laporan plc 2
TRANSCRIPT
DAFTAR ISIDAFTAR ISI 1Abstrak 2
BAB 1.................................................................................................................................................................. 3
1.1 LATAR BELAKANG PLC....................................................................................................................................3
BAB 2.................................................................................................................................................................. 5
2.1 PENGANTAR PLC............................................................................................................................................ 5
2.2 KONSEP PROGAMABLE LOGIC CONTROLLERS ................................................................................................ 52.3 FUNGSI PROGAMABLE LOGIC CONTROLLERS ................................................................................................. 5
2.4 BAHASA PEMOGRAMAN............................................................................................................................... 6
2.5 LADDER DIAGRAM ........................................................................................................................................ 6
BAB 3................................................................................................................................................................ 11
3.1 BLOK DIAGRAM SISTEM ...............................................................................................................................113.2 CARA KERJA BLOK DIAGRAM SISTEM ........................................................................................................... 113.3 FLOWCART PROGRAM .................................................................................................................................143.4 CARA KERJA PROGRAM ................................................................................................................................15
BAB 4................................................................................................................................................................ 16
DAFTAR PUSTAKA.............................................................................................................................................. 18
1
ABSTRAK
Di dalam bebeapa decade terakhir ini, penggunaan PLC telah luas penyebarannya, baik itu di industri maupun non industri. Munculnya teknologi seperti PLC atau yang dikenal dengan Programmable Logic Controller ini telah membuat suatu terobosan baru, dimana nantinya di dalam suatu pengontrolan atau pengendalian suatu peralatan, baik itu mesin maupun sensor-sensor yang ada dapat dikontrol langsung dengan menggunakan hanya satu alat yaitu
Programmable Logic Control. Penelitian ini bertujuan untuk membuat prototip alat pengendali ban berjalan menggunakan Pengontrol Logika yang dapat Diprogram dengan menggunakan Programmable Logic Controller (PLC). Adapun perancangan alat ini terdiri dari beberapa blok utama, yaitu pendeteksi media, PLD, penggerak motor, dan catu daya. Alat ini menggunakan motor arus langsung (AC motor). Kata Kunci: sensor, relay, sinyal, catu daya, input.
2
BAB 1
PENDAHULUAN
1.1 LATAR BELAKANG PLC
Perkembangan ilmu pengetahuan dan teknologi dewasa ini telah maju dengan pesat
seiring kemajuan jaman. Misalnya, dalam dunia industri untuk menghasilkan suatu barang
dibutuhkan perangkat alat yang mampu mengefisiensikan proses produksi, dimana kecepatan,
kualitas, dan biaya produksi menjadi faktor yang utama.
Dahulu peralatan kontrol industri masih bersifat konvensional yaitu semacam relay
sebagai panel kontrol utama. Karena keterbatasan yang dimiliki sistem konvensional, kemudian
muncul Programable Logic Control (PLC). PLC ini memiliki keunggulan yang tidak dimiliki pada
sistem konvensional, antara lain penggunaan kabel lebih sedikit, suku cadang mudah, konsumsi
daya relatif rendah, dokumentasi gambar lebih mudah, dan modifikasi sistem lebih cepat.
Berdasarkan kriteria tersebut PLC banyak digunakan pada industri yang menginginkan suatu
proses produksi yang cepat. Karena pada industri berskala besar penundaan waktu dianggap
dapat merepotkan, jika terjadi kerusakan mesin pada sistem konvensional yang membutuhkan
waktu relatif lama dalam pelacakannya. Sejarah Perkembangan Sistem Kontrol
Sistem control dilihat dari sejarah perkembangannya dapat dibagi menjadi 2 masa,
yaitu:
Masa wired-logic
Masa programmed-logic
Pada masa wired-logic, suatu panel akan terdiri dari banyak komponen (seperti relay,
timer dan counter) yang mana pengkabelannya secara fisik. Akibatnya untuk rangkaian control
skala besar, maka pengkabelannya akan banyak dan rumit. Sebagai konsekuensinya, untuk
melakukan modifikasi ataupun troubleshooting jika terjadi masalah akan cukup sulit.
