masalah yang sering terjadi adalah deformasi dan jembul, sedangkan pada temperatur rendah masalah yang sering terjadi adalah retak dan lepasnya partikel halus dari permukaan perkerasan. a) Pada temperatur lingkungan yang tinggi
Aspal dengan sifat konduktifitas termalnya yang rendah, pada temperatur tinggi akan mudah mengalami deformasi plastis yang disebabkan oleh beban lalu-lintas. Hal ini terjadi terutama di tempat-tempat yang mengalami percepatan pergerakan, pengereman dan tikungan. Faktor utama yang mempengaruhi deformasi plastis adalah komposisi campuran dan viskositas aspal. Indeks Penetrasi (IP) aspal adalah suatu indikator yang dapat digunakan untuk mengetahui ketahanan campuran terhadap deformasi. Aspal dengan IP yang tinggi akan memiliki ketahanan terhadap deformasi yang tinggi pula seperti yang diilustrasikan pada Gambar 10.
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
-1 1 3 5 7
Indeks Penetrasi
Def
orm
asi (
mm
)
Lab. WT Lap.LL Teoritis
Gambar 10 Hubungan antara IP dan deformasi campuran beraspal (Shell,1995)
Bila kadar aspal dalam campuran terlalu tinggi atau rongga udara yang terlalu kecil, konsolidasi agregat yang terjadi dalam campuran aspal akibat beban lalu-lintas akan menyebabkan jembul dan naiknya aspal ke permukaan perkerasan campuran beraspal. Gejala ini kebanyakkan terjadi pada temperatur tinggi, sehingga pembatasan titik lembek aspal pada temperatur 50oC diharapkan dapat mengantisipasi masalah ini.
b) Pada temperatur lingkungan yang rendah
Pada temperatur rendah, retak adalah jenis kerusakan yang biasanya terjadi. Gejala ini berhubungan langsung dengan modulus kekakuan aspal dan campuran beraspal. Selama musim dingin perkerasan akan berkontraksi, tetapi karena struktur perkerasan biasanya terbatasi atau terhalangi untuk berkontraksi maka panjangnya relatif tidak dapat berubah. Tegangan tarik yang terjadi akibat beban lalu lintas akan menyebabkan retak memanjang pada struktur perkerasan tersebut. Penggunaan
28 dari 197
aspal yang memiliki kepekaan terhadap temperatur yang rendah (IP tinggi) dapat mengurangi resiko ini.
Selain retak, pelepasan agregat halus dari permukaan perkerasan (fretting) mungkin juga terjadi. Hal ini dapat terjadi karena aspal yang dipakai memiliki tingkat kekakuan yang cukup tinggi. Pelepasan ini mungkin juga terjadi pada musim penghujan. Banyak faktor yang mempengaruhi pelepasan ini, antara lain kadar aspal dalam campuran dan tingkat pemadatan. Pelepasan agregat dapat pula disebabkan oleh hilangnya ikatan antara agregat dengan aspal atau terlalu getasnya film aspal yang memberikan ikatan antar agregat. Kondisi yang pertama tidak akan terjadi bila menggunakan aspal dan agregat yang memenuhi spesifikasi. Pelepasan ini biasanya ditimbulkan oleh tingkat pemadatan yang rendah atau kadar aspal dalam campuran yang terlalu rendah. Semakin tinggi angka penetrasi aspal semakin rendah kekakuan aspal tersebut pada temperatur rendah sehingga resiko pelepasan agregat halus akan semakin kecil.
4.3 Agregat
Agregat atau batu, atau granular material adalah material berbutir yang keras dan kompak. Istilah agregat mencakup antara lain batu bulat, batu pecah, abu batu, dan pasir. Agregat mempunyai peranan yang sangat penting dalam prasarana transportasi, khususnya dalam hal ini pada perkerasan jalan. Daya dukung perkerasan jalan ditentukan sebagian besar oleh karakteristik agregat yang digunakan. Pemilihan agregat yang tepat dan memenuhi persyaratan akan sangat menentukan dalam keberhasilan pembangunan atau pemeliharaan jalan.
4.3.1 Klasifikasi dan jenis batuan
Batuan diklasifikasikan menjadi 3 berdasarkan proses pembentukannya, yaitu batuan sedimen (sedimentary rocks), batuan beku (Igneous rocks), dan batuan metamorpik (metamorphic)
4.3.1.1 Klasifikasi batuan
Batuan induk dibagi menjadi 3 jenis umum, yaitu : batuan beku, batuan sedimentasi dan batuan metamorpik (lihat Tabel 5).
a) Batuan beku
Batuan beku berasal dari magma yang mendingin dan memadat. Pada dasarnya ada 2 jenis batuan beku yaitu :
- Batuan beku dalam - Batuan beku luar
Batuan beku dalam terbentuk dari magma yang terjebak dalam patahan kulit bumi dan kemudian mendingin dan membeku membentuk suatu struktur kristal. Oleh sebab itu batuan jenis ini banyak dijumpai dalam bentuk dan penampakan kristalin. Contoh dari batuan ini adalah granit, diorit dan gabro. Proses pergeseran kulit bumi dan erosi menyebabkan terangkutnya atau keluarnya batuan beku dalam ini ke permukaan sehingga batuan ini bisa ditambang dan digunakan.
Batuan beku luar terbentuk dari magma yang keluar ke permukaan bumi selama aktivitas erupsi vulkanis dan aktivitas geologi lainnya. Karena berada di daerah terbuka, maka magma ini cepat mendingin dan membentuk struktur penampakan batuan seperti kaca, contohnya kaolit, andesit, obsidian, batu apung dan basal.
29 dari 197
b) Batuan sedimen
Batuan ini terbentuk dari endapan sedimen (partikel halus) dalam air. Batuan sedimen ini dapat berupa butiran atau fragmen mineral (contohnya pasir ataupun pasir kelempungan), bekas jasad binatang (contohnya batuan kapur), bekas tanaman (contohnya batu bara). Batuan sedimen dapat juga terbentuk dari produk akhir dari reaksi kimia atau penguapan (contohnya garam dan gipsum) atau kombinasi dari jenis material ini.
Ada 2 istilah yang dipakai pada batuan sedimen yaitu batuan silika dan karbonat. Batuan sedimen silika adalah batuan sedimen yang banyak mengandung silika sedangkan batuan sedimen yang banyak mengandung kalsium karbonat disebut batuan sedimentasi karbonat. Berdasarkan cara terbentuknya batuan sedimen dapat dibagi 3, yaitu :
- Batuan sedimen yang terbentuk secara mekanik, seperti konglomerat, breksi, batu pasir, batu lempung. Batuan ini termasuk batuan sedimen silika.
- Batuan sedimen yang terbentuk secara kimiawi, seperti batu gamping, garam dan gipsum.
- Batuan sedimen yang terbentuk secara organis, seperti batu bara, batu gamping dan opal.
c) Batuan metamorpik atau malihan
Batuan metamorpik atau dikenal juga dengan nama batuan malihan berasal dari batuan sedimen atau batuan beku yang telah mengalami perubahan karena tekanan dan panas yang intensif di dalam bumi atau akibat reaksi kimia yang kuat. Karena kompleksnya proses pembentukan formasi batuan ini, maka agak sulit untuk menentukan bentuk asli dari batuannya.
Beberapa jenis dari batuan metamorpik memiliki suatu sifat yang berbeda dengan susunan mineral yang berbentuk lapisan atau bidang. Membelah batuan jenis ini sepanjang arah bidang belahnya adalah lebih mudah dari pada membelahnya dalam arah lainnya. Batuan metamorpik yang memiliki jenis struktur seperti ini disebut batuan berlapis (berfoliasi). Contoh dari batuan berfoliasi adalah skis dan flit (terbentuk dari material batuan beku) dan shale (terbentuk dari material batuan sedimentasi).
Tidak semua batuan metamorpik memiliki sifat foliasi. Batuan marmer (terbentuk dari batuan kapur) dan batuan kwarsit (terbentuk dari batu pasir) adalah jenis umum dari batuan metamorpik tanpa foliasi. Batuan seperti ini disebut juga batuan metamorpik yang masif.
4.3.1.2 Jenis agregat
Batuan atau agregat untuk campuran beraspal umumnya diklasifikasikan berdasarkan sumbernya, seperti contohnya agregat alam, agregat hasil pemrosesan, agregat buatan atau agregat artifisial.
a) Agregat alam (natural aggregates)
Agregat alam adalah agregat yang digunakan dalam bentuk alamiahnya dengan sedikit atau tanpa pemrosesan sama sekali. Agregat ini terbentuk dari proses erosi
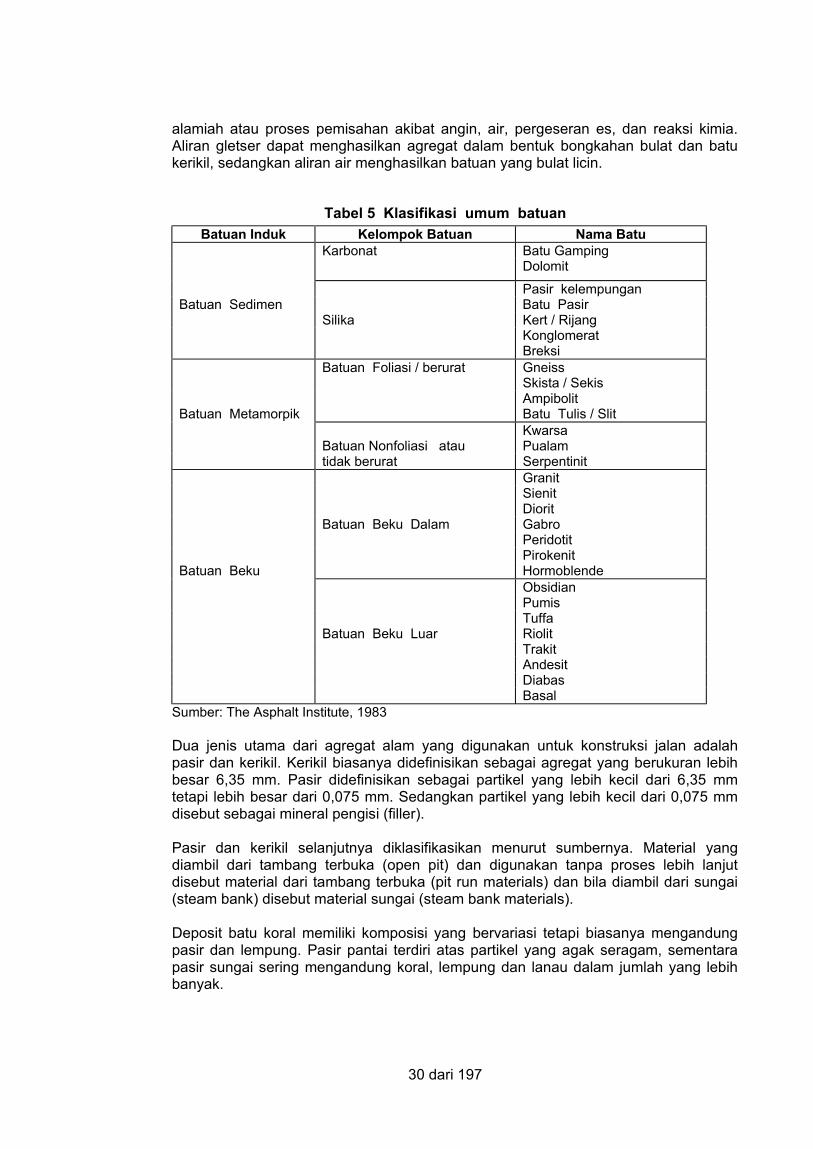
30 dari 197
alamiah atau proses pemisahan akibat angin, air, pergeseran es, dan reaksi kimia. Aliran gletser dapat menghasilkan agregat dalam bentuk bongkahan bulat dan batu kerikil, sedangkan aliran air menghasilkan batuan yang bulat licin.
Tabel 5 Klasifikasi umum batuan Batuan Induk Kelompok Batuan Nama Batu
Karbonat Batu Gamping Dolomit Pasir kelempungan Batuan Sedimen Batu Pasir Silika Kert / Rijang Konglomerat Breksi Batuan Foliasi / berurat Gneiss Skista / Sekis Ampibolit Batuan Metamorpik Batu Tulis / Slit Kwarsa Batuan Nonfoliasi atau Pualam tidak berurat Serpentinit Granit Sienit Diorit Batuan Beku Dalam Gabro Peridotit Pirokenit Batuan Beku Hormoblende Obsidian Pumis Tuffa Batuan Beku Luar Riolit Trakit Andesit Diabas Basal
Sumber: The Asphalt Institute, 1983 Dua jenis utama dari agregat alam yang digunakan untuk konstruksi jalan adalah pasir dan kerikil. Kerikil biasanya didefinisikan sebagai agregat yang berukuran lebih besar 6,35 mm. Pasir didefinisikan sebagai partikel yang lebih kecil dari 6,35 mm tetapi lebih besar dari 0,075 mm. Sedangkan partikel yang lebih kecil dari 0,075 mm disebut sebagai mineral pengisi (filler).
Pasir dan kerikil selanjutnya diklasifikasikan menurut sumbernya. Material yang diambil dari tambang terbuka (open pit) dan digunakan tanpa proses lebih lanjut disebut material dari tambang terbuka (pit run materials) dan bila diambil dari sungai (steam bank) disebut material sungai (steam bank materials).
Deposit batu koral memiliki komposisi yang bervariasi tetapi biasanya mengandung pasir dan lempung. Pasir pantai terdiri atas partikel yang agak seragam, sementara pasir sungai sering mengandung koral, lempung dan lanau dalam jumlah yang lebih banyak.
31 dari 197
b) Agregat yang diproses
Agregat yang diproses adalah batuan yang telah dipecah dan disaring sebelum digunakan. Pemecahan agregat dilakukan karena tiga alasan : untuk merubah tekstur permukaan partikel dari licin ke kasar, untuk merubah bentuk partikel dari bulat ke angular, dan untuk mengurangi serta meningkatkan distribusi dan rentang ukuran partikel. Untuk batuan krakal yang besar, tujuan pemecahan batuan krakal ini adalah untuk mendapatkan ukuran batu yang dapat dipakai, selain itu juga untuk merubah bentuk dan teksturnya.
Penyaringan yang dilakukan pada agregat yang telah dipecahkan akan menghasilkan partikel agregat dengan rentang gradasi tertentu. Mempertahankan gradasi agregat yang dihasilkan adalah suatu faktor yang penting untuk menjamin homogenitas dan kualitas campuran beraspal yang dihasilkan. Untuk alasan ekonomi, pemakaian agregat pecah yang diambil langsung dari pemecah batu (tanpa penyaringan atau dengan sedikit penyaringan) dapat dibenarkan. Kontrol yang baik dari operasional pemecahan menentukan apakah gradasi agregat yang dihasilkan memenuhi spesifikasi pekerjaan atau tidak. Batu pecah (baik yang disaring atau tidak) disebut agregat pecah dan memberikan kualitas yang baik bila digunakan untuk konstruksi perkerasan jalan.
c) Agregat buatan
Agregat ini didapatkan dari proses kimia atau fisika dari beberapa material sehingga menghasilkan suatu material baru yang sifatnya menyerupai agregat. Beberapa jenis dari agregat ini merupakan hasil sampingan dari proses industri dan dari proses material yang sengaja diproses agar dapat digunakan sebagai agregat atau sebagai mineral pengisi (filler). Slag adalah contoh agregat yang didapat sebagai hasil sampingan produksi. Batuan ini adalah substansi nonmetalik yang timbul ke permukaan dari pencairan / peleburan biji besi selama proses peleburan. Pada saat menarik besi dari cetakan, slag ini akan pecah menjadi partikel yang lebih kecil baik melalui perendaman ataupun memecahkanya setelah dingin. Pembuatan agregat buatan secara langsung adalah suatu yang relatif baru. Agregat ini dibuat dengan membakar tanah liat dan material lainnya. Produk akhir yang dihasilkan biasanya agak ringan dan tidak memiliki daya tahan terhadap keausan yang tinggi. Agregat buatan dapat digunakan untuk dek jembatan atau untuk perkerasan jalan dengan mutu sebaik lapisan permukaan yang mensyaratkan ketahanan gesek maksimum.
4.3.2 Sifat-sifat fisik agregat dan hubungannya dengan kinerja campuran beraspal
Pada campuran beraspal, agregat memberikan kontribusi sampai 90-95% terhadap berat campuran, sehingga sifat-sifat agregat merupakan salah satu faktor penentu dari kinerja campuran tersebut. Untuk tujuan ini, sifat agregat yang harus diperiksa antara lain :
a) Ukuran butir b) Gradasi c) Kebersihan d) Kekerasan e) Bentuk partikel f) Tekstur permukaan
32 dari 197
g) Penyerapan h) Kelekatan terhadap aspal
4.3.2.1 Ukuran butir
Ukuran agregat dalam suatu campuran beraspal terdistribusi dari yang berukuran besar sampai ke yang kecil. Semakin besar ukuran maksimum agregat yang dipakai semakin banyak variasi ukurannya dalam campuran tersebut. Ada dua istilah yang biasanya digunakan berkenaan dengan ukuran butir agregat, yaitu :
- Ukuran maksimum, yang didefinisikan sebagai ukuran saringan terkecil yang meloloskan 100 % agregat.
- Ukuran nominal maksimum, yang didefinisikan sebagai ukuran saringan terbesar yang masih menahan maksimum dari 10 % agregat.
Contoh berikut ini mengilustrasikan perbedaan keduanya : Hasil analisa saringan menunjukan bahwa 100 % lolos saringan 25 mm. Agregat paling kasar tertahan pada saringan 19 mm. Dalam hal ini ukuran maksimum agregat adalah 25 mm dan ukuran nominal maksimumnya adalah 19 mm.
Istilah-istilah lainnya yang biasa digunakan sehubungan dengan ukuran agregat yaitu :
- Agregat kasar : Agregat yang tertahan saringan No. 8 (2,36 mm). - Agregat halus : Agregat yang lolos saringan No. 8 (2,36 mm).
- Mineral pengisi: Fraksi dari agregat halus yang lolos saringan no. 200 (2,36 mm) minimum 75% terhadap berat total agregat.
- Mineral abu : Fraksi dari agregat halus yang 100% lolos saringan no. 200 (0,075 mm) Mineral pengisi dan mineral abu dapat terjadi secara alamiah atau dapat juga dihasilkan dari proses pemecahan batuan atau dari proses buatan. Mineral ini penting artinya untuk mendapatkan campuran yang padat, berdaya tahan dan kedap air. Walaupun begitu, kelebihan atau kekurangan sedikit saja dari mineral ini akan menyebabkan campuran terlalu kering atau terlalu basah. Perubahan sifat campuran ini bisa terjadi hanya karena sedikit perubahan dalam jumlah atau sifat dari bahan pengisi atau mineral debu yang digunakan. Oleh karena itu, jenis dan jumlah mineral pengisi atau debu yang digunakan dalam campuran haruslah dikontrol dengan seksama.
4.3.2.2 Gradasi
Seluruh spesifikasi perkerasan mensyaratkan bahwa partikel agregat harus berada dalam rentang ukuran tertentu dan untuk masing-masing ukuran partikel harus dalam proporsi tertentu. Distribusi dari variasi ukuran butir agregat ini disebut gradasi agregat. Gradasi agregat mempengaruhi besarnya rongga dalam campuran dan menentukan workabilitas (sifat mudah dikerjakan) dan stabilitas campuran. Untuk menentukan apakah gradasi agregat memenuhi spesifikasi atau tidak, diperlukan suatu pemahaman bagaimana ukuran partikel dan gradasi agregat diukur. Gradasi agregat ditentukan oleh analisa saringan, dimana contoh agregat harus melalui satu set saringan. Ukuran saringan menyatakan ukuran bukaan jaringan kawatnya dan nomor saringan menyatakan banyaknya bukaan jaringan kawat per inchi persegi dari saringan tersebut.
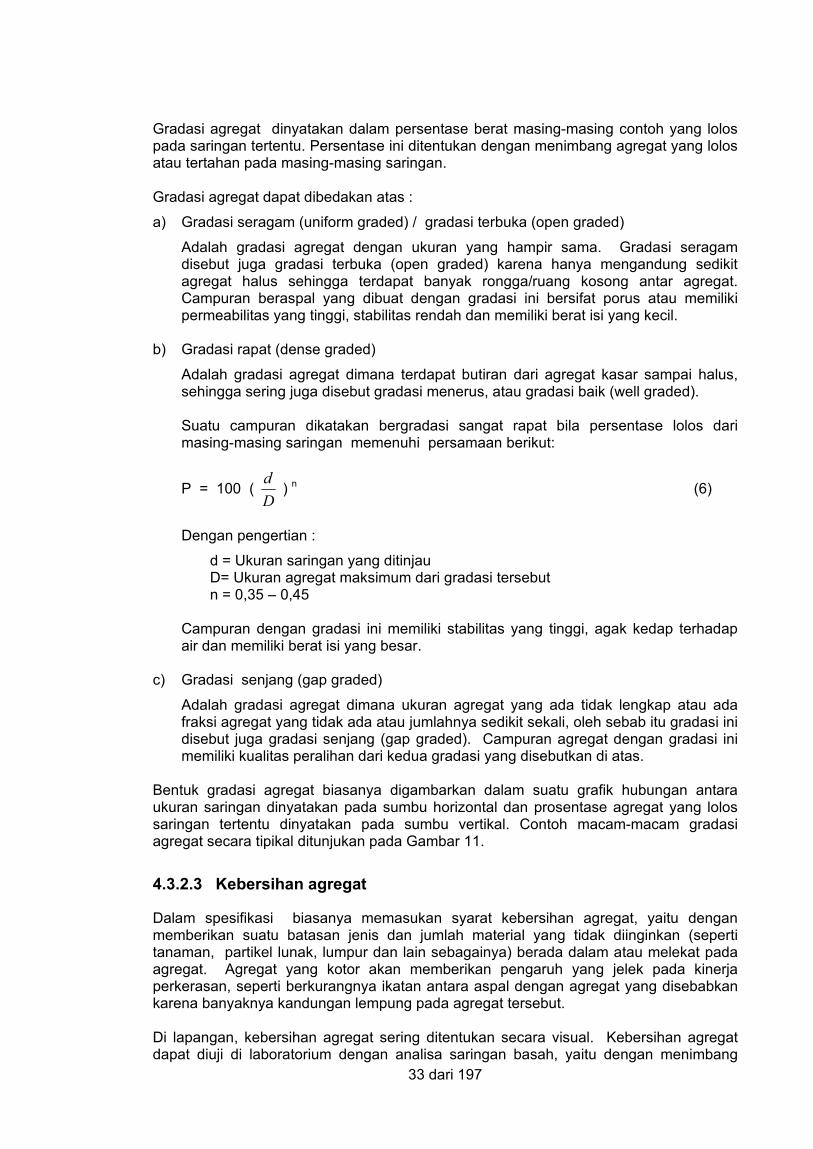
33 dari 197
Gradasi agregat dinyatakan dalam persentase berat masing-masing contoh yang lolos pada saringan tertentu. Persentase ini ditentukan dengan menimbang agregat yang lolos atau tertahan pada masing-masing saringan. Gradasi agregat dapat dibedakan atas : a) Gradasi seragam (uniform graded) / gradasi terbuka (open graded)
Adalah gradasi agregat dengan ukuran yang hampir sama. Gradasi seragam disebut juga gradasi terbuka (open graded) karena hanya mengandung sedikit agregat halus sehingga terdapat banyak rongga/ruang kosong antar agregat. Campuran beraspal yang dibuat dengan gradasi ini bersifat porus atau memiliki permeabilitas yang tinggi, stabilitas rendah dan memiliki berat isi yang kecil.
b) Gradasi rapat (dense graded)
Adalah gradasi agregat dimana terdapat butiran dari agregat kasar sampai halus, sehingga sering juga disebut gradasi menerus, atau gradasi baik (well graded). Suatu campuran dikatakan bergradasi sangat rapat bila persentase lolos dari masing-masing saringan memenuhi persamaan berikut:
P = 100 ( Dd
) n (6)
Dengan pengertian :
d = Ukuran saringan yang ditinjau D= Ukuran agregat maksimum dari gradasi tersebut n = 0,35 – 0,45
Campuran dengan gradasi ini memiliki stabilitas yang tinggi, agak kedap terhadap air dan memiliki berat isi yang besar.
c) Gradasi senjang (gap graded)
Adalah gradasi agregat dimana ukuran agregat yang ada tidak lengkap atau ada fraksi agregat yang tidak ada atau jumlahnya sedikit sekali, oleh sebab itu gradasi ini disebut juga gradasi senjang (gap graded). Campuran agregat dengan gradasi ini memiliki kualitas peralihan dari kedua gradasi yang disebutkan di atas.
Bentuk gradasi agregat biasanya digambarkan dalam suatu grafik hubungan antara ukuran saringan dinyatakan pada sumbu horizontal dan prosentase agregat yang lolos saringan tertentu dinyatakan pada sumbu vertikal. Contoh macam-macam gradasi agregat secara tipikal ditunjukan pada Gambar 11. 4.3.2.3 Kebersihan agregat
Dalam spesifikasi biasanya memasukan syarat kebersihan agregat, yaitu dengan memberikan suatu batasan jenis dan jumlah material yang tidak diinginkan (seperti tanaman, partikel lunak, lumpur dan lain sebagainya) berada dalam atau melekat pada agregat. Agregat yang kotor akan memberikan pengaruh yang jelek pada kinerja perkerasan, seperti berkurangnya ikatan antara aspal dengan agregat yang disebabkan karena banyaknya kandungan lempung pada agregat tersebut. Di lapangan, kebersihan agregat sering ditentukan secara visual. Kebersihan agregat dapat diuji di laboratorium dengan analisa saringan basah, yaitu dengan menimbang
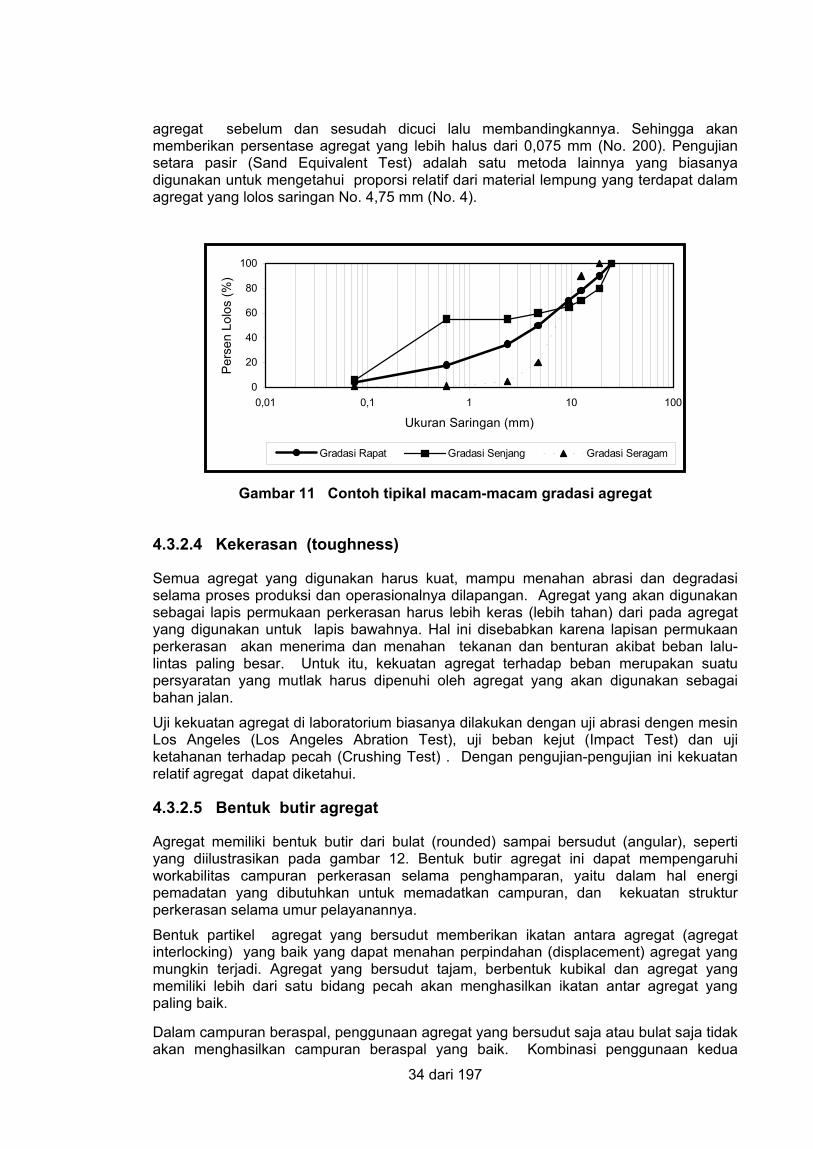
34 dari 197
agregat sebelum dan sesudah dicuci lalu membandingkannya. Sehingga akan memberikan persentase agregat yang lebih halus dari 0,075 mm (No. 200). Pengujian setara pasir (Sand Equivalent Test) adalah satu metoda lainnya yang biasanya digunakan untuk mengetahui proporsi relatif dari material lempung yang terdapat dalam agregat yang lolos saringan No. 4,75 mm (No. 4).
0
20
40
60
80
100
0,01 0,1 1 10 100
Ukuran Saringan (mm)
Pers
en L
olos
(%)
Gradasi Rapat Gradasi Senjang Gradasi Seragam
Gambar 11 Contoh tipikal macam-macam gradasi agregat
4.3.2.4 Kekerasan (toughness)
Semua agregat yang digunakan harus kuat, mampu menahan abrasi dan degradasi selama proses produksi dan operasionalnya dilapangan. Agregat yang akan digunakan sebagai lapis permukaan perkerasan harus lebih keras (lebih tahan) dari pada agregat yang digunakan untuk lapis bawahnya. Hal ini disebabkan karena lapisan permukaan perkerasan akan menerima dan menahan tekanan dan benturan akibat beban lalu-lintas paling besar. Untuk itu, kekuatan agregat terhadap beban merupakan suatu persyaratan yang mutlak harus dipenuhi oleh agregat yang akan digunakan sebagai bahan jalan. Uji kekuatan agregat di laboratorium biasanya dilakukan dengan uji abrasi dengen mesin Los Angeles (Los Angeles Abration Test), uji beban kejut (Impact Test) dan uji ketahanan terhadap pecah (Crushing Test) . Dengan pengujian-pengujian ini kekuatan relatif agregat dapat diketahui.
4.3.2.5 Bentuk butir agregat
Agregat memiliki bentuk butir dari bulat (rounded) sampai bersudut (angular), seperti yang diilustrasikan pada gambar 12. Bentuk butir agregat ini dapat mempengaruhi workabilitas campuran perkerasan selama penghamparan, yaitu dalam hal energi pemadatan yang dibutuhkan untuk memadatkan campuran, dan kekuatan struktur perkerasan selama umur pelayanannya.
Bentuk partikel agregat yang bersudut memberikan ikatan antara agregat (agregat interlocking) yang baik yang dapat menahan perpindahan (displacement) agregat yang mungkin terjadi. Agregat yang bersudut tajam, berbentuk kubikal dan agregat yang memiliki lebih dari satu bidang pecah akan menghasilkan ikatan antar agregat yang paling baik.
Dalam campuran beraspal, penggunaan agregat yang bersudut saja atau bulat saja tidak akan menghasilkan campuran beraspal yang baik. Kombinasi penggunaan kedua
35 dari 197
bentuk partikel agregat ini sangatlah dibutuhkan untuk menjamin kekuatan pada struktur perkerasan dan workabilitas yang baik dari campuran tersebut.
Gambar 12 Tipikal bentuk butir kubikal, lonjong, dan pipih
4.3.2.6 Tekstur permukaan agregat
Selain memberikan sifat ketahanan terhadap gelincir (skid resistance) pada permukaan perkerasan, tekstur permukaan agregat (baik makro maupun mikro) juga merupakan faktor lainnya yang menentukan kekuatan, workabilitas dan durabilitas campuran beraspal.
Permukaan agregat yang kasar akan memberikan kekuatan pada campuran beraspal karena kekasaran permukaan agregat dapat menahan agregat tersebut dari pergeseran atau perpindahan. Kekasaran permukaan agregat juga akan memberikan tahanan gesek yang kuat pada roda kendaraan sehingga akan meningkatkan keamanan kendaraan terhadap slip.
Agregat dengan tekstur permukaan yang sangat kasar memiliki koefisien gesek yang tinggi yang membuat agregat tersebut sulit untuk berpindah tempat sehingga akan menurunkan workabilitasnya. Oleh sebab itu penggunaan agregat bertekstur halus dengan proporsi tertentu kadang-kadang dibutuhkan untuk membantu meningkatkan workabilitasnya. Dilain pihak, film aspal lebih mudah merekat pada permukaan yang kasar sehingga akan menghasilkan ikatan yang baik antara aspal dan agregat dan pada akhirnya akan menghasilkan campuran beraspal yang kuat. Agregat yang berasal dari sungai (bankrun agregat) biasanya memiliki permukaan yang halus dan berbentuk bulat, oleh sebab itu agar dapat menghasilkan campuran beraspal dengan sifat-sifat yang baik agregat sungai ini harus dipecahkan terlebih dahulu. Pemecahan ini dimaksudkan untuk menghasilkan tekstur permukaan yang kasar pada bidang pecahnya dan mengubah bentuk butir agregat.
Tidak ada metoda standar untuk mengevaluasi tekstur permukaan secara langsung. Seperti halnya bentuk partikel, tekstur permukaan adalah suatu sifat yang direfleksikan dalam uji kekuatan campuran dan dalam workabilitas dari campuran selama masa konstruksinya.
36 dari 197
4.3.2.7 Daya serap agregat
Keporusan agregat menentukan banyaknya zat cair yang dapat diserap agregat. Kemampuan agregat untuk menyerap air dan aspal adalah suatu informasi yang penting yang harus diketahui dalam pembuatan campuran beraspal. Jika daya serap agregat sangat tinggi, agregat ini akan terus menyerap aspal baik pada saat maupun setelah proses pencampuran agregat dengan aspal di unit pencampur aspal (AMP). Hal ini akan menyebabkan aspal yang berada pada permukaan agregat yang berguna untuk mengikat partikel agregat menjadi lebih sedikit sehingga akan menghasilkan film aspal yang tipis. Oleh karena itu, agar campuran yang dihasilkan tetap baik agregat yang porus memerlukan aspal yang lebih banyak dibandingkan dengan yang kurang porus.
Agregat dengan keporusan atau daya serap yang tinggi biasanya tidak digunakan, tetapi untuk tujuan tertentu pemakaian agregat ini masih dapat dibenarkan asalkan sifat lainnya dapat terpenuhi. Contoh-contoh material seperti batu apung yang memiliki keporusan tinggi digunakan karena ringan dan tahan terhadap abrasi. Meskipun demikian perbedaan berat jenis harus dikoreksi mengingat semua perhitungan didasarkan pada prosentase berat bukan volume.
4.3.2.8 Kelekatan terhadap aspal
Kelekatan agregat terhadap aspal adalah kecenderungan agregat untuk menerima, menyerap dan menahan film aspal. Agregat hidrophobik (tidak menyukai air) adalah agregat yang memiliki sifat kelekatan terhadap aspal yang tinggi, contoh dari agregat ini adalah batu gamping dan dolomit. Sebaliknya, agregat hidrophilik (suka air) adalah agregat yang memiliki kelekatan terhadap aspal yang rendah. Sehingga agregat jenis ini cenderung terpisah dari film aspal bila terkena air. Kuarsit dan beberapa jenis granit adalah contoh agregat hidrophilik.
Ada beberapa metoda uji untuk menentukan kelekatan agregat terhadap aspal dan kecenderungannya untuk mengelupas (stripping). Salah satu diantaranya dengan merendam agregat yang telah terselimuti aspal ke dalam air, lalu diamati secara visual. Tes lainnya adalah tes perendaman-mekanik. Tes ini menggunakan 2 contoh campuran, satu direndam dalam air dan diberikan energi mekanik dengan cara pengadukan, dan satunya lagi tidak. Kemudian kedua contoh ini diuji kekuatannya. Perbedaan kekuatan antara keduanya dapat dipakai sebagai indikator untuk dapat mengetahui kepekaan agregat terhadap pengelupasan.
37 dari 197
5 Produksi agregat
5.1 Umum
Efesiensi dan efektivitas produksi agregat untuk campuran beraspal ditentukan oleh pengaturan dan pengawasan yang dilakukan pada unit pemecah batu (stone crusher). Sebelum masuk ke unit pemecah batu (stone crusher) bahan baku batuan harus sudah memenuhi persyaratan kekerasan dan keawetan. Demikian juga setelah keluar dari unit produksi, harus memenuhi persyaratan sifat fisik yang ditentukan dalam spesifikasi. Jika bahan baku batuan tersebut mengandung tanah atau kotoran organik lainnya, maka harus dilakukan penanganan khusus terlebih dahulu untuk menghilangkan kotorannya. Sering dijumpai bahan baku batuan yang mengandung lempung masuk ke unit pemecah batu. Akibatnya kotoran dan tanah lempung tersebut bersatu dengan agregat hasil pemecahan. Secara visual fraksi abu batu akan terlihat menggumpal dan jika dimasukkan ke air akan terlihat kotor (air menjadi keruh). Dengan mengacu pada spesifikasi mengenai batas kandungan lempung maka agregat hasil produksi tersebut harus ditolak bila dipakai sebagai agregat untuk campuran beraspal. Pemakaian agregat yang kotor akan memberi pengaruh yang negatif pada kinerja campuran beraspal nantinya, salah satunya adalah campuran beraspal mudah mengalami retak akibat dari rendahnya ikatan antar agregat dengan aspal. Untuk membersihkan bahan baku batuan tersebut dapat digunakan beberapa cara, antara lain dengan pemisahan (scalping), pengerikan (scrubbing) atau dengan pencucian (dewatering). Metoda pemisahan (scalping) untuk memisahkan batuan yang kecil dan besar (hanya batuan besar yang dipecah) selain untuk efesiensi alat juga dapat mengurangi masuknya lempung ke unit pemecah batu. Dengan penggunaan scalping, kapasitas produksi alat pemecah batu dapat ditingkatkan sampai dengan 15 %. Pengerikan (scrubbing) dilakukan dalam suatu alat pencuci yang prinsip kerjanya adalah melepaskan kotoran dan lempung yang menempel pada pasir dan kerikil dengan cara menyemprotkan air dan mengaduk-aduk. Setelah terlepas kemudian dilakukan penyaringan untuk memisahkan lempung tersebut dari pasir dan kerikil. Pencucian (dewatering) dilakukan dengan cara penyaringan basah. Saringan digetarkan dengan frekuensi yang tinggi. Saringan terbuat dari bahan dengan tahanan gesek yang rendah seperti dari bahan plastik atau karet, sehingga pasir dan kerikil dapat bergerak lebih bebas. Unit produksi agregat dapat diklasifikasikan berdasarkan urutan pemecahannya, yaitu pemecah primer, sekunder, tersier dan seterusnya. Pemecah primer langsung menerima bahan baku dari kuari dan kemudian memperkecil ukuran bahan baku tersebut dengan cara dipecahkan. Hasil dari pemecah primer masuk ke pemecah sekunder dan demikian seterusnya sampai diperoleh ukuran butir yang disyaratkan. Pada umumnya jenis pemecah batu yang digunakan untuk tiap urutan tersebut adalah sebagai berikut :
a) Pemecah primer : digunakan pemecah batu jenis jaw, gyratory atau hammer mill b) Pemecah sekunder : digunakan pemecah batu jenis konus, roll atau hammer mill
c) Pemecah tersier : digunakan pemecah batu jenis roll, rod mill atau ball mill.
Tipikal skema unit produksi agregat diperlihatkan pada Gambar 13. Bahan baku batuan disaring terlebih dahulu untuk memisahkan batuan berukuran kecil dengan yang berukuran besar. Batuan yang berukuran besar selanjutnya masuk ke pemecah primer. Metoda pemisahan ini (scalping) dapat meningkatkan efisiensi alat pemecah batu dan mengurangi kotoran dan lempung yang masuk ke unit pemecah batu.
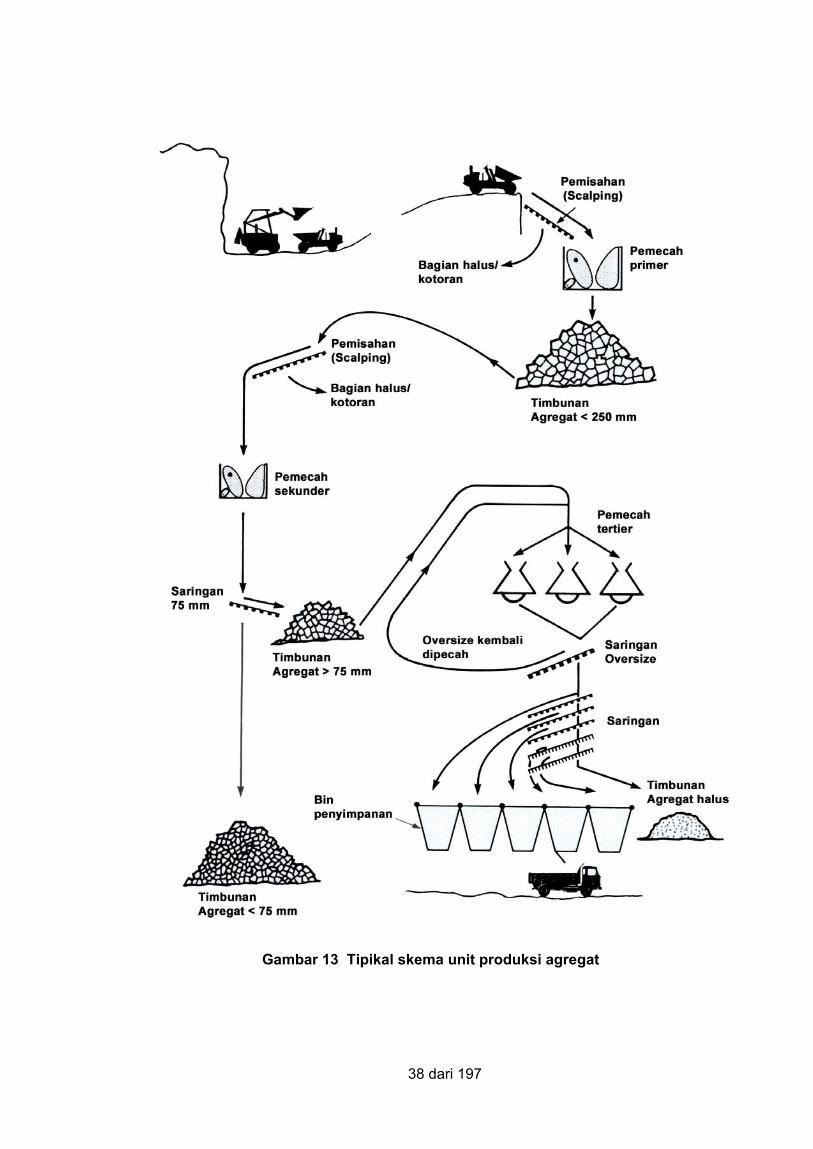
38 dari 197
Gambar 13 Tipikal skema unit produksi agregat
39 dari 197
5.2 Jenis alat pemecah batu
Alat pemecah batu atau yang lebih populer dengan sebutan stone crusher merupakan unit yang memproduksi agregat dengan ukuran atau fraksi tertentu. Jenis-jenis pemecah batu meliputi 4 macam yaitu : a) Pemecah batu jenis jaw
- Penggerak tunggal (single toggle) - Penggerak ganda (double toggle)
b) Pemecah batu jenis gyratory dan konus (cone) - Gyratory - Konus (cone)
c) Pemecah batu jenis bentur (impact) - Primer (primary) - Penggiling (hammermills/limemills) - Batang horisontal (horizontal shaft) - Batang vertikal (vertical shaft)
d) Pemecah batu jenis silinder (roll)
- Silinder tunggal (single roll) - Silinder ganda (double roll) atau lebih
5.2.1 Pemecah batu jenis jaw
Mesin pemecah batu jenis jaw (jaw crusher) atau jenis rahang penjepit, pada umumnya terdiri atas dua buah pelat yang salah satu pelatnya berada pada posisi tetap dan pelat lainnya bergerak yang didorong oleh satu (single) atau dua (double) batang penggerak (toggle) sebagai penghantam. Penggerak tunggal digunakan untuk pemecah pertama dan penggerak ganda untuk pemecah kedua (lihat Gambar 14). Pelat pemecah terbuat dari baja manganese yang dapat diganti-ganti. Pelat pemecah yang rata digunakan untuk pemecahan pertama dan pelat pemecah yang bergelombang digunakan untuk memecah hasil pecahan menjadi berukuran lebih kecil. Pelat dapat bergerak lurus atau bergerak menyudut untuk menghindari penyumbatan.
Penggerak tunggal umumnya lebih berat tetapi lebih pendek, kapasitas produksi lebih tinggi dan harganya 20-40% lebih rendah dari pada jenis penggerak ganda. Penggerak ganda relatif lebih mahal dan digunakan untuk memecah batu yang abrasif seperti kuarsa. Mesin ini dapat memecah batu yang mempunyai kuat pecah lebih dari 250 MN/m, terutama pada batuan beku dan metamorpik dan beberapa jenis batu greywake dan kuarsa. Peletakan mesin pemecah batu jenis jaw harus di atas beton bertulang dengan berat paling sedikit tiga kali berat mesin. Jaw crusher adalah jenis pemecah batu yang paling banyak digunakan untuk pemecah primer (primary crusher). Jenis ini paling efektif digunakan untuk batuan sedimen sampai batuan yang paling keras seperti granit atau basal. Jaw crusher merupakan mesin penekan (compression) dengan rasio pemecahan/pengurangannya (ratio of reduction) adalah 6 : 1. Untuk material hasil peledakan, ukuran butir sampai dengan 90 % dari ukuran bukaan atas (top opening) masih dapat dipecahkan dengan baik. Untuk kerikil, karena umumnya berbentuk bulat, disarankan pemakaian material dengan ukuran butir 80 % dari bukaan atas (top opening).
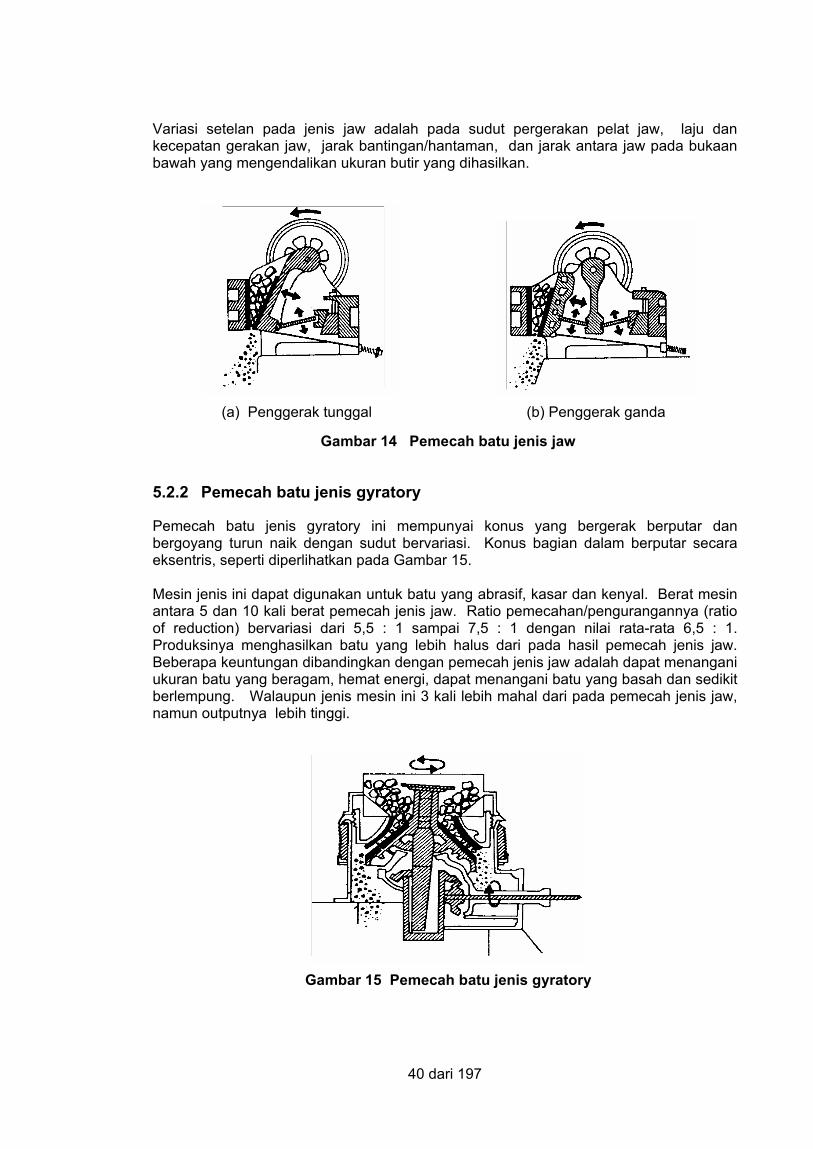
40 dari 197
Variasi setelan pada jenis jaw adalah pada sudut pergerakan pelat jaw, laju dan kecepatan gerakan jaw, jarak bantingan/hantaman, dan jarak antara jaw pada bukaan bawah yang mengendalikan ukuran butir yang dihasilkan.
(a) Penggerak tunggal
(b) Penggerak ganda
Gambar 14 Pemecah batu jenis jaw
5.2.2 Pemecah batu jenis gyratory
Pemecah batu jenis gyratory ini mempunyai konus yang bergerak berputar dan bergoyang turun naik dengan sudut bervariasi. Konus bagian dalam berputar secara eksentris, seperti diperlihatkan pada Gambar 15. Mesin jenis ini dapat digunakan untuk batu yang abrasif, kasar dan kenyal. Berat mesin antara 5 dan 10 kali berat pemecah jenis jaw. Ratio pemecahan/pengurangannya (ratio of reduction) bervariasi dari 5,5 : 1 sampai 7,5 : 1 dengan nilai rata-rata 6,5 : 1. Produksinya menghasilkan batu yang lebih halus dari pada hasil pemecah jenis jaw. Beberapa keuntungan dibandingkan dengan pemecah jenis jaw adalah dapat menangani ukuran batu yang beragam, hemat energi, dapat menangani batu yang basah dan sedikit berlempung. Walaupun jenis mesin ini 3 kali lebih mahal dari pada pemecah jenis jaw, namun outputnya lebih tinggi.
Gambar 15 Pemecah batu jenis gyratory
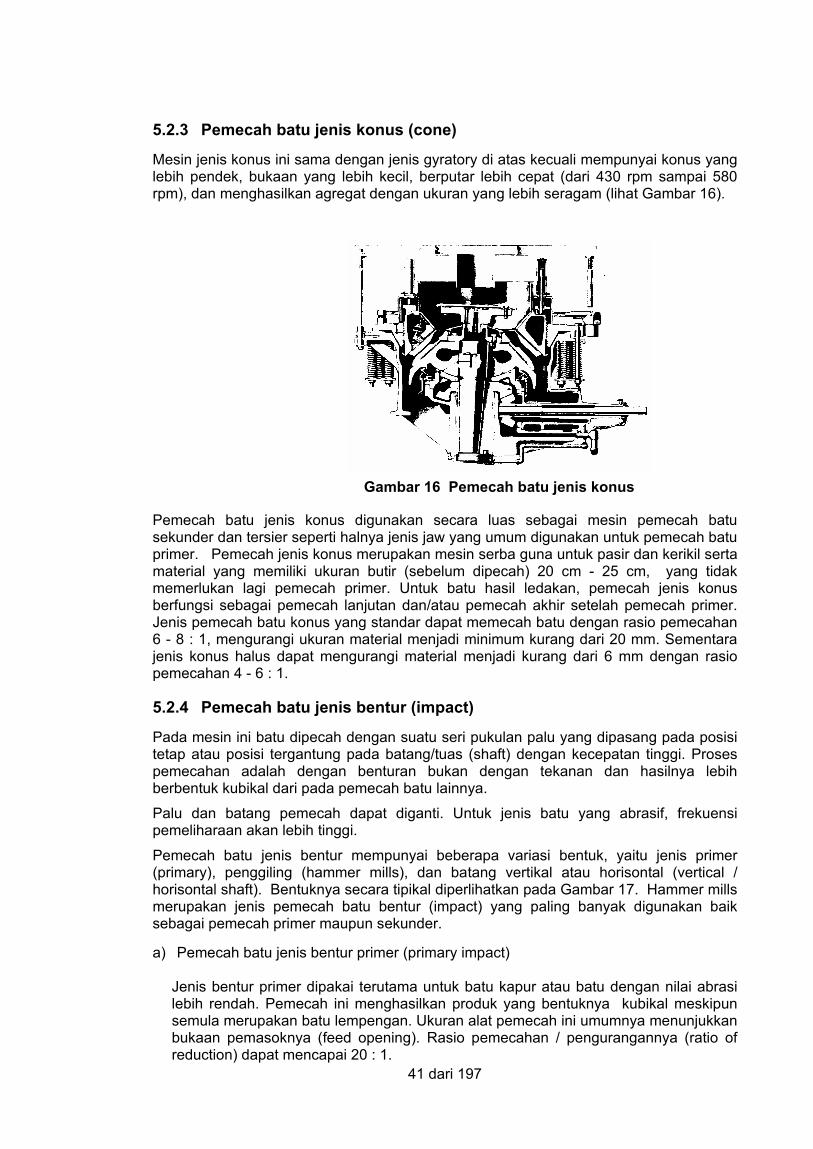
41 dari 197
5.2.3 Pemecah batu jenis konus (cone)
Mesin jenis konus ini sama dengan jenis gyratory di atas kecuali mempunyai konus yang lebih pendek, bukaan yang lebih kecil, berputar lebih cepat (dari 430 rpm sampai 580 rpm), dan menghasilkan agregat dengan ukuran yang lebih seragam (lihat Gambar 16).
Gambar 16 Pemecah batu jenis konus
Pemecah batu jenis konus digunakan secara luas sebagai mesin pemecah batu sekunder dan tersier seperti halnya jenis jaw yang umum digunakan untuk pemecah batu primer. Pemecah jenis konus merupakan mesin serba guna untuk pasir dan kerikil serta material yang memiliki ukuran butir (sebelum dipecah) 20 cm - 25 cm, yang tidak memerlukan lagi pemecah primer. Untuk batu hasil ledakan, pemecah jenis konus berfungsi sebagai pemecah lanjutan dan/atau pemecah akhir setelah pemecah primer. Jenis pemecah batu konus yang standar dapat memecah batu dengan rasio pemecahan 6 - 8 : 1, mengurangi ukuran material menjadi minimum kurang dari 20 mm. Sementara jenis konus halus dapat mengurangi material menjadi kurang dari 6 mm dengan rasio pemecahan 4 - 6 : 1.
5.2.4 Pemecah batu jenis bentur (impact)
Pada mesin ini batu dipecah dengan suatu seri pukulan palu yang dipasang pada posisi tetap atau posisi tergantung pada batang/tuas (shaft) dengan kecepatan tinggi. Proses pemecahan adalah dengan benturan bukan dengan tekanan dan hasilnya lebih berbentuk kubikal dari pada pemecah batu lainnya. Palu dan batang pemecah dapat diganti. Untuk jenis batu yang abrasif, frekuensi pemeliharaan akan lebih tinggi.
Pemecah batu jenis bentur mempunyai beberapa variasi bentuk, yaitu jenis primer (primary), penggiling (hammer mills), dan batang vertikal atau horisontal (vertical / horisontal shaft). Bentuknya secara tipikal diperlihatkan pada Gambar 17. Hammer mills merupakan jenis pemecah batu bentur (impact) yang paling banyak digunakan baik sebagai pemecah primer maupun sekunder.
a) Pemecah batu jenis bentur primer (primary impact) Jenis bentur primer dipakai terutama untuk batu kapur atau batu dengan nilai abrasi lebih rendah. Pemecah ini menghasilkan produk yang bentuknya kubikal meskipun semula merupakan batu lempengan. Ukuran alat pemecah ini umumnya menunjukkan bukaan pemasoknya (feed opening). Rasio pemecahan / pengurangannya (ratio of reduction) dapat mencapai 20 : 1.
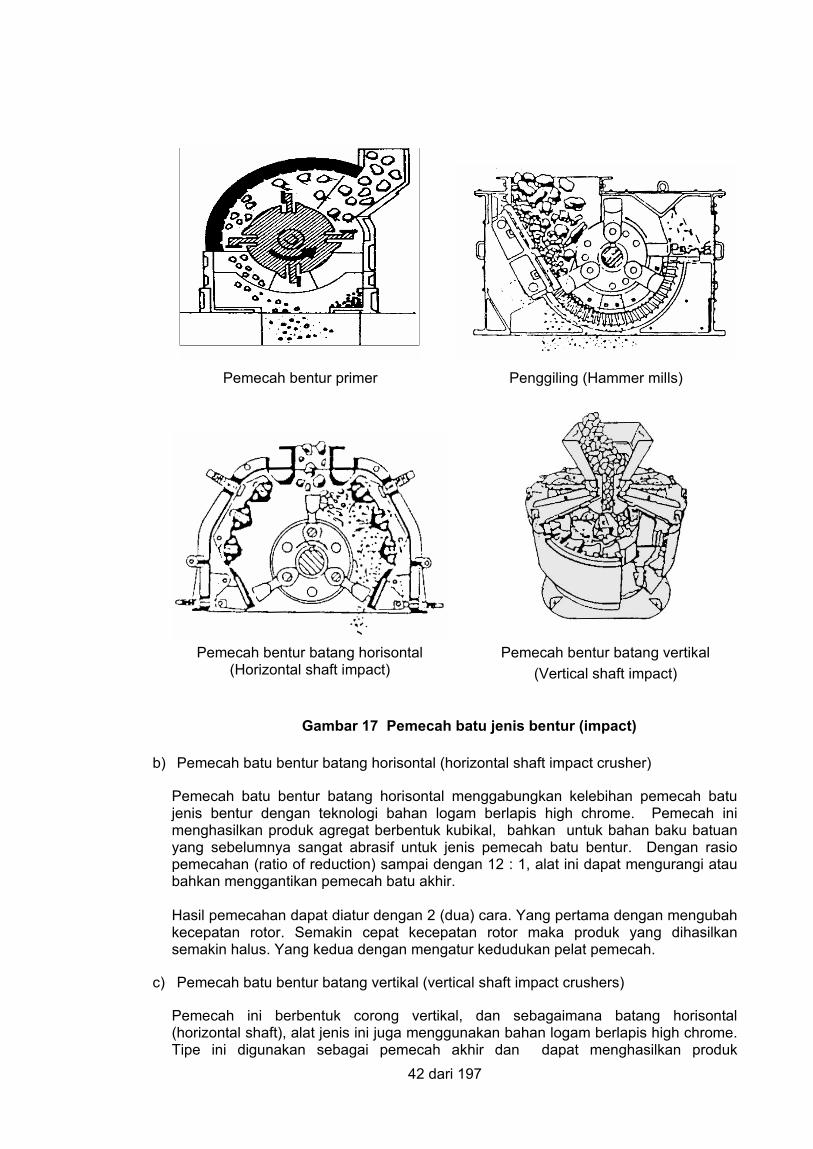
42 dari 197
Pemecah bentur primer
Penggiling (Hammer mills)
Pemecah bentur batang horisontal
(Horizontal shaft impact) Pemecah bentur batang vertikal
(Vertical shaft impact)
Gambar 17 Pemecah batu jenis bentur (impact)
b) Pemecah batu bentur batang horisontal (horizontal shaft impact crusher)
Pemecah batu bentur batang horisontal menggabungkan kelebihan pemecah batu jenis bentur dengan teknologi bahan logam berlapis high chrome. Pemecah ini menghasilkan produk agregat berbentuk kubikal, bahkan untuk bahan baku batuan yang sebelumnya sangat abrasif untuk jenis pemecah batu bentur. Dengan rasio pemecahan (ratio of reduction) sampai dengan 12 : 1, alat ini dapat mengurangi atau bahkan menggantikan pemecah batu akhir. Hasil pemecahan dapat diatur dengan 2 (dua) cara. Yang pertama dengan mengubah kecepatan rotor. Semakin cepat kecepatan rotor maka produk yang dihasilkan semakin halus. Yang kedua dengan mengatur kedudukan pelat pemecah.
c) Pemecah batu bentur batang vertikal (vertical shaft impact crushers)
Pemecah ini berbentuk corong vertikal, dan sebagaimana batang horisontal (horizontal shaft), alat jenis ini juga menggunakan bahan logam berlapis high chrome. Tipe ini digunakan sebagai pemecah akhir dan dapat menghasilkan produk
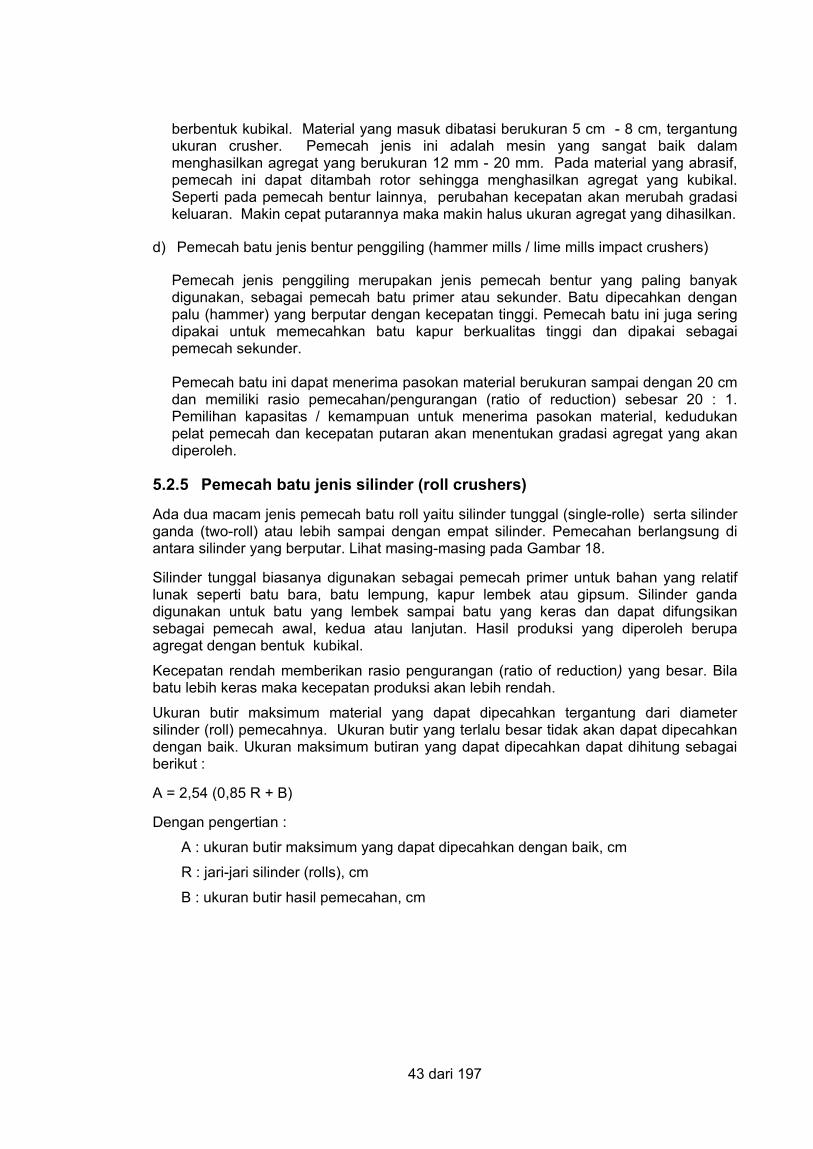
43 dari 197
berbentuk kubikal. Material yang masuk dibatasi berukuran 5 cm - 8 cm, tergantung ukuran crusher. Pemecah jenis ini adalah mesin yang sangat baik dalam menghasilkan agregat yang berukuran 12 mm - 20 mm. Pada material yang abrasif, pemecah ini dapat ditambah rotor sehingga menghasilkan agregat yang kubikal. Seperti pada pemecah bentur lainnya, perubahan kecepatan akan merubah gradasi keluaran. Makin cepat putarannya maka makin halus ukuran agregat yang dihasilkan.
d) Pemecah batu jenis bentur penggiling (hammer mills / lime mills impact crushers)
Pemecah jenis penggiling merupakan jenis pemecah bentur yang paling banyak digunakan, sebagai pemecah batu primer atau sekunder. Batu dipecahkan dengan palu (hammer) yang berputar dengan kecepatan tinggi. Pemecah batu ini juga sering dipakai untuk memecahkan batu kapur berkualitas tinggi dan dipakai sebagai pemecah sekunder. Pemecah batu ini dapat menerima pasokan material berukuran sampai dengan 20 cm dan memiliki rasio pemecahan/pengurangan (ratio of reduction) sebesar 20 : 1. Pemilihan kapasitas / kemampuan untuk menerima pasokan material, kedudukan pelat pemecah dan kecepatan putaran akan menentukan gradasi agregat yang akan diperoleh.
5.2.5 Pemecah batu jenis silinder (roll crushers)
Ada dua macam jenis pemecah batu roll yaitu silinder tunggal (single-rolle) serta silinder ganda (two-roll) atau lebih sampai dengan empat silinder. Pemecahan berlangsung di antara silinder yang berputar. Lihat masing-masing pada Gambar 18.
Silinder tunggal biasanya digunakan sebagai pemecah primer untuk bahan yang relatif lunak seperti batu bara, batu lempung, kapur lembek atau gipsum. Silinder ganda digunakan untuk batu yang lembek sampai batu yang keras dan dapat difungsikan sebagai pemecah awal, kedua atau lanjutan. Hasil produksi yang diperoleh berupa agregat dengan bentuk kubikal.
Kecepatan rendah memberikan rasio pengurangan (ratio of reduction) yang besar. Bila batu lebih keras maka kecepatan produksi akan lebih rendah. Ukuran butir maksimum material yang dapat dipecahkan tergantung dari diameter silinder (roll) pemecahnya. Ukuran butir yang terlalu besar tidak akan dapat dipecahkan dengan baik. Ukuran maksimum butiran yang dapat dipecahkan dapat dihitung sebagai berikut :
A = 2,54 (0,85 R + B)
Dengan pengertian : A : ukuran butir maksimum yang dapat dipecahkan dengan baik, cm R : jari-jari silinder (rolls), cm
B : ukuran butir hasil pemecahan, cm
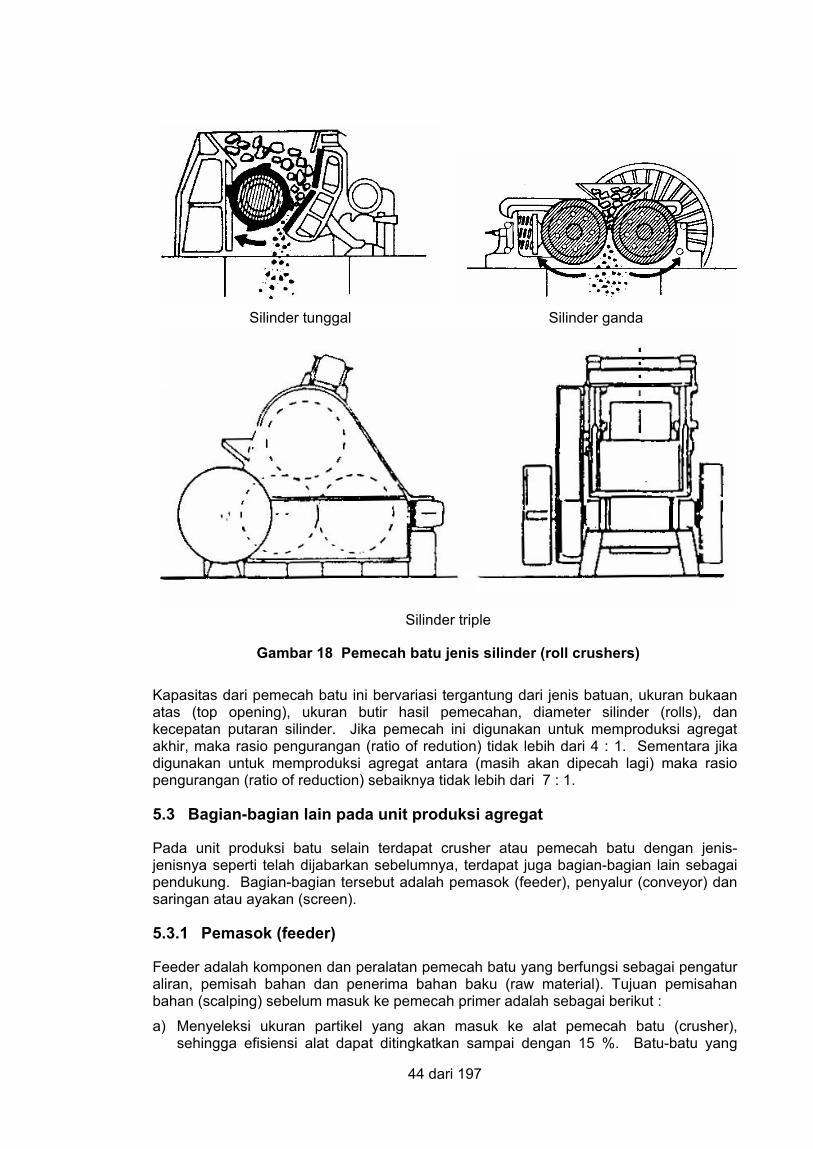
44 dari 197
Silinder tunggal
Silinder ganda
Silinder triple
Gambar 18 Pemecah batu jenis silinder (roll crushers)
Kapasitas dari pemecah batu ini bervariasi tergantung dari jenis batuan, ukuran bukaan atas (top opening), ukuran butir hasil pemecahan, diameter silinder (rolls), dan kecepatan putaran silinder. Jika pemecah ini digunakan untuk memproduksi agregat akhir, maka rasio pengurangan (ratio of redution) tidak lebih dari 4 : 1. Sementara jika digunakan untuk memproduksi agregat antara (masih akan dipecah lagi) maka rasio pengurangan (ratio of reduction) sebaiknya tidak lebih dari 7 : 1.
5.3 Bagian-bagian lain pada unit produksi agregat
Pada unit produksi batu selain terdapat crusher atau pemecah batu dengan jenis-jenisnya seperti telah dijabarkan sebelumnya, terdapat juga bagian-bagian lain sebagai pendukung. Bagian-bagian tersebut adalah pemasok (feeder), penyalur (conveyor) dan saringan atau ayakan (screen).
5.3.1 Pemasok (feeder)
Feeder adalah komponen dan peralatan pemecah batu yang berfungsi sebagai pengatur aliran, pemisah bahan dan penerima bahan baku (raw material). Tujuan pemisahan bahan (scalping) sebelum masuk ke pemecah primer adalah sebagai berikut : a) Menyeleksi ukuran partikel yang akan masuk ke alat pemecah batu (crusher),
sehingga efisiensi alat dapat ditingkatkan sampai dengan 15 %. Batu-batu yang
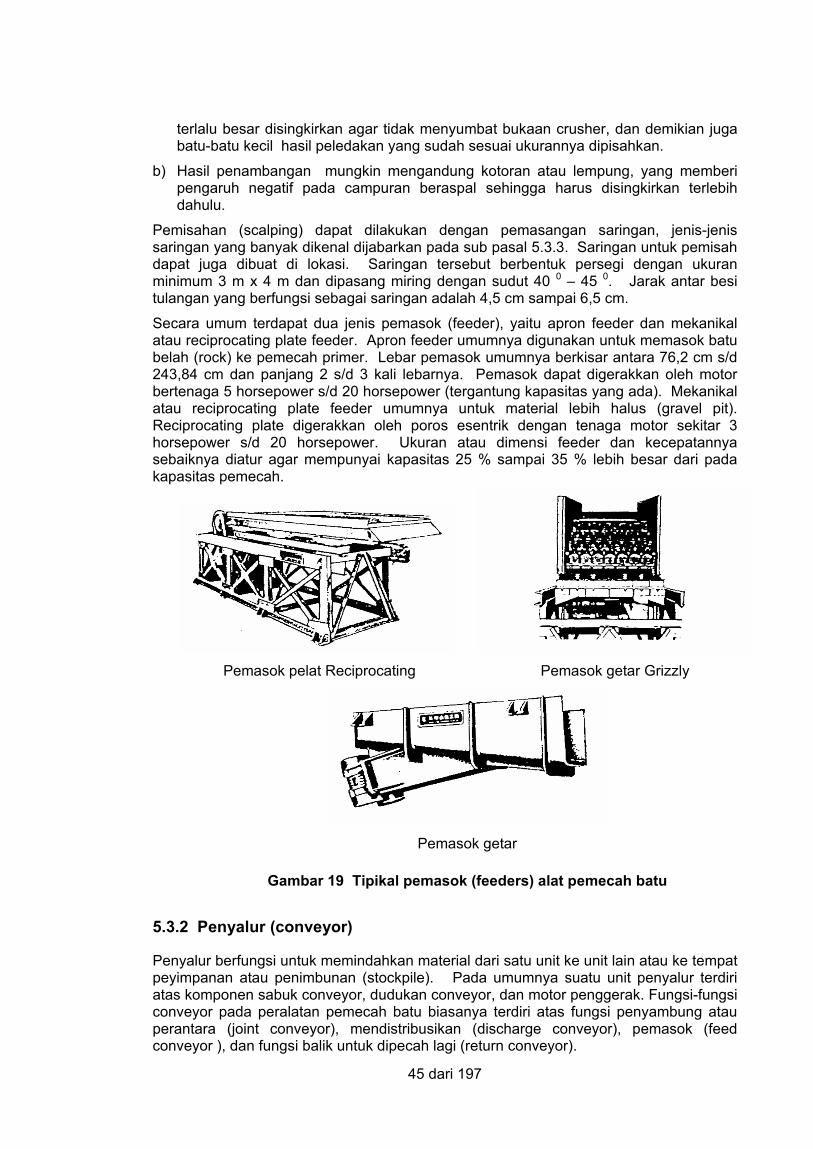
45 dari 197
terlalu besar disingkirkan agar tidak menyumbat bukaan crusher, dan demikian juga batu-batu kecil hasil peledakan yang sudah sesuai ukurannya dipisahkan.
b) Hasil penambangan mungkin mengandung kotoran atau lempung, yang memberi pengaruh negatif pada campuran beraspal sehingga harus disingkirkan terlebih dahulu.
Pemisahan (scalping) dapat dilakukan dengan pemasangan saringan, jenis-jenis saringan yang banyak dikenal dijabarkan pada sub pasal 5.3.3. Saringan untuk pemisah dapat juga dibuat di lokasi. Saringan tersebut berbentuk persegi dengan ukuran minimum 3 m x 4 m dan dipasang miring dengan sudut 40 0 – 45 0. Jarak antar besi tulangan yang berfungsi sebagai saringan adalah 4,5 cm sampai 6,5 cm.
Secara umum terdapat dua jenis pemasok (feeder), yaitu apron feeder dan mekanikal atau reciprocating plate feeder. Apron feeder umumnya digunakan untuk memasok batu belah (rock) ke pemecah primer. Lebar pemasok umumnya berkisar antara 76,2 cm s/d 243,84 cm dan panjang 2 s/d 3 kali lebarnya. Pemasok dapat digerakkan oleh motor bertenaga 5 horsepower s/d 20 horsepower (tergantung kapasitas yang ada). Mekanikal atau reciprocating plate feeder umumnya untuk material lebih halus (gravel pit). Reciprocating plate digerakkan oleh poros esentrik dengan tenaga motor sekitar 3 horsepower s/d 20 horsepower. Ukuran atau dimensi feeder dan kecepatannya sebaiknya diatur agar mempunyai kapasitas 25 % sampai 35 % lebih besar dari pada kapasitas pemecah.
Pemasok pelat Reciprocating
Pemasok getar Grizzly
Pemasok getar
Gambar 19 Tipikal pemasok (feeders) alat pemecah batu
5.3.2 Penyalur (conveyor)
Penyalur berfungsi untuk memindahkan material dari satu unit ke unit lain atau ke tempat peyimpanan atau penimbunan (stockpile). Pada umumnya suatu unit penyalur terdiri atas komponen sabuk conveyor, dudukan conveyor, dan motor penggerak. Fungsi-fungsi conveyor pada peralatan pemecah batu biasanya terdiri atas fungsi penyambung atau perantara (joint conveyor), mendistribusikan (discharge conveyor), pemasok (feed conveyor ), dan fungsi balik untuk dipecah lagi (return conveyor).
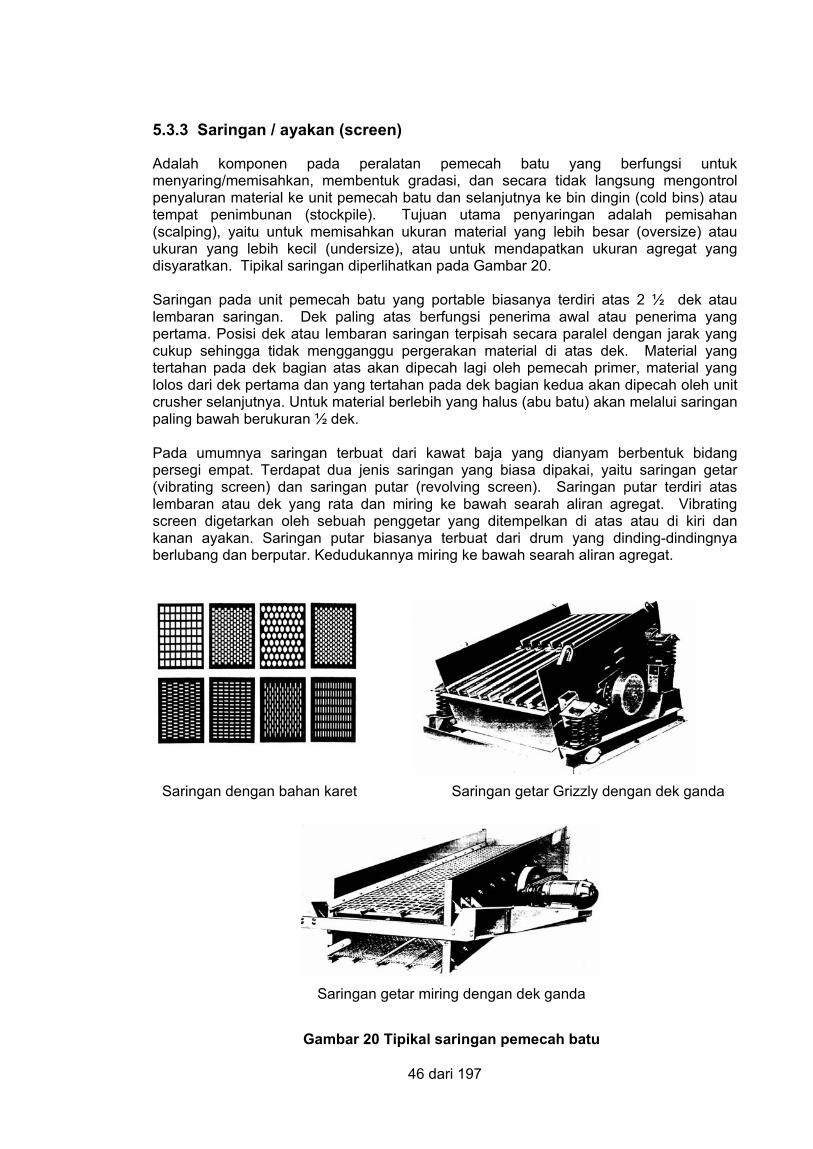
46 dari 197
5.3.3 Saringan / ayakan (screen)
Adalah komponen pada peralatan pemecah batu yang berfungsi untuk menyaring/memisahkan, membentuk gradasi, dan secara tidak langsung mengontrol penyaluran material ke unit pemecah batu dan selanjutnya ke bin dingin (cold bins) atau tempat penimbunan (stockpile). Tujuan utama penyaringan adalah pemisahan (scalping), yaitu untuk memisahkan ukuran material yang lebih besar (oversize) atau ukuran yang lebih kecil (undersize), atau untuk mendapatkan ukuran agregat yang disyaratkan. Tipikal saringan diperlihatkan pada Gambar 20. Saringan pada unit pemecah batu yang portable biasanya terdiri atas 2 ½ dek atau lembaran saringan. Dek paling atas berfungsi penerima awal atau penerima yang pertama. Posisi dek atau lembaran saringan terpisah secara paralel dengan jarak yang cukup sehingga tidak mengganggu pergerakan material di atas dek. Material yang tertahan pada dek bagian atas akan dipecah lagi oleh pemecah primer, material yang lolos dari dek pertama dan yang tertahan pada dek bagian kedua akan dipecah oleh unit crusher selanjutnya. Untuk material berlebih yang halus (abu batu) akan melalui saringan paling bawah berukuran ½ dek. Pada umumnya saringan terbuat dari kawat baja yang dianyam berbentuk bidang persegi empat. Terdapat dua jenis saringan yang biasa dipakai, yaitu saringan getar (vibrating screen) dan saringan putar (revolving screen). Saringan putar terdiri atas lembaran atau dek yang rata dan miring ke bawah searah aliran agregat. Vibrating screen digetarkan oleh sebuah penggetar yang ditempelkan di atas atau di kiri dan kanan ayakan. Saringan putar biasanya terbuat dari drum yang dinding-dindingnya berlubang dan berputar. Kedudukannya miring ke bawah searah aliran agregat.
Saringan dengan bahan karet Saringan getar Grizzly dengan dek ganda
Saringan getar miring dengan dek ganda
Gambar 20 Tipikal saringan pemecah batu
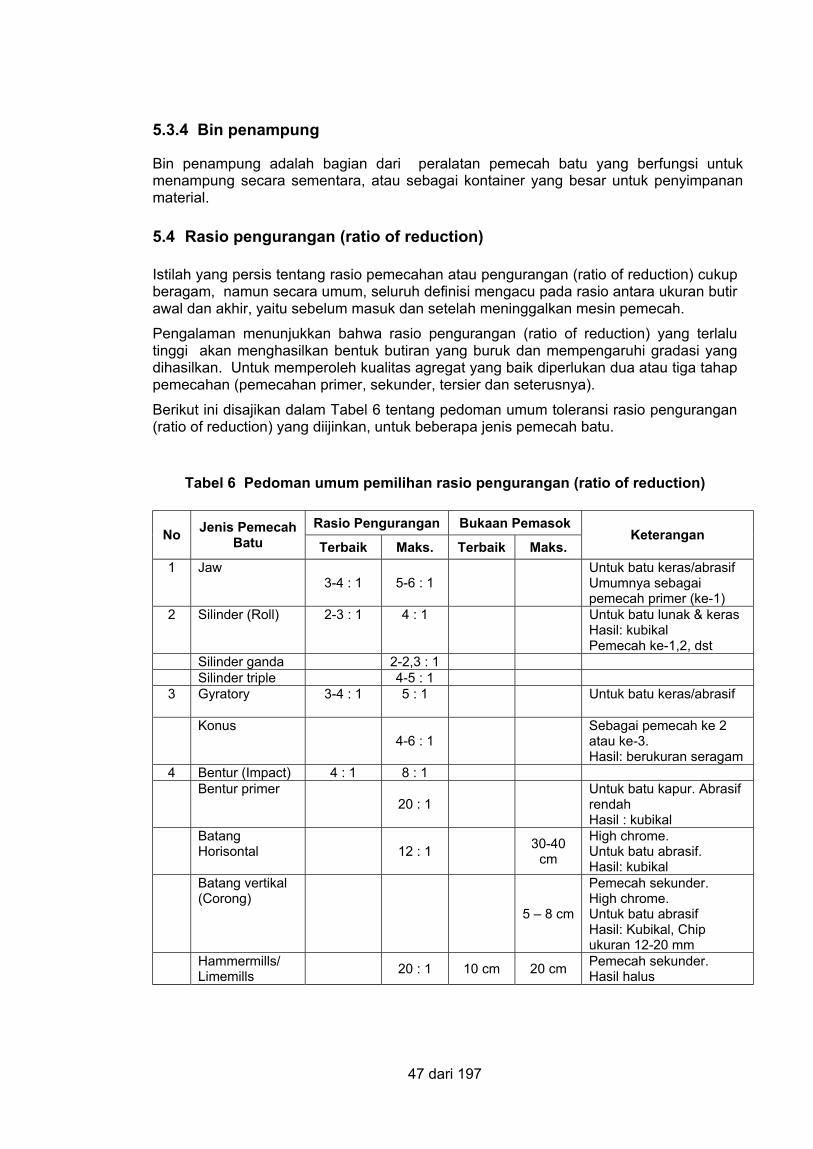
47 dari 197
5.3.4 Bin penampung
Bin penampung adalah bagian dari peralatan pemecah batu yang berfungsi untuk menampung secara sementara, atau sebagai kontainer yang besar untuk penyimpanan material.
5.4 Rasio pengurangan (ratio of reduction)
Istilah yang persis tentang rasio pemecahan atau pengurangan (ratio of reduction) cukup beragam, namun secara umum, seluruh definisi mengacu pada rasio antara ukuran butir awal dan akhir, yaitu sebelum masuk dan setelah meninggalkan mesin pemecah. Pengalaman menunjukkan bahwa rasio pengurangan (ratio of reduction) yang terlalu tinggi akan menghasilkan bentuk butiran yang buruk dan mempengaruhi gradasi yang dihasilkan. Untuk memperoleh kualitas agregat yang baik diperlukan dua atau tiga tahap pemecahan (pemecahan primer, sekunder, tersier dan seterusnya). Berikut ini disajikan dalam Tabel 6 tentang pedoman umum toleransi rasio pengurangan (ratio of reduction) yang diijinkan, untuk beberapa jenis pemecah batu.
Tabel 6 Pedoman umum pemilihan rasio pengurangan (ratio of reduction)
Rasio Pengurangan Bukaan Pemasok No Jenis Pemecah
Batu Terbaik Maks. Terbaik Maks. Keterangan
1 Jaw 3-4 : 1 5-6 : 1
Untuk batu keras/abrasif Umumnya sebagai pemecah primer (ke-1)
2 Silinder (Roll) 2-3 : 1 4 : 1 Untuk batu lunak & keras Hasil: kubikal Pemecah ke-1,2, dst
Silinder ganda 2-2,3 : 1 Silinder triple 4-5 : 1
3 Gyratory 3-4 : 1 5 : 1 Untuk batu keras/abrasif
Konus 4-6 : 1
Sebagai pemecah ke 2 atau ke-3. Hasil: berukuran seragam
4 Bentur (Impact) 4 : 1 8 : 1 Bentur primer
20 : 1 Untuk batu kapur. Abrasif
rendah Hasil : kubikal
Batang Horisontal
12 : 1
30-40 cm
High chrome. Untuk batu abrasif. Hasil: kubikal
Batang vertikal (Corong)
5 – 8 cm
Pemecah sekunder. High chrome. Untuk batu abrasif Hasil: Kubikal, Chip ukuran 12-20 mm
Hammermills/ Limemills
20 : 1 10 cm 20 cm Pemecah sekunder. Hasil halus
48 dari 197
5.5 Pemilihan peralatan pemecah batu
Pemilihan peralatan pemecah batu harus mempertimbangkan hal-hal berikut ini untuk mendapatkan hasil produksi yang optimal.
- Jenis batuan yang akan dipecah - Ukuran batu yang akan dipecah - Ukuran dan bentuk agregat yang diperlukan
Untuk batuan yang pipih dan tipis dapat digunakan jenis gyratory. Jika batu tidak abrasif dan keras, akan diperlukan sebuah pemecah batu jenis roll. Untuk bahan yang masif atau bahan yang keras dan kenyal, digunakan pemecah batu jenis jaw. Faktor kedua dan ketiga akan mempengaruhi jenis dan jumlah unit pemecah, dan berhubungan dengan rasio pengurangan (ratio of reduction). Pemilihan mesin pemecah batu juga dipengaruihi oleh beberapa faktor lain, yaitu : - Peralatan kuari batu, jenis dan ukuran alat penggali (shovel dippers) - Metoda pengeboran dan peledakan. - Metoda pemasokan bahan ke dalam mesin pemecah batu.
Pemilihan alat pemecah batu yang tepat harus diimbangi dengan pengoperasian yang tepat juga, beberapa hal yang perlu mendapat perhatian antara lain :
- Pengendalian pasokan bahan yang tetap (steady). - Pembuangan kotoran, lempung dan bahan lainnya yang tidak perlu. - Pemisahan batu berukuran lebih besar (oversize). - Mesin harus dibersihkan dan ditangani sesuai dengan persyaratan tertentu.
Mutu yang dihasilkan suatu alat pemecah batu disesuaikan dengan kebutuhan dan permintaan pelanggan. Perlu diingat bahwa pemilihan rasio pengurangan (ratio of reduction) yang tinggi akan menghasilkan bentuk partikel yang buruk. Pada batuan gunung yang depositnya membentuk lapisan-lapisan (misalnya yang digunakan sebagai hiasan batu tempel), jika dipecahkan dengan mesin pemecah batu dari jenis jaw (pemecah pertama) dan dilanjutkan kembali dengan jenis jaw (pemecah kedua), umumnya akan menghasilkan agregat yang pipih dan tidak memenuhi syarat. Untuk menghasilkan agregat yang kubikal maka pemecah keduar harus diganti dari jenis lainnya (gyratory, impact).
5.6 Penimbunan agregat (stock pile)
Metoda penanganan agregat di stockpile mempunyai pengaruh besar pada perubahan gradasi agregat. Segregasi yang terjadi selama proses penumpukan, pemindahan, dan terkontaminasinya agregat dengan tanah sering terjadi. Untuk menghindari kejadian tersebut diperlukan keahlian dan pengetahuan yang cukup bagi operator loader. Gambar 21 memperlihatkan metode-metode sederhana untuk mengurangi segregasi, seperti : - Mengurangi pemindahan agregat dan pemindahan hanya dilakukan jika kadar air
agregat mendekati kadar air optimum. - Menghindari penumpukan terlalu tinggi. - Memberi muatan truk setinggi pintu belakang dan tidak terlalu tinggi.
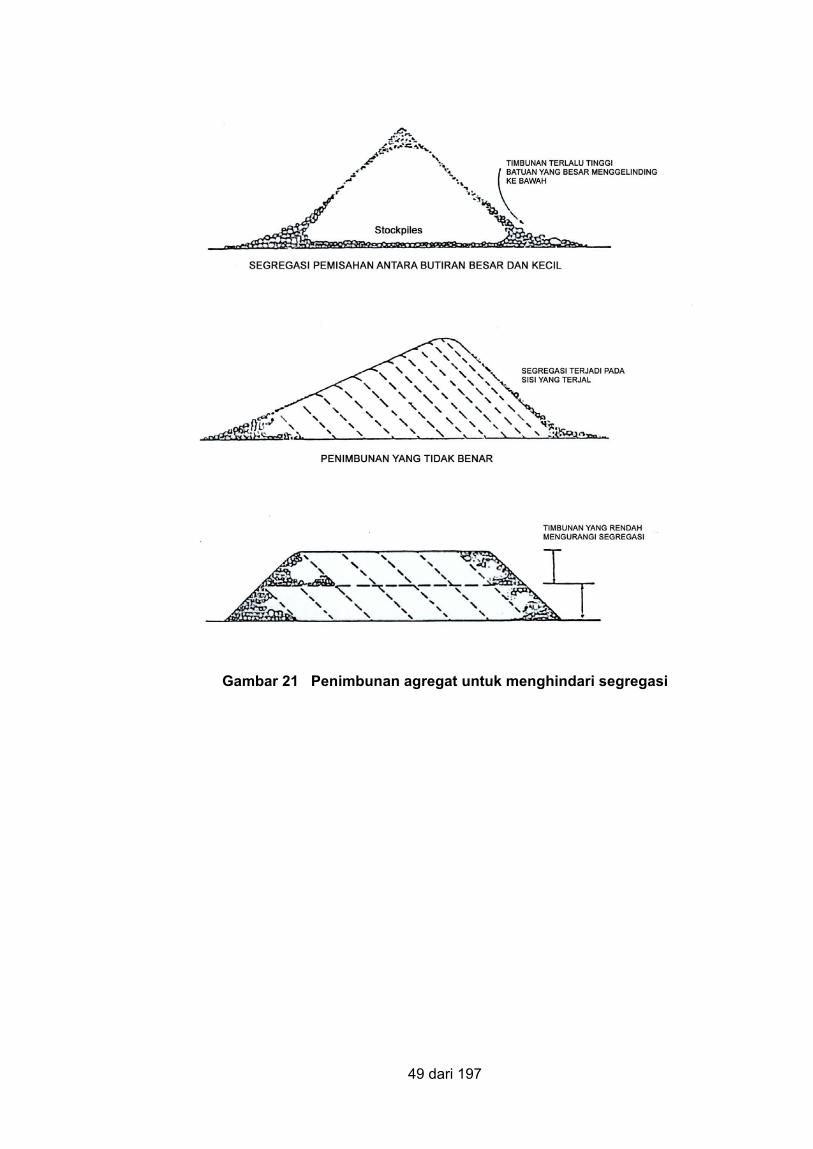
49 dari 197
Gambar 21 Penimbunan agregat untuk menghindari segregasi
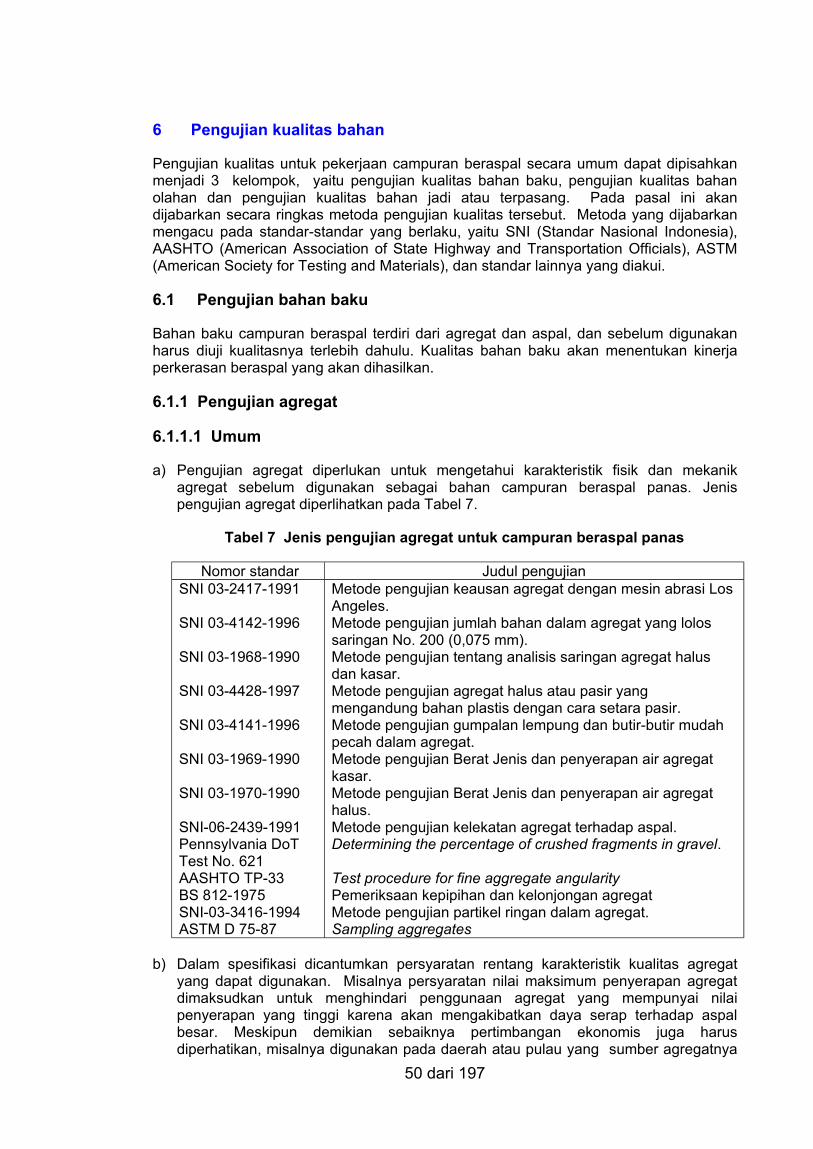
50 dari 197
6 Pengujian kualitas bahan
Pengujian kualitas untuk pekerjaan campuran beraspal secara umum dapat dipisahkan menjadi 3 kelompok, yaitu pengujian kualitas bahan baku, pengujian kualitas bahan olahan dan pengujian kualitas bahan jadi atau terpasang. Pada pasal ini akan dijabarkan secara ringkas metoda pengujian kualitas tersebut. Metoda yang dijabarkan mengacu pada standar-standar yang berlaku, yaitu SNI (Standar Nasional Indonesia), AASHTO (American Association of State Highway and Transportation Officials), ASTM (American Society for Testing and Materials), dan standar lainnya yang diakui.
6.1 Pengujian bahan baku
Bahan baku campuran beraspal terdiri dari agregat dan aspal, dan sebelum digunakan harus diuji kualitasnya terlebih dahulu. Kualitas bahan baku akan menentukan kinerja perkerasan beraspal yang akan dihasilkan.
6.1.1 Pengujian agregat
6.1.1.1 Umum
a) Pengujian agregat diperlukan untuk mengetahui karakteristik fisik dan mekanik agregat sebelum digunakan sebagai bahan campuran beraspal panas. Jenis pengujian agregat diperlihatkan pada Tabel 7.