Hal ini berbeda saat teknologi system control mengalami banyak perkembangan dan
berada pada masa programmed-logic. Di mana pengkabelan secara fisik sudah jauh berkurang
3
dan digantikan oleh pengkabelan secara program (software). Dengan cara ini modifikasi dan
troubleshooting system dapat dilakukan dengan jauh lebih mudah dan cepat. Jumlah
komponen pada suatu panel juga jauh berkurang dengan adanya PLC, dimana relay-relay, timer
dan counter sudah terintegrasi didalam sebuah PLC. Seperti computer, maka PLC terdiri dari
bagian-bagian sebagai berikut:
Gambar 1. PLC dan instrumen pendukungnyaBagian Input / Output
Bagian interfacing antara peralatan industri yang high power dengan rangkaian elektronik low
power di dalam PLC. Central Processing Unit (CPU), Bagian dari PLC di mana program diproses,
dan sumber dari pengambilan keputusan. Pada CPU terdapat memory yang berfungsi sebagai
media penyimpanan program PLC
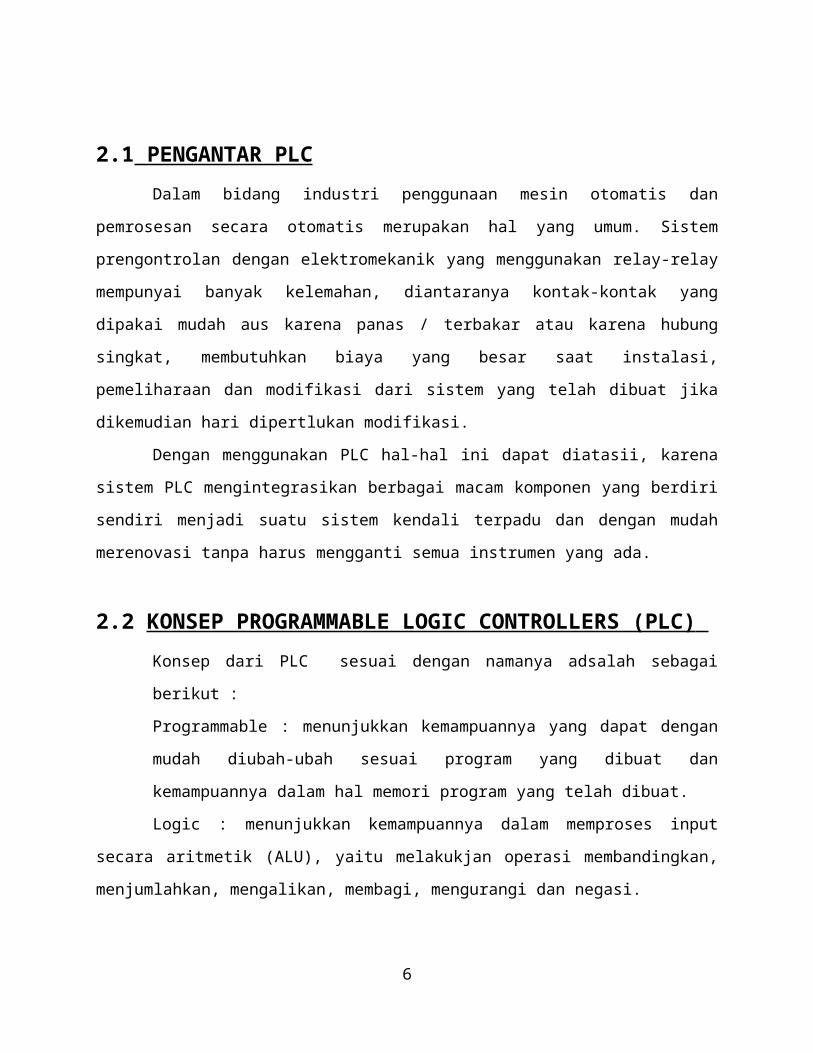
Gambar 2.Blok diagram PLC
BAB 2
TEORI PENUNJANG
4
2.1 PENGANTAR PLC
Dalam bidang industri penggunaan mesin otomatis dan pemrosesan secara otomatis
merupakan hal yang umum. Sistem prengontrolan dengan elektromekanik yang menggunakan
relay-relay mempunyai banyak kelemahan, diantaranya kontak-kontak yang dipakai mudah aus
karena panas / terbakar atau karena hubung singkat, membutuhkan biaya yang besar saat
instalasi, pemeliharaan dan modifikasi dari sistem yang telah dibuat jika dikemudian hari
dipertlukan modifikasi.