Tabel 7 Jenis pengujian agregat untuk campuran beraspal panas
Nomor standar Judul pengujian SNI 03-2417-1991 SNI 03-4142-1996 SNI 03-1968-1990 SNI 03-4428-1997 SNI 03-4141-1996 SNI 03-1969-1990 SNI 03-1970-1990 SNI-06-2439-1991 Pennsylvania DoT Test No. 621 AASHTO TP-33 BS 812-1975 SNI-03-3416-1994 ASTM D 75-87
Metode pengujian keausan agregat dengan mesin abrasi Los Angeles. Metode pengujian jumlah bahan dalam agregat yang lolos saringan No. 200 (0,075 mm). Metode pengujian tentang analisis saringan agregat halus dan kasar. Metode pengujian agregat halus atau pasir yang mengandung bahan plastis dengan cara setara pasir. Metode pengujian gumpalan lempung dan butir-butir mudah pecah dalam agregat. Metode pengujian Berat Jenis dan penyerapan air agregat kasar. Metode pengujian Berat Jenis dan penyerapan air agregat halus. Metode pengujian kelekatan agregat terhadap aspal. Determining the percentage of crushed fragments in gravel. Test procedure for fine aggregate angularity Pemeriksaan kepipihan dan kelonjongan agregat Metode pengujian partikel ringan dalam agregat. Sampling aggregates
b) Dalam spesifikasi dicantumkan persyaratan rentang karakteristik kualitas agregat
yang dapat digunakan. Misalnya persyaratan nilai maksimum penyerapan agregat dimaksudkan untuk menghindari penggunaan agregat yang mempunyai nilai penyerapan yang tinggi karena akan mengakibatkan daya serap terhadap aspal besar. Meskipun demikian sebaiknya pertimbangan ekonomis juga harus diperhatikan, misalnya digunakan pada daerah atau pulau yang sumber agregatnya
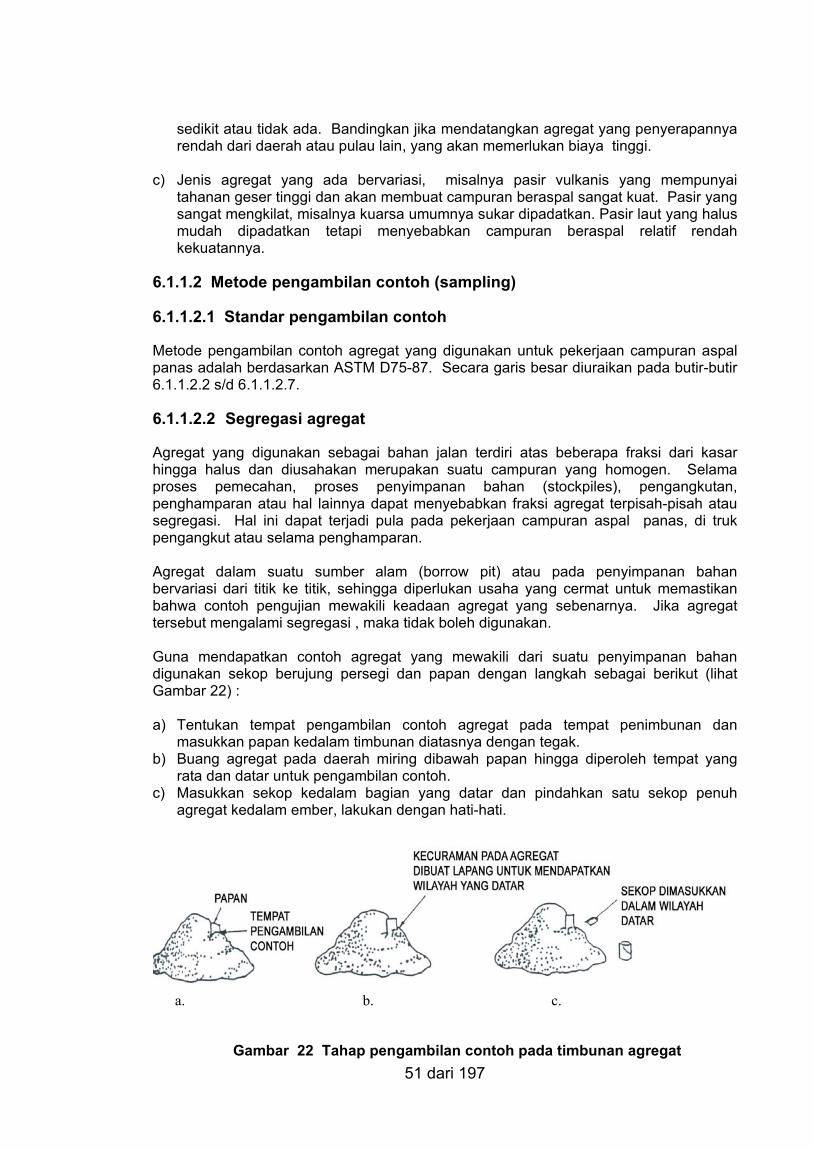
51 dari 197
sedikit atau tidak ada. Bandingkan jika mendatangkan agregat yang penyerapannya rendah dari daerah atau pulau lain, yang akan memerlukan biaya tinggi.
c) Jenis agregat yang ada bervariasi, misalnya pasir vulkanis yang mempunyai
tahanan geser tinggi dan akan membuat campuran beraspal sangat kuat. Pasir yang sangat mengkilat, misalnya kuarsa umumnya sukar dipadatkan. Pasir laut yang halus mudah dipadatkan tetapi menyebabkan campuran beraspal relatif rendah kekuatannya.
6.1.1.2 Metode pengambilan contoh (sampling)
6.1.1.2.1 Standar pengambilan contoh
Metode pengambilan contoh agregat yang digunakan untuk pekerjaan campuran aspal panas adalah berdasarkan ASTM D75-87. Secara garis besar diuraikan pada butir-butir 6.1.1.2.2 s/d 6.1.1.2.7.
6.1.1.2.2 Segregasi agregat
Agregat yang digunakan sebagai bahan jalan terdiri atas beberapa fraksi dari kasar hingga halus dan diusahakan merupakan suatu campuran yang homogen. Selama proses pemecahan, proses penyimpanan bahan (stockpiles), pengangkutan, penghamparan atau hal lainnya dapat menyebabkan fraksi agregat terpisah-pisah atau segregasi. Hal ini dapat terjadi pula pada pekerjaan campuran aspal panas, di truk pengangkut atau selama penghamparan.
Agregat dalam suatu sumber alam (borrow pit) atau pada penyimpanan bahan bervariasi dari titik ke titik, sehingga diperlukan usaha yang cermat untuk memastikan bahwa contoh pengujian mewakili keadaan agregat yang sebenarnya. Jika agregat tersebut mengalami segregasi , maka tidak boleh digunakan. Guna mendapatkan contoh agregat yang mewakili dari suatu penyimpanan bahan digunakan sekop berujung persegi dan papan dengan langkah sebagai berikut (lihat Gambar 22) :
a) Tentukan tempat pengambilan contoh agregat pada tempat penimbunan dan
masukkan papan kedalam timbunan diatasnya dengan tegak. b) Buang agregat pada daerah miring dibawah papan hingga diperoleh tempat yang
rata dan datar untuk pengambilan contoh. c) Masukkan sekop kedalam bagian yang datar dan pindahkan satu sekop penuh
agregat kedalam ember, lakukan dengan hati-hati.
Gambar 22 Tahap pengambilan contoh pada timbunan agregat
a. b. c.
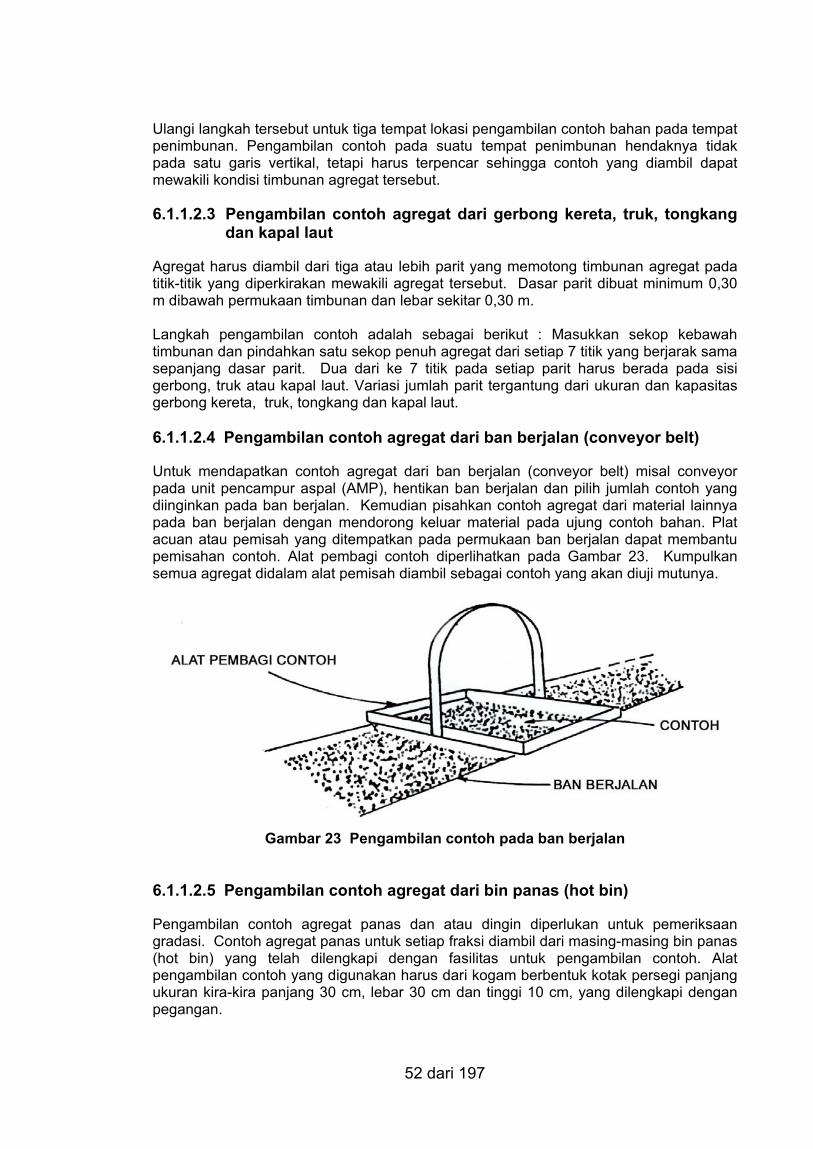
52 dari 197
Ulangi langkah tersebut untuk tiga tempat lokasi pengambilan contoh bahan pada tempat penimbunan. Pengambilan contoh pada suatu tempat penimbunan hendaknya tidak pada satu garis vertikal, tetapi harus terpencar sehingga contoh yang diambil dapat mewakili kondisi timbunan agregat tersebut.
6.1.1.2.3 Pengambilan contoh agregat dari gerbong kereta, truk, tongkang dan kapal laut
Agregat harus diambil dari tiga atau lebih parit yang memotong timbunan agregat pada titik-titik yang diperkirakan mewakili agregat tersebut. Dasar parit dibuat minimum 0,30 m dibawah permukaan timbunan dan lebar sekitar 0,30 m.
Langkah pengambilan contoh adalah sebagai berikut : Masukkan sekop kebawah timbunan dan pindahkan satu sekop penuh agregat dari setiap 7 titik yang berjarak sama sepanjang dasar parit. Dua dari ke 7 titik pada setiap parit harus berada pada sisi gerbong, truk atau kapal laut. Variasi jumlah parit tergantung dari ukuran dan kapasitas gerbong kereta, truk, tongkang dan kapal laut. 6.1.1.2.4 Pengambilan contoh agregat dari ban berjalan (conveyor belt)
Untuk mendapatkan contoh agregat dari ban berjalan (conveyor belt) misal conveyor pada unit pencampur aspal (AMP), hentikan ban berjalan dan pilih jumlah contoh yang diinginkan pada ban berjalan. Kemudian pisahkan contoh agregat dari material lainnya pada ban berjalan dengan mendorong keluar material pada ujung contoh bahan. Plat acuan atau pemisah yang ditempatkan pada permukaan ban berjalan dapat membantu pemisahan contoh. Alat pembagi contoh diperlihatkan pada Gambar 23. Kumpulkan semua agregat didalam alat pemisah diambil sebagai contoh yang akan diuji mutunya.
Gambar 23 Pengambilan contoh pada ban berjalan
6.1.1.2.5 Pengambilan contoh agregat dari bin panas (hot bin)
Pengambilan contoh agregat panas dan atau dingin diperlukan untuk pemeriksaan gradasi. Contoh agregat panas untuk setiap fraksi diambil dari masing-masing bin panas (hot bin) yang telah dilengkapi dengan fasilitas untuk pengambilan contoh. Alat pengambilan contoh yang digunakan harus dari kogam berbentuk kotak persegi panjang ukuran kira-kira panjang 30 cm, lebar 30 cm dan tinggi 10 cm, yang dilengkapi dengan pegangan.
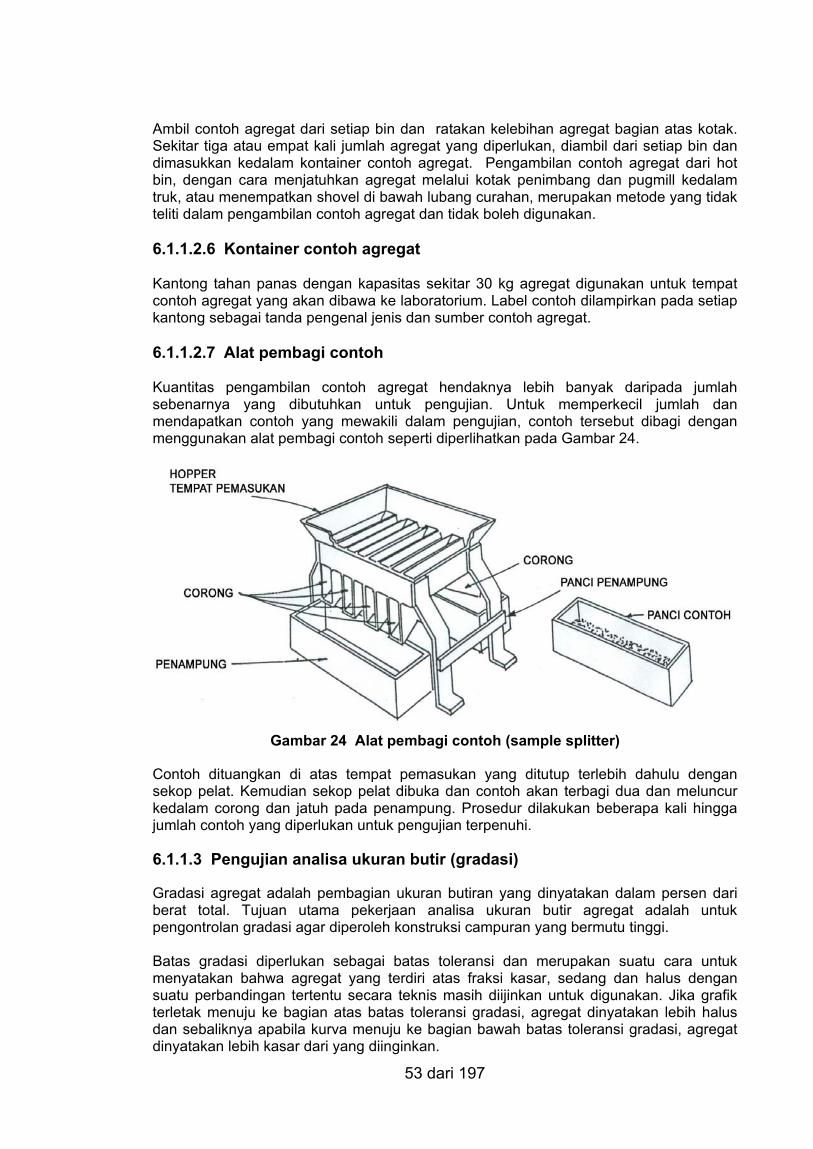
53 dari 197
Ambil contoh agregat dari setiap bin dan ratakan kelebihan agregat bagian atas kotak. Sekitar tiga atau empat kali jumlah agregat yang diperlukan, diambil dari setiap bin dan dimasukkan kedalam kontainer contoh agregat. Pengambilan contoh agregat dari hot bin, dengan cara menjatuhkan agregat melalui kotak penimbang dan pugmill kedalam truk, atau menempatkan shovel di bawah lubang curahan, merupakan metode yang tidak teliti dalam pengambilan contoh agregat dan tidak boleh digunakan. 6.1.1.2.6 Kontainer contoh agregat Kantong tahan panas dengan kapasitas sekitar 30 kg agregat digunakan untuk tempat contoh agregat yang akan dibawa ke laboratorium. Label contoh dilampirkan pada setiap kantong sebagai tanda pengenal jenis dan sumber contoh agregat. 6.1.1.2.7 Alat pembagi contoh Kuantitas pengambilan contoh agregat hendaknya lebih banyak daripada jumlah sebenarnya yang dibutuhkan untuk pengujian. Untuk memperkecil jumlah dan mendapatkan contoh yang mewakili dalam pengujian, contoh tersebut dibagi dengan menggunakan alat pembagi contoh seperti diperlihatkan pada Gambar 24.
Gambar 24 Alat pembagi contoh (sample splitter)
Contoh dituangkan di atas tempat pemasukan yang ditutup terlebih dahulu dengan sekop pelat. Kemudian sekop pelat dibuka dan contoh akan terbagi dua dan meluncur kedalam corong dan jatuh pada penampung. Prosedur dilakukan beberapa kali hingga jumlah contoh yang diperlukan untuk pengujian terpenuhi.
6.1.1.3 Pengujian analisa ukuran butir (gradasi)
Gradasi agregat adalah pembagian ukuran butiran yang dinyatakan dalam persen dari berat total. Tujuan utama pekerjaan analisa ukuran butir agregat adalah untuk pengontrolan gradasi agar diperoleh konstruksi campuran yang bermutu tinggi. Batas gradasi diperlukan sebagai batas toleransi dan merupakan suatu cara untuk menyatakan bahwa agregat yang terdiri atas fraksi kasar, sedang dan halus dengan suatu perbandingan tertentu secara teknis masih diijinkan untuk digunakan. Jika grafik terletak menuju ke bagian atas batas toleransi gradasi, agregat dinyatakan lebih halus dan sebaliknya apabila kurva menuju ke bagian bawah batas toleransi gradasi, agregat dinyatakan lebih kasar dari yang diinginkan.
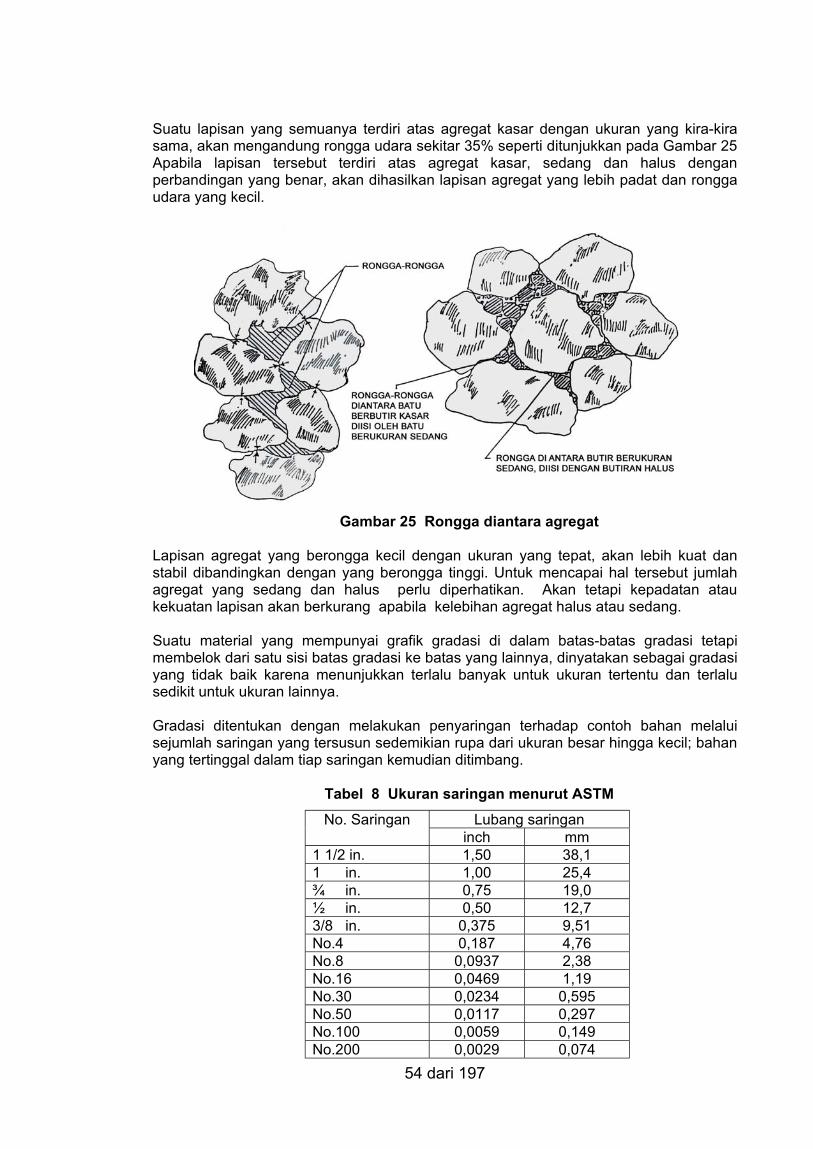
54 dari 197
Suatu lapisan yang semuanya terdiri atas agregat kasar dengan ukuran yang kira-kira sama, akan mengandung rongga udara sekitar 35% seperti ditunjukkan pada Gambar 25 Apabila lapisan tersebut terdiri atas agregat kasar, sedang dan halus dengan perbandingan yang benar, akan dihasilkan lapisan agregat yang lebih padat dan rongga udara yang kecil.
Gambar 25 Rongga diantara agregat
Lapisan agregat yang berongga kecil dengan ukuran yang tepat, akan lebih kuat dan stabil dibandingkan dengan yang berongga tinggi. Untuk mencapai hal tersebut jumlah agregat yang sedang dan halus perlu diperhatikan. Akan tetapi kepadatan atau kekuatan lapisan akan berkurang apabila kelebihan agregat halus atau sedang. Suatu material yang mempunyai grafik gradasi di dalam batas-batas gradasi tetapi membelok dari satu sisi batas gradasi ke batas yang lainnya, dinyatakan sebagai gradasi yang tidak baik karena menunjukkan terlalu banyak untuk ukuran tertentu dan terlalu sedikit untuk ukuran lainnya. Gradasi ditentukan dengan melakukan penyaringan terhadap contoh bahan melalui sejumlah saringan yang tersusun sedemikian rupa dari ukuran besar hingga kecil; bahan yang tertinggal dalam tiap saringan kemudian ditimbang.
Tabel 8 Ukuran saringan menurut ASTM Lubang saringan No. Saringan
inch mm 1 1/2 in. 1,50 38,1 1 in. 1,00 25,4 ¾ in. 0,75 19,0 ½ in. 0,50 12,7 3/8 in. 0,375 9,51 No.4 0,187 4,76 No.8 0,0937 2,38 No.16 0,0469 1,19 No.30 0,0234 0,595 No.50 0,0117 0,297 No.100 0,0059 0,149 No.200 0,0029 0,074
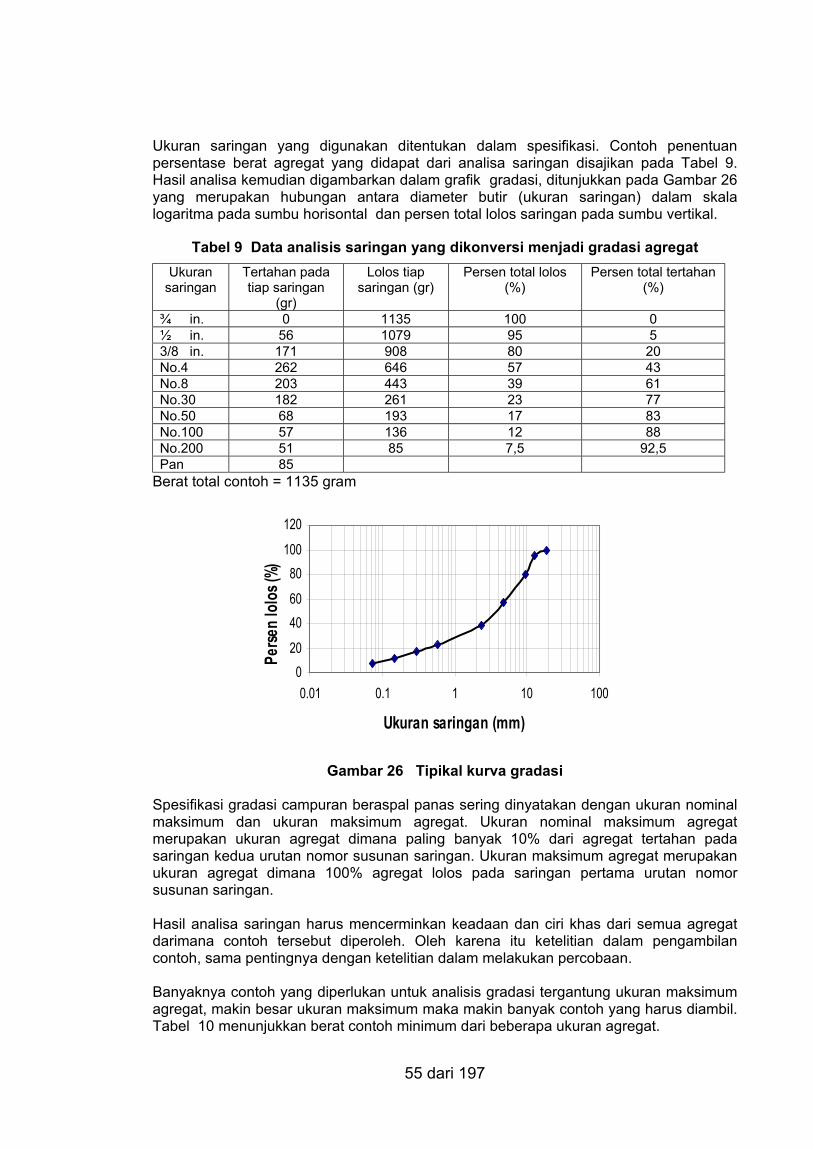
55 dari 197
Ukuran saringan yang digunakan ditentukan dalam spesifikasi. Contoh penentuan persentase berat agregat yang didapat dari analisa saringan disajikan pada Tabel 9. Hasil analisa kemudian digambarkan dalam grafik gradasi, ditunjukkan pada Gambar 26 yang merupakan hubungan antara diameter butir (ukuran saringan) dalam skala logaritma pada sumbu horisontal dan persen total lolos saringan pada sumbu vertikal.
Tabel 9 Data analisis saringan yang dikonversi menjadi gradasi agregat Ukuran
saringan Tertahan pada tiap saringan
(gr)
Lolos tiap saringan (gr)
Persen total lolos (%)
Persen total tertahan (%)
¾ in. 0 1135 100 0 ½ in. 56 1079 95 5 3/8 in. 171 908 80 20 No.4 262 646 57 43 No.8 203 443 39 61 No.30 182 261 23 77 No.50 68 193 17 83 No.100 57 136 12 88 No.200 51 85 7,5 92,5 Pan 85
Berat total contoh = 1135 gram
Gambar 26 Tipikal kurva gradasi Spesifikasi gradasi campuran beraspal panas sering dinyatakan dengan ukuran nominal maksimum dan ukuran maksimum agregat. Ukuran nominal maksimum agregat merupakan ukuran agregat dimana paling banyak 10% dari agregat tertahan pada saringan kedua urutan nomor susunan saringan. Ukuran maksimum agregat merupakan ukuran agregat dimana 100% agregat lolos pada saringan pertama urutan nomor susunan saringan. Hasil analisa saringan harus mencerminkan keadaan dan ciri khas dari semua agregat darimana contoh tersebut diperoleh. Oleh karena itu ketelitian dalam pengambilan contoh, sama pentingnya dengan ketelitian dalam melakukan percobaan.
Banyaknya contoh yang diperlukan untuk analisis gradasi tergantung ukuran maksimum agregat, makin besar ukuran maksimum maka makin banyak contoh yang harus diambil. Tabel 10 menunjukkan berat contoh minimum dari beberapa ukuran agregat.
020
4060
80100
120
0.01 0.1 1 10 100
Ukuran saringan (mm)
Perse
n lolo
s (%)
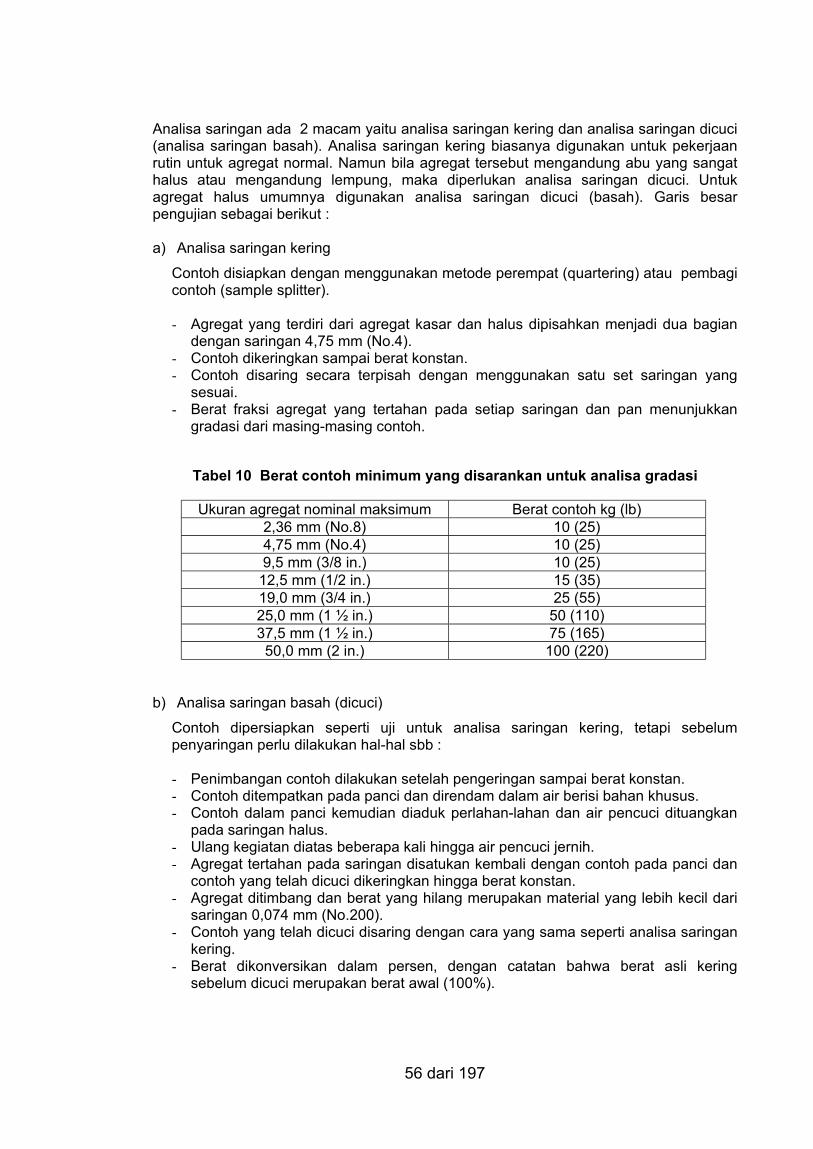
56 dari 197
Analisa saringan ada 2 macam yaitu analisa saringan kering dan analisa saringan dicuci (analisa saringan basah). Analisa saringan kering biasanya digunakan untuk pekerjaan rutin untuk agregat normal. Namun bila agregat tersebut mengandung abu yang sangat halus atau mengandung lempung, maka diperlukan analisa saringan dicuci. Untuk agregat halus umumnya digunakan analisa saringan dicuci (basah). Garis besar pengujian sebagai berikut :
a) Analisa saringan kering
Contoh disiapkan dengan menggunakan metode perempat (quartering) atau pembagi contoh (sample splitter). - Agregat yang terdiri dari agregat kasar dan halus dipisahkan menjadi dua bagian
dengan saringan 4,75 mm (No.4). - Contoh dikeringkan sampai berat konstan. - Contoh disaring secara terpisah dengan menggunakan satu set saringan yang
sesuai. - Berat fraksi agregat yang tertahan pada setiap saringan dan pan menunjukkan
gradasi dari masing-masing contoh.
Tabel 10 Berat contoh minimum yang disarankan untuk analisa gradasi
Ukuran agregat nominal maksimum Berat contoh kg (lb) 2,36 mm (No.8) 10 (25) 4,75 mm (No.4) 10 (25) 9,5 mm (3/8 in.) 10 (25)
12,5 mm (1/2 in.) 15 (35) 19,0 mm (3/4 in.) 25 (55) 25,0 mm (1 ½ in.) 50 (110) 37,5 mm (1 ½ in.) 75 (165) 50,0 mm (2 in.) 100 (220)
b) Analisa saringan basah (dicuci) Contoh dipersiapkan seperti uji untuk analisa saringan kering, tetapi sebelum penyaringan perlu dilakukan hal-hal sbb : - Penimbangan contoh dilakukan setelah pengeringan sampai berat konstan. - Contoh ditempatkan pada panci dan direndam dalam air berisi bahan khusus. - Contoh dalam panci kemudian diaduk perlahan-lahan dan air pencuci dituangkan
pada saringan halus. - Ulang kegiatan diatas beberapa kali hingga air pencuci jernih. - Agregat tertahan pada saringan disatukan kembali dengan contoh pada panci dan
contoh yang telah dicuci dikeringkan hingga berat konstan. - Agregat ditimbang dan berat yang hilang merupakan material yang lebih kecil dari
saringan 0,074 mm (No.200). - Contoh yang telah dicuci disaring dengan cara yang sama seperti analisa saringan
kering. - Berat dikonversikan dalam persen, dengan catatan bahwa berat asli kering
sebelum dicuci merupakan berat awal (100%).
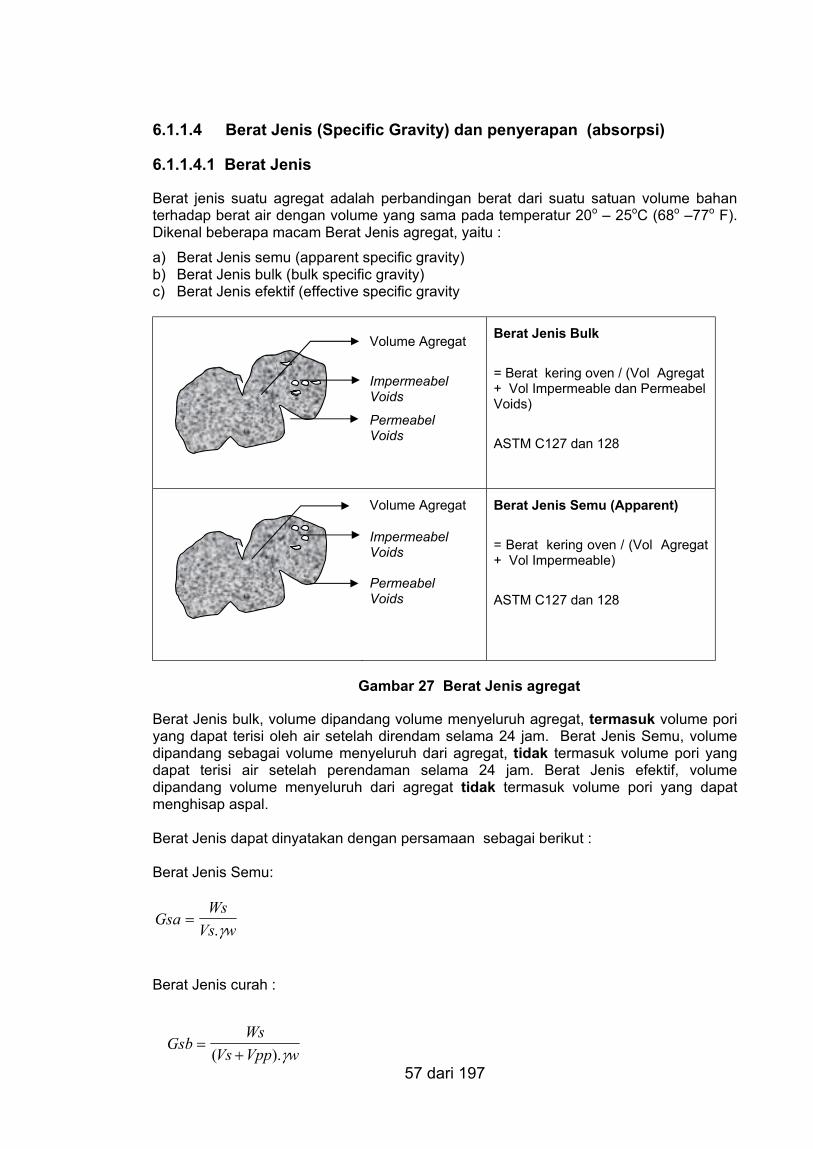
57 dari 197
6.1.1.4 Berat Jenis (Specific Gravity) dan penyerapan (absorpsi)
6.1.1.4.1 Berat Jenis
Berat jenis suatu agregat adalah perbandingan berat dari suatu satuan volume bahan terhadap berat air dengan volume yang sama pada temperatur 20o – 25oC (68o –77o F). Dikenal beberapa macam Berat Jenis agregat, yaitu : a) Berat Jenis semu (apparent specific gravity) b) Berat Jenis bulk (bulk specific gravity) c) Berat Jenis efektif (effective specific gravity
Volume Agregat
Impermeabel Voids
Permeabel Voids
Berat Jenis Bulk
= Berat kering oven / (Vol Agregat + Vol Impermeable dan Permeabel Voids)
ASTM C127 dan 128
Volume Agregat
Impermeabel Voids Permeabel Voids
Berat Jenis Semu (Apparent)
= Berat kering oven / (Vol Agregat + Vol Impermeable)
ASTM C127 dan 128
Gambar 27 Berat Jenis agregat
Berat Jenis bulk, volume dipandang volume menyeluruh agregat, termasuk volume pori yang dapat terisi oleh air setelah direndam selama 24 jam. Berat Jenis Semu, volume dipandang sebagai volume menyeluruh dari agregat, tidak termasuk volume pori yang dapat terisi air setelah perendaman selama 24 jam. Berat Jenis efektif, volume dipandang volume menyeluruh dari agregat tidak termasuk volume pori yang dapat menghisap aspal. Berat Jenis dapat dinyatakan dengan persamaan sebagai berikut : Berat Jenis Semu:
Berat Jenis curah :
GsaWsVs w
=.γ
GsbWs
Vs Vpp w=
+( ).γ
58 dari 197
Berat Jenis efektif :
Dengan pengertian : Ws = Berat agregat kering γw = Berat Isi air= 1 g/cm3 Vs = volume bagian padat agregat Vpp = Volume pori meresap air Vap = Volume pori meresap aspal Vpp-Vap = volume pori meresap air yang tidak meresap aspal Pemilihan macam berat jenis untuk suatu agregat yang digunakan dalam rancangan campuran beraspal, dapat berpengaruh besar terhadap banyaknya rongga udara yang diperhitungkan. Bila digunakan Berat Jenis Semu maka aspal dianggap dapat terhisap oleh semua pori yang dapat menyerap air. Bila digunakan Berat Jenis Bulk, maka aspal dianggap tidak dapat dihisap oleh pori-pori yang dapat menyerap air. Konsep mengenai Berat Jenis Efektif dianggap paling mendekati nilai sebenarnya untuk menentukan besarnya rongga udara dalam campuran beraspal. Bila digunakan berbagai kombinasi agregat maka perlu mengadakan penyesuaian mengenai Berat Jenis, karena Berat Jenis masing-masing bahan berbeda. a) Berat Jenis dan penyerapan agregat kasar
Alat dan prosedur pengujian sesuai dengan SNI 03-1969-1990 dengan garis besar sebagai berikut :
- Siapkan sekitar 5 kg benda uji tertahan saringan No.4 (4,75 mm) dan cuci untuk menghilangkan debu atau bahan lain yang melekat pada permukaan.
- Keringkan benda uji dalam oven sampai berat tetap. - Dinginkan benda uji pada temperatur kamar selama 1-3 jam, kemudian timbang
dengan ketelitian 0,5 gram (Bk). - Rendam benda uji dalam air selama 24 jam. - Keluarkan benda uji dari air, lap dengan kain penyerap sampai selaput air pada
permukaan hilang. - Timbang benda uji kering-permukaan jenuh (Bj). - Letakkan benda uji didalam keranjang, goncangkan batunya untuk mengeluarkan
udara yang tersekap dan tentukan beratnya di dalam air (Ba), dan ukur temperatur air untuk penyesuaian perhitungan ke temperatur standar (25°C).
Berat Jenis dan Penyerapan agregat kasar dihitung dengan persamaan sebagai berikut :
- Berat Jenis Curah (bulk specific gravity) =
- Berat Jenis kering permukaan jenuh (saturated surface dry) =
BaBjBk−
BaBjBj−
GseWs
Vs Vpp Vap w=
+ −( ).γ
59 dari 197
- Berat Jenis semu (apparent specific gravity) =
- Penyerapan (absorpsi) =
dengan pengertian : Bk = berat benda uji kering oven, dalam gram Bj = berat benda uji kering permukaan jenuh, dalam gram Ba= berat benda uji kering permukaan jenuh di dalam air, dalam gram
b) Berat Jenis dan penyerapan agregat halus
Alat dan prosedur pengujian sesuai dengan SNI 03-1970-1990 dengan garis besar sebagai berikut: - Sekitar 1000 gram agregat halus dikeringkan sampai berat tetap. - Benda uji direndam di dalam air selama 24 jam. - Buang air perendam, tebarkan agregat diatas talam, keringkan di udara dengan
cara membalik-balikkan benda uji, lakukan pengeringan hingga tercapai keadaan kering permukaan jenuh.
- Benda uji kering permukaan jenuh sebanyak 500 gram (A) dimasukkan ke dalam piknometer. Masukkan air suling ke dalam piknometer, putar sambil diguncang sampai tidak terlihat gelembung udara di dalamnya, dapat juga dilakukan dengan merebus piknometer.
- Rendam piknometer dalam air dan ukur temperatur air untuk penyesuaian perhitungan ke temperatur standar (25°C).
- Tambahkan air hingga mencapai tanda batas. Timbang piknometer berisi air dan benda uji (Bt).
- Keluarkan benda uji, keringkan dalam oven sampai berat tetap. - Benda uji ditimbang setelah dingin (Bk). Berat Jenis dan Penyerapan agregat halus dihitung dengan persamaan sebagai berikut :
- Berat Jenis Curah (bulk specific gravity) =
- Berat Jenis kering permukaan jenuh (saturated surface dry) =
%100xBkBkBj −
BaBjBk−
BkB A Bt+ −
AB A Bt+ −
60 dari 197
- Berat Jenis semu (apparent specific gravity) =
- Penyerapan (absorpsi) =
Dengan pengertian : Bk = berat benda uji kering oven, dalam gram B = berat piknometer berisi air, dalam gram Bt = berat piknometer berisi benda uji dan air, dalam gram A = 500 = berat benda uji dalam keadaan kering permukaan jenuh, dalam gram
6.1.1.4.2 Penyerapan (absorpsi)
Agregat hendaknya sedikit berpori agar dapat menyerap aspal, sehingga terbentuklah suatu ikatan mekanis antara film-aspal dan butiran batu. Agregat berpori banyak akan menyerap aspal besar pula sehingga tidak ekonomis. Agregat berpori terlalu besar umumnya tidak dapat digunakan sebagai bahan campuran beraspal. 6.1.1.5 Pemeriksaan keausan dengan mesin abrasi Pada pekerjaan jalan, agregat akan mengalami proses tambahan seperti pemecahan, pengikisan akibat cuaca, pengausan akibat lalu lintas. Guna mengatasi hal tersebut, agregat harus mempunyai daya tahan yang cukup terhadap pemecahan (crushing), penurunan (degradation) dan penghancuran (disintegration). Agregat pada atau didekat permukaan perkerasan memerlukan kekerasan dan mempunyai daya tahan terhadap pengausan yang lebih besar dibandingkan dengan agregat yang letaknya pada lapisan lebih bawah, karena bagian atas perkerasan menerima beban terbesar. Agregat dengan nilai keausan yang besar mudah pecah selama pemadatan atau akibat pengaruh beban lalu-lintas atau hal lainnya tidak diijinkan karena beberapa sebab : a) Gradasi akan berubah karena agregat yang kasar akan menjadi butiran yang halus.
Dengan demikian agregat mempunyai gradasi yang tidak memadai. b) Agregat yang lemah tidak akan menghasilkan lapisan yang kuat karena bidang
pengunci yang bersudut mudah pecah. Ketahanan agregat terhadap keausan dapat dilakukan dengan pengujian keausan agregat dengan mesin abrasi Los Angeles (SNI-03-2417-1991), seperti diperlihatkan pada Gambar 28. Pengujian dilaksanakan pada ukuran agregat kasar atau sedang dengan variasi gradasi A, B, C atau D . Agregat dengan perbandingan dan ukuran yang benar dimasukkan kedalam alat (drum) yang diisi bola baja dengan diameter 46,80 mm. Drum diputar sebanyak 500 putaran.
BtBkBBk
−+
( )A BkBk
x−
100%
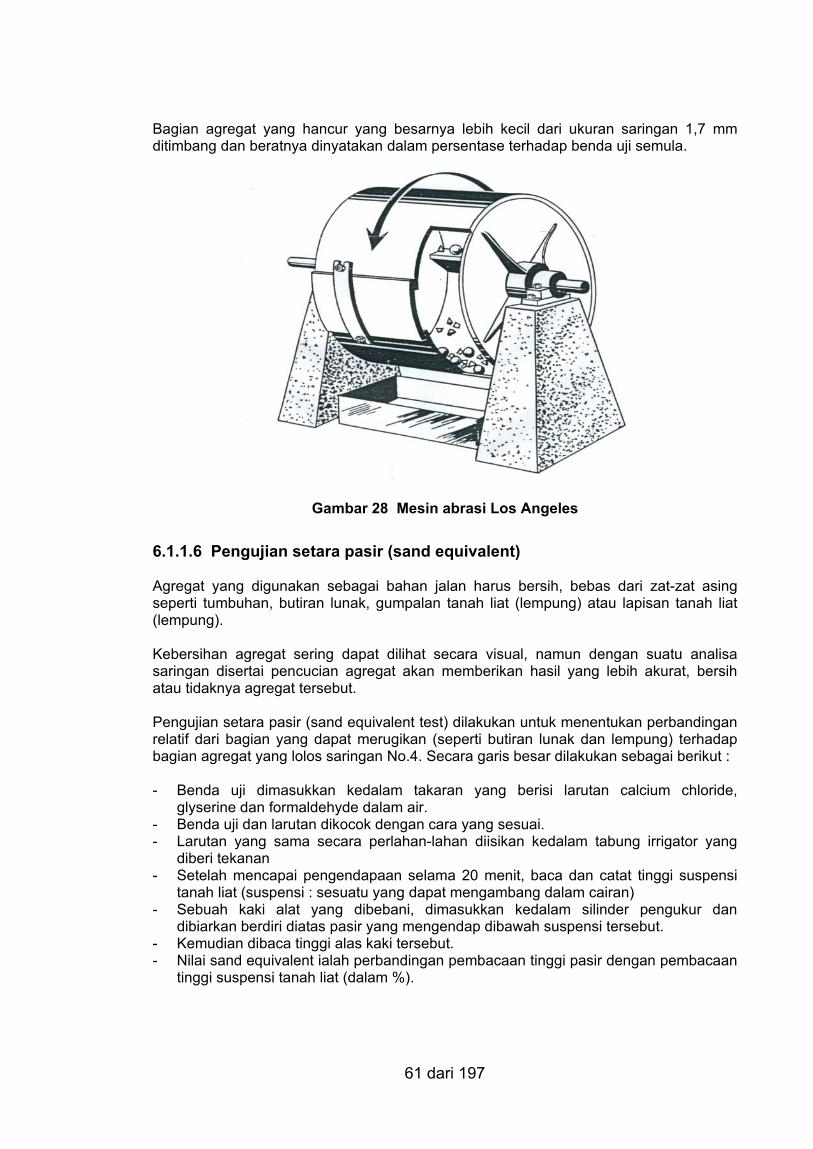
61 dari 197
Bagian agregat yang hancur yang besarnya lebih kecil dari ukuran saringan 1,7 mm ditimbang dan beratnya dinyatakan dalam persentase terhadap benda uji semula.
Gambar 28 Mesin abrasi Los Angeles
6.1.1.6 Pengujian setara pasir (sand equivalent) Agregat yang digunakan sebagai bahan jalan harus bersih, bebas dari zat-zat asing seperti tumbuhan, butiran lunak, gumpalan tanah liat (lempung) atau lapisan tanah liat (lempung). Kebersihan agregat sering dapat dilihat secara visual, namun dengan suatu analisa saringan disertai pencucian agregat akan memberikan hasil yang lebih akurat, bersih atau tidaknya agregat tersebut. Pengujian setara pasir (sand equivalent test) dilakukan untuk menentukan perbandingan relatif dari bagian yang dapat merugikan (seperti butiran lunak dan lempung) terhadap bagian agregat yang lolos saringan No.4. Secara garis besar dilakukan sebagai berikut :
- Benda uji dimasukkan kedalam takaran yang berisi larutan calcium chloride,
glyserine dan formaldehyde dalam air. - Benda uji dan larutan dikocok dengan cara yang sesuai. - Larutan yang sama secara perlahan-lahan diisikan kedalam tabung irrigator yang
diberi tekanan - Setelah mencapai pengendapaan selama 20 menit, baca dan catat tinggi suspensi
tanah liat (suspensi : sesuatu yang dapat mengambang dalam cairan) - Sebuah kaki alat yang dibebani, dimasukkan kedalam silinder pengukur dan
dibiarkan berdiri diatas pasir yang mengendap dibawah suspensi tersebut. - Kemudian dibaca tinggi alas kaki tersebut. - Nilai sand equivalent ialah perbandingan pembacaan tinggi pasir dengan pembacaan
tinggi suspensi tanah liat (dalam %).
62 dari 197
6.1.1.7 Pemeriksaan gumpalan lempung dan butiran yang mudah pecah dalam agregat
Sebagai bahan jalan, butiran agregat yang lemah tidak dikehendaki. Butiran-butiran yang menjadi lemah jika terkena air lebih tidak diinginkan karena perkerasan jalan akan terkena tingkat kebasahan yang tinggi, selain hal tersebut jika sampai pecah biasanya menunjukkan suatu kecenderungan bahwa butiran lemah ini mengandung lempung.
Alat dan prosedur pengujian diuraikan pada SNI 03-4141-1996, secara garis besar adalah sebagai berikut : Agregat yang berukuran tertahan saringan 1,18 mm dipisahkan menjadi beberapa fraksi dan direndam sekitar 24 jam. Butiran-butiran tersebut diremas dengan jari guna melihat apakah agregat tersebut mudah pecah atau tidak. Butiran halus yang terjadi disaring dan ditimbang. Persentase dari setiap fraksi ukuran agregat yang mudah pecah kemudian ditentukan dengan formula sebagai berikut :
Dengan pengertian : P = gumpalan lempung dan butir-butir mudah pecah dalam agregat (%). W = berat benda uji (gram). R = berat benda uji kering oven yang tertahan pada masing-masing ukuran saringan setelah dilakukan penyaringan basah (gram). 6.1.1.8 Pemeriksaan daya lekat agregat terhadap aspal (affinity) Stripping yaitu pemisahan aspal dari agregat akibat pengaruh air, dapat membuat agregat tidak cocok untuk bahan campuran beraspal karena bahan tersebut mempunyai sifat hydrophylik (senang terhadap air). Jenis agregat yang menunjukkan sifat ketahanan yang tinggi terhadap pemisahan aspal (film-stripping), biasanya merupakan bahan agregat yang cocok untuk campuran beraspal. Agregat semacam ini bersifat hydrophobik (tidak suka kepada air). Prosedur pengujian untuk menentukan kelekatan agregat terhadap aspal diuraikan pada SNI 06-2439-1991. SNI 06-2439-1991 menguraikan cara pengujian kelekatan agregat terhadap aspal dengan berbagai pelapisan yaitu pelapisan agregat dengan aspal cair, aspal emulsi dan aspal keras. Garis besar pengujian kelekatan agregat dengan menggunakan aspal cair adalah sebagai berikut : - Benda uji adalah agregat lolos saringan 9,5 mm (3/8 in.) dan tertahan saringan 6,3
mm (1/4 in.). - Masukkan 100 gram benda uji kedalam wadah. - Isi aspal sekitar 5,5 gram yang telah dipanaskan pada temperatur yang sesuai. - Aduk aspal dan benda uji sampai merata selama 2 menit. - Masukkan adukan beserta wadahnya dalam oven pada temperatur 60°C selama 2
jam. - Keluarkan adukan beserta wadahnya dari oven dan diaduk kembali sampai dingin. - Pindahkan adukan kedalam tabung gelas kimia. - Isi dengan air suling sebanyak 400 ml kemudian diamkan pada temperatur ruang
selama 16 sampai 18 jam.
%100)( xWRWP −
=
63 dari 197
- Perkirakan prosentase luas permukaan yang masih terselimuti aspal. Prosedur pengujian kelekatan agregat dengan menggunakan aspal emulsi atau aspal keras pada prinsipnya sama tetapi beberapa tahap pengujian berlainan seperti temperatur dan lama contoh dalam oven, lama pengadukan dan sebagainya.
6.1.1.9 Angularitas Angularitas merupakan suatu pengukuran penentuan jumlah agregat berbidang pecah. Susunan permukaan yang kasar yang menyerupai kekasaran kertas ampelas mempunyai kecenderungan untuk menambah kekuatan campuran, dibanding dengan permukaan yang licin. Ruangan agregat yang kasar biasanya lebih besar sehingga menyediakan tambahan bagian untuk diselimuti oleh aspal. Agregat dengan permukaan licin dengan mudah dapat dilapisi lapisan aspal tipis (asphalt film), tetapi permukaan seperti ini tidak dapat memegang lapisan aspal tersebut tetap pada tempatnya. Tatacara pengujian angularitas agregat kasar diuraikan oleh Pennsylvania DoT Test Method No.621 dan angularitas agregat halus ditentukan berdasarkan AASHTO TP-33 atau ASTM C 1252. a) Angularitas agregat kasar
Angularitas agregat kasar adalah persentase dari berat partikel agregat lebih besar dari 4,75 mm (No.4) dengan satu atau lebih bidang pecah. Secara garis besar pengujian adalah sebagai berikut : - Siapkan agregat yang telah dicuci dan kering tertahan saringan 4,75 mm (No.4)
kurang-lebih 500 gram. - Pisahkan agregat diatas saringan 4,75 mm dan singkirkan agregat lolos saringan
4,75 mm, kemudian ditimbang (B). - Seleksi dan timbang agregat pecah yang terdapat pada benda uji (A). Angularitas agregat kasar dihitung dengan persamaan :
Dengan pengertian : A = berat agregat yang mempunyai bidang pecah B = berat total benda uji tertahan saringan 4,75 mm (No.4)
b) Angularitas agregat halus
Angularitas agregat halus adalah persen rongga udara yang terdapat pada agregat padat lepas. Agregat halus merupakan agregat lolos saringan 2,36 mm (No.8). Makin besar nilai rongga udara berarti makin besar bidang pecah yang terdapat pada agregat halus. Garis besar pengujian adalah sebagai berikut : - Siapkan benda uji agregat halus, cuci dan keringkan, kemudian dituangkan melalui
corong standar dengan tinggi dan jarak tertentu, kedalam silinder dengan volume tertentu (V).
%100xBAsAngularita =
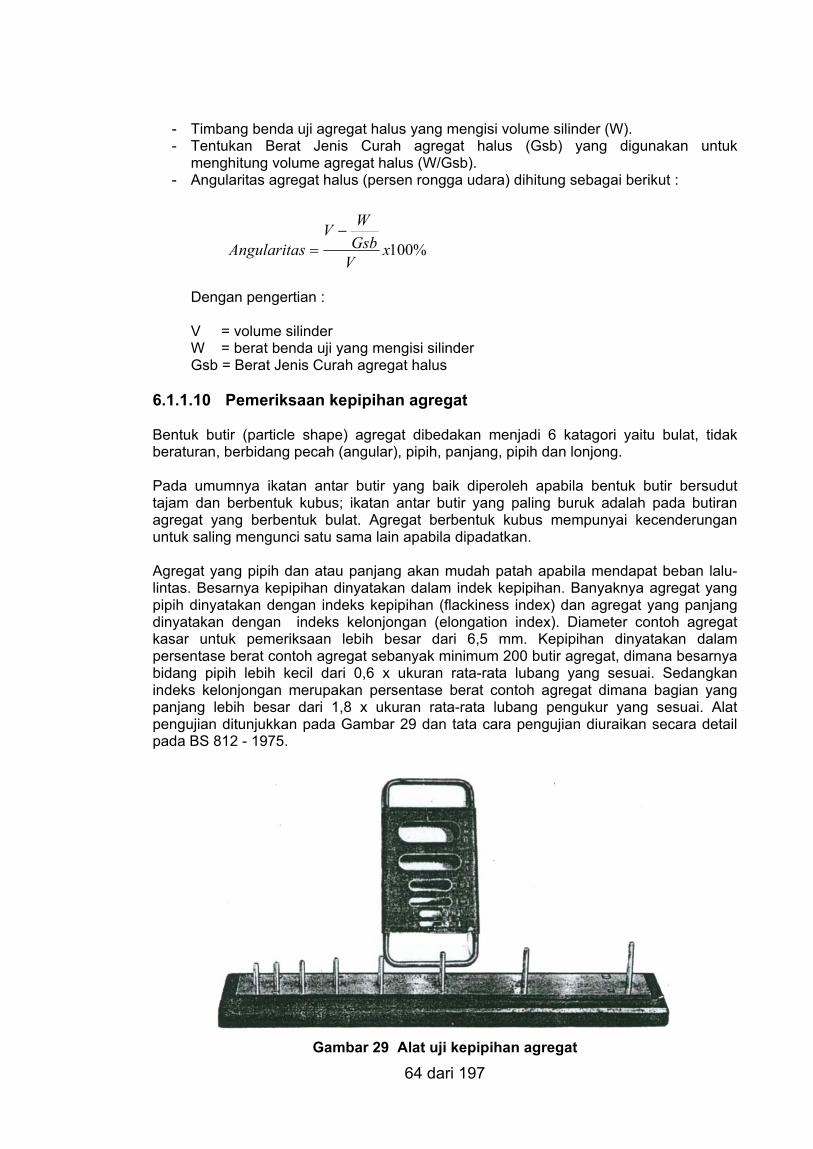
64 dari 197
- Timbang benda uji agregat halus yang mengisi volume silinder (W). - Tentukan Berat Jenis Curah agregat halus (Gsb) yang digunakan untuk
menghitung volume agregat halus (W/Gsb). - Angularitas agregat halus (persen rongga udara) dihitung sebagai berikut :
Dengan pengertian : V = volume silinder W = berat benda uji yang mengisi silinder Gsb = Berat Jenis Curah agregat halus
6.1.1.10 Pemeriksaan kepipihan agregat Bentuk butir (particle shape) agregat dibedakan menjadi 6 katagori yaitu bulat, tidak beraturan, berbidang pecah (angular), pipih, panjang, pipih dan lonjong. Pada umumnya ikatan antar butir yang baik diperoleh apabila bentuk butir bersudut tajam dan berbentuk kubus; ikatan antar butir yang paling buruk adalah pada butiran agregat yang berbentuk bulat. Agregat berbentuk kubus mempunyai kecenderungan untuk saling mengunci satu sama lain apabila dipadatkan. Agregat yang pipih dan atau panjang akan mudah patah apabila mendapat beban lalu-lintas. Besarnya kepipihan dinyatakan dalam indek kepipihan. Banyaknya agregat yang pipih dinyatakan dengan indeks kepipihan (flackiness index) dan agregat yang panjang dinyatakan dengan indeks kelonjongan (elongation index). Diameter contoh agregat kasar untuk pemeriksaan lebih besar dari 6,5 mm. Kepipihan dinyatakan dalam persentase berat contoh agregat sebanyak minimum 200 butir agregat, dimana besarnya bidang pipih lebih kecil dari 0,6 x ukuran rata-rata lubang yang sesuai. Sedangkan indeks kelonjongan merupakan persentase berat contoh agregat dimana bagian yang panjang lebih besar dari 1,8 x ukuran rata-rata lubang pengukur yang sesuai. Alat pengujian ditunjukkan pada Gambar 29 dan tata cara pengujian diuraikan secara detail pada BS 812 - 1975.
Gambar 29 Alat uji kepipihan agregat
%100xVGsbWV
sAngularita−
=
65 dari 197
6.1.1.11 Pengujian partikel ringan dalam agregat Adanya partikel ringan pada agregat dengan jumlah besar yang digunakan sebagai campuran aspal panas akan mengganggu stabilitas campuran. Partikel ringan yang dimaksud adalah partikel yang mengapung di atas larutan yang berat jenisnya 2. Pengujian untuk mengetahui kadar partikel ringan pada agregat diuraikan pada SNI 03-3416-1994. Pengujian dilakukan untuk agregat halus yang lolos saringan No. 4 (4,75 mm) dan tertahan di atas saringan No.50 (0,30 mm) serta agregat kasar yang lolos saringan 3” (76,20 mm) dan tertahan di atas saringan No.4 (4,75 mm). Bahan yang digunakan untuk memisahkan partikel ringan adalah larutan seng khlorida (ZnCl2) berat jenis 2. Secara garis besar adalah sebagai berikut: - Benda uji disiapkan dengan jumlah yang sesuai dengan ukuran agregat - Benda uji dikeringkan - dalam oven hingga berat tetap - Dinginkan pada temperatur kamar kemudian saring dengan saringan No.50 (0,30
mm) untuk agregat halus atau saringan No. 4 (4,75 mm) untuk agregat kasar. - Timbang butiran yang tertahan pada saringan, masukkan kedalam gelas kimia 1. - Aduk butiran yang tertahan pada saringan di dalam gelas kimia dengan larutan seng
klorida. - Ambil partikel yang terapung di atas larutan lalu pindahkan ke dalam gelas kimia 2
yang kosong - Kembalikan ke gelas kimia 1 larutan yang terbawa di dalam gelas kimia 2, kemudian
dikocok - Ulangi proses sampai agregat bebas dari partikel yang mengapung - Cuci partikel ringan dengan air, kemudian keringkan di dalam oven. - Dinginkan dan timbang partikel ringan - Jumlah partikel ringan adalah perbandingan antara berat partikel ringan dengan berat
benda uji (dalam %).
6.1.2 Pengujian aspal
6.1.2.1 Umum
Pengujian aspal meliputi pengujian aspal keras (padat), cair dan emulsi. Aspal cair atau aspal emulsi pada pekerjaan aspal campuran panas umumnya digunakan sebagai lapis resap (prime coat) atau lapis pengikat (tack coat). Jenis pengujian aspal keras, aspal cair dan aspal emulsi diperlihatkan pada Tabel 11, 12 dan 13.
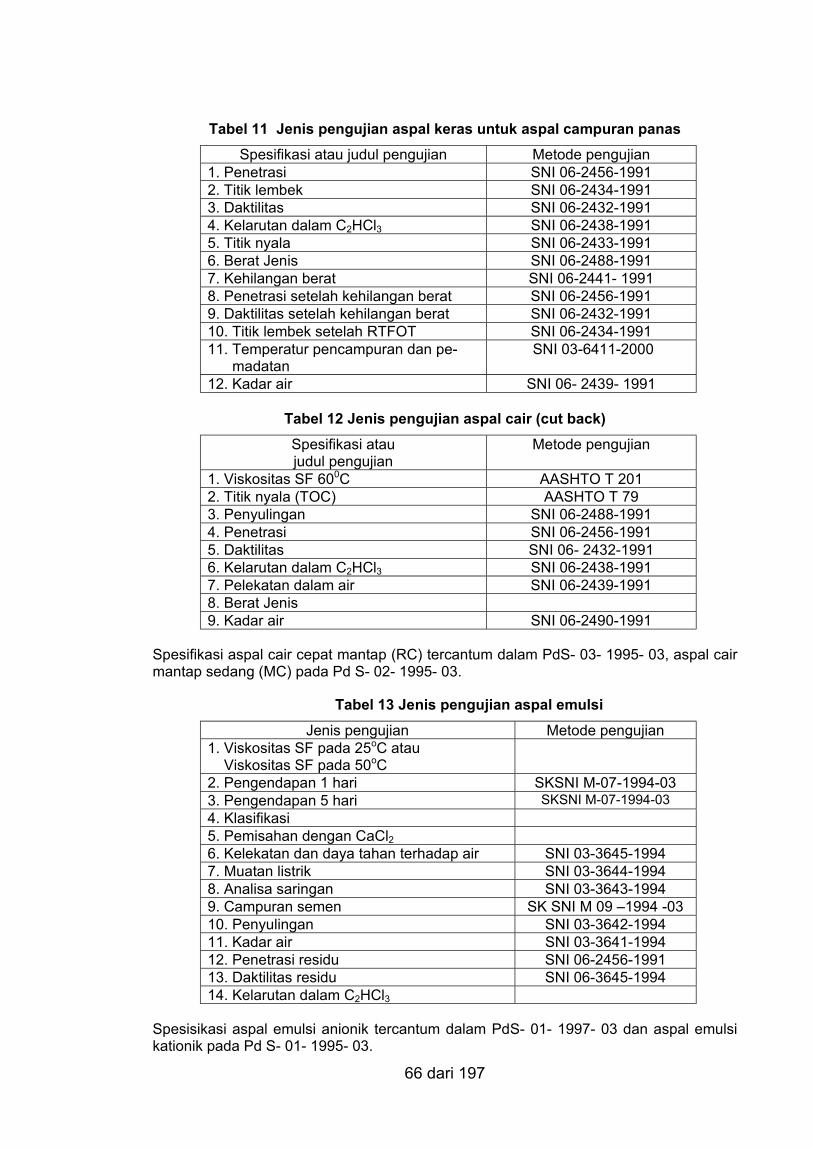
66 dari 197
Tabel 11 Jenis pengujian aspal keras untuk aspal campuran panas Spesifikasi atau judul pengujian Metode pengujian
1. Penetrasi SNI 06-2456-1991 2. Titik lembek SNI 06-2434-1991 3. Daktilitas SNI 06-2432-1991 4. Kelarutan dalam C2HCl3 SNI 06-2438-1991 5. Titik nyala SNI 06-2433-1991 6. Berat Jenis SNI 06-2488-1991 7. Kehilangan berat SNI 06-2441- 1991 8. Penetrasi setelah kehilangan berat SNI 06-2456-1991 9. Daktilitas setelah kehilangan berat SNI 06-2432-1991 10. Titik lembek setelah RTFOT SNI 06-2434-1991 11. Temperatur pencampuran dan pe- madatan
SNI 03-6411-2000
12. Kadar air SNI 06- 2439- 1991
Tabel 12 Jenis pengujian aspal cair (cut back) Spesifikasi atau judul pengujian
Metode pengujian
1. Viskositas SF 600C AASHTO T 201 2. Titik nyala (TOC) AASHTO T 79 3. Penyulingan SNI 06-2488-1991 4. Penetrasi SNI 06-2456-1991 5. Daktilitas SNI 06- 2432-1991 6. Kelarutan dalam C2HCl3 SNI 06-2438-1991 7. Pelekatan dalam air SNI 06-2439-1991 8. Berat Jenis 9. Kadar air SNI 06-2490-1991
Spesifikasi aspal cair cepat mantap (RC) tercantum dalam PdS- 03- 1995- 03, aspal cair mantap sedang (MC) pada Pd S- 02- 1995- 03.
Tabel 13 Jenis pengujian aspal emulsi Jenis pengujian Metode pengujian
1. Viskositas SF pada 25oC atau Viskositas SF pada 50oC
2. Pengendapan 1 hari SKSNI M-07-1994-03 3. Pengendapan 5 hari SKSNI M-07-1994-03 4. Klasifikasi 5. Pemisahan dengan CaCl2 6. Kelekatan dan daya tahan terhadap air SNI 03-3645-1994 7. Muatan listrik SNI 03-3644-1994 8. Analisa saringan SNI 03-3643-1994 9. Campuran semen SK SNI M 09 –1994 -03 10. Penyulingan SNI 03-3642-1994 11. Kadar air SNI 03-3641-1994 12. Penetrasi residu SNI 06-2456-1991 13. Daktilitas residu SNI 06-3645-1994 14. Kelarutan dalam C2HCl3
Spesisikasi aspal emulsi anionik tercantum dalam PdS- 01- 1997- 03 dan aspal emulsi kationik pada Pd S- 01- 1995- 03.
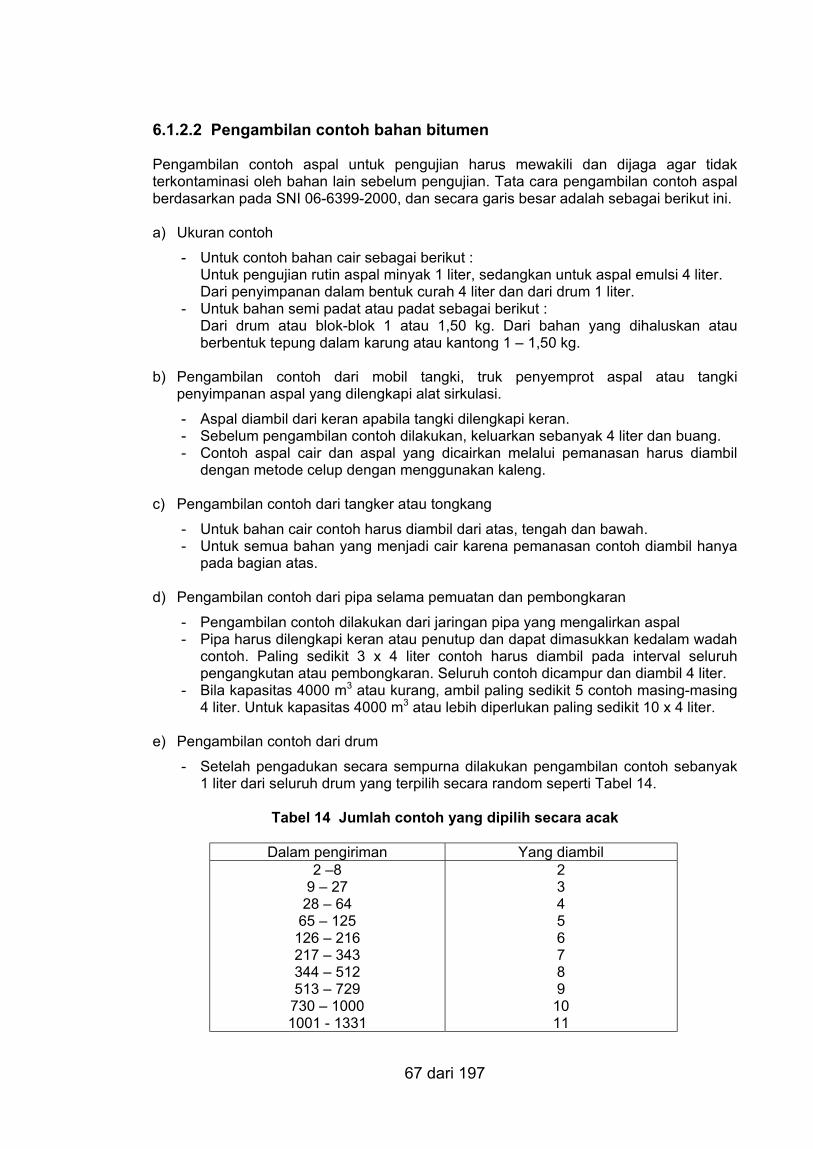
67 dari 197
6.1.2.2 Pengambilan contoh bahan bitumen Pengambilan contoh aspal untuk pengujian harus mewakili dan dijaga agar tidak terkontaminasi oleh bahan lain sebelum pengujian. Tata cara pengambilan contoh aspal berdasarkan pada SNI 06-6399-2000, dan secara garis besar adalah sebagai berikut ini. a) Ukuran contoh
- Untuk contoh bahan cair sebagai berikut : Untuk pengujian rutin aspal minyak 1 liter, sedangkan untuk aspal emulsi 4 liter. Dari penyimpanan dalam bentuk curah 4 liter dan dari drum 1 liter.
- Untuk bahan semi padat atau padat sebagai berikut : Dari drum atau blok-blok 1 atau 1,50 kg. Dari bahan yang dihaluskan atau berbentuk tepung dalam karung atau kantong 1 – 1,50 kg.
b) Pengambilan contoh dari mobil tangki, truk penyemprot aspal atau tangki
penyimpanan aspal yang dilengkapi alat sirkulasi.
- Aspal diambil dari keran apabila tangki dilengkapi keran. - Sebelum pengambilan contoh dilakukan, keluarkan sebanyak 4 liter dan buang. - Contoh aspal cair dan aspal yang dicairkan melalui pemanasan harus diambil
dengan metode celup dengan menggunakan kaleng. c) Pengambilan contoh dari tangker atau tongkang
- Untuk bahan cair contoh harus diambil dari atas, tengah dan bawah. - Untuk semua bahan yang menjadi cair karena pemanasan contoh diambil hanya
pada bagian atas. d) Pengambilan contoh dari pipa selama pemuatan dan pembongkaran
- Pengambilan contoh dilakukan dari jaringan pipa yang mengalirkan aspal - Pipa harus dilengkapi keran atau penutup dan dapat dimasukkan kedalam wadah
contoh. Paling sedikit 3 x 4 liter contoh harus diambil pada interval seluruh pengangkutan atau pembongkaran. Seluruh contoh dicampur dan diambil 4 liter.
- Bila kapasitas 4000 m3 atau kurang, ambil paling sedikit 5 contoh masing-masing 4 liter. Untuk kapasitas 4000 m3 atau lebih diperlukan paling sedikit 10 x 4 liter.
e) Pengambilan contoh dari drum
- Setelah pengadukan secara sempurna dilakukan pengambilan contoh sebanyak 1 liter dari seluruh drum yang terpilih secara random seperti Tabel 14.
Tabel 14 Jumlah contoh yang dipilih secara acak
Dalam pengiriman Yang diambil
2 –8 9 – 27 28 – 64
65 – 125 126 – 216 217 – 343 344 – 512 513 – 729
730 – 1000 1001 - 1331
2 3 4 5 6 7 8 9 10 11
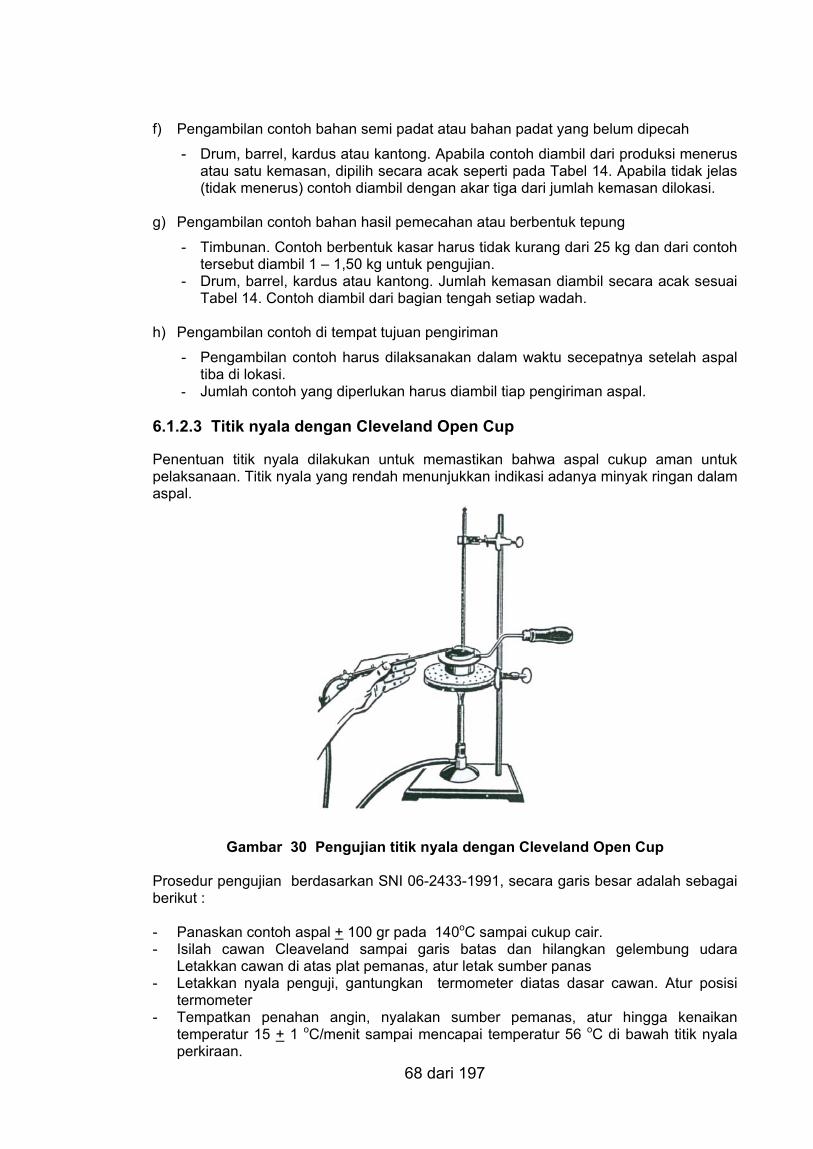
68 dari 197
f) Pengambilan contoh bahan semi padat atau bahan padat yang belum dipecah - Drum, barrel, kardus atau kantong. Apabila contoh diambil dari produksi menerus
atau satu kemasan, dipilih secara acak seperti pada Tabel 14. Apabila tidak jelas (tidak menerus) contoh diambil dengan akar tiga dari jumlah kemasan dilokasi.
g) Pengambilan contoh bahan hasil pemecahan atau berbentuk tepung
- Timbunan. Contoh berbentuk kasar harus tidak kurang dari 25 kg dan dari contoh tersebut diambil 1 – 1,50 kg untuk pengujian.
- Drum, barrel, kardus atau kantong. Jumlah kemasan diambil secara acak sesuai Tabel 14. Contoh diambil dari bagian tengah setiap wadah.
h) Pengambilan contoh di tempat tujuan pengiriman
- Pengambilan contoh harus dilaksanakan dalam waktu secepatnya setelah aspal tiba di lokasi.
- Jumlah contoh yang diperlukan harus diambil tiap pengiriman aspal. 6.1.2.3 Titik nyala dengan Cleveland Open Cup Penentuan titik nyala dilakukan untuk memastikan bahwa aspal cukup aman untuk pelaksanaan. Titik nyala yang rendah menunjukkan indikasi adanya minyak ringan dalam aspal.
Gambar 30 Pengujian titik nyala dengan Cleveland Open Cup Prosedur pengujian berdasarkan SNI 06-2433-1991, secara garis besar adalah sebagai berikut : - Panaskan contoh aspal + 100 gr pada 140oC sampai cukup cair. - Isilah cawan Cleaveland sampai garis batas dan hilangkan gelembung udara
Letakkan cawan di atas plat pemanas, atur letak sumber panas - Letakkan nyala penguji, gantungkan termometer diatas dasar cawan. Atur posisi
termometer - Tempatkan penahan angin, nyalakan sumber pemanas, atur hingga kenaikan
temperatur 15 + 1 oC/menit sampai mencapai temperatur 56 oC di bawah titik nyala perkiraan.
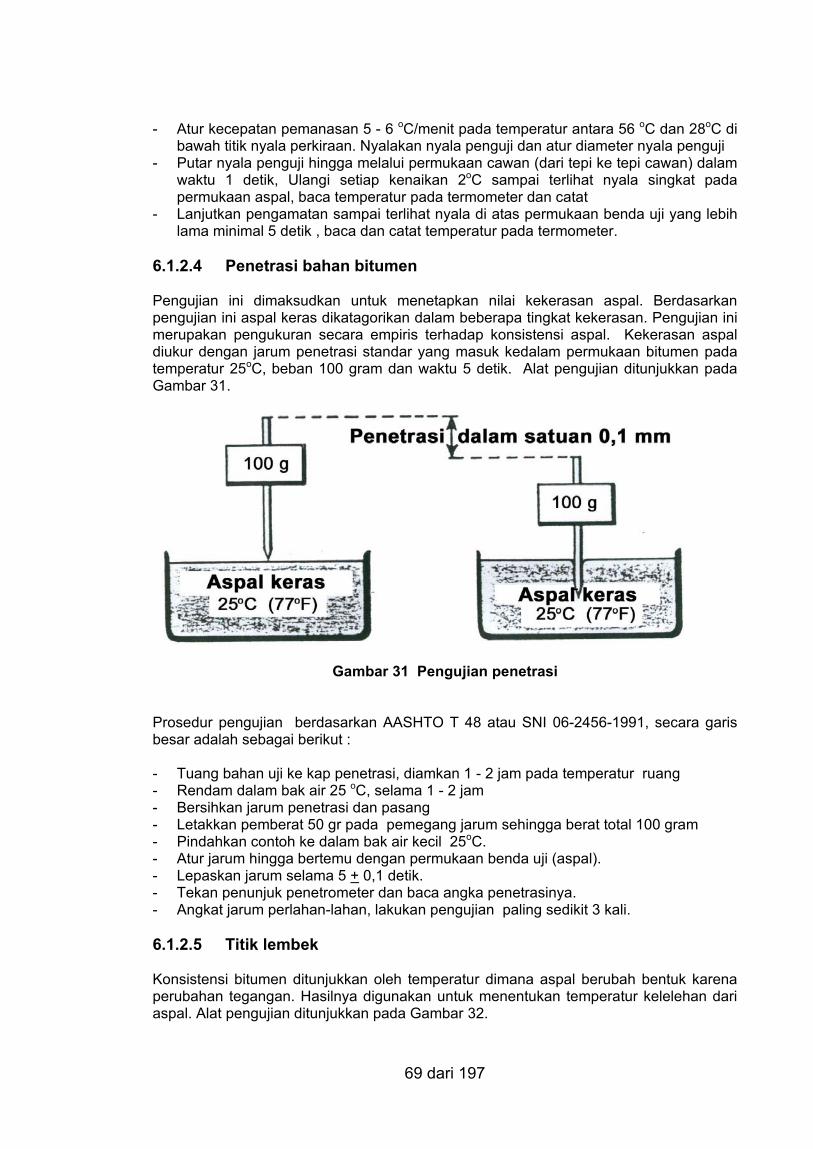
69 dari 197
- Atur kecepatan pemanasan 5 - 6 oC/menit pada temperatur antara 56 oC dan 28oC di bawah titik nyala perkiraan. Nyalakan nyala penguji dan atur diameter nyala penguji
- Putar nyala penguji hingga melalui permukaan cawan (dari tepi ke tepi cawan) dalam waktu 1 detik, Ulangi setiap kenaikan 2oC sampai terlihat nyala singkat pada permukaan aspal, baca temperatur pada termometer dan catat
- Lanjutkan pengamatan sampai terlihat nyala di atas permukaan benda uji yang lebih lama minimal 5 detik , baca dan catat temperatur pada termometer.
6.1.2.4 Penetrasi bahan bitumen Pengujian ini dimaksudkan untuk menetapkan nilai kekerasan aspal. Berdasarkan pengujian ini aspal keras dikatagorikan dalam beberapa tingkat kekerasan. Pengujian ini merupakan pengukuran secara empiris terhadap konsistensi aspal. Kekerasan aspal diukur dengan jarum penetrasi standar yang masuk kedalam permukaan bitumen pada temperatur 25oC, beban 100 gram dan waktu 5 detik. Alat pengujian ditunjukkan pada Gambar 31.
Gambar 31 Pengujian penetrasi Prosedur pengujian berdasarkan AASHTO T 48 atau SNI 06-2456-1991, secara garis besar adalah sebagai berikut : - Tuang bahan uji ke kap penetrasi, diamkan 1 - 2 jam pada temperatur ruang - Rendam dalam bak air 25 oC, selama 1 - 2 jam - Bersihkan jarum penetrasi dan pasang - Letakkan pemberat 50 gr pada pemegang jarum sehingga berat total 100 gram - Pindahkan contoh ke dalam bak air kecil 25oC. - Atur jarum hingga bertemu dengan permukaan benda uji (aspal). - Lepaskan jarum selama 5 + 0,1 detik. - Tekan penunjuk penetrometer dan baca angka penetrasinya. - Angkat jarum perlahan-lahan, lakukan pengujian paling sedikit 3 kali. 6.1.2.5 Titik lembek Konsistensi bitumen ditunjukkan oleh temperatur dimana aspal berubah bentuk karena perubahan tegangan. Hasilnya digunakan untuk menentukan temperatur kelelehan dari aspal. Alat pengujian ditunjukkan pada Gambar 32.
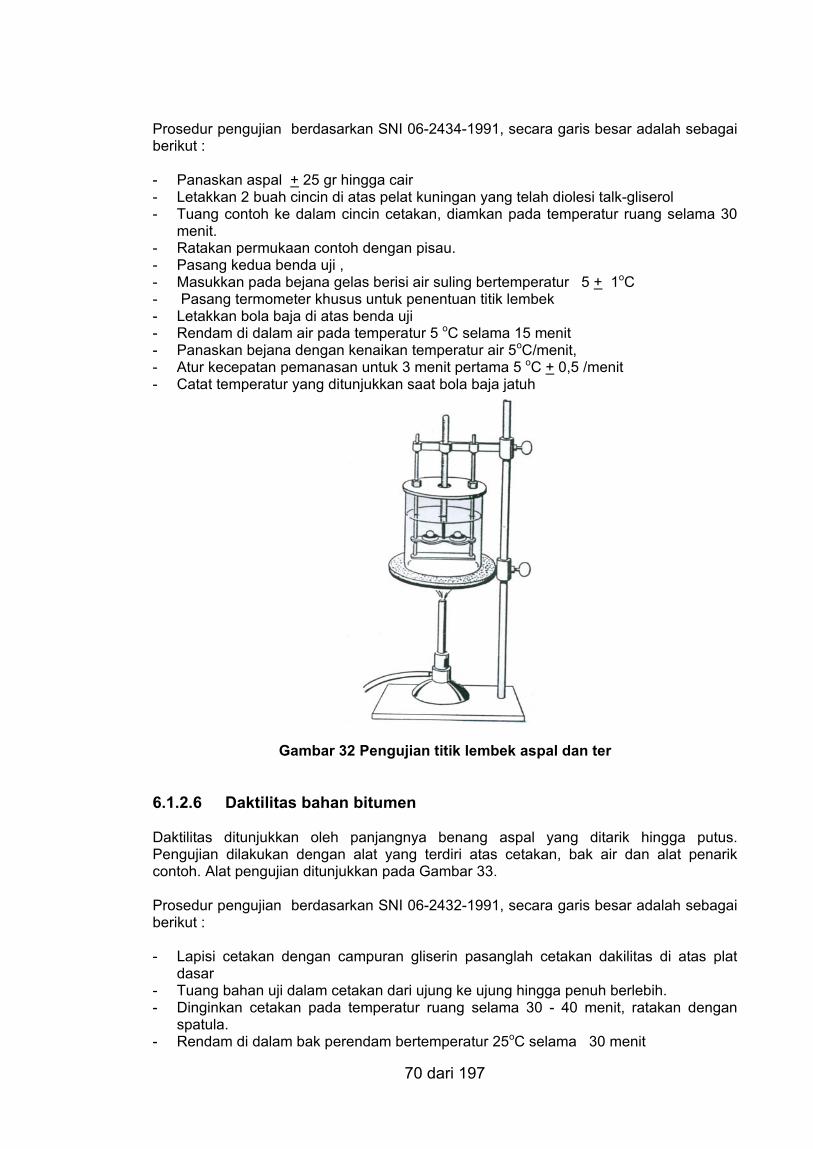
70 dari 197
Prosedur pengujian berdasarkan SNI 06-2434-1991, secara garis besar adalah sebagai berikut : - Panaskan aspal + 25 gr hingga cair - Letakkan 2 buah cincin di atas pelat kuningan yang telah diolesi talk-gliserol - Tuang contoh ke dalam cincin cetakan, diamkan pada temperatur ruang selama 30
menit. - Ratakan permukaan contoh dengan pisau. - Pasang kedua benda uji , - Masukkan pada bejana gelas berisi air suling bertemperatur 5 + 1oC - Pasang termometer khusus untuk penentuan titik lembek - Letakkan bola baja di atas benda uji - Rendam di dalam air pada temperatur 5 oC selama 15 menit - Panaskan bejana dengan kenaikan temperatur air 5oC/menit, - Atur kecepatan pemanasan untuk 3 menit pertama 5 oC + 0,5 /menit - Catat temperatur yang ditunjukkan saat bola baja jatuh
Gambar 32 Pengujian titik lembek aspal dan ter 6.1.2.6 Daktilitas bahan bitumen Daktilitas ditunjukkan oleh panjangnya benang aspal yang ditarik hingga putus. Pengujian dilakukan dengan alat yang terdiri atas cetakan, bak air dan alat penarik contoh. Alat pengujian ditunjukkan pada Gambar 33. Prosedur pengujian berdasarkan SNI 06-2432-1991, secara garis besar adalah sebagai berikut : - Lapisi cetakan dengan campuran gliserin pasanglah cetakan dakilitas di atas plat
dasar - Tuang bahan uji dalam cetakan dari ujung ke ujung hingga penuh berlebih. - Dinginkan cetakan pada temperatur ruang selama 30 - 40 menit, ratakan dengan
spatula. - Rendam di dalam bak perendam bertemperatur 25oC selama 30 menit
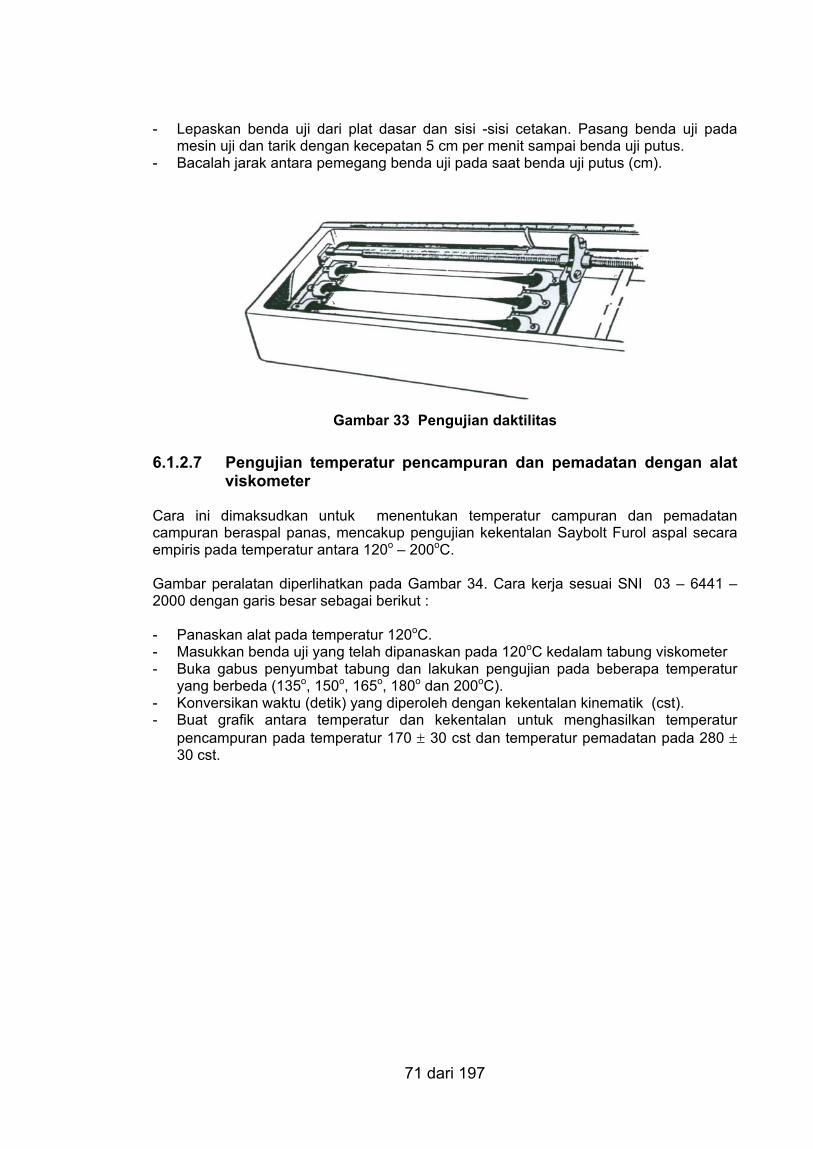
71 dari 197
- Lepaskan benda uji dari plat dasar dan sisi -sisi cetakan. Pasang benda uji pada mesin uji dan tarik dengan kecepatan 5 cm per menit sampai benda uji putus.
- Bacalah jarak antara pemegang benda uji pada saat benda uji putus (cm).
Gambar 33 Pengujian daktilitas
6.1.2.7 Pengujian temperatur pencampuran dan pemadatan dengan alat viskometer
Cara ini dimaksudkan untuk menentukan temperatur campuran dan pemadatan campuran beraspal panas, mencakup pengujian kekentalan Saybolt Furol aspal secara empiris pada temperatur antara 120o – 200oC. Gambar peralatan diperlihatkan pada Gambar 34. Cara kerja sesuai SNI 03 – 6441 – 2000 dengan garis besar sebagai berikut : - Panaskan alat pada temperatur 120oC. - Masukkan benda uji yang telah dipanaskan pada 120oC kedalam tabung viskometer - Buka gabus penyumbat tabung dan lakukan pengujian pada beberapa temperatur
yang berbeda (135o, 150o, 165o, 180o dan 200oC). - Konversikan waktu (detik) yang diperoleh dengan kekentalan kinematik (cst). - Buat grafik antara temperatur dan kekentalan untuk menghasilkan temperatur
pencampuran pada temperatur 170 ± 30 cst dan temperatur pemadatan pada 280 ± 30 cst.
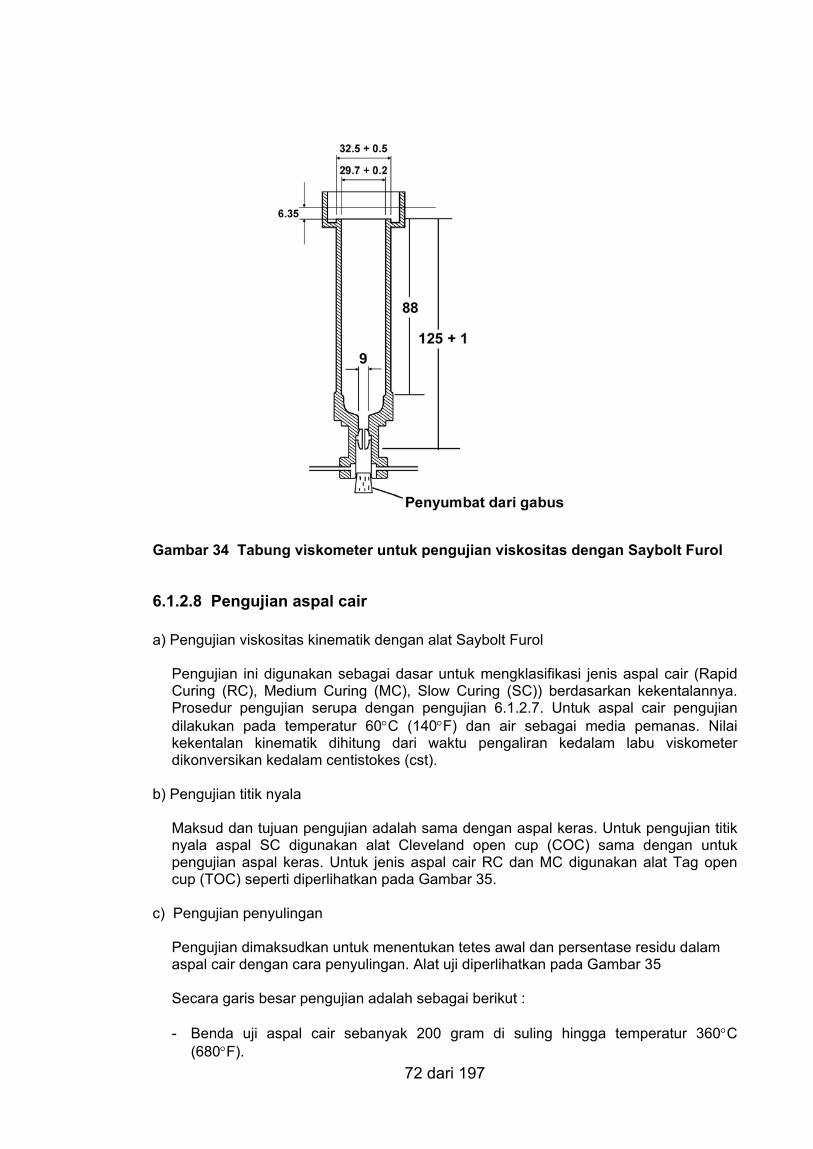
72 dari 197
Gambar 34 Tabung viskometer untuk pengujian viskositas dengan Saybolt Furol
6.1.2.8 Pengujian aspal cair a) Pengujian viskositas kinematik dengan alat Saybolt Furol
Pengujian ini digunakan sebagai dasar untuk mengklasifikasi jenis aspal cair (Rapid Curing (RC), Medium Curing (MC), Slow Curing (SC)) berdasarkan kekentalannya. Prosedur pengujian serupa dengan pengujian 6.1.2.7. Untuk aspal cair pengujian dilakukan pada temperatur 60°C (140°F) dan air sebagai media pemanas. Nilai kekentalan kinematik dihitung dari waktu pengaliran kedalam labu viskometer dikonversikan kedalam centistokes (cst).
b) Pengujian titik nyala
Maksud dan tujuan pengujian adalah sama dengan aspal keras. Untuk pengujian titik nyala aspal SC digunakan alat Cleveland open cup (COC) sama dengan untuk pengujian aspal keras. Untuk jenis aspal cair RC dan MC digunakan alat Tag open cup (TOC) seperti diperlihatkan pada Gambar 35.
c) Pengujian penyulingan
Pengujian dimaksudkan untuk menentukan tetes awal dan persentase residu dalam aspal cair dengan cara penyulingan. Alat uji diperlihatkan pada Gambar 35 Secara garis besar pengujian adalah sebagai berikut :
- Benda uji aspal cair sebanyak 200 gram di suling hingga temperatur 360°C
(680°F).