Dengan menggunakan PLC hal-hal ini dapat diatasii, karena sistem PLC
mengintegrasikan berbagai macam komponen yang berdiri sendiri menjadi suatu sistem kendali
terpadu dan dengan mudah merenovasi tanpa harus mengganti semua instrumen yang ada.
2.2 KONSEP PROGRAMMABLE LOGIC CONTROLLERS (PLC)
Konsep dari PLC sesuai dengan namanya adsalah sebagai berikut :
Programmable : menunjukkan kemampuannya yang dapat dengan mudah diubah-ubah
sesuai program yang dibuat dan kemampuannya dalam hal memori program yang telah
dibuat.
Logic : menunjukkan kemampuannya dalam memproses input secara aritmetik (ALU),
yaitu melakukjan operasi membandingkan, menjumlahkan, mengalikan, membagi, mengurangi
dan negasi.
Controller : menunjukkan kemampuannya dalam mengontrol dan mengatur proses
sehingga menghasilkan output yang diinginkan.
2.3 FUNGSI PROGRAMMABLE LOGIC CONTROLLERS (PLC)
Fungsi dan kegunaan dari PLC dapat dikatakan hampir tidak terbatas. Tapi dalam prakteknya
dapat dibagi secara umum dan khusus.
Secara umum fungsi dari PLC adalah sebagai berikut :
1. Kontrol Sekensial
5
PLC memroses input sinyal biner menjadi output yang digunakan untuk keperluan
pemrosesan teknik secara berurutan (sekuensial), disini PLC menjaga agar semua step /
langkah dalam proses sekuensial berlangsung dalam urutan yang tepat.
2. Monitoring Plant
PLC secara terus menerus memonitor suatu sistem (misalnya temperatur, tekanan, tingkat
ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang
dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut ke
operator.
2.4 BAHASA PEMOGRAMAN
Terdapat banyak pilihan bahasa untuk membuat program dalam PLC. Masing-masing bahasa
mempunyai keuntungan dan kerugian tergantung dari sudut pandang kita sebagai user /
pemogram. Pada umumnya terdapat 2 bahasa pemograman sederhana dari PLC , yaitu
pemograman diagram ladder dan bahasa instruction list. (mnemonic code).Diagram Ladder
adalah bahasa yang dimiliki oleh setiap PLC.
2.5 LADDER DIAGRAM
Diagram Ladder menggambarkan program dalam bentuk grafik. Diagram ini dikembangkan dari
kontak-kontak relay yang terstruktur yang menggambarkan aliran arus listrik. Dalam diagram
ladder terdapat dua buah garis vertical dimana garis vertical sebelah kiri dihubungkan dengan
sumber tegangan positip catu daya dan garis sebelah kanan dihubungkan dengan sumber
tegangan negatip catu daya.
Program ladder ditulis menggunakan bentuk pictorial atau simbol yang secara umum mirip
dengan rangkaian kontrol relay. Program ditampilkan pada layar dengan elemen-elemen seperti
normally open contact, normally closed contact, timer, counter, sequencer dll ditampilkan
seperti dalam bentuk pictorial.
Dibawah kondisi yang benar, listrik dapat mengalir dari rel sebelah kiri ke rel sebelah kanan,
jalur rel seperti ini disebut sebagai ladder line (garis tangga). Peraturan secara umum di dalam
menggambarkan program ladder diagram adalah :
Daya mengalir dari rel kiri ke rel kanan
6
Output koil tidak boleh dihubungkan secara langsung di rel sebelah kiri.
Tidak ada kontak yang diletakkan disebelah kanan output coil
Hanya diperbolehkan satu output koil pada ladder line.
Dengan diagram ladder, gambar diatas direpresantisak menjadi
Gambar 3. Diagram Ladder
Diantar dua garis ini dipasang kontak-kontak yang menggambarkan kontrol dari switch, sensor
atau output. Satu baris dari diagram disebut dengan satu rung. Input menggunakan symbol [ ]
(kontak normally open) dan [/] (kontak normally close). Output mempunyai symbol ( ) yang
terletak paling kanan.