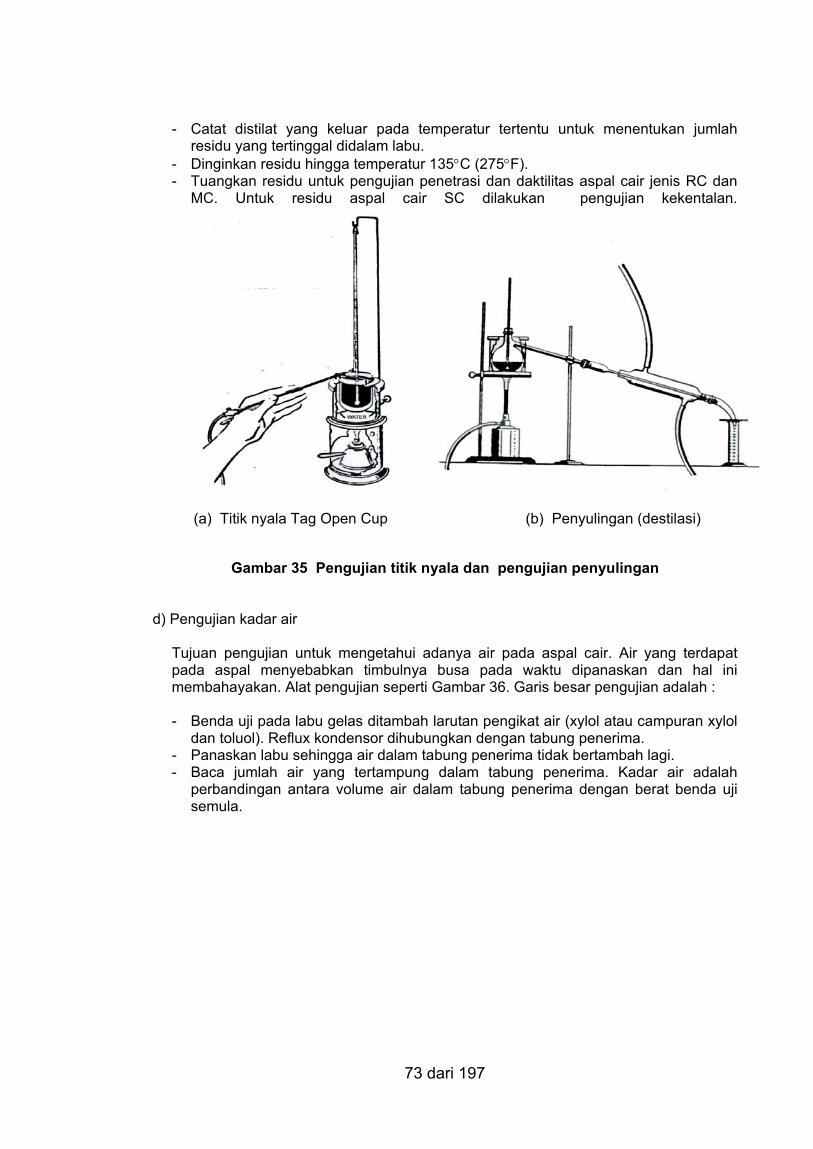
73 dari 197
- Catat distilat yang keluar pada temperatur tertentu untuk menentukan jumlah residu yang tertinggal didalam labu.
- Dinginkan residu hingga temperatur 135°C (275°F). - Tuangkan residu untuk pengujian penetrasi dan daktilitas aspal cair jenis RC dan
MC. Untuk residu aspal cair SC dilakukan pengujian kekentalan.
(a) Titik nyala Tag Open Cup (b) Penyulingan (destilasi)
Gambar 35 Pengujian titik nyala dan pengujian penyulingan d) Pengujian kadar air
Tujuan pengujian untuk mengetahui adanya air pada aspal cair. Air yang terdapat pada aspal menyebabkan timbulnya busa pada waktu dipanaskan dan hal ini membahayakan. Alat pengujian seperti Gambar 36. Garis besar pengujian adalah : - Benda uji pada labu gelas ditambah larutan pengikat air (xylol atau campuran xylol
dan toluol). Reflux kondensor dihubungkan dengan tabung penerima. - Panaskan labu sehingga air dalam tabung penerima tidak bertambah lagi. - Baca jumlah air yang tertampung dalam tabung penerima. Kadar air adalah
perbandingan antara volume air dalam tabung penerima dengan berat benda uji semula.
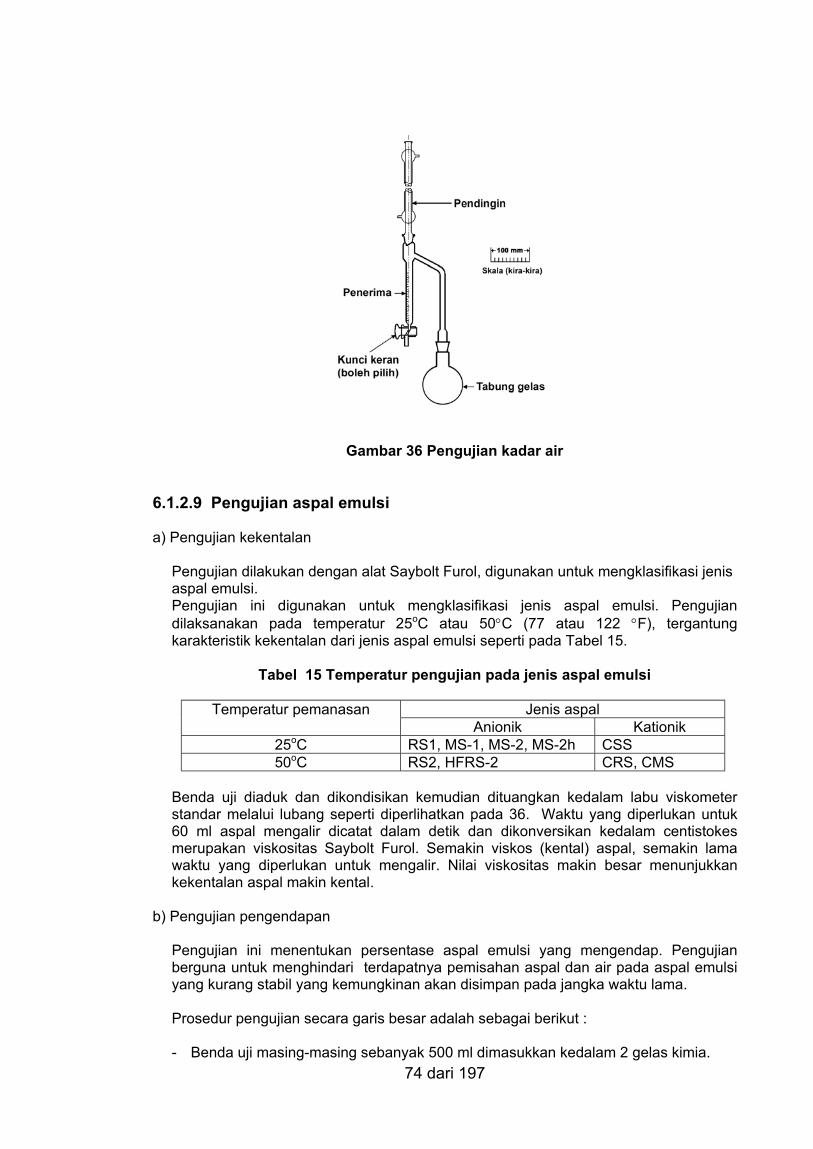
74 dari 197
Gambar 36 Pengujian kadar air 6.1.2.9 Pengujian aspal emulsi a) Pengujian kekentalan
Pengujian dilakukan dengan alat Saybolt Furol, digunakan untuk mengklasifikasi jenis aspal emulsi. Pengujian ini digunakan untuk mengklasifikasi jenis aspal emulsi. Pengujian dilaksanakan pada temperatur 25oC atau 50°C (77 atau 122 °F), tergantung karakteristik kekentalan dari jenis aspal emulsi seperti pada Tabel 15.
Tabel 15 Temperatur pengujian pada jenis aspal emulsi
Jenis aspal Temperatur pemanasan Anionik Kationik
25oC RS1, MS-1, MS-2, MS-2h CSS 50oC RS2, HFRS-2 CRS, CMS
Benda uji diaduk dan dikondisikan kemudian dituangkan kedalam labu viskometer standar melalui lubang seperti diperlihatkan pada 36. Waktu yang diperlukan untuk 60 ml aspal mengalir dicatat dalam detik dan dikonversikan kedalam centistokes merupakan viskositas Saybolt Furol. Semakin viskos (kental) aspal, semakin lama waktu yang diperlukan untuk mengalir. Nilai viskositas makin besar menunjukkan kekentalan aspal makin kental.
b) Pengujian pengendapan
Pengujian ini menentukan persentase aspal emulsi yang mengendap. Pengujian berguna untuk menghindari terdapatnya pemisahan aspal dan air pada aspal emulsi yang kurang stabil yang kemungkinan akan disimpan pada jangka waktu lama. Prosedur pengujian secara garis besar adalah sebagai berikut : - Benda uji masing-masing sebanyak 500 ml dimasukkan kedalam 2 gelas kimia.
Labu
75 dari 197
- Gelas ditutup dan disimpan tanpa terganggu pada temperatur ruang selama 5 hari. - Pindahkan bagian atas dan bagian bawah benda uji ke dalam gelas kimia yang
telah diketahui beratnya. - Benda uji kemudian dipanaskan hingga air menguap; residu aspal emulsi
kemudian ditimbang. - Prosen pengendapan merupakan selisih antara prosen residu bagian bawah
dengan prosen residu bagian atas. c) Pengujian stabilitas penyimpanan
Pengujian ini berguna untuk menentukan stabilitas penyimpanan aspal emulsi dengan waktu pengujian yang lebih cepat. - Sebanyak masing-masing 500 ml benda uji ditempatkan pada 2 gelas kimia dan
disimpan pada temperatur ruang tanpa terganggu selama 24 jam. - Benda uji seberat 50 gram diambil dari bagian atas dan bawah gelas kimia.
Masing-masing contoh ditempatkan pada gelas kimia yang telah diketahui beratnya, diaduk dan ditimbang.
- Panaskan benda uji hingga air menguap; residu aspal emulsi kemudian ditimbang. Prosen stabilitas penyimpanan merupakan selisih antara prosen residu bagian bawah dengan prosen residu bagian atas.
d) Pengujian klasifikasi
Pengujian klasifikasi merupakan suatu prosedur pengujian untuk jenis aspal kationik CRS dengan memperhatikan penyelimutan aspal terhadap pasir Ottawa. Garis besar pengujian adalah sebagai berikut: - Sebanyak 461 gram pasir Ottawa kering udara disiapkan didalam wadah. - Benda uji aspal emulsi sebanyak 35 gram ditambahkan kedalam wadah yang berisi
pasir dan aduk selama 2,50 menit. - Pada akhir dari pengadukan diambil sebagian campuran tersebut dan ditempatkan
pada kertas serap untuk penilaian pengujian. - Tingkat penyelimutan aspal kationik CRS merupakan persentase dari luas
permukaan campuran yang tidak terselimuti aspal terhadap luas permukaan yang diselimuti aspal.
d) Pengujian pemisahan (demulsibility)
Pengujian ini dimaksudkan untuk menentukan pemisahan dari aspal emulsi jenis cepat mantap (rapid-setting). Bahan pemisah yang digunakan Calsium Chlorida. - Tentukan terlebih dahulu persentase residu aspal emulsi dengan cara penyulingan. - Pada waktu pengujian larutan Calcium Chlorida dan air diaduk dengan aspal
emulsi terus menerus sampai merata kemudian dituangkan pada saringan untuk menentukan besarnya aspal yang menggumpal.
- Remas dan pecah semua gumpalan dengan pengaduk kemudian dicuci hingga air yang mengalir bersih. Selanjutnya benda uji tertahan pada saringan dikeringkan di dalam oven pada temperatur 163°C.
- Pemisahan (demulsibility) merupakan perbandingan antara berat residu pemisahan dengan residu aspal emulsi dari hasil penyulingan. Pemisahan yang tinggi menunjukkan jenis aspal emulsi cepat mantap. Untuk pengujian aspal emulsi kationik sebagai bahan pelarut adalah larutan sodium dioctyl sulfosuccinate.
76 dari 197
e) Pengujian campuran aspal emulsi dengan semen
Pengujian dimaksudkan untuk menentukan persentasi aspal emulsi yang rusak dengan cara menambahkan semen. Pengujian dilakukan guna menjamin bahwa aspal emulsi tahan terhadap penggumpalan apabila kontak dengan material halus atau abu batu. Pengujian khususnya untuk jenis aspal emulsi tipe mantap lambat (Slow Setting). - Benda uji sebanyak 100 ml aspal emulsi ditambah dengan air suling sehingga
residunya menjadi 55%. - Tambahkan 50 gram semen pada campuran tersebut dan diaduk, kemudian
tambahkan lagi air dan diaduk kembali. - Tuangkan campuran pada saringan No. 14 (1,40 mm) dan cuci hingga air yang
mengalir jernih. - Keringkan campuran dalam oven dan timbang setelah dingin. Persen emulsi yang
rusak adalah perbandingan residu tertahan dalam saringan dengan berat benda uji.
f) Pengujian kelekatan dan daya tahan terhadap air
Tujuan pengujian adalah untuk mengetahui kelekatan aspal emulsi terhadap agregat dan ketahanan terhadap air. Pengujian khususnya untuk jenis aspal emulsi mantap sedang (MediumSetting). Secara garis besar pengujian adalah sebagai berikut: Benda uji aspal emulsi dicampur dengan agregat yang telah dilapisi oleh serbuk kapur (Calcium Carbonate). Sekitar setengah bagian dari campuran ditempatkan pada kertas resap untuk mengamati permukaan agregat yang terselimuti oleh aspal emulsi. Untuk mengetahui daya tahan terhadap air, sisa campuran disemprot air dan dicuci hingga air yang mengalir jernih, kemudian material ditempatkan pada kertas resap dan amati kelekatannya.
g) Pengujian muatan listrik
Pengujian ini ditujukan untuk menentukan jenis aspal emulsi kationik atau anionik. Elektroda positif (anoda) dan elektroda negatif (katoda) di rendam di dalam benda uji aspal emulsi dan dihubungkan dengan ampere meter, seperti diperlihatkan pada Gambar 37. Setelah 30 menit atau setelah aliran listrik turun menjadi 2 miliampere, perhatikan aspal yang menempel pada kedua elektroda. Aspal emulsi kationik, apabila menempel pada katoda dan emulsi anionik, apabila menempel pada anoda.
77 dari 197
Gambar 37 Pengujian muatan listrik h) Pengujian analisa saringan
Pengujian ditujukan untuk menentukan bagian aspal emulsi yang tertahan pada saringan No. 20, merupakan pengujian yang sasarannya sama dengan pengujian pengendapan, tetapi tidak terdeteksi pada pengujian tersebut. Benda uji sebanyak 1000 gram aspal emulsi dituangkan kedalam saringan No.20 (850 µm). Untuk aspal emulsi anionik, saringan dan aspal tertahan pada saringan dicuci dengan larutan sodium oleat. Untuk aspal emulsi kationik bahan pencuci adalah air suling. Setelah pencucian, saringan dan aspal dikeringkan di dalam oven dan timbang setelah dingin. Persen contoh tertahan saringan adalah perbandingan antara residu dengan benda uji.
i) Pengujian penyulingan
Pengujian dimaksudkan untuk menentukan persentase kadar residu dalam aspal emulsi dengan cara penyulingan. Tatacara pengujian tercantum pada SNI 03- 3642- 1994, secara garis besar adalah sebagai berikut : Benda uji aspal emulsi sebanyak 200 gram di distilasi hingga temperatur 260°C (500°F). Setelah selesai, timbang labu beserta residu dalam kondisi panas. Saring residu dengan saringan No.50 dan tuangkan residu untuk pengujian penetrasi, daktilitas dan Berat Jenis. Persentase residu adalah perbandingan antara berat residu dengan benda uji. Penentuan kadar residu dapat pula dilakukan dengan cara penguapan, tetapi cara ini tidak boleh digunakan untuk penentuan mutu aspal emulsi.
78 dari 197
6.2 Pengujian bahan olahan Yang dimaksud bahan olahan adalah campuran dari agregat dan aspal yang masing-masing dipanaskan pada temperatur tertentu baik berbentuk briket ataupun tidak.
6.2.1 Metode sampling (pengambilan contoh) Guna keperluan perencanaan campuran, jumlah agregat dan aspal yang mewakili harus disiapkan dengan jumlah yang mencukupi untuk keperluan beberapa pengujian. Sebagai petunjuk banyak bahan yang perlu disiapkan adalah sebagai berikut : - 4 liter ( 1 gal ) aspal keras - 23 kg ( 50 lb ) agregat kasar - 23 kg ( 50 lb ) agregat halus atau pasir - 9 kg ( 20 lb ) bahan pengisi jika diperlukan Jumlah bahan tersebut mungkin perlu diperbanyak apabila diperkirakan bahwa hasil kombinasi dari agregat memerlukan prosentase yang lebih besar. Setiap bahan agar diberi label yang menerangkan tentang antara lain asal contoh, lokasi proyek, dan nomor kegiatan. Urutan pengujian agar direncanakan semestinya dan hendaknya semua pengujian yang dipersayaratkan oleh spesifikasi telah diselesaikan sebelum perencanaan campuran dilaksanakan.
Gambar 38 Penimbangan aspal Prosedur penyiapan bahan terdiri atas : a) Pengeringan agregat hingga beratnya konstan b) Penyaringan agregat kering sesuai fraksi agregat yang diinginkan c) Penimbangan agregat untuk campuran d) Pemanasan agregat untuk campuran didalam oven e) Penempatan agregat untuk campuran pada alat pencampuran f) Tambahkan jumlah aspal yang sesuai pada agregat untuk campuran g) Campur agregat dan aspal bersama-sama 6.2.2 Pengujian Marshall untuk perencanaan campuran Prosedur pengujian didasarkan pada ASTM D 1559 . Metode Marshall standar diperuntukkan untuk perencanaan campuran beton aspal dengan ukuran agregat maksimum 25 mm (1 inci) dan menggunakan aspal keras.
79 dari 197
Prosedur kerja : Pengujian Marshall dimulai dengan persiapan benda uji. Untuk keperluan ini perlu diperhatikan hal sebagai berikut : a) Bahan yang digunakan masuk spesifikasi b) Kombinasi agregat memenuhi gradasi yang disyaratkan c) Untuk keperluan analisa volumetrik (density-voids), berat jenis bulk dari semua
agregat yang digunakan pada kombinasi agregat, dan berat jenis aspal keras harus dihitung terlebih dahulu.
Ukuran benda uji adalah tinggi 64 mm (2 1/2 in.) dan diameter 102 mm (4 in.) yang dipersiapkan dengan menggunakan prosedur khusus untuk pemanasan, pencampuran dan pemadatan campuran agregat dengan aspal. Dua prinsip penting pada perencanaan campuran dengan pengujian Marshall adalah analisa volumeterik dan analisa stabilitas-kelelehan (flow) dari benda uji padat. Stabilitas benda uji adalah daya tahan beban maksimum benda uji pada temperatur 60°C (140°F). Nilai kelelehan adalah perubahan bentuk suatu campuran beraspal yang terjadi pada benda uji sejak tidak ada beban hingga beban maksimum yang diberikan selama pengujian stabilitas. Pada penentuan kadar aspal optimum untuk suatu kombinasi agregat atau gradasi tertentu dalam pengujian Marshall, perlu disiapkan suatu seri dari contoh uji dengan interval kadar aspal yang berbeda sehingga didapatkan suatu kurva lengkung yang teratur. Pengujian agar direncanakan dengan dasar ½ % kenaikan kadar aspal dengan perkiraan minimum dua kadar aspal diatas optimum dan dua kadar aspal dibawah optimum. Secara garis besar penyiapan benda uji dan pengujian sebagai berikut : - Jumlah benda uji, minimum tiga buah untuk masing-masing kombinasi agregat dan
aspal. - Oven dalam kaleng (loyang) agregat yang sudah terukur gradasi dan sifat mutu
lainnya, sampai temperatur yang diinginkan - Panaskan aspal terpisah sesuai panas yang diinginkan pula. - Cetakan dimasukkan dalam oven yang mempunyai temperatur 930C. - Campur agregat dan aspal sampai merata. - Keluarkan dari oven cetakan dan siapkan untuk pengisian campuran, setelah
campuran dimasukkan kedalam cetakan tusuk-tusuk dengan spatula 10 x bagian tengah dan 15 x bagian tepi.
- Tumbuk 2x75 kali, 2x50 kali atau 2x35 kali, sesuai peruntukkannya. - Setelah kira-kira temperatur hangat keluarkan benda uji dari cetakan dengan
menggunakan Extruder. - Diamkan contoh 1 malam, kemudian periksa berat isinya. - Rendam dalam water bath yang mempunyai temperatur 600C selama 30 menit,
lakukan pengujian Marshall untuk mengetahui stabilitas dan kelelehan - Data yang diperoleh dalam pemeriksaan ini antara lain :
• Stabilitas • Kelelehan (flow)
Metode Marshall standar seperti diuraikan di atas diperuntukkan untuk perencanaan campuran beton aspal dengan ukuran agregat maksimum 25 mm (1 inci) dan menggunakan aspal keras. Untuk ukuran butir maskimum lebih besar dari 25 mm (1 inchi) digunakan prosedur Marshall modifikasi.
80 dari 197
Prosedur Marshall yang dimodfikasi pada dasarnya sama dengan metode Marshall standar, namun karena campuran beraspal menggunakan ukuran butir maksimum yang lebih besar maka digunakan diameter benda uji yang lebih besar pula, yaitu 15,24 cm (6 inci) dan tinggi 95,2 mm. Berat palu penumbuk 10,2 kg (22 lbs) dengan tinggi jatuh 457 mm (18 inci). Benda uji secara tipikal mempunyai berat sekitar 4 kg. Jumlah tumbukan untuk Marshall modifikasi adalah 112 kali (untuk lalu-lintas berat > 500.000 SST) dan 75 tumbukan (untuk lalu-lintas rendah < 500.000 SST). Kriteria perencanaan harus diubah di mana stabilitas minimum ditingkatkan 2,25 kali sedangkan kelelehan 1,5 kali dari ukuran benda uji normal (diamter 4 inci).
Gambar 39 Pengujian Marshall
6.2.3 Berat isi benda uji padat
Setelah benda uji selesai, kemudian dikeluarkan dengan menggunakan extruder dan didinginkan, Berat isi untuk benda uji porus ditentukan dengan melakukan beberapa kali penimbangan seperti prosedur (ASTM D 1188). Secara garis besar adalah sebagai berikut : - Timbang benda uji diudara - Selimuti benda uji dengan parafin - Timbang benda uji ber parafin di udara - Timbang benda uji ber parafin dalam air Berat isi untuk benda uji tidak porus atau bergradasi menerus dapat ditentukan menggunakan benda uji kering permukaan jenuh (SSD) seperti prosedur ASTM D 2726. Secara garis besar adalah sebagai berikut : - Timbang benda uji diudara - Rendam benda uji di dalam air - Timbang benda uji SSD di udara - Timbang benda uji di dalam air
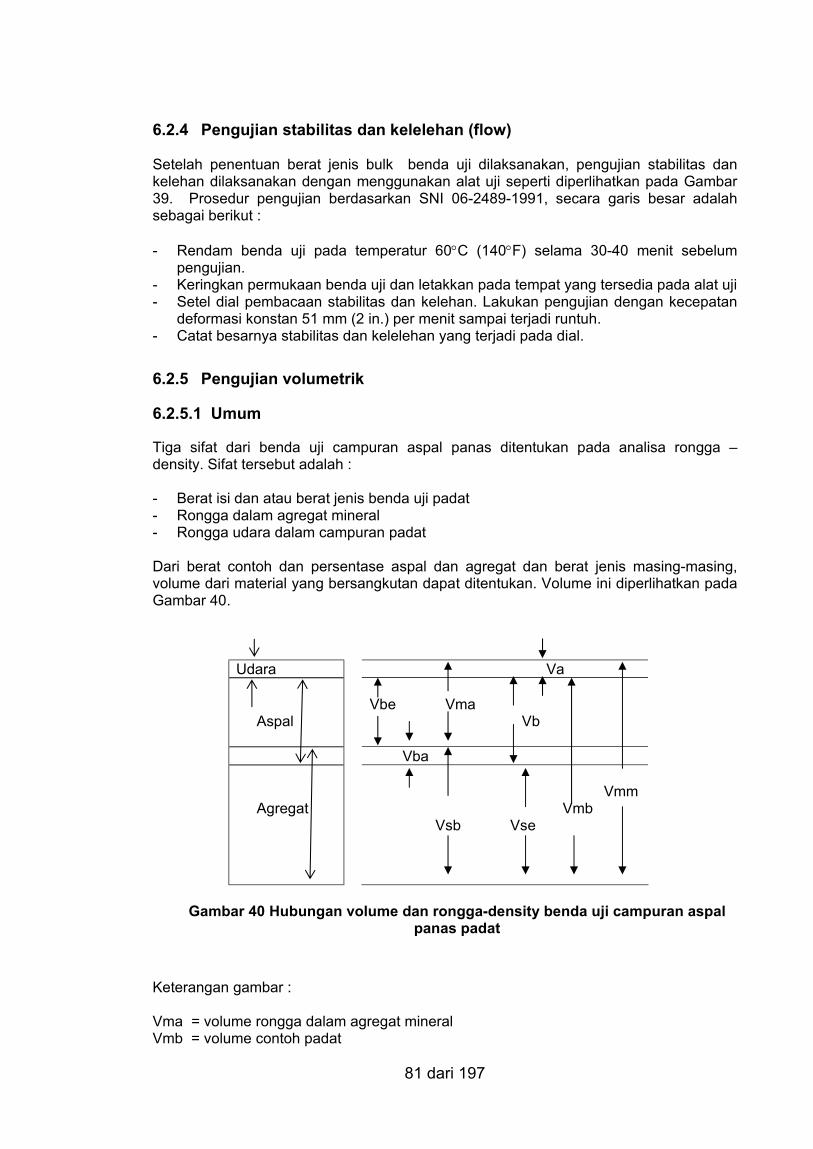
81 dari 197
6.2.4 Pengujian stabilitas dan kelelehan (flow) Setelah penentuan berat jenis bulk benda uji dilaksanakan, pengujian stabilitas dan kelehan dilaksanakan dengan menggunakan alat uji seperti diperlihatkan pada Gambar 39. Prosedur pengujian berdasarkan SNI 06-2489-1991, secara garis besar adalah sebagai berikut : - Rendam benda uji pada temperatur 60°C (140°F) selama 30-40 menit sebelum
pengujian. - Keringkan permukaan benda uji dan letakkan pada tempat yang tersedia pada alat uji - Setel dial pembacaan stabilitas dan kelehan. Lakukan pengujian dengan kecepatan
deformasi konstan 51 mm (2 in.) per menit sampai terjadi runtuh. - Catat besarnya stabilitas dan kelelehan yang terjadi pada dial.
6.2.5 Pengujian volumetrik
6.2.5.1 Umum
Tiga sifat dari benda uji campuran aspal panas ditentukan pada analisa rongga – density. Sifat tersebut adalah : - Berat isi dan atau berat jenis benda uji padat - Rongga dalam agregat mineral - Rongga udara dalam campuran padat Dari berat contoh dan persentase aspal dan agregat dan berat jenis masing-masing, volume dari material yang bersangkutan dapat ditentukan. Volume ini diperlihatkan pada Gambar 40.
Udara Va Aspal
Vbe Vma Vb
Vba Agregat
Vmm Vmb
Vsb Vse
Gambar 40 Hubungan volume dan rongga-density benda uji campuran aspal
panas padat Keterangan gambar : Vma = volume rongga dalam agregat mineral Vmb = volume contoh padat
82 dari 197
Vmm = volume tidak ada rongga udara dari campuran Va = volume rongga udara Vb = volume aspal Vba = Volume aspal terabsorpsi agregat Vbe = Volume aspal efektif Vsb = volume agregat ( dengan Berat Jenis Curah) Vse = Volume agregat (dengan Berat Jenis Efektif) Wb = Berat aspal Ws = Berat agregat γw = Berat Isi air 1.0 g/cm3 (62.4 lb/ft3) Gmb = Berat Jenis Curah contoh campuran padat
Rongga pada agregat mineral (VMA) dinyatakan sebagai persen dari total volume rongga dalam benda uji. Merupakan volume rongga dalam campuran yang tidak terisi agregat dan aspal yang terserap agregat. Rongga pada campuran, Va atau sering disebut VIM, juga dinyatakan sebagai persen dari total volume benda uji, merupakan volume pada campuran yang tidak terisi agregat dan aspal.
6.2.5.2 Prosedur untuk menganalisis campuran beraspal panas padat Prosedur ini berlaku untuk benda uji padat yang dibuat di laboratorium dan pada contoh tidak terganggu yang diambil dari lapangan. Dengan menganalisa rongga udara dan rongga pada mineral agregat, beberapa indikasi dari kinerja campuran aspal panas selama masa pelayanan dapat diperkirakan.
6.2.5.2.1 Garis besar prosedur Tahap analisa campuran aspal panas adalah sebagai berikut : a) Uji berat jenis curah (bulk specific Gravity) agregat kasar (AASHTO T85 atau ASTM
C 127) dan agregat halus (AASHTO T 84 atau ASTM C 128). b) Uji berat jenis aspal keras (AASHTO T 228 atau ASTM D 70) dan bahan pengisi
(AASHTO T 100 atau ASTM D 854). c) Hitung berat jenis curah dari agregat kombinasi dalam campuran d) Uji berat jenis maksimum campuran lepas (ASTM D 2041, AASHTO T 209) e) Uji berat jenis campuran padat (ASTM D 1188 atau ASTM D 2726) f) Hitung berat jenis efektif agregat g) Hitung absorpsi aspal dari agregat h) Hitung persen rongga diantara mineral agregat (VMA) pada campuran padat
100% xVmb
VaVbeVMA
+
=
100% xVmbVarongga
=
wGmbxwxVmbWsWbDensity γγ =
+
=
83 dari 197
i) Hitung persen rongga udara (VIM) dalam campuran padat j) Hitung persen rongga terisi aspal (VFB atau VFA) dalam campuran padat 6.2.5.2.2 Parameter dan formula perhitungan Parameter dan formula untuk menganalisa campuran aspal panas adalah sebagai berikut :
a) Berat Jenis Curah agregat
Pada total agregat yang terdiri dari beberapa fraksi agregat kasar, agregat halus dan pengisi yang masing-masing mempunyai berat jenis yang berlainan, Berat Jenis Curah gabungan agregat ditentukan sebagai berikut :
Dengan pengertian : Gsb = Berat Jenis Curah total agregat P1, P2, Pn = persentase dalam berat agregat 1, 2, n G1, G2, Gn = berat jenis curah agregat 1, 2, n. Berat Jenis Curah bahan pengisi sukar ditentukan secara akurat, tetapi dengan menggunakan Berat jenis Semu kesalahan umumnya kecil dan dapat diabaikan.
b) Berat Jenis Efektif agregat
Jika berdasarkan Berat jenis maksimum campuran (Gmm), Berat jenis Efektif agregat dapat ditentukan dengan formula sebagai berikut :
Dengan pengertian : Gse = Berat Jenis efektif agregat Pmm= total campuran lepas, persentase terhadap berat total campuran = 100 % Pb = aspal, persen dari berat total campuran Gmm = berat jenis maksimum campuran (tidak ada rongga udara), ASTM D 2041 Gb = berat jenis aspal Catatan : Volume aspal yang terserap oleh agregat umumnya lebih kecil dari volume air yang terserap. Besarnya Berat Jenis Efektif agregat harus diantara Berat jenis Curah dan Semu agregat.
n
n
nsb
GP
GP
GP
PPPG+++
=+++
.......2
2
1
1
21 .....
GbPb
GmmPmm
PbPmmGse−
−=
84 dari 197
Berat Jenis Semu (Gsa) dihitung dengan formula :
Dengan pengertian : Gsa = Berat Jenis Semu total agregat P1, P2, Pn = persentase dalam berat agregat 1, 2, n G1, G2, Gn = berat jenis Semu agregat 1, 2, n.
c) Berat jenis Maksimum dari campuran dengan perbedaan kadar aspal
Pada perencanaan campuran dengan suatu agregat tertentu Berat jenis maksimum Gmm, untuk kadar aspal yang berbeda diperlukan untuk menghitung persentase rongga udara masing-masing kadar aspal. Berat Jenis Maksimum dapat dihitung dengan persamaan sbb. :
Dengan pengertian : Gmm = Berat Jenis maksimum campuran (tidak ada rongga udara) Pmm = Campuran lepas total, persentase terhadap berat total campuran = 100 % Ps = agregat, persen berat total campuran Pb = aspal, persen berat total campuran Gse = Berat jenis efektif agregat Gb = Berat jenis aspal
d) Penyerapan aspal Penyerapan aspal tidak dinyatakan dalam persentase berat total campuran tetapi dinyatakan sebagai persentase berat agregat. Penyerapan aspal dapat dihitung dengan persamaan sebagai berikut :
Dengan pengertian : Pba = aspal yang terserap, persen berat agregat Gse = Berat Jenis efektif agregat Gsb = Berat Jenis curah agregat Gb = Berat Jenis aspal
n
n
nsa
GP
GP
GP
PPPG+++
=+++
.......2
2
1
1
21 .....
GbPb
GsePsPmmGmm+
=
GbGseGsbGsbGsePba )
*)(100 −
=
85 dari 197
e) Kadar aspal efektif campuran Kadar aspal efektif campuran adalah kadar aspal total dikurangi besarnya jumlah aspal yang meresap kedalam partikel agregat. Persamaan untuk perhitungan adalah sbb. :
Dengan pengertian :
Pbe = kadar aspal efektif, percen berat total campuran Ps = agregat, percen berat total campuran Pb = aspal, percen berat total campuran Pba = aspal yang terserap, percen berat total campuran
f) Persen VMA pada campuran aspal panas padat Rongga dalam mineral agregat , VMA, adalah rongga antar partikel agregat pada campuran padat termasuk rongga udara dan kadar aspal efektif, dinyatakan dalam persen volume total. VMA dihitung berdasarkan Berat Jenis agregat curah (bulk) dan dinyatakan dalam persentase dari volume curah campuran padat.
Jika komposisi campuran ditentukan sebagai persen berat dari campuran total, maka VMA dihitung dengan persamaan sbb. :
Dengan pengertian : VMA = Rongga dalam agregat mineral (persen volume curah) Gsb =Berat Jenis curah agregat Ps = agregat, persen berat total campuran Gmb = berat jenis curah campuran padat (ASTM D 2726) Atau , jika komposisi campuran ditentukan sebagai persen berat agregat, maka VMA dihitung dengan persamaan sbb. :
Dengan pengertian : Pb = aspal, persen berat agregat Gmb = Berat jenis curah campuran padat Gsb =Berat Jenis curah agregat
g) Perhitungan rongga udara dalam campuran padat Rongga udara, Pa, dalam campuran padat terdiri atas ruang-ruang kecil antara partikel agregat terselimuti aspal. Rongga udara dihitung dengan persamaan sbb. :
PsPbaPbPbe )100
(−=
)*(100Gsb
PsGmbVMA −=
100100
100100Pb
xGsbGmbVMA
+−=
86 dari 197
Dengan pengertian : Pa = rongga udara dalam campuran padat, persen dari total volume Gmm = Berat Jenis maksimum campuran (tidak ada rongga udara) Gmb = berat jenis curah campuran padat
h) Persen VFA (sering disebut VFB) dalam campuran padat Rongga udara terisi aspal, VFA, merupakan persentase rongga antar agregat partikel (VMA) yang terrisi aspal. VFA, tidak termasuk aspal yang terserap agregat, dihitung dengan persamaan sbb. :
Dengan pengertian : VFA = Rongga terisi aspal, persen dari VMA VMA = Rongga dalam agregate mineral (persen volume curah) Pa = rongga udara dalam campuran padat, persen
6.3 Pengujian bahan jadi
6.3.1 Sampling and testing
Pengambilan contoh dan pengujian merupakan dua hal yang sangat penting dalam fungsi pengendalian mutu. Data dari pengujian ini merupakan alat untuk menilai kualitas produksi apakah memenuhi syarat atau tidak. Dengan alasan ini, pengambilan contoh dan prosedur pengujian harus dilakukan dengan hati-hati dan benar. Salah satu kesalahan yang besar dalam menguji material adalah kegagalan untuk mengambil contoh yang mewakili. Akurasi pengujian analisis gradasi adalah dari perencanaan campuran panas dan pengujian mutu yang baik. Perubahan yang menyolok pada gradasi akan menimbulkan beberapa perubahan karakteristik dari campuran, seperti penurunan atau kelebihan kadar aspal, stabilitas dan lain-lain. Benda uji padat lapangan berguna sekali sebagai kontrol pemadatan oleh mesin pemadat atau untuk mengecek sifat dari campuran padat. Pengujian extraksi mengukur kadar aspal dan menyiapkan agregat untuk analisa gradasi. Hal ini adalah sebagai pengecekan akhir pada produksi campuran aspal panas.
GmmGmbGmmPa −
= 100
VMAPaVMAVFA )(100 −
=
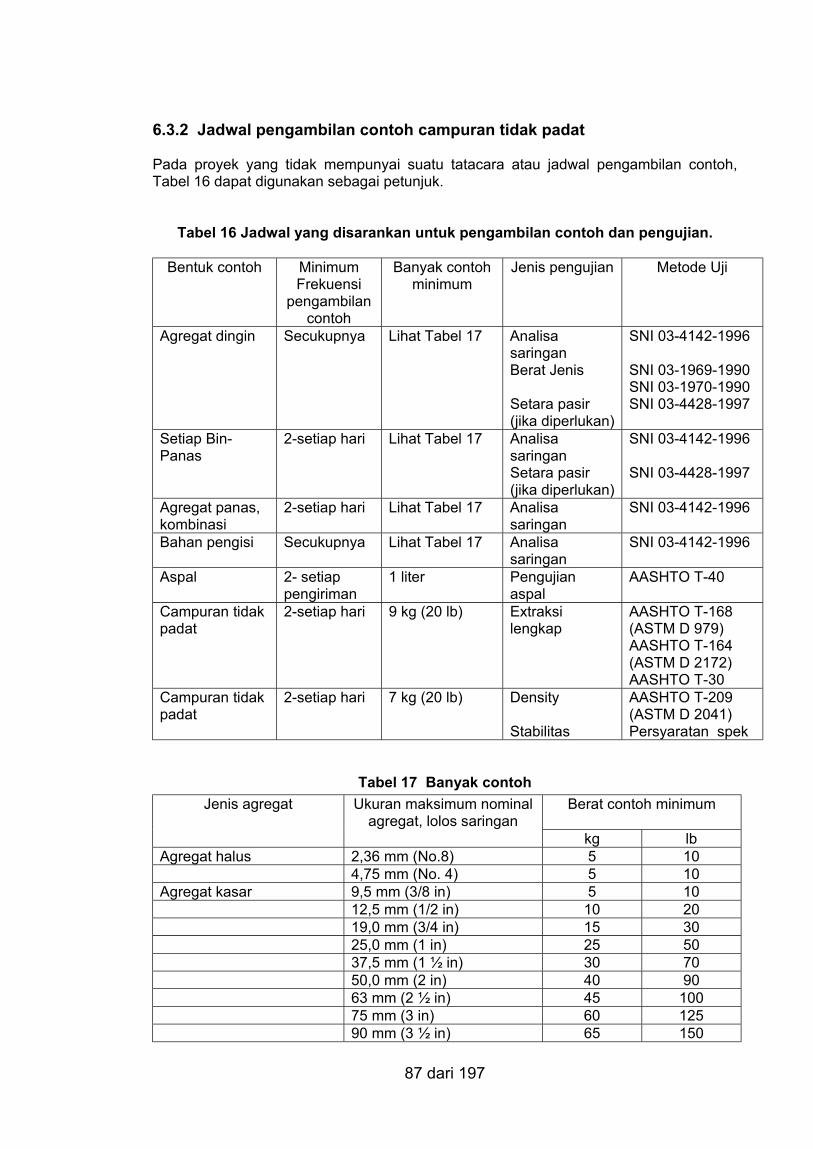
87 dari 197
6.3.2 Jadwal pengambilan contoh campuran tidak padat Pada proyek yang tidak mempunyai suatu tatacara atau jadwal pengambilan contoh, Tabel 16 dapat digunakan sebagai petunjuk.
Tabel 16 Jadwal yang disarankan untuk pengambilan contoh dan pengujian.
Bentuk contoh Minimum Frekuensi
pengambilan contoh
Banyak contoh minimum
Jenis pengujian Metode Uji
Agregat dingin Secukupnya Lihat Tabel 17 Analisa saringan Berat Jenis Setara pasir (jika diperlukan)
SNI 03-4142-1996 SNI 03-1969-1990 SNI 03-1970-1990 SNI 03-4428-1997
Setiap Bin-Panas
2-setiap hari Lihat Tabel 17 Analisa saringan Setara pasir (jika diperlukan)
SNI 03-4142-1996 SNI 03-4428-1997
Agregat panas, kombinasi
2-setiap hari Lihat Tabel 17 Analisa saringan
SNI 03-4142-1996
Bahan pengisi Secukupnya Lihat Tabel 17 Analisa saringan
SNI 03-4142-1996
Aspal 2- setiap pengiriman
1 liter Pengujian aspal
AASHTO T-40
Campuran tidak padat
2-setiap hari 9 kg (20 lb) Extraksi lengkap
AASHTO T-168 (ASTM D 979) AASHTO T-164 (ASTM D 2172) AASHTO T-30
Campuran tidak padat
2-setiap hari 7 kg (20 lb) Density Stabilitas
AASHTO T-209 (ASTM D 2041) Persyaratan spek
Tabel 17 Banyak contoh Berat contoh minimum
Jenis agregat Ukuran maksimum nominal
agregat, lolos saringan kg lb
Agregat halus 2,36 mm (No.8) 5 10 4,75 mm (No. 4) 5 10 Agregat kasar 9,5 mm (3/8 in) 5 10 12,5 mm (1/2 in) 10 20 19,0 mm (3/4 in) 15 30 25,0 mm (1 in) 25 50 37,5 mm (1 ½ in) 30 70 50,0 mm (2 in) 40 90 63 mm (2 ½ in) 45 100 75 mm (3 in) 60 125 90 mm (3 ½ in) 65 150
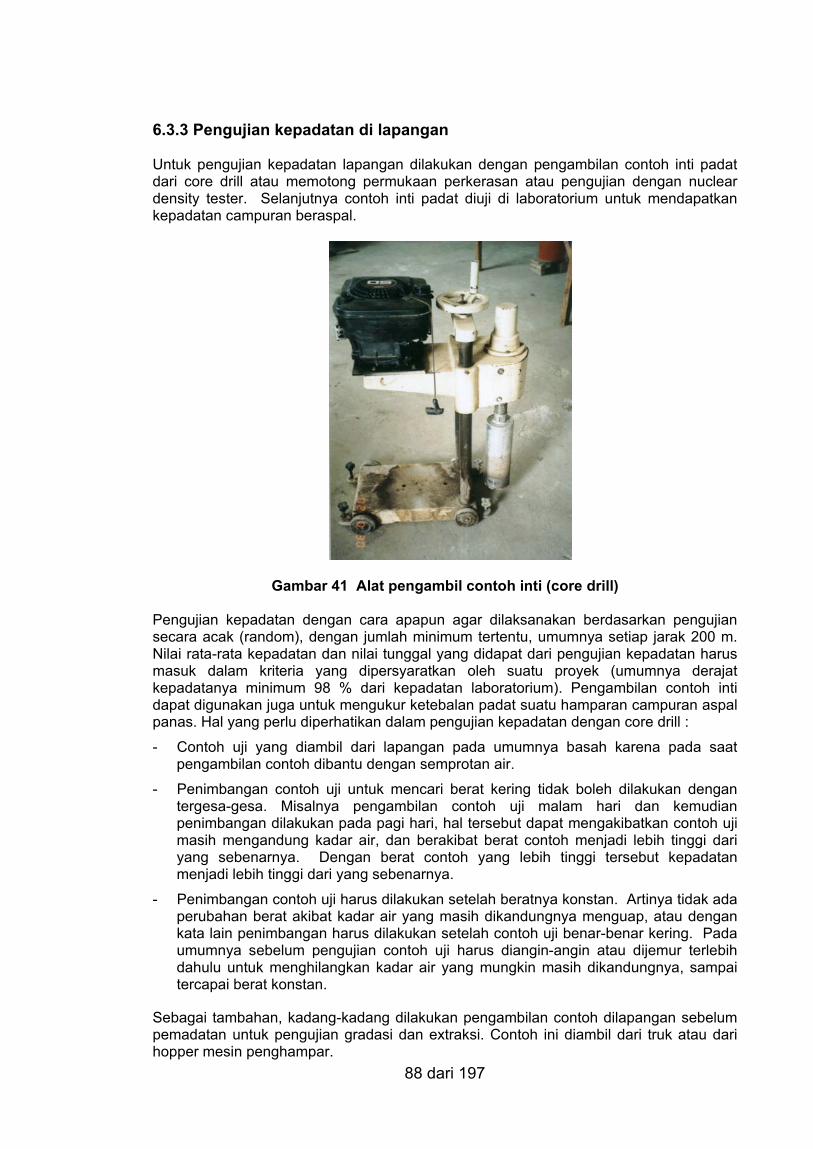
88 dari 197
6.3.3 Pengujian kepadatan di lapangan Untuk pengujian kepadatan lapangan dilakukan dengan pengambilan contoh inti padat dari core drill atau memotong permukaan perkerasan atau pengujian dengan nuclear density tester. Selanjutnya contoh inti padat diuji di laboratorium untuk mendapatkan kepadatan campuran beraspal.
Gambar 41 Alat pengambil contoh inti (core drill)
Pengujian kepadatan dengan cara apapun agar dilaksanakan berdasarkan pengujian secara acak (random), dengan jumlah minimum tertentu, umumnya setiap jarak 200 m. Nilai rata-rata kepadatan dan nilai tunggal yang didapat dari pengujian kepadatan harus masuk dalam kriteria yang dipersyaratkan oleh suatu proyek (umumnya derajat kepadatanya minimum 98 % dari kepadatan laboratorium). Pengambilan contoh inti dapat digunakan juga untuk mengukur ketebalan padat suatu hamparan campuran aspal panas. Hal yang perlu diperhatikan dalam pengujian kepadatan dengan core drill :
- Contoh uji yang diambil dari lapangan pada umumnya basah karena pada saat pengambilan contoh dibantu dengan semprotan air.
- Penimbangan contoh uji untuk mencari berat kering tidak boleh dilakukan dengan tergesa-gesa. Misalnya pengambilan contoh uji malam hari dan kemudian penimbangan dilakukan pada pagi hari, hal tersebut dapat mengakibatkan contoh uji masih mengandung kadar air, dan berakibat berat contoh menjadi lebih tinggi dari yang sebenarnya. Dengan berat contoh yang lebih tinggi tersebut kepadatan menjadi lebih tinggi dari yang sebenarnya.
- Penimbangan contoh uji harus dilakukan setelah beratnya konstan. Artinya tidak ada perubahan berat akibat kadar air yang masih dikandungnya menguap, atau dengan kata lain penimbangan harus dilakukan setelah contoh uji benar-benar kering. Pada umumnya sebelum pengujian contoh uji harus diangin-angin atau dijemur terlebih dahulu untuk menghilangkan kadar air yang mungkin masih dikandungnya, sampai tercapai berat konstan.
Sebagai tambahan, kadang-kadang dilakukan pengambilan contoh dilapangan sebelum pemadatan untuk pengujian gradasi dan extraksi. Contoh ini diambil dari truk atau dari hopper mesin penghampar.
89 dari 197
7. Pembuatan Formula Campuran Kerja (FCK)
7.1 Umum
Campuran beraspal panas terdiri atas kombinasi agregat, bahan pengisi (bila diperlukan) dan aspal yang dicampur secara panas pada temperatur tertentu. Komposisi bahan dalam campuran beraspal panas terlebih dahulu harus direncanakan sehingga setelah terpasang diperoleh perkerasan beraspal yang memenuhi kriteria :
a) Stabilitas yang cukup. Lapisan beraspal harus mampu mendukung beban lalu-lintas yang melewatinya tanpa mengalami deformasi permanen dan deformasi plastis selama umur rencana.
b) Durabilitas yang cukup. Lapisan beraspal mempunyai keawetan yang cukup akibat pengaruh cuaca dan beban lalu-lintas.
c) Kelenturan yang cukup. Lapisan beraspal harus mampu menahan lendutan akibat beban lalu-lintas tanpa mengalami retak.
d) Cukup kedap air. Lapisan beraspal cukup kedap air sehingga tidak ada rembesan air yang masuk ke lapis pondasi di bawahnya.
e) Kekesatan yang cukup. Kekesatan permukaan lapisan beraspal berhubungan erat dengan keselamatan pengguna jalan.
f) Ketahanan terhadap retak lelah (fatique). Lapisan beraspal harus mampu menahan beban berulang dari beban lalu-lintas selama umur rencana.
g) Kemudahan kerja. Campuran beraspal harus mudah dilaksanakan, mudah dihamparkan dan dipadatkan.
Untuk dapat memenuhi ketujuh kriteria tersebut, maka sebelum pekerjaan campuran beraspal dilaksanakan, perlu terlebih dahulu dibuat formula campuran kerja (FCK).
Pembuatan Formula Campuran Kerja (FCK) atau lebih dikenal dengan JMF (Job Mix Formula), meliputi penentuan proporsi dari beberapa fraksi agregat dengan aspal sedemikian rupa sehingga dapat memberikan kinerja perkerasan yang memenuhi syarat. Pembuatan campuran kerja dilakukan dengan beberapa tahapan dimulai dari penentuan gradasi agregat gabungan yang sesuai persyaratan dilanjutkan dengan membuat Formula Campuran Rencana (FCR) yang dilakukan di laboratorium. FCR dapat disetujui menjadi FCK apabila dari hasil percobaan pencampuran dan percobaan pemadatan di lapangan telah memenuhi persyaratan. Perencanaan campuran ini berlaku untuk jenis-jenis campuran Lapis tipis aspal pasir (Latasir), Lapis beton aspal (Laston) dan Lapis tipis aspal beton (Lataston)
7.2 Tahapan pembuatan Formula Campuran Kerja (FCK)
Tahap-tahap pembuatan campuran kerja (FCK) yang perlu dilakukan adalah sebagai berikut, secara skematik diperlihatkan pada Gambar 42 :
a) Evaluasi jenis campuran beraspal yang digunakan
b) Melakukan pengujian mutu aspal dan agregat dari tempat penyimpanan (stockpile)
c) Melakukan penyiapan peralatan laboratorium
d) Pembuatan FCR berdasarkan material dari stock pile atau bin dingin (cold bin), dengan kegiatan meliputi :
90 dari 197
- Melakukan pengujian gradasi agregat dan menentukan kombinasi beberapa fraksi agregat sehingga memenuhi spesifikasi gradasi yang ditentukan.
- Menentukan kadar aspal rencana perkiraan. - Melakukan pengujian Marshall dan volumetrik, rongga diantara agregat (VMA),
rongga dalam campuran (VIM) dan rongga terisi aspal (VFA) dengan kadar aspal yang bervariasi.
- Mengevaluasi hasil pengujian dan menentukan kadar aspal optimum dari campuran
e) Melakukan kalibrasi bukaan pintu bin dingin dan menentukan besarnya bukaan sesuai dengan proporsi yang telah diperoleh.
f) Melakukan pengambilan contoh agregat dari masing-masing bin panas dan selanjutnya melakukan pengujian gradasi agregat.
g) Pembuatan FCR berdasarkan material dari bin panas (hot bin). Dengan kegiatan meliputi :
- Melakukan pengujian gradasi agregat dan menentukan kombinasi beberapa fraksi agregat yang diambil dari bin panas. Gradasi campuran yang ditentukan harus sesuai dengan gradasi yang direncanakan berdasarkan material dari bin dingin (cold bin).
- Melakukan pengujian Marshall dan volumetrik (VMA, VIM dan VFA) untuk mengetahui karakteristik dari campuran beraspal dengan kadar aspal yang bervariasi.
- Mengevaluasi hasil pengujian dan menentukan kadar aspal optimum dari campuran
h) Melakukan percobaan pencampuran di unit pencampur aspal (AMP) dan mengevaluasinya.
i) Melakukan percobaan pemadatan di lapangan dan membandingkannya dengan kepadatan laboratorium serta mengevaluasinya.
j) Jika semua tahapan telah dilaksanakan dan telah memenuhi semua persyaratan, maka formula akhir tersebut disebut Formula Campuran Kerja (FCK). Jika ada salah satu persyaratan yang tidak terpenuhi maka langkah-langkah tersebut harus diulang.
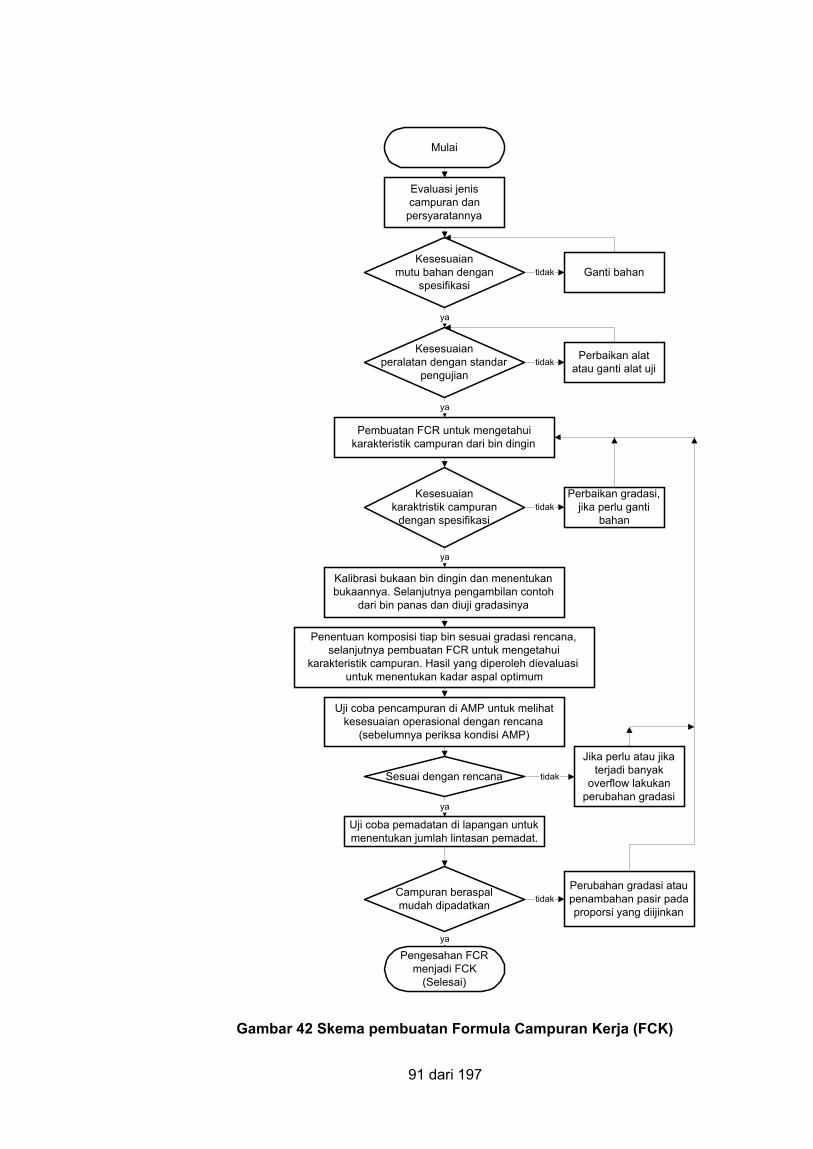
91 dari 197
Gambar 42 Skema pembuatan Formula Campuran Kerja (FCK)
Mulai
Evaluasi jeniscampuran dan
persyaratannya
Kesesuaianperalatan dengan standar
pengujian
Kesesuaianmutu bahan dengan
spesifikasi
Pembuatan FCR untuk mengetahuikarakteristik campuran dari bin dingin
Kesesuaiankaraktristik campuran
dengan spesifikasi
Kalibrasi bukaan bin dingin dan menentukanbukaannya. Selanjutnya pengambilan contoh
dari bin panas dan diuji gradasinya
Ganti bahan
Perbaikan alatatau ganti alat uji
Perbaikan gradasi,jika perlu ganti
bahan
Penentuan komposisi tiap bin sesuai gradasi rencana,selanjutnya pembuatan FCR untuk mengetahui
karakteristik campuran. Hasil yang diperoleh dievaluasiuntuk menentukan kadar aspal optimum
Uji coba pencampuran di AMP untuk melihatkesesuaian operasional dengan rencana
(sebelumnya periksa kondisi AMP)
Uji coba pemadatan di lapangan untukmenentukan jumlah lintasan pemadat.
Campuran beraspalmudah dipadatkan
Pengesahan FCRmenjadi FCK
(Selesai)
Perubahan gradasi ataupenambahan pasir padaproporsi yang diijinkan
ya
tidak
tidak
tidak
ya
Sesuai dengan rencana
Jika perlu atau jikaterjadi banyak
overflow lakukanperubahan gradasi
ya
tidak
ya
tidak
ya
92 dari 197
7.3 Jenis campuran beraspal yang digunakan
Dalam spesifikasi terdapat beberapa jenis campuran beraspal, yaitu Latasir (lapis Tipis Aspal Pasir), lataston (Lapis Tipis Aspal Beton) dan Laston (Lapis Aspal Beton), dalam perencanaan campuran kerja harus disesuaikan dengan kebutuhan dari perkerasan yang akan dipasang di lapangan. Penentuan jenis campuran beraspal yang digunakan dapat mempertimbangkan hal – hal sebagai berikut :
a) Lapis tipis aspal pasir (Latasir, HRSS) kelas A dan B
Campuran ini dimaksudkan untuk jalan dengan lalu-lintas ringan, terutama di daerah daerah dimana batu pecah sulit diperoleh, biasa digunakan untuk lapis permukaan. Pemilihan Latasir kelas A atau B tergantung pada gradasi pasir yang digunakan.
Campuran Latasir biasanya memerlukan tambahan bahan pengisi untuk memenuhi sifat-sifat campuran yang disyaratkan. Campuran jenis ini umumnya mempunyai daya tahan yang relatif rendah terhadap terjadinya alur, karena itu tidak dibenarkan dipasang dengan lapisan yang tebal, pada jalan dengan lalu-lintas berat atau pada daerah tanjakan.
b) Lapis tipis aspal beton (Lataston, HRS)
Lataston mempunyai persyaratan kekuatan yang sama dengan tipikal yang disyaratkan untuk aspal beton konvensional (Asphalt Concrete, AC) yang tidak bergradasi menerus. Terdapat dua jenis campuran Lataston yaitu untuk lapis permukaan (HRS-wearing course) dan Lataston untuk lapis pondasi (HRS-base). Ukuran maksimum untuk masing-masing jenis campuran Lataston adalah 19 mm (3/4 inci). Perbedaan keduanya adalah gradasi Lataston untuk lapis permukaan lebih halus dibandingkan gradasi lataston untuk lapis pondasi, yang akan menghasilkan Lataston untuk lapis permukaan mempunyai tekstur yang lebih halus dibandingkan Lataston untuk lapis pondasi. Lataston sebaiknya digunakan pada jalan dengan lalu-lintas ringan sampai sedang (< 1.000.000 SST). Gradasi agregat harus benar-benar senjang. Untuk memperolehnya, hampir selalu diperlukan gabungan antara pasir halus dengan batu pecah.
c) Lapis beton aspal (Laston, AC)
Laston (AC) yang umum dikenal terdiri dari tiga, yaitu AC-base, AC-WC1 (AC-binder), dan AC-WC2 (AC-WC). Ukuran butir maksimum ketiganya adalah berturut-turut, 11/2 inchi, 1 inchi, dan ¾ inci. Campuran laston lebih peka terhadap variasi kadar aspal dan variasi gradasi agregat dibandingkan dengan campuran untuk Lataston. Laston dapat digunakan untuk Lapis permukaan, lapis antara dan lapisan pondasi pada jalan dengan lalu-lintas ringan sampai lalu-lintas berat. Perbedaan utama dari masing-masing peruntukan tersebut adalah pada ukuran butir maksimum yang digunakan. Pemilihan ukuran butir maksimum disesuaikan dengan rencana tebal penghamparan, tebal hamparan padat minimum setebal 2 kali ukuran butir maksimum untuk menjamin tekstur permukaan dan ikatan antar butir yang baik. Untuk lapis permukaan diperlukan tekstur yang lebih rapat sehingga lebih kedap terhadap air dan memberi kekesatan yang cukup.
93 dari 197
7.4 Penyiapan bahan
Di dalam membuat rencana campuran, diperlukan pertimbangan-pertimbangan :
a) Bahan agregat yang digunakan untuk membuat campuran rencana awal diambil dari stockpile atau dari bin dingin. Khusus untuk AMP yang mempunyai bin panas, pembuatan FCR dilakukan dua tahap yaitu berdasarkan bahan dari bin dingin dan tahap kedua berdasarkan bahan dari bin panas. Hal ini dilakukan dengan pertimbangan agar produksi campuran beraspal panas menjadi efesien dan efektif. Apabila pembuatan FCR hanya dilakukan berdasarkan bahan dari bin panas akan menyebabkan aliran material dari bin dingin tidak berimbang. Akibatnya terjadi pelimpahan material (overflow) atau waktu yang diperlukan untuk menunggu di bin panas sampai gradasi yang direncanakan terpenuhi terlalu lama. Aliran material yang tidak seragam dapat juga menyebabkan temperatur campuran beraspal bervariasi.
b) Sebelum pekerjaan pembuatan campuran rencana dimulai di laboratorium, jumlah
agregat pecah dan pasir, sebaiknya sudah tersedia di lokasi pencampuran sekurang-kurangnya untuk 1 bulan produksi. Hal ini untuk menjamin tidak adanya perubahan gradasi dan sifat-sifat fisik agregat yang digunakan. Jika terjadi perubahan gradasi atau sifat-sifat fisik, harus dilakukan pembuatan FCK baru berdasarkan gradasi dan karakteristik agregat yang baru.
c) Dalam memilih sumber bahan agregat, perencana harus memperhitungkan
penyerapan agregat terhadap aspal. Karena itu diupayakan untuk menjamin bahwa agregat yang digunakan adalah agregat dengan tingkat penyerapan air yang rendah sehingga aspal yang terserap menjadi lebih kecil.
d) Agregat yang terdapat di pasaran dapat terdiri atas beberapa fraksi misalnya fraksi
kasar, fraksi sedang dan abu batu atau pasir alam. Pada umumnya fraksi kasar dan sedang dapat dikelompokan sebagai agregat kasar, sementara abu batu atau pasir sebagai agregat halus.
e) Agregat yang terdiri atas beberapa fraksi sering disebut sebagai batu pecah 2/3, batu
1/2, batu 1/1, pasir alam dan bahan pengisi (filler). Nama-nama tersebut biasanya hanya digunakan sebagai nama bahan di lokasi penimbunan yang akan dipasok ke tempat pekerjaan.
Terdapat ketentuan-ketentuan yang harus dipenuhi untuk bahan campuran aspal panas sehingga diperoleh campuran rencana yang memenuhi persyaratan (secara lebih rinci diuraikan dalam spesifikasi), ketentuan tersebut antara lain :
a) Agregat Sebelum dilakukan perencanaan campuran beraspal, terlebih dahulu harus dilakukan pengujian:
- Analisa saringan agregat halus dan kasar (SNI 03 – 1968 – 1990) - Keausan terhadap abrasi dengan mesin Los Angeles (SNI–03-2417-1991) - Pelekatan agregat terhadap aspal (SNI-03-2439-1991) - Nilai setara pasir untuk agregat halus (Pd M-03-1996-03) - Angularitas untuk agregat kasar dan agregat halus - Dan lainnya sesuai dengan spesifikasi.
94 dari 197
Penjelasan secara ringkas dari masing-masing pengujian agregat diuraikan pada Pasal 6.
Setelah seluruh persyaratan terpenuhi barulah dilakukan pembuatan campuran rencana, untuk terjaminnya persyaratan dapat terpenuhi perlu dipertimbangkan ketentuan-ketentuan berikut:
1) Seluruh analisis saringan agregat termasuk bahan pengisi harus diuji dengan cara basah untuk menjamin ketelitian proporsi agregat.
2) Penentuan proporsi agregat dalam campuran agar sesuai dengan spesifikasi dapat dimulai dengan pendekatan keadaan di antara titik kontrol gradasi sedemikian rupa sehingga gradasi berada di antara titik kontrol, atau pendekatan terhadap tengah-tengah spesifikasi gradasi yang disyaratkan.
3) Perbedaan berat jenis antara agregat kasar dan agregat halus tidak boleh lebih dari 0,2. Bila terdapat perbedaan maka harus dilakukan koreksi sehingga target gradasi dapat terpenuhi. Koreksi tersebut perlu dilakukan karena standar umum perbandingan proporsi agregat adalah berdasarkan perbandingan berat bukan volume, sehingga nilai berat jenisnya harus berdekatan.
4) Fraksi agregat kasar untuk perencanaan ini adalah agregat yang tertahan di atas saringan 2,36 mm (No.8). Sementara yang lolos disebut sebagai fraksi agregat halus.
5) Agregat halus dari masing-masing sumber harus terdiri atas pasir alam dan atau hasil permecah batu (stone crusher).
6) Agregat halus hasil pemecah batu dan pasir alam harus ditimbun dalam cadangan terpisah dari agregat kasar serta dilindungi terhadap hujan dan pengaruh air lainnya.
7) Bahan pengisi harus terdiri atas bahan yang lolos saringan ukuran 0,28 mm atau No.50. Bahan yang lolos saringan tersebut paling sedikit 95%.
8) Bahan pengisi harus kering dan bebas dari gumpalan-gumpalan lempung/lanau, dan bila diuji dengan cara basah sesuai dengan SNI 03-3416-1994 harus tidak kurang dari 75% (dianjurkan tidak kurang dari 85%) lolos saringan 0,075 mm.
9) Kapur tohor dapat digunakan sebagai bahan pengisi dengan proporsi maksimum 1 % terhadap berat total campuran.
b) Aspal keras
Sebelum dilakukan perencanaan campuran beraspal, terlebih dahulu harus dilakukan pengujian:
- Penetrasi (SNI 06– 2456 – 1991) - Titik lembek (SNI 06– 2434 – 1991) - Daktilitas (SNI 06– 2432 – 1991) - Titik nyala (AASHTO T 73-89) - Kelekatan terhadap agregat (SNI–03-2439-1991) - Kehilangan berat (SNI-06-2440-1991) - Dan lainnya sesuai dengan spesifikasi
Penjelasan secara ringkas dari masing-masing pengujian aspal diuraikan pada Pasal 6.
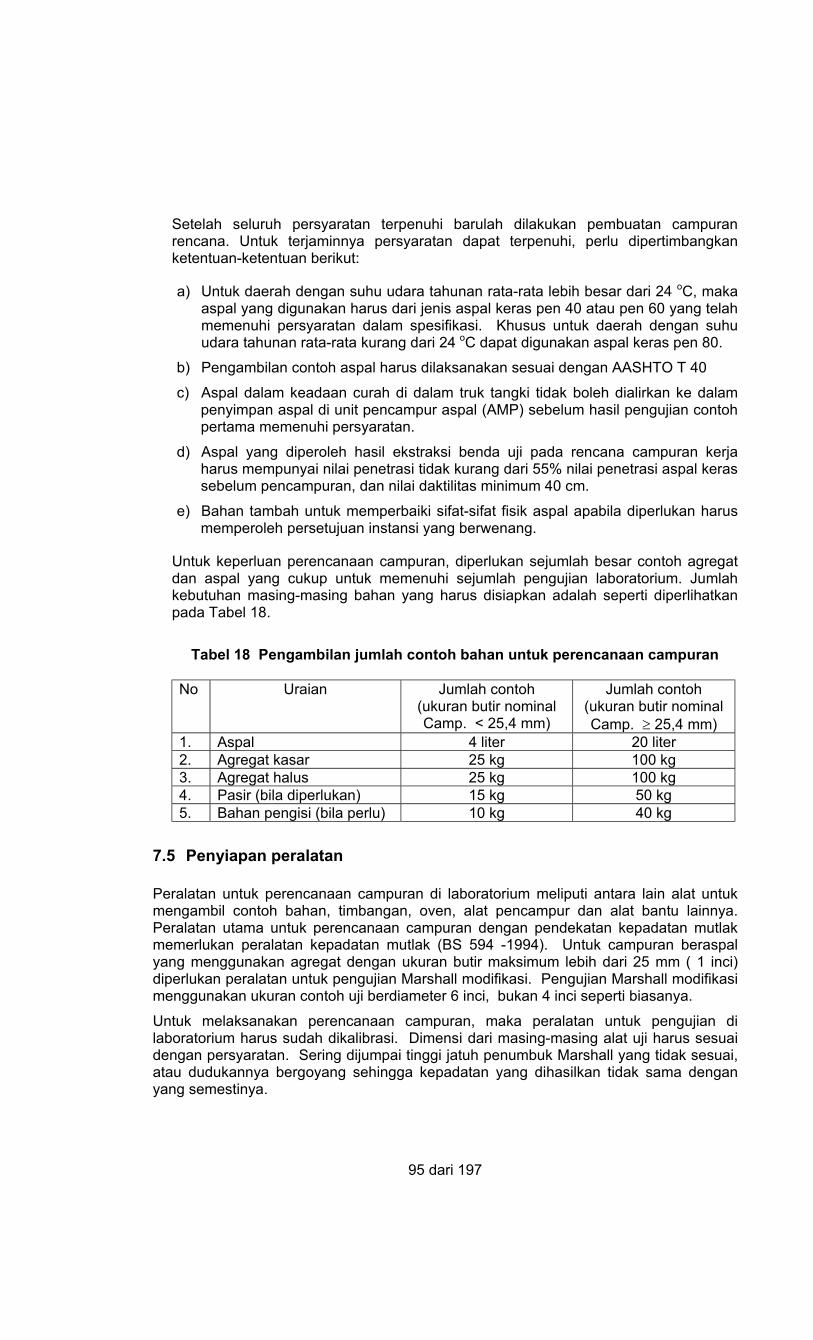
95 dari 197
Setelah seluruh persyaratan terpenuhi barulah dilakukan pembuatan campuran rencana. Untuk terjaminnya persyaratan dapat terpenuhi, perlu dipertimbangkan ketentuan-ketentuan berikut:
a) Untuk daerah dengan suhu udara tahunan rata-rata lebih besar dari 24 oC, maka aspal yang digunakan harus dari jenis aspal keras pen 40 atau pen 60 yang telah memenuhi persyaratan dalam spesifikasi. Khusus untuk daerah dengan suhu udara tahunan rata-rata kurang dari 24 oC dapat digunakan aspal keras pen 80.
b) Pengambilan contoh aspal harus dilaksanakan sesuai dengan AASHTO T 40
c) Aspal dalam keadaan curah di dalam truk tangki tidak boleh dialirkan ke dalam penyimpan aspal di unit pencampur aspal (AMP) sebelum hasil pengujian contoh pertama memenuhi persyaratan.
d) Aspal yang diperoleh hasil ekstraksi benda uji pada rencana campuran kerja harus mempunyai nilai penetrasi tidak kurang dari 55% nilai penetrasi aspal keras sebelum pencampuran, dan nilai daktilitas minimum 40 cm.
e) Bahan tambah untuk memperbaiki sifat-sifat fisik aspal apabila diperlukan harus memperoleh persetujuan instansi yang berwenang.
Untuk keperluan perencanaan campuran, diperlukan sejumlah besar contoh agregat dan aspal yang cukup untuk memenuhi sejumlah pengujian laboratorium. Jumlah kebutuhan masing-masing bahan yang harus disiapkan adalah seperti diperlihatkan pada Tabel 18.
Tabel 18 Pengambilan jumlah contoh bahan untuk perencanaan campuran
No Uraian Jumlah contoh
(ukuran butir nominal Camp. < 25,4 mm)
Jumlah contoh (ukuran butir nominal Camp. ≥ 25,4 mm)
1. Aspal 4 liter 20 liter 2. Agregat kasar 25 kg 100 kg 3. Agregat halus 25 kg 100 kg 4. Pasir (bila diperlukan) 15 kg 50 kg 5. Bahan pengisi (bila perlu) 10 kg 40 kg
7.5 Penyiapan peralatan
Peralatan untuk perencanaan campuran di laboratorium meliputi antara lain alat untuk mengambil contoh bahan, timbangan, oven, alat pencampur dan alat bantu lainnya. Peralatan utama untuk perencanaan campuran dengan pendekatan kepadatan mutlak memerlukan peralatan kepadatan mutlak (BS 594 -1994). Untuk campuran beraspal yang menggunakan agregat dengan ukuran butir maksimum lebih dari 25 mm ( 1 inci) diperlukan peralatan untuk pengujian Marshall modifikasi. Pengujian Marshall modifikasi menggunakan ukuran contoh uji berdiameter 6 inci, bukan 4 inci seperti biasanya.
Untuk melaksanakan perencanaan campuran, maka peralatan untuk pengujian di laboratorium harus sudah dikalibrasi. Dimensi dari masing-masing alat uji harus sesuai dengan persyaratan. Sering dijumpai tinggi jatuh penumbuk Marshall yang tidak sesuai, atau dudukannya bergoyang sehingga kepadatan yang dihasilkan tidak sama dengan yang semestinya.
96 dari 197
7.6 Pembuatan FCR berdasarkan agregat dari bin dingin Pembuatan rancangan campuran harus mengikuti ketentuan spesifikasi untuk menjamin agar anggapan-anggapan perencanaan mengenai kadar aspal, rongga udara, stabilitas, kelenturan dan keawetan dapat dipenuhi. Untuk perencanaan campuran beraspal panas dengan kepadatan mutlak, dapat dilakukan dengan langkah-langkah sebagai berikut dan diilustrasikan pada Gambar 43. a) Lakukan pemilihan gradasi agregat campuran dan lakukan penggabungan beberapa
fraksi agregat
b) Lakukan perkiraan kadar aspal rencana (Pb) dari persamaan:
Pb= 0,035(%CA) + 0,045(%FA) + 0,18(%FF) + konstanta
Dengan pengertian: Pb = kadar aspal rencana awal CA = agregat kasar FA = agregat halus FF = bahan pengisi (bila perlu)
Konstanta dengan nilai antara 0,5 – 1,0 untuk campuran Laston dan 2,0 –3,0 untuk campuran Lataston.
c) Lakukan percobaan uji Marshall sesuai SNI 06-2489-1991 sehingga diperoleh hasil sesuai persyaratan dengan ketentuan:
- Buat campuran pada kadar aspal di atas dan dua kadar di bawah nilai Pb dengan perbedaan masing-masing 0, 5%;
- Jika hasil perhitungan diperoleh 5,7% maka dibulatkan menjadi 5,5% dan buat contoh uji pada kadar aspal 5,5%, 6%, 6,5% dan 7% serta pada kadar aspal 5% dan 4,5%
d) Lakukan pengujian dengan alat Marshall sesuai SNI 06-2489-1991 untuk memperoleh stabilitas, kelelehan, hasil bagi Marshall persentase stabilitas sisa setelah perendaman. Pada umumnya prosedur dapat digambarkan mulai dari penimbangan bahan, pemanasan bahan di dalam oven, penambahan aspal ke dalam agregat yang telah dipanaskan dan pengadukan campuran agregat dan aspal dalam alat pencampur mekanis atau manual.
e) Secara paralel, lakukan pengujian untuk memperoleh berat jenis maksimum campuran (Gmm) pada kadar aspal tertentu dengan metode AASHTO T 209 dan hitung dengan menggunakan persamaan berat jenis efektif agregat pada kadar aspal lainnya. Kemudian hitung besaran volumetrik dari campuran, seperti rongga di antara mineral agregat (VMA) dan rongga dalam campuran (VIM) dan rongga terisi aspal (VFA).
f) Untuk mencari nilai VIM pada kepadatan mutlak, buat tiga contoh uji tambahan dengan kadar aspal, satu kadar aspal pada VIM 6% (jika persyaratan VIM pada kepadatan mutlak minimum 3 %) dan dua kadar aspal terdekat yang memberikan VIM di atas dan di bawah 6% dengan perbedaan kadar aspal masing-masing 0,5%. Padatkan sampai mencapai kepadatan mutlak.
g) Gambarkan grafik hubungan antara kadar aspal dengan hasil pengujian : - Kepadatan - Stabilitas - Kelelehan
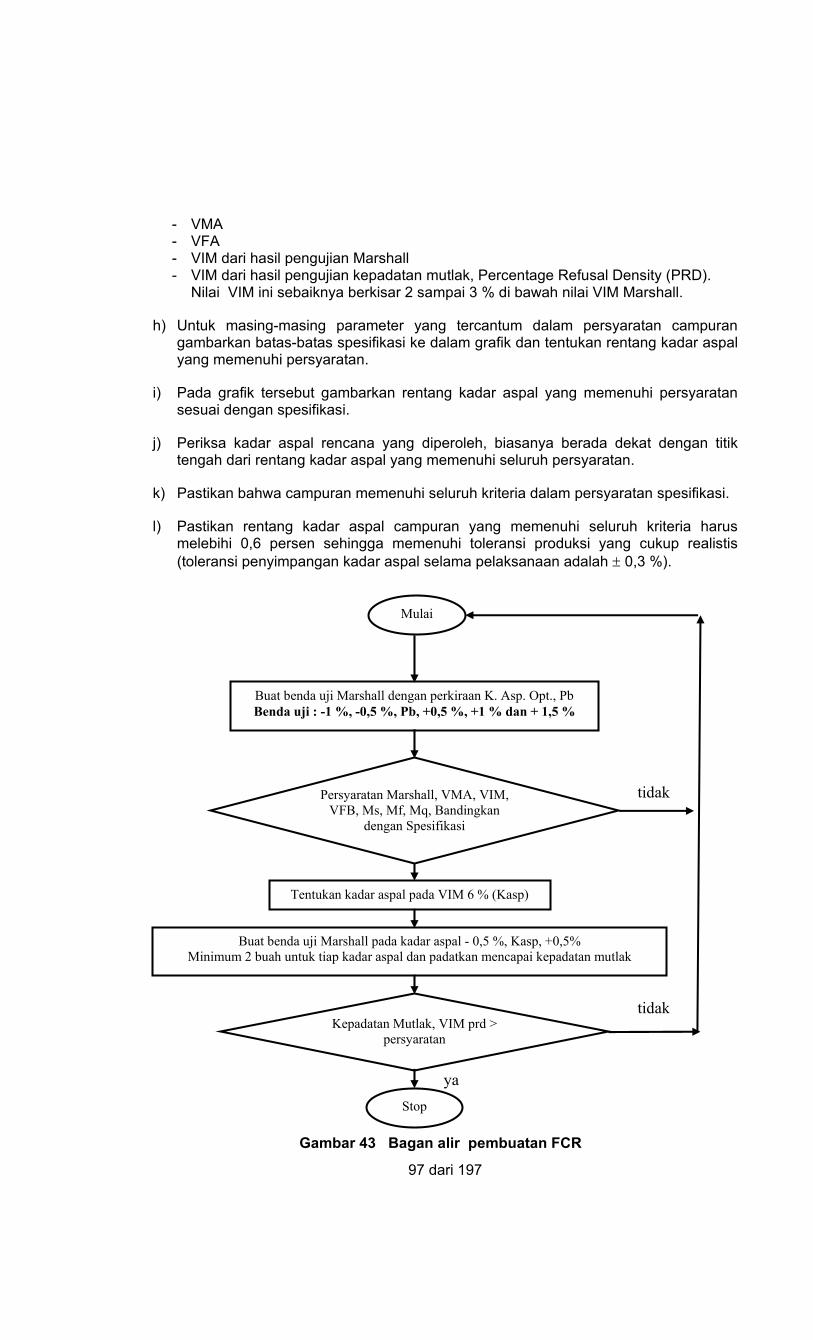
97 dari 197
- VMA - VFA - VIM dari hasil pengujian Marshall - VIM dari hasil pengujian kepadatan mutlak, Percentage Refusal Density (PRD).
Nilai VIM ini sebaiknya berkisar 2 sampai 3 % di bawah nilai VIM Marshall.
h) Untuk masing-masing parameter yang tercantum dalam persyaratan campuran gambarkan batas-batas spesifikasi ke dalam grafik dan tentukan rentang kadar aspal yang memenuhi persyaratan.
i) Pada grafik tersebut gambarkan rentang kadar aspal yang memenuhi persyaratan sesuai dengan spesifikasi.
j) Periksa kadar aspal rencana yang diperoleh, biasanya berada dekat dengan titik tengah dari rentang kadar aspal yang memenuhi seluruh persyaratan.
k) Pastikan bahwa campuran memenuhi seluruh kriteria dalam persyaratan spesifikasi.
l) Pastikan rentang kadar aspal campuran yang memenuhi seluruh kriteria harus melebihi 0,6 persen sehingga memenuhi toleransi produksi yang cukup realistis (toleransi penyimpangan kadar aspal selama pelaksanaan adalah ± 0,3 %).
tidak
tidak
ya
Gambar 43 Bagan alir pembuatan FCR
Persyaratan Marshall, VMA, VIM, VFB, Ms, Mf, Mq, Bandingkan
dengan Spesifikasi
Buat benda uji Marshall dengan perkiraan K. Asp. Opt., Pb Benda uji : -1 %, -0,5 %, Pb, +0,5 %, +1 % dan + 1,5 %
Tentukan kadar aspal pada VIM 6 % (Kasp)
Buat benda uji Marshall pada kadar aspal - 0,5 %, Kasp, +0,5% Minimum 2 buah untuk tiap kadar aspal dan padatkan mencapai kepadatan mutlak
Kepadatan Mutlak, VIM prd > persyaratan
Stop
Mulai
98 dari 197
7.6.1 Penggabungan agregat
Kombinasi gradasi agregat campuran dinyatakan dalam persen berat agregat harus memenuhi batas-batas gradasi agregat seperti tercantum dalam spesifikasi. Hubungan antara persen lolos saringan dan ukuran butir agregat (dalam skala logaritma) kemudian digambarkan.
Dalam memilih gradasi agregat gabungan, kecuali untuk gradasi Latasir dan Lataston, dikenal istilah Kurva Fuller, Titik Kontrol Gradasi dan Gradasi Zona Terbatas (zona yang dihindari). Untuk mendapatkan gradasi agregat campuran yang diinginkan, tentukan gradasi agregat yang cocok dengan memilih persentase yang sesuai dari masing-masing fraksi agregat. Berikut ini diberikan petunjuk cara pencampuran beberapa fraksi agregat untuk mendapatkan agregat yang diinginkan dengan jenis campuran yang berbeda.
a) Campuran Lataston
Untuk jenis Lataston, semakin halus gradasi (mendekati batas atas), maka Rongga dalam mineral Agregat (VMA) akan makin besar. Pasir halus yang dikombinasi dengan batu pecah harus mempunyai bahan yang lolos saringan No. 8 (2,36 mm) dan tertahan pada saringan No. 100 (600 mikron) sesedikit mungkin. Hal ini sangat penting karena bahan yang 'senjang' harus tidak lebih dari batas yang diberikan, yaitu disyaratkan agar minimum 80 % dari agregat yang lolos 2,36 mm harus lolos juga pada saringan 0,600 mm.
Jika jumlah bahan tersebut lebih besar dari yang ditentukan dalam kondisi 'senjang', maka VMA akan terlalu rendah sehingga campuran sulit mencapai VMA yang diinginkan.
b) Campuran Laston
Campuran Laston dapat dibuat mendekati batas atas titik kontrol gradasi atau di atas kurva Fuller, tetapi hal ini mungkin sulit untuk mencapai VMA yang disyaratkan. Karena itu lebih baik gradasi diarahkan memotong kurva Fuller mendekati saringan No. 4. (4,75 mm).
Gradasi agregat gabungan dengan menggunakan spesifikasi campuran beraspal panas dengan kepadatan mutlak harus memenuhi gradasi seperti disyaratkan dalam spesifikasi. Penggabungan gradasi agregat dalam campuran rencana dapat dilakukan dengan dua cara yaitu cara analitis dan cara grafis .
7.6.1.1 Penggabungan agregat dengan cara analitis
Kombinasi agregat dari beberapa fraksi dapat digabungkan dengan persamaan dasar:
P = Aa + Bb + Cc + ...
dengan pengertian : P = Persen lolos agregat campuran dengan ukuran tertentu A,B,C = Persen lolos agregat pada saringan masing-masing ukuran a,b,c , = Proporsi masing-masing agregat yang digunakan,dengan jumlah total 100%
Persen kombinasi masing-masing ukuran agregat harus mendekati persen yang diperlukan untuk kombinasi agregat. Gradasi campuran tidak boleh ke luar dari titik kontrol atau batas gradasi yang disyaratkan dan sedapat mungkin harus berada di
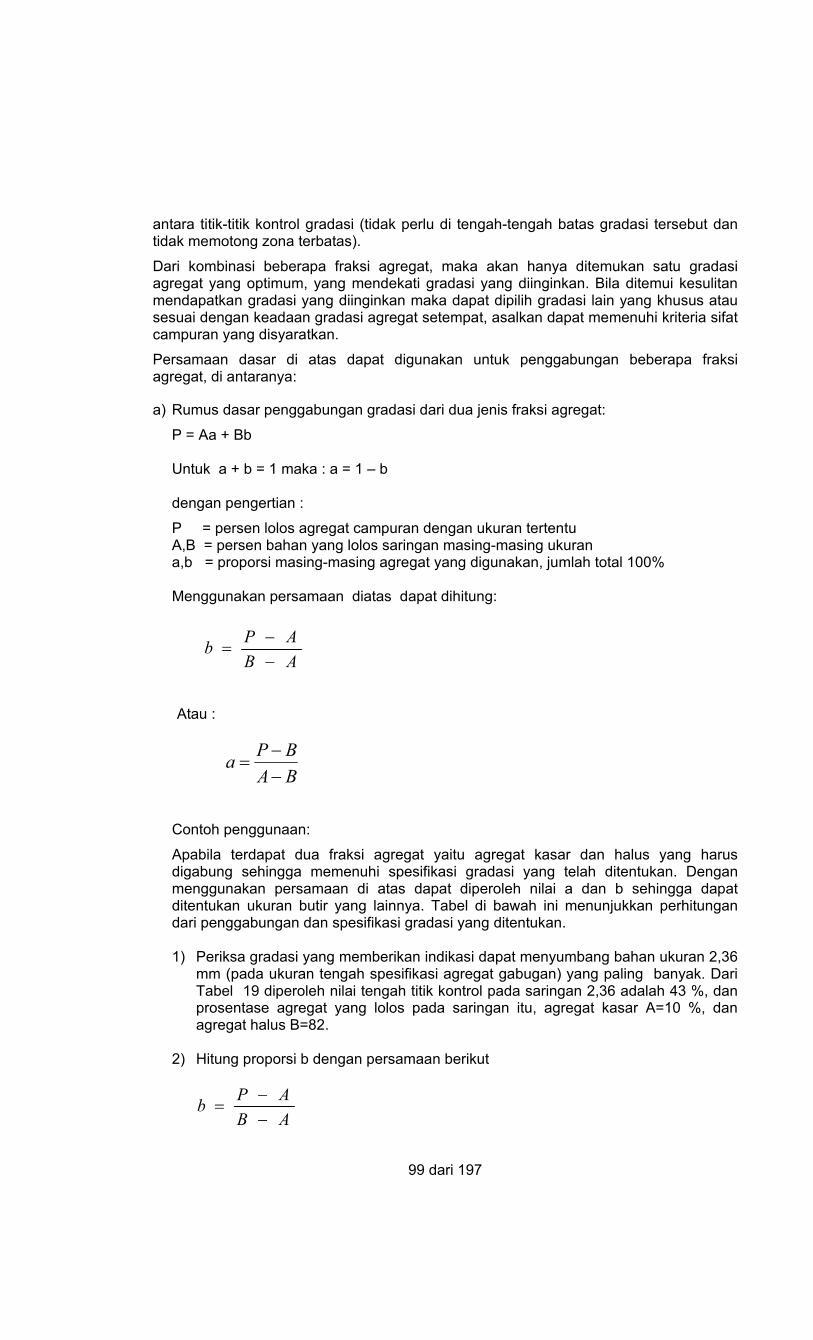
99 dari 197
antara titik-titik kontrol gradasi (tidak perlu di tengah-tengah batas gradasi tersebut dan tidak memotong zona terbatas).
Dari kombinasi beberapa fraksi agregat, maka akan hanya ditemukan satu gradasi agregat yang optimum, yang mendekati gradasi yang diinginkan. Bila ditemui kesulitan mendapatkan gradasi yang diinginkan maka dapat dipilih gradasi lain yang khusus atau sesuai dengan keadaan gradasi agregat setempat, asalkan dapat memenuhi kriteria sifat campuran yang disyaratkan. Persamaan dasar di atas dapat digunakan untuk penggabungan beberapa fraksi agregat, di antaranya:
a) Rumus dasar penggabungan gradasi dari dua jenis fraksi agregat:
P = Aa + Bb Untuk a + b = 1 maka : a = 1 – b dengan pengertian :
P = persen lolos agregat campuran dengan ukuran tertentu A,B = persen bahan yang lolos saringan masing-masing ukuran a,b = proporsi masing-masing agregat yang digunakan, jumlah total 100% Menggunakan persamaan diatas dapat dihitung:
Atau :
Contoh penggunaan:
Apabila terdapat dua fraksi agregat yaitu agregat kasar dan halus yang harus digabung sehingga memenuhi spesifikasi gradasi yang telah ditentukan. Dengan menggunakan persamaan di atas dapat diperoleh nilai a dan b sehingga dapat ditentukan ukuran butir yang lainnya. Tabel di bawah ini menunjukkan perhitungan dari penggabungan dan spesifikasi gradasi yang ditentukan. 1) Periksa gradasi yang memberikan indikasi dapat menyumbang bahan ukuran 2,36
mm (pada ukuran tengah spesifikasi agregat gabugan) yang paling banyak. Dari Tabel 19 diperoleh nilai tengah titik kontrol pada saringan 2,36 adalah 43 %, dan prosentase agregat yang lolos pada saringan itu, agregat kasar A=10 %, dan agregat halus B=82.
2) Hitung proporsi b dengan persamaan berikut
ABAPb
−−
=
..BABPa
−−
=
ABAPb
−−
=
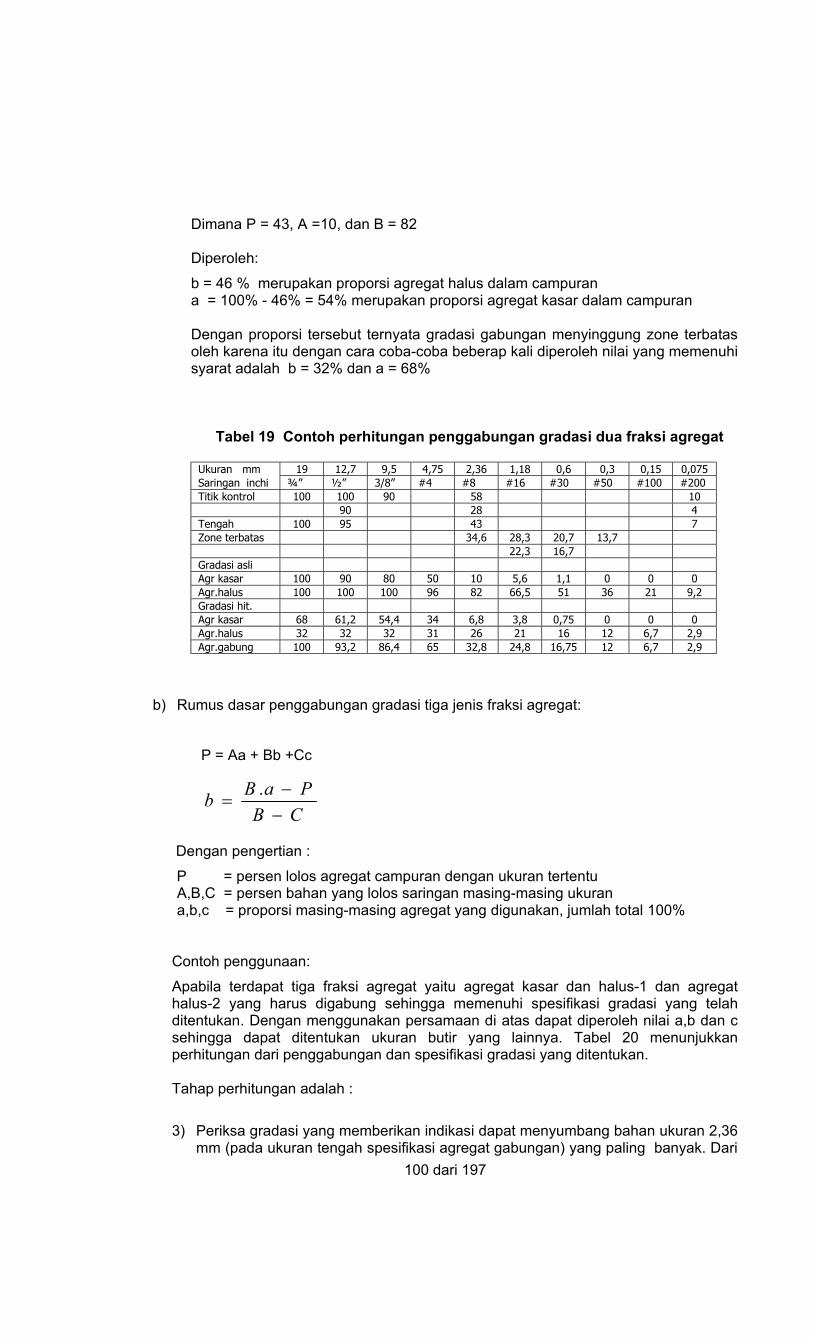
100 dari 197
Dimana P = 43, A =10, dan B = 82 Diperoleh:
b = 46 % merupakan proporsi agregat halus dalam campuran a = 100% - 46% = 54% merupakan proporsi agregat kasar dalam campuran Dengan proporsi tersebut ternyata gradasi gabungan menyinggung zone terbatas oleh karena itu dengan cara coba-coba beberap kali diperoleh nilai yang memenuhi syarat adalah b = 32% dan a = 68%
Tabel 19 Contoh perhitungan penggabungan gradasi dua fraksi agregat
Ukuran mm 19 12,7 9,5 4,75 2,36 1,18 0,6 0,3 0,15 0,075 Saringan inchi ¾” ½” 3/8” #4 #8 #16 #30 #50 #100 #200 Titik kontrol 100 100 90 58 10 90 28 4 Tengah 100 95 43 7 Zone terbatas 34,6 28,3 20,7 13,7 22,3 16,7 Gradasi asli Agr kasar 100 90 80 50 10 5,6 1,1 0 0 0 Agr.halus 100 100 100 96 82 66,5 51 36 21 9,2 Gradasi hit. Agr kasar 68 61,2 54,4 34 6,8 3,8 0,75 0 0 0 Agr.halus 32 32 32 31 26 21 16 12 6,7 2,9 Agr.gabung 100 93,2 86,4 65 32,8 24,8 16,75 12 6,7 2,9
b) Rumus dasar penggabungan gradasi tiga jenis fraksi agregat:
P = Aa + Bb +Cc
Dengan pengertian :
P = persen lolos agregat campuran dengan ukuran tertentu A,B,C = persen bahan yang lolos saringan masing-masing ukuran a,b,c = proporsi masing-masing agregat yang digunakan, jumlah total 100%
Contoh penggunaan:
Apabila terdapat tiga fraksi agregat yaitu agregat kasar dan halus-1 dan agregat halus-2 yang harus digabung sehingga memenuhi spesifikasi gradasi yang telah ditentukan. Dengan menggunakan persamaan di atas dapat diperoleh nilai a,b dan c sehingga dapat ditentukan ukuran butir yang lainnya. Tabel 20 menunjukkan perhitungan dari penggabungan dan spesifikasi gradasi yang ditentukan.
Tahap perhitungan adalah :
3) Periksa gradasi yang memberikan indikasi dapat menyumbang bahan ukuran 2,36 mm (pada ukuran tengah spesifikasi agregat gabungan) yang paling banyak. Dari
CBPaBb
−−
=.
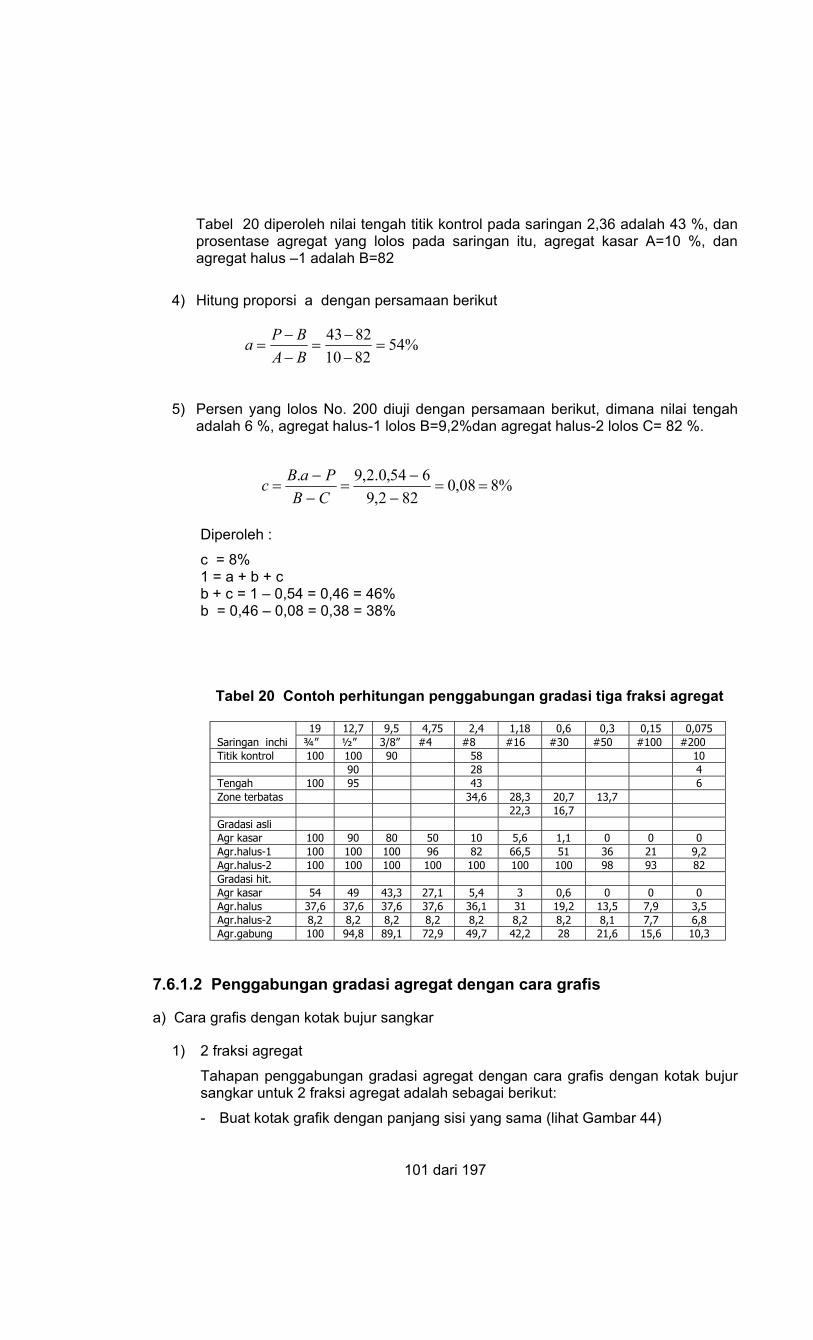
101 dari 197
Tabel 20 diperoleh nilai tengah titik kontrol pada saringan 2,36 adalah 43 %, dan prosentase agregat yang lolos pada saringan itu, agregat kasar A=10 %, dan agregat halus –1 adalah B=82
4) Hitung proporsi a dengan persamaan berikut
5) Persen yang lolos No. 200 diuji dengan persamaan berikut, dimana nilai tengah adalah 6 %, agregat halus-1 lolos B=9,2%dan agregat halus-2 lolos C= 82 %.
Diperoleh :
c = 8% 1 = a + b + c b + c = 1 – 0,54 = 0,46 = 46% b = 0,46 – 0,08 = 0,38 = 38%
Tabel 20 Contoh perhitungan penggabungan gradasi tiga fraksi agregat
19 12,7 9,5 4,75 2,4 1,18 0,6 0,3 0,15 0,075 Saringan inchi ¾” ½” 3/8” #4 #8 #16 #30 #50 #100 #200 Titik kontrol 100 100 90 58 10 90 28 4 Tengah 100 95 43 6 Zone terbatas 34,6 28,3 20,7 13,7 22,3 16,7 Gradasi asli Agr kasar 100 90 80 50 10 5,6 1,1 0 0 0 Agr.halus-1 100 100 100 96 82 66,5 51 36 21 9,2 Agr.halus-2 100 100 100 100 100 100 100 98 93 82 Gradasi hit. Agr kasar 54 49 43,3 27,1 5,4 3 0,6 0 0 0 Agr.halus 37,6 37,6 37,6 37,6 36,1 31 19,2 13,5 7,9 3,5 Agr.halus-2 8,2 8,2 8,2 8,2 8,2 8,2 8,2 8,1 7,7 6,8 Agr.gabung 100 94,8 89,1 72,9 49,7 42,2 28 21,6 15,6 10,3
7.6.1.2 Penggabungan gradasi agregat dengan cara grafis a) Cara grafis dengan kotak bujur sangkar
1) 2 fraksi agregat
Tahapan penggabungan gradasi agregat dengan cara grafis dengan kotak bujur sangkar untuk 2 fraksi agregat adalah sebagai berikut: - Buat kotak grafik dengan panjang sisi yang sama (lihat Gambar 44)
%5482108243
=−−
=−−
=BABPa
%808,0822,9
654,0.2,9.==
−−
=−−
=CBPaBc
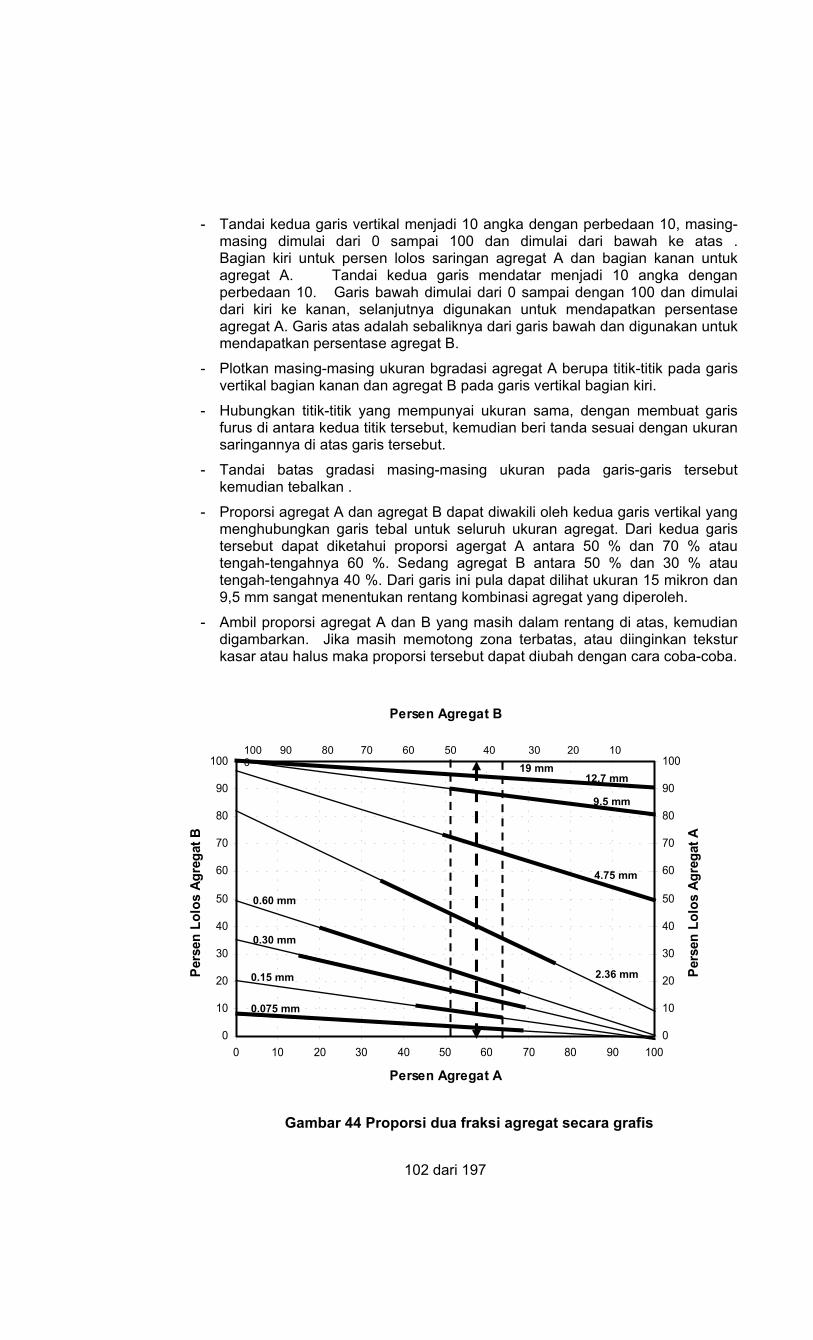
102 dari 197
- Tandai kedua garis vertikal menjadi 10 angka dengan perbedaan 10, masing-masing dimulai dari 0 sampai 100 dan dimulai dari bawah ke atas . Bagian kiri untuk persen lolos saringan agregat A dan bagian kanan untuk agregat A. Tandai kedua garis mendatar menjadi 10 angka dengan perbedaan 10. Garis bawah dimulai dari 0 sampai dengan 100 dan dimulai dari kiri ke kanan, selanjutnya digunakan untuk mendapatkan persentase agregat A. Garis atas adalah sebaliknya dari garis bawah dan digunakan untuk mendapatkan persentase agregat B.
- Plotkan masing-masing ukuran bgradasi agregat A berupa titik-titik pada garis vertikal bagian kanan dan agregat B pada garis vertikal bagian kiri.
- Hubungkan titik-titik yang mempunyai ukuran sama, dengan membuat garis furus di antara kedua titik tersebut, kemudian beri tanda sesuai dengan ukuran saringannya di atas garis tersebut.
- Tandai batas gradasi masing-masing ukuran pada garis-garis tersebut kemudian tebalkan .
- Proporsi agregat A dan agregat B dapat diwakili oleh kedua garis vertikal yang menghubungkan garis tebal untuk seluruh ukuran agregat. Dari kedua garis tersebut dapat diketahui proporsi agergat A antara 50 % dan 70 % atau tengah-tengahnya 60 %. Sedang agregat B antara 50 % dan 30 % atau tengah-tengahnya 40 %. Dari garis ini pula dapat dilihat ukuran 15 mikron dan 9,5 mm sangat menentukan rentang kombinasi agregat yang diperoleh.
- Ambil proporsi agregat A dan B yang masih dalam rentang di atas, kemudian digambarkan. Jika masih memotong zona terbatas, atau diinginkan tekstur kasar atau halus maka proporsi tersebut dapat diubah dengan cara coba-coba.
Gambar 44 Proporsi dua fraksi agregat secara grafis
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Persen Agregat A
Pers
en L
olos
Agr
egat
B
0
10
20
30
40
50
60
70
80
90
100
Persen Agregat BPe
rsen
Lol
os A
greg
at A
100 90 80 70 60 50 40 30 20 10 0
0.075 mm
0.15 mm
0.30 mm
0.60 mm
2.36 mm
4.75 mm
9.5 mm
12.7 mm 19 mm
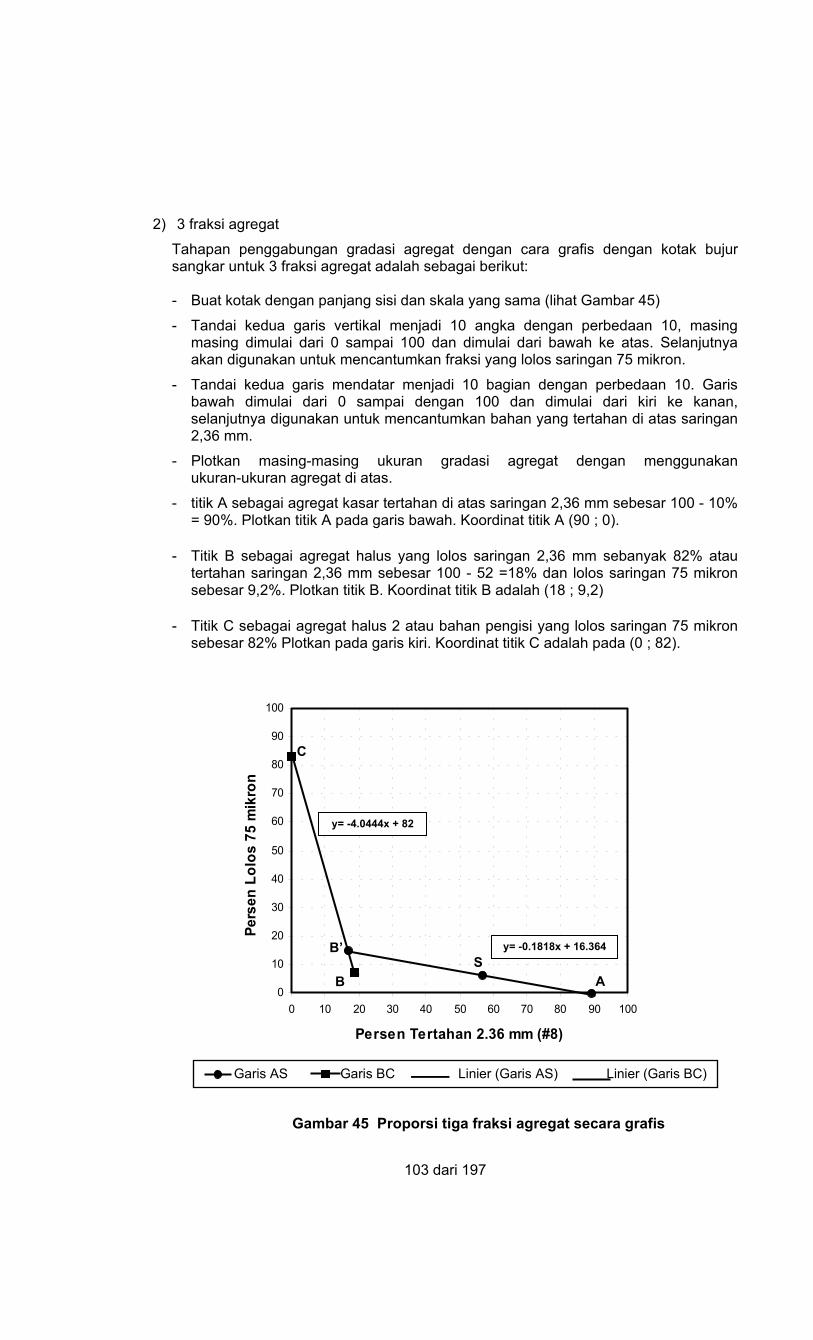
103 dari 197
2) 3 fraksi agregat Tahapan penggabungan gradasi agregat dengan cara grafis dengan kotak bujur sangkar untuk 3 fraksi agregat adalah sebagai berikut:
- Buat kotak dengan panjang sisi dan skala yang sama (lihat Gambar 45)
- Tandai kedua garis vertikal menjadi 10 angka dengan perbedaan 10, masing masing dimulai dari 0 sampai 100 dan dimulai dari bawah ke atas. Selanjutnya akan digunakan untuk mencantumkan fraksi yang lolos saringan 75 mikron.
- Tandai kedua garis mendatar menjadi 10 bagian dengan perbedaan 10. Garis bawah dimulai dari 0 sampai dengan 100 dan dimulai dari kiri ke kanan, selanjutnya digunakan untuk mencantumkan bahan yang tertahan di atas saringan 2,36 mm.
- Plotkan masing-masing ukuran gradasi agregat dengan menggunakan ukuran-ukuran agregat di atas.
- titik A sebagai agregat kasar tertahan di atas saringan 2,36 mm sebesar 100 - 10% = 90%. Plotkan titik A pada garis bawah. Koordinat titik A (90 ; 0).
- Titik B sebagai agregat halus yang lolos saringan 2,36 mm sebanyak 82% atau tertahan saringan 2,36 mm sebesar 100 - 52 =18% dan lolos saringan 75 mikron sebesar 9,2%. Plotkan titik B. Koordinat titik B adalah (18 ; 9,2)
- Titik C sebagai agregat halus 2 atau bahan pengisi yang lolos saringan 75 mikron sebesar 82% Plotkan pada garis kiri. Koordinat titik C adalah pada (0 ; 82).
Gambar 45 Proporsi tiga fraksi agregat secara grafis
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Persen Tertahan 2.36 mm (#8)
Pers
en L
olos
75
mik
ron
y= -4.0444x + 82
y= -0.1818x + 16.364
A B
C
B’ S
Garis AS Garis BC Linier (Garis AS) Linier (Garis BC)
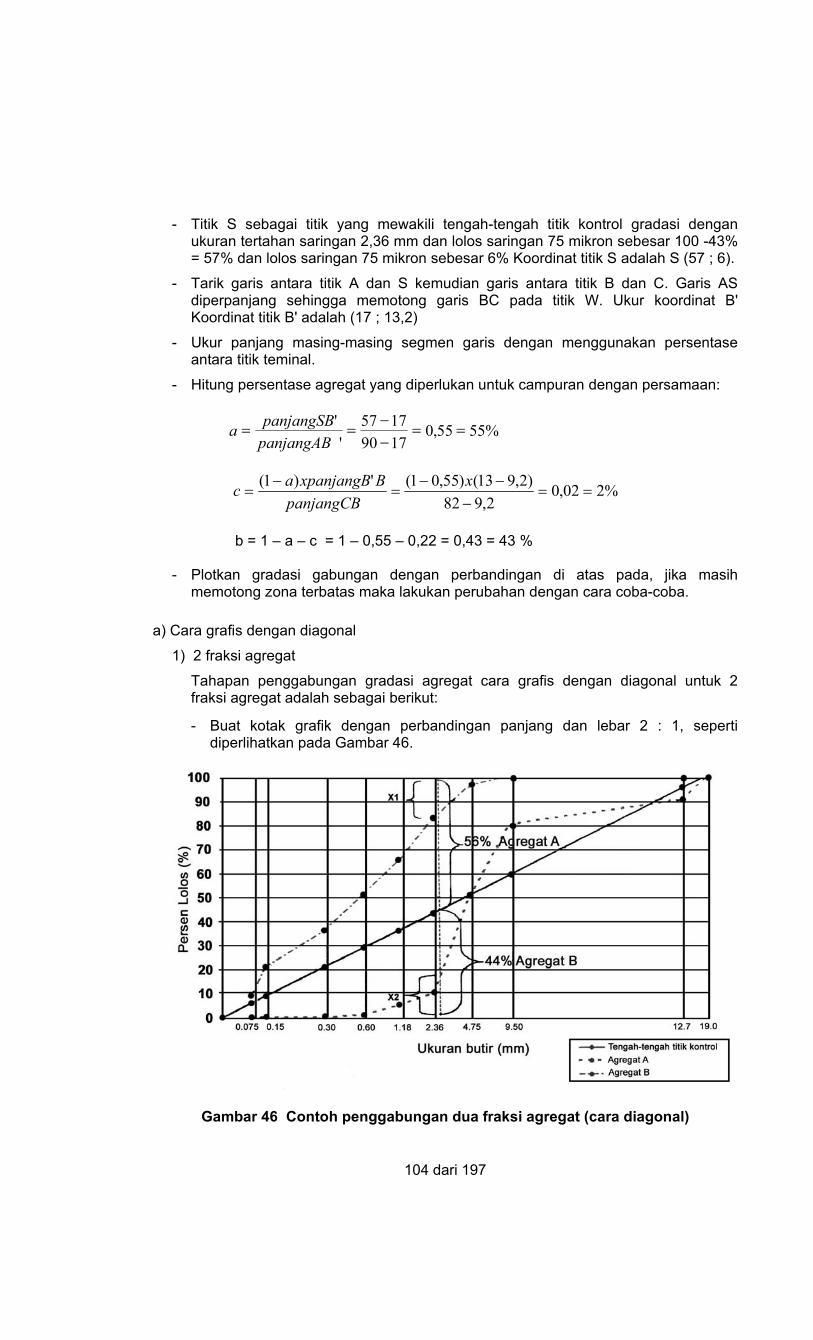
104 dari 197
- Titik S sebagai titik yang mewakili tengah-tengah titik kontrol gradasi dengan ukuran tertahan saringan 2,36 mm dan lolos saringan 75 mikron sebesar 100 -43% = 57% dan lolos saringan 75 mikron sebesar 6% Koordinat titik S adalah S (57 ; 6).
- Tarik garis antara titik A dan S kemudian garis antara titik B dan C. Garis AS diperpanjang sehingga memotong garis BC pada titik W. Ukur koordinat B' Koordinat titik B' adalah (17 ; 13,2)
- Ukur panjang masing-masing segmen garis dengan menggunakan persentase antara titik teminal.
- Hitung persentase agregat yang diperlukan untuk campuran dengan persamaan:
%5555,0
17901757
'' ==
−−
==panjangABpanjangSBa
%202,02,982
)2,913()55,01(')1(==
−−−
=−
=x
panjangCBBxpanjangBac
b = 1 – a – c = 1 – 0,55 – 0,22 = 0,43 = 43 %
- Plotkan gradasi gabungan dengan perbandingan di atas pada, jika masih memotong zona terbatas maka lakukan perubahan dengan cara coba-coba.
a) Cara grafis dengan diagonal
1) 2 fraksi agregat
Tahapan penggabungan gradasi agregat cara grafis dengan diagonal untuk 2 fraksi agregat adalah sebagai berikut:
- Buat kotak grafik dengan perbandingan panjang dan lebar 2 : 1, seperti diperlihatkan pada Gambar 46.
Gambar 46 Contoh penggabungan dua fraksi agregat (cara diagonal)
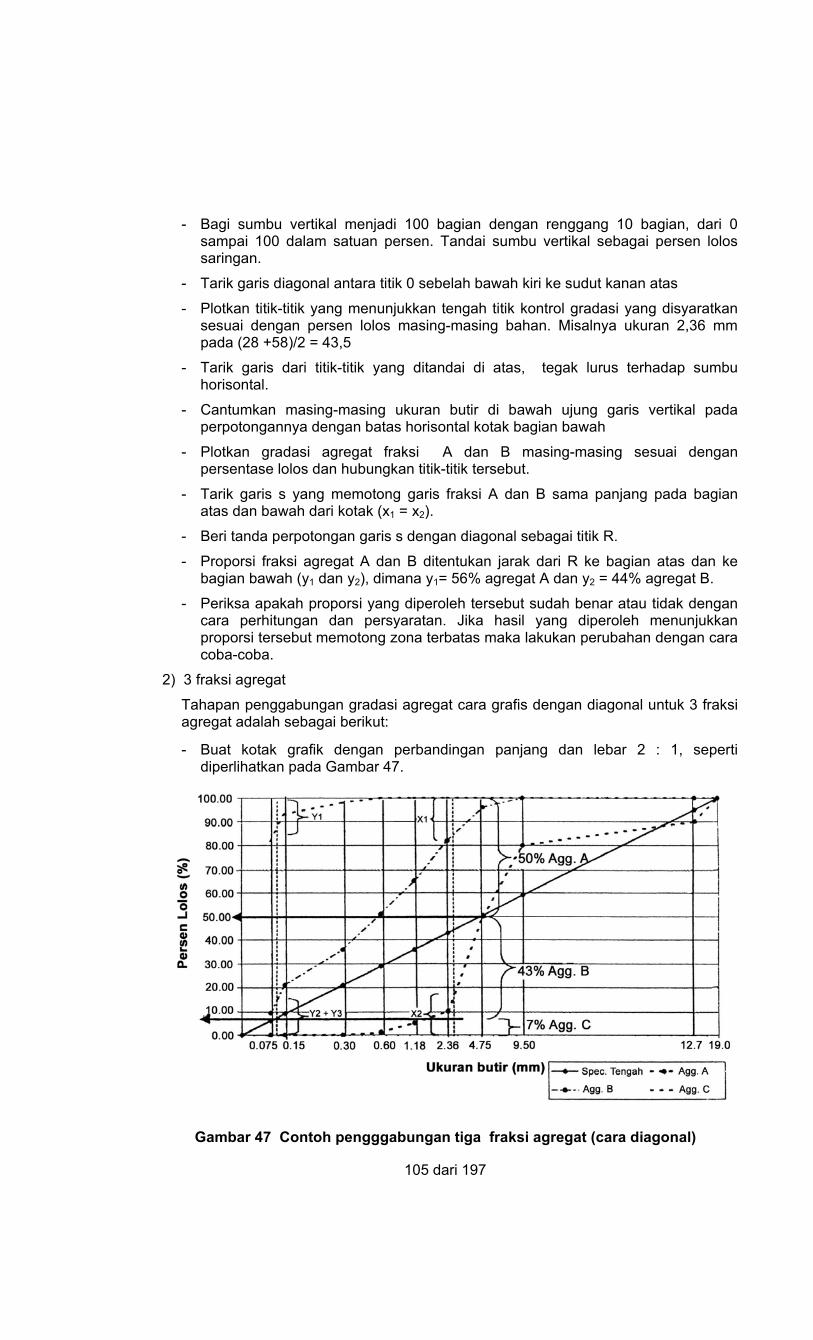
105 dari 197
- Bagi sumbu vertikal menjadi 100 bagian dengan renggang 10 bagian, dari 0 sampai 100 dalam satuan persen. Tandai sumbu vertikal sebagai persen lolos saringan.
- Tarik garis diagonal antara titik 0 sebelah bawah kiri ke sudut kanan atas
- Plotkan titik-titik yang menunjukkan tengah titik kontrol gradasi yang disyaratkan sesuai dengan persen lolos masing-masing bahan. Misalnya ukuran 2,36 mm pada (28 +58)/2 = 43,5
- Tarik garis dari titik-titik yang ditandai di atas, tegak lurus terhadap sumbu horisontal.
- Cantumkan masing-masing ukuran butir di bawah ujung garis vertikal pada perpotongannya dengan batas horisontal kotak bagian bawah
- Plotkan gradasi agregat fraksi A dan B masing-masing sesuai dengan persentase lolos dan hubungkan titik-titik tersebut.
- Tarik garis s yang memotong garis fraksi A dan B sama panjang pada bagian atas dan bawah dari kotak (x1 = x2).
- Beri tanda perpotongan garis s dengan diagonal sebagai titik R.
- Proporsi fraksi agregat A dan B ditentukan jarak dari R ke bagian atas dan ke bagian bawah (y1 dan y2), dimana y1= 56% agregat A dan y2 = 44% agregat B.
- Periksa apakah proporsi yang diperoleh tersebut sudah benar atau tidak dengan cara perhitungan dan persyaratan. Jika hasil yang diperoleh menunjukkan proporsi tersebut memotong zona terbatas maka lakukan perubahan dengan cara coba-coba.
2) 3 fraksi agregat Tahapan penggabungan gradasi agregat cara grafis dengan diagonal untuk 3 fraksi agregat adalah sebagai berikut:
- Buat kotak grafik dengan perbandingan panjang dan lebar 2 : 1, seperti diperlihatkan pada Gambar 47.
Gambar 47 Contoh pengggabungan tiga fraksi agregat (cara diagonal)
106 dari 197
- Bagi sumbu vertikal menjadi 100 bagian dengan rentang 10 bagian, dari 0 sampai 100 dalam satuan persen. Tandai sumbu vertikal sebagai persen lolos saringan.
- Tarik garis diagonal antara titik 0 sebelah bawah kiri ke sudut kanan atas - Plotkan titik-titik yang menunjukkan tengah titik kontrol gradasi yang disyaratkan
sesuai dengan persen lolos masing-masing bahan.
- Tarik garis dari titik-titik di atas tegak lurus sejajar dengan garis tepi.
- Cantumkan masing-masing ukuran butir di bawah ujung garis vertikal pada perpotongannya dengan batas horisontal kotak bagian bawah.
- Plotkan gradasi agregat fraksi A, B dan C masing-masing sesuai dengan persentase lolos dan hubungkan titik-titik tersebut.
- Tarik garis s yang memotong garis fraksi A dan B sama panjang pada bagian atas dan bawah dari kotak (x1 = x2).
- Beri tanda perpotongan garis s dengan diagonal sebagai titik R.
- Ulangi penarikan garis sehingga jarak antara perpotongan garis dengan fraksi gradasi A (y1) sama panjang dengan jumlah jarak yang memotong fraksi gradasi B dan fraksi gradasi C, sehingga y1 = y2 + y3 ;karena y3 = 0 maka y1 = y2; Tandai titik perpotongan antara garis diagonal dengan garis ABC tersebut sebagai titik S.
- Tarik garis horisontal dari titik R dan S masing-masing ke sebelah kiri sehingga memotong tepi kotak di R’ dan S’.
- Proporsi fraksi agregat A dan B dapat ditentukan dengan melihat bagian atas, diperoleh proporsi fraksi agregat A = 50%, bagian tengah sebagai proporsi fraksi agregat B = 43% dan bagian bawah sebagai proporsi fraksi agregat C = 7%.
- Periksa apakah proporsi yang diperoleh tersebut sudah benar atau tidak dengan cara perhitungan dan persyaratan.
- Periksa apakah proporsi yang diperoleh tersebut sudah benar atau tidak dengan cara perhitungan dan persyaratan. Jika tidak proporsi diubah kembali dengan cara coba-coba.
3) Lebih dari 3 fraksi agregat Untuk penggabungan lebih dari 3 fraksi agregat akan lebih mudah menggunakan spreadsheet dimana masing-masing gradasi fraksi agregat dievaluasi terlebih dahulu dengan cara menggambarkan pada grafik pembagian butir, yang dilanjutkan dengan cara seperti pada 2).
7.6.2 Pengujian Marshall dan volumetrik
Setelah gradasi agregat ditentukan selanjutnya adalah pembuatan contoh uji dan pengujian di laboratorium. Pembuatan contoh uji dan pengujiannya secara rinci telah diberikan pada Pasal 6. Tipikal formulir pengujian diperlihatkan pada Tabel 21 dan tipikal bentuk kurva diperlihatkan pada Gambar 48.
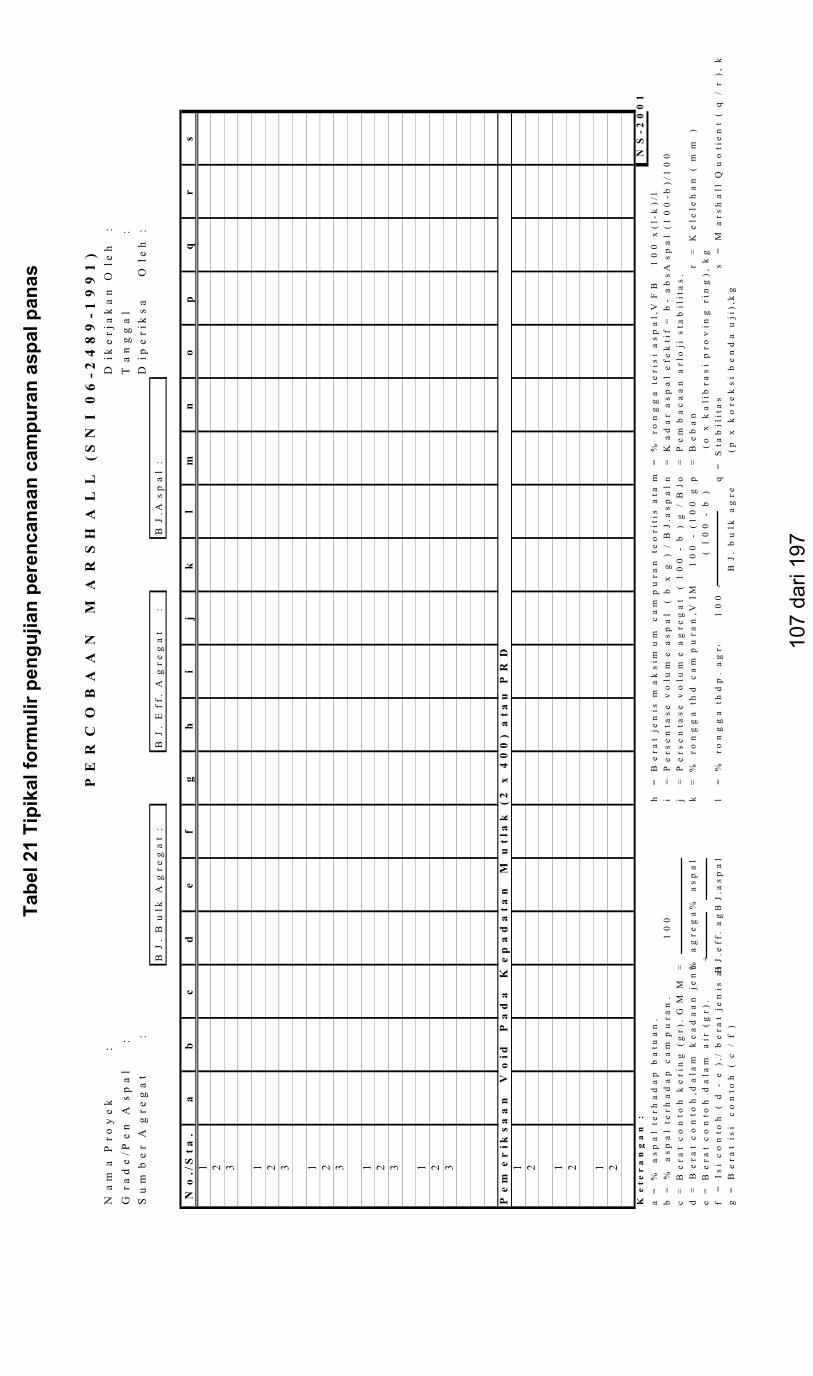
107
dari
197
Tabe
l 21
Tipi
kal f
orm
ulir
peng
ujia
n pe
renc
anaa
n ca
mpu
ran
aspa
l pan
as
P
ER
CO
BA
AN
M
AR
SH
AL
L (
SN
I 0
6-2
48
9-1
99
1)
Na
ma
Pro
ye
k
:
Dik
erj
ak
an
Ole
h
:
Gra
de
/Pe
n A
sp
al
:T
an
gg
al
:
Su
mb
er
Ag
reg
at
:
Dip
eri
ks
a
O
leh
:B
J.
Bu
lk A
gre
ga
t :
BJ
. E
ff.
Ag
reg
at
:
BJ
.As
pa
l :
No
./S
ta.
ab
cd
ef
gh
ij
kl
mn
op
qr
s1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
Pe
me
rik
sa
an
V
oid
P
ad
a
Ke
pa
da
tan
M
utl
ak
(2
x 4
00
) a
tau
PR
D1 2 1 2 1 2
Ke
ter
an
ga
n :
NS
-20
01
a =
% a
sp
al
terh
ad
ap
ba
tua
n.
h
= B
era
t je
nis
ma
ks
imu
m c
am
pu
ran
te
ori
tis
ata
m =
% r
on
gg
a t
eri
si
as
pa
l,V
FB
1
00
x(l
-k)/
lb
= %
as
pa
l te
rha
da
p c
am
pu
ran
.1
00
i
= P
ers
en
tas
e v
olu
me
as
pa
l (
b x
g )
/ B
J.a
sp
al
n
= K
ad
ar
as
pa
l e
fek
tif
= b
- a
bs
As
pa
l (1
00
-b)/
10
0c
= B
era
t c
on
toh
ke
rin
g (
gr)
.G
MM
=j
=
Pe
rse
nta
se
vo
lum
e a
gre
ga
t (
10
0 -
b )
g /
BJo
=
Pe
mb
ac
aa
n a
rlo
ji s
tab
ilit
as
.d
= B
era
t c
on
toh
,da
lam
ke
ad
aa
n j
en
u% a
gre
ga
% a
sp
al
k
= %
ro
ng
ga
th
d c
am
pu
ran
,VIM
1
00
- (
10
0 g
p
= B
eb
an
r =
Ke
lele
ha
n (
mm
)e
= B
era
t c
on
toh
da
lam
air
(g
r).
+
(
10
0 -
b )
(o
x k
ali
bra
si
pro
vin
g r
ing
), k
gf
= I
si
co
nto
h (
d -
e )
./ b
era
t je
nis
aiB
J.e
ff.
ag
BJ
.as
pa
ll
=
% r
on
gg
a t
hd
p.
ag
re
10
0 -
q
= S
tab
ilit
as
s
= M
ars
ha
ll Q
uo
tie
nt
( q
/ r
),
kg
= B
era
t is
i c
on
toh
( c
/ f
)
B
J.
bu
lk a
gre
(
p x
ko
rek
si
be
nd
a u
ji),
kg
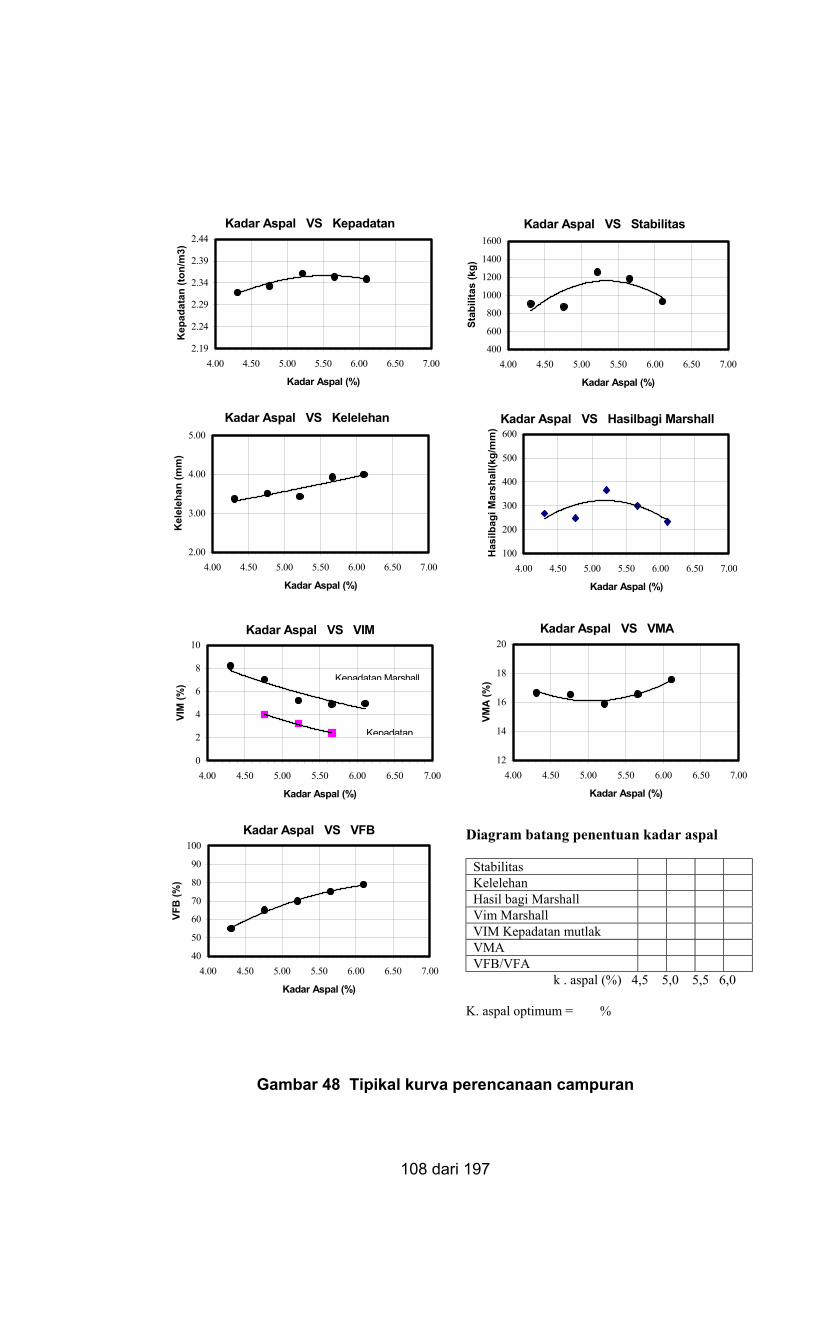
108 dari 197
Gambar 48 Tipikal kurva perencanaan campuran
Sumber Agregat 2.702
DIAGRAM BATANG PEMILIHAN KADAR ASPAL
Stabilitas Marshall
Kel el ehan Mar shal l
Has i l Bagi Mar shal l
Rongga Ter i s i Aspal , VFB
Rongga Ant ar a Mi ner al Agr egat , VMA
Rongga Dal am Campur an, VI M ( Mar shal l )
Rongga Dal am Campur an, VI M ( Ref usal )
Kadar Aspal VS Kepadatan
2.19
2.24
2.29
2.34
2.39
2.44
4.00 4.50 5.00 5.50 6.00 6.50 7.00
Kadar Aspal (%)
Kep
adat
an (t
on/m
3)
Kadar Aspal VS Kelelehan
2.00
3.00
4.00
5.00
4.00 4.50 5.00 5.50 6.00 6.50 7.00
Kadar Aspal (%)
Kel
eleh
an (m
m)
Kadar Aspal VS VIM
0
2
4
6
8
10
4.00 4.50 5.00 5.50 6.00 6.50 7.00
Kadar Aspal (%)
VIM
(%)
Kepadatan
Kepadatan Marshall
Kadar Aspal VS VMA
12
14
16
18
20
4.00 4.50 5.00 5.50 6.00 6.50 7.00
Kadar Aspal (%)
VMA
(%)
Kadar Aspal VS VFB
40
50
60
70
80
90
100
4.00 4.50 5.00 5.50 6.00 6.50 7.00
Kadar Aspal (%)
VFB
(%)
Kadar Aspal VS Hasilbagi Marshall
100
200
300
400
500
600
4.00 4.50 5.00 5.50 6.00 6.50 7.00
Kadar Aspal (%)
Has
ilbag
i Mar
shal
l(kg/
mm
)
K.A Opt. =
Kadar Aspal VS Stabilitas
400
600
800
1000
1200
1400
1600
4.00 4.50 5.00 5.50 6.00 6.50 7.00
Kadar Aspal (%)
Stab
ilita
s (k
g)
5.0 6,0 5,5 5.0 6,5
Diagram batang penentuan kadar aspal
Stabilitas Kelelehan Hasil bagi Marshall Vim Marshall VIM Kepadatan mutlak VMA VFB/VFA
k . aspal (%) 4,5 5,0 5,5 6,0 K. aspal optimum = %
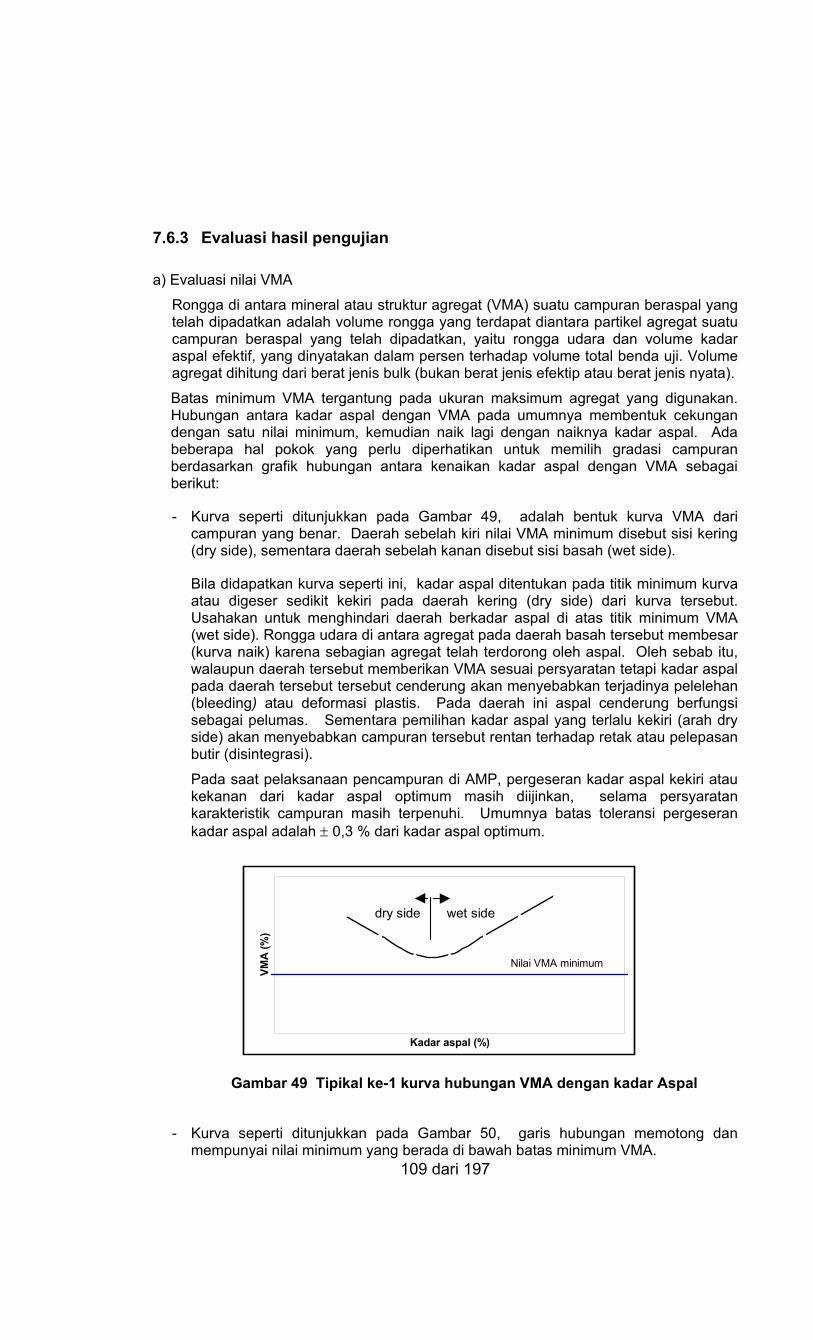
109 dari 197
7.6.3 Evaluasi hasil pengujian
a) Evaluasi nilai VMA Rongga di antara mineral atau struktur agregat (VMA) suatu campuran beraspal yang telah dipadatkan adalah volume rongga yang terdapat diantara partikel agregat suatu campuran beraspal yang telah dipadatkan, yaitu rongga udara dan volume kadar aspal efektif, yang dinyatakan dalam persen terhadap volume total benda uji. Volume agregat dihitung dari berat jenis bulk (bukan berat jenis efektip atau berat jenis nyata).
Batas minimum VMA tergantung pada ukuran maksimum agregat yang digunakan. Hubungan antara kadar aspal dengan VMA pada umumnya membentuk cekungan dengan satu nilai minimum, kemudian naik lagi dengan naiknya kadar aspal. Ada beberapa hal pokok yang perlu diperhatikan untuk memilih gradasi campuran berdasarkan grafik hubungan antara kenaikan kadar aspal dengan VMA sebagai berikut:
- Kurva seperti ditunjukkan pada Gambar 49, adalah bentuk kurva VMA dari campuran yang benar. Daerah sebelah kiri nilai VMA minimum disebut sisi kering (dry side), sementara daerah sebelah kanan disebut sisi basah (wet side).
Bila didapatkan kurva seperti ini, kadar aspal ditentukan pada titik minimum kurva atau digeser sedikit kekiri pada daerah kering (dry side) dari kurva tersebut. Usahakan untuk menghindari daerah berkadar aspal di atas titik minimum VMA (wet side). Rongga udara di antara agregat pada daerah basah tersebut membesar (kurva naik) karena sebagian agregat telah terdorong oleh aspal. Oleh sebab itu, walaupun daerah tersebut memberikan VMA sesuai persyaratan tetapi kadar aspal pada daerah tersebut tersebut cenderung akan menyebabkan terjadinya pelelehan (bleeding) atau deformasi plastis. Pada daerah ini aspal cenderung berfungsi sebagai pelumas. Sementara pemilihan kadar aspal yang terlalu kekiri (arah dry side) akan menyebabkan campuran tersebut rentan terhadap retak atau pelepasan butir (disintegrasi).
Pada saat pelaksanaan pencampuran di AMP, pergeseran kadar aspal kekiri atau kekanan dari kadar aspal optimum masih diijinkan, selama persyaratan karakteristik campuran masih terpenuhi. Umumnya batas toleransi pergeseran kadar aspal adalah ± 0,3 % dari kadar aspal optimum.
Gambar 49 Tipikal ke-1 kurva hubungan VMA dengan kadar Aspal
- Kurva seperti ditunjukkan pada Gambar 50, garis hubungan memotong dan mempunyai nilai minimum yang berada di bawah batas minimum VMA.
Kadar aspal (%)
VMA
(%)
Nilai VMA minimum
wet sidedry side
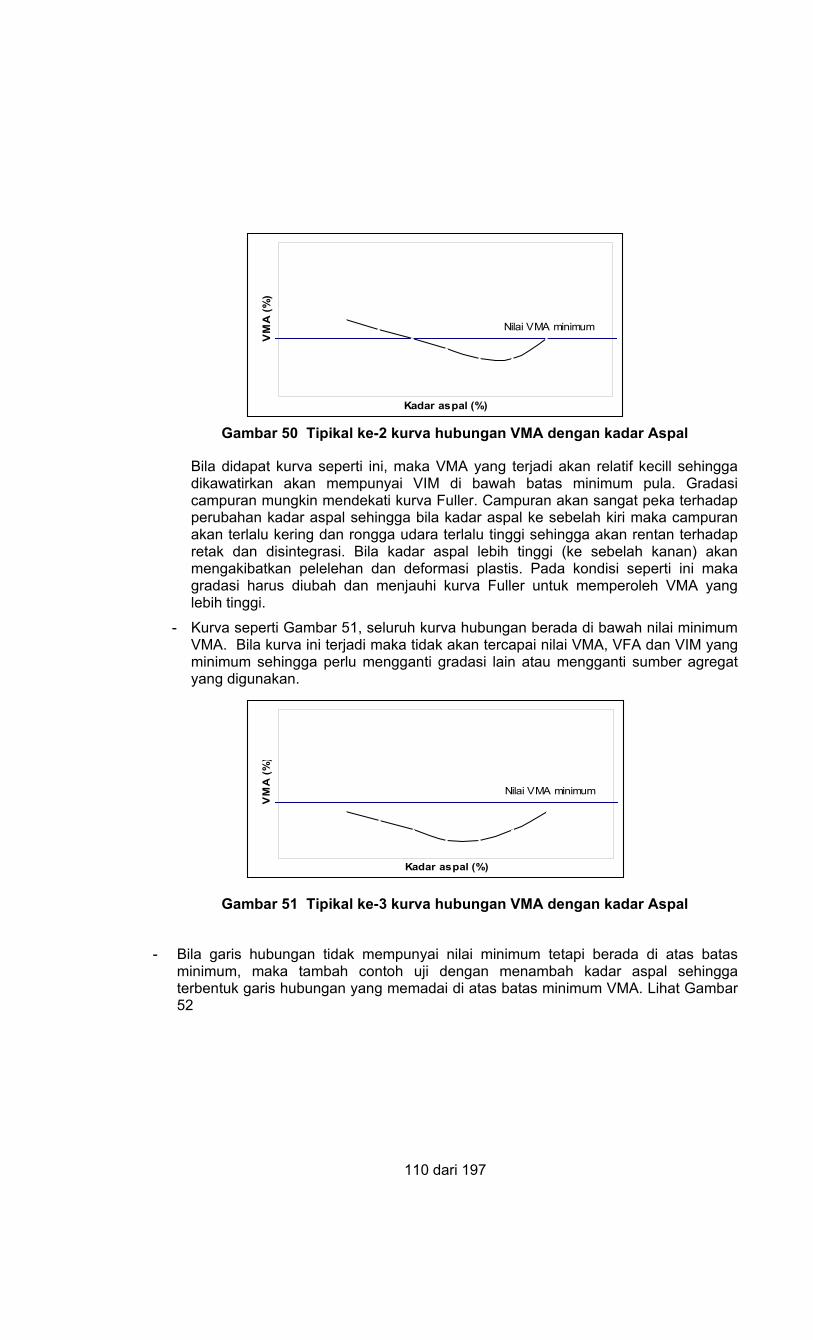
110 dari 197
Gambar 50 Tipikal ke-2 kurva hubungan VMA dengan kadar Aspal
Bila didapat kurva seperti ini, maka VMA yang terjadi akan relatif kecill sehingga dikawatirkan akan mempunyai VIM di bawah batas minimum pula. Gradasi campuran mungkin mendekati kurva Fuller. Campuran akan sangat peka terhadap perubahan kadar aspal sehingga bila kadar aspal ke sebelah kiri maka campuran akan terlalu kering dan rongga udara terlalu tinggi sehingga akan rentan terhadap retak dan disintegrasi. Bila kadar aspal lebih tinggi (ke sebelah kanan) akan mengakibatkan pelelehan dan deformasi plastis. Pada kondisi seperti ini maka gradasi harus diubah dan menjauhi kurva Fuller untuk memperoleh VMA yang lebih tinggi.
- Kurva seperti Gambar 51, seluruh kurva hubungan berada di bawah nilai minimum VMA. Bila kurva ini terjadi maka tidak akan tercapai nilai VMA, VFA dan VIM yang minimum sehingga perlu mengganti gradasi lain atau mengganti sumber agregat yang digunakan.
Gambar 51 Tipikal ke-3 kurva hubungan VMA dengan kadar Aspal
- Bila garis hubungan tidak mempunyai nilai minimum tetapi berada di atas batas minimum, maka tambah contoh uji dengan menambah kadar aspal sehingga terbentuk garis hubungan yang memadai di atas batas minimum VMA. Lihat Gambar 52
Kadar aspal (%)
VM
A (%
)
Nilai VMA minimum
Kadar aspal (%)
VM
A (%
)
Nilai VMA minimum
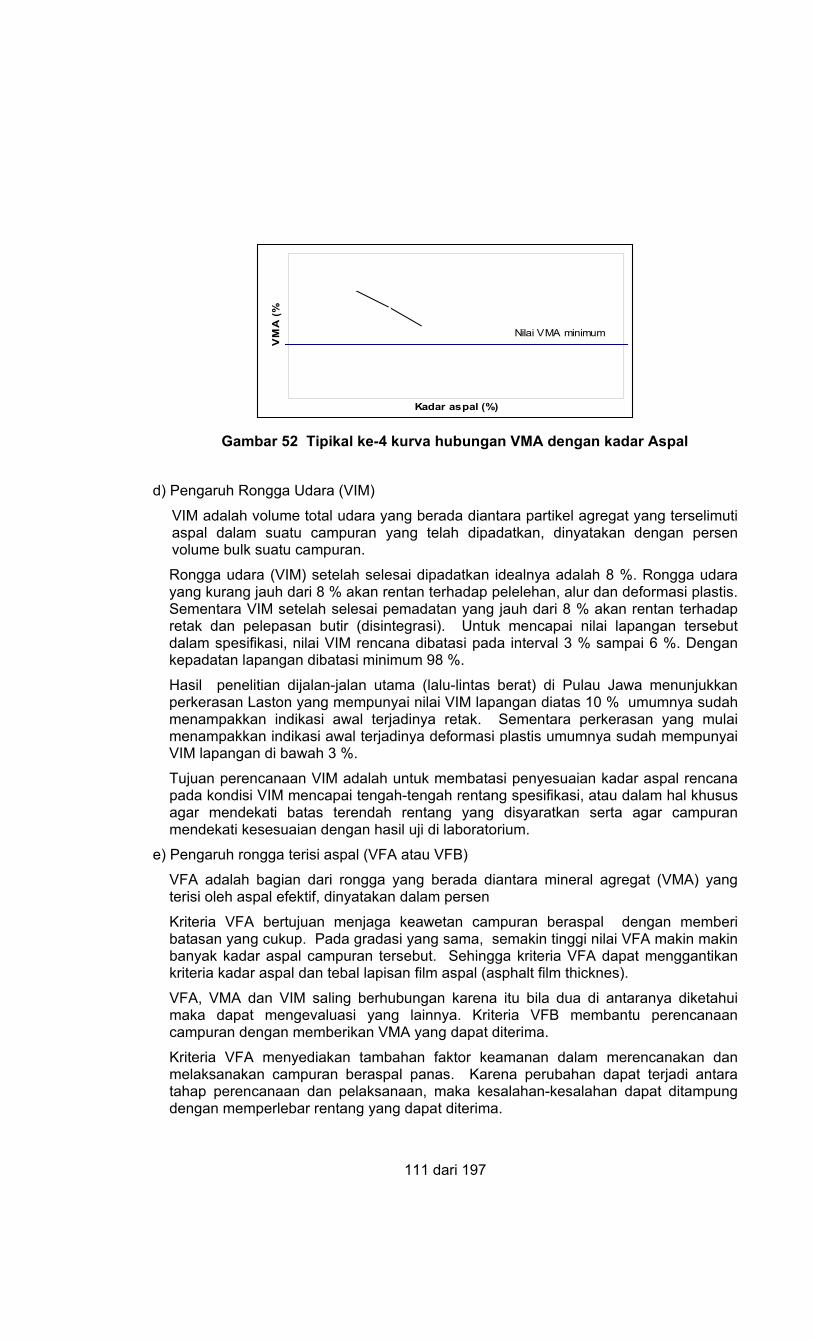
111 dari 197
Gambar 52 Tipikal ke-4 kurva hubungan VMA dengan kadar Aspal
d) Pengaruh Rongga Udara (VIM)
VIM adalah volume total udara yang berada diantara partikel agregat yang terselimuti aspal dalam suatu campuran yang telah dipadatkan, dinyatakan dengan persen volume bulk suatu campuran.
Rongga udara (VIM) setelah selesai dipadatkan idealnya adalah 8 %. Rongga udara yang kurang jauh dari 8 % akan rentan terhadap pelelehan, alur dan deformasi plastis. Sementara VIM setelah selesai pemadatan yang jauh dari 8 % akan rentan terhadap retak dan pelepasan butir (disintegrasi). Untuk mencapai nilai lapangan tersebut dalam spesifikasi, nilai VIM rencana dibatasi pada interval 3 % sampai 6 %. Dengan kepadatan lapangan dibatasi minimum 98 %.
Hasil penelitian dijalan-jalan utama (lalu-lintas berat) di Pulau Jawa menunjukkan perkerasan Laston yang mempunyai nilai VIM lapangan diatas 10 % umumnya sudah menampakkan indikasi awal terjadinya retak. Sementara perkerasan yang mulai menampakkan indikasi awal terjadinya deformasi plastis umumnya sudah mempunyai VIM lapangan di bawah 3 %.
Tujuan perencanaan VIM adalah untuk membatasi penyesuaian kadar aspal rencana pada kondisi VIM mencapai tengah-tengah rentang spesifikasi, atau dalam hal khusus agar mendekati batas terendah rentang yang disyaratkan serta agar campuran mendekati kesesuaian dengan hasil uji di laboratorium.
e) Pengaruh rongga terisi aspal (VFA atau VFB) VFA adalah bagian dari rongga yang berada diantara mineral agregat (VMA) yang terisi oleh aspal efektif, dinyatakan dalam persen
Kriteria VFA bertujuan menjaga keawetan campuran beraspal dengan memberi batasan yang cukup. Pada gradasi yang sama, semakin tinggi nilai VFA makin makin banyak kadar aspal campuran tersebut. Sehingga kriteria VFA dapat menggantikan kriteria kadar aspal dan tebal lapisan film aspal (asphalt film thicknes).
VFA, VMA dan VIM saling berhubungan karena itu bila dua di antaranya diketahui maka dapat mengevaluasi yang lainnya. Kriteria VFB membantu perencanaan campuran dengan memberikan VMA yang dapat diterima.
Kriteria VFA menyediakan tambahan faktor keamanan dalam merencanakan dan melaksanakan campuran beraspal panas. Karena perubahan dapat terjadi antara tahap perencanaan dan pelaksanaan, maka kesalahan-kesalahan dapat ditampung dengan memperlebar rentang yang dapat diterima.
Kadar aspal (%)
VM
A (
%
Nilai VMA minimum
112 dari 197
d) Evaluasi pengaruh pemadatan Pada kadar aspal yang sama, maka usaha pernadatan yang lebih tinggi akan mengakibatkan rongga udara (VIM) dan rongga di antara mineral agregat (VMA) berkurang.
Bila kadar aspal campuran rencana yang dipadatkan sebanyak 2 x 50 tumbukan diambil di sebelah kiri VMA terendah, tapi lalu lintas ternyata termasuk katagori lalu lintas berat (yang mana seharusnya dipadatkan sebanyak 2 x 75 tumbukan), maka akibat pemadatan oleh lalu lintas, keadaan kadar aspal yang sebenarnya akan menjadi lebih tinggi. Akibatnya perkerasan akan mengalami alur plastis. Sebaliknya bila campuran dirancang untuk 2 x 75 tumbukan tetapi ternyata lalu lintas cenderung rendah, maka rongga udara akhir akan lebih tinggi sehingga air dan udara akan mudah masuk. Akibatnya campuran akan cepat mengeras, rapuh dan mudah terjadi retak serta adesivitas aspal berkurang yang dapat menyebabkan pelepasan butir atau pengelupasan. Karena itu maka usaha pemadatan yang direncanakan di laboratorium harus dipilih yang menggambarkan keadaan lalu lintas di lapangan.
7.7 Pengaturan bukaan bin dingin
Dengan menggunakan grafik hasil kalibrasi bukaan pintu bin dingin AMP yang telah dilakukan pada saat persiapan pembuatan campuran rencana, serta berdasarkan proporsi masing-masing fraksi agregat hasil dari campuran rencana, maka dapat ditentukan bukaan pintu bin dingin.
Kalibrasi bukaan bin dingin (cold bin) dijabarkan dengan lebih rinci pada Pasal 8 mengenai unit pencampur aspal (Asphalt Mixing Plant, AMP).
7.8 Pembuatan FCR berdasarkan agregat dari bin panas
Dengan pasokan agregat yang telah diatur sesuai dengan proporsi yang ditentukan pada campuran rencana dengan contoh dari bin dingin, dilakukan pengaliran agregat ke bin panas setelah melalui tahapan pemanasan dan pengeringan serta proses penyaringan dengan saringan panas (hot screen).
Proses selanjutnya adalah pengambilan contoh uji dari setiap bin panas dan dilakukan pembuatan campuran rencana dengan tahapan seperti pada pembuatan campuran rencana dengan contoh uji dari bin dingin. Proporsi masing-masing fraksi agregat dari bin panas dicari dengan cara coba-coba sehingga diperoleh gradasi campuran yang hampir sama dengan gradasi campuran yang diperoleh sebelumnya berdasarkan material dari bin dingin. Proporsi agregat dan kadar aspal optimum yang diperoleh merupakan campuran rencana yang akan digunakan sebagai dasar penentuan rencana campuran kerja.
7.9 Percobaan pencampuran (trial mix)
Dengan menggunakan proporsi yang telah diperoleh dari campuran rencana, baik dari pengaturan pasokan agregat dingin dari bin dingin maupun agregat panas dari bin panas perlu dilakukan percobaan pencampuran untuk mengetahui kinerja AMP. Yang perlu diperhatikan pada saat proses pencampuran adalah lamanya waktu pencampuran, karena apabila lamanya waktu pencampuran dalam pencampur (mixer/pugmill) bertambah, maka akan menyebabkan akan menyebabkan derajat penuaan aspal (oksidasi) akan bertambah pula.
113 dari 197
Untuk lama waktu pencampuran pendek (28 sampai 35 detik) rata-rata nilai penetrasi aspal keras akan turun 30 –45 % dan akan menurunkan nilai kekentalan aspal dengan nilai yang relatif sama. Untuk lama waktu pencampuran yang lebih lama ( di atas 45 detik) penurunan nilai penetrasi aspal keras turun di atas 60% dari nilai awal dan menaikkan nilai kekentalan aspal 4 kali lipat dari nilai kekentalan awal. Temperatur pencampuran yang tinggi akan menambah derajat pengerasan dari aspal keras, sehingga campuran akan lebih kaku dibandingkan dengan hasil pencampuran di laboratorium dengan material yang sama. Meskipun demikian derajat pengerasan suatu campuran beraspal cukup beragam, tergantung pada komposisi dan ketebalan film aspal yang menyelimuti butir agregat serta faktor lainnya. Campuran beraspal hasil dari percobaan pencampuran diuji dengan metode Marshall di laboratorium dan dibandingkan dengan hasil yang diperoleh pada campuran rencana. Beberapa hasil yang direkomendasikan dari percobaan pencampuran adalah kapasitas satu kali mencampur, lama waktu pencampuran, temperatur pencampuran, penyelimutan aspal, kehomogenan campuran dan kemudahan kerja.
7.10 Percobaan pemadatan di lapangan
Percobaan campuran di unit pencampur aspal (AMP) dan percobaan penghamparan di lapangan akan dijadikan bahan evaluasi untuk mempertimbangkan disetujuinya formula campuran rencana menjadi formula campuran kerja (FCK, Job mix formula, JMF). Percobaan penghamparan dan pemadatan paling sedikit 50 ton campuran untuk setiap jenis campuran dengan menggunakan produksi, penghamparan, peralatan dan prosedur pemadatan yang diusulkan. Pelaksanaan dilakukan diluar lokasi proyek. Pelaksana harus dapat menunjukkan bahwa alat penghampar (finisher) mampu menghampar bahan sesuai dengan tebal yang disyaratkan tanpa segregasi, tergores, dan sebagainya. Kombinasi penggilas yang diusulkan mampu mencapai kepadatan yang disyaratkan dengan waktu yang tersedia. Contoh campuran harus dibawa ke laboratorium dan digunakan untuk membuat benda uji Marshall maupun untuk pemadataan kepadatan mutlak (refusal density). Hasil pengujian ini harus dibandingkan dengan persyaratan. Contoh inti (core drill) harus dilakukan untuk mengetahui derajat kepadatan lapangan untuk masing-masing variasi jumlah lintasan pemadatan. Bilamana percobaan tersebut gagal memenuhi spesifikasi pada salah satu ketentuannya maka perlu dilakukan penyesuaian dan percobaan harus diulang kernbali. Direksi tidak akan menyetujui RCK sebagai FCK sebelum penghamparan percobaan yang dilakukan memenuhi semua persyaratan. Pekerjaan pengaspalan yang permanen belum dapat dimulai sebelum diperoleh FCK yang telah disetujui oleh direksi. Dua belas benda uji Marshall harus dibuat dari setiap percobaan pemadatan. Contoh campuran aspal dapat diambil dari instalasi pencampur aspal AMP atau dari truk, dan dibawa ke laboratorium dalam kotak yang terbungkus rapi.
114 dari 197
Benda uji Marshall harus dicetak dan dipadatkan pada temperatur dan jumlah tumbukan yang disyaratkan. Kepadatan rata-rata (Gmb) dari semua benda uji yang diambil dari percobaan penghamparan yang memenuhi ketentuan harus menjadi Kepadatan Standar Kerja (Job Standard Density), yang harus dibandingkan dengan pemadatan campuran aspal terhampar pada pekerjaan. Penerapan FCK dan dan toleransi yang diijinkan adalah sebagai berikut:
a) Seluruh campuran yang dihampar dalam pekerajaan harus sesuai dengan FCK dalam batas rentang toleransi yang disyaratkan.
b) Setiap hari direksi akan mengambil benda uji baik bahan maupun campurannya seperti yang digariskan dalam spesifikasi campuran beraspal panas atau benda uji tambahan yang dianggap perlu untuk pemeriksaan keseragaman campuran. Setiap bahan yang gagal memenuhi batas-batas yang diperoleh dari FCK dan Toleransi yang diijinkan harus ditolak.
c) Bilamana setiap bahan pokok memenuhi batas-batas yang diperoleh dari FCK dan toleransi yang diijinkan, tetapi menunjukkan perubahan yang konsisten dan sangat berarti atau perbedaan yang tidak dapat diterima atau jika sumber setiap bahan berubah, maka harus dibuat FCK yang baru.
d) Batas-batas absolut yang ditentukan oleh FCK maupun toleransi yang diijinkan menunjukkan bahwa pelaksana harus bekerja dalam batas-batas yang digariskan pada setiap saat.
115 dari 197
8 UNIT PENCAMPUR ASPAL, AMP (ASPHALT MIXING PLANT)
8.1 Umum
Apabila ditinjau dari jenis cara memproduksi campuran beraspal dan kelengkapannya, secara umum AMP dapat dibedakan atas:
a) AMP jenis takaran (batch plant)
b) AMP jenis pencampur drum (drum mix) atau jenis menerus (continuous plant)
Perbedaan utama dari AMP jenis timbangan dan jenis drum adalah dalam hal kelengkapan dan proses bekerjanya. Pada AMP jenis timbangan komposisi bahan dalam campuran beraspal ditentukan berdasarkan berat masing-masing bahan sedangkan pada AMP jenis pencampur drum komposisi bahan dalam campuran ditentukan berdasarkan berat masing-masing bahan yang diubah ke dalam satuan volume atau dalam aliran berat per satuan waktu . Proses pencampuran campuran beraspal pada AMP jenis takaran dimulai dengan penimbangan agregat, bahan pengisi (filler) bila diperlukan dan aspal sesuai komposisi yang telah ditentukan berdasarkan Rencana Campuran Kerja (RCK) dan dicampur pada pencampur(mixer/pugmill) dalam waktu tertentu. Pengaturan besarnya bukaan pintu bin dingin dilakukan untuk menyesuaikan gradasi agregat dengan rencana komposisi campuran, sehingga aliran material ke masing-masing bin pada bin panas menjadi lancar dan berimbang. Pada AMP jenis pencampur drum, agregat panas langsung dicampur dengan aspal panas di dalam drum pemanas atau di dalam silo pencampur di luar drum pemanas. Penggabungan agregat dilakukan dengan cara mengatur bukaan pintu pada bin dingin dan pemberian aspal ditentukan berdasarkan kecepatan pengaliran dari pompa aspal.
Perbedaan dalam hal kelengkapan dari kedua jenis AMP tersebut adalah; AMP jenis takaran dilengkapi saringan panas (hot screen), bin panas (hot bin), timbangan (weight hopper) dan pencampur (pugmill/mixer) sedangkan pada AMP jenis pencampur drum kelengkapan tersebut tidak tersedia. Gambar 53 dan 54 memperlihatkan tipikal dari kedua jenis AMP tersebut.
Bagian-bagian AMP jenis timbangan, sesuai dengan nomor yang tertera pada Gambar 53 adalah :
1. Bin dingin (cold bins) 2. Pintu pengatur pengeluaran agregat dari bin dingin (cold feed gate) 3. Sistem pemasok agregat dingin (cold elevator) 4. Pengering (dryer) 5. Pengumpul debu (dust collector) 6. Cerobong pembuangan (exhaust stack) 7. Sistem pemasok agregat panas (hot elevator) 8. Unit ayakan panas (hot screening unit) 9. Bin panas (hot bins) 10. Timbangan Agregat (weigh box) 11. Pencampur (mixer atau pugmill) 12. Penyimpanan bahan pengisi (mineral filler storage) 13. Tangki aspal (hot asphalt storage) 14. Sistem penimbangan aspal (aspal weigh bucket)
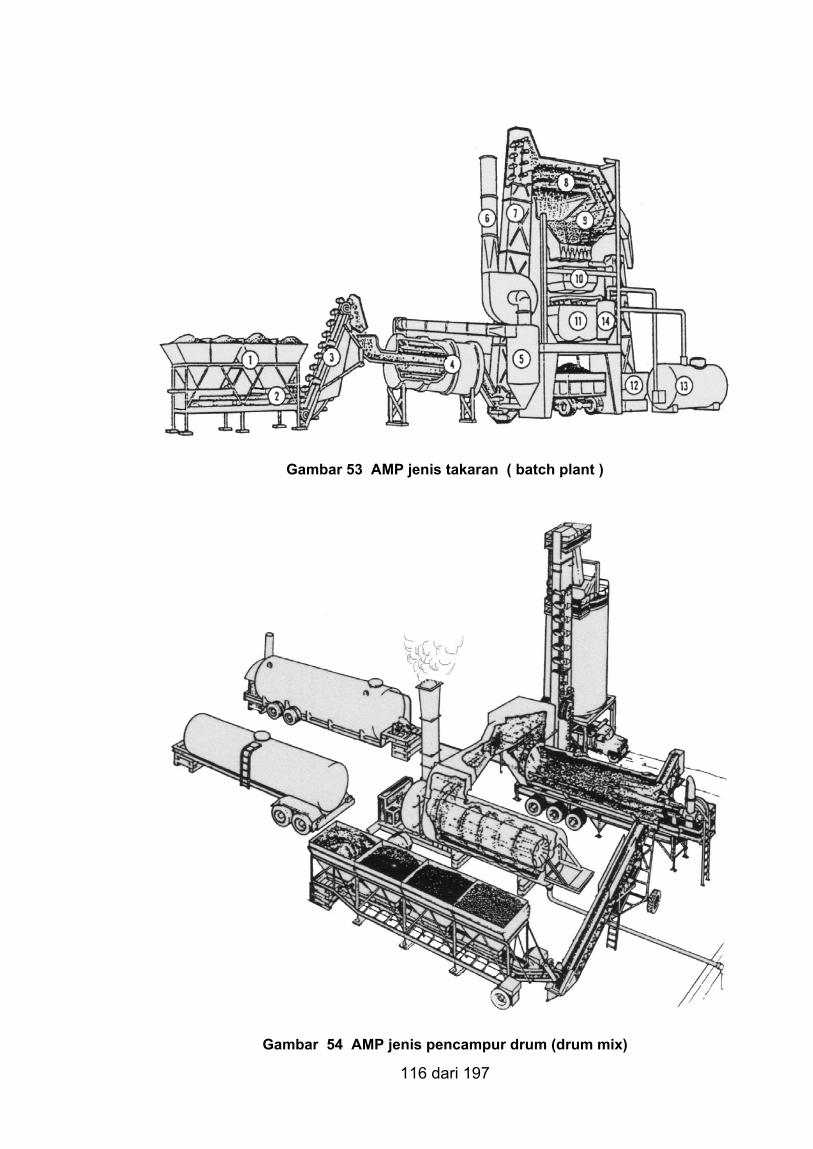
116 dari 197
Gambar 53 AMP jenis takaran ( batch plant )
Gambar 54 AMP jenis pencampur drum (drum mix)
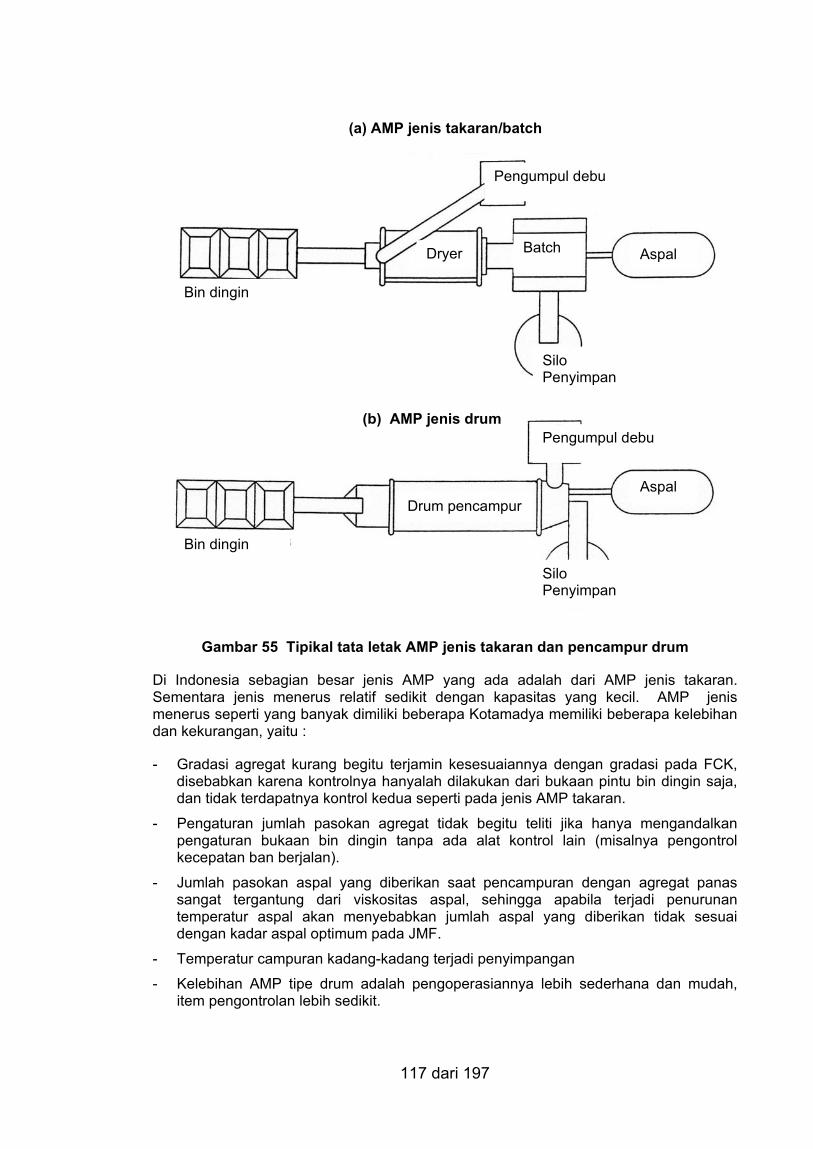
117 dari 197
Gambar 55 Tipikal tata letak AMP jenis takaran dan pencampur drum
Di Indonesia sebagian besar jenis AMP yang ada adalah dari AMP jenis takaran. Sementara jenis menerus relatif sedikit dengan kapasitas yang kecil. AMP jenis menerus seperti yang banyak dimiliki beberapa Kotamadya memiliki beberapa kelebihan dan kekurangan, yaitu :
- Gradasi agregat kurang begitu terjamin kesesuaiannya dengan gradasi pada FCK, disebabkan karena kontrolnya hanyalah dilakukan dari bukaan pintu bin dingin saja, dan tidak terdapatnya kontrol kedua seperti pada jenis AMP takaran.
- Pengaturan jumlah pasokan agregat tidak begitu teliti jika hanya mengandalkan pengaturan bukaan bin dingin tanpa ada alat kontrol lain (misalnya pengontrol kecepatan ban berjalan).
- Jumlah pasokan aspal yang diberikan saat pencampuran dengan agregat panas sangat tergantung dari viskositas aspal, sehingga apabila terjadi penurunan temperatur aspal akan menyebabkan jumlah aspal yang diberikan tidak sesuai dengan kadar aspal optimum pada JMF.
- Temperatur campuran kadang-kadang terjadi penyimpangan - Kelebihan AMP tipe drum adalah pengoperasiannya lebih sederhana dan mudah,
item pengontrolan lebih sedikit.
Drum pencampur Aspal
Bin dingin
Pengumpul debu
Silo Penyimpan
(b) AMP jenis drum
Bin dingin
Aspal
Pengumpul debu
(a) AMP jenis takaran/batch
Silo Penyimpan
Dryer Batch
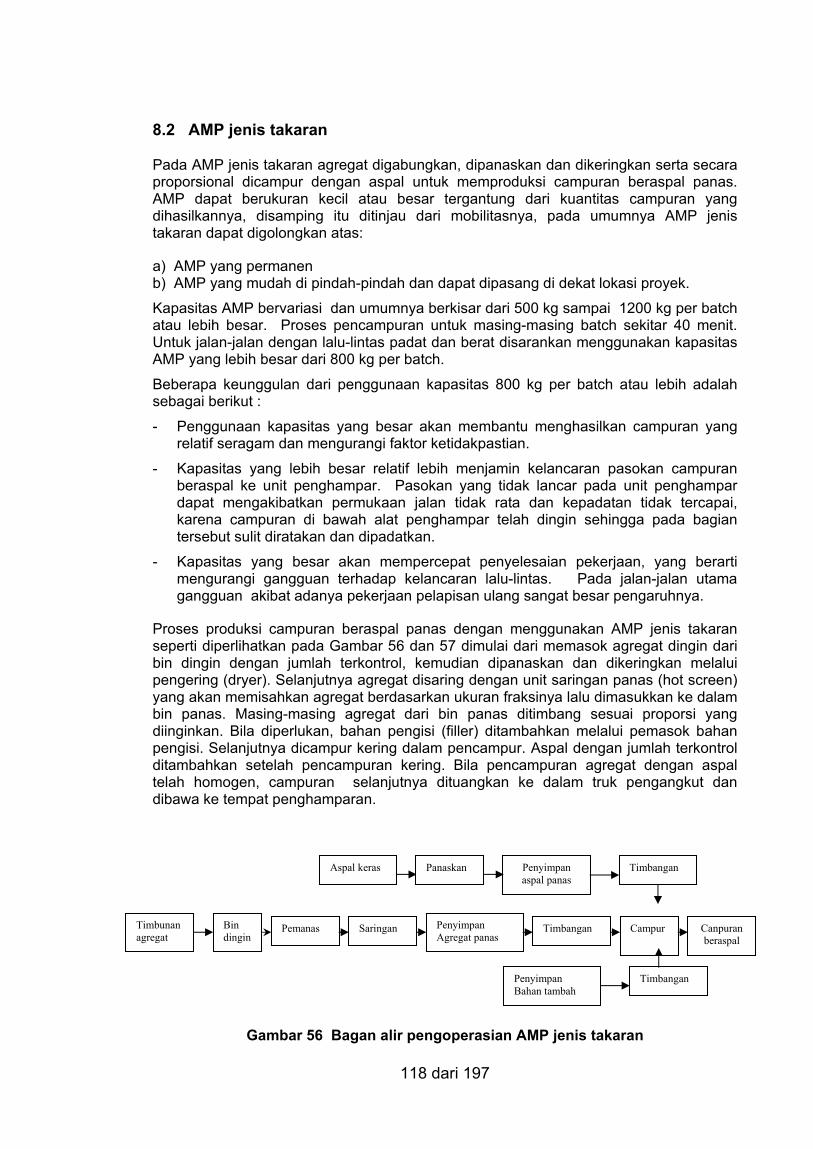
118 dari 197
8.2 AMP jenis takaran
Pada AMP jenis takaran agregat digabungkan, dipanaskan dan dikeringkan serta secara proporsional dicampur dengan aspal untuk memproduksi campuran beraspal panas. AMP dapat berukuran kecil atau besar tergantung dari kuantitas campuran yang dihasilkannya, disamping itu ditinjau dari mobilitasnya, pada umumnya AMP jenis takaran dapat digolongkan atas:
a) AMP yang permanen b) AMP yang mudah di pindah-pindah dan dapat dipasang di dekat lokasi proyek. Kapasitas AMP bervariasi dan umumnya berkisar dari 500 kg sampai 1200 kg per batch atau lebih besar. Proses pencampuran untuk masing-masing batch sekitar 40 menit. Untuk jalan-jalan dengan lalu-lintas padat dan berat disarankan menggunakan kapasitas AMP yang lebih besar dari 800 kg per batch.
Beberapa keunggulan dari penggunaan kapasitas 800 kg per batch atau lebih adalah sebagai berikut :
- Penggunaan kapasitas yang besar akan membantu menghasilkan campuran yang relatif seragam dan mengurangi faktor ketidakpastian.
- Kapasitas yang lebih besar relatif lebih menjamin kelancaran pasokan campuran beraspal ke unit penghampar. Pasokan yang tidak lancar pada unit penghampar dapat mengakibatkan permukaan jalan tidak rata dan kepadatan tidak tercapai, karena campuran di bawah alat penghampar telah dingin sehingga pada bagian tersebut sulit diratakan dan dipadatkan.
- Kapasitas yang besar akan mempercepat penyelesaian pekerjaan, yang berarti mengurangi gangguan terhadap kelancaran lalu-lintas. Pada jalan-jalan utama gangguan akibat adanya pekerjaan pelapisan ulang sangat besar pengaruhnya.
Proses produksi campuran beraspal panas dengan menggunakan AMP jenis takaran seperti diperlihatkan pada Gambar 56 dan 57 dimulai dari memasok agregat dingin dari bin dingin dengan jumlah terkontrol, kemudian dipanaskan dan dikeringkan melalui pengering (dryer). Selanjutnya agregat disaring dengan unit saringan panas (hot screen) yang akan memisahkan agregat berdasarkan ukuran fraksinya lalu dimasukkan ke dalam bin panas. Masing-masing agregat dari bin panas ditimbang sesuai proporsi yang diinginkan. Bila diperlukan, bahan pengisi (filler) ditambahkan melalui pemasok bahan pengisi. Selanjutnya dicampur kering dalam pencampur. Aspal dengan jumlah terkontrol ditambahkan setelah pencampuran kering. Bila pencampuran agregat dengan aspal telah homogen, campuran selanjutnya dituangkan ke dalam truk pengangkut dan dibawa ke tempat penghamparan.
Gambar 56 Bagan alir pengoperasian AMP jenis takaran
Aspal keras Panaskan Penyimpan aspal panas
Timbangan
Saringan Penyimpan Agregat panas
Timbangan Campur Canpuran beraspal
Timbangan Penyimpan Bahan tambah
Pemanas Bin dingin
Timbunan agregat
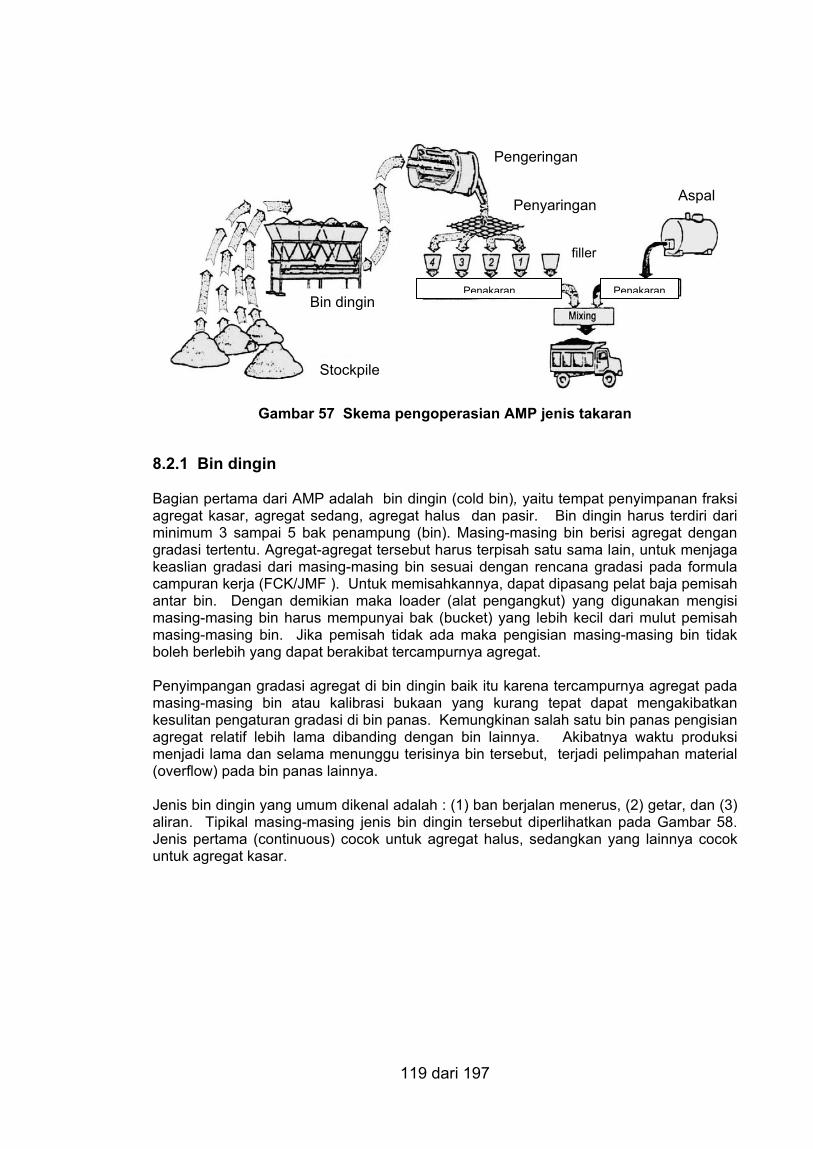
119 dari 197
Gambar 57 Skema pengoperasian AMP jenis takaran
8.2.1 Bin dingin
Bagian pertama dari AMP adalah bin dingin (cold bin), yaitu tempat penyimpanan fraksi agregat kasar, agregat sedang, agregat halus dan pasir. Bin dingin harus terdiri dari minimum 3 sampai 5 bak penampung (bin). Masing-masing bin berisi agregat dengan gradasi tertentu. Agregat-agregat tersebut harus terpisah satu sama lain, untuk menjaga keaslian gradasi dari masing-masing bin sesuai dengan rencana gradasi pada formula campuran kerja (FCK/JMF ). Untuk memisahkannya, dapat dipasang pelat baja pemisah antar bin. Dengan demikian maka loader (alat pengangkut) yang digunakan mengisi masing-masing bin harus mempunyai bak (bucket) yang lebih kecil dari mulut pemisah masing-masing bin. Jika pemisah tidak ada maka pengisian masing-masing bin tidak boleh berlebih yang dapat berakibat tercampurnya agregat. Penyimpangan gradasi agregat di bin dingin baik itu karena tercampurnya agregat pada masing-masing bin atau kalibrasi bukaan yang kurang tepat dapat mengakibatkan kesulitan pengaturan gradasi di bin panas. Kemungkinan salah satu bin panas pengisian agregat relatif lebih lama dibanding dengan bin lainnya. Akibatnya waktu produksi menjadi lama dan selama menunggu terisinya bin tersebut, terjadi pelimpahan material (overflow) pada bin panas lainnya. Jenis bin dingin yang umum dikenal adalah : (1) ban berjalan menerus, (2) getar, dan (3) aliran. Tipikal masing-masing jenis bin dingin tersebut diperlihatkan pada Gambar 58. Jenis pertama (continuous) cocok untuk agregat halus, sedangkan yang lainnya cocok untuk agregat kasar.
Bin dingin
Stockpile
Aspal Penyaringan
Pengeringan
filler
Penakaran Penakaran
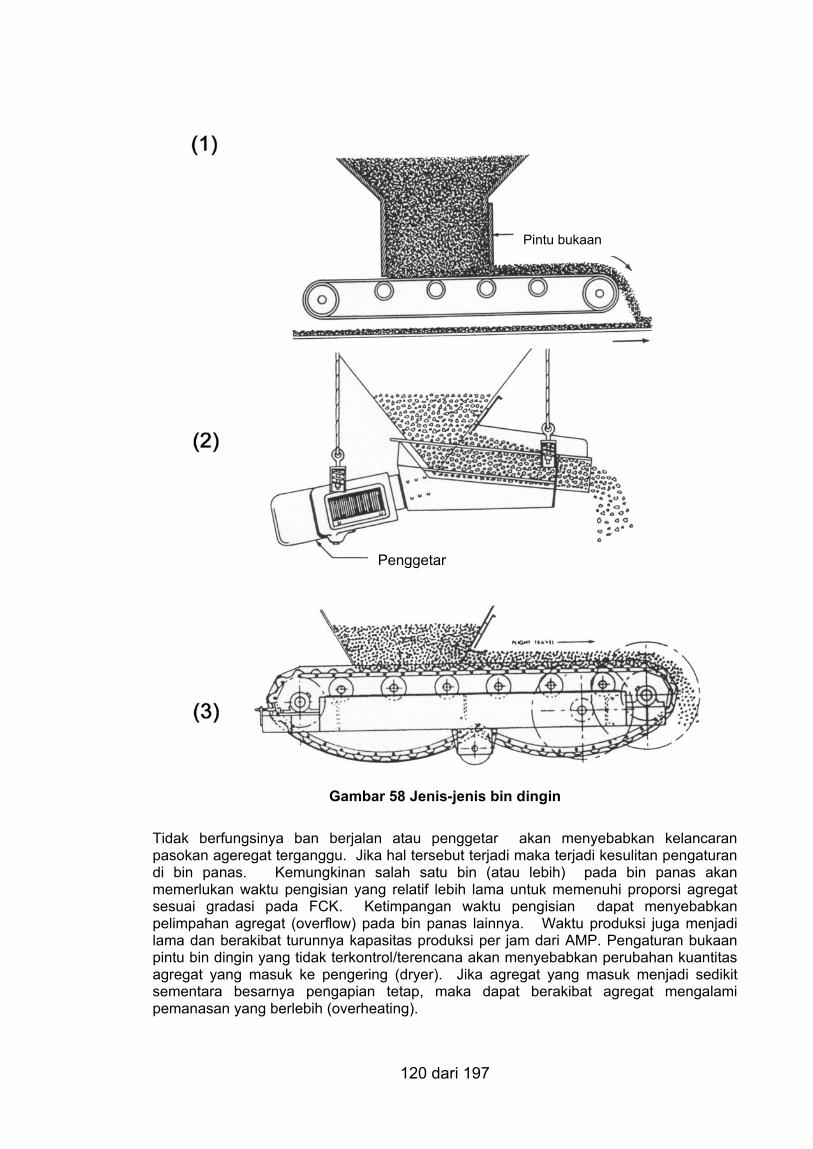
120 dari 197
Gambar 58 Jenis-jenis bin dingin
Tidak berfungsinya ban berjalan atau penggetar akan menyebabkan kelancaran pasokan ageregat terganggu. Jika hal tersebut terjadi maka terjadi kesulitan pengaturan di bin panas. Kemungkinan salah satu bin (atau lebih) pada bin panas akan memerlukan waktu pengisian yang relatif lebih lama untuk memenuhi proporsi agregat sesuai gradasi pada FCK. Ketimpangan waktu pengisian dapat menyebabkan pelimpahan agregat (overflow) pada bin panas lainnya. Waktu produksi juga menjadi lama dan berakibat turunnya kapasitas produksi per jam dari AMP. Pengaturan bukaan pintu bin dingin yang tidak terkontrol/terencana akan menyebabkan perubahan kuantitas agregat yang masuk ke pengering (dryer). Jika agregat yang masuk menjadi sedikit sementara besarnya pengapian tetap, maka dapat berakibat agregat mengalami pemanasan yang berlebih (overheating).
Pintu bukaan
Penggetar
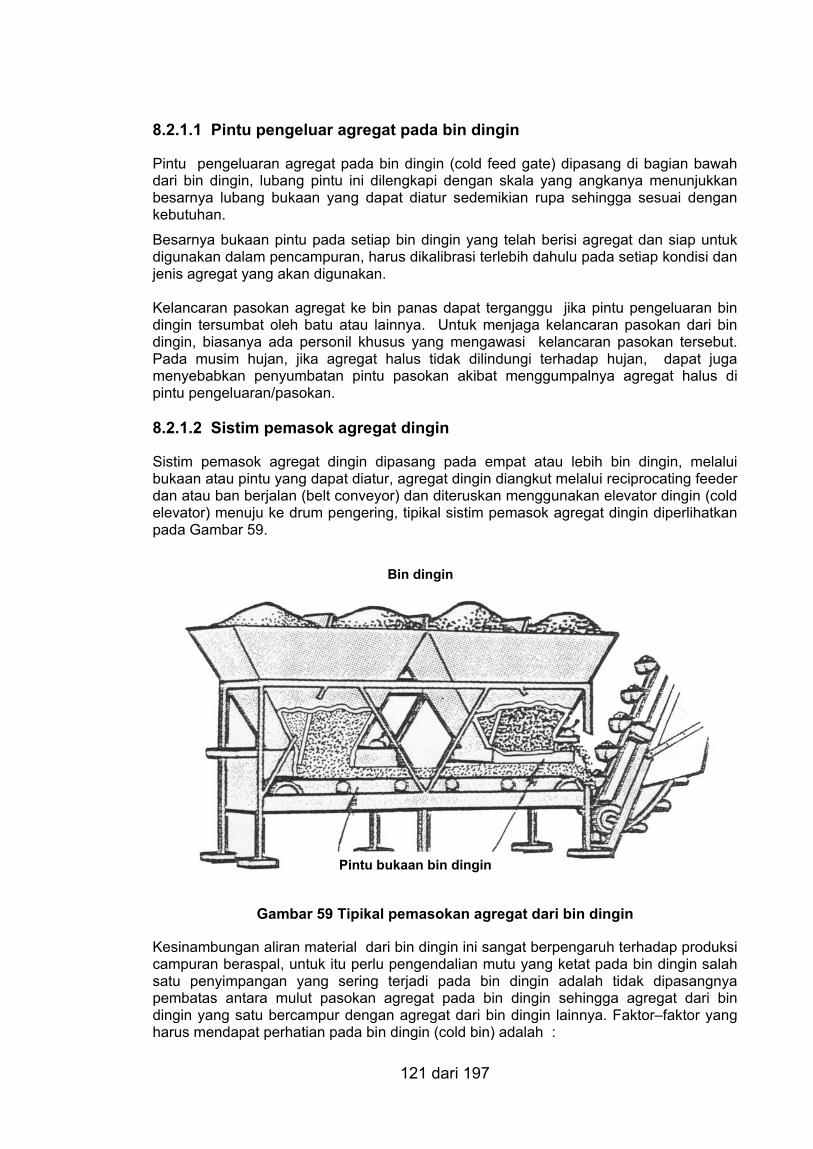
121 dari 197
8.2.1.1 Pintu pengeluar agregat pada bin dingin
Pintu pengeluaran agregat pada bin dingin (cold feed gate) dipasang di bagian bawah dari bin dingin, lubang pintu ini dilengkapi dengan skala yang angkanya menunjukkan besarnya lubang bukaan yang dapat diatur sedemikian rupa sehingga sesuai dengan kebutuhan.
Besarnya bukaan pintu pada setiap bin dingin yang telah berisi agregat dan siap untuk digunakan dalam pencampuran, harus dikalibrasi terlebih dahulu pada setiap kondisi dan jenis agregat yang akan digunakan. Kelancaran pasokan agregat ke bin panas dapat terganggu jika pintu pengeluaran bin dingin tersumbat oleh batu atau lainnya. Untuk menjaga kelancaran pasokan dari bin dingin, biasanya ada personil khusus yang mengawasi kelancaran pasokan tersebut. Pada musim hujan, jika agregat halus tidak dilindungi terhadap hujan, dapat juga menyebabkan penyumbatan pintu pasokan akibat menggumpalnya agregat halus di pintu pengeluaran/pasokan. 8.2.1.2 Sistim pemasok agregat dingin
Sistim pemasok agregat dingin dipasang pada empat atau lebih bin dingin, melalui bukaan atau pintu yang dapat diatur, agregat dingin diangkut melalui reciprocating feeder dan atau ban berjalan (belt conveyor) dan diteruskan menggunakan elevator dingin (cold elevator) menuju ke drum pengering, tipikal sistim pemasok agregat dingin diperlihatkan pada Gambar 59.
Gambar 59 Tipikal pemasokan agregat dari bin dingin
Kesinambungan aliran material dari bin dingin ini sangat berpengaruh terhadap produksi campuran beraspal, untuk itu perlu pengendalian mutu yang ketat pada bin dingin salah satu penyimpangan yang sering terjadi pada bin dingin adalah tidak dipasangnya pembatas antara mulut pasokan agregat pada bin dingin sehingga agregat dari bin dingin yang satu bercampur dengan agregat dari bin dingin lainnya. Faktor–faktor yang harus mendapat perhatian pada bin dingin (cold bin) adalah :
Bin dingin
Pintu bukaan bin dingin
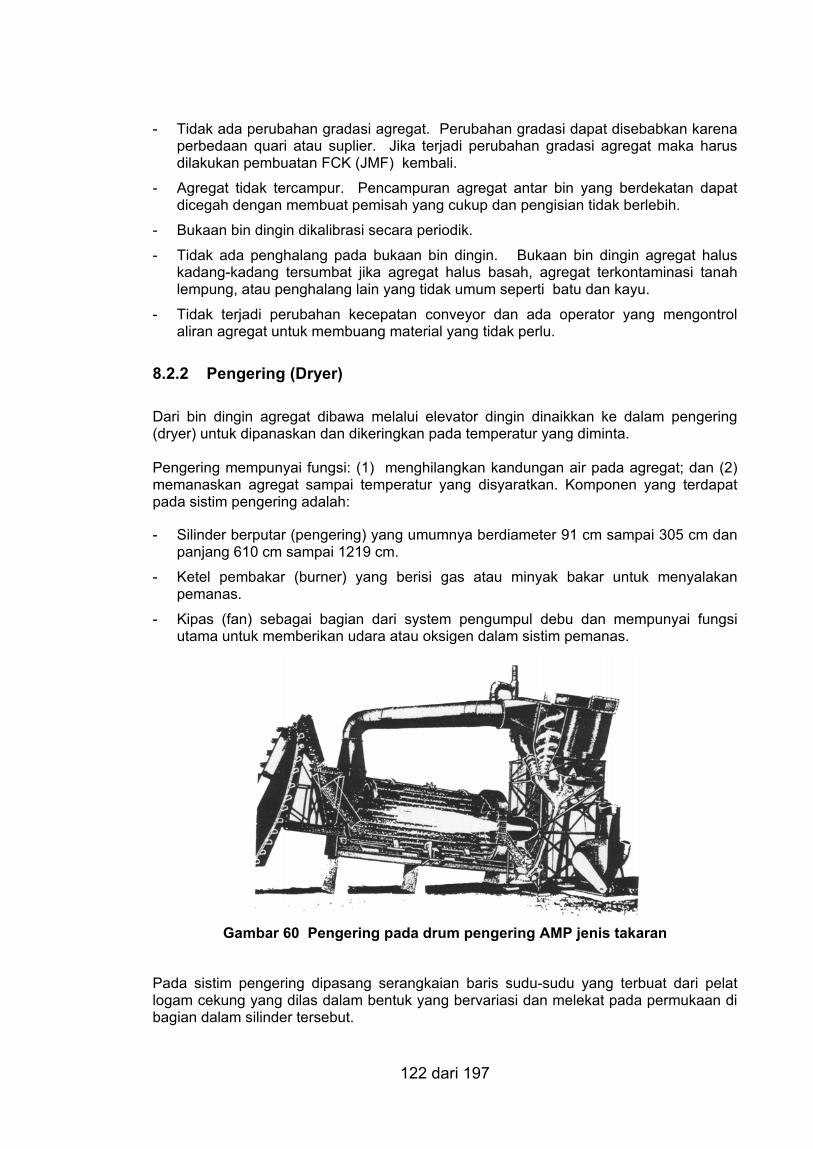
122 dari 197
- Tidak ada perubahan gradasi agregat. Perubahan gradasi dapat disebabkan karena perbedaan quari atau suplier. Jika terjadi perubahan gradasi agregat maka harus dilakukan pembuatan FCK (JMF) kembali.