2. Prinsip-prinsip Ladder Diagram PLC
Untuk memperlihatkan hubungan antara satu rangkaian fisik dengan ladder diagram yang
mempresentasikannya, lihatlah rangkaian motor listrik pada gambar dibawah ini.
Motor dihubungkan ke sumber daya melalui 3 saklar yang dirangkai secara seri ditambah saklar
over load sebagai pengaman. Motor akan menyala bila seluruh saklar dalam kondisi menutup.
Kesimpulan :
Ladder diagram tersusun dari dua garis vertical yang mewakili rel daya
Diantara garis vertikal tersebut disusun garis horizontal yang disebut rung (anak tangga)
yang berfungsi untukmenempatkan komponen kontrol siste
TIMER
7
Timer berfungsi untuk mengaktifkan suatu keluaran dengan interval waktu yang dapat
diatur. Pengaturan waktu dilakukan melaui nilai setting (preset value). Timer tersebut
akan bekerja bila diberi input dan mendapat pulsa clock. Untuk pulsa clock sudah
disediakan oleh pembuat PLC. Besarnya nilai pulsa clock pada setiap timer tergantung
pada nomor timer yang digunakan. Saat input timer ON maka timer mulai mencacah
pulsa dari 0 sampai preset value. Bila sudah mencapai preset value maka akan
mengaktifkan Outputyang telah ditentukan.
COUNTER
Fungsi counter adalah mencacah pulsa yang masuk. Sepintas cara kerja counter dan
timer mirip. Perbedaannya adalah timer mencacah pulsa internal sedangkan counter
mencacah pulsa dari luar.
KONTROL LOOP TERBUKA
Sistem control loop terbuka adalah merupakan suatu proses dalam suatau system yang mana fariable input akan berpengaruh pada output yang dihasilkan di sini tidak ada informasi yang diberikan ke peralatan control yang berasal dari peralatan output (variable yang dikontrol). Sehingga tidak dapat di ketahui dengan tepat apakah outputyang di inginkan sesuai dengan keingginan atau tidak. Terutama apabila terjadi gangguan dari luar yang dapat mampenggaruhi output. Oleh karena itu pada system Ini akan terjadi kesalahan yang cukup besar oleh karena tidak adanya koreksi.
KONTROL LOOP TERTUTUP
Kontrol loop tertutup adalah sebuah prosese yang mana variable yang dikontrol secara terus menerus disensor kemudian di bandingkan dangan kuantitas referensi.adapun variable yang di control ini dapat berupa hasil pengukuran seperti misalnya pengukuran temperature, kelembaban, posisi mekanik , kecepatan putaran, dsb, kemudian hasil pengukuran tadi diumpan balikan ke pembanding (comparator). Pembanding ini dapat berupa peralatan mekanik, listrik/elektronik, atau penumatik. Pada alat pembanding ini antara kuantitas referensi dengan sinyal sensor yang berasal dari variable yang dikontrol dibandingkan. Dan sebagai hasilnya adalah sinyal kesalahan bisa positif dan negative.Maka pada blok peralatan control dapat berupa peralatan yang dapat bekerja secara mekanik, listrik/alektronik, ataupun pnumatik, yang mana pada blok ini menerima sinyal kaesalahan dan menghasilkan sinyal output yang kemudian diberikan kepada bagian proses untuk memperbaiki kesalahan sampai hasil/produk betul-betul sesuai yang diinginkan atau kesalahan sama dengan nol.Demikian mekanisme system control loop tertutup, dan mekanisme tersebut bekerja secara terus-menerus (berkelanjutan).
8
PROGRAMMABLE LOGIC CONTROLLER (PLC).
Rele magnit suah banyak dipakai untuk control logika di indistri beberapa tahun lamanya dan sampai sekarang dan akan tetap di pakai secara luas pada tahun-tahun berikutnya. Oleh karena penggembangan bahan, kontruksi dan desain, rele mamapu beroprasi ribuan kali tanpa menggalami ganguan.Namun demikian dalam beberapa hal atau pada kondisi tertentu logika elektronik lebih baik dari pada logika rele.Disamping itu hasil pengembangan system control PLC menunjukkan bahwa biaya menjadi rendah, serbaguna dan mudah dalam melakukan commissioning.system control. Standar unit dari PLC di dasarkan pada perangkat keras yang terdiri dari memeori yang di gunakan untuk menggontrol mesin atau proses.Terdapat empat bagian pokok dari sebuah PLC, yaitu :
Prosesor (CPU) – melalui program prosesor ini mengontrol sebuah proses. Input – dilengkapi dengan antar muka antara PLC dengan peralatan input eksternal PLC. Output - dilengkapi dengan antar muka antara PLC dengan peralatan output eksternal
PLC. Catu daya – di lengkapi dengan variasi tegangan yang diperlukan baik untuk prosesor
ataupun bagian 1/0.