- Agregat tidak tercampur. Pencampuran agregat antar bin yang berdekatan dapat dicegah dengan membuat pemisah yang cukup dan pengisian tidak berlebih.
- Bukaan bin dingin dikalibrasi secara periodik.
- Tidak ada penghalang pada bukaan bin dingin. Bukaan bin dingin agregat halus kadang-kadang tersumbat jika agregat halus basah, agregat terkontaminasi tanah lempung, atau penghalang lain yang tidak umum seperti batu dan kayu.
- Tidak terjadi perubahan kecepatan conveyor dan ada operator yang mengontrol aliran agregat untuk membuang material yang tidak perlu.
8.2.2 Pengering (Dryer)
Dari bin dingin agregat dibawa melalui elevator dingin dinaikkan ke dalam pengering (dryer) untuk dipanaskan dan dikeringkan pada temperatur yang diminta. Pengering mempunyai fungsi: (1) menghilangkan kandungan air pada agregat; dan (2) memanaskan agregat sampai temperatur yang disyaratkan. Komponen yang terdapat pada sistim pengering adalah:
- Silinder berputar (pengering) yang umumnya berdiameter 91 cm sampai 305 cm dan panjang 610 cm sampai 1219 cm.
- Ketel pembakar (burner) yang berisi gas atau minyak bakar untuk menyalakan pemanas.
- Kipas (fan) sebagai bagian dari system pengumpul debu dan mempunyai fungsi utama untuk memberikan udara atau oksigen dalam sistim pemanas.
Gambar 60 Pengering pada drum pengering AMP jenis takaran
Pada sistim pengering dipasang serangkaian baris sudu-sudu yang terbuat dari pelat logam cekung yang dilas dalam bentuk yang bervariasi dan melekat pada permukaan di bagian dalam silinder tersebut.
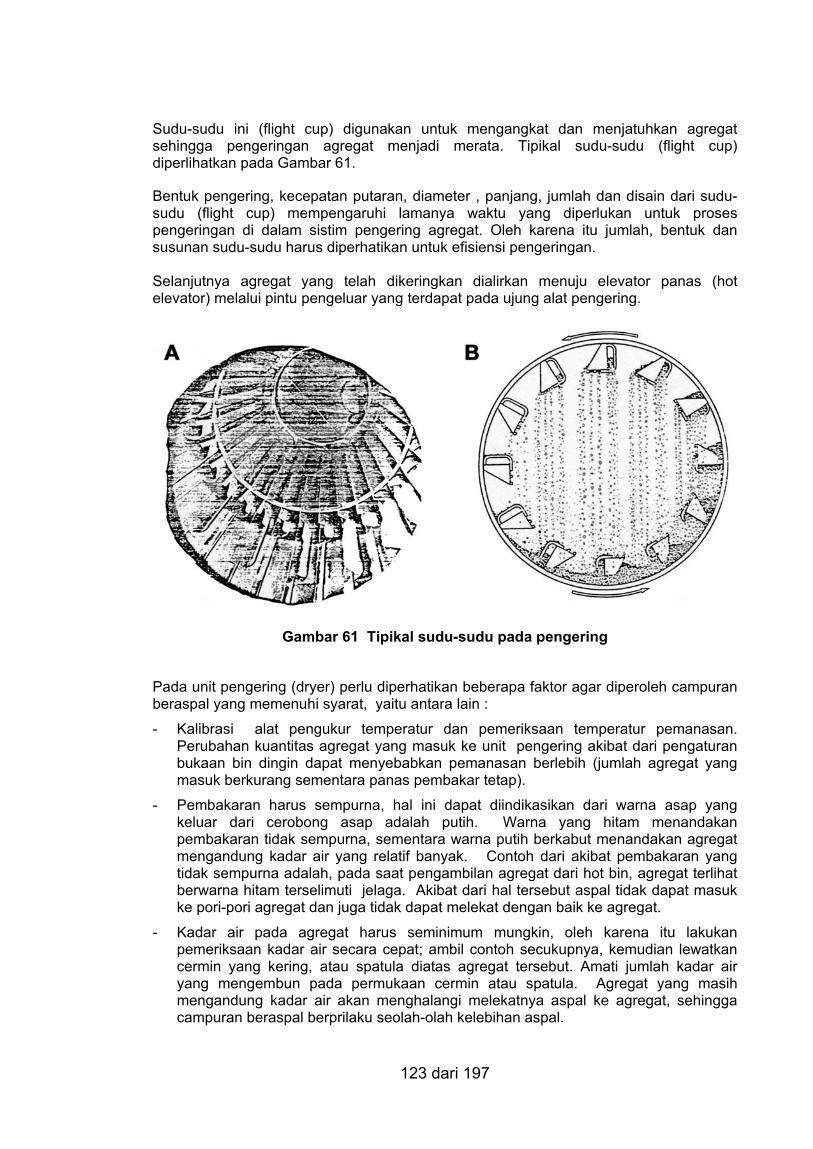
123 dari 197
Sudu-sudu ini (flight cup) digunakan untuk mengangkat dan menjatuhkan agregat sehingga pengeringan agregat menjadi merata. Tipikal sudu-sudu (flight cup) diperlihatkan pada Gambar 61.
Bentuk pengering, kecepatan putaran, diameter , panjang, jumlah dan disain dari sudu-sudu (flight cup) mempengaruhi lamanya waktu yang diperlukan untuk proses pengeringan di dalam sistim pengering agregat. Oleh karena itu jumlah, bentuk dan susunan sudu-sudu harus diperhatikan untuk efisiensi pengeringan. Selanjutnya agregat yang telah dikeringkan dialirkan menuju elevator panas (hot elevator) melalui pintu pengeluar yang terdapat pada ujung alat pengering.
Gambar 61 Tipikal sudu-sudu pada pengering Pada unit pengering (dryer) perlu diperhatikan beberapa faktor agar diperoleh campuran beraspal yang memenuhi syarat, yaitu antara lain : - Kalibrasi alat pengukur temperatur dan pemeriksaan temperatur pemanasan.
Perubahan kuantitas agregat yang masuk ke unit pengering akibat dari pengaturan bukaan bin dingin dapat menyebabkan pemanasan berlebih (jumlah agregat yang masuk berkurang sementara panas pembakar tetap).
- Pembakaran harus sempurna, hal ini dapat diindikasikan dari warna asap yang keluar dari cerobong asap adalah putih. Warna yang hitam menandakan pembakaran tidak sempurna, sementara warna putih berkabut menandakan agregat mengandung kadar air yang relatif banyak. Contoh dari akibat pembakaran yang tidak sempurna adalah, pada saat pengambilan agregat dari hot bin, agregat terlihat berwarna hitam terselimuti jelaga. Akibat dari hal tersebut aspal tidak dapat masuk ke pori-pori agregat dan juga tidak dapat melekat dengan baik ke agregat.
- Kadar air pada agregat harus seminimum mungkin, oleh karena itu lakukan pemeriksaan kadar air secara cepat; ambil contoh secukupnya, kemudian lewatkan cermin yang kering, atau spatula diatas agregat tersebut. Amati jumlah kadar air yang mengembun pada permukaan cermin atau spatula. Agregat yang masih mengandung kadar air akan menghalangi melekatnya aspal ke agregat, sehingga campuran beraspal berprilaku seolah-olah kelebihan aspal.
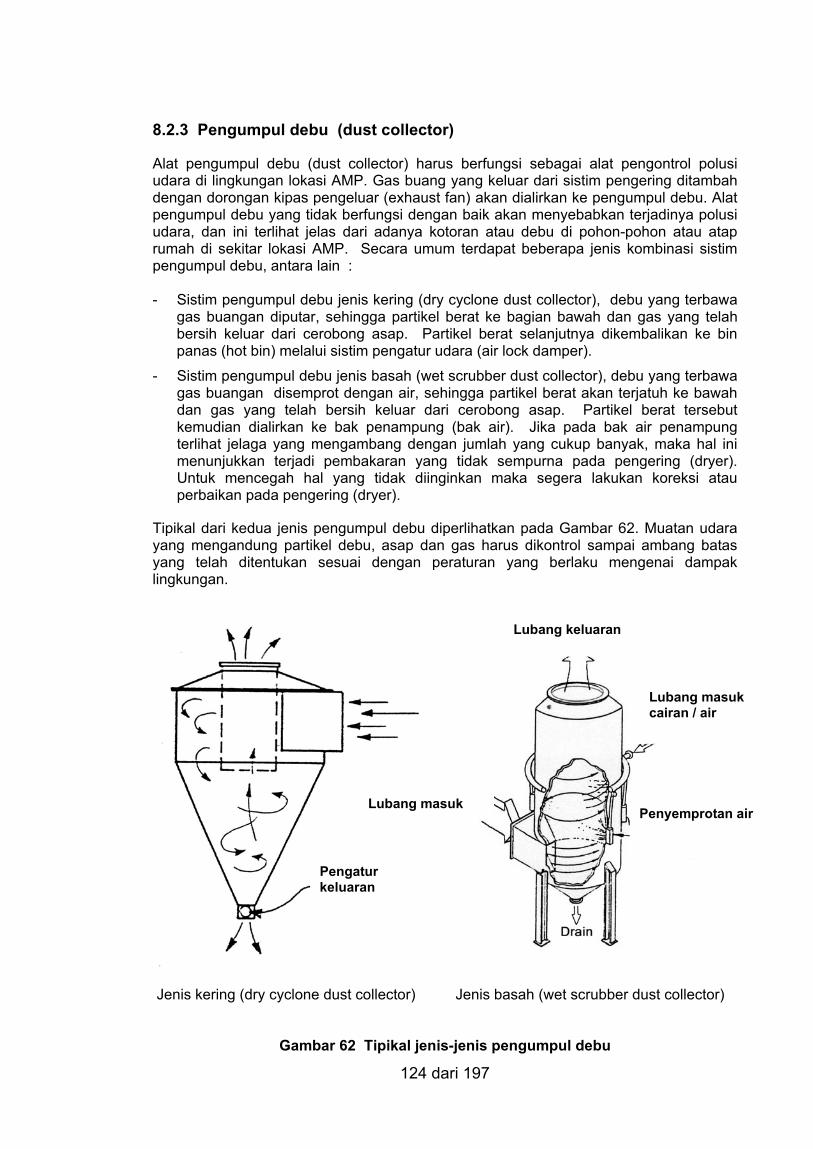
124 dari 197
8.2.3 Pengumpul debu (dust collector)
Alat pengumpul debu (dust collector) harus berfungsi sebagai alat pengontrol polusi udara di lingkungan lokasi AMP. Gas buang yang keluar dari sistim pengering ditambah dengan dorongan kipas pengeluar (exhaust fan) akan dialirkan ke pengumpul debu. Alat pengumpul debu yang tidak berfungsi dengan baik akan menyebabkan terjadinya polusi udara, dan ini terlihat jelas dari adanya kotoran atau debu di pohon-pohon atau atap rumah di sekitar lokasi AMP. Secara umum terdapat beberapa jenis kombinasi sistim pengumpul debu, antara lain : - Sistim pengumpul debu jenis kering (dry cyclone dust collector), debu yang terbawa
gas buangan diputar, sehingga partikel berat ke bagian bawah dan gas yang telah bersih keluar dari cerobong asap. Partikel berat selanjutnya dikembalikan ke bin panas (hot bin) melalui sistim pengatur udara (air lock damper).
- Sistim pengumpul debu jenis basah (wet scrubber dust collector), debu yang terbawa gas buangan disemprot dengan air, sehingga partikel berat akan terjatuh ke bawah dan gas yang telah bersih keluar dari cerobong asap. Partikel berat tersebut kemudian dialirkan ke bak penampung (bak air). Jika pada bak air penampung terlihat jelaga yang mengambang dengan jumlah yang cukup banyak, maka hal ini menunjukkan terjadi pembakaran yang tidak sempurna pada pengering (dryer). Untuk mencegah hal yang tidak diinginkan maka segera lakukan koreksi atau perbaikan pada pengering (dryer).
Tipikal dari kedua jenis pengumpul debu diperlihatkan pada Gambar 62. Muatan udara yang mengandung partikel debu, asap dan gas harus dikontrol sampai ambang batas yang telah ditentukan sesuai dengan peraturan yang berlaku mengenai dampak lingkungan.
Jenis kering (dry cyclone dust collector) Jenis basah (wet scrubber dust collector)
Gambar 62 Tipikal jenis-jenis pengumpul debu
Lubang masuk
Lubang keluaran
Lubang masuk cairan / air
Penyemprotan air
Pengatur keluaran
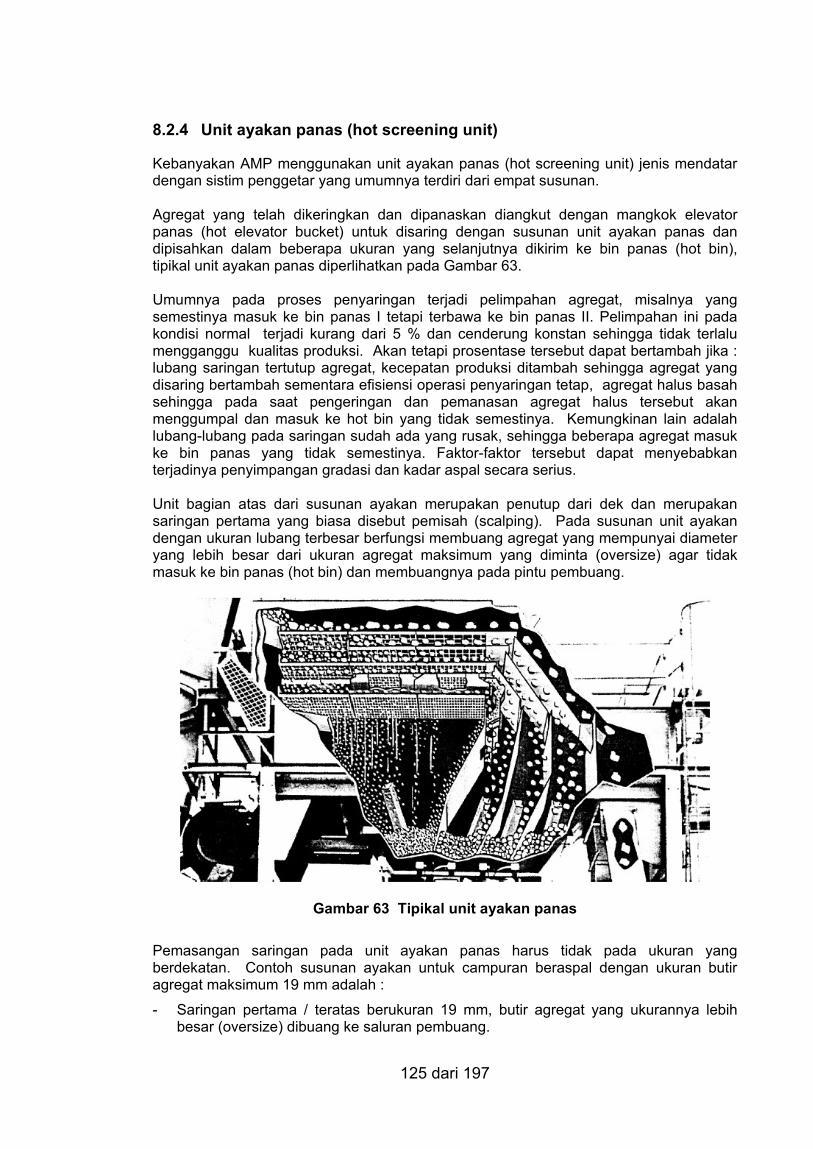
125 dari 197
8.2.4 Unit ayakan panas (hot screening unit)
Kebanyakan AMP menggunakan unit ayakan panas (hot screening unit) jenis mendatar dengan sistim penggetar yang umumnya terdiri dari empat susunan. Agregat yang telah dikeringkan dan dipanaskan diangkut dengan mangkok elevator panas (hot elevator bucket) untuk disaring dengan susunan unit ayakan panas dan dipisahkan dalam beberapa ukuran yang selanjutnya dikirim ke bin panas (hot bin), tipikal unit ayakan panas diperlihatkan pada Gambar 63. Umumnya pada proses penyaringan terjadi pelimpahan agregat, misalnya yang semestinya masuk ke bin panas I tetapi terbawa ke bin panas II. Pelimpahan ini pada kondisi normal terjadi kurang dari 5 % dan cenderung konstan sehingga tidak terlalu mengganggu kualitas produksi. Akan tetapi prosentase tersebut dapat bertambah jika : lubang saringan tertutup agregat, kecepatan produksi ditambah sehingga agregat yang disaring bertambah sementara efisiensi operasi penyaringan tetap, agregat halus basah sehingga pada saat pengeringan dan pemanasan agregat halus tersebut akan menggumpal dan masuk ke hot bin yang tidak semestinya. Kemungkinan lain adalah lubang-lubang pada saringan sudah ada yang rusak, sehingga beberapa agregat masuk ke bin panas yang tidak semestinya. Faktor-faktor tersebut dapat menyebabkan terjadinya penyimpangan gradasi dan kadar aspal secara serius. Unit bagian atas dari susunan ayakan merupakan penutup dari dek dan merupakan saringan pertama yang biasa disebut pemisah (scalping). Pada susunan unit ayakan dengan ukuran lubang terbesar berfungsi membuang agregat yang mempunyai diameter yang lebih besar dari ukuran agregat maksimum yang diminta (oversize) agar tidak masuk ke bin panas (hot bin) dan membuangnya pada pintu pembuang.
Gambar 63 Tipikal unit ayakan panas Pemasangan saringan pada unit ayakan panas harus tidak pada ukuran yang berdekatan. Contoh susunan ayakan untuk campuran beraspal dengan ukuran butir agregat maksimum 19 mm adalah : - Saringan pertama / teratas berukuran 19 mm, butir agregat yang ukurannya lebih
besar (oversize) dibuang ke saluran pembuang.
126 dari 197
- Saringan ke-dua berukuran 12,5 mm (1/2 inchi). Ukuran butir agregat antara 19 mm sampai 12,5 mm masuk ke bin 1
- Saringan ke-tiga berukuran 4,75 mm (No. 4). Ukuran butir agregat antara 9,5 sampai dengan 4,75 mm masuk ke bin 2.
- Saringan ke-empat berukuran 2,36 mm (No. 8). Ukuran butir agregat antara 4,75 sampai dengan 2,36 mm masuk ke bin 3. Sementara agregat yang lolos saringan 2,36 mm masuk ke bin 4.
Unit ayakan panas harus dibersihkan dan diperiksa setiap hari untuk menghindarkan dari kemungkinan rusak atau robek.
8.2.5 Bin panas (hot bin)
Bin panas (hot bin) dipasang pada AMP jenis takaran (batch). Pada AMP jenis takaran umumnya akan terdapat 4 bin yang dilengkapi dengan pembatas yang rapat dan kuat dan tidak boleh berlubang serta mempunyai tinggi yang tepat sehingga mampu menampung agregat panas dalam berbagai ukuran fraksi yang telah dipisah-pisahkan melalui unit ayakan panas. Pada bagian bawah dari tiap bin panas harus dipasang saluran pipa untuk membuang agregat yang berlebih dari tiap bin panas yang dapat dioperasikan secara manual atau otomatis.
Jika agregat halus masih menyisakan kadar air (pengering kurang baik) setelah pemanasan, maka agregat yang sangat halus (debu) akan menempel dan menggumpal pada dingding bin panas dan akan jatuh setelah cukup berat. Hal tersebut dapat menyebabkan perubahan gradasi agregat, yaitu penambahan material yang lolos saringan No. 200.
8.2.6 Sistim pemasok bahan pengisi (filler elevator)
Bahan pengisi (filler) sangat sensitif untuk mengeras karena pengaruh kadar air, oleh karena itu diperlukan wadah khusus (silo) agar bahan pengisi bebas dari pengaruh air. Umumnya bahan pengisi dimasukkan ke dalam AMP melalui penimbang yang biasa disediakan untuk menimbang agregat panas, namun terdapat juga AMP yang menyediakan penimbang khusus untuk bahan pengisi.
Terdapat dua sistim untuk memasok bahan pengisi ke dalam AMP yaitu sistim pneumatik dan mekanik. Untuk sistim pneumatik, bahan pengisi dimasukkan ke dalam pencampur dengan cara pengaliran seperti bahan cair, sedangkan untuk sistim makanik bahan pengisi dari silo dimasukkan ke dalam pencampur dengan menggunakan wadah-wadah yang dirangkai dengan ban berjalan sehingga merupakan elevator bahan pengisi.
Karena pengaruh bahan pengisi dalam campuran cukup besar, maka diperlukan pemeriksaan secara berkala. Penambahan bahan pengisi akan menyebabkan campuran menjadi lebih kaku (stiff), akan tetapi penambahan yang terlalu banyak akan berpengaruh negatif, yaitu lapisan beraspal menjadi getas dan mudah retak.
8.2.7 Tangki aspal (asphalt storage)
Tangki aspal pada AMP harus cukup besar sehingga dapat menampung aspal yang memenuhi kebutuhan aspal saat AMP dioperasikan, dan aspal yang terdapat di dalamnya dapat dengan mudah terlihat. Pada beberapa AMP terdapat beberapa tangki aspal yang saling berhubungan satu dengan lainnya. Tangki pertama mempunyai fungsi menampung aspal yang baru datang
127 dari 197
dari pemasok, dan tangki lainnya mempunyai fungsi untuk menampung aspal yang telah dipanaskan dan siap untuk ditimbang dan dimasukkan ke dalam pencampur (mixer/pugmill). Setiap tangki harus dilengkapi dengan sebuah alat sensor thermometrik yang telah dikalibrasi sehingga temperatur aspal dari tiap tangki akan terkontrol. Aspal harus cukup cair untuk dapat dialirkan dengan baik, oleh karena itu diperlukan penangas aspal. Terdapat beberapa jenis penangas aspal di dalam tangki, antara lain dengan sistim sirkulasi uap panas atau sirkulasi oli panas di dalam tangki aspal atau dapat juga dengan sistim elektrik. Pada sirkulasi aspal terdapat dua jenis pipa, yaitu pipa pemasok yang berfungsi mengalirkan aspal panas untuk ditimbang dan pipa pengembali yang berfungsi mengalirkan aspal kembali ke dalam tangki. Tangki aspal, pipa pemasok, pipa pengembali, dan timbangan aspal harus mempunyai pelindung panas sehingga dapat menjamin temperatur aspal sesuai dengan yang ditentukan. Pada sirkulasi aspal pipa pengembali harus terletak di bawah pipa pemasok aspal. Untuk mencegah terjadinya kekosongan dalam pipa pengembali aspal, perlu dipasang dua atau tiga buah lubang pada pipa pengembali di atas ambang atas tertinggi aspal dalam tangki.
8.2.8 Timbangan agregat (aggregate weight hopper)
Pada AMP jenis takaran terdapat dua macam timbangan untuk agregat yaitu timbangan untuk agregat dan timbangan untuk bahan pengisi (filler). Timbangan untuk agregat ditempatkan langsung di bawah bin panas (hot bin). Hasil penimbangan dari agregat langsung ditransmisikan oleh mekanisma timbangan pada skala penunjuk tanpa pegas, sehingga berat agregat tiap bin serta jumlah tiap takaran dapat dibaca. Pada bagian ini operator AMP sangat berperan. Jika keseimbangan waktu pencapaian berat bin panas sulit tercapai, maka operator harus melakukan pengecekan aliran material mulai dari bin dingin. Akan tetapi jika ketidak seimbangan waktu tersebut dipaksakan terus berjalan, maka dapat dipastikan akan terjadi penyimpangan gradasi sebagai akibat proporsi masing-masing hot bin tidak sesuai. Temperatur agregat juga akan berfluktuasi akibat dari kuantitas aliran agregat pada pengering (dryer) yang tidak stabil. Urutan penimbangan tiap bin panas harus diamati secara teliti dan sebaiknya penimbangan fraksi agregat kasar didahulukan. Sebelum AMP dioperasikan, skala timbangan dibersihkan, tiap bagian diperiksa dan harus dilakukan kalibrasi timbangan secara periodik oleh instansi berwenang. AMP sebaiknya menggunakan sistim kontrol yang otomatis untuk memperoleh komposisi campuran yang sesuai. Faktor-faktor penting pada unit timbangan agregat yang perlu mendapat perhatian antara lain sebagai berikut :
- Kalibrasi timbangan.
- Weigh box tergantung bebas.
- Kontrol harian terhadap kinerja operator AMP.
8.2.9 Timbangan aspal (asphalt weight hopper)
Setelah aspal dipanaskan dalam tangki aspal pada temperatur yang ditentukan berdasarkan tingkat keencerannya, maka aspal panas dialirkan melalui pipa pemasok
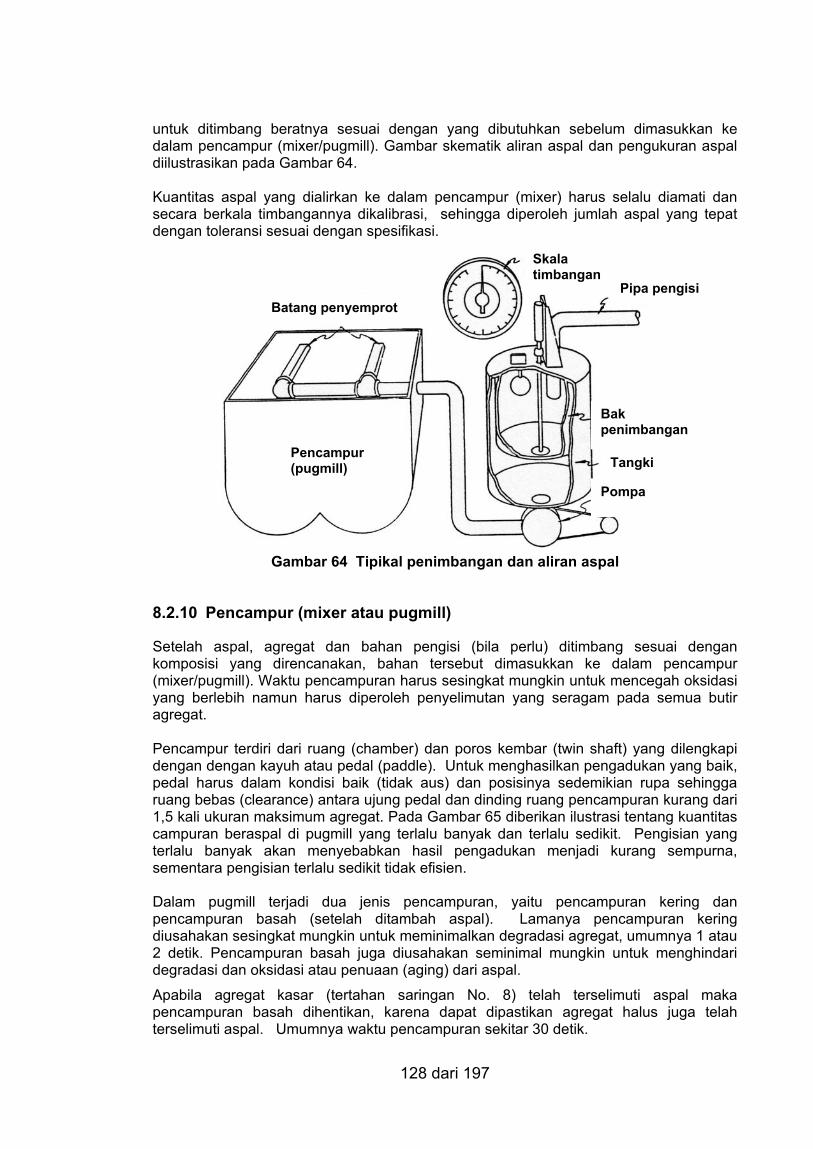
128 dari 197
untuk ditimbang beratnya sesuai dengan yang dibutuhkan sebelum dimasukkan ke dalam pencampur (mixer/pugmill). Gambar skematik aliran aspal dan pengukuran aspal diilustrasikan pada Gambar 64. Kuantitas aspal yang dialirkan ke dalam pencampur (mixer) harus selalu diamati dan secara berkala timbangannya dikalibrasi, sehingga diperoleh jumlah aspal yang tepat dengan toleransi sesuai dengan spesifikasi.
Gambar 64 Tipikal penimbangan dan aliran aspal
8.2.10 Pencampur (mixer atau pugmill)
Setelah aspal, agregat dan bahan pengisi (bila perlu) ditimbang sesuai dengan komposisi yang direncanakan, bahan tersebut dimasukkan ke dalam pencampur (mixer/pugmill). Waktu pencampuran harus sesingkat mungkin untuk mencegah oksidasi yang berlebih namun harus diperoleh penyelimutan yang seragam pada semua butir agregat. Pencampur terdiri dari ruang (chamber) dan poros kembar (twin shaft) yang dilengkapi dengan dengan kayuh atau pedal (paddle). Untuk menghasilkan pengadukan yang baik, pedal harus dalam kondisi baik (tidak aus) dan posisinya sedemikian rupa sehingga ruang bebas (clearance) antara ujung pedal dan dinding ruang pencampuran kurang dari 1,5 kali ukuran maksimum agregat. Pada Gambar 65 diberikan ilustrasi tentang kuantitas campuran beraspal di pugmill yang terlalu banyak dan terlalu sedikit. Pengisian yang terlalu banyak akan menyebabkan hasil pengadukan menjadi kurang sempurna, sementara pengisian terlalu sedikit tidak efisien.
Dalam pugmill terjadi dua jenis pencampuran, yaitu pencampuran kering dan pencampuran basah (setelah ditambah aspal). Lamanya pencampuran kering diusahakan sesingkat mungkin untuk meminimalkan degradasi agregat, umumnya 1 atau 2 detik. Pencampuran basah juga diusahakan seminimal mungkin untuk menghindari degradasi dan oksidasi atau penuaan (aging) dari aspal. Apabila agregat kasar (tertahan saringan No. 8) telah terselimuti aspal maka pencampuran basah dihentikan, karena dapat dipastikan agregat halus juga telah terselimuti aspal. Umumnya waktu pencampuran sekitar 30 detik.
Pencampur(pugmill)
Skala timbangan
Pipa pengisi
Tangki
Pompa
Bak penimbangan
Batang penyemprot
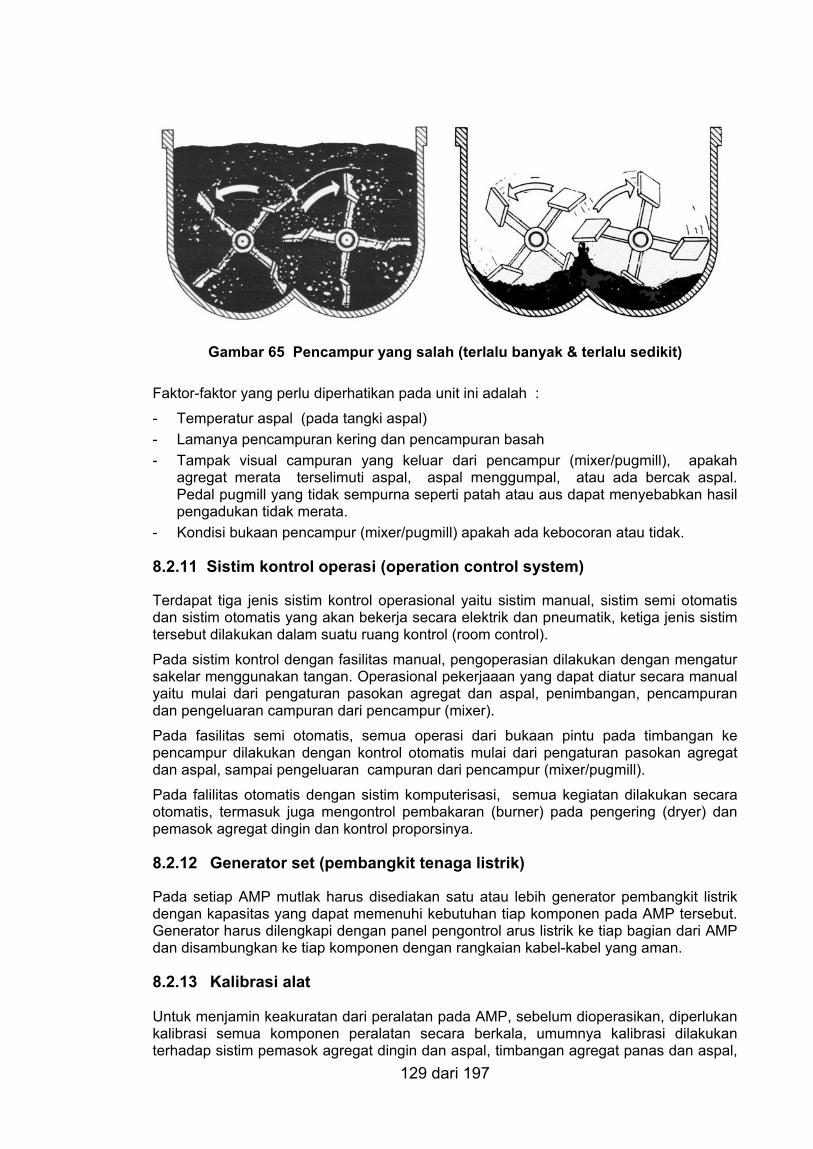
129 dari 197
Gambar 65 Pencampur yang salah (terlalu banyak & terlalu sedikit)
Faktor-faktor yang perlu diperhatikan pada unit ini adalah :
- Temperatur aspal (pada tangki aspal) - Lamanya pencampuran kering dan pencampuran basah - Tampak visual campuran yang keluar dari pencampur (mixer/pugmill), apakah
agregat merata terselimuti aspal, aspal menggumpal, atau ada bercak aspal. Pedal pugmill yang tidak sempurna seperti patah atau aus dapat menyebabkan hasil pengadukan tidak merata.
- Kondisi bukaan pencampur (mixer/pugmill) apakah ada kebocoran atau tidak.
8.2.11 Sistim kontrol operasi (operation control system)
Terdapat tiga jenis sistim kontrol operasional yaitu sistim manual, sistim semi otomatis dan sistim otomatis yang akan bekerja secara elektrik dan pneumatik, ketiga jenis sistim tersebut dilakukan dalam suatu ruang kontrol (room control). Pada sistim kontrol dengan fasilitas manual, pengoperasian dilakukan dengan mengatur sakelar menggunakan tangan. Operasional pekerjaaan yang dapat diatur secara manual yaitu mulai dari pengaturan pasokan agregat dan aspal, penimbangan, pencampuran dan pengeluaran campuran dari pencampur (mixer). Pada fasilitas semi otomatis, semua operasi dari bukaan pintu pada timbangan ke pencampur dilakukan dengan kontrol otomatis mulai dari pengaturan pasokan agregat dan aspal, sampai pengeluaran campuran dari pencampur (mixer/pugmill). Pada falilitas otomatis dengan sistim komputerisasi, semua kegiatan dilakukan secara otomatis, termasuk juga mengontrol pembakaran (burner) pada pengering (dryer) dan pemasok agregat dingin dan kontrol proporsinya.
8.2.12 Generator set (pembangkit tenaga listrik)
Pada setiap AMP mutlak harus disediakan satu atau lebih generator pembangkit listrik dengan kapasitas yang dapat memenuhi kebutuhan tiap komponen pada AMP tersebut. Generator harus dilengkapi dengan panel pengontrol arus listrik ke tiap bagian dari AMP dan disambungkan ke tiap komponen dengan rangkaian kabel-kabel yang aman.
8.2.13 Kalibrasi alat Untuk menjamin keakuratan dari peralatan pada AMP, sebelum dioperasikan, diperlukan kalibrasi semua komponen peralatan secara berkala, umumnya kalibrasi dilakukan terhadap sistim pemasok agregat dingin dan aspal, timbangan agregat panas dan aspal,
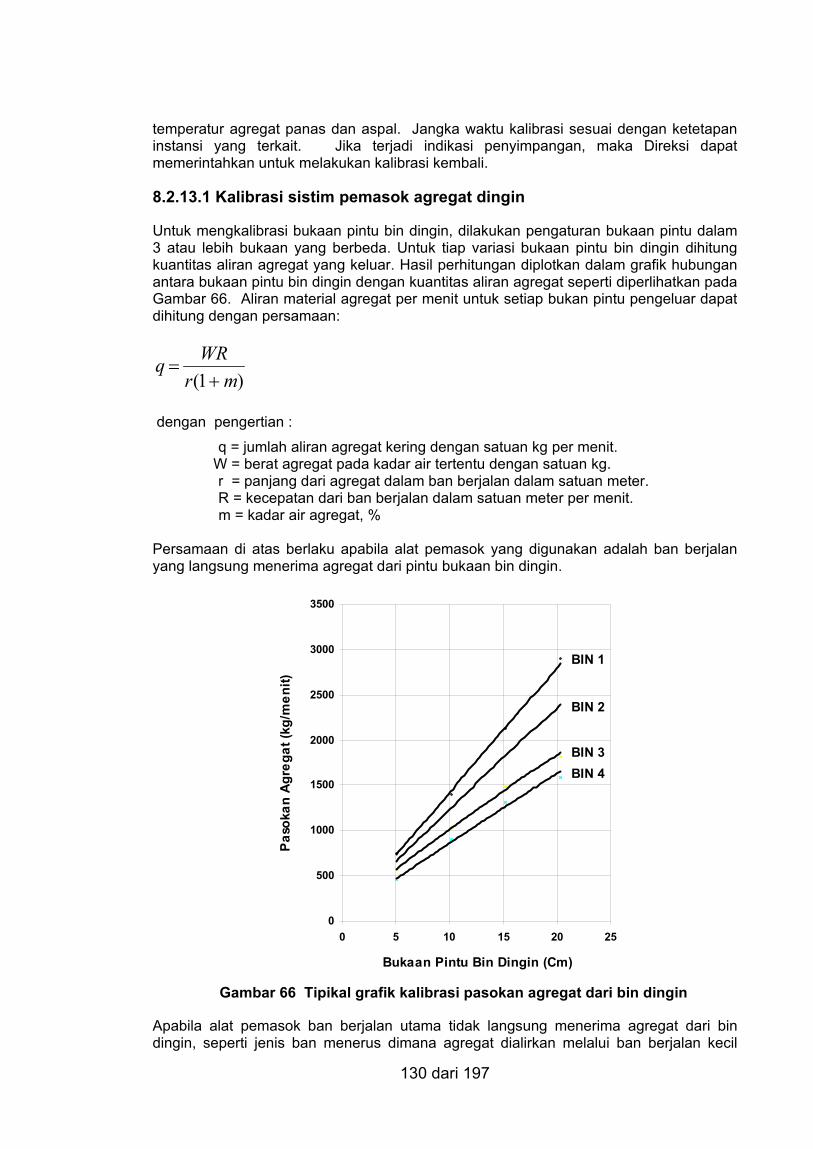
130 dari 197
temperatur agregat panas dan aspal. Jangka waktu kalibrasi sesuai dengan ketetapan instansi yang terkait. Jika terjadi indikasi penyimpangan, maka Direksi dapat memerintahkan untuk melakukan kalibrasi kembali.
8.2.13.1 Kalibrasi sistim pemasok agregat dingin
Untuk mengkalibrasi bukaan pintu bin dingin, dilakukan pengaturan bukaan pintu dalam 3 atau lebih bukaan yang berbeda. Untuk tiap variasi bukaan pintu bin dingin dihitung kuantitas aliran agregat yang keluar. Hasil perhitungan diplotkan dalam grafik hubungan antara bukaan pintu bin dingin dengan kuantitas aliran agregat seperti diperlihatkan pada Gambar 66. Aliran material agregat per menit untuk setiap bukan pintu pengeluar dapat dihitung dengan persamaan:
)1( mrWRq+
=
dengan pengertian : q = jumlah aliran agregat kering dengan satuan kg per menit. W = berat agregat pada kadar air tertentu dengan satuan kg. r = panjang dari agregat dalam ban berjalan dalam satuan meter. R = kecepatan dari ban berjalan dalam satuan meter per menit. m = kadar air agregat, % Persamaan di atas berlaku apabila alat pemasok yang digunakan adalah ban berjalan yang langsung menerima agregat dari pintu bukaan bin dingin.
Gambar 66 Tipikal grafik kalibrasi pasokan agregat dari bin dingin
Apabila alat pemasok ban berjalan utama tidak langsung menerima agregat dari bin dingin, seperti jenis ban menerus dimana agregat dialirkan melalui ban berjalan kecil
0
500
1000
1500
2000
2500
3000
3500
0 5 10 15 20 25
Bukaan Pintu Bin Dingin (Cm)
Paso
kan
Agre
gat (
kg/m
enit)
BIN 1
BIN 2
BIN 3BIN 4
131 dari 197
yang diteruskan ke ban berjalan utama, maka aliran agregat dapat dihitung menggunakan nilai perubahan pada ban berjalan yang kecil dengan persamaan di atas, namun dengan perubahan nilai pada variabel r dan R, sebagai berikut :
r = angka perubahan ban berjalan kecil selama pengumpulan agregat, meter R = perubahan ban berjalan per menit, meter per menit
Contoh penggunaan: Besar bukaan pintu bin dingin 5 cm; berat agregat asli 14,29 kg; kadar air agregat 3%; kecepatan ban berjalan 75 meter/menit dan panjang agregat dalam ban berjalan 1,5 meter. Dengan persamaan di atas dapat dihitung aliran agregat dalam ban berjalan q = 693,7 kg per menit. Hasil-hasil perhitungan di atas kemudian diplotkan dalam suatu grafik kalibrasi.
Bukaan pintu bin dingin tergantung pada rencana produksi dalam ton per jam. Dengan menggunakan grafik hasil kalibrasi bukaan pintu bin dingin yang telah diperoleh dan rencana produksi, maka bukan pintu bin dingin dapat dicari dengan persamaan :
Q = 0,151 TP
Dengan pengertian :
Q = aliran agregat yang diperlukan (kg/menit)
T = produksi rencana AMP (ton per jam) P = proporsi agregat terhadap campuran agregat total, %
Sebagai contoh, produksi yang ingin dicapai AMP adalah 250 ton per jam, proporsi agregat yang harus dipasok 20% fraksi agregat kasar (bin dingin-1); 40% fraksi agregat sedang (bin dingin-2); 30% agregat halus (bin dingin-3) dan 10% bahan pengisi (bin dingin –4), dapat dihitung aliran agregat;
- Aliran agregat yang dibutuhkan dari bin dingin –1 adalah:
Q = 0,151 x 250 x 20 = 755 kg/menit
- Aliran agregat yang dibutuhkan dari bin dingin –2 adalah:
Q = 0,151 x 250 x 40 = 1510 kg/menit
- Aliran agregat yang dibutuhkan dari bin dingin –3 adalah:
Q = 0,151 x 250 x 30 = 1133 kg/menit
- Aliran agregat yang dibutuhkan dari bin dingin –4 adalah:
Q = 0,151 x 250 x 10 = 378 kg/menit
Untuk memperoleh bukaan pintu bin dingin, nilai Q dari masing-masing fraksi agregat diplotkan pada grafik kalibrasi bukaan pintu bin dingin (Gambar 66), dari contoh di atas diperoleh ukuran bukaan pintu bin dingin adalah:
- Bin dingin –1 ………….. 5,2 cm
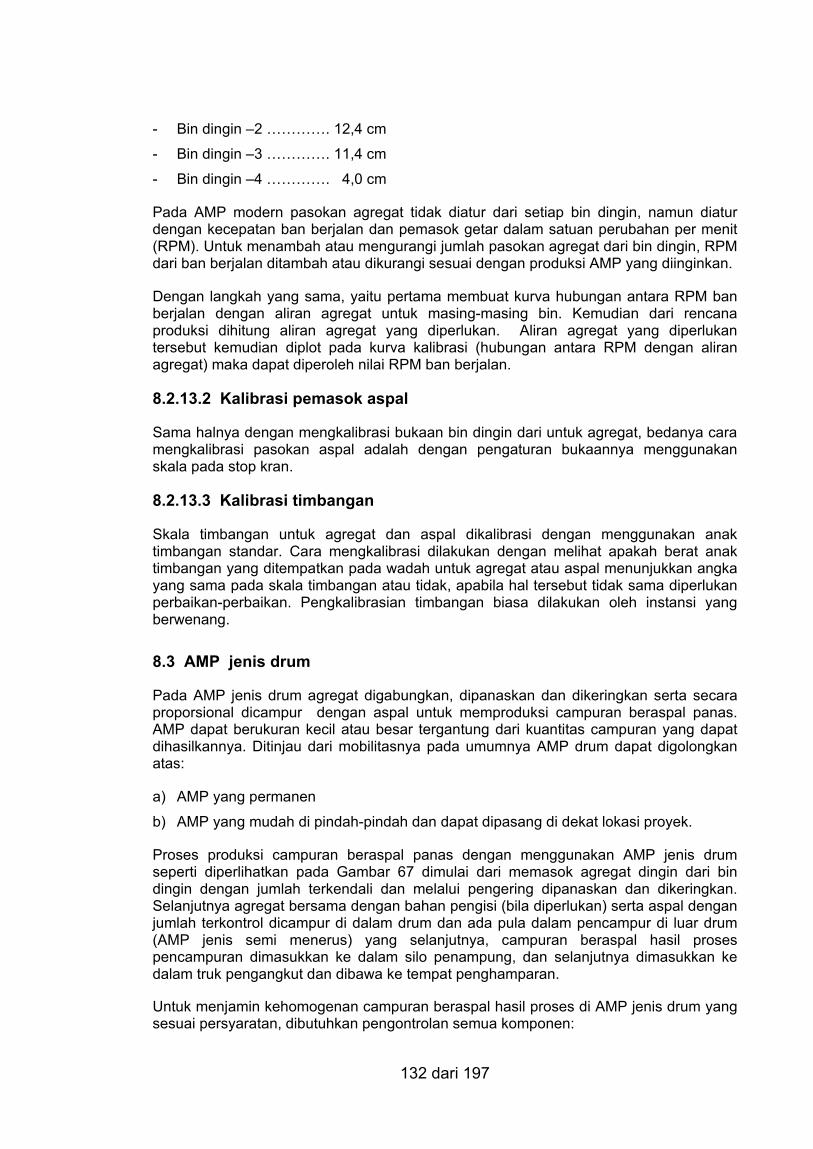
132 dari 197
- Bin dingin –2 …………. 12,4 cm - Bin dingin –3 …………. 11,4 cm
- Bin dingin –4 …………. 4,0 cm
Pada AMP modern pasokan agregat tidak diatur dari setiap bin dingin, namun diatur dengan kecepatan ban berjalan dan pemasok getar dalam satuan perubahan per menit (RPM). Untuk menambah atau mengurangi jumlah pasokan agregat dari bin dingin, RPM dari ban berjalan ditambah atau dikurangi sesuai dengan produksi AMP yang diinginkan.
Dengan langkah yang sama, yaitu pertama membuat kurva hubungan antara RPM ban berjalan dengan aliran agregat untuk masing-masing bin. Kemudian dari rencana produksi dihitung aliran agregat yang diperlukan. Aliran agregat yang diperlukan tersebut kemudian diplot pada kurva kalibrasi (hubungan antara RPM dengan aliran agregat) maka dapat diperoleh nilai RPM ban berjalan.
8.2.13.2 Kalibrasi pemasok aspal
Sama halnya dengan mengkalibrasi bukaan bin dingin dari untuk agregat, bedanya cara mengkalibrasi pasokan aspal adalah dengan pengaturan bukaannya menggunakan skala pada stop kran.
8.2.13.3 Kalibrasi timbangan
Skala timbangan untuk agregat dan aspal dikalibrasi dengan menggunakan anak timbangan standar. Cara mengkalibrasi dilakukan dengan melihat apakah berat anak timbangan yang ditempatkan pada wadah untuk agregat atau aspal menunjukkan angka yang sama pada skala timbangan atau tidak, apabila hal tersebut tidak sama diperlukan perbaikan-perbaikan. Pengkalibrasian timbangan biasa dilakukan oleh instansi yang berwenang.
8.3 AMP jenis drum
Pada AMP jenis drum agregat digabungkan, dipanaskan dan dikeringkan serta secara proporsional dicampur dengan aspal untuk memproduksi campuran beraspal panas. AMP dapat berukuran kecil atau besar tergantung dari kuantitas campuran yang dapat dihasilkannya. Ditinjau dari mobilitasnya pada umumnya AMP drum dapat digolongkan atas:
a) AMP yang permanen
b) AMP yang mudah di pindah-pindah dan dapat dipasang di dekat lokasi proyek.
Proses produksi campuran beraspal panas dengan menggunakan AMP jenis drum seperti diperlihatkan pada Gambar 67 dimulai dari memasok agregat dingin dari bin dingin dengan jumlah terkendali dan melalui pengering dipanaskan dan dikeringkan. Selanjutnya agregat bersama dengan bahan pengisi (bila diperlukan) serta aspal dengan jumlah terkontrol dicampur di dalam drum dan ada pula dalam pencampur di luar drum (AMP jenis semi menerus) yang selanjutnya, campuran beraspal hasil proses pencampuran dimasukkan ke dalam silo penampung, dan selanjutnya dimasukkan ke dalam truk pengangkut dan dibawa ke tempat penghamparan. Untuk menjamin kehomogenan campuran beraspal hasil proses di AMP jenis drum yang sesuai persyaratan, dibutuhkan pengontrolan semua komponen:
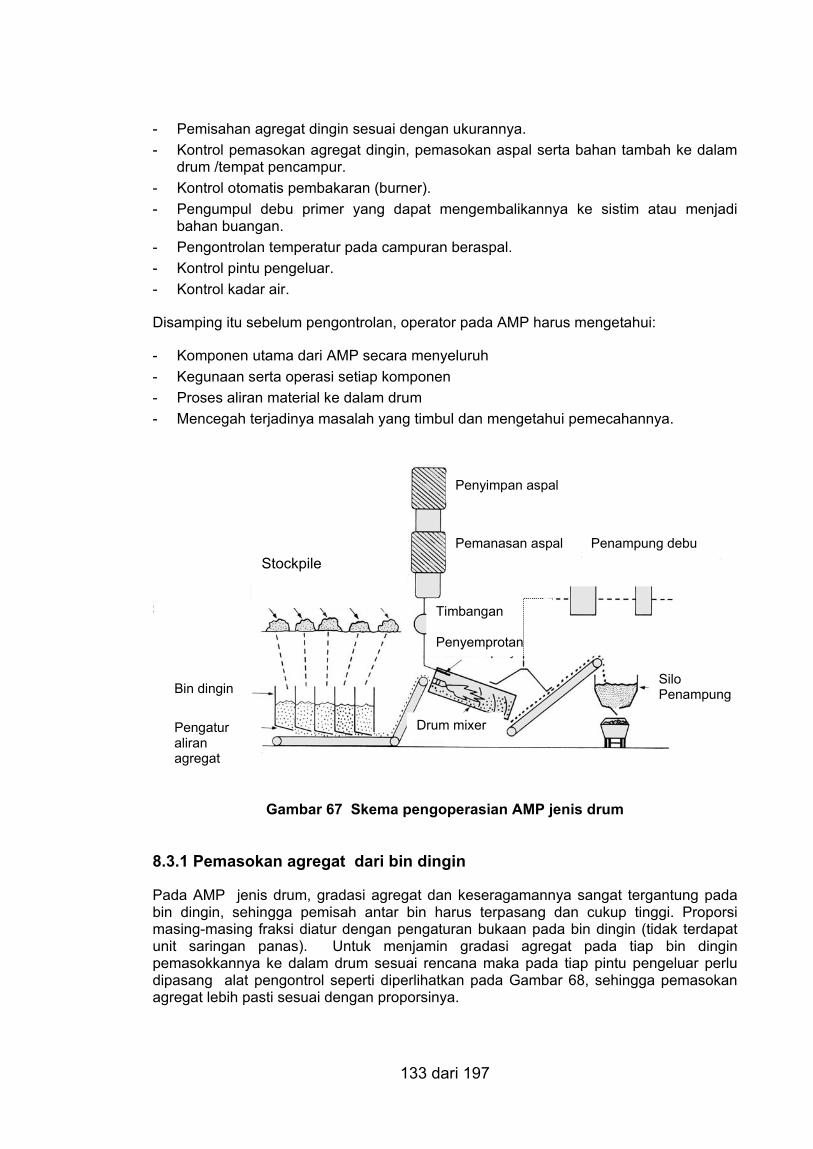
133 dari 197
- Pemisahan agregat dingin sesuai dengan ukurannya. - Kontrol pemasokan agregat dingin, pemasokan aspal serta bahan tambah ke dalam
drum /tempat pencampur. - Kontrol otomatis pembakaran (burner). - Pengumpul debu primer yang dapat mengembalikannya ke sistim atau menjadi
bahan buangan. - Pengontrolan temperatur pada campuran beraspal. - Kontrol pintu pengeluar. - Kontrol kadar air.
Disamping itu sebelum pengontrolan, operator pada AMP harus mengetahui:
- Komponen utama dari AMP secara menyeluruh - Kegunaan serta operasi setiap komponen - Proses aliran material ke dalam drum - Mencegah terjadinya masalah yang timbul dan mengetahui pemecahannya.
Gambar 67 Skema pengoperasian AMP jenis drum
8.3.1 Pemasokan agregat dari bin dingin
Pada AMP jenis drum, gradasi agregat dan keseragamannya sangat tergantung pada bin dingin, sehingga pemisah antar bin harus terpasang dan cukup tinggi. Proporsi masing-masing fraksi diatur dengan pengaturan bukaan pada bin dingin (tidak terdapat unit saringan panas). Untuk menjamin gradasi agregat pada tiap bin dingin pemasokkannya ke dalam drum sesuai rencana maka pada tiap pintu pengeluar perlu dipasang alat pengontrol seperti diperlihatkan pada Gambar 68, sehingga pemasokan agregat lebih pasti sesuai dengan proporsinya.
Penyimpan aspal
Pemanasan aspal
Silo Penampung
Timbangan Penyemprotan
Stockpile
Bin dingin
Pengatur aliran agregat
Penampung debu
Drum mixer
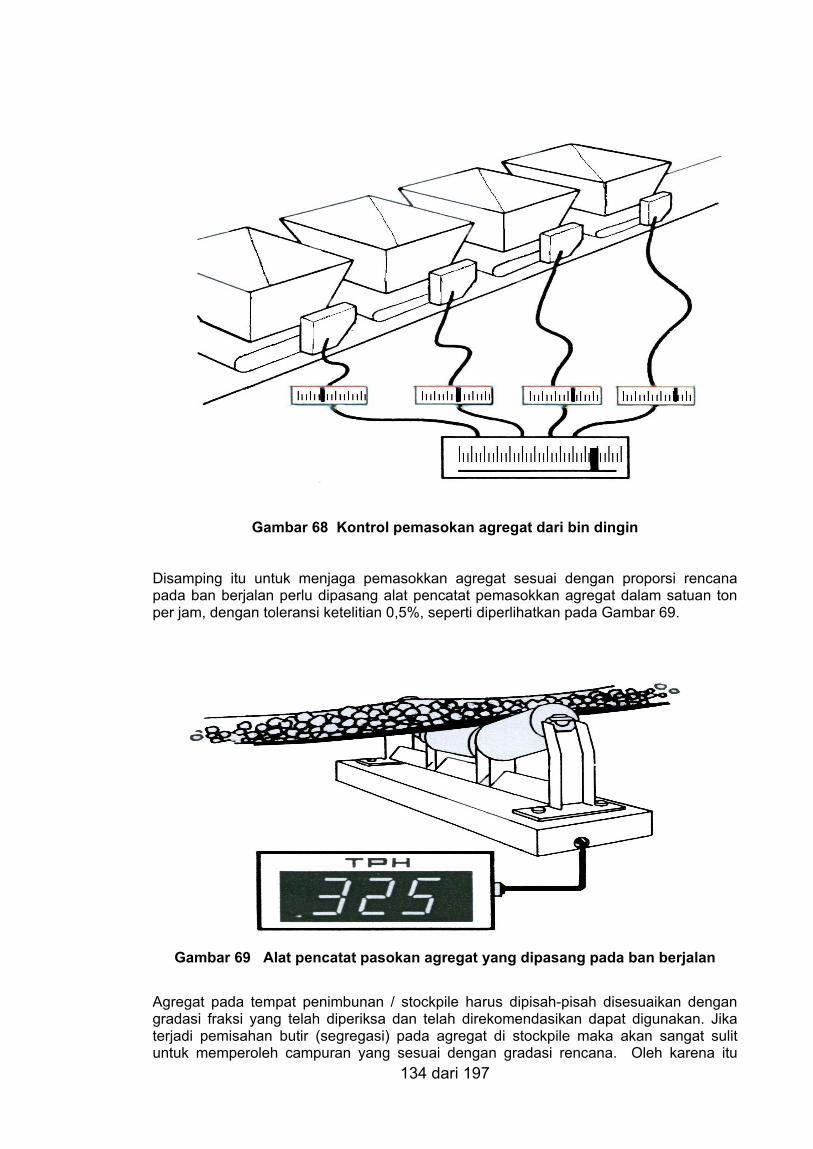
134 dari 197
Gambar 68 Kontrol pemasokan agregat dari bin dingin
Disamping itu untuk menjaga pemasokkan agregat sesuai dengan proporsi rencana pada ban berjalan perlu dipasang alat pencatat pemasokkan agregat dalam satuan ton per jam, dengan toleransi ketelitian 0,5%, seperti diperlihatkan pada Gambar 69.
Gambar 69 Alat pencatat pasokan agregat yang dipasang pada ban berjalan
Agregat pada tempat penimbunan / stockpile harus dipisah-pisah disesuaikan dengan gradasi fraksi yang telah diperiksa dan telah direkomendasikan dapat digunakan. Jika terjadi pemisahan butir (segregasi) pada agregat di stockpile maka akan sangat sulit untuk memperoleh campuran yang sesuai dengan gradasi rencana. Oleh karena itu
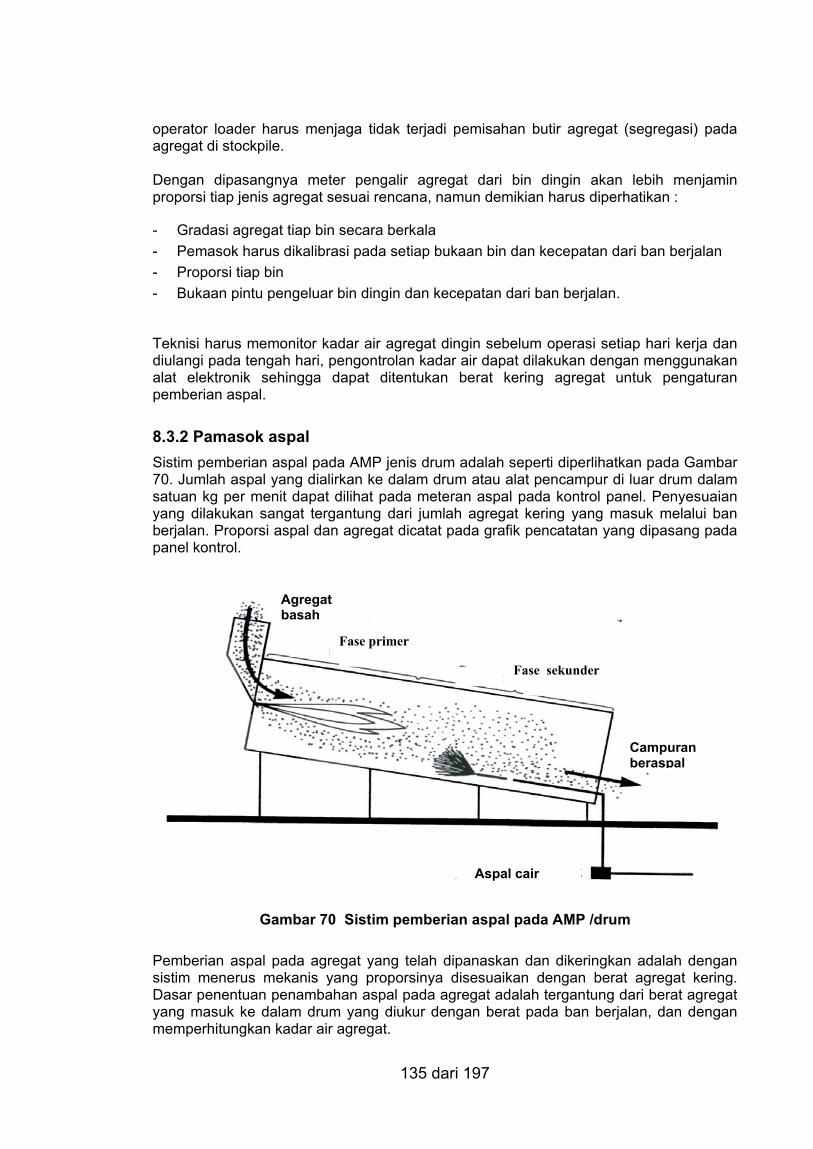
135 dari 197
operator loader harus menjaga tidak terjadi pemisahan butir agregat (segregasi) pada agregat di stockpile. Dengan dipasangnya meter pengalir agregat dari bin dingin akan lebih menjamin proporsi tiap jenis agregat sesuai rencana, namun demikian harus diperhatikan :
- Gradasi agregat tiap bin secara berkala - Pemasok harus dikalibrasi pada setiap bukaan bin dan kecepatan dari ban berjalan - Proporsi tiap bin - Bukaan pintu pengeluar bin dingin dan kecepatan dari ban berjalan.
Teknisi harus memonitor kadar air agregat dingin sebelum operasi setiap hari kerja dan diulangi pada tengah hari, pengontrolan kadar air dapat dilakukan dengan menggunakan alat elektronik sehingga dapat ditentukan berat kering agregat untuk pengaturan pemberian aspal.
8.3.2 Pamasok aspal Sistim pemberian aspal pada AMP jenis drum adalah seperti diperlihatkan pada Gambar 70. Jumlah aspal yang dialirkan ke dalam drum atau alat pencampur di luar drum dalam satuan kg per menit dapat dilihat pada meteran aspal pada kontrol panel. Penyesuaian yang dilakukan sangat tergantung dari jumlah agregat kering yang masuk melalui ban berjalan. Proporsi aspal dan agregat dicatat pada grafik pencatatan yang dipasang pada panel kontrol.
Gambar 70 Sistim pemberian aspal pada AMP /drum
Pemberian aspal pada agregat yang telah dipanaskan dan dikeringkan adalah dengan sistim menerus mekanis yang proporsinya disesuaikan dengan berat agregat kering. Dasar penentuan penambahan aspal pada agregat adalah tergantung dari berat agregat yang masuk ke dalam drum yang diukur dengan berat pada ban berjalan, dan dengan memperhitungkan kadar air agregat.
Aspal cair
Campuran beraspal
Agregat basah
Fase primer
Fase sekunder
136 dari 197
8.3.3 Operasi pembakaran (burner) dan pengontrolan
Maksud dari alat pembakaran (burner) yang terdapat dalam drum pengering/pencampur adalah untuk pemanasan dan pengeringan agregat. Alat pembakar dapat dioperasikan dengan bahan bakar minyak, gas atau keduanya. Apabila digunakan minyak untuk pembakaran, maka digunakan tekanan udara yang rendah, sementara jika digunakan gas alam atau LPJ dapat digunakan tekanan rendah atau tekanan tinggi. Untuk menjamin pembakaran yang baik, maka proses pengaliran minyak dan udara harus seimbang. Apabila pasokan minyak dan udara tidak seimbang pembakaran tidak baik dan akan mengakibatkan penghamburan bahan bakar dan agregat yang dipanaskan akan terselimuti minyak sehingga penyelaputan agregat oleh aspal tidak merata sehingga mudah terkelupas. Oleh karena itu untuk menjamin seimbangnya pengaliran minyak dan udara perlu pengendalian yang terus menerus.
8.3.4 Silo penampung dan skala penimbang
Pada operasi pencampuran dalam drum, produksi campuran beraspal mengalir terus sehingga perlukan silo penampung untuk wadah sementara dari campuran. Selanjutnya dipindahkan ke dalam truk pengangkut. Pengukuran berat umumnya dicatat oleh sistim panel kontrol. Dengan dipasangnya silo penampung pada AMP jenis drum seperti diperlihatkan pada Gambar 71, maka campuran beraspal panas hasil proses pencampuran dapat ditampung sementara di dalamnya. Yang perlu diperhatikan adalah berat dari campuran beraspal yang ditampung harus dipertimbangkan terhadap kapasitas dari truk pengangkut, sehingga tidak menimbulkan kelebihan campuran di silo penampung. Silo penampung campuran beraspal, selain pada AMP jenis pencampur drum juga dapat dipasang pada AMP jenis takaran, dimaksudkan untuk mencegah unit pencampur aspal terhenti sementara akibat gangguan yang terjadinya pada lokasi penghamparan atau sedikitnya jumlah truk pengangkut. Silo penampung tersendiri atau bin seperti diperlihatkan tipikalnya pada Gambar 71. dapat menampung campuran beraspal panas sekitar seratus ton selama 12 jam tanpa terjadinya penurunan mutu dan temperatur. Silo yang dibangun bersatu dengan AMP umumnya relatif kecil dan hanya dapat menampung campuran dalam waktu tidak terlalu lama. Pemasokan campuran beraspal panas ke dalam silo harus dilengkapi peralatan seperti pelat atau alat sejenisnya pada ujung dari ban berjalan sehingga pada saat penurunan campuran dari ban berjalan, campuran beraspal tidak mengalami pemisahan butir.
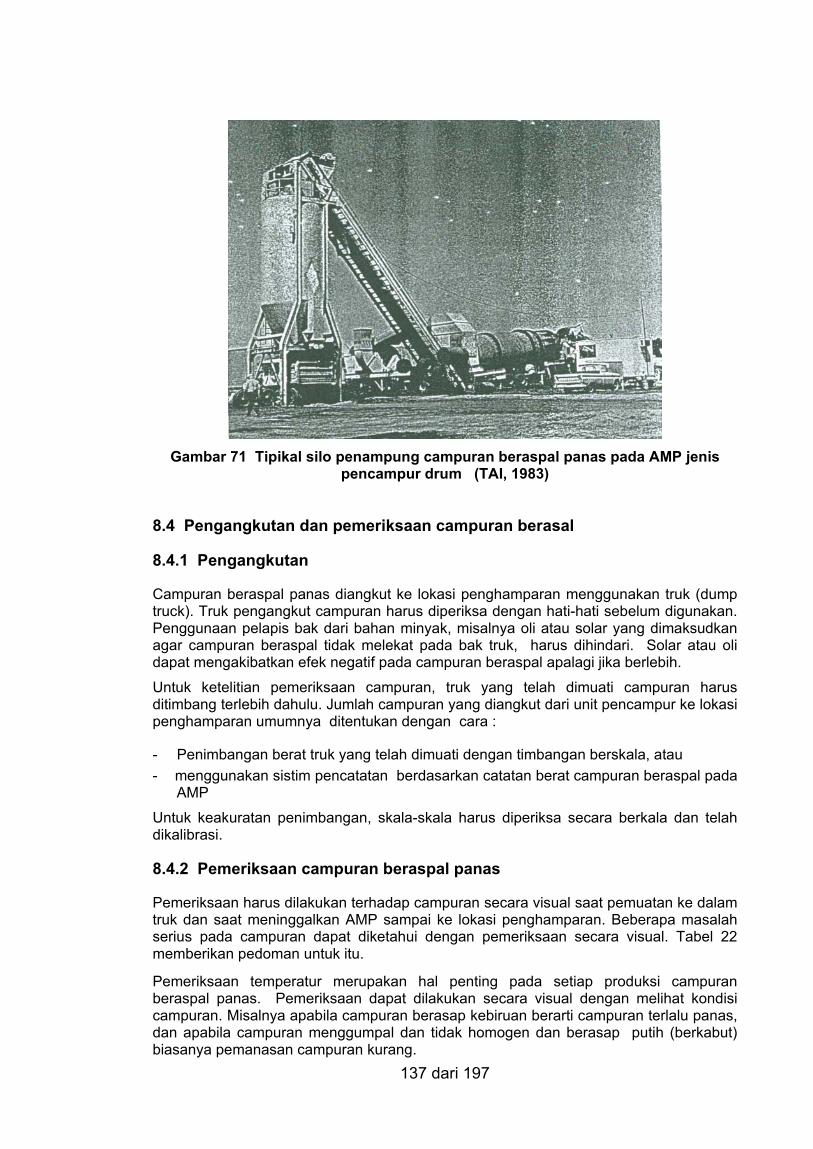
137 dari 197
Gambar 71 Tipikal silo penampung campuran beraspal panas pada AMP jenis
pencampur drum (TAI, 1983) 8.4 Pengangkutan dan pemeriksaan campuran berasal
8.4.1 Pengangkutan
Campuran beraspal panas diangkut ke lokasi penghamparan menggunakan truk (dump truck). Truk pengangkut campuran harus diperiksa dengan hati-hati sebelum digunakan. Penggunaan pelapis bak dari bahan minyak, misalnya oli atau solar yang dimaksudkan agar campuran beraspal tidak melekat pada bak truk, harus dihindari. Solar atau oli dapat mengakibatkan efek negatif pada campuran beraspal apalagi jika berlebih. Untuk ketelitian pemeriksaan campuran, truk yang telah dimuati campuran harus ditimbang terlebih dahulu. Jumlah campuran yang diangkut dari unit pencampur ke lokasi penghamparan umumnya ditentukan dengan cara :
- Penimbangan berat truk yang telah dimuati dengan timbangan berskala, atau - menggunakan sistim pencatatan berdasarkan catatan berat campuran beraspal pada
AMP Untuk keakuratan penimbangan, skala-skala harus diperiksa secara berkala dan telah dikalibrasi.
8.4.2 Pemeriksaan campuran beraspal panas
Pemeriksaan harus dilakukan terhadap campuran secara visual saat pemuatan ke dalam truk dan saat meninggalkan AMP sampai ke lokasi penghamparan. Beberapa masalah serius pada campuran dapat diketahui dengan pemeriksaan secara visual. Tabel 22 memberikan pedoman untuk itu.
Pemeriksaan temperatur merupakan hal penting pada setiap produksi campuran beraspal panas. Pemeriksaan dapat dilakukan secara visual dengan melihat kondisi campuran. Misalnya apabila campuran berasap kebiruan berarti campuran terlalu panas, dan apabila campuran menggumpal dan tidak homogen dan berasap putih (berkabut) biasanya pemanasan campuran kurang.
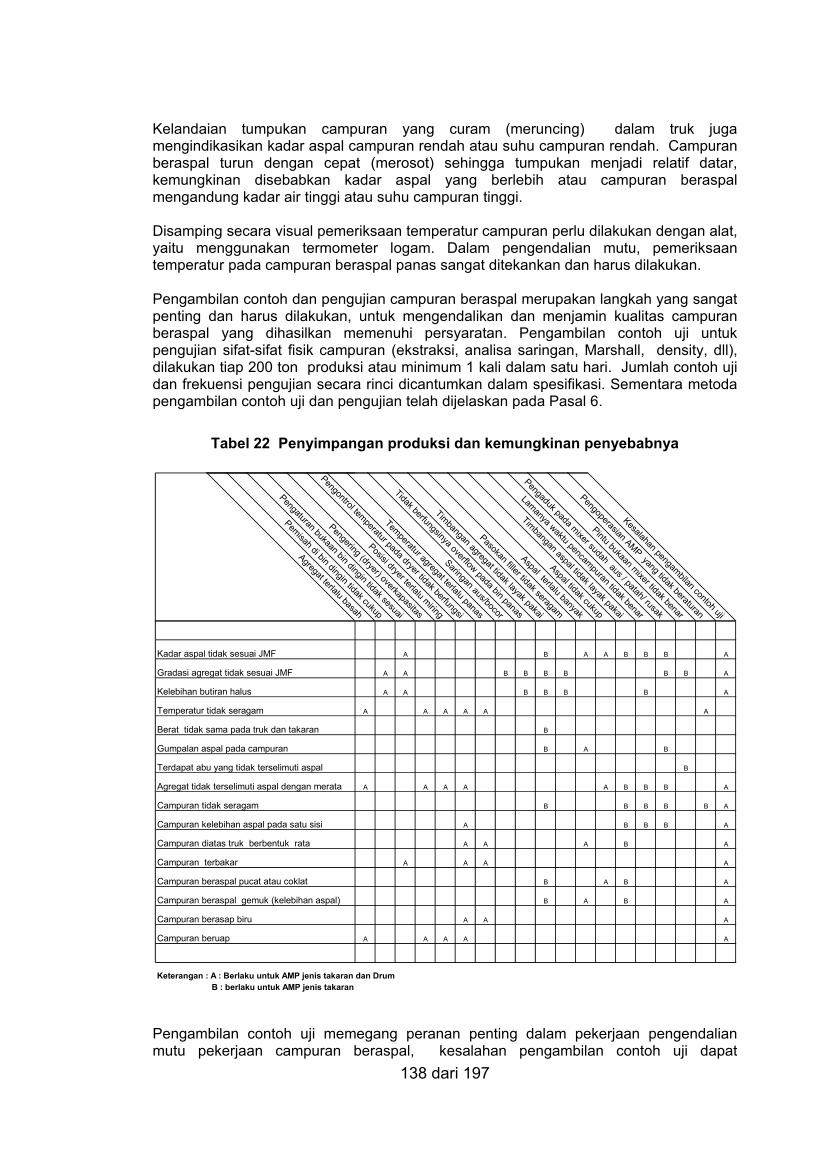
138 dari 197
Kelandaian tumpukan campuran yang curam (meruncing) dalam truk juga mengindikasikan kadar aspal campuran rendah atau suhu campuran rendah. Campuran beraspal turun dengan cepat (merosot) sehingga tumpukan menjadi relatif datar, kemungkinan disebabkan kadar aspal yang berlebih atau campuran beraspal mengandung kadar air tinggi atau suhu campuran tinggi. Disamping secara visual pemeriksaan temperatur campuran perlu dilakukan dengan alat, yaitu menggunakan termometer logam. Dalam pengendalian mutu, pemeriksaan temperatur pada campuran beraspal panas sangat ditekankan dan harus dilakukan. Pengambilan contoh dan pengujian campuran beraspal merupakan langkah yang sangat penting dan harus dilakukan, untuk mengendalikan dan menjamin kualitas campuran beraspal yang dihasilkan memenuhi persyaratan. Pengambilan contoh uji untuk pengujian sifat-sifat fisik campuran (ekstraksi, analisa saringan, Marshall, density, dll), dilakukan tiap 200 ton produksi atau minimum 1 kali dalam satu hari. Jumlah contoh uji dan frekuensi pengujian secara rinci dicantumkan dalam spesifikasi. Sementara metoda pengambilan contoh uji dan pengujian telah dijelaskan pada Pasal 6.
Tabel 22 Penyimpangan produksi dan kemungkinan penyebabnya
Pengambilan contoh uji memegang peranan penting dalam pekerjaan pengendalian mutu pekerjaan campuran beraspal, kesalahan pengambilan contoh uji dapat
Agregat terlalu basah
Pemisah di bin dingin tidak cukup
Pengaturan bukaan bin dingin tidak sesuai
Pengering (dryer) overkapasitas
Posisi dryer terlalu miring
Pengontrol temperatur pada dryer tidak berfungsi
Temperatur agregat terlalu panas
Saringan aus/bocor
Tidak berfungsinya overflow pada bin panas
Timbangan agregat tidak layak pakai
Pasokan filler tidak seragam
Aspal terlalu banyak
Aspal tidak cukup
Timbangan aspal tidak layak pakai
Lamanya waktu pencampuran tidak benar
Pengaduk pada mixer sudah aus / patah/ rusak
Pintu bukaan mixer tidak benar
Pengoperasian AMP yang tidak beraturan
Kesalahan pengambilan contoh uji
Kadar aspal tidak sesuai JMF A B A A B B B A
Gradasi agregat tidak sesuai JMF A A B B B B B B A
Kelebihan butiran halus A A B B B B A
Temperatur tidak seragam A A A A A A
Berat tidak sama pada truk dan takaran B
Gumpalan aspal pada campuran B A B
Terdapat abu yang tidak terselimuti aspal B
Agregat tidak terselimuti aspal dengan merata A A A A A B B B A
Campuran tidak seragam B B B B B A
Campuran kelebihan aspal pada satu sisi A B B B A
Campuran diatas truk berbentuk rata A A A B A
Campuran terbakar A A A A
Campuran beraspal pucat atau coklat B A B A
Campuran beraspal gemuk (kelebihan aspal) B A B A
Campuran berasap biru A A A
Campuran beruap A A A A A
Keterangan : A : Berlaku untuk AMP jenis takaran dan Drum B : berlaku untuk AMP jenis takaran
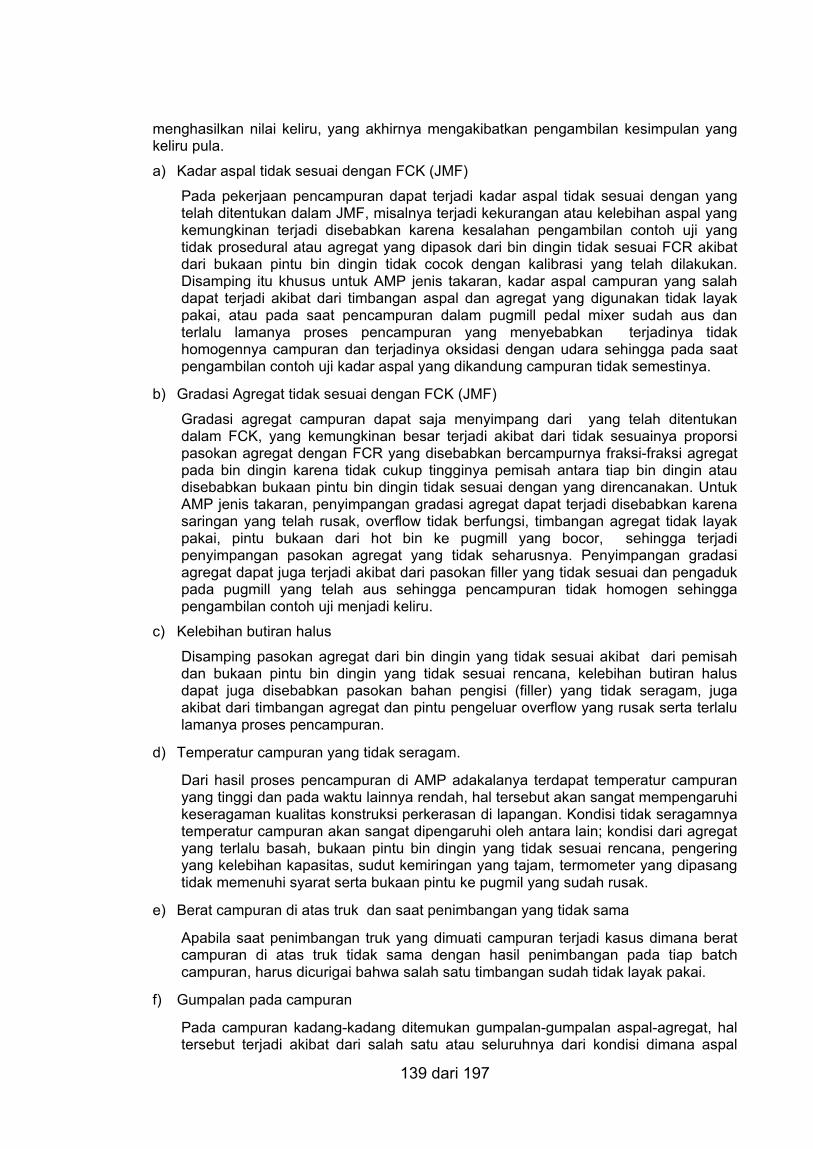
139 dari 197
menghasilkan nilai keliru, yang akhirnya mengakibatkan pengambilan kesimpulan yang keliru pula.
a) Kadar aspal tidak sesuai dengan FCK (JMF) Pada pekerjaan pencampuran dapat terjadi kadar aspal tidak sesuai dengan yang telah ditentukan dalam JMF, misalnya terjadi kekurangan atau kelebihan aspal yang kemungkinan terjadi disebabkan karena kesalahan pengambilan contoh uji yang tidak prosedural atau agregat yang dipasok dari bin dingin tidak sesuai FCR akibat dari bukaan pintu bin dingin tidak cocok dengan kalibrasi yang telah dilakukan. Disamping itu khusus untuk AMP jenis takaran, kadar aspal campuran yang salah dapat terjadi akibat dari timbangan aspal dan agregat yang digunakan tidak layak pakai, atau pada saat pencampuran dalam pugmill pedal mixer sudah aus dan terlalu lamanya proses pencampuran yang menyebabkan terjadinya tidak homogennya campuran dan terjadinya oksidasi dengan udara sehingga pada saat pengambilan contoh uji kadar aspal yang dikandung campuran tidak semestinya.
b) Gradasi Agregat tidak sesuai dengan FCK (JMF)
Gradasi agregat campuran dapat saja menyimpang dari yang telah ditentukan dalam FCK, yang kemungkinan besar terjadi akibat dari tidak sesuainya proporsi pasokan agregat dengan FCR yang disebabkan bercampurnya fraksi-fraksi agregat pada bin dingin karena tidak cukup tingginya pemisah antara tiap bin dingin atau disebabkan bukaan pintu bin dingin tidak sesuai dengan yang direncanakan. Untuk AMP jenis takaran, penyimpangan gradasi agregat dapat terjadi disebabkan karena saringan yang telah rusak, overflow tidak berfungsi, timbangan agregat tidak layak pakai, pintu bukaan dari hot bin ke pugmill yang bocor, sehingga terjadi penyimpangan pasokan agregat yang tidak seharusnya. Penyimpangan gradasi agregat dapat juga terjadi akibat dari pasokan filler yang tidak sesuai dan pengaduk pada pugmill yang telah aus sehingga pencampuran tidak homogen sehingga pengambilan contoh uji menjadi keliru.
c) Kelebihan butiran halus
Disamping pasokan agregat dari bin dingin yang tidak sesuai akibat dari pemisah dan bukaan pintu bin dingin yang tidak sesuai rencana, kelebihan butiran halus dapat juga disebabkan pasokan bahan pengisi (filler) yang tidak seragam, juga akibat dari timbangan agregat dan pintu pengeluar overflow yang rusak serta terlalu lamanya proses pencampuran.
d) Temperatur campuran yang tidak seragam.
Dari hasil proses pencampuran di AMP adakalanya terdapat temperatur campuran yang tinggi dan pada waktu lainnya rendah, hal tersebut akan sangat mempengaruhi keseragaman kualitas konstruksi perkerasan di lapangan. Kondisi tidak seragamnya temperatur campuran akan sangat dipengaruhi oleh antara lain; kondisi dari agregat yang terlalu basah, bukaan pintu bin dingin yang tidak sesuai rencana, pengering yang kelebihan kapasitas, sudut kemiringan yang tajam, termometer yang dipasang tidak memenuhi syarat serta bukaan pintu ke pugmil yang sudah rusak.
e) Berat campuran di atas truk dan saat penimbangan yang tidak sama
Apabila saat penimbangan truk yang dimuati campuran terjadi kasus dimana berat campuran di atas truk tidak sama dengan hasil penimbangan pada tiap batch campuran, harus dicurigai bahwa salah satu timbangan sudah tidak layak pakai.
f) Gumpalan pada campuran
Pada campuran kadang-kadang ditemukan gumpalan-gumpalan aspal-agregat, hal tersebut terjadi akibat dari salah satu atau seluruhnya dari kondisi dimana aspal
140 dari 197
yang diberikan terlalu banyak, pasokan agregat yang tidak sesuai akibat dari timbangan yang salah atau proses pencampuran pada pugmill yang salah akibat dari rusaknya pedal (mixer).
g) Terdapat butiran halus tidak terselimuti aspal
Butiran halus pada campuran pada beberapa kasus tidak terselimuti aspal, hal tersebut terjadi akibat dari pintu bukaan ke pugmill tidak lancar.
h) Penyelimutan aspal pada agregat tidak merata
Dalam campuran dimana terdapat agregat tidak terselimuti aspal dengan merata ditimbulkan akibat dari pasokan agregat yang basah dengan pemanasan oleh pengering (dryer) yang kurang berfungsi dengan baik dan tercampurnya fraksi yang satu dengan yang lainnya akibat tidak terdapatnya penghalang antara bin dingin serta pemberian aspal tidak sesuai rencana akibat dari timbangan aspal yang rusak sehingga jumlah aspal tidak cukup serta kondisi pengaduk dalam keadaan rusak.
i) Campuran tidak seragam
Apabila diketahui dari hasil proses pencampuran diperoleh ketidak seragaman dari campuran harus dicurigai salah satu atau semua kondisi dimana timbangan agregat dan aspal tidak layak pakai , pengaduk (mixer) yang rusak, lamanya waktu pencampuran yang tidak sesuai syarat serta pengoperasian AMP yang tidak menentu.
j) Campuran Kelebihan aspal pada satu sisi
Kadang-kadang ditemukan campuran kelebihan aspal pada satu sisi, hal tersebut terjadi karena salah satu atau semua kondisi dari termometer pengontrol temperatur agregat yang tidak berfungsi, timbangan aspal tidak layak pakai, kondisi alat pencampur yang tidak sesuai syarat atau lamanya pencampuran yang tidak terkontrol.
k) Campuran di atas truk berbentuk rata
Muatan campuran di atas truk berbentuk rata kemungkinan disebabkan karena terlalu panasnya agregat akibat dan temperatur pengukur yang tidak standar serta pemberian aspal yang berlebih atau kadar air yang berlebih.
l) Campuran terbakar
Untuk kasus dimana campuran beraspal panas terbakar adalah disebabkan karena terlalu panasnya agregat akibat dari terlalu sedikitnya agregat yang dipanaskan pada pengering (dryer) karena bukaan pintu bin dingin yang tidak sesuai rencana serta termometer pengontrol temperatur agregat sudah tidak layak pakai.
m) Campuran beraspal berwarna pucat/coklat
Akibat dari kekurangan aspal yang ditambahkan pada agregat, campuran akan berwarna pucat, hal tersebut disebabkan karena timbangan agregat dan aspal yang tidak layak pakai. Atau kesalahan penimbangan oleh operator.
n) Campuran beraspal kelebihan aspal
Akibat dari kelebihan aspal yang ditambahkan pada agregat, campuran akan gemuk, hal tersebut disebabkan karena timbangan agregat dan aspal yang tidak layak pakai, atau kesalahan operator penimbang.
141 dari 197
o) Campuran beraspal berwarna biru
Akibat dari terlalu panasnya agregat, campuran akan menjadi sangat panas dan akan menghasilkan asap berwarna biru, hal tersebut terjadi disebabkan karena termometer pengontrol pada agregat hasil pemanas tidak layak pakai.
p) Terdapat uap pada campuran beraspal
Untuk kasus dimana terdapat uap pada campuran beraspal, hal tersebut disebabkan oleh penggunaan agregat yang terlalu basah akibat dari terlalu banyaknya agregat yang dipanaskan pada pengering (dryer) selain dari termometer pengontrol pada agregat hasil pemanasan agregat tidak layak pakai serta posisi dari pemanas telalu miring.
142 dari 197
9 Penghamparan dan pemadatan campuran aspal panas
9.1 Umum
Dalam pekerjaan campuran beraspal panas, penghamparan dan pemadatan merupakan salah satu langkah pekerjaan yang memegang peranan penting dan menentukan. Penghamparan yang tidak baik dapat menyebabkan tekstur permukaan buruk, kerataan tidak baik, dan ketebalan lapisan kurang. Sementara pemadatan yang tidak memenuhi persyaratan dapat menyebabkan kepadatan campuran beraspal tidak merata, campuran beraspal mudah retak karena kurang padat, dan sambungan melintang atau memanjang tidak rata. Kesemuanya itu akhirnya akan mempengaruhi kinerja campuran beraspal yang dihasilkan, baik dari segi umur pelayanan maupun dari segi kenyamanan dan keamanan. Untuk mencapai hasil pekerjaan penghamparan dan pemadatan yang memenuhi persyaratan perlu dipahami teknologi mengenai penghamparan dan pemadatan campuran beraspal. Pada bab ini dibahas mengenai pengetahuan umum pekerjaan penghamparan dan pemadatan campuran beraspal yang dapat dipakai sebagai acuan dalam pelaksanaan.
9.2 Persiapan sebelum penghamparan
9.2.1 Kesiapan permukaan
Kinerja campuran beraspal panas yang akan dipasang dipengaruhi oleh kondisi perkerasan di bawahnya. Kerusakan pada lapis perkerasan di bawahnya dapat menyebabkan kerusakan campuran beraspal yang baru, meskipun campuran tersebut dalam berbagai segi telah memenuhi persyaratan. Misalnya penghamparan campuran beraspal di atas perkerasan yang telah mengalami retak buaya, akan berakibat timbul retak refleksi kepermukaan. Penghamparan di atas perkerasan yang belum padat dapat menyebabkan campuran beraspal yang dihampar di atasnya juga tidak dapat padat. Tidak dipasangnya lapis perekat dapat menyebabkan perkerasan menjadi tidak menyatu dengan perkerasan di bawahnya dan perkerasan baru menjadi mudah mengalami slip dan sungkur. Untuk itu kesiapan permukaan perkerasan yang akan dilapis dengan campuran beraspal yang baru akan menentukan kinerja perkerasan.
Penghamparan di atas lapis pondasi agregat harus memperhatikan kesiapan permukaan seperti kepadatan, kerataan, tekstur, kadar air permukaan dan lainnya. Sementara untuk penghamparan di atas lapisan beraspal, maka kerusakan-kerusakan yang terjadi seperti retak, alur, dan lainnya harus diperbaiki terlebih dahulu. Sebelum penghamparan harus dilakukan pemasangan lapis resap pengikat (prime coats) atau lapis perekat (tack coats) pada permukaan perkerasan yang telah siap dengan kualitas dan kuantitas seperti yang disyaratkan.
a) Penghamparan di atas lapis pondasi agregat
Untuk penghamparan di atas lapis pondasi agregat, harus dipenuhi hal-hal sebagai berikut :
- Tekstur permukaan / gradasi lapis pondasi agregat sesuai dengan rencana. Bagian-bagian yang mengalami segregasi dan degradasi harus diperbaiki.
- Ketebalan dan elevasi permukaan lapis pondasi telah sesuai dengan rencana
- Kepadatan lapis pondasi harus sesuai persyaratan, yang diuji dengan pengujian konus pasir (sand cone) atau metoda standar lainnya yang diijinkan.
- Kerataan permukaan lapis pondasi memenuhi toleransi yang disyaratkan, yang diuji dengan alat mistar datar 3 meter (straight edge) baik arah melintang maupun arah memanjang.
143 dari 197
- Kadar air lapis pondasi agregat di bawah kadar air optimum (tidak basah atau becek). Kondisi permukaan yang basah akan menyebabkan lapis resap pengikat tidak menyerap dengan baik ke lapis pondasi agregat, yang berakibat daya lekatnya menjadi berkurang.
- Permukaan bebas dari kotoran seperti tanah lempung, debu, plastik , dan lain-lain.
- Untuk menjamin keseragaman kekuatan lapis pondasi agregat, perlu dilakukan uji kekuatan (proof rolling). Metodanya adalah dengan melewatkan kendaraan truk yang bermuatan sekitar 8 ton secara perlahan-lahan dengan kecepatan setara dengan kecepatan berjalan kaki ( ± 5 km/h). Perhatikan perkerasan di bawah roda belakang. Apabila terlihat lendutan saat roda belakang lewat, maka pada lokasi atau segmen tersebut harus dilakukan perbaikan.
Tahap berikutnya adalah pemasangan lapis resap pengikat (prime coats), tetapi sebelumnya permukaan lapis pondasi harus dibersihkan terlebih dahulu dengan compressor udara atau sikat mekanis.
b) Penghamparan di atas lapis beraspal Untuk penghamparan campuran beraspal panas di atas lapis beraspal maka harus dipenuhi hal-hal sebagai berikut :
- Kerusakan-kerusakan yang terjadi pada permukaan, seperti retak, lubang, alur, amblas dan lainnya harus sudah diperbaiki. Metoda perbaikan yang umum dipakai adalah dengan pembongkaran dan penambalan, yaitu membuat lubang persegi empat dengan luas yang cukup yang meliputi daerah yang mengalami kerusakan tersebut. Material yang dibongkar diganti dengan material pengganti yang mempunyai kekuatan minimum sama dengan perkerasan disekitarnya. Lubang bongkaran harus berbentuk persegi, dan sisi-sisinya mempunyai bidang tegak lurus dengan perkerasan. Bentuk persegi dengan sisi yang tegak (ditambah lapis perekat) dimaksudkan untuk menguatkan ikatan antara campuran beraspal yang baru dengan yang lama. Kedalaman pembongkaran disesuaikan dengan kerusakan yang terjadi. Contoh perbaikan dengan pembongkaran berbentuk persegi diperlihatkan pada Gambar 72.
Untuk area yang luas, akan lebih efektif menggunakan alat penggaruk dingin (Cold Milling). Alat ini akan menggaruk perkerasan lama dengan kedalaman maksimum sampai 15 cm sekali garuk, dan lebar 1,5 m tergantung jenis alat. Jika penambalan yang dilakukan mempunyai ketebalan lebih dari 10 cm, maka penghamparan dan pemadatan dilakukan secara bertahap per lapis. Untuk lubang-lubang yang kecil, dimana alat pemadat bermesin tidak bisa masuk, maka dapat digunakan alat pemadat mekanis yang lebih kecil, misalnya pemadat tangan (hand stamper). Secara lebih detil perbaikan kerusakan untuk perkerasan beton aspal dapat dilihat pada standar lainnya.
- Kerataan permukaan dan kemiringan melintang jalan telah memenuhi persyaratan, yang diukur dengan mistar datar 4 meter (straight edge). Jika diperlukan dapat dilakukan pekerjaan perataan (levelling) terlebih dahulu. Pekerjaan levelling yang tebal akan lebih optimal jika dilakukan dalam beberapa lapis, sehingga penurunan setelah pemadatan dapat direncanakan dengan baik.
- Untuk pekerjaan campuran beraspal yang dilakukan lapis per lapis dalam satu pekerjaan, maka persyaratan kualitas dan kuantitas lapis beraspal di bawahnya harus sudah terpenuhi, termasuk pengujian kepadatan, ketebalan dan elevasi.
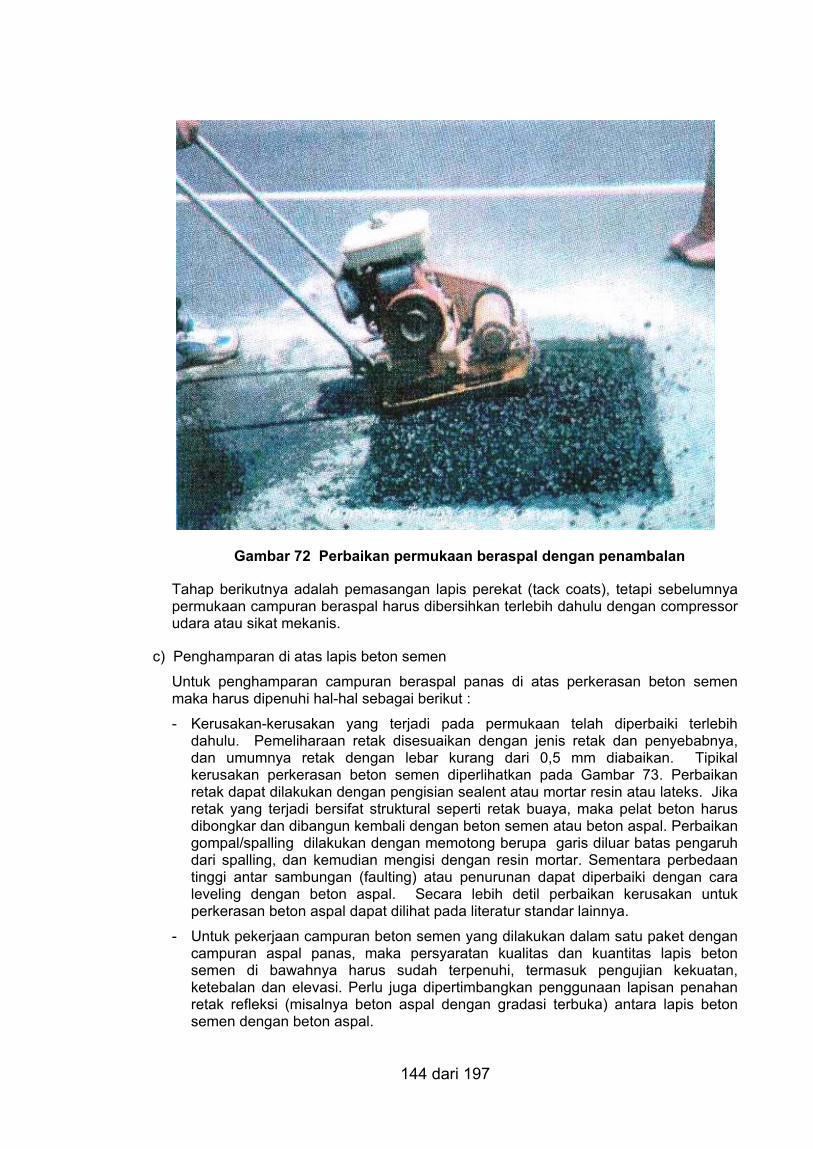
144 dari 197
Gambar 72 Perbaikan permukaan beraspal dengan penambalan
Tahap berikutnya adalah pemasangan lapis perekat (tack coats), tetapi sebelumnya permukaan campuran beraspal harus dibersihkan terlebih dahulu dengan compressor udara atau sikat mekanis.
c) Penghamparan di atas lapis beton semen Untuk penghamparan campuran beraspal panas di atas perkerasan beton semen maka harus dipenuhi hal-hal sebagai berikut :
- Kerusakan-kerusakan yang terjadi pada permukaan telah diperbaiki terlebih dahulu. Pemeliharaan retak disesuaikan dengan jenis retak dan penyebabnya, dan umumnya retak dengan lebar kurang dari 0,5 mm diabaikan. Tipikal kerusakan perkerasan beton semen diperlihatkan pada Gambar 73. Perbaikan retak dapat dilakukan dengan pengisian sealent atau mortar resin atau lateks. Jika retak yang terjadi bersifat struktural seperti retak buaya, maka pelat beton harus dibongkar dan dibangun kembali dengan beton semen atau beton aspal. Perbaikan gompal/spalling dilakukan dengan memotong berupa garis diluar batas pengaruh dari spalling, dan kemudian mengisi dengan resin mortar. Sementara perbedaan tinggi antar sambungan (faulting) atau penurunan dapat diperbaiki dengan cara leveling dengan beton aspal. Secara lebih detil perbaikan kerusakan untuk perkerasan beton aspal dapat dilihat pada literatur standar lainnya.
- Untuk pekerjaan campuran beton semen yang dilakukan dalam satu paket dengan campuran aspal panas, maka persyaratan kualitas dan kuantitas lapis beton semen di bawahnya harus sudah terpenuhi, termasuk pengujian kekuatan, ketebalan dan elevasi. Perlu juga dipertimbangkan penggunaan lapisan penahan retak refleksi (misalnya beton aspal dengan gradasi terbuka) antara lapis beton semen dengan beton aspal.
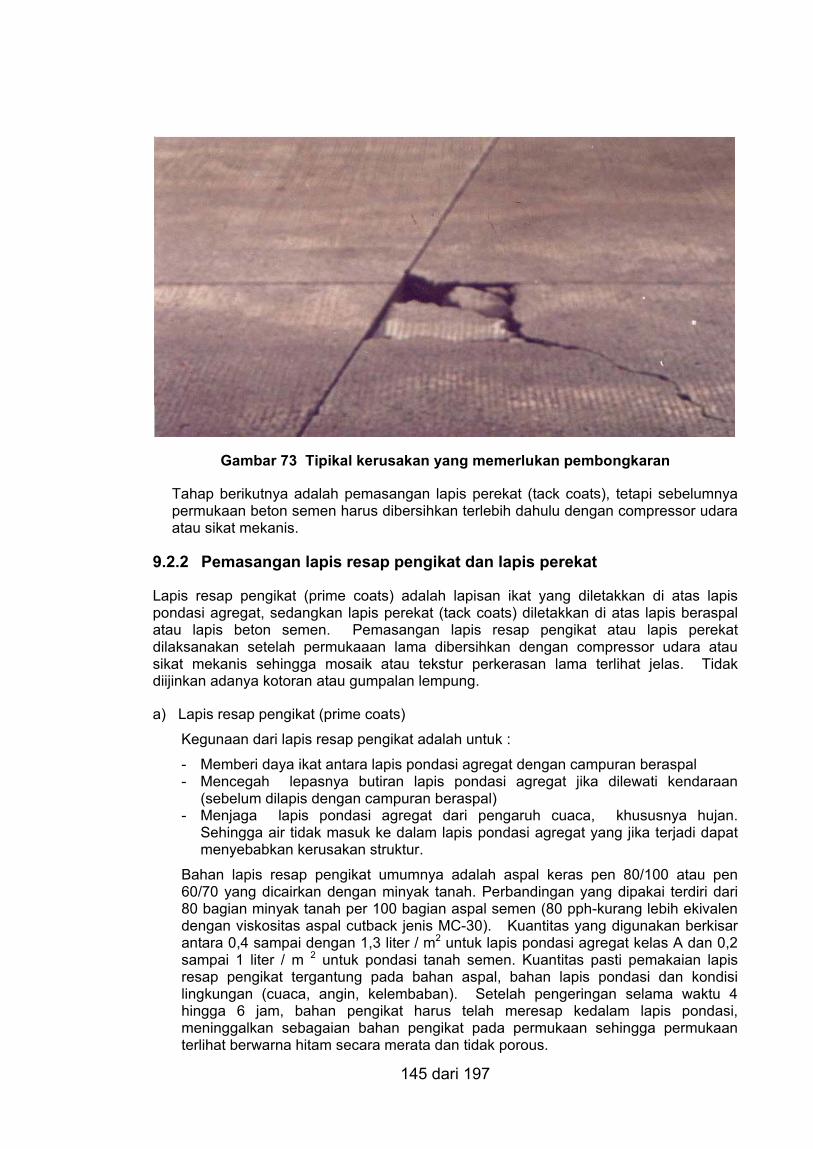
145 dari 197
Gambar 73 Tipikal kerusakan yang memerlukan pembongkaran
Tahap berikutnya adalah pemasangan lapis perekat (tack coats), tetapi sebelumnya permukaan beton semen harus dibersihkan terlebih dahulu dengan compressor udara atau sikat mekanis.
9.2.2 Pemasangan lapis resap pengikat dan lapis perekat
Lapis resap pengikat (prime coats) adalah lapisan ikat yang diletakkan di atas lapis pondasi agregat, sedangkan lapis perekat (tack coats) diletakkan di atas lapis beraspal atau lapis beton semen. Pemasangan lapis resap pengikat atau lapis perekat dilaksanakan setelah permukaaan lama dibersihkan dengan compressor udara atau sikat mekanis sehingga mosaik atau tekstur perkerasan lama terlihat jelas. Tidak diijinkan adanya kotoran atau gumpalan lempung.
a) Lapis resap pengikat (prime coats) Kegunaan dari lapis resap pengikat adalah untuk :
- Memberi daya ikat antara lapis pondasi agregat dengan campuran beraspal - Mencegah lepasnya butiran lapis pondasi agregat jika dilewati kendaraan
(sebelum dilapis dengan campuran beraspal) - Menjaga lapis pondasi agregat dari pengaruh cuaca, khususnya hujan.
Sehingga air tidak masuk ke dalam lapis pondasi agregat yang jika terjadi dapat menyebabkan kerusakan struktur.
Bahan lapis resap pengikat umumnya adalah aspal keras pen 80/100 atau pen 60/70 yang dicairkan dengan minyak tanah. Perbandingan yang dipakai terdiri dari 80 bagian minyak tanah per 100 bagian aspal semen (80 pph-kurang lebih ekivalen dengan viskositas aspal cutback jenis MC-30). Kuantitas yang digunakan berkisar antara 0,4 sampai dengan 1,3 liter / m2 untuk lapis pondasi agregat kelas A dan 0,2 sampai 1 liter / m 2 untuk pondasi tanah semen. Kuantitas pasti pemakaian lapis resap pengikat tergantung pada bahan aspal, bahan lapis pondasi dan kondisi lingkungan (cuaca, angin, kelembaban). Setelah pengeringan selama waktu 4 hingga 6 jam, bahan pengikat harus telah meresap kedalam lapis pondasi, meninggalkan sebagaian bahan pengikat pada permukaan sehingga permukaan terlihat berwarna hitam secara merata dan tidak porous.
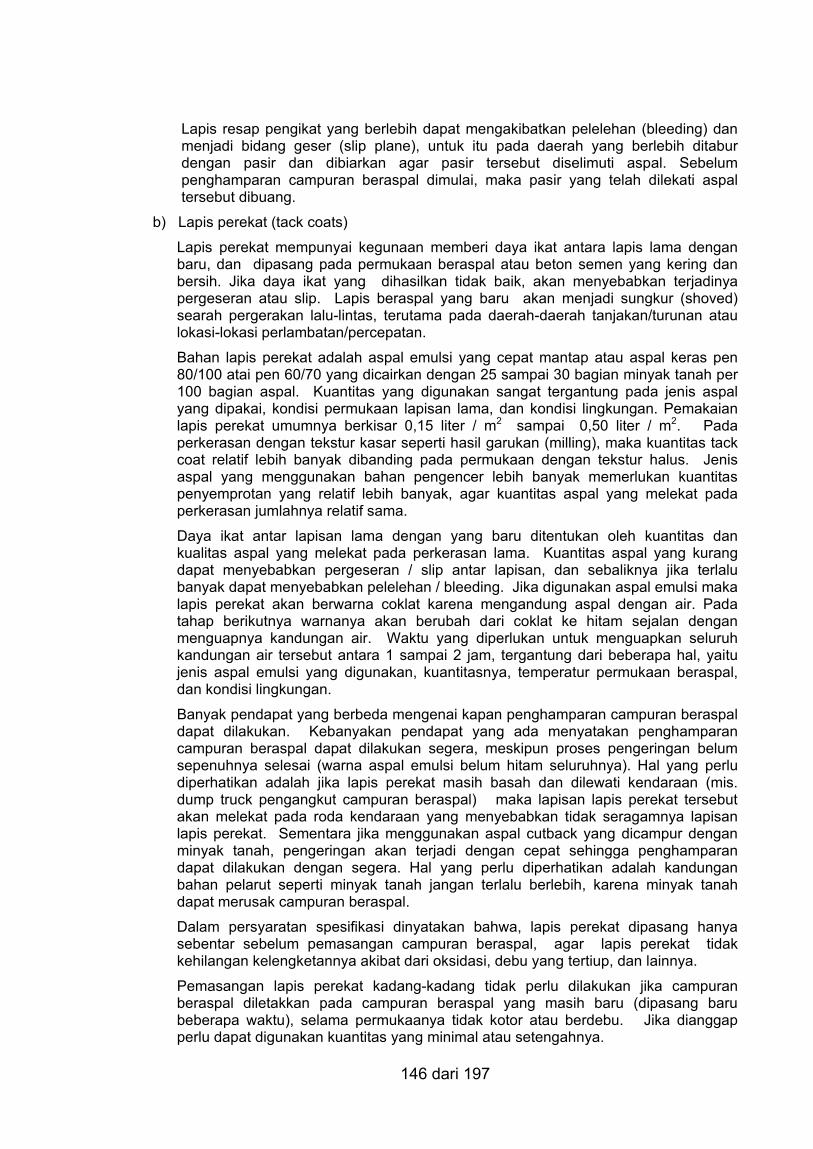
146 dari 197
Lapis resap pengikat yang berlebih dapat mengakibatkan pelelehan (bleeding) dan menjadi bidang geser (slip plane), untuk itu pada daerah yang berlebih ditabur dengan pasir dan dibiarkan agar pasir tersebut diselimuti aspal. Sebelum penghamparan campuran beraspal dimulai, maka pasir yang telah dilekati aspal tersebut dibuang.
b) Lapis perekat (tack coats)
Lapis perekat mempunyai kegunaan memberi daya ikat antara lapis lama dengan baru, dan dipasang pada permukaan beraspal atau beton semen yang kering dan bersih. Jika daya ikat yang dihasilkan tidak baik, akan menyebabkan terjadinya pergeseran atau slip. Lapis beraspal yang baru akan menjadi sungkur (shoved) searah pergerakan lalu-lintas, terutama pada daerah-daerah tanjakan/turunan atau lokasi-lokasi perlambatan/percepatan. Bahan lapis perekat adalah aspal emulsi yang cepat mantap atau aspal keras pen 80/100 atai pen 60/70 yang dicairkan dengan 25 sampai 30 bagian minyak tanah per 100 bagian aspal. Kuantitas yang digunakan sangat tergantung pada jenis aspal yang dipakai, kondisi permukaan lapisan lama, dan kondisi lingkungan. Pemakaian lapis perekat umumnya berkisar 0,15 liter / m2 sampai 0,50 liter / m2. Pada perkerasan dengan tekstur kasar seperti hasil garukan (milling), maka kuantitas tack coat relatif lebih banyak dibanding pada permukaan dengan tekstur halus. Jenis aspal yang menggunakan bahan pengencer lebih banyak memerlukan kuantitas penyemprotan yang relatif lebih banyak, agar kuantitas aspal yang melekat pada perkerasan jumlahnya relatif sama.
Daya ikat antar lapisan lama dengan yang baru ditentukan oleh kuantitas dan kualitas aspal yang melekat pada perkerasan lama. Kuantitas aspal yang kurang dapat menyebabkan pergeseran / slip antar lapisan, dan sebaliknya jika terlalu banyak dapat menyebabkan pelelehan / bleeding. Jika digunakan aspal emulsi maka lapis perekat akan berwarna coklat karena mengandung aspal dengan air. Pada tahap berikutnya warnanya akan berubah dari coklat ke hitam sejalan dengan menguapnya kandungan air. Waktu yang diperlukan untuk menguapkan seluruh kandungan air tersebut antara 1 sampai 2 jam, tergantung dari beberapa hal, yaitu jenis aspal emulsi yang digunakan, kuantitasnya, temperatur permukaan beraspal, dan kondisi lingkungan.
Banyak pendapat yang berbeda mengenai kapan penghamparan campuran beraspal dapat dilakukan. Kebanyakan pendapat yang ada menyatakan penghamparan campuran beraspal dapat dilakukan segera, meskipun proses pengeringan belum sepenuhnya selesai (warna aspal emulsi belum hitam seluruhnya). Hal yang perlu diperhatikan adalah jika lapis perekat masih basah dan dilewati kendaraan (mis. dump truck pengangkut campuran beraspal) maka lapisan lapis perekat tersebut akan melekat pada roda kendaraan yang menyebabkan tidak seragamnya lapisan lapis perekat. Sementara jika menggunakan aspal cutback yang dicampur dengan minyak tanah, pengeringan akan terjadi dengan cepat sehingga penghamparan dapat dilakukan dengan segera. Hal yang perlu diperhatikan adalah kandungan bahan pelarut seperti minyak tanah jangan terlalu berlebih, karena minyak tanah dapat merusak campuran beraspal. Dalam persyaratan spesifikasi dinyatakan bahwa, lapis perekat dipasang hanya sebentar sebelum pemasangan campuran beraspal, agar lapis perekat tidak kehilangan kelengketannya akibat dari oksidasi, debu yang tertiup, dan lainnya.
Pemasangan lapis perekat kadang-kadang tidak perlu dilakukan jika campuran beraspal diletakkan pada campuran beraspal yang masih baru (dipasang baru beberapa waktu), selama permukaanya tidak kotor atau berdebu. Jika dianggap perlu dapat digunakan kuantitas yang minimal atau setengahnya.
147 dari 197
c) Pemasangan dengan aspal distributor-batang penyemprot Untuk memperoleh hasil yang merata sebaiknya pemasangan lapis resap pengikat dan lapis perekat menggunakan asphalt distributor-batang penyemprot. Aspal distributor adalah truk atau kendaraan lain yang dilengkapi dengan tangki aspal, pompa, dan batang penyemprot. Tipikal aspal distributor diperlihatkan pada Gambar 74.
Gambar 74 Tipikal skema aspal distributor
Umumnya truk dilengkapi juga dengan pemanas untuk menjaga temperatur aspal, dan juga penyemprot tangan (hand sprayer). Hand sprayer digunakan untuk daerah-daerah yang sulit dicapai dengan batang penyemprot. Unit pemanas tidak difungsikan jika meggunakan aspal emulsi. Pompa sirkulasi berfungsi untuk menjaga sirkulasi aspal agar aspal tidak mengeras atau mengendap dan menutup lubang batang penyemprot.
Sebelum pemakaian aspal distributor harus disesuaikan/dikalibrasi terlebih dahulu (sudut nosel, ketinggian, dan kecepatan kendaraan) sehingga diperoleh ketebalan yang sesuai dengan persyaratan. Seluruh nosel pada distributor harus terbuka dan berfungsi dengan sudut sekitar 15 - 30o terhadap sumbu horisontal. Ketinggian batang penyemprot diatur sedemikian rupa disesuaikan dengan jarak nosel, agar diperoleh penyemprotan yang tumpang tindih (overlap) 2 atau 3 kali. Penyimpangan kerataan penyemprotan disyaratkan tidak lebih dari 15 %. Penyemprotan yang tumpang tindih (overlap) diilustrasikan pada Gambar 75.
Jika terpaksa harus digunakan penyemprot tangan (hand sprayer) maka penyemprotan diarahkan agak keatas agar diperoleh penyemprotan yang merata (overlap 2 atau 3 kali) dan dengan kecepatan pergerakan yang konstan.
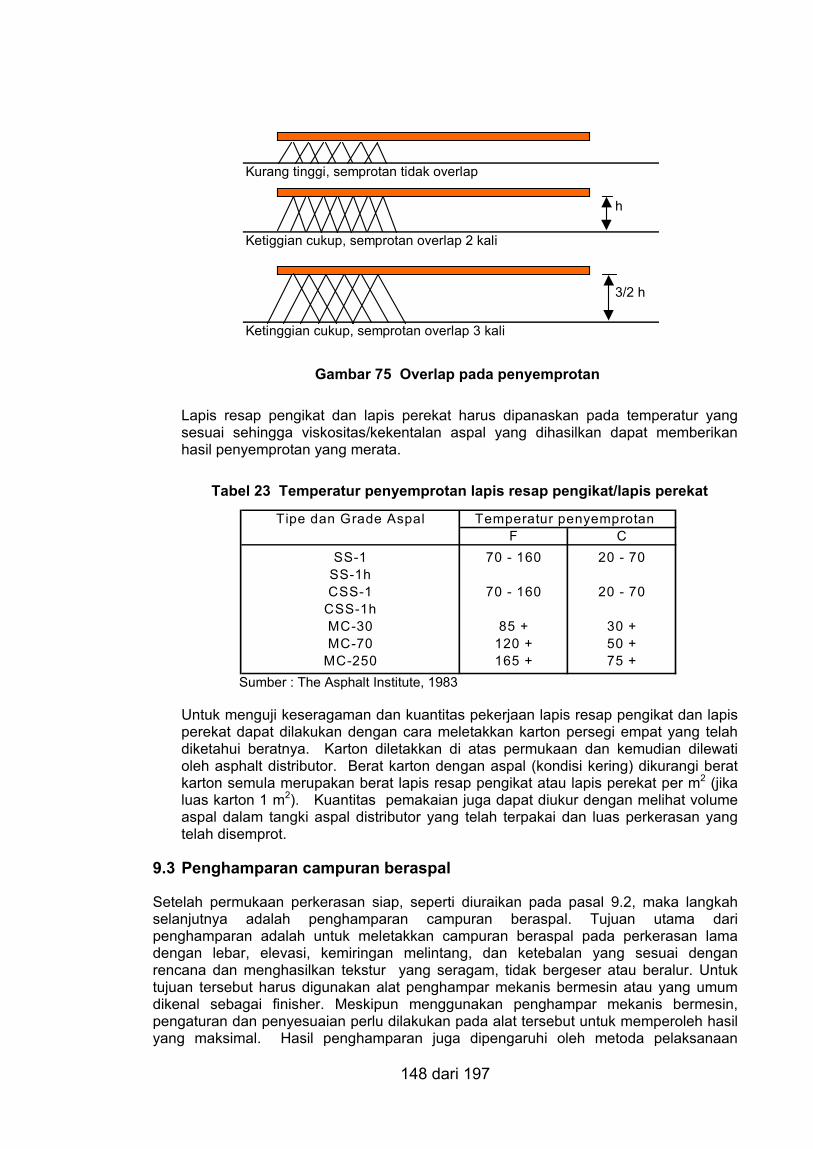
148 dari 197
Gambar 75 Overlap pada penyemprotan
Lapis resap pengikat dan lapis perekat harus dipanaskan pada temperatur yang sesuai sehingga viskositas/kekentalan aspal yang dihasilkan dapat memberikan hasil penyemprotan yang merata.
Tabel 23 Temperatur penyemprotan lapis resap pengikat/lapis perekat
Sumber : The Asphalt Institute, 1983
Untuk menguji keseragaman dan kuantitas pekerjaan lapis resap pengikat dan lapis perekat dapat dilakukan dengan cara meletakkan karton persegi empat yang telah diketahui beratnya. Karton diletakkan di atas permukaan dan kemudian dilewati oleh asphalt distributor. Berat karton dengan aspal (kondisi kering) dikurangi berat karton semula merupakan berat lapis resap pengikat atau lapis perekat per m2 (jika luas karton 1 m2). Kuantitas pemakaian juga dapat diukur dengan melihat volume aspal dalam tangki aspal distributor yang telah terpakai dan luas perkerasan yang telah disemprot.
9.3 Penghamparan campuran beraspal
Setelah permukaan perkerasan siap, seperti diuraikan pada pasal 9.2, maka langkah selanjutnya adalah penghamparan campuran beraspal. Tujuan utama dari penghamparan adalah untuk meletakkan campuran beraspal pada perkerasan lama dengan lebar, elevasi, kemiringan melintang, dan ketebalan yang sesuai dengan rencana dan menghasilkan tekstur yang seragam, tidak bergeser atau beralur. Untuk tujuan tersebut harus digunakan alat penghampar mekanis bermesin atau yang umum dikenal sebagai finisher. Meskipun menggunakan penghampar mekanis bermesin, pengaturan dan penyesuaian perlu dilakukan pada alat tersebut untuk memperoleh hasil yang maksimal. Hasil penghamparan juga dipengaruhi oleh metoda pelaksanaan
Tipe dan Grade Aspal Temperatur penyemprotanF C
SS-1 70 - 160 20 - 70SS-1hCSS-1 70 - 160 20 - 70
CSS-1hMC-30 85 + 30 +MC-70 120 + 50 +
MC-250 165 + 75 +
Kurang tinggi, semprotan tidak overlap
h
Ketiggian cukup, semprotan overlap 2 kali
3/2 h
Ketinggian cukup, semprotan overlap 3 kali
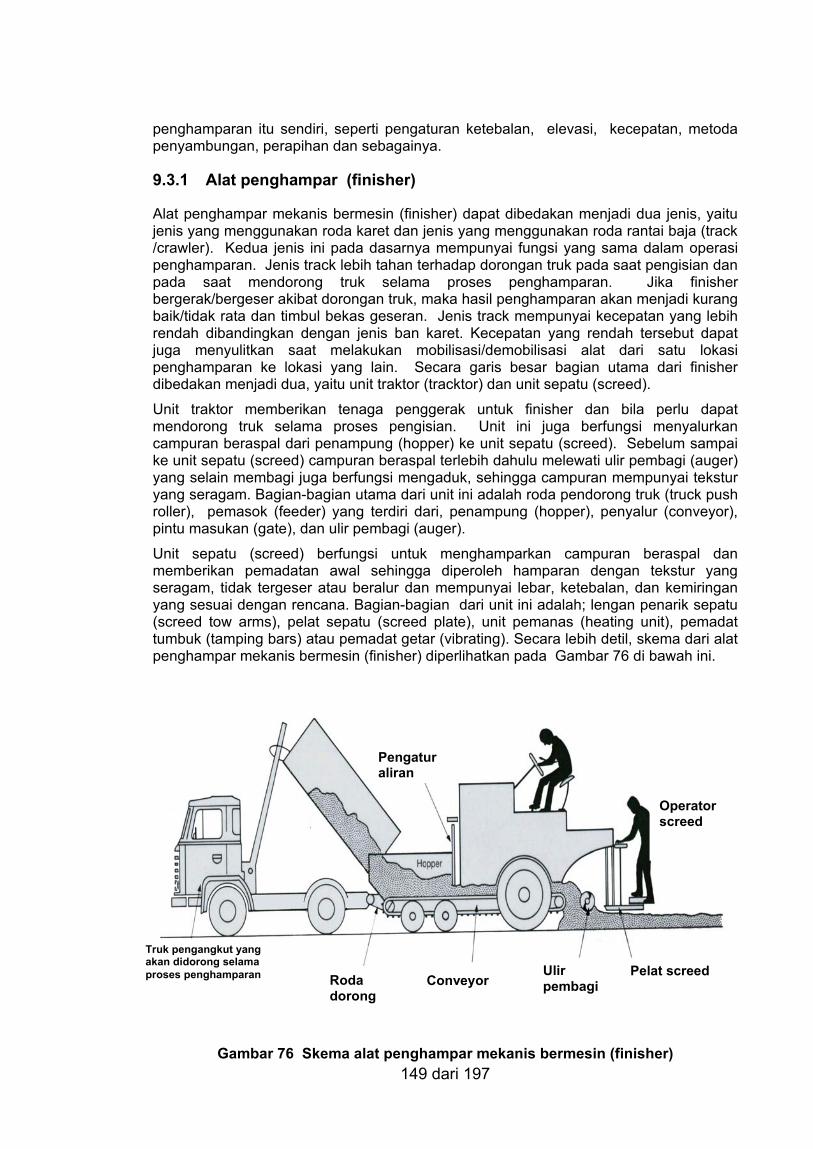
149 dari 197
penghamparan itu sendiri, seperti pengaturan ketebalan, elevasi, kecepatan, metoda penyambungan, perapihan dan sebagainya.
9.3.1 Alat penghampar (finisher)
Alat penghampar mekanis bermesin (finisher) dapat dibedakan menjadi dua jenis, yaitu jenis yang menggunakan roda karet dan jenis yang menggunakan roda rantai baja (track /crawler). Kedua jenis ini pada dasarnya mempunyai fungsi yang sama dalam operasi penghamparan. Jenis track lebih tahan terhadap dorongan truk pada saat pengisian dan pada saat mendorong truk selama proses penghamparan. Jika finisher bergerak/bergeser akibat dorongan truk, maka hasil penghamparan akan menjadi kurang baik/tidak rata dan timbul bekas geseran. Jenis track mempunyai kecepatan yang lebih rendah dibandingkan dengan jenis ban karet. Kecepatan yang rendah tersebut dapat juga menyulitkan saat melakukan mobilisasi/demobilisasi alat dari satu lokasi penghamparan ke lokasi yang lain. Secara garis besar bagian utama dari finisher dibedakan menjadi dua, yaitu unit traktor (tracktor) dan unit sepatu (screed).
Unit traktor memberikan tenaga penggerak untuk finisher dan bila perlu dapat mendorong truk selama proses pengisian. Unit ini juga berfungsi menyalurkan campuran beraspal dari penampung (hopper) ke unit sepatu (screed). Sebelum sampai ke unit sepatu (screed) campuran beraspal terlebih dahulu melewati ulir pembagi (auger) yang selain membagi juga berfungsi mengaduk, sehingga campuran mempunyai tekstur yang seragam. Bagian-bagian utama dari unit ini adalah roda pendorong truk (truck push roller), pemasok (feeder) yang terdiri dari, penampung (hopper), penyalur (conveyor), pintu masukan (gate), dan ulir pembagi (auger).
Unit sepatu (screed) berfungsi untuk menghamparkan campuran beraspal dan memberikan pemadatan awal sehingga diperoleh hamparan dengan tekstur yang seragam, tidak tergeser atau beralur dan mempunyai lebar, ketebalan, dan kemiringan yang sesuai dengan rencana. Bagian-bagian dari unit ini adalah; lengan penarik sepatu (screed tow arms), pelat sepatu (screed plate), unit pemanas (heating unit), pemadat tumbuk (tamping bars) atau pemadat getar (vibrating). Secara lebih detil, skema dari alat penghampar mekanis bermesin (finisher) diperlihatkan pada Gambar 76 di bawah ini.
Gambar 76 Skema alat penghampar mekanis bermesin (finisher)
Roda dorong
Conveyor Ulir pembagi
Pelat screed Truk pengangkut yang akan didorong selama proses penghamparan
Pengatur aliran
Operator screed
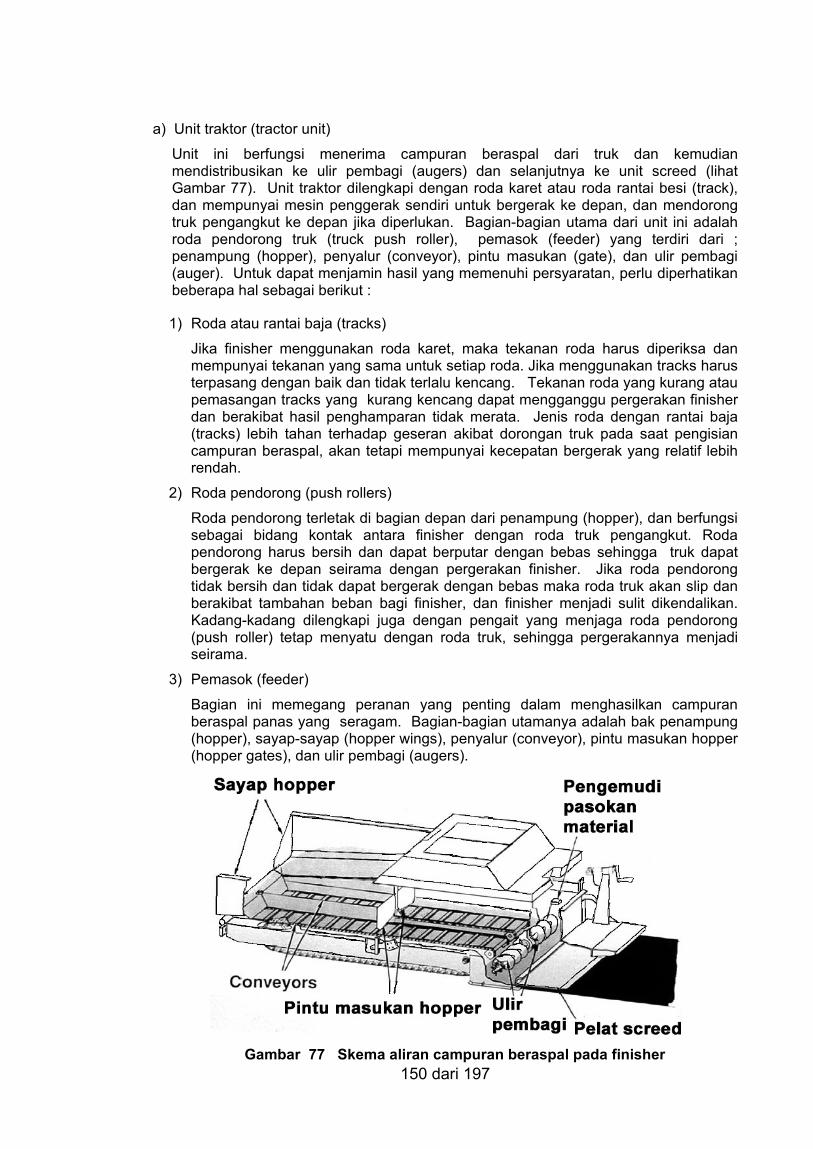
150 dari 197
a) Unit traktor (tractor unit) Unit ini berfungsi menerima campuran beraspal dari truk dan kemudian mendistribusikan ke ulir pembagi (augers) dan selanjutnya ke unit screed (lihat Gambar 77). Unit traktor dilengkapi dengan roda karet atau roda rantai besi (track), dan mempunyai mesin penggerak sendiri untuk bergerak ke depan, dan mendorong truk pengangkut ke depan jika diperlukan. Bagian-bagian utama dari unit ini adalah roda pendorong truk (truck push roller), pemasok (feeder) yang terdiri dari ; penampung (hopper), penyalur (conveyor), pintu masukan (gate), dan ulir pembagi (auger). Untuk dapat menjamin hasil yang memenuhi persyaratan, perlu diperhatikan beberapa hal sebagai berikut :
1) Roda atau rantai baja (tracks)
Jika finisher menggunakan roda karet, maka tekanan roda harus diperiksa dan mempunyai tekanan yang sama untuk setiap roda. Jika menggunakan tracks harus terpasang dengan baik dan tidak terlalu kencang. Tekanan roda yang kurang atau pemasangan tracks yang kurang kencang dapat mengganggu pergerakan finisher dan berakibat hasil penghamparan tidak merata. Jenis roda dengan rantai baja (tracks) lebih tahan terhadap geseran akibat dorongan truk pada saat pengisian campuran beraspal, akan tetapi mempunyai kecepatan bergerak yang relatif lebih rendah.
2) Roda pendorong (push rollers)
Roda pendorong terletak di bagian depan dari penampung (hopper), dan berfungsi sebagai bidang kontak antara finisher dengan roda truk pengangkut. Roda pendorong harus bersih dan dapat berputar dengan bebas sehingga truk dapat bergerak ke depan seirama dengan pergerakan finisher. Jika roda pendorong tidak bersih dan tidak dapat bergerak dengan bebas maka roda truk akan slip dan berakibat tambahan beban bagi finisher, dan finisher menjadi sulit dikendalikan. Kadang-kadang dilengkapi juga dengan pengait yang menjaga roda pendorong (push roller) tetap menyatu dengan roda truk, sehingga pergerakannya menjadi seirama.
3) Pemasok (feeder)
Bagian ini memegang peranan yang penting dalam menghasilkan campuran beraspal panas yang seragam. Bagian-bagian utamanya adalah bak penampung (hopper), sayap-sayap (hopper wings), penyalur (conveyor), pintu masukan hopper (hopper gates), dan ulir pembagi (augers).
Gambar 77 Skema aliran campuran beraspal pada finisher
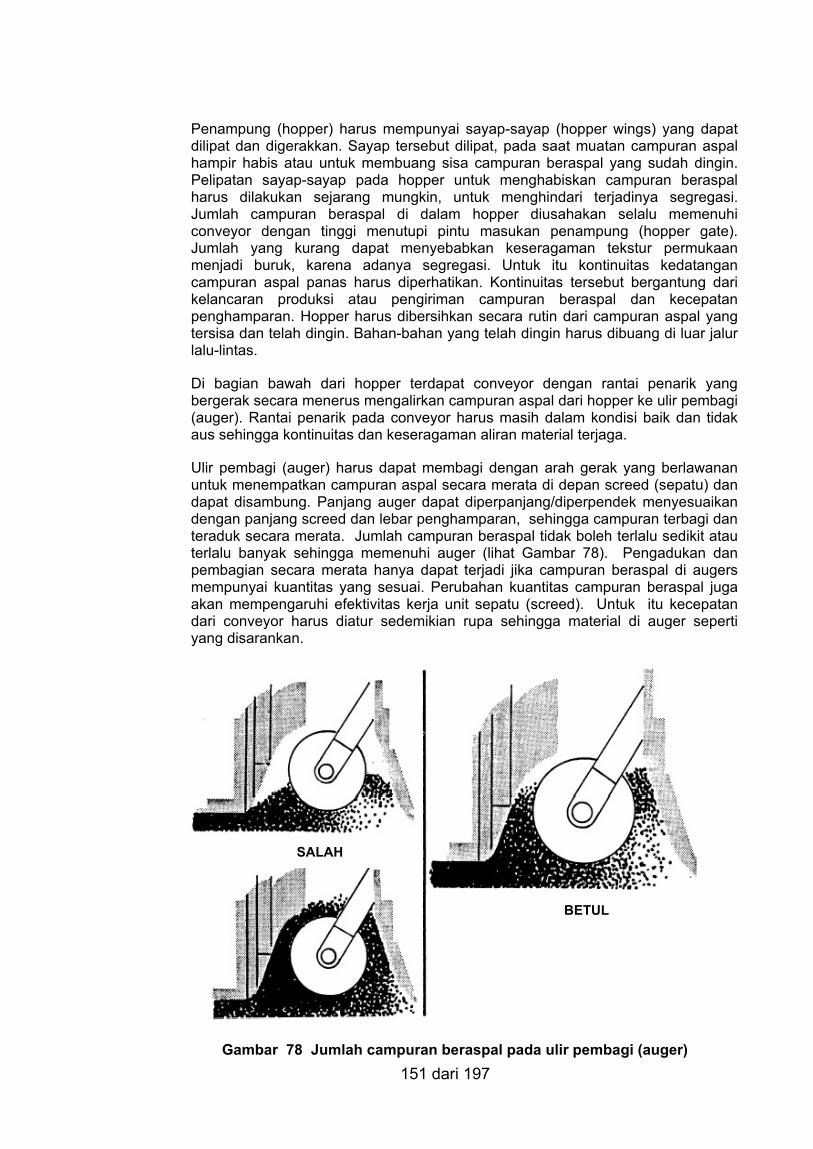
151 dari 197
Penampung (hopper) harus mempunyai sayap-sayap (hopper wings) yang dapat dilipat dan digerakkan. Sayap tersebut dilipat, pada saat muatan campuran aspal hampir habis atau untuk membuang sisa campuran beraspal yang sudah dingin. Pelipatan sayap-sayap pada hopper untuk menghabiskan campuran beraspal harus dilakukan sejarang mungkin, untuk menghindari terjadinya segregasi. Jumlah campuran beraspal di dalam hopper diusahakan selalu memenuhi conveyor dengan tinggi menutupi pintu masukan penampung (hopper gate). Jumlah yang kurang dapat menyebabkan keseragaman tekstur permukaan menjadi buruk, karena adanya segregasi. Untuk itu kontinuitas kedatangan campuran aspal panas harus diperhatikan. Kontinuitas tersebut bergantung dari kelancaran produksi atau pengiriman campuran beraspal dan kecepatan penghamparan. Hopper harus dibersihkan secara rutin dari campuran aspal yang tersisa dan telah dingin. Bahan-bahan yang telah dingin harus dibuang di luar jalur lalu-lintas.
Di bagian bawah dari hopper terdapat conveyor dengan rantai penarik yang bergerak secara menerus mengalirkan campuran aspal dari hopper ke ulir pembagi (auger). Rantai penarik pada conveyor harus masih dalam kondisi baik dan tidak aus sehingga kontinuitas dan keseragaman aliran material terjaga.
Ulir pembagi (auger) harus dapat membagi dengan arah gerak yang berlawanan untuk menempatkan campuran aspal secara merata di depan screed (sepatu) dan dapat disambung. Panjang auger dapat diperpanjang/diperpendek menyesuaikan dengan panjang screed dan lebar penghamparan, sehingga campuran terbagi dan teraduk secara merata. Jumlah campuran beraspal tidak boleh terlalu sedikit atau terlalu banyak sehingga memenuhi auger (lihat Gambar 78). Pengadukan dan pembagian secara merata hanya dapat terjadi jika campuran beraspal di augers mempunyai kuantitas yang sesuai. Perubahan kuantitas campuran beraspal juga akan mempengaruhi efektivitas kerja unit sepatu (screed). Untuk itu kecepatan dari conveyor harus diatur sedemikian rupa sehingga material di auger seperti yang disarankan.
Gambar 78 Jumlah campuran beraspal pada ulir pembagi (auger)
SALAH
BETUL
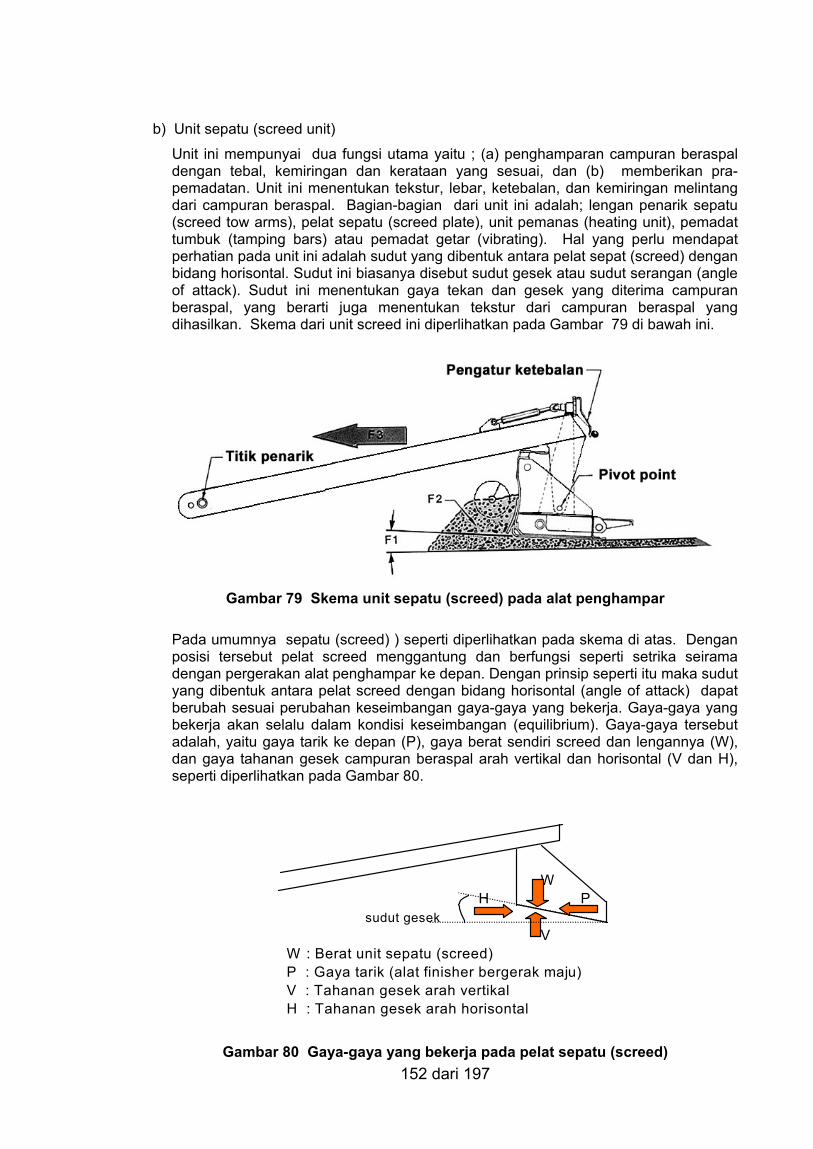
152 dari 197
b) Unit sepatu (screed unit) Unit ini mempunyai dua fungsi utama yaitu ; (a) penghamparan campuran beraspal dengan tebal, kemiringan dan kerataan yang sesuai, dan (b) memberikan pra-pemadatan. Unit ini menentukan tekstur, lebar, ketebalan, dan kemiringan melintang dari campuran beraspal. Bagian-bagian dari unit ini adalah; lengan penarik sepatu (screed tow arms), pelat sepatu (screed plate), unit pemanas (heating unit), pemadat tumbuk (tamping bars) atau pemadat getar (vibrating). Hal yang perlu mendapat perhatian pada unit ini adalah sudut yang dibentuk antara pelat sepat (screed) dengan bidang horisontal. Sudut ini biasanya disebut sudut gesek atau sudut serangan (angle of attack). Sudut ini menentukan gaya tekan dan gesek yang diterima campuran beraspal, yang berarti juga menentukan tekstur dari campuran beraspal yang dihasilkan. Skema dari unit screed ini diperlihatkan pada Gambar 79 di bawah ini.
Gambar 79 Skema unit sepatu (screed) pada alat penghampar
Pada umumnya sepatu (screed) ) seperti diperlihatkan pada skema di atas. Dengan posisi tersebut pelat screed menggantung dan berfungsi seperti setrika seirama dengan pergerakan alat penghampar ke depan. Dengan prinsip seperti itu maka sudut yang dibentuk antara pelat screed dengan bidang horisontal (angle of attack) dapat berubah sesuai perubahan keseimbangan gaya-gaya yang bekerja. Gaya-gaya yang bekerja akan selalu dalam kondisi keseimbangan (equilibrium). Gaya-gaya tersebut adalah, yaitu gaya tarik ke depan (P), gaya berat sendiri screed dan lengannya (W), dan gaya tahanan gesek campuran beraspal arah vertikal dan horisontal (V dan H), seperti diperlihatkan pada Gambar 80.
Gambar 80 Gaya-gaya yang bekerja pada pelat sepatu (screed)
W H P
sudut gesek V
W : Berat unit sepatu (screed)P : Gaya tarik (alat finisher bergerak maju)V : Tahanan gesek arah vertikalH : Tahanan gesek arah horisontal
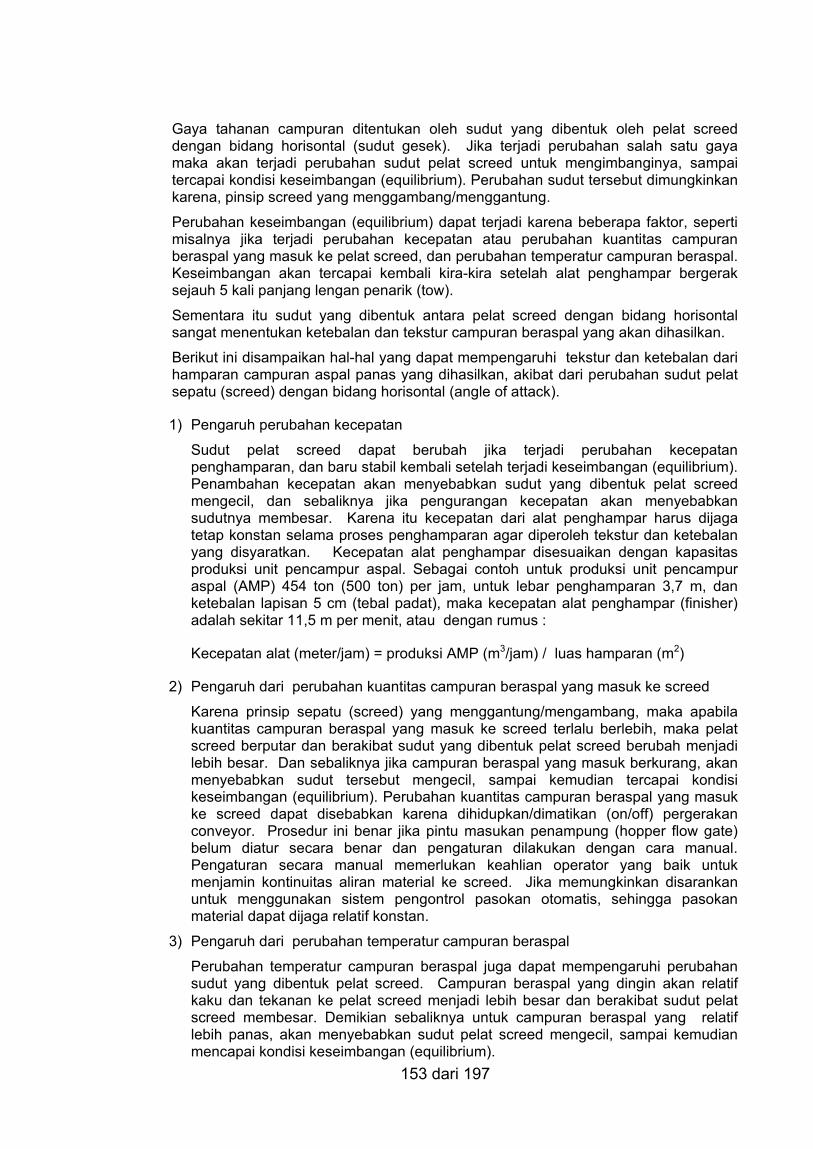
153 dari 197
Gaya tahanan campuran ditentukan oleh sudut yang dibentuk oleh pelat screed dengan bidang horisontal (sudut gesek). Jika terjadi perubahan salah satu gaya maka akan terjadi perubahan sudut pelat screed untuk mengimbanginya, sampai tercapai kondisi keseimbangan (equilibrium). Perubahan sudut tersebut dimungkinkan karena, pinsip screed yang menggambang/menggantung. Perubahan keseimbangan (equilibrium) dapat terjadi karena beberapa faktor, seperti misalnya jika terjadi perubahan kecepatan atau perubahan kuantitas campuran beraspal yang masuk ke pelat screed, dan perubahan temperatur campuran beraspal. Keseimbangan akan tercapai kembali kira-kira setelah alat penghampar bergerak sejauh 5 kali panjang lengan penarik (tow).
Sementara itu sudut yang dibentuk antara pelat screed dengan bidang horisontal sangat menentukan ketebalan dan tekstur campuran beraspal yang akan dihasilkan. Berikut ini disampaikan hal-hal yang dapat mempengaruhi tekstur dan ketebalan dari hamparan campuran aspal panas yang dihasilkan, akibat dari perubahan sudut pelat sepatu (screed) dengan bidang horisontal (angle of attack).
1) Pengaruh perubahan kecepatan
Sudut pelat screed dapat berubah jika terjadi perubahan kecepatan penghamparan, dan baru stabil kembali setelah terjadi keseimbangan (equilibrium). Penambahan kecepatan akan menyebabkan sudut yang dibentuk pelat screed mengecil, dan sebaliknya jika pengurangan kecepatan akan menyebabkan sudutnya membesar. Karena itu kecepatan dari alat penghampar harus dijaga tetap konstan selama proses penghamparan agar diperoleh tekstur dan ketebalan yang disyaratkan. Kecepatan alat penghampar disesuaikan dengan kapasitas produksi unit pencampur aspal. Sebagai contoh untuk produksi unit pencampur aspal (AMP) 454 ton (500 ton) per jam, untuk lebar penghamparan 3,7 m, dan ketebalan lapisan 5 cm (tebal padat), maka kecepatan alat penghampar (finisher) adalah sekitar 11,5 m per menit, atau dengan rumus :
Kecepatan alat (meter/jam) = produksi AMP (m3/jam) / luas hamparan (m2)
2) Pengaruh dari perubahan kuantitas campuran beraspal yang masuk ke screed
Karena prinsip sepatu (screed) yang menggantung/mengambang, maka apabila kuantitas campuran beraspal yang masuk ke screed terlalu berlebih, maka pelat screed berputar dan berakibat sudut yang dibentuk pelat screed berubah menjadi lebih besar. Dan sebaliknya jika campuran beraspal yang masuk berkurang, akan menyebabkan sudut tersebut mengecil, sampai kemudian tercapai kondisi keseimbangan (equilibrium). Perubahan kuantitas campuran beraspal yang masuk ke screed dapat disebabkan karena dihidupkan/dimatikan (on/off) pergerakan conveyor. Prosedur ini benar jika pintu masukan penampung (hopper flow gate) belum diatur secara benar dan pengaturan dilakukan dengan cara manual. Pengaturan secara manual memerlukan keahlian operator yang baik untuk menjamin kontinuitas aliran material ke screed. Jika memungkinkan disarankan untuk menggunakan sistem pengontrol pasokan otomatis, sehingga pasokan material dapat dijaga relatif konstan.
3) Pengaruh dari perubahan temperatur campuran beraspal
Perubahan temperatur campuran beraspal juga dapat mempengaruhi perubahan sudut yang dibentuk pelat screed. Campuran beraspal yang dingin akan relatif kaku dan tekanan ke pelat screed menjadi lebih besar dan berakibat sudut pelat screed membesar. Demikian sebaliknya untuk campuran beraspal yang relatif lebih panas, akan menyebabkan sudut pelat screed mengecil, sampai kemudian mencapai kondisi keseimbangan (equilibrium).
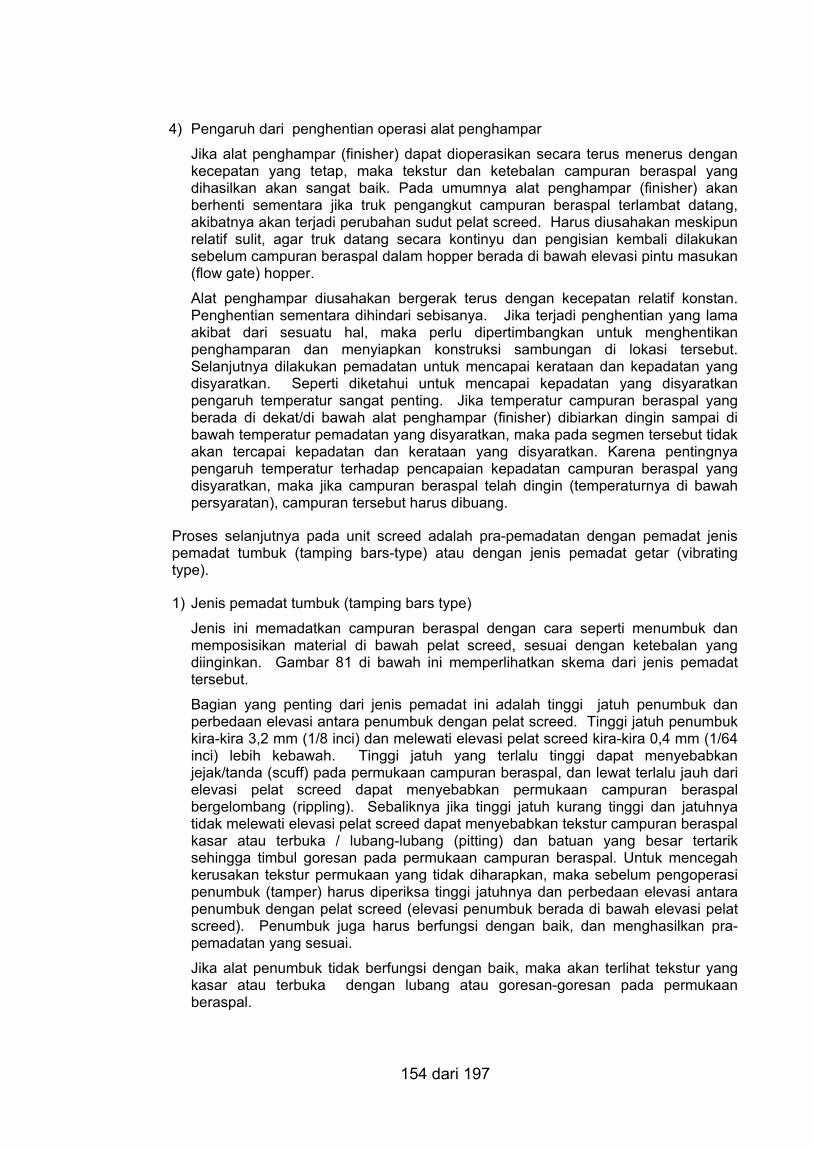
154 dari 197
4) Pengaruh dari penghentian operasi alat penghampar Jika alat penghampar (finisher) dapat dioperasikan secara terus menerus dengan kecepatan yang tetap, maka tekstur dan ketebalan campuran beraspal yang dihasilkan akan sangat baik. Pada umumnya alat penghampar (finisher) akan berhenti sementara jika truk pengangkut campuran beraspal terlambat datang, akibatnya akan terjadi perubahan sudut pelat screed. Harus diusahakan meskipun relatif sulit, agar truk datang secara kontinyu dan pengisian kembali dilakukan sebelum campuran beraspal dalam hopper berada di bawah elevasi pintu masukan (flow gate) hopper.
Alat penghampar diusahakan bergerak terus dengan kecepatan relatif konstan. Penghentian sementara dihindari sebisanya. Jika terjadi penghentian yang lama akibat dari sesuatu hal, maka perlu dipertimbangkan untuk menghentikan penghamparan dan menyiapkan konstruksi sambungan di lokasi tersebut. Selanjutnya dilakukan pemadatan untuk mencapai kerataan dan kepadatan yang disyaratkan. Seperti diketahui untuk mencapai kepadatan yang disyaratkan pengaruh temperatur sangat penting. Jika temperatur campuran beraspal yang berada di dekat/di bawah alat penghampar (finisher) dibiarkan dingin sampai di bawah temperatur pemadatan yang disyaratkan, maka pada segmen tersebut tidak akan tercapai kepadatan dan kerataan yang disyaratkan. Karena pentingnya pengaruh temperatur terhadap pencapaian kepadatan campuran beraspal yang disyaratkan, maka jika campuran beraspal telah dingin (temperaturnya di bawah persyaratan), campuran tersebut harus dibuang.
Proses selanjutnya pada unit screed adalah pra-pemadatan dengan pemadat jenis pemadat tumbuk (tamping bars-type) atau dengan jenis pemadat getar (vibrating type).
1) Jenis pemadat tumbuk (tamping bars type)
Jenis ini memadatkan campuran beraspal dengan cara seperti menumbuk dan memposisikan material di bawah pelat screed, sesuai dengan ketebalan yang diinginkan. Gambar 81 di bawah ini memperlihatkan skema dari jenis pemadat tersebut.
Bagian yang penting dari jenis pemadat ini adalah tinggi jatuh penumbuk dan perbedaan elevasi antara penumbuk dengan pelat screed. Tinggi jatuh penumbuk kira-kira 3,2 mm (1/8 inci) dan melewati elevasi pelat screed kira-kira 0,4 mm (1/64 inci) lebih kebawah. Tinggi jatuh yang terlalu tinggi dapat menyebabkan jejak/tanda (scuff) pada permukaan campuran beraspal, dan lewat terlalu jauh dari elevasi pelat screed dapat menyebabkan permukaan campuran beraspal bergelombang (rippling). Sebaliknya jika tinggi jatuh kurang tinggi dan jatuhnya tidak melewati elevasi pelat screed dapat menyebabkan tekstur campuran beraspal kasar atau terbuka / lubang-lubang (pitting) dan batuan yang besar tertarik sehingga timbul goresan pada permukaan campuran beraspal. Untuk mencegah kerusakan tekstur permukaan yang tidak diharapkan, maka sebelum pengoperasi penumbuk (tamper) harus diperiksa tinggi jatuhnya dan perbedaan elevasi antara penumbuk dengan pelat screed (elevasi penumbuk berada di bawah elevasi pelat screed). Penumbuk juga harus berfungsi dengan baik, dan menghasilkan pra-pemadatan yang sesuai. Jika alat penumbuk tidak berfungsi dengan baik, maka akan terlihat tekstur yang kasar atau terbuka dengan lubang atau goresan-goresan pada permukaan beraspal.
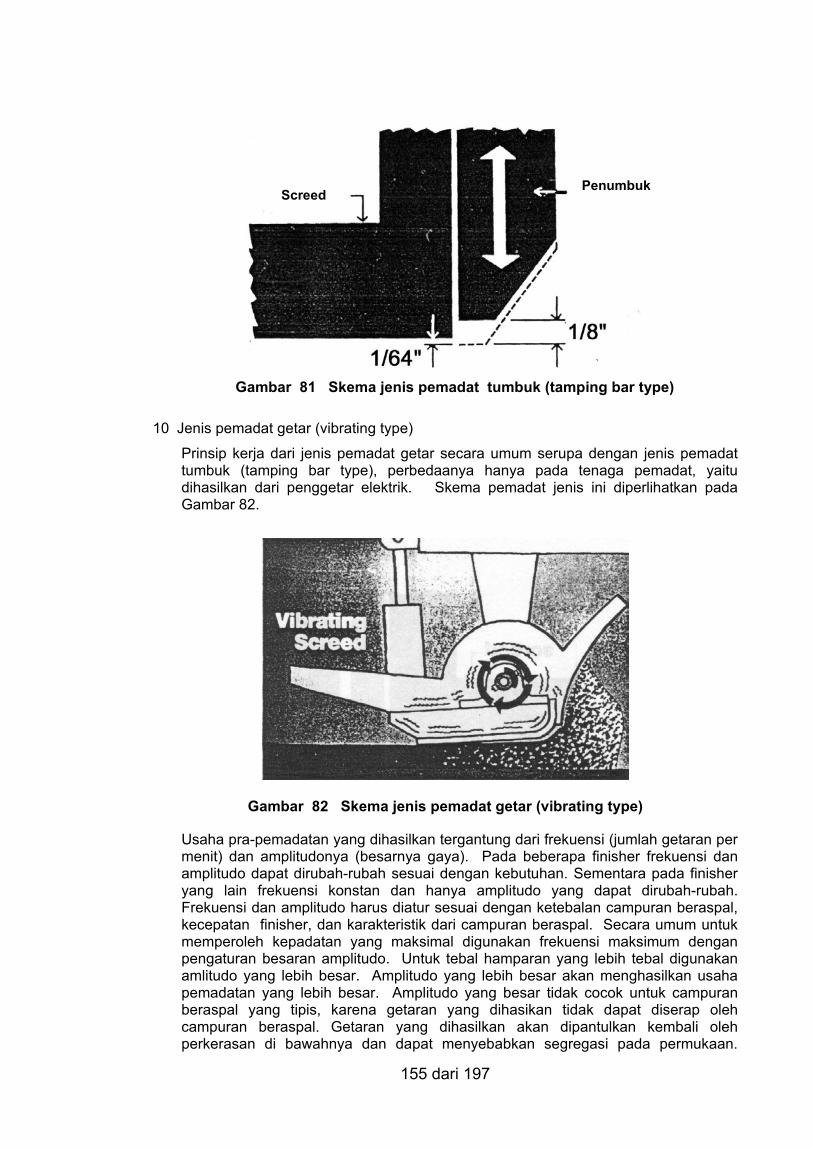
155 dari 197
Gambar 81 Skema jenis pemadat tumbuk (tamping bar type)
10 Jenis pemadat getar (vibrating type)
Prinsip kerja dari jenis pemadat getar secara umum serupa dengan jenis pemadat tumbuk (tamping bar type), perbedaanya hanya pada tenaga pemadat, yaitu dihasilkan dari penggetar elektrik. Skema pemadat jenis ini diperlihatkan pada Gambar 82.
Gambar 82 Skema jenis pemadat getar (vibrating type)
Usaha pra-pemadatan yang dihasilkan tergantung dari frekuensi (jumlah getaran per menit) dan amplitudonya (besarnya gaya). Pada beberapa finisher frekuensi dan amplitudo dapat dirubah-rubah sesuai dengan kebutuhan. Sementara pada finisher yang lain frekuensi konstan dan hanya amplitudo yang dapat dirubah-rubah. Frekuensi dan amplitudo harus diatur sesuai dengan ketebalan campuran beraspal, kecepatan finisher, dan karakteristik dari campuran beraspal. Secara umum untuk memperoleh kepadatan yang maksimal digunakan frekuensi maksimum dengan pengaturan besaran amplitudo. Untuk tebal hamparan yang lebih tebal digunakan amlitudo yang lebih besar. Amplitudo yang lebih besar akan menghasilkan usaha pemadatan yang lebih besar. Amplitudo yang besar tidak cocok untuk campuran beraspal yang tipis, karena getaran yang dihasikan tidak dapat diserap oleh campuran beraspal. Getaran yang dihasilkan akan dipantulkan kembali oleh perkerasan di bawahnya dan dapat menyebabkan segregasi pada permukaan.
Penumbuk Screed
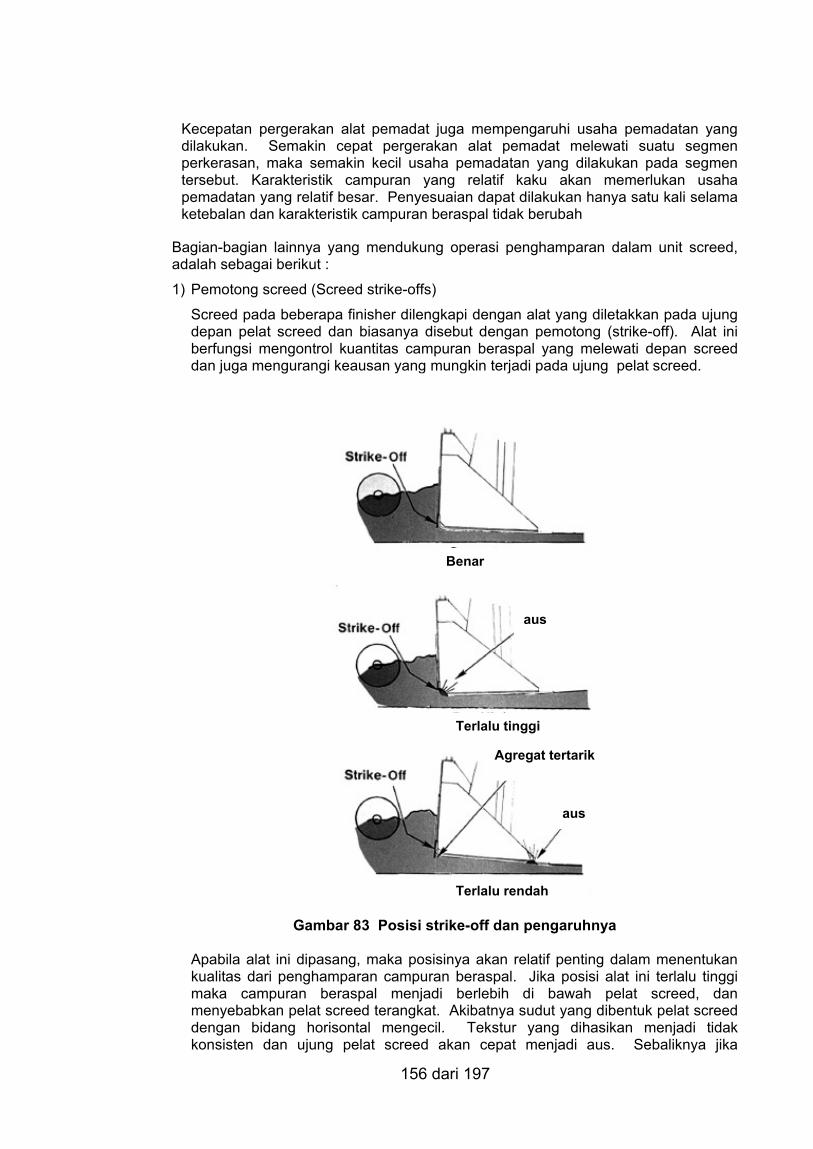
156 dari 197
Kecepatan pergerakan alat pemadat juga mempengaruhi usaha pemadatan yang dilakukan. Semakin cepat pergerakan alat pemadat melewati suatu segmen perkerasan, maka semakin kecil usaha pemadatan yang dilakukan pada segmen tersebut. Karakteristik campuran yang relatif kaku akan memerlukan usaha pemadatan yang relatif besar. Penyesuaian dapat dilakukan hanya satu kali selama ketebalan dan karakteristik campuran beraspal tidak berubah
Bagian-bagian lainnya yang mendukung operasi penghamparan dalam unit screed, adalah sebagai berikut :
1) Pemotong screed (Screed strike-offs)
Screed pada beberapa finisher dilengkapi dengan alat yang diletakkan pada ujung depan pelat screed dan biasanya disebut dengan pemotong (strike-off). Alat ini berfungsi mengontrol kuantitas campuran beraspal yang melewati depan screed dan juga mengurangi keausan yang mungkin terjadi pada ujung pelat screed.
Gambar 83 Posisi strike-off dan pengaruhnya
Apabila alat ini dipasang, maka posisinya akan relatif penting dalam menentukan kualitas dari penghamparan campuran beraspal. Jika posisi alat ini terlalu tinggi maka campuran beraspal menjadi berlebih di bawah pelat screed, dan menyebabkan pelat screed terangkat. Akibatnya sudut yang dibentuk pelat screed dengan bidang horisontal mengecil. Tekstur yang dihasikan menjadi tidak konsisten dan ujung pelat screed akan cepat menjadi aus. Sebaliknya jika
Benar
Terlalu tinggi
Terlalu rendah
aus
aus
Agregat tertarik
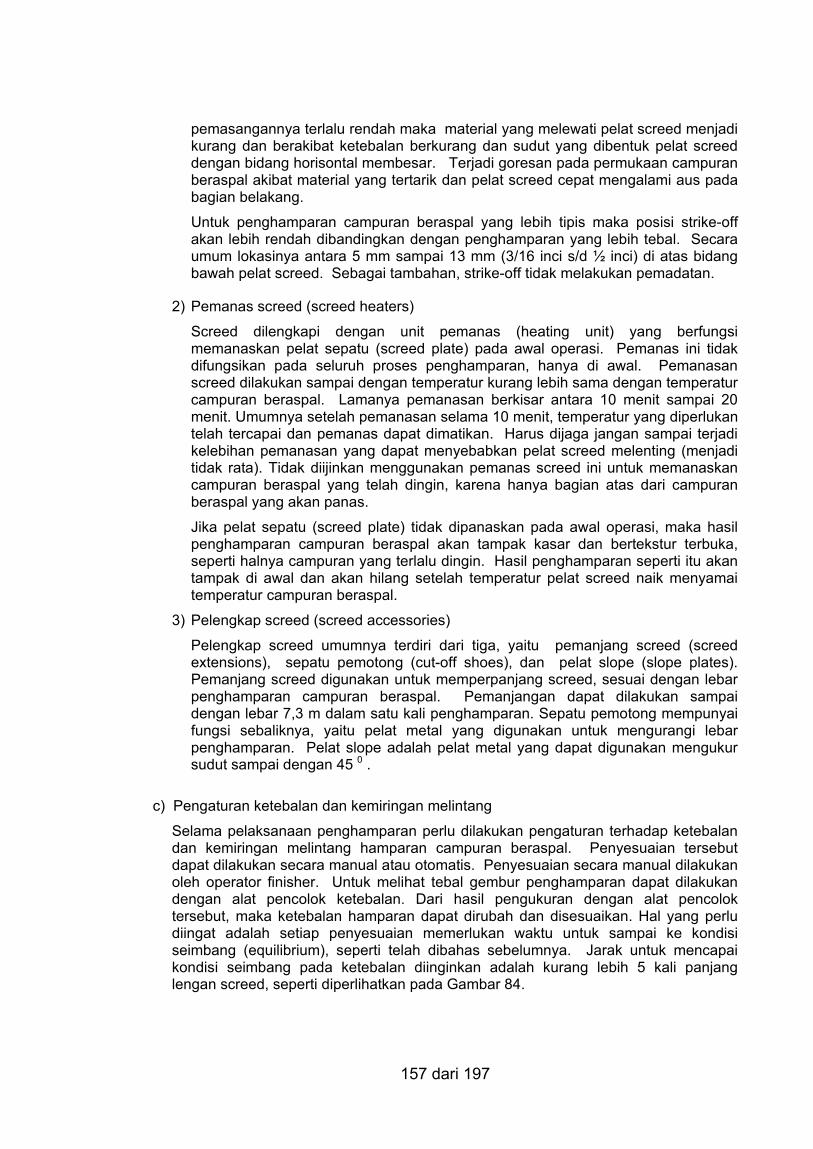
157 dari 197
pemasangannya terlalu rendah maka material yang melewati pelat screed menjadi kurang dan berakibat ketebalan berkurang dan sudut yang dibentuk pelat screed dengan bidang horisontal membesar. Terjadi goresan pada permukaan campuran beraspal akibat material yang tertarik dan pelat screed cepat mengalami aus pada bagian belakang. Untuk penghamparan campuran beraspal yang lebih tipis maka posisi strike-off akan lebih rendah dibandingkan dengan penghamparan yang lebih tebal. Secara umum lokasinya antara 5 mm sampai 13 mm (3/16 inci s/d ½ inci) di atas bidang bawah pelat screed. Sebagai tambahan, strike-off tidak melakukan pemadatan.
2) Pemanas screed (screed heaters)
Screed dilengkapi dengan unit pemanas (heating unit) yang berfungsi memanaskan pelat sepatu (screed plate) pada awal operasi. Pemanas ini tidak difungsikan pada seluruh proses penghamparan, hanya di awal. Pemanasan screed dilakukan sampai dengan temperatur kurang lebih sama dengan temperatur campuran beraspal. Lamanya pemanasan berkisar antara 10 menit sampai 20 menit. Umumnya setelah pemanasan selama 10 menit, temperatur yang diperlukan telah tercapai dan pemanas dapat dimatikan. Harus dijaga jangan sampai terjadi kelebihan pemanasan yang dapat menyebabkan pelat screed melenting (menjadi tidak rata). Tidak diijinkan menggunakan pemanas screed ini untuk memanaskan campuran beraspal yang telah dingin, karena hanya bagian atas dari campuran beraspal yang akan panas.
Jika pelat sepatu (screed plate) tidak dipanaskan pada awal operasi, maka hasil penghamparan campuran beraspal akan tampak kasar dan bertekstur terbuka, seperti halnya campuran yang terlalu dingin. Hasil penghamparan seperti itu akan tampak di awal dan akan hilang setelah temperatur pelat screed naik menyamai temperatur campuran beraspal.
3) Pelengkap screed (screed accessories)
Pelengkap screed umumnya terdiri dari tiga, yaitu pemanjang screed (screed extensions), sepatu pemotong (cut-off shoes), dan pelat slope (slope plates). Pemanjang screed digunakan untuk memperpanjang screed, sesuai dengan lebar penghamparan campuran beraspal. Pemanjangan dapat dilakukan sampai dengan lebar 7,3 m dalam satu kali penghamparan. Sepatu pemotong mempunyai fungsi sebaliknya, yaitu pelat metal yang digunakan untuk mengurangi lebar penghamparan. Pelat slope adalah pelat metal yang dapat digunakan mengukur sudut sampai dengan 45 0 .
c) Pengaturan ketebalan dan kemiringan melintang
Selama pelaksanaan penghamparan perlu dilakukan pengaturan terhadap ketebalan dan kemiringan melintang hamparan campuran beraspal. Penyesuaian tersebut dapat dilakukan secara manual atau otomatis. Penyesuaian secara manual dilakukan oleh operator finisher. Untuk melihat tebal gembur penghamparan dapat dilakukan dengan alat pencolok ketebalan. Dari hasil pengukuran dengan alat pencolok tersebut, maka ketebalan hamparan dapat dirubah dan disesuaikan. Hal yang perlu diingat adalah setiap penyesuaian memerlukan waktu untuk sampai ke kondisi seimbang (equilibrium), seperti telah dibahas sebelumnya. Jarak untuk mencapai kondisi seimbang pada ketebalan diinginkan adalah kurang lebih 5 kali panjang lengan screed, seperti diperlihatkan pada Gambar 84.
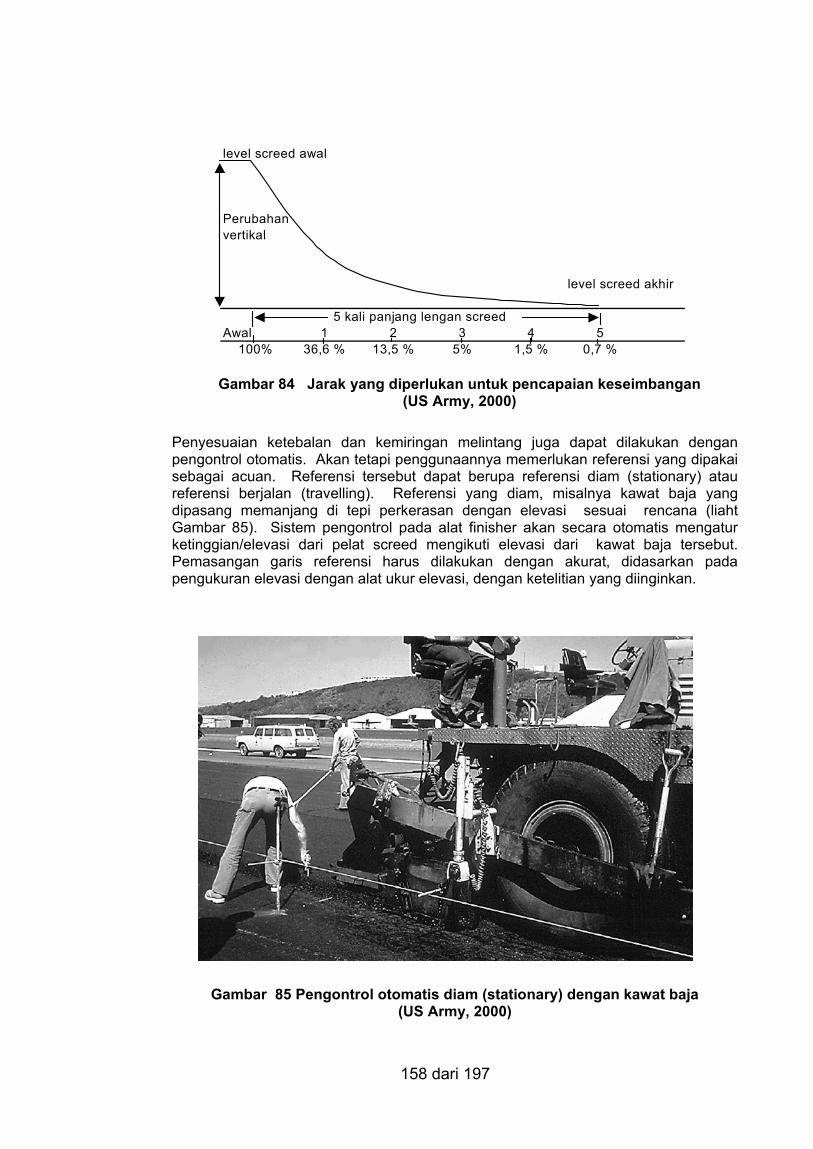
158 dari 197
Gambar 84 Jarak yang diperlukan untuk pencapaian keseimbangan
(US Army, 2000)
Penyesuaian ketebalan dan kemiringan melintang juga dapat dilakukan dengan pengontrol otomatis. Akan tetapi penggunaannya memerlukan referensi yang dipakai sebagai acuan. Referensi tersebut dapat berupa referensi diam (stationary) atau referensi berjalan (travelling). Referensi yang diam, misalnya kawat baja yang dipasang memanjang di tepi perkerasan dengan elevasi sesuai rencana (liaht Gambar 85). Sistem pengontrol pada alat finisher akan secara otomatis mengatur ketinggian/elevasi dari pelat screed mengikuti elevasi dari kawat baja tersebut. Pemasangan garis referensi harus dilakukan dengan akurat, didasarkan pada pengukuran elevasi dengan alat ukur elevasi, dengan ketelitian yang diinginkan.
Gambar 85 Pengontrol otomatis diam (stationary) dengan kawat baja (US Army, 2000)
level screed awal
Perubahanvertikal
level screed akhir
5 kali panjang lengan screedAwal 1 2 3 4 5
100% 36,6 % 13,5 % 5% 1,5 % 0,7 %

159 dari 197
Sistem pengaturan otomatis yang kedua, yaitu dengan referensi berjalan, didasarkan pada prinsip pencatatan perubahan kontur perkerasan dan kemudian mengatur screed sesuai dengan ketebalan dan kemiringan melintang rencana (lihat Gambar 86).
Gambar 86 Pengontrol otomatis berjalan (travelling) (US Army, 2000)
Sistem otomatis mempunyai beberapa keuntungan dibandingkan dengan sistem pengoperasian secara manual, yaitu : - Dapat dengan segera merubah/menyesuaikan ketebalan dan kemiringan melintang
dibanding dengan cara manual, karena telah direncanakan terlebih dahulu. - Tidak dipengaruhi oleh gerakan vertikal yang tidak biasa dari alat penghampar.
Pemilihan pengontrol otomatis apakah pengontrol otomatis diam (stationary) atau pengontrol otomatis berjalan (travelling) ditentukan oleh empat faktor, yaitu : kondisi permukaan dimana campuran beraspal akan dihampar, derajat ketelitian, ketebalan penghamparan dan kuantitas material yang tersedia. Jika permukaan perkerasan mempunyai elevasi dan kerataan yang baik pada arah memanjang, tetapi kurang baik pada arah melintang, maka pengontrol otomatis yang dipilih adalah jenis berjalan (travelling). Jika permukaan perkerasan pada arah memanjang mempunyai elevasi dan kerataan yang buruk, maka digunakan pengontrol otomatis jenis diam (stationary). Sementara jika baik arah melintang maupun longitudinal permukaan perkerasan mempunyai elevasi dan kerataan yang baik maka tidak perlu digunakan pengontrol otomatis, cukup dengan pengontrol manual atau jika diinginkan cukup dipakai pengontrol otomatis berjalan (travelling). Jika diperlukan ketelitian yang relatif
160 dari 197
tinggi maka dapat digunakan pengontrol otomatis diam (stationary), dimana pengukuran elevasi kawat baja acuan dilakukan dengan jarak yang pendek-pendek.
9.3.2 Penerimaan campuran beraspal
Penerimaan campuran beraspal di lapangan harus memperhatikan beberapa hal, agar tercapai pemasangan campuran beraspal yang sesuai dengan persyaratan. Hal-hal tersebut antara lain pemeriksaan dan evaluasi berdasarkan tiket pengiriman, dan yang kedua pemeriksaan dan evaluasi campuran beraspal berdasarkan pengamatan secara visual.
a) Tiket pengiriman
Surat pengiriman atau lebih dikenal dengan istilah tiket, merupakan arsip yang penting untuk pengendalian kuantitas dan kualitas. Pada umumnya pada tiket tercantum informasi-informasi seperti; nama proyek, nomor urut pengiriman, waktu keberangkatan dari unit pencampur aspal (AMP), temperatur di unit pencampur, dan berat campuran beraspal. Nomor urut pengiriman mengindikasikan apakah kedatangan truk tersebut sesuai dengan urutannya, atau tidak. Jika tidak berarti mengindikasikan terjadinya keterlambatan yang mungkin disebabkan oleh kerusakan, kemacetan lalu-lintas atau sebab-sebab lainnya. Dari tiket tersebut juga dapat diperkirakan waktu perjalanan dari unit pencampur aspal ke lokasi penghamparan. Jika waktunya terlalu lama maka pengecekan temperatur harus dilakukan dengan teliti, terlebih lagi jika bak truk tidak ditutup dengan terpal. Jika temperatur campuran beraspal yang diterima di lapangan lebih rendah dari toleransi dalam persyaratan, maka isi truk tersebut harus ditolak dan isinya dibuang di luar proyek. Demikian juga jika temperatur terlalu tinggi (overheating). Tiket tersebut harus dikumpulkan untuk menjamin bahwa tidak ada campuran beraspal yang di bawa ketempat lain dan kuantitas yang diterima tercatat dengan baik dan benar.
b) Pengamatan secara visual Pengamatan secara visual perlu dilakukan pada waktu menerima campuran beraspal di lokasi penghamparan, karena mungkin saja saat pengiriman di unit pencampur terjadi penyimpangan yang tidak teramati, atau terjadi penyimpangan dalam perjalanan. Beberapa indikasi dari penyimpangan campuran beraspal yang dapat dilihat secara visual adalah seperti berikut ini :
- Berasap biru
Asap biru yang keluar dari campuran beraspal di atas truk atau terlihat pada saat penurunan (dumping) ke finisher, mengindikasikan terjadinya pemanasan yang berlebih (overheating). Pengukuran temperatur dengan alat pengukur temperatur harus segera dilakukan. Jika memang terjadi pemanasan berlebih (overheating) maka campuran beraspal tersebut harus ditolak dan dibuang.
- Tampak kaku
Tampak visual campuran beraspal yang kaku mengindikasikan campuran tersebut telah dingin. Temperatur campuran beraspal segera dicek dengan alat pengukur temperatur, jika di bawah temperatur penghamparan optimum, tetapi masih dalam batas toleransi maka segera dilakukan penghamparan dan pemadatan untuk mengurangi resiko terbuangnya campuran beraspal karena temperaturnya telah dingin.
- Permukaan tampak rata
Pada umumnya permukaan campuran beraspal di atas truk membentuk bukit. Jika permukaan tersebut terlihat agak rata, maka kemungkinan campuran beraspal
161 dari 197
kelebihan aspal atau kadar air. Campuran beraspal yang kelebihan aspal juga terlihat lebih bersinar dibandingkan dengan yang biasanya. Penggunaan kadar aspal yang tetap sementara gradasi berubah ke arah kasar dapat menyebabkan kelebihan aspal. Kebocoran atau penimbangan aspal yang tidak akurat juga dapat menyebabkan campuran beraspal kelebihan aspal. Pemeriksaan secara lebih detil harus dilakukan di unit pencampur aspal (AMP) dengan segera.
- Campuran beraspal tampak kering / berwarna coklat Campuran yang mengandung terlalu sedikit aspal biasanya tampak kering dan berwarna kecoklatan. Kelebihan kandungan agregat halus dapat menyebabkan campuran beraspal tampak kekurangan aspal, terlihat redup dan berwarna kecoklatan. Pemeriksaan secara lebih detil harus dilakukan di unit pencampur aspal (AMP).
- Campuran beraspal beruap
Campuran beraspal yang mengandung kadar air yang berlebihan akan tampak beruap (bukan berasap) pada saat truk menurunkannya (dumping) ke finisher. Kelebihan kadar air juga akan menyebabkan campuran beraspal terlihat seperti kelebihan aspal Pada saat diturunkan ke finisher (dumping) terlihat ada gelembung-gelembung seperti halnya air mendidih.
- Segregasi
Segregasi umumnya terjadi akibat kesalahan penanganan selama penghamparan, tetapi bisa juga terjadi sebelumnya. Perbaikan yang diperlukan harus segera dilakukan untuk mencegah berlanjutnya segregasi tersebut.
- Terkontaminasi Campuran beraspal dapat terkontaminasi bahan-bahan asing seperti minyak tanah, oli, plastik, kertas, kain atau lainnya. Bahan yang mengkontaminasi tersebut dapat diambil dan dibuang, akan tetapi jika telah menyatu maka campuran beraspal yang terkontaminasi tersebut harus dibuang.
- Agregat tidak terselimuti aspal dengan baik Campuran beraspal yang memperlihatkan adanya agregat yang tidak terselimuti aspal dengan baik, menunjukkan terjadinya penyimpangan pada unit produksi. Umumnya disebabkan karena alat pengaduk (pedal tip) telah aus atau patah, kemungkinan lain adalah kurangnya kadar aspal pada campuran.
- Ada agregat yang tidak terselimuti aspal samasekali
Agregat yang tidak terselimuti aspal sama sekali kemungkinan jatuh ke atas truk pada saat pengadukan kering, karena penutup pugmil yang kurang baik (bocor).
- Spot-spot aspal
Terlihat gumpalan atau spot-spot aspal pada campuran beraspal yang kemungkinan disebabkan oleh bocornya pipa penyemprot aspal, atau pengadukan tidak merata (pedal tip telah aus atau patah).
- Pelelehan (bleeding) Agar campuran beraspal tidak melekat di bak truk, disarankan untuk menggunakan minyak yang tidak berasal dari turunan minyak bumi sebagai pelapis bak truk. Meskipun demikian masih sering dijumpai pemakaian solar sebagai pelapis pada bak truk. Solar dapat menyerap kedalam campuran beraspal dan melarutkan aspal sehingga berakibat aspal meleleh ke permukaan pada beberapa titik. Campuran beraspal yang telah terkontaminasi oleh solar harus dibuang.
162 dari 197
c) Perkiraan panjang penghamparan Panjang penghamparan perlu diperkirakan untuk mengantisipasi kesiapan permukaan perkerasan dan sebagai pembanding ketepatan tebal hamparan. Panjang penghamparan dapat diperkirakan dengan perhitungan sederhana, sebagai contoh : isi truk 15 ton, lebar penghamparan 3 m dan tebal penghamparan 0,04 m. Berat isi campuran beraspal 2,3 t/m3. Maka perkiraan panjang hamparan adalah :
Berat (ton) = 3 x 0,04 x L(m) x 2,3 atau L (m) = 15 / (3 x 0,04 x 2,3) = 54 m
9.3.3 Pelaksanaan penghamparan
Dalam pelaksanaan penghamparan ada beberapa hal yang perlu diperhatikan, yaitu koordinasi antara lapangan dengan unit pencampur aspal (AMP), pengaturan sepatu (screed) serta pekerjaan perapihan secara manual. Pengawasan yang dilakukan meliputi pengawasan temperatur, pengawasan tampak permukaan, pengawasan geometri dan sambungan. a) Koordinasi antara unit pencampur aspal (AMP) dengan Lapangan
Keseragaman dan kontinuitas penghamparan akan memberikan kualitas perkerasan yang baik. Untuk menjaga kontinuitas penghamparan maka diperlukan koordinasi antara lapangan dengan unit pencampur aspal (AMP). Misalnya selang waktu pengiriman yang terlalu lama akan menyebabkan sambungan dan tekstur kurang baik karena campuran beraspal yang dihampar sudah dingin. Sebaliknya jika truk yang dikirim terlalu cepat akan menyebabkan terjadi antrian truk di lapangan. Selama menunggu tersebut kemungkinan terjadi penurunan temperatur. Tidak ada keuntungan juga jika menjalankan alat penghampar (finisher) dengan kecepatan penuh melebihi kecepatan produksi dari unit pencampur aspal (AMP). Informasi-informasi yang diperlukan antara lain meliputi rencana produksi dan waktu penghentian sementara. Koordinasi yang baik selama pelaksanaan penghamparan dapat dilakukan jika di lapangan tersedia alat komunikasi. Dengan alat komunikasi tersebut, hal-hal penting lainnya juga dapat diinformasikan dengan segera seperti penyetopan produksi karena akan turun hujan, ada kemacetan lalu-lintas dan lain sebagainya.
b) Pengaturan ketebalan dan kemiringan melintang
Jika hasil penghamparan sudah menunjukkan hasil tekstur yang seragam, ketebalan dan kemiringan melintang yang sesuai maka tidak diperlukan pengaturan sepatu (screed), khususnya untuk alat penghampar dengan pengontrolan manual. Akan tetapi bila diperlukan pengaturan screed, maka harus dilakukan secara bertahap. Karena kondisi keseimbangan (equilibrium) baru dapat tercapai kurang lebih setelah alat penghampar (finisher) bergerak sejauh 5 kali panjang lengan screed. Pengaturan screed diusahakan sejarang mungkin, karena selama proses menuju keseimbangan (equilibrium) tersebut hasil yang diperoleh kurang sesuai baik ketebalan maupun teksturnya karena sudut gesek antara pelat screed dengan campuran beraspal berubah. Penyesuaian ketebalan secara manual yang terlalu sering akan menyulitkan penyambungan arah memanjang. Jika tekstur yang dihasilkan kurang baik maka lakukan pemeriksaan pada screed dengan petunjuk-petunjuk seperti telah di bahas sebelumnya pada Pasal 9.3.1. Tebal lapisan padat harus lebih besar dari dua kali ukuran agregat terbesar. Hal ini adalah untuk menjamin agar agregat berukuran maksimum dapat saling kunci secara rapat dengan agregat yang berukuran lebih kecil.
163 dari 197
c) Pengaturan lebar penghamparan Lebar penghamparan harus disesuaikan sehingga untuk penghamparan lapis per lapis, maka sambungan tidak terletak pada satu garis vertikal untuk tiap lapisnya. Misalnya untuk penghamparan dua lajur. Pada lapis pertama penghamparan pada lajur ke-1 dilebihkan lebarnya sekitar 10 cm (lebar penghamparan 3,60 m) ke arah sambungan. Selanjutnya pada penghamparan lapis kedua maka penghamparan pada lajur ke-1 dikurangkan lebarnya sekitar 10 cm (lebar penghamparan 3,40 m) ke arah sambungan. Perbedaan posisi sambungan tersebut paling sedikit sejauh 15 cm. Jika diperlukan pengurangan lebar penghamparan maka pemotong sepatu (cut-off shoe) dapat dipasang pada satu sisi screed. Pada penambahan lebar penghamparan, maka pada bagian pelebaran tersebut harus terjangkau auger (ulir pembagi) untuk menghindari terjadinya segregasi
d) Sambungan
Sambungan pada pekerjaan campuran beraspal dapat dipisahkan menjadi dua, yaitu sambungan melintang dan sambungan memanjang. Sambungan melintang adalah sambungan yang dibuat melintang perkerasan jalan dan sambungan memanjang adalah sambungan searah perkerasan jalan (searah lalu-lintas).
- Sambungan melintang Bentuk sambungan melintang yang dibuat sangat tergantung dari apakah perkerasan tersebut dilewati lalu-lintas atau tidak. Jika perkerasan tersebut tidak dilewati lalu-lintas maka pada akhir penghamparan sambungan dapat dibuat tegak, sementara jika akan dilewati lalu-lintas maka sambungan tersebut harus dibuat membentuk taper (miring) sebagai peralihan ketebalan. Sambungan tegak dapat dibuat dengan memasang balok kayu atau baja siku. Pemasangan ini untuk menjamin pemadatan pada lokasi penyambungan memenuhi persyaratan. Jika dibuat sambungan yang membentuk taper atau miring, maka pada saat akan dimulai penghamparan baru, bagian miring tersebut harus dibuang dan sisinya dibuat tegak dengan alat pemotong (cutter atau jack hammer). Panjang dari taper tersebut umumnya mempunyai perbandingan 12 : 1 terhadap tebal hamparan. Untuk tebal penghamparan 25 mm maka panjang taper sekurang-kurangnya 300 mm. Sebelum penghamparan sisi tegak pada sambungan dilapis dengan lapis perekat (tack coats).
Metoda lain untuk membuat sisi tegak pada sambungan tersebut adalah dengan meletakkan kertas pada sambungan tersebut. Panjang kertas tersebut umumnya antara 1 m sampai 1,5 m dengan lebar sesuai dengan lebar penghamparan. Sebelum penghamparan baru dimulai maka kertas tersebut diambil dan campuran beraspal di atasnya dibuang sehingga diperoleh sambungan dengan sisi tegak. Metoda lain dapat dikembangkan dengan prinsip sambungan harus mempunyai sisi tegak. Metoda pembuatan sambungan melintang yang tegak diperlihatkan pada Gambar 87.
Pada tempat-tempat tertentu yang tidak terjangkau alat penghampar, misalnya sambungan dengan struktur seperti dek jembatan, maka campuran beraspal dihampar secara manual. Pekerjaan secara manual ini memerlukan keahlian agar tidak terjadi segregasi.
Tebal penghamparan sekitar 9 mm lebih tinggi dari elevasi target untuk tiap 25 mm tebal padat. Misalkan target penghamparan 50 mm maka tebal gembur sekitar 68 mm, tentunya angka tersebut dapat berubah bergantung dari karakteristik campuran beraspal.
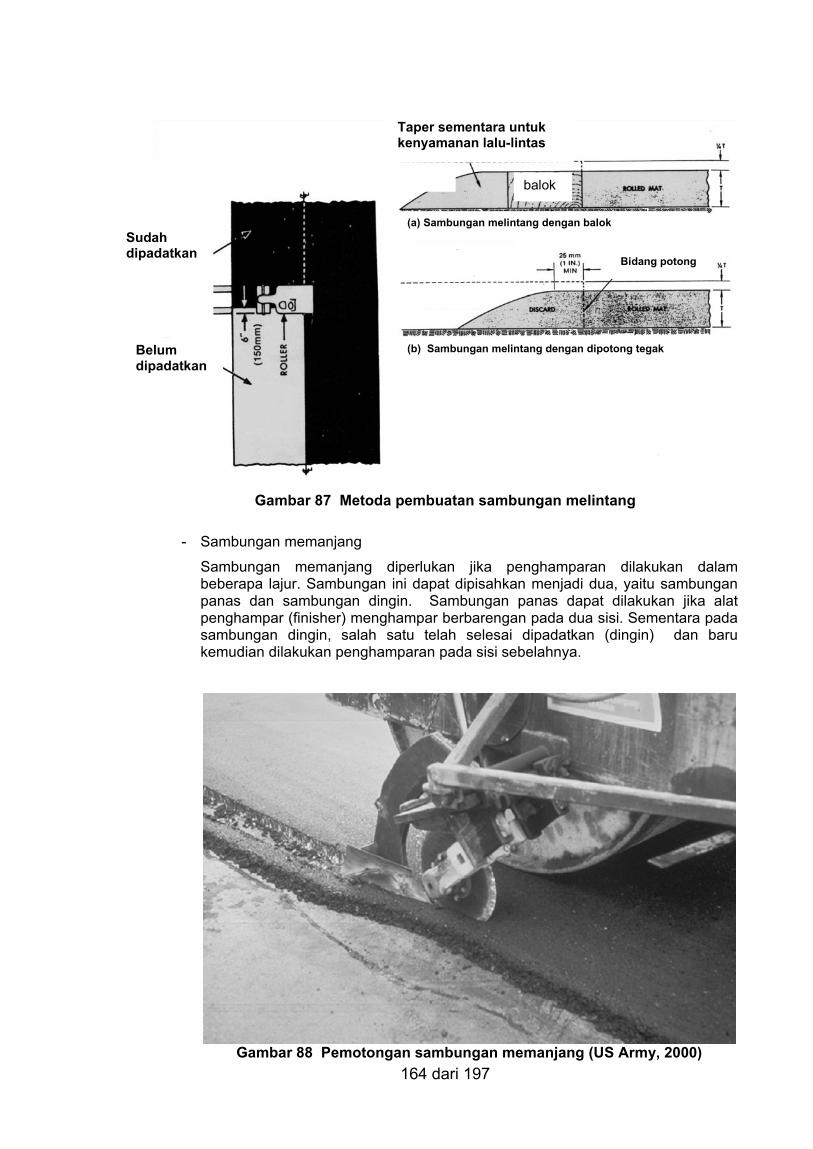
164 dari 197
Gambar 87 Metoda pembuatan sambungan melintang
- Sambungan memanjang
Sambungan memanjang diperlukan jika penghamparan dilakukan dalam beberapa lajur. Sambungan ini dapat dipisahkan menjadi dua, yaitu sambungan panas dan sambungan dingin. Sambungan panas dapat dilakukan jika alat penghampar (finisher) menghampar berbarengan pada dua sisi. Sementara pada sambungan dingin, salah satu telah selesai dipadatkan (dingin) dan baru kemudian dilakukan penghamparan pada sisi sebelahnya.
Gambar 88 Pemotongan sambungan memanjang (US Army, 2000)
Belum dipadatkan
Sudah dipadatkan
(b) Sambungan melintang dengan dipotong tegak
(a) Sambungan melintang dengan balok
balok
Bidang potong
Taper sementara untuk kenyamanan lalu-lintas
165 dari 197
Pada sambungan panas, finisher yang lebih belakang membuat penghamparan yang overlap dengan penghamparan finisher di depannya sekitar 25 mm sampai 50 mm. Keuntungan dari metoda ini adalah sambungan memanjang akan terbentuk otomatis dengan ketebalan yang sama dan pemadatan dapat dilakukan berbarengan. Kondisi ini dapat dilakukan jika kondisi lalu-lintas memungkinkan. Seperti halnya pada sambungan melintang maka pada sambungan dingin, prinsip yang dipegang adalah sisi sambungan harus tegak. Untuk itu dapat dilakukan pemasangan balok kayu atau baja siku secara memanjang dengan tinggi sesuai dengan tebal padat rencana. Pada umumnya lebih disukai pemakaian baja siku dibanding balok kayu, karena balok kayu cepat melenting dan cepat rusak. Alternatif lain adalah dengan pemotongan memanjang sekitar 50 mm sampai 150 mm dari tepi dengan alat pemotong seperti diperlihatkan pada Gambar 88. Pada sisi tegak tersebut dilapis dengan lapis perekat (tack coats) dan penghamparan yang baru dilebihkan sekitar 25 mm sampai 50 mm ke penghamparan sebelumnya (overlap).
Pada proyek jalan tol telah umum dilakukan pembuatan sambungan memanjang dengan alat bantu baja siku untuk memperoleh sisi sambungan yang tegak.
e) Pekerjaan perapihan Pekerjaan perapihan dengan penebaran campuran beraspal secara manual, hanya boleh dilakukan jika penghamparan dengan alat finisher tidak bisa dilakukan dengan baik. Penebaran dengan tangan harus dilakukan dengan hati-hati untuk menghindari terjadinya segregasi/pemisahan antara butiran kasar dan halus. Bagaimanapun akan ada perbedaan tekstur permukaan antara penebaran secara manual dibanding dengan menggunakan alat penghampar. Kadang-kadang dilakukan penebaran agregat setelah campuran keluar dari alat penghampar (finisher) karena hasilnya terlihat bertekstur kurang baik. Hal tersebut harus dicegah dan segera lakukan pemeriksaan terhadap alat penghampar (finisher) untuk mencari penyebab dari hamparan yang kurang baik tersebut. Pekerjaan perapihan kadang-kadang diperlukan khususnya pada pekerjaan sambungan.
f) Pemeriksaan penghamparan
- Temperatur
Temperatur campuran beraspal harus diperiksa pertama kali di atas truk. Berikutnya diadakan pemeriksaan temperatur setelah campuran beraspal dihampar dengan selang jarak tertentu.
- Tekstur permukaan
Tekstur yang terbuka dapat disebabkan oleh campuran beraspal terlalu dingin, jika terjadi pada awal penghamparan kemungkinan pelat screed tidak dipanaskan. Jika tekstur terbuka tersebut terjadi pada perpanjangan screed, maka alinyemen perpanjangan pada auger dan pemadat tumbuk atau getar harus diperiksa. Tekstur yang terbuka dan ada jejak-jejak (scuff) menunjukkan kemungkinan campuran beraspal telah dingin atau kekeliruan dalam pengaturan posisi penumbuk (tamping bar). Secara lebih detil hal ini dibahas pada Pasal 9.3.1 alat penghampar (finisher).