Peralatan input eksternal dapat berupa :
Sakelar : sakelar batas,prokimity,apung,tekanan,temperature,tombol tekan. Analog. Logic : BCD (Binary Code Decimal). Dsb.
Peralatan output eksternal dapat berupa :
Selenoid (katup). Motor stater. Tanda bahaya (Alarm). Indikator. Logic : BCD (Binary Code Decimal).
PLC ini lebih fleksible dan mudah, karena PLC merupakan alat kontrol yang hanya di dasarkan pada pemrograman dan kemudian mengeksekusi intruksilogika yang sederhana (program), adapun bahasa pemrograman pada umumnya bentuk ladder atau yang bahasa lainya seperti mnemonic. PLC juga memepunyai fungsi internal seperti timer , counter, sift-register.
9
PLC beroperasi dengan cara menguji sinyal input,kemudian memproses sinyal input tersebut,dan akhirnya menghasilkan sinyal output (sesuai dengan program yang dibuat dalam memori ) yang di pakai untuk mengerakan peralatan, mesin atau proses. PLC jua di lengkapi dengan peralatan antar muka yang memungkinkan PLC dapat dihubungkan secara langsung dengan actuator atau tranduser seperti pompa atau katup tanpa melalui rangkaian perantara.
Dengan menggunakan PLC ini akan dapat memungkinkan kita untuk memodifikasi sitem control tanpa melepas atau menggubah alur pengawatan peralatan control. Yaitu cukup dengan merubah program control melalui alat pemrograman.
Akhir-akhir ini PLC dalam aplikasi banyak dipakai di industri-industri, Karena PLC ini mempunyai keunggulan-keunggulan spesifik. Ada beberapa Keuntungan yang dapat kita peroleh apabila apabila kita menggunakan PLC dalam aplikasi control di industri.
10
BAB 3
DESAIN PROGRAM
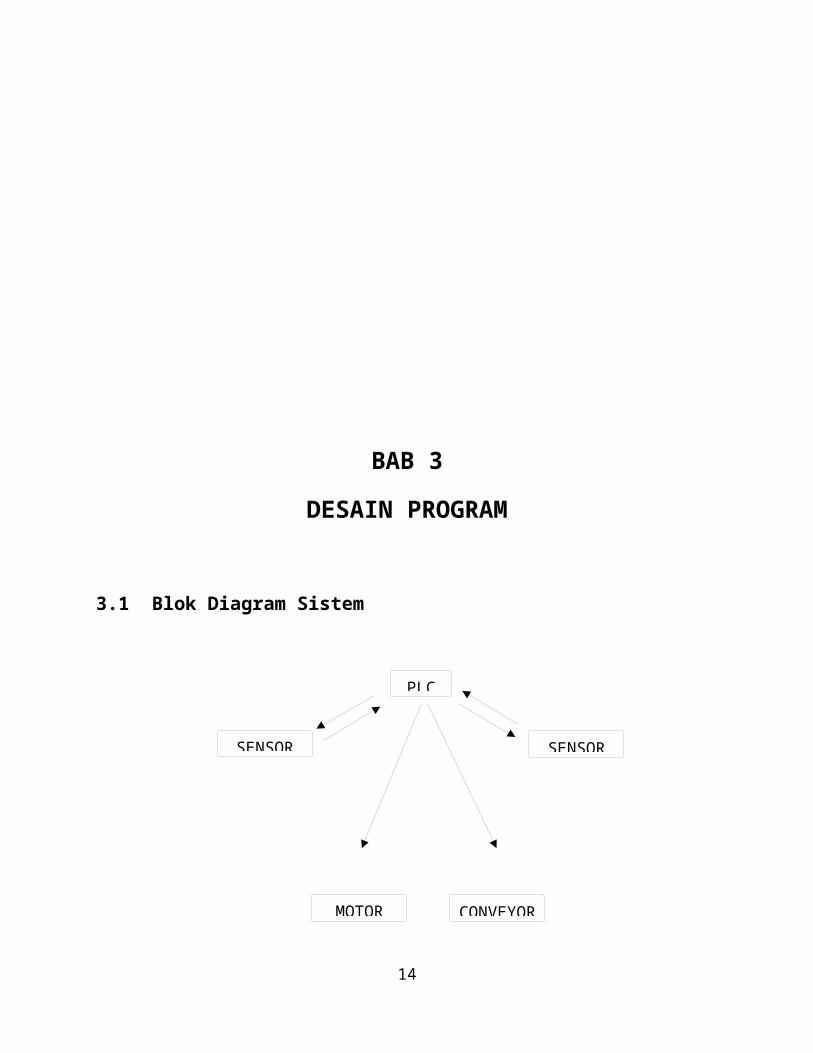
3.1 Blok Diagram Sistem
Gambar 5. Blok diagram
3.2 CARA KERJA BLOK DIAGRAM
1) Programmable Logic Controller beserta sensor-sensor motor dan comveyor mendapat power
supply dari sumber tegangan yang diatur sedemikian rupa sehingga digunakan untuk
menyuplay seluruh peralatan dalam system.
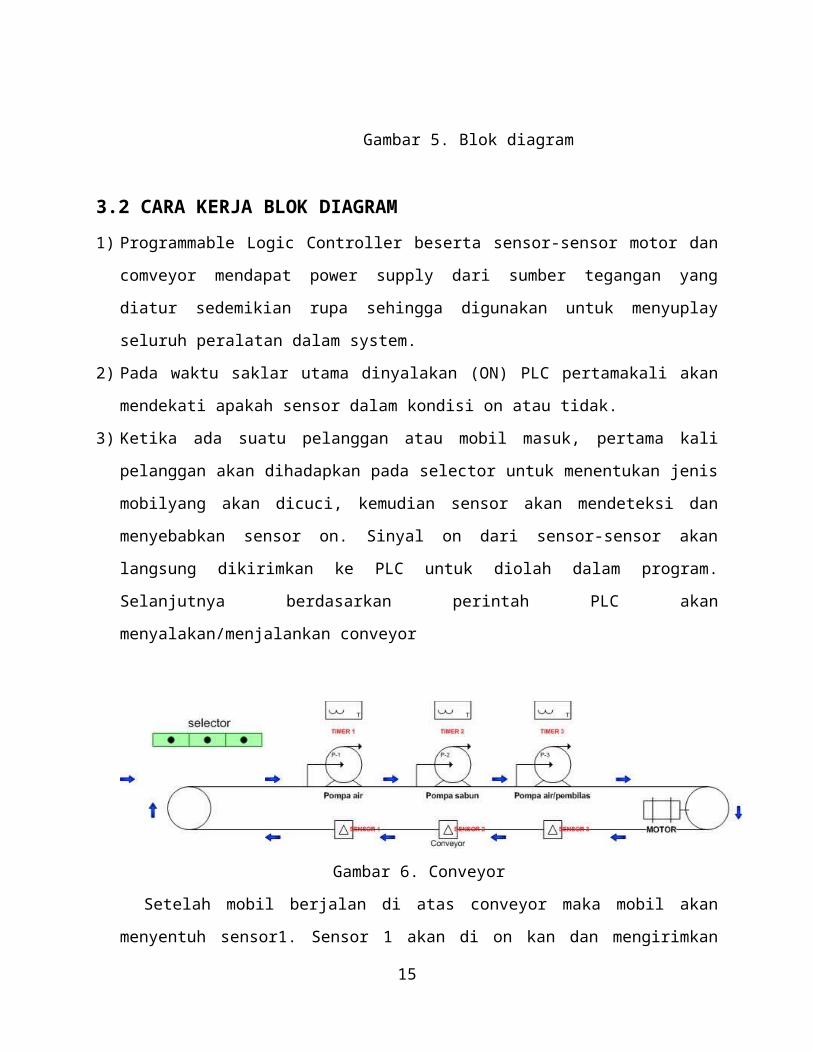
2) Pada waktu saklar utama dinyalakan (ON) PLC pertamakali akan mendekati apakah sensor
dalam kondisi on atau tidak.