- Kerataan permukaan
Penghamparan yang tidak kontinyu dapat menyebabkan permukaan tidak rata terutama pada sambungan melintang. Gradasi yang tidak sesuai, perubahan kecepatan penghamparan, dan dorongan dari truk juga dapat menyebabkan permukaan tidak rata. Kerataan permukaan dapat diukur dengan alat mistar datar (straight edge) 3 m atau secara visual, dan segera lakukan perbaikan.
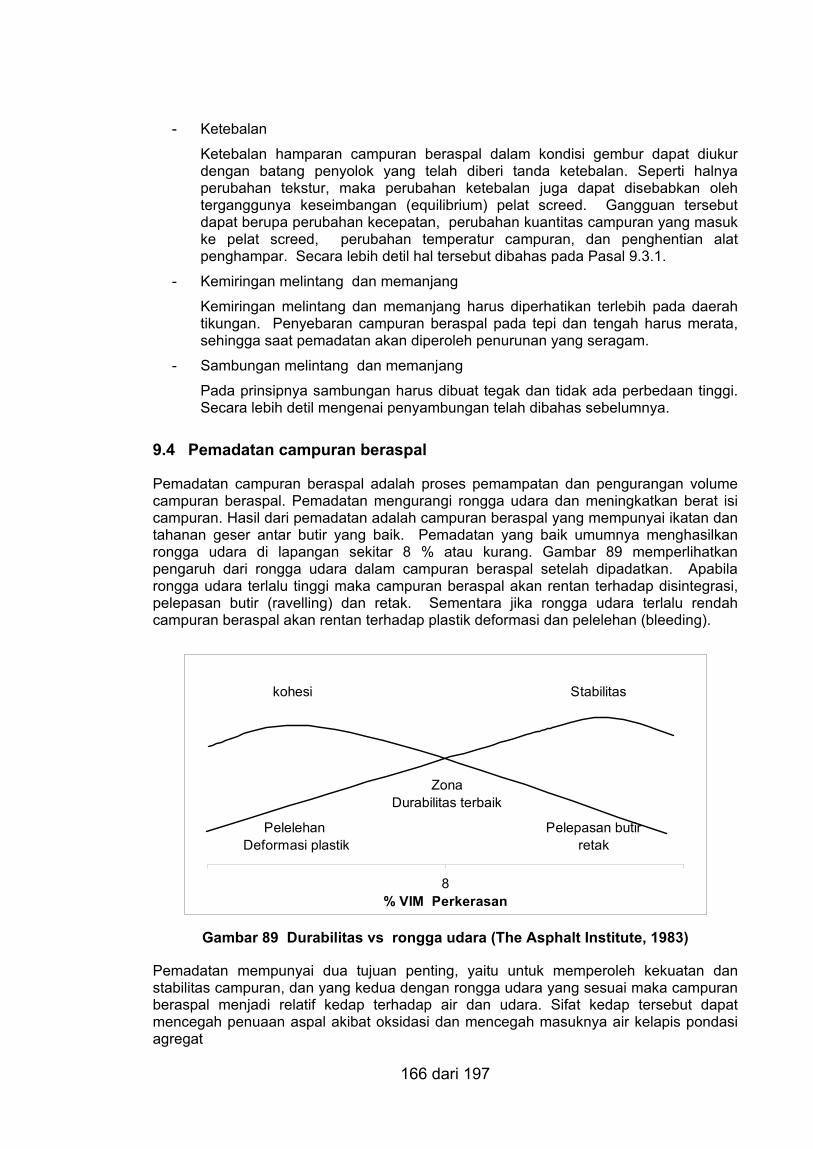
166 dari 197
- Ketebalan Ketebalan hamparan campuran beraspal dalam kondisi gembur dapat diukur dengan batang penyolok yang telah diberi tanda ketebalan. Seperti halnya perubahan tekstur, maka perubahan ketebalan juga dapat disebabkan oleh terganggunya keseimbangan (equilibrium) pelat screed. Gangguan tersebut dapat berupa perubahan kecepatan, perubahan kuantitas campuran yang masuk ke pelat screed, perubahan temperatur campuran, dan penghentian alat penghampar. Secara lebih detil hal tersebut dibahas pada Pasal 9.3.1.
- Kemiringan melintang dan memanjang Kemiringan melintang dan memanjang harus diperhatikan terlebih pada daerah tikungan. Penyebaran campuran beraspal pada tepi dan tengah harus merata, sehingga saat pemadatan akan diperoleh penurunan yang seragam.
- Sambungan melintang dan memanjang Pada prinsipnya sambungan harus dibuat tegak dan tidak ada perbedaan tinggi. Secara lebih detil mengenai penyambungan telah dibahas sebelumnya.
9.4 Pemadatan campuran beraspal
Pemadatan campuran beraspal adalah proses pemampatan dan pengurangan volume campuran beraspal. Pemadatan mengurangi rongga udara dan meningkatkan berat isi campuran. Hasil dari pemadatan adalah campuran beraspal yang mempunyai ikatan dan tahanan geser antar butir yang baik. Pemadatan yang baik umumnya menghasilkan rongga udara di lapangan sekitar 8 % atau kurang. Gambar 89 memperlihatkan pengaruh dari rongga udara dalam campuran beraspal setelah dipadatkan. Apabila rongga udara terlalu tinggi maka campuran beraspal akan rentan terhadap disintegrasi, pelepasan butir (ravelling) dan retak. Sementara jika rongga udara terlalu rendah campuran beraspal akan rentan terhadap plastik deformasi dan pelelehan (bleeding).
Gambar 89 Durabilitas vs rongga udara (The Asphalt Institute, 1983)
Pemadatan mempunyai dua tujuan penting, yaitu untuk memperoleh kekuatan dan stabilitas campuran, dan yang kedua dengan rongga udara yang sesuai maka campuran beraspal menjadi relatif kedap terhadap air dan udara. Sifat kedap tersebut dapat mencegah penuaan aspal akibat oksidasi dan mencegah masuknya air kelapis pondasi agregat
0 8 16% VIM Perkerasan
kohesi Stabilitas
Zona Durabilitas terbaik
Pelepasan butir retak
Pelelehan Deformasi plastik
167 dari 197
9.4.1 Prinsip pemadatan
Pada saat pemadatan terjadi 3 gaya utama, yaitu gaya tekan alat pemadat, gaya tahan pada campuran beraspal yang baru dihampar, dan gaya tahan pada lapisan di bawahnya yang telah stabil (lapis pondasi agregat atau existing lapis beraspal). Untuk memperoleh pemadatan yang baik, maka gaya tahan lapisan yang telah stabil harus seimbang dengan gaya tekan alat pemadat. Atau dengan kata lain campuran beraspal seolah-olah mendapat gaya tekan dari atas dan bawah. Jika lapisan yang stabil (lapis pondasi agregat atau lapis beraspal di bawahnya) belum cukup padat maka kepadatan campuran beraspal kemungkinan tidak akan tercapai sesuai persyaratan.
Ada beberapa faktor yang mempengaruhi keberhasilan pemadatan campuran beraspal, yaitu; karakteristik campuran, pengaruh lingkungan, ketebalan hamparan dan jenis alat pemadat yang digunakan.
a) Karakteristik campuran Kemudahan pemadatan campuran beraspal dipengaruhi oleh agregat yang digunakan dan gradasi campuran. Bentuk agregat yang angular (bersudut) akan lebih susah dipadatkan dibandingkan dengan bentuk agregat yang bulat. Tekstur permukaan juga menentukan, tekstur permukaan yang kasar akan lebih susah dipadatkan dibandingkan dengan tekstur permukaan yang halus. Gradasi campuran beraspal yang menerus akan lebih mudah dipadatkan dibandingkan dengan gradasi yang seragam atau terbuka. Campuran yang mengandung partikel abu batu/filler yang banyak akan memerlukan usaha pemadatan yang lebih banyak. Kandungan agregat halus seperti pasir alam yang lebih banyak mempermudah usaha pemadatan yang harus dilakukan, karena pasir alam butirannya berbentuk bulat. Akan tetapi jika terlalu banyak pasir alam, maka pemadatan akan lebih sulit karena gradasi pasir alam umumnya seragam. Secara umum sifat-sifat agregat yang meningkatkan ketahanan terhadap retak lelah dan deformasi permanen memerlukan usaha pemadatan yang lebih besar untuk mencapai berat isi (kepadatan) yang disyaratkan.
Kelas dan jumlah aspal yang digunakan pada campuran beraspal mempengaruhi kemudahan pemadatan. Aspal yang mempunyai viskositas tinggi atau penetrasi rendah akan menyebabkan campuran menjadi lebih kaku dan berakibat lebih sulit dipadatkan. Untuk pemadatannya diperlukan temperatur yang relatif lebih tinggi. Kandungan aspal dalam campuran mempengaruhi kemudahan pemadatan. Secara umum campuran yang sedikit aspal akan lebih kaku dan membutuhkan usaha pemadatan yang lebih, dilain pihak lebih banyak aspal akan menyebabkan campuran lebih mudah dipadatkan, akan tetapi jika terlalu banyak akan sulit dipadatkan dan campuran menjadi tidak stabil. Kemudahan pemadatan juga dipengaruhi oleh sensitifitas aspal terhadap temperatur (temperatur susceptibility). Pada aspal dengan temperatur susceptibility yang tinggi, hanya sedikit waktu yang tersedia untuk melakukan pemadatan karena campuran beraspal akan menjadi kaku lebih cepat dibandingkan dengan campuran yang mengandung aspal dengan temperatur susceptibility yang lebih rendah.
Campuran yang dihampar dengan temperatur yang lebih tinggi misalnya 140 0C akan lebih mudah dipadatkan dibanding campuran dengan temperatur lebih rendah, misalnya 125 0C. Akan tetapi campuran beraspal yang dipadatkan pada temperatur yang terlalu tinggi akan susah dipadatkan, campuran akan bergerak mengikuti jejak roda dan memunculkan retak-retak rambut arah melintang. Demikian juga pemadatan campuran beraspal pada temperatur yang terlalu rendah akan menyebabkan usaha pemadatan yang diperlukan lebih besar dan kemungkinan kepadatannya tidak tercapai. Pemadatan akan mulai efektif pada temperatur campuran yang menghasilkan viskositas (kekentalan) aspal yang sesuai, yaitu pada temperatur campuran sekitar 85 sampai 150 0C. Kandungan larutan dalam campuran, yaitu kadar aspal ditambah kadar air juga mempengaruhi kemudahan
168 dari 197
pemadatan. Jika kandungan air pada campuran tinggi (lebih dari 0,2 % berat campuran), maka kelebihan kadar air ini akan berlaku seperti kelebihan aspal dan akan menyebabkan campuran tidak stabil dan sulit dipadatkan.
b) Pengaruh lingkungan
Seperti telah diuraikan sebelumnya penurunan temperatur campuran akan menyebabkan diperlukannya usaha pemadatan yang lebih cepat dan kemungkinan kepadatannya tidak tercapai karena temperatur campuran sudah dingin. Kecepatan penurunan temperatur campuran dipengaruhi oleh kondisi lingkungan, seperti temperatur udara, kecepatan angin, kelembaban dan temperatur perkerasan di bawahnya. Temperatur udara yang dingin, kelembaban rendah, kecepatan angin tinggi dan temperatur perkerasan yang rendah akan menyebabkan usaha pemadatan akan menjadi lebih sulit dan hanya tersedia waktu yang relatif singkat untuk pemadatan. Pengaruh lingkungan tersebut akan sangat terasa pada penghamparan campuran beraspal yang tipis. Usaha-usaha yang dapat dilakukan adalah dengan menaikkan temperatur pencampuran (tetapi masih dalam batas toleransi) dan mempercepat proses pemadatan. Mempercepat proses pemadatan bukan berarti menambah kecepatan alat pemadat. Tetapi dengan cara lain misalnya dengan menggunakan alat pemadat lebih dari satu yang bekerja secara bersamaan.
c) Ketebalan hamparan
Ketebalan hamparan merupakan faktor yang penting dan menentukan kemudahan pemadatan. Umumnya kepadatan campuran beraspal lebih mudah dicapai pada campuran dengan ketebalan yang lebih tipis. Hal ini terjadi karena penurunan temperatur untuk mencapai temperatur pemadatan pada campuran yang lebih tebal memerlukan waktu yang lebih lama. Hal tersebut dapat dimanfaatkan sebagai suatu keuntungan tertutama pada lokasi-lokasi dengan lingkungan yang bersifat mempercepat penurunan temperatur.
d) Alat pemadat yang digunakan
Jenis alat pemadat mempunyai pengaruh yang besar dalam mencapai kepadatan yang diinginkan. Secara lebih detil dibahas pada Pasal 9.4.2.
9.4.2 Alat pemadat
Dalam pemadatan campuran beraspal harus digunakan alat pemadat dengan penggerak sendiri bukan yang ditarik. Meskipun demikian pada lokasi-lokasi yang sulit dijangkau dengan alat pemadat, dapat digunakan pemadat bermesin yang dioperasikan dengan tangan. Usaha pemadatan yang dihasilkan dari suatu alat pemadat merupakan fungsi dari beban alat pemadat dan bidang kontak antara roda dengan campuran beraspal. Tegangan yang terjadi berbanding lurus dengan beban atau gaya berat dan berbanding terbalik dengan luas bidang kontak (tegangan = P/A.) Secara umum pemadat yang digunakan untuk memadatkan campuran beraspal dibagi menjadi 2 jenis, yaitu :
- Alat pemadat mesin gilas roda baja statis - Alat pemadat roda karet pneumatik Atau kombinasi dari keduanya, seperti pemadat yang dilengkapi baik dengan drum pemadat bergetar maupun roda karet peneumatik.
a) Alat pemadat mesin gilas roda baja statis
Mesin gilas roda baja mempunyai roda belakang dan depan berupa drum ( 2 roda) atau drum pada bagian depan dan dengan roda pada bagian belakang (3 roda). Pada campuran beraspal disarankan untuk menggunakan jenis dengan roda belakang dan depan berupa drum (2 roda) untuk memperoleh tekstur yang lebih baik.
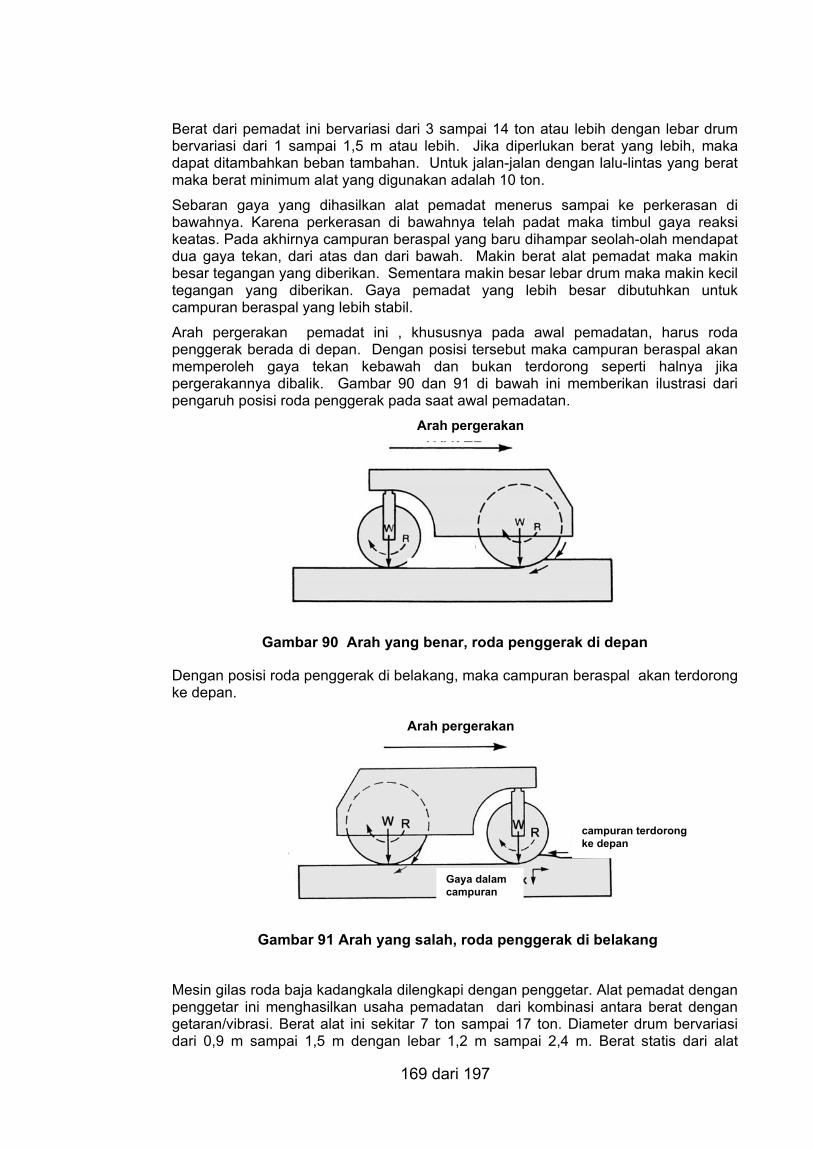
169 dari 197
Berat dari pemadat ini bervariasi dari 3 sampai 14 ton atau lebih dengan lebar drum bervariasi dari 1 sampai 1,5 m atau lebih. Jika diperlukan berat yang lebih, maka dapat ditambahkan beban tambahan. Untuk jalan-jalan dengan lalu-lintas yang berat maka berat minimum alat yang digunakan adalah 10 ton.
Sebaran gaya yang dihasilkan alat pemadat menerus sampai ke perkerasan di bawahnya. Karena perkerasan di bawahnya telah padat maka timbul gaya reaksi keatas. Pada akhirnya campuran beraspal yang baru dihampar seolah-olah mendapat dua gaya tekan, dari atas dan dari bawah. Makin berat alat pemadat maka makin besar tegangan yang diberikan. Sementara makin besar lebar drum maka makin kecil tegangan yang diberikan. Gaya pemadat yang lebih besar dibutuhkan untuk campuran beraspal yang lebih stabil. Arah pergerakan pemadat ini , khususnya pada awal pemadatan, harus roda penggerak berada di depan. Dengan posisi tersebut maka campuran beraspal akan memperoleh gaya tekan kebawah dan bukan terdorong seperti halnya jika pergerakannya dibalik. Gambar 90 dan 91 di bawah ini memberikan ilustrasi dari pengaruh posisi roda penggerak pada saat awal pemadatan.
Gambar 90 Arah yang benar, roda penggerak di depan
Dengan posisi roda penggerak di belakang, maka campuran beraspal akan terdorong ke depan.
Gambar 91 Arah yang salah, roda penggerak di belakang
Mesin gilas roda baja kadangkala dilengkapi dengan penggetar. Alat pemadat dengan penggetar ini menghasilkan usaha pemadatan dari kombinasi antara berat dengan getaran/vibrasi. Berat alat ini sekitar 7 ton sampai 17 ton. Diameter drum bervariasi dari 0,9 m sampai 1,5 m dengan lebar 1,2 m sampai 2,4 m. Berat statis dari alat
Arah pergerakan
Arah pergerakan
Gaya dalam campuran
campuran terdorong ke depan
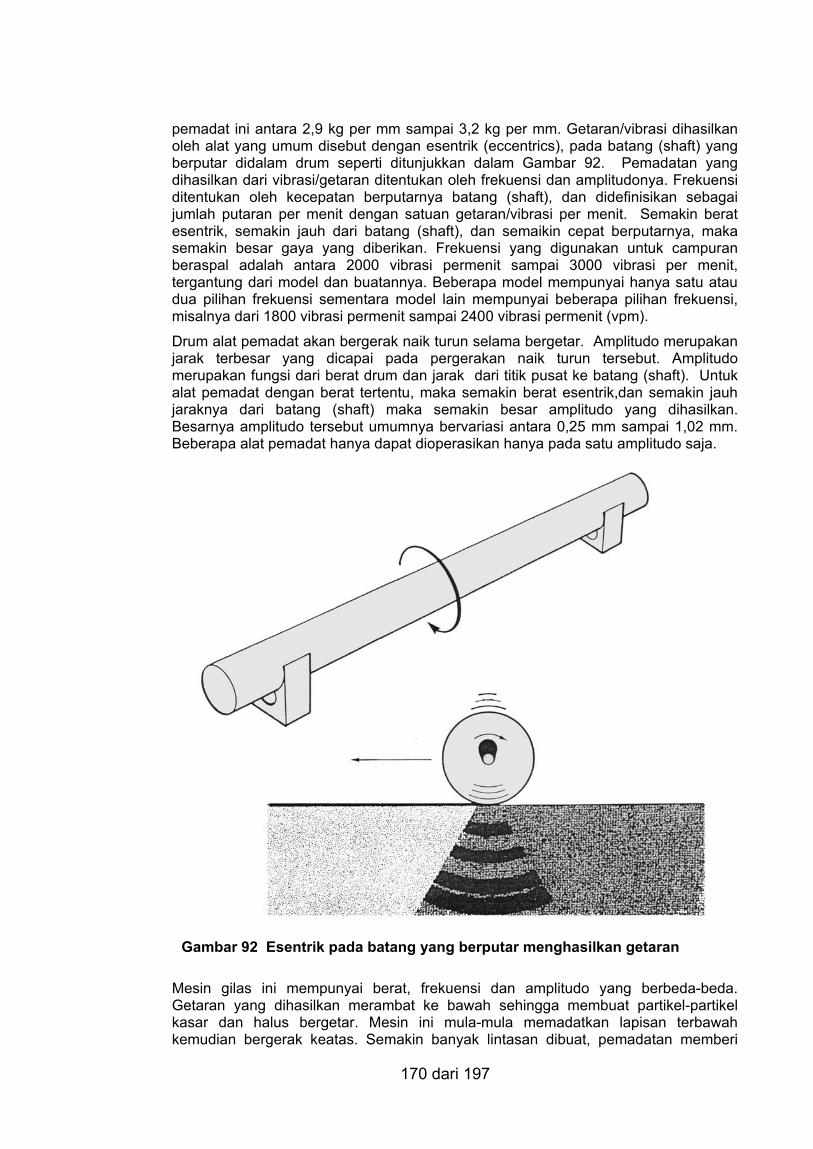
170 dari 197
pemadat ini antara 2,9 kg per mm sampai 3,2 kg per mm. Getaran/vibrasi dihasilkan oleh alat yang umum disebut dengan esentrik (eccentrics), pada batang (shaft) yang berputar didalam drum seperti ditunjukkan dalam Gambar 92. Pemadatan yang dihasilkan dari vibrasi/getaran ditentukan oleh frekuensi dan amplitudonya. Frekuensi ditentukan oleh kecepatan berputarnya batang (shaft), dan didefinisikan sebagai jumlah putaran per menit dengan satuan getaran/vibrasi per menit. Semakin berat esentrik, semakin jauh dari batang (shaft), dan semaikin cepat berputarnya, maka semakin besar gaya yang diberikan. Frekuensi yang digunakan untuk campuran beraspal adalah antara 2000 vibrasi permenit sampai 3000 vibrasi per menit, tergantung dari model dan buatannya. Beberapa model mempunyai hanya satu atau dua pilihan frekuensi sementara model lain mempunyai beberapa pilihan frekuensi, misalnya dari 1800 vibrasi permenit sampai 2400 vibrasi permenit (vpm). Drum alat pemadat akan bergerak naik turun selama bergetar. Amplitudo merupakan jarak terbesar yang dicapai pada pergerakan naik turun tersebut. Amplitudo merupakan fungsi dari berat drum dan jarak dari titik pusat ke batang (shaft). Untuk alat pemadat dengan berat tertentu, maka semakin berat esentrik,dan semakin jauh jaraknya dari batang (shaft) maka semakin besar amplitudo yang dihasilkan. Besarnya amplitudo tersebut umumnya bervariasi antara 0,25 mm sampai 1,02 mm. Beberapa alat pemadat hanya dapat dioperasikan hanya pada satu amplitudo saja.
Gambar 92 Esentrik pada batang yang berputar menghasilkan getaran
Mesin gilas ini mempunyai berat, frekuensi dan amplitudo yang berbeda-beda. Getaran yang dihasilkan merambat ke bawah sehingga membuat partikel-partikel kasar dan halus bergetar. Mesin ini mula-mula memadatkan lapisan terbawah kemudian bergerak keatas. Semakin banyak lintasan dibuat, pemadatan memberi
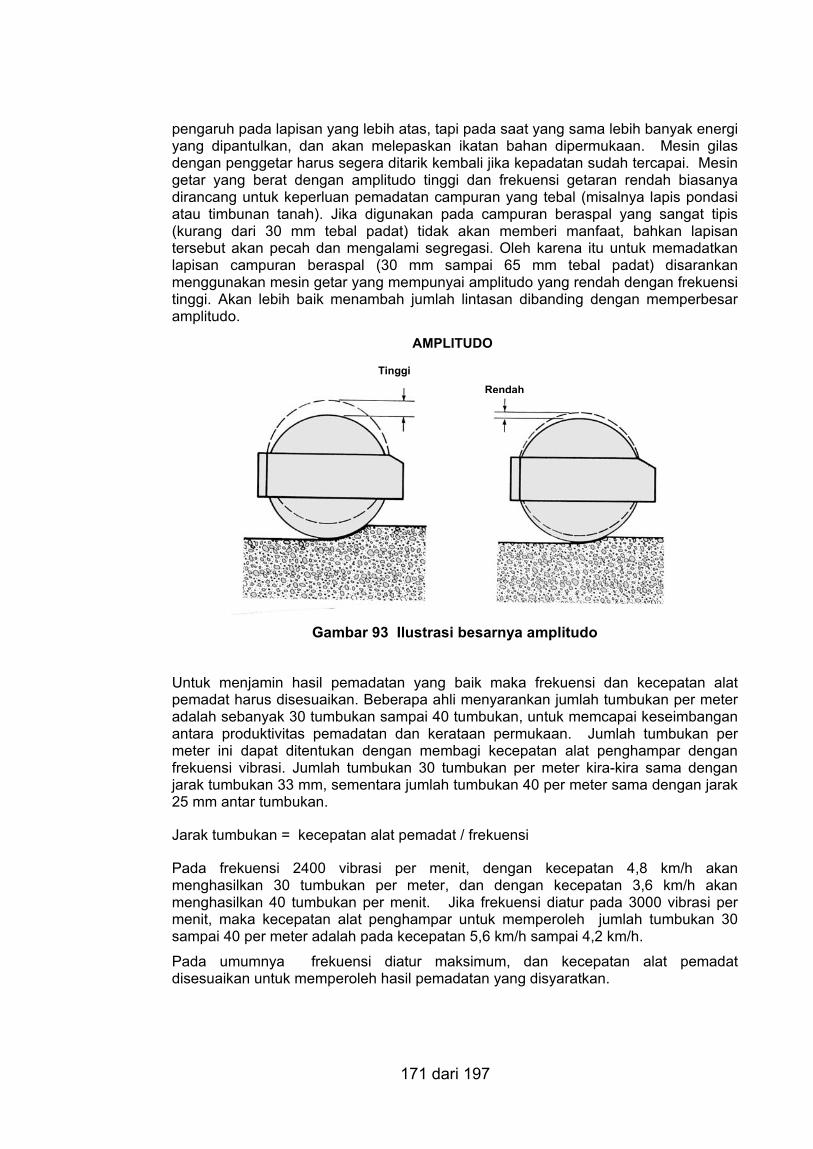
171 dari 197
pengaruh pada lapisan yang lebih atas, tapi pada saat yang sama lebih banyak energi yang dipantulkan, dan akan melepaskan ikatan bahan dipermukaan. Mesin gilas dengan penggetar harus segera ditarik kembali jika kepadatan sudah tercapai. Mesin getar yang berat dengan amplitudo tinggi dan frekuensi getaran rendah biasanya dirancang untuk keperluan pemadatan campuran yang tebal (misalnya lapis pondasi atau timbunan tanah). Jika digunakan pada campuran beraspal yang sangat tipis (kurang dari 30 mm tebal padat) tidak akan memberi manfaat, bahkan lapisan tersebut akan pecah dan mengalami segregasi. Oleh karena itu untuk memadatkan lapisan campuran beraspal (30 mm sampai 65 mm tebal padat) disarankan menggunakan mesin getar yang mempunyai amplitudo yang rendah dengan frekuensi tinggi. Akan lebih baik menambah jumlah lintasan dibanding dengan memperbesar amplitudo.
Gambar 93 Ilustrasi besarnya amplitudo
Untuk menjamin hasil pemadatan yang baik maka frekuensi dan kecepatan alat pemadat harus disesuaikan. Beberapa ahli menyarankan jumlah tumbukan per meter adalah sebanyak 30 tumbukan sampai 40 tumbukan, untuk memcapai keseimbangan antara produktivitas pemadatan dan kerataan permukaan. Jumlah tumbukan per meter ini dapat ditentukan dengan membagi kecepatan alat penghampar dengan frekuensi vibrasi. Jumlah tumbukan 30 tumbukan per meter kira-kira sama dengan jarak tumbukan 33 mm, sementara jumlah tumbukan 40 per meter sama dengan jarak 25 mm antar tumbukan.
Jarak tumbukan = kecepatan alat pemadat / frekuensi
Pada frekuensi 2400 vibrasi per menit, dengan kecepatan 4,8 km/h akan menghasilkan 30 tumbukan per meter, dan dengan kecepatan 3,6 km/h akan menghasilkan 40 tumbukan per menit. Jika frekuensi diatur pada 3000 vibrasi per menit, maka kecepatan alat penghampar untuk memperoleh jumlah tumbukan 30 sampai 40 per meter adalah pada kecepatan 5,6 km/h sampai 4,2 km/h.
Pada umumnya frekuensi diatur maksimum, dan kecepatan alat pemadat disesuaikan untuk memperoleh hasil pemadatan yang disyaratkan.
AMPLITUDO
Tinggi Rendah
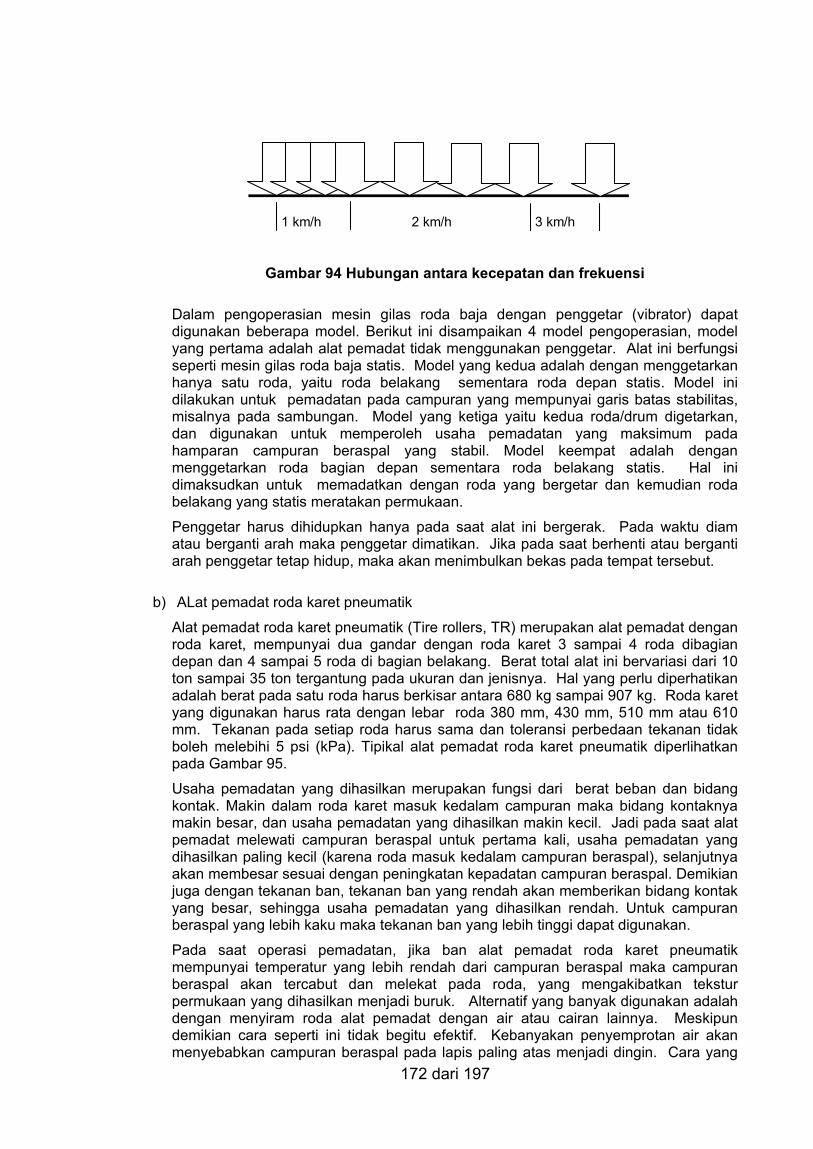
172 dari 197
Gambar 94 Hubungan antara kecepatan dan frekuensi
Dalam pengoperasian mesin gilas roda baja dengan penggetar (vibrator) dapat digunakan beberapa model. Berikut ini disampaikan 4 model pengoperasian, model yang pertama adalah alat pemadat tidak menggunakan penggetar. Alat ini berfungsi seperti mesin gilas roda baja statis. Model yang kedua adalah dengan menggetarkan hanya satu roda, yaitu roda belakang sementara roda depan statis. Model ini dilakukan untuk pemadatan pada campuran yang mempunyai garis batas stabilitas, misalnya pada sambungan. Model yang ketiga yaitu kedua roda/drum digetarkan, dan digunakan untuk memperoleh usaha pemadatan yang maksimum pada hamparan campuran beraspal yang stabil. Model keempat adalah dengan menggetarkan roda bagian depan sementara roda belakang statis. Hal ini dimaksudkan untuk memadatkan dengan roda yang bergetar dan kemudian roda belakang yang statis meratakan permukaan.
Penggetar harus dihidupkan hanya pada saat alat ini bergerak. Pada waktu diam atau berganti arah maka penggetar dimatikan. Jika pada saat berhenti atau berganti arah penggetar tetap hidup, maka akan menimbulkan bekas pada tempat tersebut.
b) ALat pemadat roda karet pneumatik
Alat pemadat roda karet pneumatik (Tire rollers, TR) merupakan alat pemadat dengan roda karet, mempunyai dua gandar dengan roda karet 3 sampai 4 roda dibagian depan dan 4 sampai 5 roda di bagian belakang. Berat total alat ini bervariasi dari 10 ton sampai 35 ton tergantung pada ukuran dan jenisnya. Hal yang perlu diperhatikan adalah berat pada satu roda harus berkisar antara 680 kg sampai 907 kg. Roda karet yang digunakan harus rata dengan lebar roda 380 mm, 430 mm, 510 mm atau 610 mm. Tekanan pada setiap roda harus sama dan toleransi perbedaan tekanan tidak boleh melebihi 5 psi (kPa). Tipikal alat pemadat roda karet pneumatik diperlihatkan pada Gambar 95.
Usaha pemadatan yang dihasilkan merupakan fungsi dari berat beban dan bidang kontak. Makin dalam roda karet masuk kedalam campuran maka bidang kontaknya makin besar, dan usaha pemadatan yang dihasilkan makin kecil. Jadi pada saat alat pemadat melewati campuran beraspal untuk pertama kali, usaha pemadatan yang dihasilkan paling kecil (karena roda masuk kedalam campuran beraspal), selanjutnya akan membesar sesuai dengan peningkatan kepadatan campuran beraspal. Demikian juga dengan tekanan ban, tekanan ban yang rendah akan memberikan bidang kontak yang besar, sehingga usaha pemadatan yang dihasilkan rendah. Untuk campuran beraspal yang lebih kaku maka tekanan ban yang lebih tinggi dapat digunakan.
Pada saat operasi pemadatan, jika ban alat pemadat roda karet pneumatik mempunyai temperatur yang lebih rendah dari campuran beraspal maka campuran beraspal akan tercabut dan melekat pada roda, yang mengakibatkan tekstur permukaan yang dihasilkan menjadi buruk. Alternatif yang banyak digunakan adalah dengan menyiram roda alat pemadat dengan air atau cairan lainnya. Meskipun demikian cara seperti ini tidak begitu efektif. Kebanyakan penyemprotan air akan menyebabkan campuran beraspal pada lapis paling atas menjadi dingin. Cara yang
1 km/h 2 km/h 3 km/h
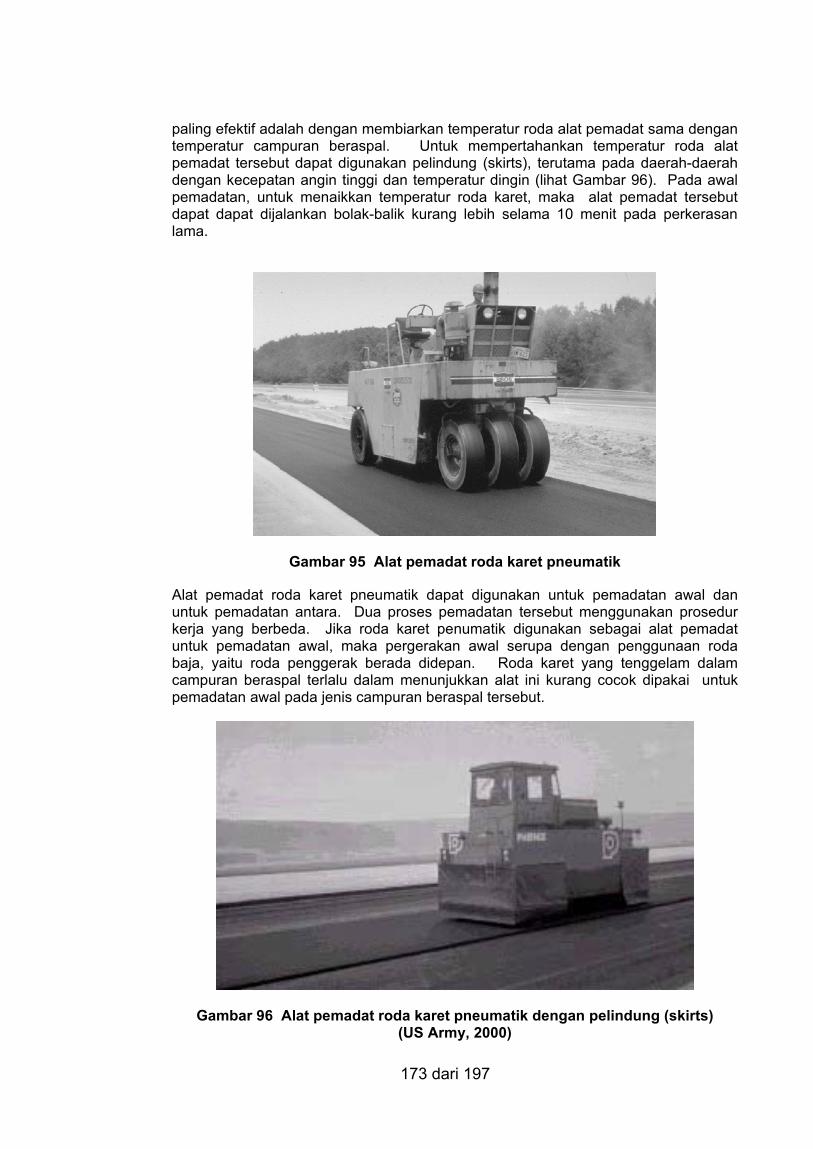
173 dari 197
paling efektif adalah dengan membiarkan temperatur roda alat pemadat sama dengan temperatur campuran beraspal. Untuk mempertahankan temperatur roda alat pemadat tersebut dapat digunakan pelindung (skirts), terutama pada daerah-daerah dengan kecepatan angin tinggi dan temperatur dingin (lihat Gambar 96). Pada awal pemadatan, untuk menaikkan temperatur roda karet, maka alat pemadat tersebut dapat dapat dijalankan bolak-balik kurang lebih selama 10 menit pada perkerasan lama.
Gambar 95 Alat pemadat roda karet pneumatik
Alat pemadat roda karet pneumatik dapat digunakan untuk pemadatan awal dan untuk pemadatan antara. Dua proses pemadatan tersebut menggunakan prosedur kerja yang berbeda. Jika roda karet penumatik digunakan sebagai alat pemadat untuk pemadatan awal, maka pergerakan awal serupa dengan penggunaan roda baja, yaitu roda penggerak berada didepan. Roda karet yang tenggelam dalam campuran beraspal terlalu dalam menunjukkan alat ini kurang cocok dipakai untuk pemadatan awal pada jenis campuran beraspal tersebut.
Gambar 96 Alat pemadat roda karet pneumatik dengan pelindung (skirts) (US Army, 2000)
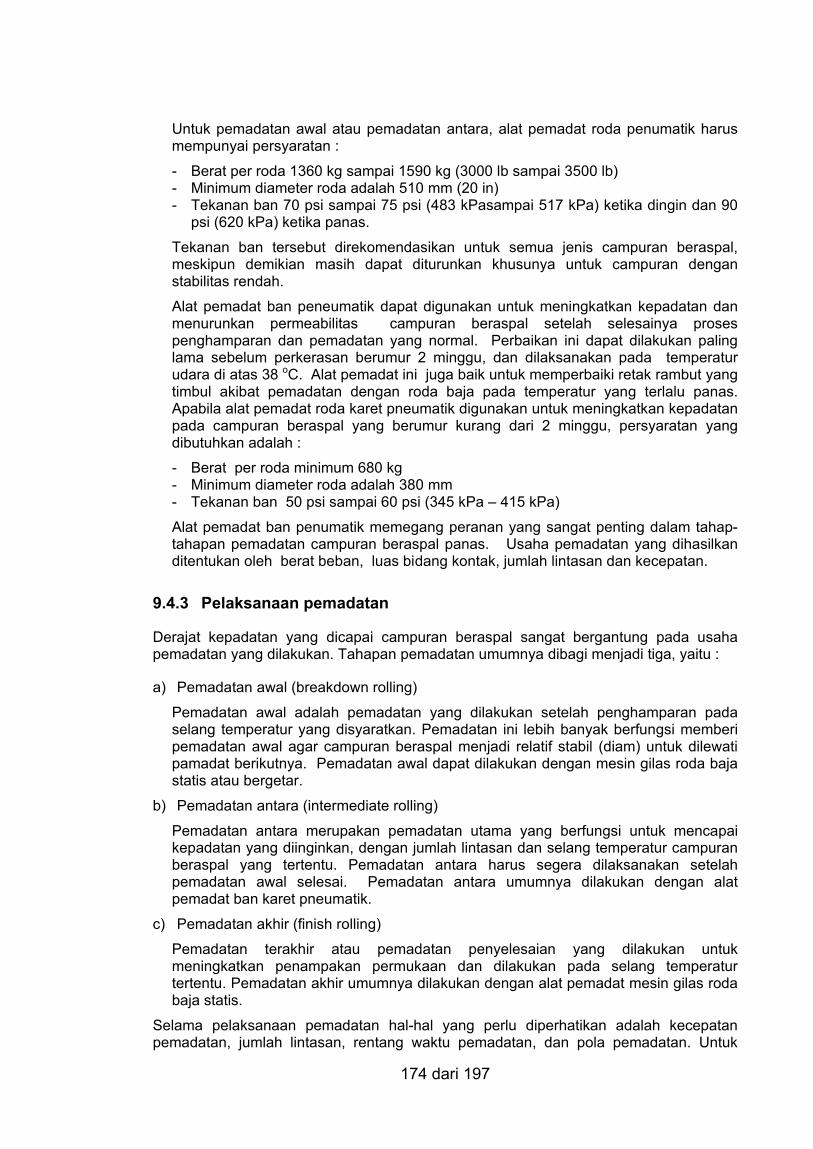
174 dari 197
Untuk pemadatan awal atau pemadatan antara, alat pemadat roda penumatik harus mempunyai persyaratan :
- Berat per roda 1360 kg sampai 1590 kg (3000 lb sampai 3500 lb) - Minimum diameter roda adalah 510 mm (20 in) - Tekanan ban 70 psi sampai 75 psi (483 kPasampai 517 kPa) ketika dingin dan 90
psi (620 kPa) ketika panas.
Tekanan ban tersebut direkomendasikan untuk semua jenis campuran beraspal, meskipun demikian masih dapat diturunkan khusunya untuk campuran dengan stabilitas rendah. Alat pemadat ban peneumatik dapat digunakan untuk meningkatkan kepadatan dan menurunkan permeabilitas campuran beraspal setelah selesainya proses penghamparan dan pemadatan yang normal. Perbaikan ini dapat dilakukan paling lama sebelum perkerasan berumur 2 minggu, dan dilaksanakan pada temperatur udara di atas 38 oC. Alat pemadat ini juga baik untuk memperbaiki retak rambut yang timbul akibat pemadatan dengan roda baja pada temperatur yang terlalu panas. Apabila alat pemadat roda karet pneumatik digunakan untuk meningkatkan kepadatan pada campuran beraspal yang berumur kurang dari 2 minggu, persyaratan yang dibutuhkan adalah : - Berat per roda minimum 680 kg - Minimum diameter roda adalah 380 mm - Tekanan ban 50 psi sampai 60 psi (345 kPa – 415 kPa)
Alat pemadat ban penumatik memegang peranan yang sangat penting dalam tahap-tahapan pemadatan campuran beraspal panas. Usaha pemadatan yang dihasilkan ditentukan oleh berat beban, luas bidang kontak, jumlah lintasan dan kecepatan.
9.4.3 Pelaksanaan pemadatan
Derajat kepadatan yang dicapai campuran beraspal sangat bergantung pada usaha pemadatan yang dilakukan. Tahapan pemadatan umumnya dibagi menjadi tiga, yaitu :
a) Pemadatan awal (breakdown rolling)
Pemadatan awal adalah pemadatan yang dilakukan setelah penghamparan pada selang temperatur yang disyaratkan. Pemadatan ini lebih banyak berfungsi memberi pemadatan awal agar campuran beraspal menjadi relatif stabil (diam) untuk dilewati pamadat berikutnya. Pemadatan awal dapat dilakukan dengan mesin gilas roda baja statis atau bergetar.
b) Pemadatan antara (intermediate rolling)
Pemadatan antara merupakan pemadatan utama yang berfungsi untuk mencapai kepadatan yang diinginkan, dengan jumlah lintasan dan selang temperatur campuran beraspal yang tertentu. Pemadatan antara harus segera dilaksanakan setelah pemadatan awal selesai. Pemadatan antara umumnya dilakukan dengan alat pemadat ban karet pneumatik.
c) Pemadatan akhir (finish rolling) Pemadatan terakhir atau pemadatan penyelesaian yang dilakukan untuk meningkatkan penampakan permukaan dan dilakukan pada selang temperatur tertentu. Pemadatan akhir umumnya dilakukan dengan alat pemadat mesin gilas roda baja statis.
Selama pelaksanaan pemadatan hal-hal yang perlu diperhatikan adalah kecepatan pemadatan, jumlah lintasan, rentang waktu pemadatan, dan pola pemadatan. Untuk
175 dari 197
pemadat dengan mesin gilas bergetar harus diperhatikan pergerakan dan model pengoperasian. Setiap faktor tersebut mempengaruhi hasil pemadatan yang akan diperoleh. Secara lebih detil faktor-faktor tersebut dibahas berikut ini.
a) Kecepatan pemadatan
Semakin cepat gerakan alat pemadat melewati suatu segmen campuran beraspal, maka semakin sedikit waktu pemadatan dan usaha pemadatan yang dilakukan pada segmen tersebut. Kecepatan alat pemadat dipengaruhi oleh beberapa faktor, yaitu kecepatan penghamparan, ketebalan hamparan, dan tahapan pemadatan. Kecepatan penghamparan yang tinggi harus diimbangi dengan kecepatan pemadatan yang tinggi, dan akan lebih baik jika dilakukan penambahan alat pemadat sehingga pemadatan dapat dilakukan secara paralel.
Mesin gilas roda baja statis dapat dioperasikan dengan kecepatan 3 km/h sampai 9 km/h, pemadat roda penumatik umumnya dengan kecepatan 3 km/h sampai 11 km/h, dan mesin gilas dengan penggetar sekitar 3 km/h sampai 6 km/h. Pada pemadatan awal (breakdown), semua jenis alat pemadat tersebut dioperasikan dengan kecepatan terendah. Sementara pada pemadatan antara (intermediate) kecepatan dapat ditingkatkan pada kecepatan sedang, dan pada pemadatan akhir alat pemadat dapat dioperasikan pada kecepatan lebih tinggi. Kecepatan alat pemadat harus konstan, dan sesuai dengan kecepatan yang dilaksanakan pada saat pembuatan JMF (Job Mix Formula), khususnya pada uji coba pemadatan. Perubahan kecepatan akan menyebabkan bervariasinya usaha pemadatan yang dilakukan dan berakibat kepadatan yang dicapai menjadi bervariasi juga. Pada lokasi-lokasi dimana alat penghampar berhenti, dan jika pada lokasi tersebut temperatur campuran beraspal telah turun di bawah persyaratan, maka pada segmen tersebut kepadatannya tidak akan tercapai.
Tabel 24 Selang kecepatan pemadatan
Sumber : US Army, 2000
b) Jumlah lintasan
Untuk mencapai target kandungan rongga udara (air void) dan seragamnya kepadatan campuran beraspal yang dihasilkan dari proses pemadatan, maka setiap titik dalam perkerasan harus dilewati alat pemadat dengan jumlah tertentu pada selang temperatur campuran yang disyaratkan. Satu lintasan (1 passing) didefinisikan sebagai pergerakan alat pemadat dari titik tertentu ke suatu arah dan kemudian kembali ke titik tersebut. Pada umumnya untuk pemadatan awal dilakukan sebanyak 1 lintasan sampai 3 lintasan, untuk pemadatan antara dilakukan 10 lintasan – 16 lintasan, dan untuk pemadatan akhir 1 lintasan sampai 2 lintasan. Jumlah lintasan sangat tergantung pada karakteristik campuran, ketebalan, dan kondisi lingkungan. Untuk memperoleh jumlah lintasan yang sesuai maka harus dilakukan uji coba pemadatan terlebih dahulu. Uji coba pemadatan dilakukan diluar lokasi pekerjaan untuk mengantisipasi kemungkinan kegagalan pemadatan. Kegagalan
Tahapan pemadatanJenis alat pemadat awal antara akhir
(km/jam) (km/jam) (km/jam)
Mesin gilas statis 3,2 - 5,6 4 - 6,4 4,8 - 8 Pemadat ban pneumatik 3,2 - 5,6 4 - 6,4 6,4 - 11,2 Mesin gilas bergetar (vibratory) 3,2 - 4,8 4 - 5,6 -
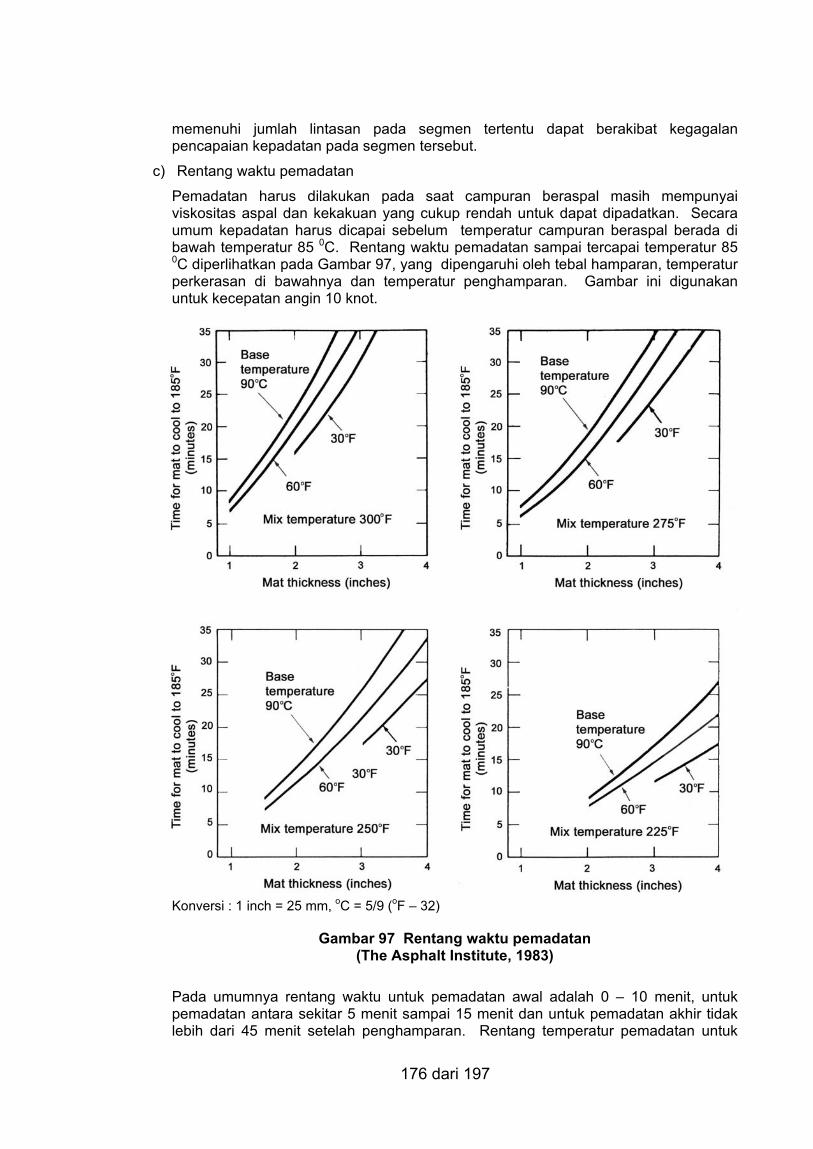
176 dari 197
memenuhi jumlah lintasan pada segmen tertentu dapat berakibat kegagalan pencapaian kepadatan pada segmen tersebut.
c) Rentang waktu pemadatan Pemadatan harus dilakukan pada saat campuran beraspal masih mempunyai viskositas aspal dan kekakuan yang cukup rendah untuk dapat dipadatkan. Secara umum kepadatan harus dicapai sebelum temperatur campuran beraspal berada di bawah temperatur 85 0C. Rentang waktu pemadatan sampai tercapai temperatur 85 0C diperlihatkan pada Gambar 97, yang dipengaruhi oleh tebal hamparan, temperatur perkerasan di bawahnya dan temperatur penghamparan. Gambar ini digunakan untuk kecepatan angin 10 knot.
Konversi : 1 inch = 25 mm, oC = 5/9 (oF – 32)
Gambar 97 Rentang waktu pemadatan (The Asphalt Institute, 1983)
Pada umumnya rentang waktu untuk pemadatan awal adalah 0 – 10 menit, untuk pemadatan antara sekitar 5 menit sampai 15 menit dan untuk pemadatan akhir tidak lebih dari 45 menit setelah penghamparan. Rentang temperatur pemadatan untuk
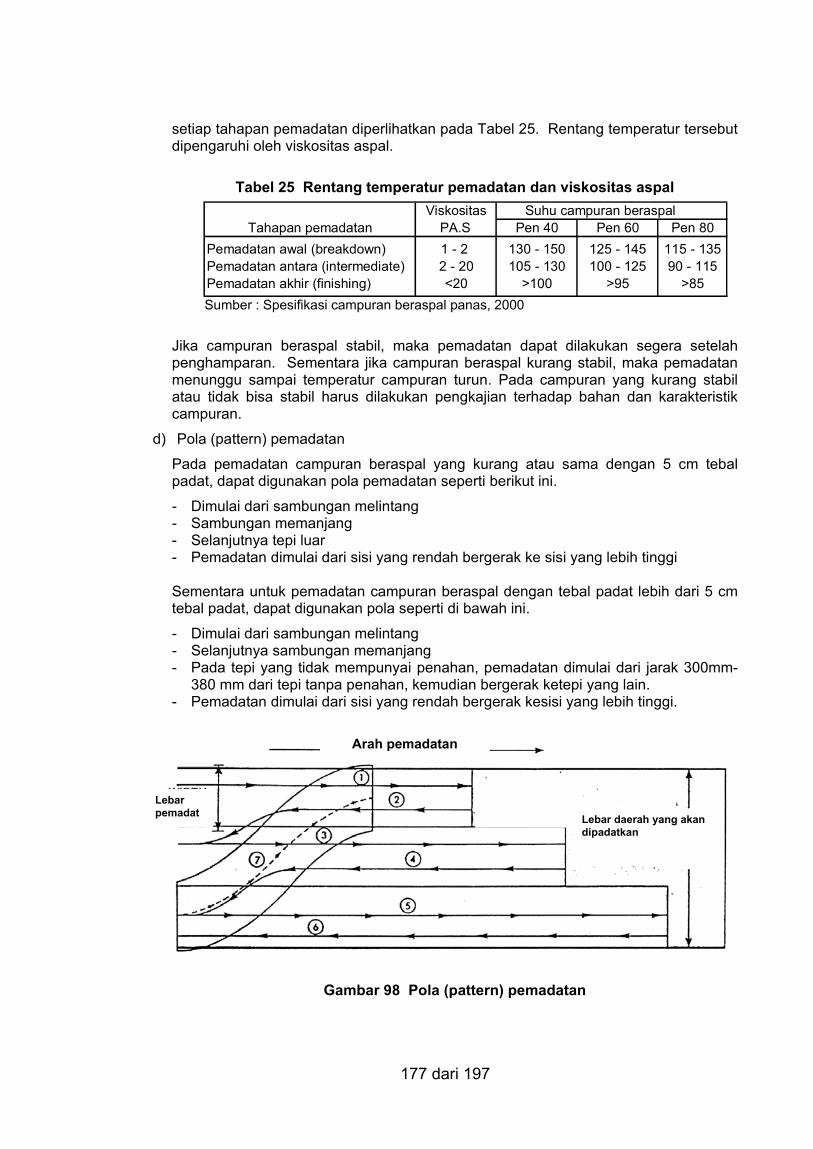
177 dari 197
setiap tahapan pemadatan diperlihatkan pada Tabel 25. Rentang temperatur tersebut dipengaruhi oleh viskositas aspal.
Tabel 25 Rentang temperatur pemadatan dan viskositas aspal
Sumber : Spesifikasi campuran beraspal panas, 2000
Jika campuran beraspal stabil, maka pemadatan dapat dilakukan segera setelah penghamparan. Sementara jika campuran beraspal kurang stabil, maka pemadatan menunggu sampai temperatur campuran turun. Pada campuran yang kurang stabil atau tidak bisa stabil harus dilakukan pengkajian terhadap bahan dan karakteristik campuran.
d) Pola (pattern) pemadatan
Pada pemadatan campuran beraspal yang kurang atau sama dengan 5 cm tebal padat, dapat digunakan pola pemadatan seperti berikut ini.
- Dimulai dari sambungan melintang - Sambungan memanjang - Selanjutnya tepi luar - Pemadatan dimulai dari sisi yang rendah bergerak ke sisi yang lebih tinggi Sementara untuk pemadatan campuran beraspal dengan tebal padat lebih dari 5 cm tebal padat, dapat digunakan pola seperti di bawah ini.
- Dimulai dari sambungan melintang - Selanjutnya sambungan memanjang - Pada tepi yang tidak mempunyai penahan, pemadatan dimulai dari jarak 300mm-
380 mm dari tepi tanpa penahan, kemudian bergerak ketepi yang lain. - Pemadatan dimulai dari sisi yang rendah bergerak kesisi yang lebih tinggi.
Gambar 98 Pola (pattern) pemadatan
Arah pemadatan
Lebar pemadat Lebar daerah yang akan
dipadatkan
Viskositas Suhu campuran beraspalTahapan pemadatan PA.S Pen 40 Pen 60 Pen 80
Pemadatan awal (breakdown) 1 - 2 130 - 150 125 - 145 115 - 135Pemadatan antara (intermediate) 2 - 20 105 - 130 100 - 125 90 - 115Pemadatan akhir (finishing) <20 >100 >95 >85
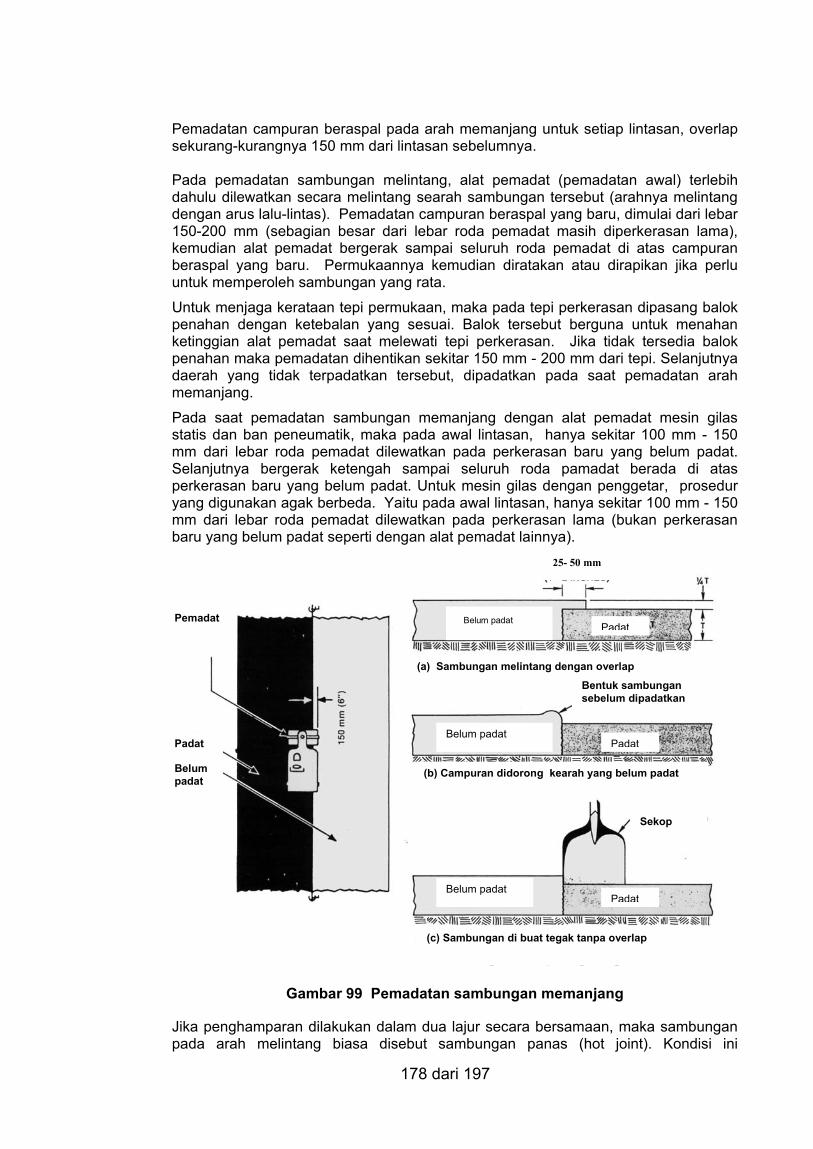
178 dari 197
Pemadatan campuran beraspal pada arah memanjang untuk setiap lintasan, overlap sekurang-kurangnya 150 mm dari lintasan sebelumnya. Pada pemadatan sambungan melintang, alat pemadat (pemadatan awal) terlebih dahulu dilewatkan secara melintang searah sambungan tersebut (arahnya melintang dengan arus lalu-lintas). Pemadatan campuran beraspal yang baru, dimulai dari lebar 150-200 mm (sebagian besar dari lebar roda pemadat masih diperkerasan lama), kemudian alat pemadat bergerak sampai seluruh roda pemadat di atas campuran beraspal yang baru. Permukaannya kemudian diratakan atau dirapikan jika perlu untuk memperoleh sambungan yang rata.
Untuk menjaga kerataan tepi permukaan, maka pada tepi perkerasan dipasang balok penahan dengan ketebalan yang sesuai. Balok tersebut berguna untuk menahan ketinggian alat pemadat saat melewati tepi perkerasan. Jika tidak tersedia balok penahan maka pemadatan dihentikan sekitar 150 mm - 200 mm dari tepi. Selanjutnya daerah yang tidak terpadatkan tersebut, dipadatkan pada saat pemadatan arah memanjang.
Pada saat pemadatan sambungan memanjang dengan alat pemadat mesin gilas statis dan ban peneumatik, maka pada awal lintasan, hanya sekitar 100 mm - 150 mm dari lebar roda pemadat dilewatkan pada perkerasan baru yang belum padat. Selanjutnya bergerak ketengah sampai seluruh roda pamadat berada di atas perkerasan baru yang belum padat. Untuk mesin gilas dengan penggetar, prosedur yang digunakan agak berbeda. Yaitu pada awal lintasan, hanya sekitar 100 mm - 150 mm dari lebar roda pemadat dilewatkan pada perkerasan lama (bukan perkerasan baru yang belum padat seperti dengan alat pemadat lainnya).
Gambar 99 Pemadatan sambungan memanjang
Jika penghamparan dilakukan dalam dua lajur secara bersamaan, maka sambungan pada arah melintang biasa disebut sambungan panas (hot joint). Kondisi ini
(c) Sambungan di buat tegak tanpa overlap
(b) Campuran didorong kearah yang belum padat
(a) Sambungan melintang dengan overlap
Padat
Padat
Padat
Belum padat
Belum padat
Belum padat
Sekop
Bentuk sambungan sebelum dipadatkan
Padat Belum padat
Pemadat
25- 50 mm
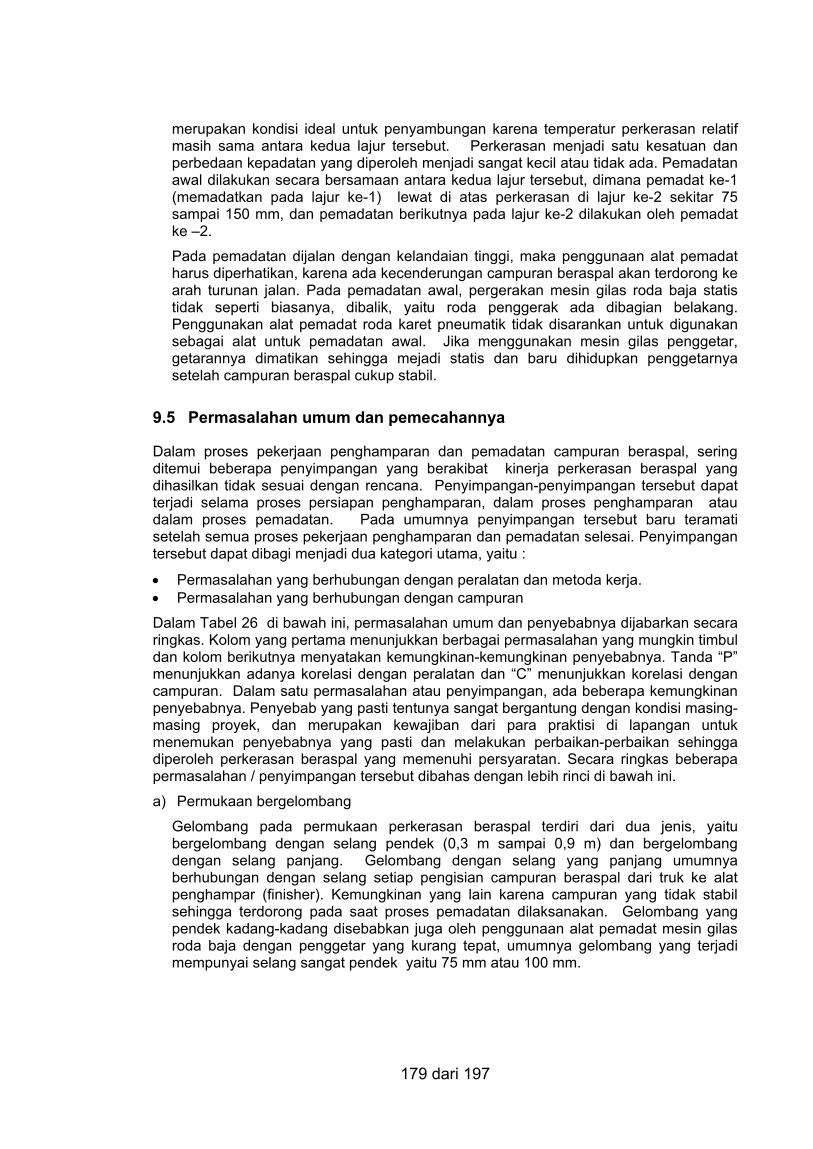
179 dari 197
merupakan kondisi ideal untuk penyambungan karena temperatur perkerasan relatif masih sama antara kedua lajur tersebut. Perkerasan menjadi satu kesatuan dan perbedaan kepadatan yang diperoleh menjadi sangat kecil atau tidak ada. Pemadatan awal dilakukan secara bersamaan antara kedua lajur tersebut, dimana pemadat ke-1 (memadatkan pada lajur ke-1) lewat di atas perkerasan di lajur ke-2 sekitar 75 sampai 150 mm, dan pemadatan berikutnya pada lajur ke-2 dilakukan oleh pemadat ke –2. Pada pemadatan dijalan dengan kelandaian tinggi, maka penggunaan alat pemadat harus diperhatikan, karena ada kecenderungan campuran beraspal akan terdorong ke arah turunan jalan. Pada pemadatan awal, pergerakan mesin gilas roda baja statis tidak seperti biasanya, dibalik, yaitu roda penggerak ada dibagian belakang. Penggunakan alat pemadat roda karet pneumatik tidak disarankan untuk digunakan sebagai alat untuk pemadatan awal. Jika menggunakan mesin gilas penggetar, getarannya dimatikan sehingga mejadi statis dan baru dihidupkan penggetarnya setelah campuran beraspal cukup stabil.
9.5 Permasalahan umum dan pemecahannya
Dalam proses pekerjaan penghamparan dan pemadatan campuran beraspal, sering ditemui beberapa penyimpangan yang berakibat kinerja perkerasan beraspal yang dihasilkan tidak sesuai dengan rencana. Penyimpangan-penyimpangan tersebut dapat terjadi selama proses persiapan penghamparan, dalam proses penghamparan atau dalam proses pemadatan. Pada umumnya penyimpangan tersebut baru teramati setelah semua proses pekerjaan penghamparan dan pemadatan selesai. Penyimpangan tersebut dapat dibagi menjadi dua kategori utama, yaitu :
• Permasalahan yang berhubungan dengan peralatan dan metoda kerja. • Permasalahan yang berhubungan dengan campuran Dalam Tabel 26 di bawah ini, permasalahan umum dan penyebabnya dijabarkan secara ringkas. Kolom yang pertama menunjukkan berbagai permasalahan yang mungkin timbul dan kolom berikutnya menyatakan kemungkinan-kemungkinan penyebabnya. Tanda “P” menunjukkan adanya korelasi dengan peralatan dan “C” menunjukkan korelasi dengan campuran. Dalam satu permasalahan atau penyimpangan, ada beberapa kemungkinan penyebabnya. Penyebab yang pasti tentunya sangat bergantung dengan kondisi masing-masing proyek, dan merupakan kewajiban dari para praktisi di lapangan untuk menemukan penyebabnya yang pasti dan melakukan perbaikan-perbaikan sehingga diperoleh perkerasan beraspal yang memenuhi persyaratan. Secara ringkas beberapa permasalahan / penyimpangan tersebut dibahas dengan lebih rinci di bawah ini.
a) Permukaan bergelombang
Gelombang pada permukaan perkerasan beraspal terdiri dari dua jenis, yaitu bergelombang dengan selang pendek (0,3 m sampai 0,9 m) dan bergelombang dengan selang panjang. Gelombang dengan selang yang panjang umumnya berhubungan dengan selang setiap pengisian campuran beraspal dari truk ke alat penghampar (finisher). Kemungkinan yang lain karena campuran yang tidak stabil sehingga terdorong pada saat proses pemadatan dilaksanakan. Gelombang yang pendek kadang-kadang disebabkan juga oleh penggunaan alat pemadat mesin gilas roda baja dengan penggetar yang kurang tepat, umumnya gelombang yang terjadi mempunyai selang sangat pendek yaitu 75 mm atau 100 mm.
Tabel 26 Permasalahan di lapangan dan kemungkinan penyebabnya
Kedatangan material berfluktuasi
Pemasokon ke screws berlebih
Kecepatan finisher terlalu cepat
Sering merubah ketebalan
Pelat screed tidak rata (aus)
Pelat screed kurang kencang
Pelat screed masih dingin
Penampung (Hopper) sering kosong
Pengesetan feeder gates salah
Pemasangan perpanjangan screed salah
Pra-pemadatan (vibratory) kurang kuat
Pengontrol ketinggian salah atau tidak berfungsi baik
Referensi ketinggian tidak mem
adai
Penghamparan berhenti terlalu lam
a
Overlap sambungan tidak tepat
Tebal hamparan tidak sesuai ukuran butir m
aksimum
Truk menabrak finisher waktu pengisian
Truk menginjak rem
saat penghamparan
Lapis pondasi dibawahnya tidak siap
Pemadatan kurang
Terlalu cepat merubah arah alat pem
adat
Alat pemadat berhenti pada cam
puran panas
Mix design kurang tepat (agregat(
Mix design kurang tepat (aspal)
campuran beraspal segregasi
campuran m
engandung kadar air
Suhu campuran bervariasi
Suhu campuran dingin
Permukaan bergelombang pendek P P P P P P P C C C C C C
Permukaan bergelombang panjang P P P P P P P P C C C C C C C
Jejak memanjang (streak) - seluruhnya P P P P C C C C C C C
Jejak memanjang (streak) - ditengah P P P C
Jejak memanjang (streak) - ditepi P P P C
Tekstur tidak seragam P P P P P P P P P P C C C C C C C
Jejak pelat screed melintang C C
Screed tidak merespon perubahan P P C C C
Jejak auger P C C C
Pra-pemadatan kurang P P C C C
Sambungan memanjang buruk P P P P P P C C
Sambungan melintang buruk P P C C
Retak melintang (sebelum open traffic) C C C C C C
Sungkur (shoving) C C C C C C C
Pelelehan (bleeding) atau spot C C C C
Ada jejak alat pemadat C C C C C
Pemadatan kurang C C C C C C C C C
Catatan :P : Pengaruh dari peralatanC : Pengaruh dari campuran
181 dari 197
Permukaan yang bergelombang sebagian besar diakibatkan oleh berfluktuasinya campuran beraspal yang masuk ke screed. Perubahan jumlah material di screed akan mengubah keseimbangan gaya-gaya yang bekerja pada screed, dan untuk mencapai keseimbangan kembali, sudut gesek (sudut antara pelat screed dengan bidang horisontal) akan berubah. Dengan berubahnya sudut gesek maka ketebalan hamparan berubah dan demikian juga efeknya terhadap tekstur permukaan. Terlalu banyak campuran beraspal pada ulir pembagi (augers) atau terlalu sedikit dapat menyebabkan hasil yang bergelombang.
Penyebab lainnya adalah terdorongnya atau tertabraknya alat penghampar (finisher) oleh truk saat penurunan (dumping) campuran beraspal, atau sopir truk menarik rem saat truk didorong oleh finisher. Pengaturan ketebalan secara manual yang terlalu sering (kesimbangan baru tercapai setelah finisher bergerak sejauh 5 kali panjang lengan screed) dan alat pengatur elevasi pada screed yang tidak berfungsi dengan baik dapat juga menyebabkan hasil penghamparan yang bergelombang.
Permukaan yang bergelombang juga dipengaruhi oleh kondisi campuran beraspal, terutama kekakuannya, yang diakibatkan oleh perubahan kompisisi dan temperatur campuran. Perubahan kekakuan campuran beraspal akan mengakibatkan perubahan sudut gesek (sudut antara pelat screed dengan bidang horisontal). Perubahan tersebut akan mempengaruhi ketebalan dan tekstur permukaan. Permukaan yang bergelombang dapat juga disebabkan karena karakteristik campuran yang relatif tidak stabil, sehingga campuran beraspal tersebut terdorong pada saat pemadatan. Pada penghamparan dengan ketebalan di atas 10 cm, dengan ukuran butir maksimum agregat yang relatif kecil, permukaan yang bergelombang timbul akibat campuran beraspal yang relatif tidak stabil terdorong oleh alat pemadat.
Untuk mencegah terjadinya hasil hamparan dengan permukaan yang bergelombang tersebut, perlu pengawasan yang seksama selama proses penghamparan dan pemadatan. Langkah perbaikan dilakukan sesegera mungkin dengan memperhatikan penyebab penyimpangan tersebut. Pada umumnya permukaan yang bergelombang lebih banyak disebabkan karena perubahan kuantitas campuran beraspal yang masuk ke screed dan perubahan kekakuan campuran.
Akibat dari penyimpangan ini maka kerataan permukaan menjadi berkurang (dinyatakan dalam nilai IRI, International Roughness Index, dengan satuan m/km), dan kepadatan yang diperoleh menjadi bervariasi.
b) Jejak memanjang pada permukaan (streak / tearing)
Jejak memanjang pada permukaan campuran beraspal kadang-kadang terlihat pada posisi tengah pelat screed dengan lebar sekitar 150 mm sampai 200 mm. Hal ini kemungkinan besar disebabkan karena material yang masuk ke ulir pembagi (auger) kuantitasnya kurang. Kekurangan tersebut karena pengaturan pintu aliran pemasok (flow gates) pada hopper (pemasok) tidak sesuai atau kontinuitas kedatangan truk pengangkut campuran beraspal tidak lancar.
Kemungkinan lain adalah pedal pada ulir pembagi (auger) tidak ada atau aus. Kerusakan jenis ini kadang-kadang terlihat seperti segregasi, padahal bukan. Tampak permukaan yang kasar dengan tekstur terbuka (tearing) disebabkan karena material yang masuk ke pelat screed kuantitasnya kurang pada satu sisi, sementara sisi yang lain cukup. Permukaan yang kasar akan terlihat bertekstur terbuka seperti segregasi. Permukaan yang kasar dengan tekstur terbuka (tearing) pada seluruh lebar penghamparan dapat disebabkan oleh beberapa faktor, seperti pelat screed telah aus, kecepatan finisher terlalu tinggi untuk jenis campuran tersebut, dan penggunaan agregat dengan ukuran butir yang relatif besar dibanding dengan tebal hamparan. Tebal hamparan padat sebaiknya lebih besar dari dua kali ukuran butir maksimum
182 dari 197
agregat atau tiga kali ukuran maksimum nominal. Sebagai contoh, untuk campuran beraspal dengan ukuran butir maksimum 19 mm (maksimum nominal 12,5 mm), maka tebal padat minimum adalah 38 mm.
Penyebab yang lainnya adalah temperatur campuran yang telah dingin dan dikombinasikan dengan pelat screed yang dingin dapat menyebabkan permukaan yang kasar dengan tekstur terbuka tersebut.
Akibat dari penyimpangan terhadap kinerja perkerasan dalam jangka panjang adalah; karena kepadatan bervariasi, tekstur kasar dan rongga udara tinggi, maka bagian tersebut akan relatif mudah mengalami pelepasan butir (ravelling) dan pengelupasan (stripping). Rongga udara yang tinggi, di atas 10 % akan menyebabkan bagian tersebut relatif rentan terhadap retak.
c) Tekstur tidak seragam Tekstur yang tidak seragam akan terlihat pada arah melintang maupun memanjang segera setelah penghamparan dan pemadatan. Perbedaan tekstur ini dapat disebabkan oleh beberapa faktor. Bervariasinya kuantitas material yang masuk ke screed, kuantitas material yang berlebih atau kurang pada ulir pembagi (auger), dan kedatangan truk pengangkut yang terlambat sehingga pemasok (hopper) alat penghampar menjadi kosong merupakan faktor-faktor yang dapat menyebabkan tidak meratanya tekstur permukaan campuran beraspal.
Pemeliharaan pelat screed yang kurang baik, pelat yang aus atau pemasangan pelat screed yang kurang kuat, dan frekuensi getaran pemadat yang rendah juga dapat menyebabkan tekstur yang tidak seragam. Tekstur yang tidak seragam dapat juga disebabkan oleh temperatur campuran yang sudah dingin, atau alat penghampar berhenti terlalu lama sehingga campuran menjadi dingin, atau pelat screed yang dingin, atau penghamparan dengan tebal kurang dari 2 kali ukuran butir maksimum.
Segregasi yang terjadi akibat dari rencana campuran (JMF) yang buruk atau akibat dari penanganan yang tidak tepat pada unit pencampur (AMP), pengisian truk, pengangkutan (hauling), atau segregasi selama penghamparan merupakan faktor yang berperan sebagai penyebab permukaan tidak seragam.
Permukaan yang tidak seragam dapat juga diakibatkan karena gradasi atau kadar aspal yang bervariasi. Variasi tersebut kemungkinan karena pengoperasian yang kurang tepat atau kerusakan pada salah satu bagian di unit pencampur aspal (AMP), misalnya kebocoran bin panas (hot bins) atau kebocoran pipa aspal, atau pedal pada pengaduk (pugmil) sudah aus atau patah. Untuk menghindari tekstur permukaan campuran beraspal yang tidak seragam, harus dilakukan langkah-langkah sesuai dengan penyebabnya. Pengoperasian alat penghampar (finisher) yang betul, khususnya menjaga keseragaman kuantitas material yang masuk ke screed, akan menentukan keseragaman tekstur yang akan dihasilkan. Alat penghampar harus diperlihara dengan baik sehingga selalu dalam kondisi laik pakai. Ketebalan hamparan harus direncanakan dari awal sehingga tebal padat hamparan lebih dari dua kali ukuran butir maksimum. Gradasi, kuantitas kadar aspal, dan keseragaman pencampuran harus dijaga dan diawasi dengan ketat, terutama di unit pencampur aspal (AMP). Tekstur permukaan yang tidak seragam akan menyebabkan kepadatan yang tidak seragam. Nilai kepadatan di daerah yang bertekstur kasar atau segregasi akan selalu di bawah kepadatan pada daerah yang bertekstur seragam. Dengan turunnya nilai kepadatan dan meningkatnya kadar rongga udara dalam campuran akan menyebabkan durabilitas dan kemampuan pelayanannya akan menurun.
183 dari 197
d) Screed meninggalkan jejak / bekas Jejak pelat screed akan terlihat pada posisi arah melintang penghamparan, jejak ini terjadi karena alat penghampar terdorong/tertabrak oleh truk pada saat pengisian. Jejak ini akan terlihat dilokasi pertemuan truk dengan alat penghampar, terutama pada saat awal. Alat penghampar yang berhenti terlalu lama untuk menunggu kedatangan truk pengangkut material, kadang-kadang meninggalkan jejak yang jelas dan dalam tergantung karakteristik campuran. Pada saat berhenti pelat screed akan jatuh kebawah dan sepenuhnya ditahan oleh campuran beraspal. Campuran beraspal dengan karakteristik yang relatif kurang stabil akan meninggalkan jejak yang relatif lebih dalam. Perpanjangan pelat screed dapat juga meninggalkan jejak, jika elevasinya tidak sama dengan elevasi screed utama. Jejak akan terlihat di kedua sisi perpanjangan. Pencegahan penyimpangan ini dapat dilakukan dengan segera tergantung pada penyebabnya. Jika elevasi perpanjangan pelat screed tidak sama dengan pelat utama, maka harus diperbaiki dan dibuat sama. Sementara pada saat pengisian campuran beraspal dari truk ke alat penghamapar, sopir truk harus lebih hati-hati agar tidak menubruk alat penghampar. Pada campuran dengan karakteristik yang relatif kurang stabil, maka diusahakan penghamparan menerus tanpa berhenti. Penyimpangan ini pada umumnya tidak banyak mempengaruhi durabilitas perkerasan beraspal. Jejak screed yang tidak bisa dihilangkan akan mengurangi kenyamanan pengguna jalan.
e) Screed tidak merespon perubahan
Jika pengontrol ketebalan diubah, maka ketebalan akan berubah dan sudut gesek pelat screed dengan bidang horisontal (angle of attack) akan megecil atau membesar. Keseimbangan baru kemudian akan tercapai setelah alat penghampar bergerak maju sejauh 5 kali panjang lengan screed. Jika pengontrol ketebalan tidak dapat merespon perubahan yang dilakukan maka operator tidak dapat mengatur ketebalan penghamparan. Prinsip screed yang mengambang (floating) agar dapat memberikan tekstur yang baik juga tidak berfungsi dengan baik.
Pengoperasian alat penghampar (finisher) dengan kecepatan yang terlalu tinggi (lebih dari 25 m per menit) untuk ketebalan hamparan lebih dari 63 mm dapat menyebabkan screed tidak merespon perubahan dengan baik. Penyebab mekanis atau pengatur ketebalan tidak terpasang dengan kuat akan menyebabkan screed tidak merespon perubahan. Jika digunakan pengontrol otomatis, posisi sensor yang tidak tepat dapat menyebabkan screed tidak dapat merespon perubahan pengontrol elevasi.
Penggunaan ukuran butir maksimum yang relatif besar dibandingkan dengan tebal penghamparan, menyebabkan screed bergerak di atas butiran maksimum. Agregat tertarik ke depan terbawa oleh pelat screed sehingga menimbulkan bekas goresan pada permukaan campuran beraspal. Sebagai akibatnya screed tidak merespon perubahan ketebalan dan sudut gesek antara pelat screed dengan bidang horisontal tidak dapat berubah.
Untuk mencegah penyimpangan tersebut, maka screed harus dalam kondisi laik pakai. Sensor pada pengontrol ketinggian otomatis harus tidak ditempatkan disamping titik lengan screed (screed tow point) atau disamping titik perputaran pelat screed (pivot point). Sensor tersebut harus diletakkan pada area antara 1/3 sampai 2/3 dari panjang lengan perata (leveling arms).
Screed yang tidak responsif menyebabkan tekstur permukaan kasar dan ketebalan hamparan tidak dapat diatur sesuai dengan rencana. Pengaruh ketebalan hamparan tersebut akan mempengaruhi umur layanan.
184 dari 197
f) Bayangan pada permukaan Bayangan pada permukaan campuran adalah daerah gelap yang tampak pada permukaan campuran beraspal. Bayangan tersebut umumnya baru kelihatan setelah perkerasan dilewati lalu-lintas, dan baru tampak jika dilihat menyudut. Pada saat sore hari atau pagi hari bayangan tersebut akan terlihat lebih jelas.
Penyebab penyimpangan tersebut sebagian besar karena campuran beraspal di ulir pembagi (auger) berlebih. Campuran beraspal yang menutupi seluruh bagian ulir pembagi menyebabkan tekanan screed akan lebih besar dan pada akhirnya area tersebut akan mempunyai kepadatan yang lebih besar. Perbedaan tekstur permukaan tersebut tidak kelihatan jelas dan hanya tampak jika dilihat dengan sudut pandang tertentu.
Pada beberapa alat penghampar posisi dari titik lengan screed (screed tow point) dapat dirubah-rubah, umumnya pergeseran tersebut berkisar 100 mm. Pada posisi screed yang lebih kebelakang, efek dari pengisian ulir pembagi (auger) yang berlebih akan terlihat lebih jelas.
Untuk menghindari terjadinya efek tersebut, maka campuran beraspal pada ulir pembagi (auger) tidak boleh berlebih. Pengisian campuran beraspal kurang lebih sekitar titik tengah auger. Hal ini berarti bukaan pintu pemasok (hopper flow gates) harus diatur sedemikian rupa sehingga ulir pembagi (auger) tidak terisi berlebih atau kurang. Screed tidak dipasang pada posisi paling belakang kecuali digunakan untuk penghamparan campuran beraspal dengan ukuran butir maksimum lebih dari 37,5 mm.
Pengaruh penyimpangan ini terhadap durabilitas perkerasan hampir tidak ada, kecuali tampak visual berupa bayangan gelap yang terlihat oleh pengguna jalan.
g) Pra-pemadatan buruk
Pada alat penghampar (finisher) selalu dilengkapi dengan alat pemadat (pra-pemadat) yang berupa pemadat tumbuk (tamping bars) atau pemadat getar (vibratory). Kepadatan yang dihasilkan pada proses ini umumnya bervariasi antara 70 % sampai 80 % dari maksimum kepadatan teoritis, tergantung pada ketebalan hamparan, temperatur campuran, dan kondisi lingkungan.
Beberapa pemadat dilengkapi baik pemadat jenis tamping bars maupun vibratory. Pemadatan yang dihasilkan dari kombinasi kedua alat pemadat tersebut tentunya akan lebih besar. Pada kecepatan alat penghampar lebih dari 7,5 m per menit peningkatan kepadatan tersebut tidak akan tercapai karena pengaruh pemadatan dengan tamping bars menjadi hampir tidak ada. Usaha pra-pemadatan akan lebih besar jika kecepatan alat penghampar lebih kecil dan frekuensi getaran lebih besar. Tingkat pemadatan yang dicapai akan terbatasi jika ukuran butir maksimum relatif besar dibanding dengan tebal hamparan, dan demikian juga jika campuran dingin atau jika kepadatan perkerasan lapis di bawahnya kurang.
Pengaruh dari pra-pemadatan yang buruk ini terhadap kinerja perkerasan dapat dihilangkan dengan melewatkan alat pemadat mesin gilas dengan roda baja di belakang alat penghampar (finisher), sehingga kepadatan yang diinginkan tercapai.
h) Sambungan buruk
Sambungan melintang yang buruk akan terasa dengan adanya jembulan atau lekukan melintang lajur lalu-lintas. Sementara sambungan memanjang yang buruk terlihat dengan adanya perbedaan elevasi antar lajur penghamparan.
Sambungan yang buruk umumnya disebabkan karena kemampuan pekerja yang kurang memadai dalam membuat sambungan, pemadatan pada sambungan masih
185 dari 197
kurang atau overlap pada sambungan atau elevasi penghamparan pada sambungan yang kurang tepat.
Untuk membuat sambungan yang baik, secara lebih detil telah dibahas sebelumnya. Pada prinsipnya sambungan harus tegak, penggarukan (raking) secara manual dikurangi, dan elevasinya harus sama (perkirakan penurunan elevasi dari tebal gembur ke tebal padat). Pemasangan lapis perekat (tack coat) juga harus dilakukan untuk memberikan ikatan yang baik antar campuran lama dengan yang baru. Sambungan melintang yang buruk umumnya tidak berpengaruh banyak pada durabilitas perkerasan asalkan kepadatannya tercapai. Pengaruhnya adalah pada tingkat kenyamanan pengguna jalan. Sambungan memanjang yang buruk biasanya diikuti dengan kepadatan yang kurang pada sambungan tersebut. Kepadatan yang kurang pada sambungan dapat menyebabkan sambungan berongga dan mudah rusak. Kerusakan semacam ini sering dijumpai dilapangan, yaitu jalan rusak sepanjang sambungan memanjang.
i) Retak pada saat pemadatan (roller checking)
Retak jenis ini berupa retak melintang yang pendek-pendek, umumnya dengan panjang 25 mm sampai 75 mm dan berjarak 25 mm sampai 75 mm dan mempunyai kedalaman sekitar 10 mm sampai 13 mm. Retak ini muncul selama proses pemadatan.
Campuran beraspal yang kurang atau belum stabil akan terdorong atau bergerak di depan drum (roda) dari mesin gilas roda baja. Jika tahanan geser campuran beraspal tidak dapat menahannya, maka akan timbul retak-retak. Retak akan segera muncul ketika campuran beraspal membentuk gelombang di depan pemadat. Retak ini disebabkan oleh dua faktor utama, yaitu (a) lendutan yang berlebihan pada perkerasan di bawahnya dan (b) karakteristik campuran buruk sehingga campuran beraspal tidak mempunyai tahanan geser yang cukup untuk menahan beban alat pemadat. Faktor campuran yang mungkin menjadi penyebabnya sehingga tahanan geser dalam campuran relatif kecil adalah (a) terlalu banyaknya larutan pada campuran (kadar aspal ditambah kadar air), (b) kandungan pasir alam yang tidak tepat (terlalu banyak pasir dengan ukuran sedang 1,18 mm – 0,600 mm (No. 16 dan No. 30) dan terlalu sedikit pasir ukuran kecil 0,300 mm – 0,150 mm (No. 50 dan No. 100), dan (c) rongga diantara agregat (VMA) yang terlalu kecil. Penggunaan material yang kotor dapat juga mengurangi tahanan geser dalam campuran.
Kandungan larutan yang terlalu banyak menyebabkan campuran tidak stabil dan bergerak pada saat dipadatkan. Pengaruhnya akan lebih jelas jika rongga dalam agregat (VMA) kecil. Campuran akan menjadi tidak stabil jika kadar aspal terlalu banyak untuk karakteristik campuran tertentu. Kadar air yang tidak hilang selama proses pengeringan di pengering (dryer) akan menghalangi aspal masuk ke dalam pori-pori agregat dan menyebabkan campuran beraspal berperilaku seperti kelebihan kadar aspal. Retak akibat kelebihan kadar aspal akan terjadi secara terus menerus, sementara retak akibat kelebihan kadar air akan terjadi secara periodik, misalnya setelah hujan turun.
Kelebihan pasir ukuran medium, rongga diantara agregat (VMA) yang terlalu kecil akan menyebabkan campuran relatif tidak stabil dan akan bergerak dengan mudah pada saat pemadatan dengan pemadat mesin gilas statis roda baja statis atau bergetar. Karakterisitik campuran seperti; angularitas agregat, bidang pecah, kandungan abu yang terselimuti aspal, dan gradasi juga merupakan faktor-faktor yang berpengaruh.
Kadang-kadang perbedaan temperatur pada campuran beraspal yang digelar, yaitu permukaan atas yang dingin, sementara bagian tengah masih panas dapat menyebabkan timbulnya retak-retak selama proses pemadatan.
186 dari 197
Beberapa penyebab sekunder lainnya misalnya; campuran beraspal yang terlalu panas akibat dari pemanasan berlebih (overheating) di unit pencampur aspal, kecepatan alat pemadat terlalu tinggi, berhenti dengan mendadak, mengubah arah pemadatan dengan tajam, dan kelebihan jumlah lintasan pada saat pemadatan akhir (finish rolling) sementara temperaturnya masih relatif tinggi. Retak tersebut akan meningkat jika ikatan antara campuran beraspal yang baru digelar dengan perkerasan lama buruk, akibat dari debu atau pemasangan lapis pengikat (tack coats) yang buruk.
Jika penyebab dari timbulnya retak-retak tersebut karena karaktristik campuran yang kurang baik, maka formula campuran kerja (JMF) perlu dirubah dan jika perlu lakukan penggantian agregat. Sementara perkerasan di bawahnya yang masih melendut harus dibongkar dan diperbaiki terlebih dahulu. Pemakaian agregat yang kotor harus dicegah.
Apabila campuran beraspal masih tidak stabil pada temperatur sedang ( 115 oC sampai 90 oC), maka sebaiknya menggunakan alat pemadat roda karet pneumatik, dan bukan alat pemadat roda baja statis atau bergetar. Kebanyakan retak jenis ini terjadi pada temperatur sedang, yaitu 115 oC sampai 90 oC, dan sangat jarang terjadi diluar interval temperatur tersebut. Meskipun demikian akan lebih baik jika merencanakan ulang karakteristik campuran sehingga diperoleh campuran yang stabil. Meskipun retak jenis ini pendek-pendek dan tidak dalam, tetapi pengaruhnya terhadap pengurangan umur layangan perkerasan sangat jelas.
j) Sungkur (shoving) dan alur (rutting) Sungkur merupakan pergerakan campuran pada arah memanjang, yang terjadi selama pemadatan atau kemudian akibat beban lalu-lintas. Sungkur selama proses pemadatan terjadi akibat dari bergeraknya campuran beraspal membentuk gelombang di depan alat pemadat. Kerusakan jenis ini berkaitan dan mempunyai penyebab sama dengan kerusakan sebelumnya yaitu retak pada saat pemadatan (roller checking). Perkerasan yang mengalami sungkur (shoving) akibat dari beban lalu lintas, umumnya terjadi pada daerah perlambatan/percepatan, seperti misalnya pada persimpangan jalan. Alur (rutting) merupakan pergerakan campuran pada arah melintang dan vertikal. Alur terjadi ketika lalu-lintas berat melewati perkerasan yang relatif tidak stabil. Sungkur dan alur disebabkan terutama oleh karena campuran beraspal yang tidak stabil. Ketidakstabilan ini dapat diakibatkan oleh beberapa faktor. Faktor-faktor penyebab ini antara lain, kelebihan larutan (kadar aspal dan kadar air), gradasi dengan pasir ukuran medium yang banyak, rongga diantara agregat (VMA) kecil, dan sifat-sifat fisik dari agregat dan aspal. Penyebab lainnya adalah pemasangan lapis pengikat (tack coats) yang terlalu banyak sehingga naik ke campuran beraspal. Campuran beraspal yang mengalami sungkur selama proses pemadatan menjadi indikasi bahwa perkerasan tersebut nantinya akan mengalami alur akibat dari beban lalu-lintas.
Jenis kerusakan yang sejenis dengan ini adalah deformasi plastis. Dimana campuran beraspal bergerak melintang dan vertikal. Kuantitas campuran beraspal yang bergerak melintang dan keatas lebih dominan, karena kerusakan ini umumnya terjadi pada lapisan atas saja. Pemecahan masalah pada kasus ini adalah dengan meningkatkan stabilitas campuran beraspal. Stabilitas tersebut dapat ditingkatkan dengan pemilihan gradasi dan sifat-sifat agregat yang memberi ikatan antar butir yang baik. Gradasi yang menerus, bentuk agregat yang kubikal dan kasar akan memberikan ikatan antar butir yang lebih baik. Peningkatan stabilitas dapat juga dilakukan dengan menggunakan
187 dari 197
aspal / aspal modifikasi dengan penetrasi rendah dan titik lembek tinggi. Persyaratan-persyaratan tersebut telah tertuang secara lebih detil pada spesifikasi.
Sungkur, alur dan deformasi plastis akan mengganggu dan membahayakan pengguna jalan. Perkerasan yang telah mengalami kerusakan jenis ini mengindikasikan perkerasan tersebut tidak stabil.
k) Pelelehan (bleeding) dan spot aspal
Pelelehan (bleeding) terjadi karena aspal mengalir kepermukaan akibat dari tekanan beban lalu-lintas. Pelelehan sering terlihat pada arah memanjang pada jejak roda, yaitu area yang sering dilewati oleh roda lalu-lintas. Spot-spot aspal merupakan pelelehan (bleeding) dengan area yang kecil dan terbatas. Spot tersebut dapat muncul secara acak atau dengan pola tertentu.
Spot aspal terjadi karena adanya kandungan air pada agregat yang tidak kering secara merata pada saat pengeringan di dryer, atau karena campuran terkontaminasi bahan lain seperti solar dan oli. Kandungan air pada agregat yang tidak hilang selama proses pengeringan di pengering (dryer) akan menyebabkan aspal tidak dapat masuk kepori-pori agregat dan campuran berperilaku seolah-olah kelebihan aspal. Beberapa faktor yang mendukung tersisanya kandungan air tersebut adalah penggunaan agregat halus yang terlalu banyak dengan porositas tinggi. Dan efeknya akan terlihat nyata setelah hujan turun. Segregasi yang terjadi selama proses pelaksanaan dapat juga menyebabkan terjadinya spot aspal.