3) Ketika ada suatu pelanggan atau mobil masuk, pertama kali pelanggan akan dihadapkan pada
selector untuk menentukan jenis mobilyang akan dicuci, kemudian sensor akan mendeteksi
dan menyebabkan sensor on. Sinyal on dari sensor-sensor akan langsung dikirimkan ke PLC
untuk diolah dalam program. Selanjutnya berdasarkan perintah PLC akan
menyalakan/menjalankan conveyor
11
MOTOR CONVEYO
SENSOR
PLC
SENSOR
Gambar 6. Conveyor
Setelah mobil berjalan di atas conveyor maka mobil akan menyentuh sensor1. Sensor 1
akan di on kan dan mengirimkan sinyal ke PLC, selanjutnya PLC akan menyalakan water
pump 1 untuk menyemprot mobil dengan air sambil mobil berjalan terus.
1. Setelah melewati tahap penyemprotan air, mobil akan meng-off kan sensor 1 dan meng-on
kan sensor 2 yang berguna untuk menghentikan conveyor untuk beberapa saat.
2. Setelah itu dari timer habis maka conveyor akan berjalan lagi untuk menuju ke tahap washing
dari pada mobil.
3. Setelah melewati tahap pencucian, mobil akan kembali menyentuh sensor 3 yang berguna
untuk menyalakan water pump 2 untuk membersihkan bekas sabun pada mobil.
4. Kemudian mobil akan menuju tempat pengeringan untuk mengeringkan mobil.
12
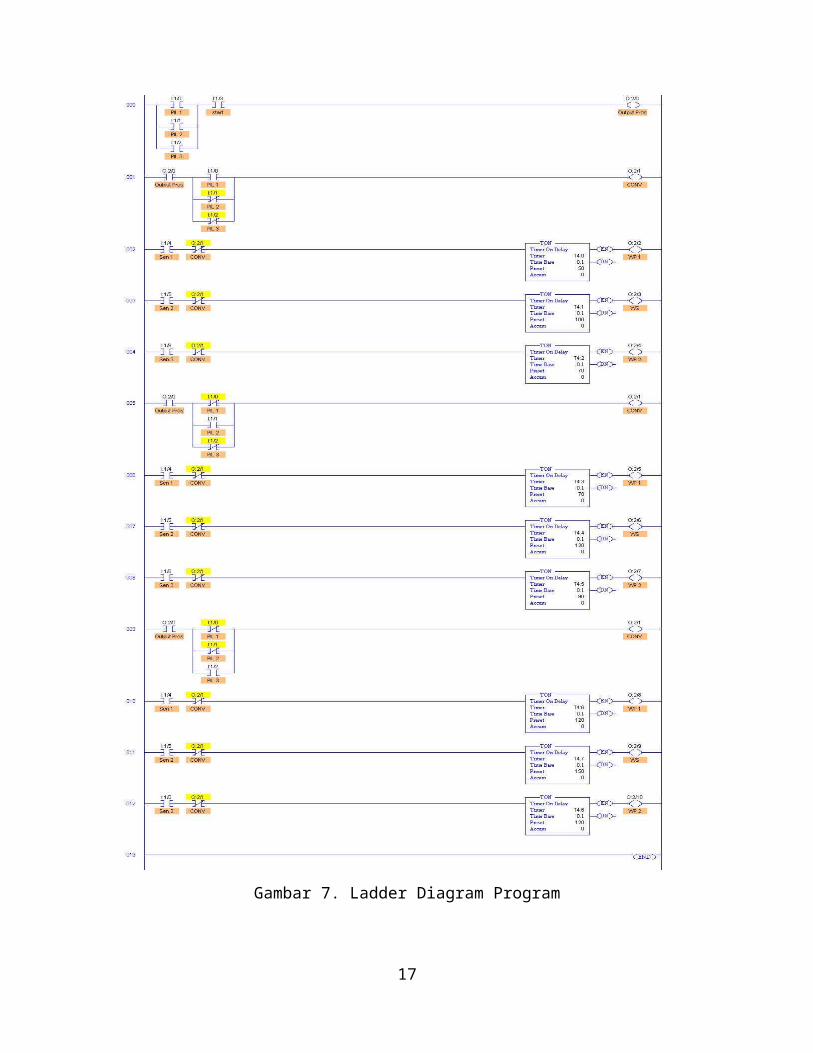
Gambar 7. Ladder Diagram Program
Untuk desain dari Cuci Mobil berbasis PLC ini penulis menggunakan software program
Logixpro 6.1.