Pelelehan (bleeding) umumnya terjadi karena dua faktor; yaitu yang pertama adalah kadar aspal dalam campuran (atau mengandung kadar air) relatif tinggi untuk karakteristik bahan dan campuran tertentu. Karakteristik campuran dengan rongga diantara agregat (VMA) dan rongga diantara campuran (VIM) yang kecil, akan menyebabkan ruang untuk menampung aspal atau kembang susut aspal tidak memadai. Beban lalu-lintas akan mengurangi rongga tersebut dan memicu terjadinya pelelehan (bleeding). Penyebab yang kedua adalah faktor diluar campuran beraspal itu sendiri, seperti kelebihan aspal pada permukaan di bawahnya (kelebihan lapis perekat atau lapis resap pengikat, atau kelebihan pengisian aspal pada retak).
Untuk mencegah kerusakan ini maka kadar air pada agregat harus dihilangkan dengan pengeringan di dryer. Pengawasan harus dilakukan dengan lebih hati-hati jika agregat dalam kondisi basah akibat hujan yang turun sebelumnya. Agregat halus dengan porositas yang tinggi akan sulit dikeringkan di dryer. Perlindungan terhadap agregat, terutama agregat halus, terhadap air hujan dapat dilakukan dengan memberi atap pada bin dingin (cold bins).
Kadar aspal yang berlebih relatif dibandingkan dengan karakteristik bahan dan campuran dapat dicegah dengan membuat formula campuran kerja (JMF) yang sesuai dengan spesifikasi dan petunjuk seperti yang telah dibahas pada pasal sebelumnya. Spot aspal tidak akan banyak berpengaruh pada durabilitas perkerasan beraspal. Namun demikian jika terjadi pada area yang luas atau pelelehan (bleeding), dapat mengurangi tahanan gesek permukaan. Tahanan gesek yang kurang dapat membahayakan lalu-lintas terutama pada musim hujan.
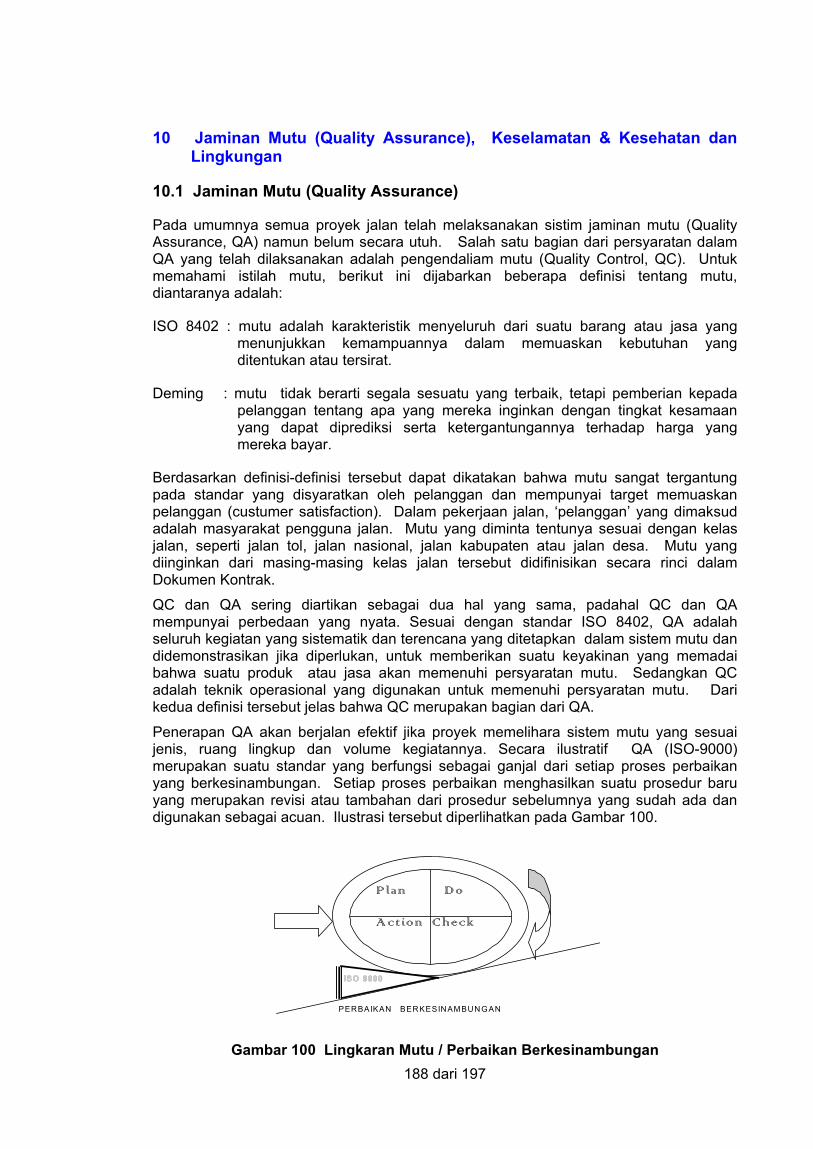
188 dari 197
10 Jaminan Mutu (Quality Assurance), Keselamatan & Kesehatan dan Lingkungan
10.1 Jaminan Mutu (Quality Assurance)
Pada umumnya semua proyek jalan telah melaksanakan sistim jaminan mutu (Quality Assurance, QA) namun belum secara utuh. Salah satu bagian dari persyaratan dalam QA yang telah dilaksanakan adalah pengendaliam mutu (Quality Control, QC). Untuk memahami istilah mutu, berikut ini dijabarkan beberapa definisi tentang mutu, diantaranya adalah:
ISO 8402 : mutu adalah karakteristik menyeluruh dari suatu barang atau jasa yang menunjukkan kemampuannya dalam memuaskan kebutuhan yang ditentukan atau tersirat.
Deming : mutu tidak berarti segala sesuatu yang terbaik, tetapi pemberian kepada pelanggan tentang apa yang mereka inginkan dengan tingkat kesamaan yang dapat diprediksi serta ketergantungannya terhadap harga yang mereka bayar.
Berdasarkan definisi-definisi tersebut dapat dikatakan bahwa mutu sangat tergantung pada standar yang disyaratkan oleh pelanggan dan mempunyai target memuaskan pelanggan (custumer satisfaction). Dalam pekerjaan jalan, ‘pelanggan’ yang dimaksud adalah masyarakat pengguna jalan. Mutu yang diminta tentunya sesuai dengan kelas jalan, seperti jalan tol, jalan nasional, jalan kabupaten atau jalan desa. Mutu yang diinginkan dari masing-masing kelas jalan tersebut didifinisikan secara rinci dalam Dokumen Kontrak. QC dan QA sering diartikan sebagai dua hal yang sama, padahal QC dan QA mempunyai perbedaan yang nyata. Sesuai dengan standar ISO 8402, QA adalah seluruh kegiatan yang sistematik dan terencana yang ditetapkan dalam sistem mutu dan didemonstrasikan jika diperlukan, untuk memberikan suatu keyakinan yang memadai bahwa suatu produk atau jasa akan memenuhi persyaratan mutu. Sedangkan QC adalah teknik operasional yang digunakan untuk memenuhi persyaratan mutu. Dari kedua definisi tersebut jelas bahwa QC merupakan bagian dari QA.
Penerapan QA akan berjalan efektif jika proyek memelihara sistem mutu yang sesuai jenis, ruang lingkup dan volume kegiatannya. Secara ilustratif QA (ISO-9000) merupakan suatu standar yang berfungsi sebagai ganjal dari setiap proses perbaikan yang berkesinambungan. Setiap proses perbaikan menghasilkan suatu prosedur baru yang merupakan revisi atau tambahan dari prosedur sebelumnya yang sudah ada dan digunakan sebagai acuan. Ilustrasi tersebut diperlihatkan pada Gambar 100.
Gambar 100 Lingkaran Mutu / Perbaikan Berkesinambungan
ISO 9000
PERBAIKAN BERKESINAMBUNG AN
Plan Do
A ction Check
189 dari 197
Perbaikan berkesinambungan dapat dilakukan dengan tahapan kegiatan, yaitu PDCA (Plan Do Check Action), yang dapat dirinci lagi menjadi 8 langkah, yaitu (1) penetapan kegiatan/masalah/tema, (2) mencari faktor penyebab, (3) penetapan urutan penyebab, (4) perumusan rencana, (5) pelaksanaan sesuai dengan rencana, (6) evaluasi hasil pelaksanaan, (7) standarisasi, (8) catat persoalan yang belum terpecahkan. Untuk melaksanakan 8 langkah tersebut diperlukan alat bantu, yang secara umum terdiri dari tujuh alat. Tujuh alat tersebut terdiri dari (a) lembar pengumpulan data, (b) stratifikasi, (c) diagram pareto, (d) diagram sebab akibat (tulang ikan/fish bone), (e) histogram, (f) diagram pencar, (g) grafik dan bagan kendali.
Mutu hasil proses pelaksanaan tupoksi (tugas pokok dan fungsi) pada dasarnya akan selalu berkembang sesuai tuntutan masyarakat. Oleh karena itu metoda dan proses kerja yang didokumentasikan dalam bentuk standar (pedoman, prosedur dan instruksi kerja) harus selalu disempurnakan. Acuan untuk perbaikan tersebut adalah dokumen mutu yang telah dilaksanakan dan didokumentasi dengan baik. Proses ini akan memicu perbaikan yang berkesinambungan. Perbaikan berkesinambungan dimulai dalam suatu gugus tugas pada masing-masing unit pelaksana (bottom up). Untuk menjaga kualitas suatu produk diperlukan pengendalian mutu yang berupa aktivitas inspeksi, yaitu memeriksa produk, menerima yang memenuhi syarat dan menolak yang tidak memenuhi syarat. Melalui sistem pengendalian mutu yang didasarkan pada inspeksi produk akhir tersebut sulit untuk menghindari terbuangnya bahan, waktu dan tenaga karena adanya produk yang ditolak karena tidak memenuhi persyaratan. Oleh karena itu kemudian timbul pemikiran untuk menciptakan sistem yang dapat mencegah timbulnya masalah yang berhubungan dengan mutu. Tuntutan tersebut kemudian melahirkan keinginan untuk lebih berorientasi kepada sistem dan proses, yaitu apa yang dikenal dengan Quality Assurance (QA).
Salah satu standar QA yang paling populer saat ini adalah ISO 9000. Standar ini dikeluarkan oleh the International Organization of Standardization (IOS). ISO sendiri bukan merupakan singkatan tetapi berasal dari bahasa latin berarti ‘equal’ atau sama, yang dimaksudkan untuk menyamakan sistem mutu antar perusahaan dan antar negara. Standar ini menekankan pada sistem pengelolaan seluruh rangkain kegiatan yang berkaitan dengan mutu dengan titik berat penerapan pada sistem dan proses, sehingga produk yang dihasikan terpelihara mutu dan konsistensinya.
Perkembangan ISO-9000 dimulai dari sistem mutu yang digunakan untuk keperluan militer yang dimulai tahun 1960-an dan digunakan oleh negara-negara yang tergabung dalam NATO. Selanjutnya pada tahun 1979 untuk keperluan non militer dikembangkan BS 5179 dan BS 5750. Pada tahun 1987 seri ISO-9000 yang sebagian besar isinya merujuk pada BS 5750 mulai diperkenalkan. Belakangan diadopsi oleh komunitas Eropa sebagai EN 29000 dan diadopsi Amerika Serikat sebagai ANSI/ASQC Q-90.
Selengkapnya seri ISO 9000 dibedakan atas ISO 9001, yang memiliki 20 klausal, ISO 9002 dengan 19 klausal dan ISO 9003 dengan 16 klausal. Sertifikat untuk Konsultan umumnya adalah ISO 9001, dan untuk Kontraktor adalah ISO 9002.
Pada Gambar 101 diperlihatkan klausal-klausal dalam ISO-9000 dalam bentuk skema. Dalam level proyek tidak seluruh persyaratan tersebut harus dipenuhi, misalnya tidak perlu membuat panduan mutu, cukup dengan rencana mutu proyek yang mengacu pada panduan mutu yang telah digariskan pada level diatasnya.
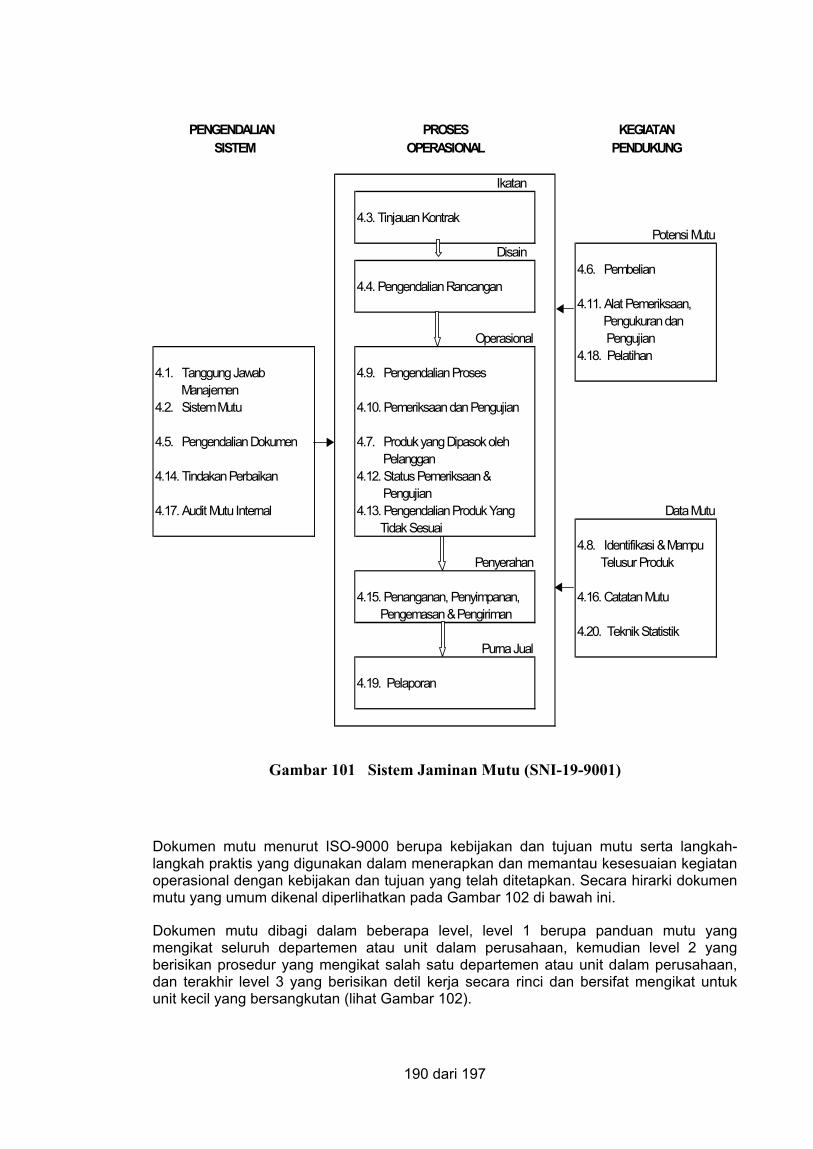
190 dari 197
Gambar 101 Sistem Jaminan Mutu (SNI-19-9001)
Dokumen mutu menurut ISO-9000 berupa kebijakan dan tujuan mutu serta langkah-langkah praktis yang digunakan dalam menerapkan dan memantau kesesuaian kegiatan operasional dengan kebijakan dan tujuan yang telah ditetapkan. Secara hirarki dokumen mutu yang umum dikenal diperlihatkan pada Gambar 102 di bawah ini.
Dokumen mutu dibagi dalam beberapa level, level 1 berupa panduan mutu yang mengikat seluruh departemen atau unit dalam perusahaan, kemudian level 2 yang berisikan prosedur yang mengikat salah satu departemen atau unit dalam perusahaan, dan terakhir level 3 yang berisikan detil kerja secara rinci dan bersifat mengikat untuk unit kecil yang bersangkutan (lihat Gambar 102).
PENGENDALIAN PROSES KEGIATANSISTEM OPERASIONAL PENDUKUNG
Ikatan
4.3. Tinjauan KontrakPotensi Mutu
Disain4.6. Pembelian
4.4. Pengendalian Rancangan4.11. Alat Pemeriksaan, Pengukuran dan
Operasional Pengujian4.18. Pelatihan
4.1. Tanggung Jawab 4.9. Pengendalian Proses Manajemen4.2. Sistem Mutu 4.10. Pemeriksaan dan Pengujian
4.5. Pengendalian Dokumen 4.7. Produk yang Dipasok oleh Pelanggan
4.14. Tindakan Perbaikan 4.12. Status Pemeriksaan & Pengujian
4.17. Audit Mutu Internal 4.13. Pengendalian Produk Yang Data Mutu Tidak Sesuai
4.8. Identifikasi & MampuPenyerahan Telusur Produk
4.15. Penanganan, Penyimpanan, 4.16. Catatan Mutu Pengemasan & Pengiriman
4.20. Teknik StatistikPurna Jual
4.19. Pelaporan
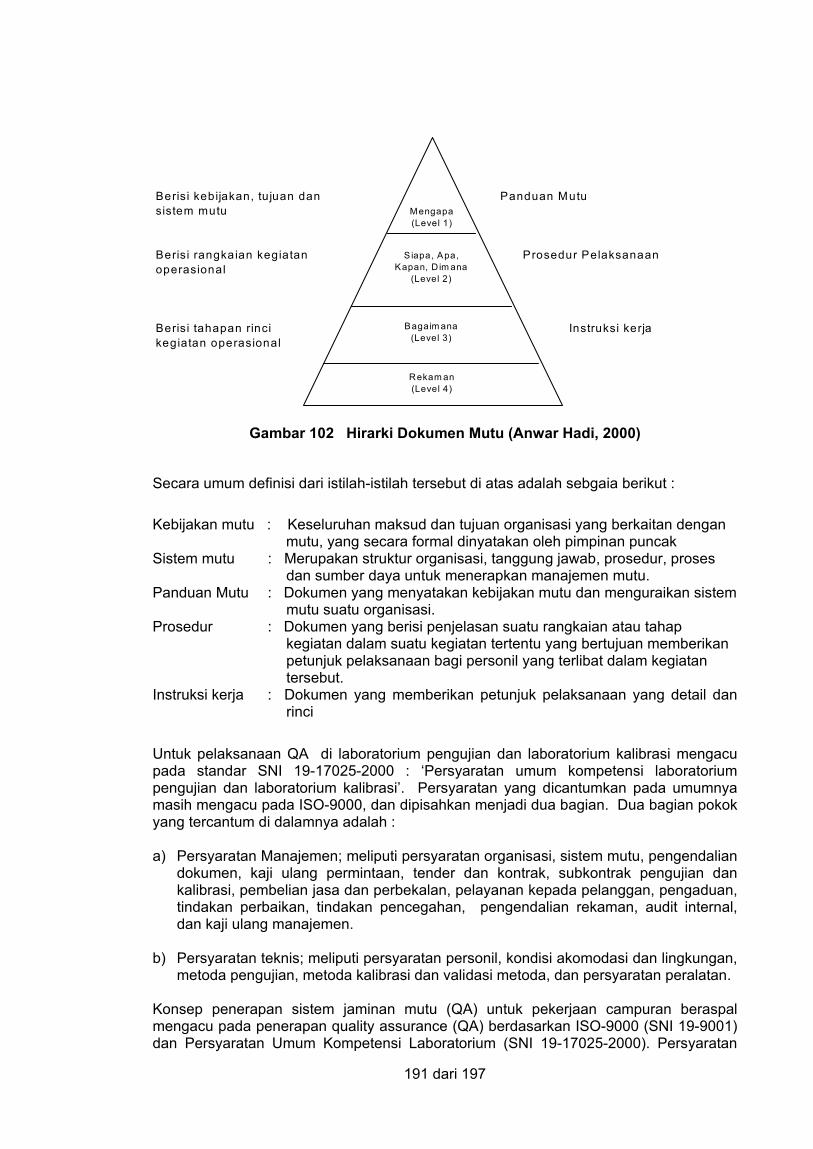
191 dari 197
Gambar 102 Hirarki Dokumen Mutu (Anwar Hadi, 2000) Secara umum definisi dari istilah-istilah tersebut di atas adalah sebgaia berikut :
Kebijakan mutu : Keseluruhan maksud dan tujuan organisasi yang berkaitan dengan mutu, yang secara formal dinyatakan oleh pimpinan puncak
Sistem mutu : Merupakan struktur organisasi, tanggung jawab, prosedur, proses dan sumber daya untuk menerapkan manajemen mutu.
Panduan Mutu : Dokumen yang menyatakan kebijakan mutu dan menguraikan sistem mutu suatu organisasi.
Prosedur : Dokumen yang berisi penjelasan suatu rangkaian atau tahap kegiatan dalam suatu kegiatan tertentu yang bertujuan memberikan petunjuk pelaksanaan bagi personil yang terlibat dalam kegiatan tersebut.
Instruksi kerja : Dokumen yang memberikan petunjuk pelaksanaan yang detail dan rinci
Untuk pelaksanaan QA di laboratorium pengujian dan laboratorium kalibrasi mengacu pada standar SNI 19-17025-2000 : ‘Persyaratan umum kompetensi laboratorium pengujian dan laboratorium kalibrasi’. Persyaratan yang dicantumkan pada umumnya masih mengacu pada ISO-9000, dan dipisahkan menjadi dua bagian. Dua bagian pokok yang tercantum di dalamnya adalah :
a) Persyaratan Manajemen; meliputi persyaratan organisasi, sistem mutu, pengendalian
dokumen, kaji ulang permintaan, tender dan kontrak, subkontrak pengujian dan kalibrasi, pembelian jasa dan perbekalan, pelayanan kepada pelanggan, pengaduan, tindakan perbaikan, tindakan pencegahan, pengendalian rekaman, audit internal, dan kaji ulang manajemen.
b) Persyaratan teknis; meliputi persyaratan personil, kondisi akomodasi dan lingkungan,
metoda pengujian, metoda kalibrasi dan validasi metoda, dan persyaratan peralatan. Konsep penerapan sistem jaminan mutu (QA) untuk pekerjaan campuran beraspal mengacu pada penerapan quality assurance (QA) berdasarkan ISO-9000 (SNI 19-9001) dan Persyaratan Umum Kompetensi Laboratorium (SNI 19-17025-2000). Persyaratan
Berisi kebijakan, tujuan dan Panduan Mutusistem mutu
Berisi rangkaian kegiatan Prosedur Pelaksanaanoperasional
Berisi tahapan rinci Instruksi kerjakegiatan operasional
Mengapa(Level 1)
S iapa, Apa, Kapan, D im ana
(Level 2)
Bagaim ana(Level 3)
Rekam an(Level 4)
192 dari 197
yang tercantum dapat di bagi menjadi dua, diantaranya yang dianggap penting dan berhubungan langsung yaitu : a) Persyaratan manajemen
1) Organisasi
Struktur organisasi proyek yang berlaku sampai dengan saat ini adalah berbentuk segitiga yang terdiri dari Pemilik proyek (diwakili oleh Pimbagpro), Konsultan Pengawas dan Kontraktor Pelaksana. Dalam Panduan Mutu Kimpraswil bentuk organisasi proyek yang diusulkan Konsultan adalah berbentuk garis lurus. Kedua bentuk tersebut masing-masing mempunyai keuntungan dan kerugian, hal ini tidak dibahas pada standar ini. Untuk mendukung pencapaian hasil pekerjaan yang sesuai dengan persyaratan, maka organisasi dan tanggung jawab untuk setiap pihak harus jelas, termasuk sangsinya. Selanjutnya tanggungjawab masing-masing pihak tersebut dijabarkan kepada personil atau staf di bawahnya. Dalam QA, organisasi, tugas dan wewenangnya harus dibuat tertulis dan dijabarkan secara rinci untuk setiap personil dan tidak bertentangan dengan peraturan yang berlaku.
2) Sistem mutu
Sistem mutu yang harus disiapkan meliputi kebijakan dan tujuan sistem mutu (ditetapkan dalam Panduan Mutu), program, prosedur dan instruksi kerja untuk menjamin mutu hasil pekerjaan. Pada level proyek sistem mutu yang harus disiapkan adalah Rencana Mutu Proyek atau lebih dikenal dengan nama Project Quality Plan (PQP). Salah satu motto yang cukup baik untuk diingat dan dilaksanakan adalah “DRAFT”, yaitu “ Do it Right At the First and any Time” Sistem mutu yang disiapkan sesuai dengan klausal yang ada dan paling tidak mencantumkan hal seperti berikut ini :
- Struktur organisasi, wewenang dan tanggungjawab - Form risalah rapat rutin - Bagan alir tiap item pekerjaan inspeksi/pengawasan dan pengujian/testing - Daftar periksa tiap item pekerjaan inspeksi/pengawasan dan
pengujian/testing; daftar periksa untuk teknisi dan inspektor harus dipisahkan. Misalkan daftar periksa pengawasan pekerjaan campuran aspal panas untuk teknisi dan daftar periksa pengawasan campuran aspal panas untuk inspektor. Daftar periksa untuk pekerjaan pengujian/testing, misalnya daftar periksa pemeriksaan kesesuaian alat-alat pengujian Marshall dan daftar periksa pengawasan pengujian Marshall.
- Bagan alir pemecahan masalah, form monitoring permasalahan dan tindak lanjut
- Pengendalian dokumen dan tata cara identifikasi dan penomoran - Form-form lainnya seperti; form absensi, form request, form memo lapangan
dan lain-lain. - Dokumen-dokumen pendukung lain yang harus tersedia, seperti : Spesifikasi,
AASHTO, dll.
193 dari 197
3) Pengendalian dokumen
Pengendalian dokumen pada prinsipnya mengikuti pola yang telah ada. Tambahan lain yang diperlukan adalah pengecapan pada tiap salinan (copy) dokumen mutu, seperti :
- Terkendali (Controlled) - Tidak Terkendali (Uncontrolled) - Tidak Berlaku (Obsolete) Dokumen yang terkendali artinya dokumen tersebut masih dikendalikan, misalnya jika terjadi perubahan harus diinformasikan oleh pemegang dokumen asli ke pemegang salinan (copy) dokumen terkendali, mengenai perubahan yang dilakukan. Dokumen tidak terkendali artinya dokumen tersebut tidak lagi dikendalikan, misalnya jika ada perubahan pada dokumen asili pemegang salinan (copy) tidak usah diberitahu. Sementara dokumen yang telah tidak berlaku dicap dengan tidak berlaku (obsolete).
Pengendalian dokumen harus meliputi penomoran, pengarsipan, pengiriman dan penerimaan. Dokumen yang dimaksud adalah dokumen yang berkaitan dengan mutu, seperti dokumen kontrak, pengujian kualitas, standar atau metoda kerja dan lainnya yang terkait. Tata cara pengendalian dokumen harus ditetapkan dalam suatu prosedur .
4) Pengendalian produk yang tidak sesuai, tindakan perbaikan dan pencegahan
Hasil pekerjaan yang tidak sesuai dengan spesifikasi harus diproses sesuai dengan tingkat kegagalan yang terjadi. Bagan alir dari proses perbaikan hasil pekerjaan yang tidak sesuai harus dibuat dalam suatu prosedur. Bagaimana tahapan-tahapannya apakah harus dibongkar atau tidak dan seterusnya, prosedur ini harus tidak bertentangan dengan dokumen mutu lainnya dan peraturan yang berlaku. Tindakan pencegahan tersebut perlu dibakukan dalam suatu prosedur.
5) Pengendalian produk
Produk yang dimaksud disini adalah hasil pekerjaan Kontraktor dan Konsultan. Hasil pekerjaan tersebut harus dikendalikan dan dibuatkan prosedurnya berupa tata cara pemberian identifikasi, sistem pengarsipan, metoda penyimpanan, dan metoda pemeliharaan.
6) Audit internal
Audit internal dilakukan secara berkala paling tidak 6 bulan sekali untuk memastikan sistem mutu yang diterapkan Kontraktor dan Konsultan memenuhi persyaratan yang telah ditetapkan. Tim yang mengaudit ditunjuk oleh Pimbagpro. Prosedur audit internal harus ditetapkan terlebih dahulu.
Audit yang dilakukan dapat dipisahkan menjadi dua bagian utama, yaitu; kelengkapan dokumen mutu dan penerapan sistem mutu. a) Kelengkapan dokumen mutu yang diperiksa paling sedikit meliputi :
- Struktur organisasi dan tanggung jawab tertulis dan jelas - Risalah rapat (format risalah sesuai standar, penomoran, tanda tangan,
daftar hadir) - Prosedur-prosedur kerja - Bagan alir dan daftar periksa
194 dari 197
- Daftar-daftar arsip dan penomoran (pengendalian dokumen dan identifikasi)
b) Penerapan sistem mutu meliputi :
- Penerapan prosedur yang telah dibuat secara benar dan konsisten - Pelaksanaan rapat secara rutin dan berkelanjutan. - Pengisian daftar periksa. - Adanya hubungan antara isian daftar periksa yang “tidak’ dengan memo
atau surat teguran dan risalah rapat (setiap permasalahan ada tindak lanjut dan tuntas).
- Tenaga lapangan selalu membawa daftar periksa dan memo. - Penilaian kinerja proyek secara visual
7) Rapat tinjauan mutu
Rapat-rapat tinjauan mutu dilakukan paling tidak 1 bulan sekali untuk membahas penerapan sistem mutu dan jika perlu dilakukan perubahan terhadap sistem mutu sebelumnya. Rapat tinjauan mutu juga dapat dipakai untuk mendiskusikan hasil pekerjaan dan kesesuaiannya dengan spesifikasi. Bentuk risalah rapat paling tidakmengandung item-item sebagai berikut :
- Permasalahan - Rencana Penanggulangan - Penanggung Jawab - Target waktu penyelesaian - Status (kolom ini diisi apakah permasalah tersebut sudah selesai atau
belum, jika belum maka harus dibahas pada rapat berikutnya). b) Persyaratan teknis
1) Personil
Persyaratan personil yang terlibat langsung dalam masalah mutu harus mempunyai kualifikasi yang disyaratkan. Sertifikat kualifikasi dari masing-masing personil dikeluarkan oleh instansi yang berwenang. Sertifikasi merupakan persyaratan mutlak dalam penerapan Quality Assurance. Disamping sertifikasi untuk tenaga ahli (engineer) Konsultan dan Kontraktor, sertifikasi sebaiknya meliputi juga teknisi laboratorium, inspektor dan mandor lapangan. Pemberi sertifikat adalah institusi atau badan yang independen dan diakui.
2) Peralatan
Persyaratan peralatan meliputi, jumlah, jenis dan kondisinya harus dicantumkan dalam dokumen kontrak. Beberapa persyaratan yang disarankan antara lain adalah :
- Hasil produksi pemecah batu (stone crusher) harus sedemikian rupa sehingga diperoleh bentuk agregat yang kubikal dan bersih. Untuk menghasilkan bentuk yang kubikal disarankan menggunakan kombinasi pemecah batu jaw untuk pemecahan primer dan selanjutnya untuk pemecahan sekunder atau tertier digunakan pemecah batu jenis cone, impact atau roll.
195 dari 197
- Untuk jalan Nasional atau jalan dengan lalu-lintas berat ( > 1 juta ESA) persyaratan untuk AMP adalah yang berkapasitas minimum 800 kg per batch. Kapasitas yang besar diperlukan untuk mengurangi peluang ketidaksesuaian.
- Persyaratan peralatan laboratorium yang sangat berkaitan dengan mutu harus dirinci dan harus tersedia di lokasi. Sebelum penggunaan, semua peralatan laboratorium harus diperiksa kesesuaiannya dengan persyaratan yang dipakai. Sebagai contoh pemeriksaan dimensi adalah; tinggi jatuh alat penumbuk Marshall, atau dudukannya, apakah sesuai atau tidak. Ukuran saringan No. 200 yang dipakai apakah standar atau tidak. Hal pokok yang lain adalah kalibrasi.
Peralatan-peralatan yang mempengaruhi mutu harus dalam kondisi laik pakai dan telah dikalibrasi. Kondisi peralatan yang laik pakai dinyatakan dalam suatu sertifikat. Pada pasal berikutnya disampaikan acuan pemeriksaan peralatan-peralatan utama, yaitu Unit Pemecah Batu (stone crusher), Unit Pencampur Aspal (AMP), dan alat penghampar (finisher). Formulir pemeriksaan peralatan dicantumkan pada lampiran. Peralatan tersebut baru dapat digunakan jika telah diperiksa sesuai dengan formulir terlampir dan dinyatakan dalam kondisi laik pakai. Pemeriksa adalah institusi atau badan independen yang telah diakui.
3) Bahan
Bahan yang akan digunakan harus telah memenuhi persyaratan sifat-sifat fisik yang ditentukan dalam spesifikasi. Bahan campuran sebaiknya telah tersedia sekurang-kurangnya untuk 1 bulan produksi. Hal ini untuk menjamin tidak adanya perubahan gradasi dan sifat-sifat fisik bahan. Setiap perubahan sumber agregat harus dilakukan pengujian gradasi dan sifat-sifat fisik, dan selanjutnya dibuat JMF yang sesuai.
4) Akomodasi dan lingkungan kerja
Persyaratan yang dicantumkan adalah persyaratan yang berkaitan erat dengan mutu. Misalnya kondisi cuaca, penerangan, dan kondisi ruang laboratorium yang memadai dan memfasilitasi sedemikian rupa sehingga menjamin kebenaran hasil pekerjaan.
Misalnya tumpuan alat penumbuk Marshall harus stabil. Tidak diijinkan menggunakan tumpuan atau meletakkan tumpuan diatas papan (rumah panggung) atau diatas pelat yang tidak stabil (container). Tidak diperkenankan melakukan penimbangan di luar ruangan tanpa perlindungan terhadap tiupan angin. Lingkungan kerja di ruang operator AMP harus diperhatikan sehingga operator dapat bekerja dengan baik selama proses pekerjaan. Penyimpanan bahan agregat harus terpisah untuk masing-masing fraksi dan untuk agregat halus diusahakan terlindung dari hujan. Aspek lingkungan sekitar lokasi pekerjaan harus diperhatikan sesuai dengan standar yang ada, misalnya debu atau limbah sisa lainnya.
5) Mampu telusur
Hasil pekerjaan harus dapat diidentifikasi pada seluruh dan selama tahapan pekerjaan, seperti pekerjaan persiapan, pelaksanaan, dan penyerahan. Salah satu contoh persyaratan ini adalah persyaratan pembuatan stationing dan dipasang pada tempat-tempat yang sedemikian rupa sehingga dapat bertahan sampai penyerahan proyek
196 dari 197
6) Metoda pelaksanaan dan pengendalian mutu
Metoda pelaksanaan dan pengendalian mutu merupakan titik paling kritis dalam penerapan QA. Pada saat ini metoda pelaksanaan umumnya di bahas pada awal proyek, yaitu pada waktu PCM (Pre Construction Meeting). Pembahasan juga semestinya mencakup hal yang lebih luas, yaitu rencana mutu Kontraktor dan Konsultan. Metoda pelaksanaan yang tepat akan menjamin hasil pekerjaan sesuai dengan persyaratan. Demikian juga pengendalian mutu yang tidak hanya berorientasi pada produk akhir tetapi pada setiap tahapan proses pekerjaan akan lebih menjamin tercapainya kualitas yang diinginkan dan menghilangkan resiko kerugian di akhir produk.
10.2 Lingkungan
Pekerjaan campuran beraspal harus memperhatikan dan menjaga kelestarian lingkungan di sekitar lokasi kerja. Persyaratan mengenai dampak lingkungan diuraikan dalam Standar yang terpisah. Beberapa persyaratan yang harus dipenuhi antara lain adalah sebagai berikut : a) Pada saat menetapkan lokasi pendirian unit produksi campuran beraspal (AMP) dan
unit produksi batu (stone crusher) harus telah melaksanakan studi kelayakan AMDAL ( Analisa Mengenai Dampak Lingkungan), UKL (Upaya Kelola Lingkungan), dan UPL (Upaya Penataan Lingkungan), dan telah disetujui oleh instansi yang berwenang.
b) Selama proses produksi polusi udara dan kebisingan yang terjadi harus berada di bawah ambang batas yang disyaratkan. Polusi udara dapat di cegah dengan mengoperasikan pengumpul debu (dust collector) sesuai persyaratan. Limbah dari pengumpul debu jenis basah (wet scrubber dust collector) harus ditampung dalam kolam penampungan.
c) Limbah-limbah lain yang berbahaya harus ditempatkan pada lokasi yang aman sedemikian rupa sehingga tidak mencemari lingkungan.
d) Pada saat pekerjaan selesai dan lokasi kerja akan ditutup, maka daerah bekas lokasi kerja tersebut harus dikembalikan ke fungsinya semula, seperti misalnya kembali menjadi daerah tegalan.
e) Persyaratan-persyaratan yang harus dipenuhi tercantum dalam Keputusan Mentri (KEPMEN) tentang tata cara dan persyaratan teknis penyimpanan dan pengumpulan limbah bahan berbahaya dan beracun, KEPMEN tentang indeks standar pencemaran udara, dan KEPMEN tentang tingkat kebisingan.
10.3 Kesehatan dan keselamatan kerja
Berpegang pada istilah dan definisi di ISO/IEC Guide 51 : 1999 “ safety aspects guidelines for their inclusion in standards”, keselamatan ialah suatu kondisi yang bebas dari resiko cidera (harm) yang tidak dikehendaki, baik terhadap manusia, benda maupun lingkungan. Sementara tingkat keselamatan didefinisikan sebagai suatu tingkat pencapaian keselamatan yang mengacu pada suatu resiko yang dapat diterima, berdasarkan tata nilai masyarakat yang sedang berlaku. Mengingat tata nilai masyarakat berlaku secara universal, maka perlu suatu toleransi yang dapat menjembatani tata nilai tersebut dengan kondisi kultur Indonesia yaitu toleransi resiko. Dalam mengembangkan standar, toleransi resiko menjadi tanggung jawab panitia teknis pengembang standar dengan memperhatikan tujuan dan kesalahan penggunaan barang, proses atau jasa.

197 dari 197
Masalah keselamatan dan kesehatan kerja harus diperhatikan dalam setiap proses pelaksanaan pekerjaan. Alat-alat pengaman (misalnya helm, sarung tangan, rambu-rambu, baju reflektor, lampu penerangan) dan tanda-tanda peringatan harus ada dan berfungsi dengan baik.
Tanda peringatan hendaklah :
- Mudah terlihat, mudah dibaca, tahan lama dan tidak mudah rusak - Ditulis dalam bahasa baku untuk memudahkan bagi yang akan menggunakan
barang, proses atau jasa dimaksud, kecuali bila secara teknis salah satu bahasa tertentu dianggap lebih sesuai.
- Ringkas dan jelas - Menjelaskan tingkat bahaya dan/atau memberikan cara mengurangi resiko.
Persyaratan mengenai keselamatan kerja dan kesehatan harus merujuk pada SNI dan/atau standar internasional yang sesuai.
A-1 dari 14
LAMPIRAN A : DISKUSI
A.1 Bahan campuran beraspal
A.1.1 Agregat
Bentuk agregat dan kekasaran permukaan – Tanpa memperhatikan sumber, metoda pemerosesan dan mineraloginya, agregat yang digunakan dalam campuran beraspal harus memiliki kuat geser yang memadai agar campuran beraspal yang dihasilkan memiliki ketahanan terhadap deformasi. Karena agregat memiliki sifat kohesi yang rendah maka kuat gesernya hanya dihasilkan oleh gesekan internal antar agregat saja. Oleh sebab itu, bentuk agregat dan kekasaran permukaannya merupakan faktor yang dominan yang menentukan ketahanan geser dari agregat tersebut. Agregat yang kubikal dengan tekstur permukaan yang kasar akan memiliki ketahanan geser yang lebih tinggi dibandingkan dengan agregat anguler dengan tekstur permukaan yang licin. Umumnya agregat yang diperoleh dari pemecahan batu gunung yang berlapis dengan alat pemecah batu jenis jaw untuk pemecah pertama dan kedua, hasilnya relatif pipih. Kekerasan agregat – agregat yang digunakan untuk struktur perkerasan jalan khususnya untuk campuran beraspal harus cukup kuat agar tidak mudah pecah. Perubahan gradasi agregat mungkin akan terjadi melampaui batas toleransi yang diijinkan bila persentase agregat yang pecah terlalu tinggi dan sebagai konsekuensinya kadar aspal yang digunakan untuk pembuatan campuran beraspal menjadi kurang memadai untuk bisa menyelimuti dan mengikat agregat sehingga campuran yang dihasilkan akan rentan terhadap disintegrasi dan berdurabilitas rendah. Kebersihan agregat – agregat yang kotor / mengandung kadar lempung yang tinggi akan menyebabkan campuran beraspal mudah retak (retak rambut), akibat dari daya lekat antara aspal dengan agregat terhalangi oleh kotoran/ lempung. A.1.2 Aspal
Sifat-sifat aspal biasanya diuji hanya untuk mengetahui apakah aspal tersebut memenuhi spesifikasi atau tidak. Ada tiga sifat aspal lainnya di luar sifat yang biasanya disyaratkan dalam spesifikasi yang penting untuk diketahui, yaitu kepekaan terhadap temperatur, viskoelastisitas dan penuaan. Ketiga sifat ini penting untuk diketahui karena sangat menentukan kinerja campuran beraspal di lapangan. Kepekaan terhadap temperatur - adalah sensitifitas perubahan sifat viskoelastis aspal akibat perubahan temperatur, sifat ini dinyatakan sebagai indeks penetrasi aspal (IP). Aspal dengan nilai IP yang tinggi akan memiliki kepekaan yang rendah terhadap perubahan temperatur. Oleh sebab itu, campuran yang dibuat dari aspal dengan nilai IP yang tinggi akan memiliki rentang temperatur pencampuran dan pemadatan yang lebih lebar dari campuran yang dibuat dari aspal dengan nilai IP yang rendah. Nilai IP aspal dapat juga digunakan untuk mempredikasi ketahanan campuran terhadap deformasi. Aspal dengan tingkat kekerasan atau nilai penentrasi yang sama belum tentu memiliki nilai IP yang sama. Sebaliknya, aspal dengan nilai IP yang sama belum tentu memiliki tingkat kekerasan yang sama. Pada aspal dengan IP yang sama, semakin tinggi tingkat kekerasan aspal (nilai penetrasi rendah) semakin tinggi ketahanan campuran beraspal yang dihasilkannya terhadap deformasi. Viskoelastisitas aspal – Aspal adalah suatu material yang bersifat viskoelastis dimana sifatnya akan berubah tergantung pada temperatur atau waktu pembebanan. Sifat
A-2 dari 14
viskoelastis aspal penting diketahui untuk menentukan pada temperatur berapa pencampuran aspal dengan agregat harus dilakukan agar didapatkan campuran yang homogen dimana semua permukaan agregat dapat terselimuti oleh film aspal secara merata dan aspalnya mampu masuk ke dalam pori-pori agregat sehingga membentuk ikatan kohesi yang kuat. Selain itu, pengetahuan tentang sifat viskoelastis aspal juga berguna untuk mengetahui pada temperatur berapa pemadatan dapat dilakukan dan kapan harus dihentikan. Bila pemadatan dilakukan pada temperatur dimana kondisi aspal masih sangat viskos, maka pada saat pemadatan akan terjadi pergeseran campuran beraspal karena campuran tersebut belum cukup kaku untuk memikul beban dari alat pemadat. Sebaliknya, bila pemadatan dilakukan pada temperatur yang sangat rendah dimana campuran sudah bersifat kurang elastis (cukup kaku) maka pemadatan yang diberikan tidak lagi akan menaikan kepadatan campuran tetapi justru akan merusak atau mungkin menghancurkan campuran tersebut. Hal ini disebabkan karena pada campuran beraspal yang sudah cukup kaku, agregat pembentuknya sudah terikat kuat oleh aspal dan aspalnya tidak lagi berfungsi sebagai pelumas untuk relokasi agregat, sehingga energi pemadatan yang diberikan sudah tidak mampu lagi memaksa partikel agregat untuk bergerak mendekat satu dengan yang lainnya tetapi energi ini justru akan menghancurkan ikatan antara agregat dengan aspal yang sudah terbentuk sebelumnya. Penuaan - Aspal adalah suatu bahan pengikat yang bersifat organik, oleh sebab itu aspal akan mudah teroksidasi. Oksidasi yang terjadi akan merubah struktur dan komposisi molekul yang terkandung dalam aspal sehingga aspal menjadi lebih keras dan getas. Selain oksidasi, pengerasan aspal ini juga disebabkan karena hilangnya fraksi minyak ringan yang terkandung dalam aspal. Dua hal inilah yang menyebabkan terjadinya penuaan pada aspal. Penuaan aspal akan terjadi dengan cepat pada temperatur tinggi. Penuaan aspal yang paling tinggi terjadi selama proses pembuatan campuran beraspal di unit pencampuran aspal (AMP), selama pengangkutan dan penghamparannya di lapangan. Oleh sebab itu, lamanya waktu pencampuran aspal dengan agregat di unit pencampura aspal tidak boleh terlalu lama. Campuran beraspal yang diangkut ke lapangan harus ditutup dengan terpal untuk menghambat laju oksidasi pada aspal.
A.2 Pembuatan Formula Campuran Kerja (FCK)
Terdapat beberapa penyimpangan yang terjadi pada saat pembuatan FCK antara lain: - Penggunaan alat pengujian di laboratorium yang tidak standar atau kalibrasi alat
yang sudah kadaluarsa - Pemaksaan gradasi agregat - Pemilihan gradasi agregat yang mengarah ke gradasi kasar - Penentuan berat jenis maksimum campuran beraspal - Jenis pengujian pada bahan yang digunakan tidak dilakukan - Kesalahan perhitungan yang akan menghasilkan VMA yang salah.
A.2.1 Penggunaan alat pengujian yang tidak standar
Semua peralatan uji laboratorium yang digunakan dalam pembuatan Formula Campuran Kerja harus telah memenuhi persyaratan dan telah dikalibrasi sehingga akan menghasilkan hasil uji yang benar dan akurat, namun demikian kenyataan yang terjadi sering terjadi kesalahan-kesalahan, terutama pada:
A-3 dari 14
a) Peralatan uji bahan - Timbangan yang digunakan kadang-kadang kalibrasinya sudah kadaluarsa,
sehingga memperoleh hasil yang tidak akurat. - Alat untuk uji setara pasir yang digunakan tidak sesuai standar, umumnya yang
ditemukan adalah pelampung tidak dapat bergerak bebas. - Saringan untuk pengujian analisa saringan agregat, terutama untuk ukuran
saringan dengan diameter kecil seperti untuk nomor saringan # 30; #50; #100; dan #200.
b) Alat uji Marshall standar: Alat uji Marshall standar digunakan untuk pengujian benda uji campuran beraspal dengan diameter terbesar agregat 25,4 mm. Proses pengujian Marshall dimulai dengan pembuatan benda uji dengan menggunakan alat penumbuk. Alat penumbuk untuk memperoleh benda uji merupakan hal yang menentukan benar tidaknya hasil pengujian yang akan berkaitan dengan pembuatan FCK dan pengendalian mutu di lapangan. Kesalahan yang sering terjadi pada alat tumbuk antara lain:
- Tinggi jatuh alat tumbuk (hammer) untuk memperoleh benda uji sering tidak standar dari yang seharusnya 457 mm ± 15,24 mm.
- Berat dari alat tumbuk (hammer) sering tidak standar dari yang seharusnya 4,536 kg, ± 9 gram.
- Landasan pemadat yang tidak standar, dimana seharusnya dibuat dari bahan kayu dengan kepadatan bahan 0,67 – 0,77 kg/cm3.
- Cetakan benda uji sering tidak sesuai dengan ukuran yang telah ditetapkan; diameter 101,6 mm dan tinggi 76,2 mm
Dengan ketidaksesuaian alat pemadat benda uji tersebut akan menghasilkan tenaga pemadatan dan kepadatan benda uji yang tidak sesuai dengan yang seharusnya, sehingga akan diperoleh hasil yang salah pada uji stabilitas dari pelelehan (flow) serta perhitungan volumetrik yang diperoleh, selain itu keliru dalam menentukan derajat kepadatan lapangan saat pengendalian mutu. Disamping alat pemadat benda uji sering dijumpai alat penguji untuk penentuan stabilitas dan pelelehan (flow) yang tidak memenuhi syarat, yang sering terjadi adalah telah kadaluarsanya kalibrasi alat proving ring dan dial pengukur, sehingga hasil yang diperoleh kadang-kadang tidak menunjukkan yang sebenarnya. Hasil yang diperoleh dengan pengunaan alat yang salah akan mengakibatkan penentuan kadar aspal optimum dalam rangkaian kegiatan pembuatan FCK akan salah juga.
c) Alat uji Marshall modifikasi: Alat uji Marshall modifikasi digunakan untuk pengujian benda uji campuran beraspal dengan diameter terbesar agregat lebih besar dari 25,4 mm, seperti untuk pengujian AC-base, namun demikian sering terjadi pembuatan FCK AC-base dengan diameter terbesar agregat lebih besar dari 25,4 mm menggunakan alat uji Marshall standar, dimana hal tersebut merupakan hal yang sangat salah karena menyangkut tenaga pemadatan yang harus diberikan. Proses pengujian Marshall dimulai dengan pembuatan benda uji dengan menggunakan alat tumbuk. Alat penumbuk untuk memperoleh benda uji merupakan hal yang menentukan benar tidaknya hasil pengujian yang akan berkaitan dengan
A-4 dari 14
pembuatan FCK dan pengendalian mutu di lapangan . Kesalahan yang sering terjadi pada alat tumbuk antara lain:
- Tinggi jatuh alat tumbuk (hammer) untuk memperoleh benda uji sering tidak standar dari yang seharusnya 457,2 mm ± 2,25 mm.
- Berat dari alat tumbuk (hammer) sering tidak standar dari yang seharusnya 10,21 kg, ± 10 gram.
- Landasan pemadat yang tidak standar, dimana seharusnya dibuat dari bahan kayu dengan kepadatan bahan 0,67 – 0,77 kg/cm3 ± 0,3 mm.
- Cetakan benda uji sering tidak sesuai dengan ukuran yang telah ditetapkan; diameter dalam 151,6 mm ± 0,3 mm dan tinggi 114,3 mm ± 0,3 mm
d) Alat pengujian berat jenis maksimum campuran (Gmm): - Pompa isap yang digunakan sering tidak yang seharusnya mempunyai kapasitas
isap di atas 1 atmosfir. - Labu untuk pengujian sering tidak yang seharusnya mempunyai kapasitas di
atas 2 liter Berat jenis maksimum campuran yang diperoleh dengan alat uji keliru tersebut akan terjadi kesalahan sehingga akan menghasilkan perhitungan volumetrik yang salah.
e) Pedoman yang harus disiapkan Sering terjadi pada laboratorium proyek yang ditugasi untuk membuat FCK tidak tersedia buku-buku pedoman yang seharusnya tersedia, sehingga teknisi laboratorium kadang-kadang tidak mengetahui secara benar standar pengujian yang seharusnya dilakukan.
f) Personil Pembuatan FCK dimulai dari pengambilan sampel (sampling) dari bahan yang akan diperiksa, sering terjadi personil karena ketidatahuannya tidak melakukan sampling sesuai dengan standar, sehingga contoh yang diuji tidak sesuai dengan yang digunakan pada saat pencampuran dan penghamparan di lapangan, sehingga hasil yang diperoleh akan jauh menyimpang dari campuran rencana yang telah dibuat. Kadang-kadang dijumpai teknisi laboratorium yang tidak begitu paham tentang yang dikerjakannya untuk penentuan kadar aspal, dimana penentuan kadar aspal optimum hanya ditentukan dari hubungan antara nilai stabilitas dengan variasi kadar aspal tanpa memperhatikan nilai lain seperti VIM, VMA, dan VFB. Disamping itu unsur-unsur proyek yang membutuhkan FCK masih menganggap bahwa FCK itu hanya merupakan rencana campuran saja, tidak dilengkapi dengan percobaan pencampuran dan pemadatan di lapangan, sehingga akan mengakibatkan kesalahan dan pemborosan pada saat pelaksanaan seperti terjadinya penyimpangan gradasi, penyimpangan kadar aspal, penyimpangan kepadatan yang diluar toleransi, selain itu juga terjadi over flow dan over size pada saat pencampuran sehingga menjadi boros.
A.2.2 Pemaksaan gradasi agregat Akibat dari ketidak sediaan bahan agregat yang sesuai dengan spesifikasi serta pengambilan sampel yang salah, menyebabkan gradasi yang digunakan di lapangan tidak sesuai dengan gradasi yang diuji saat dilakukan pembuatan FCK. Contohnya apabila pada saat pembuatan FCK Laston digunakan agregat dengan gradasi memotong kurva Fuller, sementara gradasi campuran yang terpasang di lapangan berada di atas kurva Fuller,dimana hal ini selain proses pengendalian mutu tidak berjalan lancar juga akan terjadi overflow saat proses pencampuran di AMP.
A-5 dari 14
A.2.3 Pemilihan gradasi agregat yang mengarah ke gradasi kasar
Dalam pembuatan FCK, seringkali dijumpai teknisi laboratorium mengarahkan pembuatan FCK Laston atau binder menggunakan agregat dengan gradasi yang memotong kurva Fuller di atas saringan No. 4 (Misalnya pada saringan No. 3/8), hal ini dilakukan dengan pertimbangan agregat dengan fraksi tersebut tersedia cukup banyak, namun meskipun hal ini tidak menyimpang dari spesifikasi gradasi yang ada, akan terjadi pemisahan butir dan kesulitan dalam hal pemadatan di lapangan.
Dengan tidak tercapainya kepadatan lapangan sesuai persyaratan akan mengakibatkan rentan terhadap terjadinya retak, dari beberapa literatur menyatakan bahwa untuk lapisan beraspal dengan kadar rongga (VIM) di atas 9% mempunyai peluang lima kali lebih besar untuk terjadinya retak dibanding dengan lapisan dengan VIM yang lebih kecil dari 9%.
A.2.4 Penentuan berat jenis maksimum campuran beraspal Dalam pembuatan FCK di masa lampau sekitar tahun delapan puluhan, para teknisi masih menggunakan berat jenis maksimum campuran beraspal yang sudah dipadatkan dengan menghitung secara teoritis dan pada sekitar tahun delapanpuluh limaan sampai sekarang masih menggunakan berat jenis efektif yang dihitung berdasarkan asumsi bahwa rongga dalam campuran akan terisi aspal sekitar 50% dari rongga dalam campuran, sehingga bila dalam persamaan berat jenis efektif akan diperoleh:
BJ efektif = (BJ bulk + Bj app)/2
Apabila berat jenis efektif diperoleh berdasarkan berat jenis maksimum campuran yang telah dipadatkan dapat dihitung dengan persamaan:
BJ efektif = % agregat dalam campuran / ((100/Gmm) – (% aspal/BJ aspal)
Berat jenis maksimum dari campuran yang telah dipadatkan diuji dengan metode AASHTO T 209. Keharusan menggunakan Gmm sebagai dasar perhitungan untuk memperoleh berat jenis efektif ini mempunyai alasan bahwa terisinya rongga pada campuran beraspal yang telah dipadatkan sebenarnya tidak sesuai yang diperkirakan, kadang-kadang prosentase aspal dalam campuran tidak sampai 50% dari rongga yang tersedia. Dengan perbedaan perhitungan berat jenis efektif akan terjadi perbedaan hasil perhitungan VIM dan VFB seperti berikut:
Tabel A.1 Kesalahan penentuan nilai Berat jenis efektif Metoda pengujian VIM VFB
Untuk memperoleh BJ eff. K.asp 5% K.asp 6% K.asp 7% K.asp 5% K.asp 6% K.asp 7%
Berdasarkan bulk 7,92 4,66 2,36 58,83 74,17 87,01
Berdasarkan BJ eff. hitung 9,28 6,28 3,97 50,20 65,21 78,09
Berdasarkan BJ eff,Gmm 8,65 5,65 3,34 53,58 68,72 81,58 Sumber : Nyoman Suaryana, 2002
Data di atas menunjukkan bahwa perbedaan anggapan dalam penentuan BJ efektif akan memberikan perbedaan nilai VIM dan VFB pada hasil yang diperoleh. Untuk penentuan nilai VFB berdasarkan BJ bulk, persyaratan yang diacu harus mempunyai nilai minimum yang lebih tinggi dibandingkan dengan persyaratan pada penentuan nilai VFB berdasarkan Gmm, karena hasil pengujian Gmm mempunyai nilai rongga sama dengan nol.
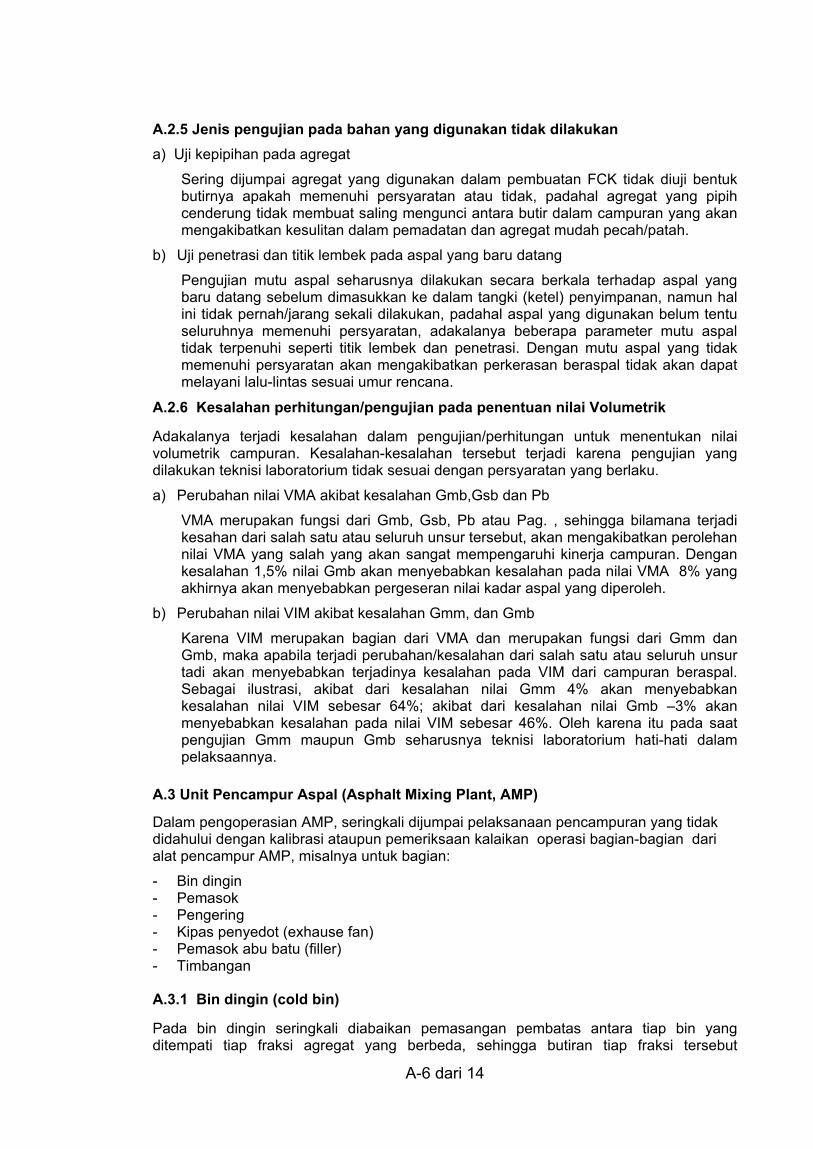
A-6 dari 14
A.2.5 Jenis pengujian pada bahan yang digunakan tidak dilakukan a) Uji kepipihan pada agregat
Sering dijumpai agregat yang digunakan dalam pembuatan FCK tidak diuji bentuk butirnya apakah memenuhi persyaratan atau tidak, padahal agregat yang pipih cenderung tidak membuat saling mengunci antara butir dalam campuran yang akan mengakibatkan kesulitan dalam pemadatan dan agregat mudah pecah/patah.
b) Uji penetrasi dan titik lembek pada aspal yang baru datang Pengujian mutu aspal seharusnya dilakukan secara berkala terhadap aspal yang baru datang sebelum dimasukkan ke dalam tangki (ketel) penyimpanan, namun hal ini tidak pernah/jarang sekali dilakukan, padahal aspal yang digunakan belum tentu seluruhnya memenuhi persyaratan, adakalanya beberapa parameter mutu aspal tidak terpenuhi seperti titik lembek dan penetrasi. Dengan mutu aspal yang tidak memenuhi persyaratan akan mengakibatkan perkerasan beraspal tidak akan dapat melayani lalu-lintas sesuai umur rencana.
A.2.6 Kesalahan perhitungan/pengujian pada penentuan nilai Volumetrik
Adakalanya terjadi kesalahan dalam pengujian/perhitungan untuk menentukan nilai volumetrik campuran. Kesalahan-kesalahan tersebut terjadi karena pengujian yang dilakukan teknisi laboratorium tidak sesuai dengan persyaratan yang berlaku. a) Perubahan nilai VMA akibat kesalahan Gmb,Gsb dan Pb
VMA merupakan fungsi dari Gmb, Gsb, Pb atau Pag. , sehingga bilamana terjadi kesahan dari salah satu atau seluruh unsur tersebut, akan mengakibatkan perolehan nilai VMA yang salah yang akan sangat mempengaruhi kinerja campuran. Dengan kesalahan 1,5% nilai Gmb akan menyebabkan kesalahan pada nilai VMA 8% yang akhirnya akan menyebabkan pergeseran nilai kadar aspal yang diperoleh.
b) Perubahan nilai VIM akibat kesalahan Gmm, dan Gmb Karena VIM merupakan bagian dari VMA dan merupakan fungsi dari Gmm dan Gmb, maka apabila terjadi perubahan/kesalahan dari salah satu atau seluruh unsur tadi akan menyebabkan terjadinya kesalahan pada VIM dari campuran beraspal. Sebagai ilustrasi, akibat dari kesalahan nilai Gmm 4% akan menyebabkan kesalahan nilai VIM sebesar 64%; akibat dari kesalahan nilai Gmb –3% akan menyebabkan kesalahan pada nilai VIM sebesar 46%. Oleh karena itu pada saat pengujian Gmm maupun Gmb seharusnya teknisi laboratorium hati-hati dalam pelaksaannya.
A.3 Unit Pencampur Aspal (Asphalt Mixing Plant, AMP)
Dalam pengoperasian AMP, seringkali dijumpai pelaksanaan pencampuran yang tidak didahului dengan kalibrasi ataupun pemeriksaan kalaikan operasi bagian-bagian dari alat pencampur AMP, misalnya untuk bagian: - Bin dingin - Pemasok - Pengering - Kipas penyedot (exhause fan) - Pemasok abu batu (filler) - Timbangan
A.3.1 Bin dingin (cold bin)
Pada bin dingin seringkali diabaikan pemasangan pembatas antara tiap bin yang ditempati tiap fraksi agregat yang berbeda, sehingga butiran tiap fraksi tersebut
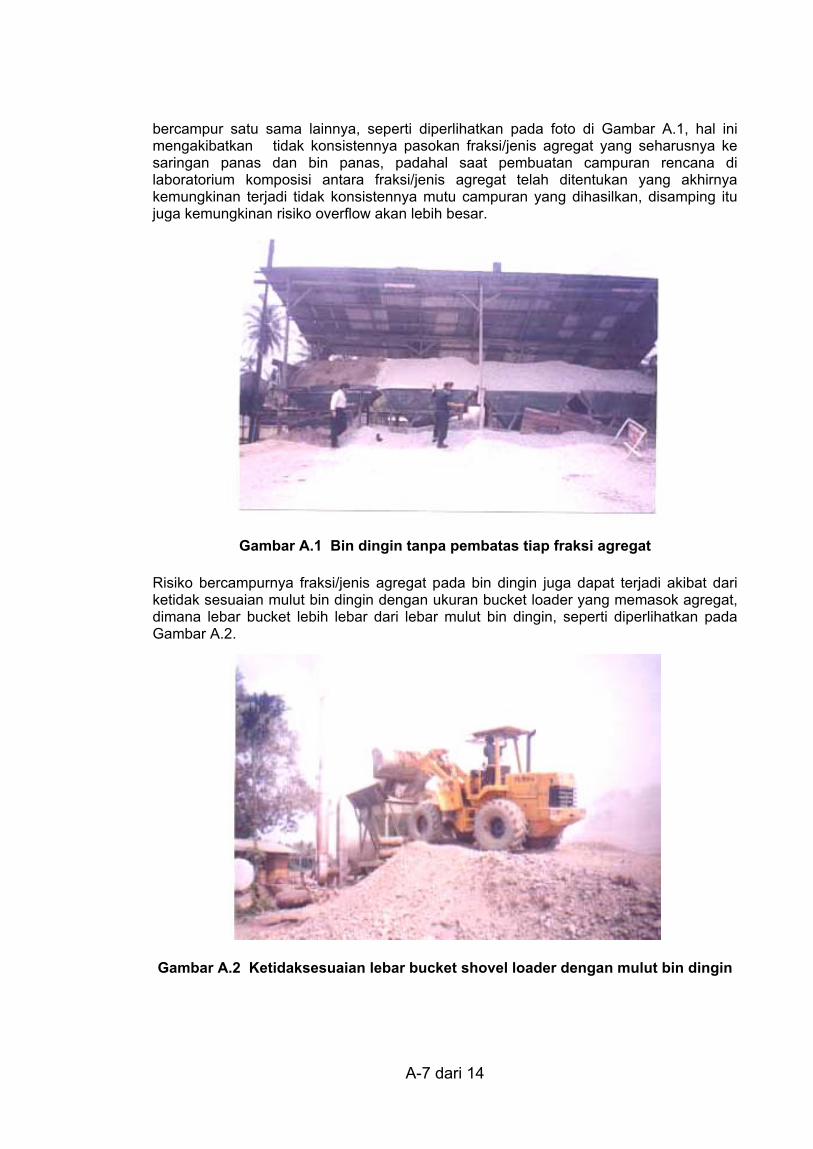
A-7 dari 14
bercampur satu sama lainnya, seperti diperlihatkan pada foto di Gambar A.1, hal ini mengakibatkan tidak konsistennya pasokan fraksi/jenis agregat yang seharusnya ke saringan panas dan bin panas, padahal saat pembuatan campuran rencana di laboratorium komposisi antara fraksi/jenis agregat telah ditentukan yang akhirnya kemungkinan terjadi tidak konsistennya mutu campuran yang dihasilkan, disamping itu juga kemungkinan risiko overflow akan lebih besar.
Gambar A.1 Bin dingin tanpa pembatas tiap fraksi agregat
Risiko bercampurnya fraksi/jenis agregat pada bin dingin juga dapat terjadi akibat dari ketidak sesuaian mulut bin dingin dengan ukuran bucket loader yang memasok agregat, dimana lebar bucket lebih lebar dari lebar mulut bin dingin, seperti diperlihatkan pada Gambar A.2.
Gambar A.2 Ketidaksesuaian lebar bucket shovel loader dengan mulut bin dingin
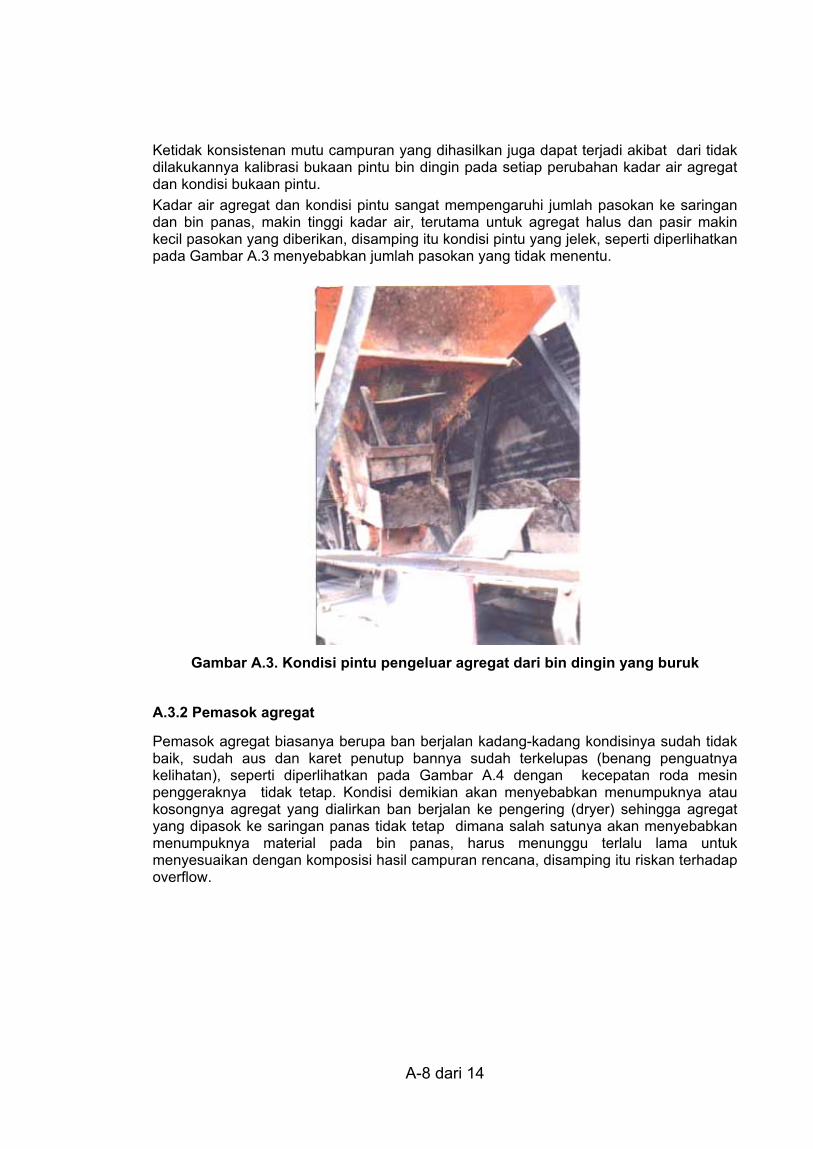
A-8 dari 14
Ketidak konsistenan mutu campuran yang dihasilkan juga dapat terjadi akibat dari tidak dilakukannya kalibrasi bukaan pintu bin dingin pada setiap perubahan kadar air agregat dan kondisi bukaan pintu. Kadar air agregat dan kondisi pintu sangat mempengaruhi jumlah pasokan ke saringan dan bin panas, makin tinggi kadar air, terutama untuk agregat halus dan pasir makin kecil pasokan yang diberikan, disamping itu kondisi pintu yang jelek, seperti diperlihatkan pada Gambar A.3 menyebabkan jumlah pasokan yang tidak menentu.
Gambar A.3. Kondisi pintu pengeluar agregat dari bin dingin yang buruk
A.3.2 Pemasok agregat
Pemasok agregat biasanya berupa ban berjalan kadang-kadang kondisinya sudah tidak baik, sudah aus dan karet penutup bannya sudah terkelupas (benang penguatnya kelihatan), seperti diperlihatkan pada Gambar A.4 dengan kecepatan roda mesin penggeraknya tidak tetap. Kondisi demikian akan menyebabkan menumpuknya atau kosongnya agregat yang dialirkan ban berjalan ke pengering (dryer) sehingga agregat yang dipasok ke saringan panas tidak tetap dimana salah satunya akan menyebabkan menumpuknya material pada bin panas, harus menunggu terlalu lama untuk menyesuaikan dengan komposisi hasil campuran rencana, disamping itu riskan terhadap overflow.
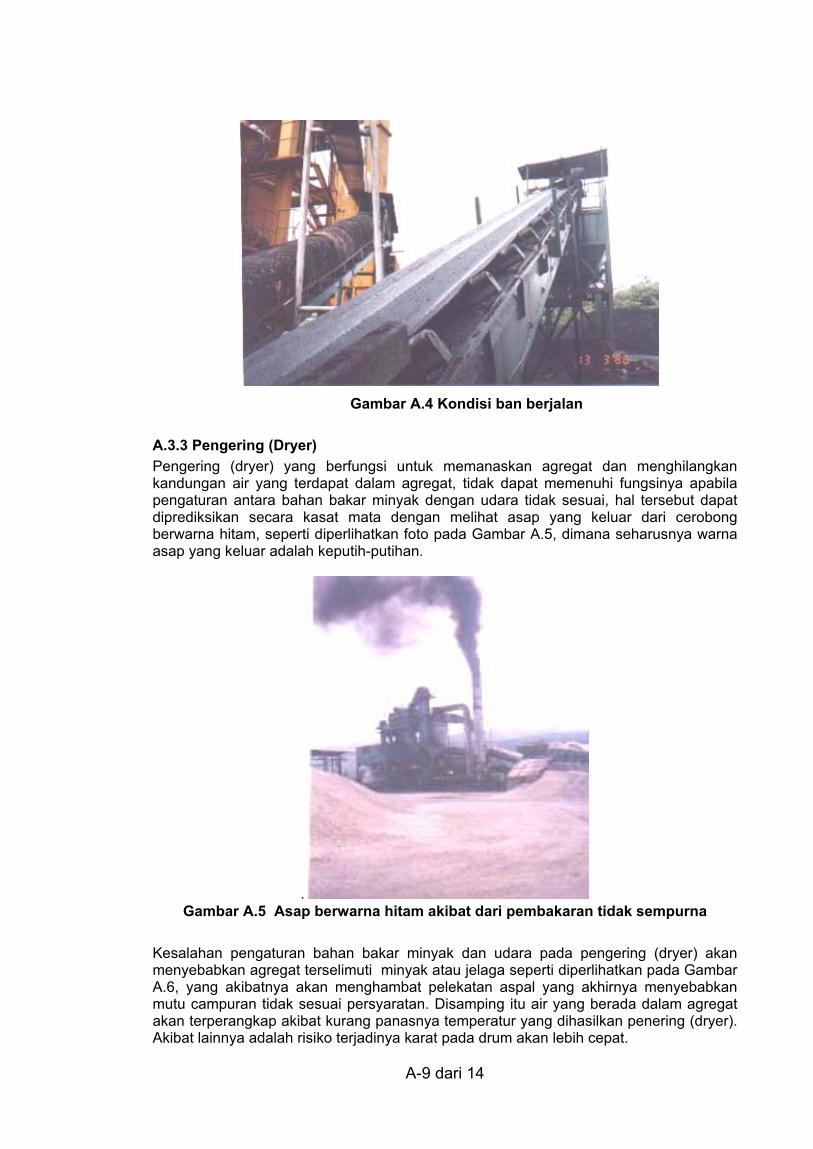
A-9 dari 14
Gambar A.4 Kondisi ban berjalan
A.3.3 Pengering (Dryer) Pengering (dryer) yang berfungsi untuk memanaskan agregat dan menghilangkan kandungan air yang terdapat dalam agregat, tidak dapat memenuhi fungsinya apabila pengaturan antara bahan bakar minyak dengan udara tidak sesuai, hal tersebut dapat diprediksikan secara kasat mata dengan melihat asap yang keluar dari cerobong berwarna hitam, seperti diperlihatkan foto pada Gambar A.5, dimana seharusnya warna asap yang keluar adalah keputih-putihan.
. Gambar A.5 Asap berwarna hitam akibat dari pembakaran tidak sempurna
Kesalahan pengaturan bahan bakar minyak dan udara pada pengering (dryer) akan menyebabkan agregat terselimuti minyak atau jelaga seperti diperlihatkan pada Gambar A.6, yang akibatnya akan menghambat pelekatan aspal yang akhirnya menyebabkan mutu campuran tidak sesuai persyaratan. Disamping itu air yang berada dalam agregat akan terperangkap akibat kurang panasnya temperatur yang dihasilkan penering (dryer). Akibat lainnya adalah risiko terjadinya karat pada drum akan lebih cepat.
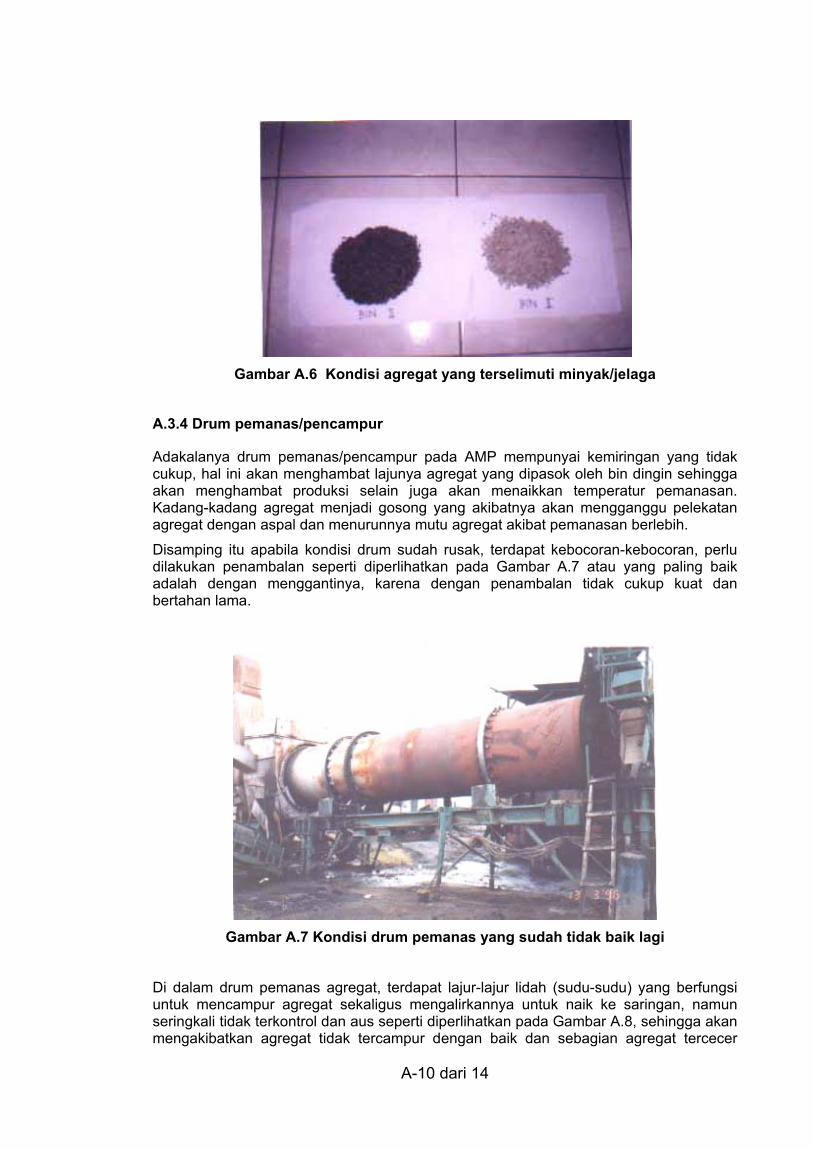
A-10 dari 14
Gambar A.6 Kondisi agregat yang terselimuti minyak/jelaga
A.3.4 Drum pemanas/pencampur
Adakalanya drum pemanas/pencampur pada AMP mempunyai kemiringan yang tidak cukup, hal ini akan menghambat lajunya agregat yang dipasok oleh bin dingin sehingga akan menghambat produksi selain juga akan menaikkan temperatur pemanasan. Kadang-kadang agregat menjadi gosong yang akibatnya akan mengganggu pelekatan agregat dengan aspal dan menurunnya mutu agregat akibat pemanasan berlebih. Disamping itu apabila kondisi drum sudah rusak, terdapat kebocoran-kebocoran, perlu dilakukan penambalan seperti diperlihatkan pada Gambar A.7 atau yang paling baik adalah dengan menggantinya, karena dengan penambalan tidak cukup kuat dan bertahan lama.
Gambar A.7 Kondisi drum pemanas yang sudah tidak baik lagi
Di dalam drum pemanas agregat, terdapat lajur-lajur lidah (sudu-sudu) yang berfungsi untuk mencampur agregat sekaligus mengalirkannya untuk naik ke saringan, namun seringkali tidak terkontrol dan aus seperti diperlihatkan pada Gambar A.8, sehingga akan mengakibatkan agregat tidak tercampur dengan baik dan sebagian agregat tercecer
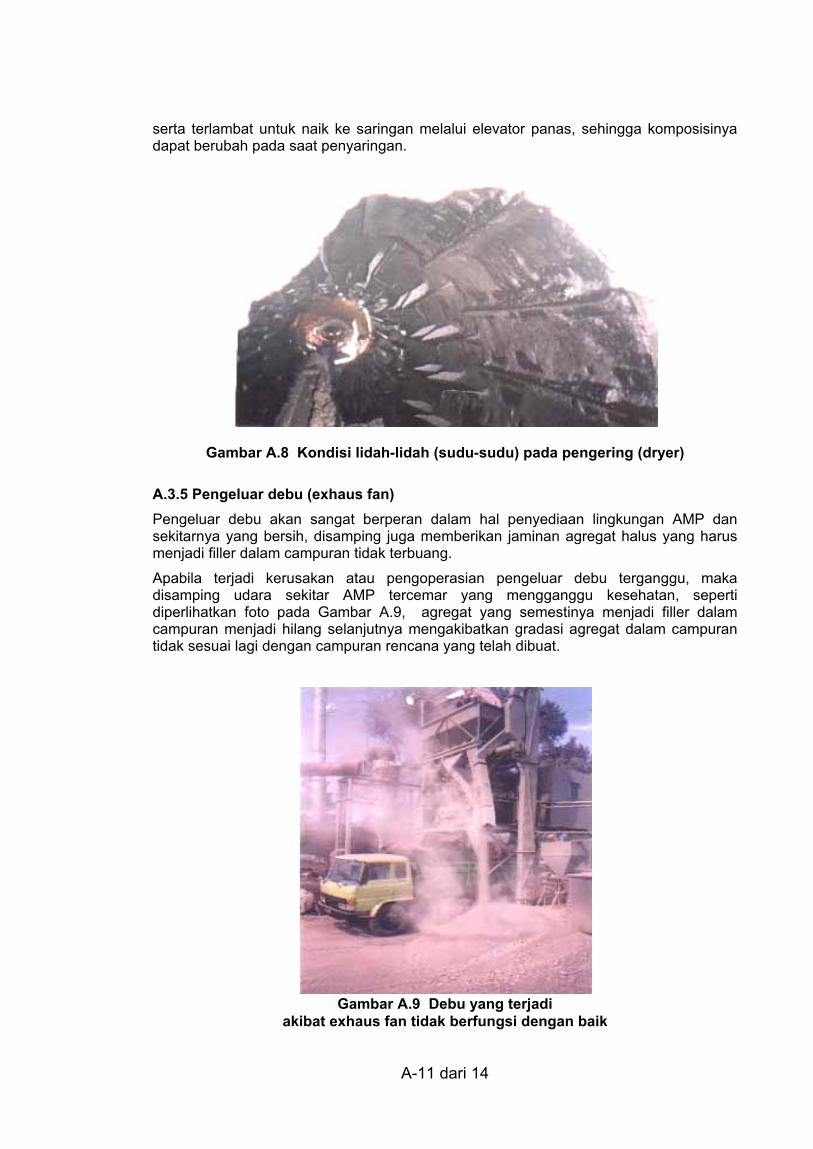
A-11 dari 14
serta terlambat untuk naik ke saringan melalui elevator panas, sehingga komposisinya dapat berubah pada saat penyaringan.
Gambar A.8 Kondisi lidah-lidah (sudu-sudu) pada pengering (dryer)
A.3.5 Pengeluar debu (exhaus fan) Pengeluar debu akan sangat berperan dalam hal penyediaan lingkungan AMP dan sekitarnya yang bersih, disamping juga memberikan jaminan agregat halus yang harus menjadi filler dalam campuran tidak terbuang. Apabila terjadi kerusakan atau pengoperasian pengeluar debu terganggu, maka disamping udara sekitar AMP tercemar yang mengganggu kesehatan, seperti diperlihatkan foto pada Gambar A.9, agregat yang semestinya menjadi filler dalam campuran menjadi hilang selanjutnya mengakibatkan gradasi agregat dalam campuran tidak sesuai lagi dengan campuran rencana yang telah dibuat.
Gambar A.9 Debu yang terjadi
akibat exhaus fan tidak berfungsi dengan baik
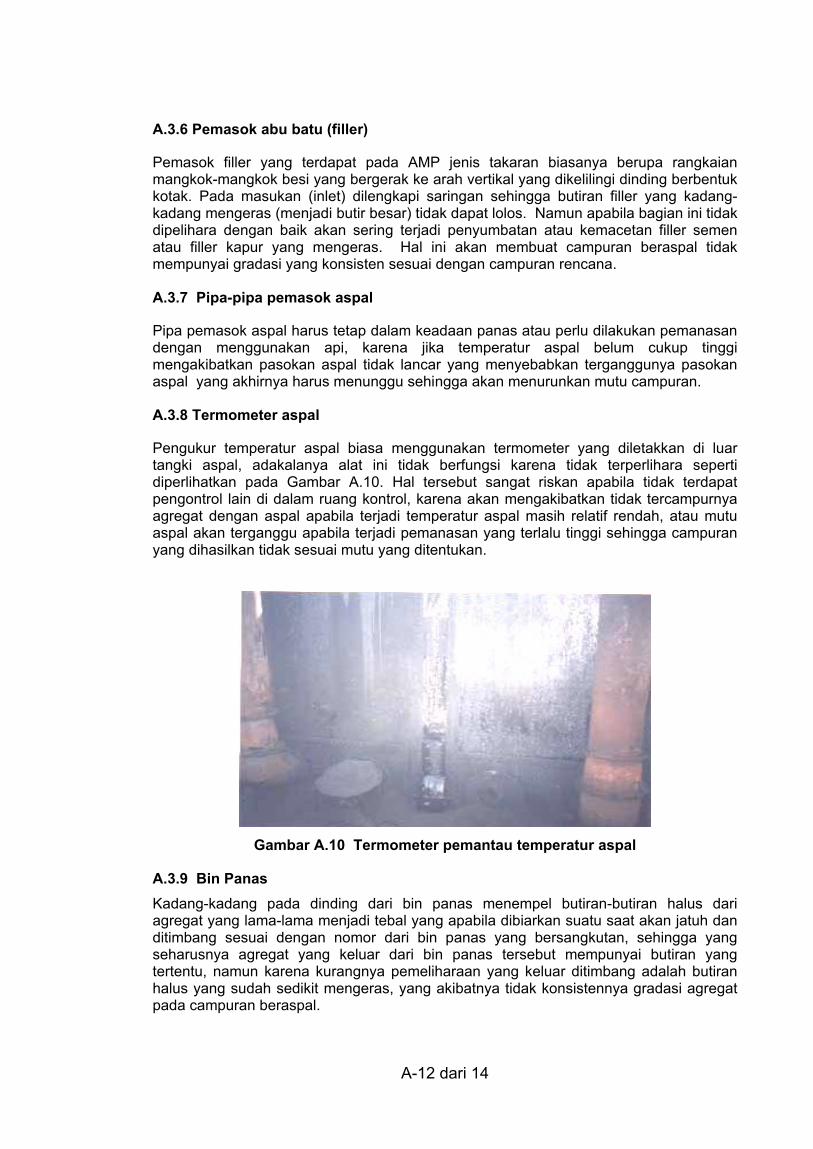
A-12 dari 14
A.3.6 Pemasok abu batu (filler)
Pemasok filler yang terdapat pada AMP jenis takaran biasanya berupa rangkaian mangkok-mangkok besi yang bergerak ke arah vertikal yang dikelilingi dinding berbentuk kotak. Pada masukan (inlet) dilengkapi saringan sehingga butiran filler yang kadang-kadang mengeras (menjadi butir besar) tidak dapat lolos. Namun apabila bagian ini tidak dipelihara dengan baik akan sering terjadi penyumbatan atau kemacetan filler semen atau filler kapur yang mengeras. Hal ini akan membuat campuran beraspal tidak mempunyai gradasi yang konsisten sesuai dengan campuran rencana.
A.3.7 Pipa-pipa pemasok aspal
Pipa pemasok aspal harus tetap dalam keadaan panas atau perlu dilakukan pemanasan dengan menggunakan api, karena jika temperatur aspal belum cukup tinggi mengakibatkan pasokan aspal tidak lancar yang menyebabkan terganggunya pasokan aspal yang akhirnya harus menunggu sehingga akan menurunkan mutu campuran.
A.3.8 Termometer aspal
Pengukur temperatur aspal biasa menggunakan termometer yang diletakkan di luar tangki aspal, adakalanya alat ini tidak berfungsi karena tidak terperlihara seperti diperlihatkan pada Gambar A.10. Hal tersebut sangat riskan apabila tidak terdapat pengontrol lain di dalam ruang kontrol, karena akan mengakibatkan tidak tercampurnya agregat dengan aspal apabila terjadi temperatur aspal masih relatif rendah, atau mutu aspal akan terganggu apabila terjadi pemanasan yang terlalu tinggi sehingga campuran yang dihasilkan tidak sesuai mutu yang ditentukan.
Gambar A.10 Termometer pemantau temperatur aspal
A.3.9 Bin Panas Kadang-kadang pada dinding dari bin panas menempel butiran-butiran halus dari agregat yang lama-lama menjadi tebal yang apabila dibiarkan suatu saat akan jatuh dan ditimbang sesuai dengan nomor dari bin panas yang bersangkutan, sehingga yang seharusnya agregat yang keluar dari bin panas tersebut mempunyai butiran yang tertentu, namun karena kurangnya pemeliharaan yang keluar ditimbang adalah butiran halus yang sudah sedikit mengeras, yang akibatnya tidak konsistennya gradasi agregat pada campuran beraspal.
A-13 dari 14
A.3.10 Timbangan
Timbangan untuk agregat dan aspal harus dikalibrasi setiap tahun karena kadang-kadang tuas timbangan terganggu gerakannya karena terhalang oleh butir agregat sehingga meskipun angka pada skala timbangan menunjukkan sesuai proporsi yang telah ditentukan, akhirnya proporsi yang telah ditentukan menjadi salah.
Gambar A.11 Foto Timbangan yang berskala
A.3.11 Pencampur (Mixer/pugmill) Keberhasilan pencampuran pada AMP adalah pada kondisi pencampur, salah satunya adalah pada kondisi pedal mixer, jangan sampai terjadi pedal mixer mengalami aus, disamping itu diperlukan pembersihan berkala pada ruang pencampur sehingga tidak terjadi penepelan material pada dinding dan pedal yang berlebihan seperti diperlihatkan pada Gambar A.12.
Gambar A.12 Kondisi pedal dan dinding pencampur (mixer/pugmill)

A-14 dari 14
A.3.12 Pekerjaan Pembersihan AMP Jangan sekali-kali membersihkan AMP selesai operasi dengan minyak solar atau sejenisnya apabila AMP masih dalam keadaan panas karena telah beberapa kali terjadi kasus kebakaran dari AMP.
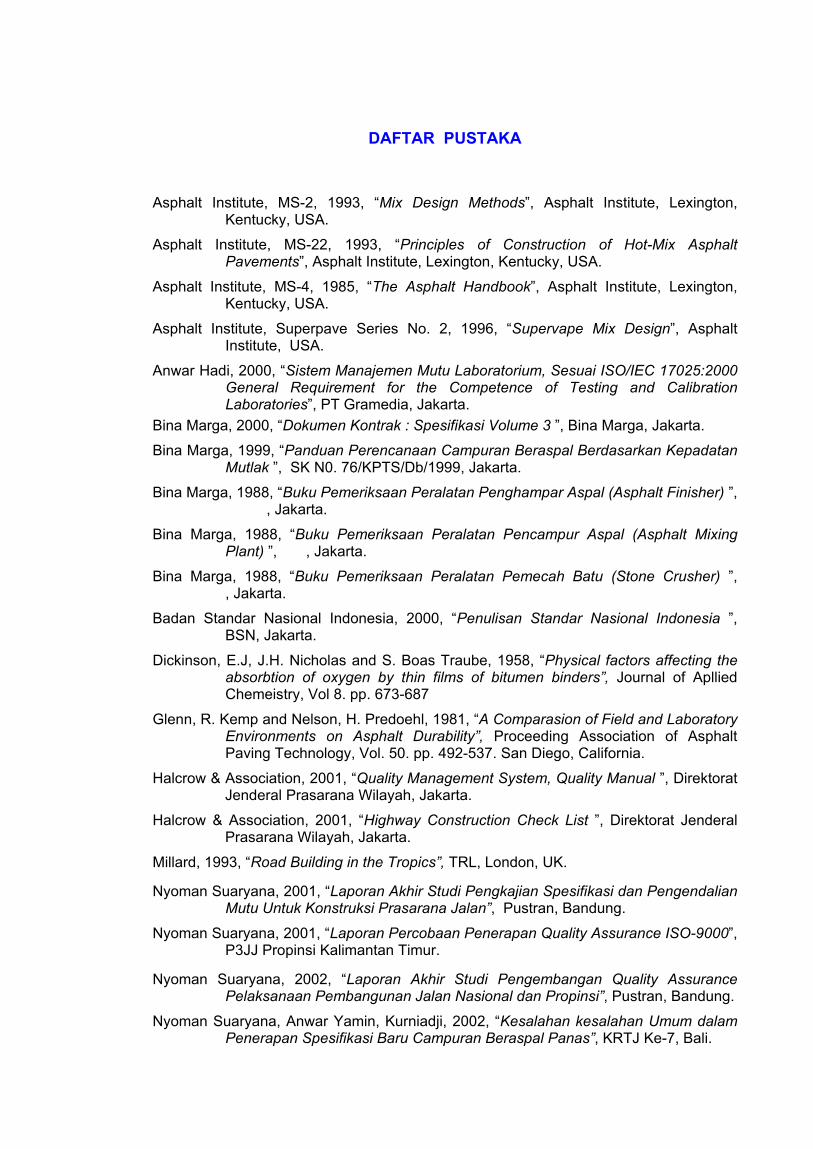
DAFTAR PUSTAKA Asphalt Institute, MS-2, 1993, “Mix Design Methods”, Asphalt Institute, Lexington,
Kentucky, USA. Asphalt Institute, MS-22, 1993, “Principles of Construction of Hot-Mix Asphalt
Pavements”, Asphalt Institute, Lexington, Kentucky, USA. Asphalt Institute, MS-4, 1985, “The Asphalt Handbook”, Asphalt Institute, Lexington,
Kentucky, USA. Asphalt Institute, Superpave Series No. 2, 1996, “Supervape Mix Design”, Asphalt
Institute, USA. Anwar Hadi, 2000, “Sistem Manajemen Mutu Laboratorium, Sesuai ISO/IEC 17025:2000
General Requirement for the Competence of Testing and Calibration Laboratories”, PT Gramedia, Jakarta.
Bina Marga, 2000, “Dokumen Kontrak : Spesifikasi Volume 3 ”, Bina Marga, Jakarta. Bina Marga, 1999, “Panduan Perencanaan Campuran Beraspal Berdasarkan Kepadatan
Mutlak ”, SK N0. 76/KPTS/Db/1999, Jakarta. Bina Marga, 1988, “Buku Pemeriksaan Peralatan Penghampar Aspal (Asphalt Finisher) ”,
, Jakarta. Bina Marga, 1988, “Buku Pemeriksaan Peralatan Pencampur Aspal (Asphalt Mixing
Plant) ”, , Jakarta. Bina Marga, 1988, “Buku Pemeriksaan Peralatan Pemecah Batu (Stone Crusher) ”,
, Jakarta. Badan Standar Nasional Indonesia, 2000, “Penulisan Standar Nasional Indonesia ”,
BSN, Jakarta. Dickinson, E.J, J.H. Nicholas and S. Boas Traube, 1958, “Physical factors affecting the
absorbtion of oxygen by thin films of bitumen binders”, Journal of Apllied Chemeistry, Vol 8. pp. 673-687
Glenn, R. Kemp and Nelson, H. Predoehl, 1981, “A Comparasion of Field and Laboratory Environments on Asphalt Durability”, Proceeding Association of Asphalt Paving Technology, Vol. 50. pp. 492-537. San Diego, California.
Halcrow & Association, 2001, “Quality Management System, Quality Manual ”, Direktorat Jenderal Prasarana Wilayah, Jakarta.
Halcrow & Association, 2001, “Highway Construction Check List ”, Direktorat Jenderal Prasarana Wilayah, Jakarta.
Millard, 1993, “Road Building in the Tropics”, TRL, London, UK.
Nyoman Suaryana, 2001, “Laporan Akhir Studi Pengkajian Spesifikasi dan Pengendalian Mutu Untuk Konstruksi Prasarana Jalan”, Pustran, Bandung.
Nyoman Suaryana, 2001, “Laporan Percobaan Penerapan Quality Assurance ISO-9000”, P3JJ Propinsi Kalimantan Timur.
Nyoman Suaryana, 2002, “Laporan Akhir Studi Pengembangan Quality Assurance Pelaksanaan Pembangunan Jalan Nasional dan Propinsi”, Pustran, Bandung.
Nyoman Suaryana, Anwar Yamin, Kurniadji, 2002, “Kesalahan kesalahan Umum dalam Penerapan Spesifikasi Baru Campuran Beraspal Panas”, KRTJ Ke-7, Bali.
Nevizond Chatab, 1997, “Mendokumentasi Sistem mutu ISO 9000”, ANDI, Yogyakarta.
Pustran, 1997, “Buku Kalibrasi Peralatan Konstruksi Jalan (Unit Asphalt Mixing Plant) ”, Pustran, Bandung.
Richard Barret Clements, 1993, “Quality Manager’s, Complete Guide to ISO 9000”, Prentice Hall, New Jersey
RN 31, 1993, “A Guide to the Structural Design of Bituminous-Surfaced Roads in Tropical and Sub-tropical Countries”, TRL, London, UK.
Shell, 1995, “The Shell Bitumen Industruial Handbook”, Shell Bitumen, UK.
SNI 19-17025-2000 “ Persyaratan Umum Kompetensi Laboratorium Pengujian dan Laboratorium Kalibrasi ”, BSN, Jakarta.
Suhawono, 1994 “ Program Apresiasi Pengendalian Mutu Terpadu, Gugus Kendali Mutu dan ISO -9000 ”, Yayasan Manajemen Mutu Indonesia, Jakarta.
US Army, Handbook 2000 “ Hot-Mix Asphalt Paving ”, US Army Corps of Engineers, USA.
Yaw, A. Tuffour, Ilan Ishai and Joseph Craus, 1985 “ Relating Asphalt Aging and Durability to its Compositional Change ”, Proceeding of the Association of Asphalt Paving Technology, APT, Vol. 54. pp. 163-181