13
3.3 Flowcart Program
14
3.4 Cara Kerja Program
Sistem pengoperasian ini mempunyai input dan output seperti yang disebut di bawah ini:Input :Selector 1 : I:1/0Selector 2 : I:1/1Selector 3 : I:1/2Start : I:1/3Sensor 1 : I:1/4Sensor 2 : I:1/5Sensor 3 : I:1/6Timer 1 : T4:0 , T4:3 , T4:6Timer 2 : T4:1 , T4:4 , T4:7Timer 3 : T4:2 , T4:5 , T4:8Output :Prosess : O:2/0Conveyor : O:2/1Water Pump 1 : O:2/2 , O:2/5 , O:2/7Water Soap : O:2/3 , O:2/6 , O:2/8Water Pump 2 : O:2/4 , O:2/7 , O:2/9
15
BAB 4
Studi Khasus
Aplikasi PLC pada control tempat cucian mobil
Pada control ini motor 3-fase akan menjalankan conveyor apabila selector kita tekan
atau di ON kan dan mobil akan berjalan perlahan-lahan di atas conveyor sehingga mobil akan
terdeteksi oleh sensor pertama maka conveyor akan berhenti beberapa menit dan water pump
akan ON beberapa menit karna water pump di lengkapi dengan timer setelah timer sampai pada
batas waktunya maka conveyor akan berjalan lagi atau ON dan water pump akan OFF. Sehingga
mobil akan berjalan perlahan-lahan lagi dan terdeteksi oleh sensor yang kedua maka conveyor
akan berhenti beberapa detik lagi dan sensor akan meng ON kan pump soap (pompa sabun)
maka mobil terlumpuri oleh sabun . timer sudah nyampai pada batas waktunya maka conveyor
akan berjalan lagi dan pump soap (pompa sabun) akan OFF dan mobil berjalan perlahan-lahan
lagi sehingga terdeteksi oleh sensor yang ketigga maka conveyor akan berhenti lagi beberapa
detik dan water pump yang ketigga akan ON beberapa detik sehingga mobil akan terbilas bersih
dari sabun tadi dan timer sudah sampai pada batas waktunya maka conveyor akan berjalan
kembali dan water pump yang ketigga akan OFF.dan mobil keluar denggan bersih mengkilap
setelah proses pencucian mobil dengan system PLC tadi.
Gambar 8. Simulasi Cuci Mobil
16
Pada Gambar 7 di atas dapat dijelaskan proses pencucian mobil tersebut. Pada awal
mobil pelanggan akan melewati selector swicth untuk menentukan jenis mobil yang akan dicuci.
Didalam program ini terdapat tiga pilihan pilihan mobil yang akan dicuci berdasarkan jenis
panjang mobil. Hal tersebut dapat kita lihat pada ladder diagram untuk selector switch ini :
Kemudian selector akan berjalan jika pada selector switch dipilih satu jenis inputan
untuk menentuksn jenis mobil yang akan dicuci:
Proses selanjutnya mobil akan melewati sensor-sensor untuk proses pencucian
menggunakan Timer sesuai dengan jenis selector switch yang dipilih:
17
Daftar Pustaka
Bryan L.A., Programmable Controllers Theory and Implementation Second Edition,
1997, Industrial Text Company. Jhonson D.C., Process Control Instrumentation
Technology, Fifth Edition, 1997, Prentice-Hall International, Inc. Jack H., Automating
Manufacturing System with PLCs, 2004, di- http: //claymore . engineer.
Gvsu.edu/~jack.book.html. Melore, Phil, 2001, Your Personal PLC Tutorial,
http://plcs.net . FP sigma Expansion Unit, http://www.naisweb.com CPIH Training
Manual, OMRON Jakarta 2008 Introduction to PLC, Micro –E. 2005 Operation Manual
Programmable Logic Controller SYSMAC CPIH OMRON.
http://www.allaboutcircuits.com/vol_6/index.html .
http:// www.migas-indonesia.comfilesarticle / PENGENALAN_PLC.doc
18