kerja-kerja asas kimpalan gas · web viewkecacatan kimpal dan cara mengatasi input kecacatan...
TRANSCRIPT
KERJA-KERJA ASAS KIMPALAN GAS
Kecacatan kimpal dan cara mengatasi
INPUT
11.1 Kecacatan kimpalan dan cara mengatasinya
Teknik mengimpal adalah salah satu kaedah kimpalan yang digunakan dalam kerja-kerja sambungan logam.Teknik yang biasa digunakan adalah teknik pergerakan kekiri atau kehadapan dan teknik pergerakan kekanan atau kebelakang. Kedua-dua teknik ini adalah tidak sama dalam pergerakan, saiz hujung sumpitan dan ketebalan logam. Saiz hujung sumpitan kimpalan gas memainkan peranan penting dalam melakukan teknik-teknik kimpalan. Saiz dan jenis hujung sumpitan adalah mengikut ketebalan logam yang hendak dikimpal. Lebih tebal logam yang hendak dikimpal, lebih besar saiz lubang saluran pada hujung sumpitan kimpalan digunakan.
Kesemua sambungan-sambungan kimpalan patut diuji untuk kekuatan,ketahanan dan kebocoran. Sambungan kimpalan yang telah dikimpal pada logam asas sebenarnya mempunyai lebih kekuatan daripada logam asas itu sendiri. Dalam hal ini kita patutlah mengetahui dan mencari sebab-sebab kecacatan dan cara mengatasinya.
11.1.1 Spesifikasi kimpalan yang sempurna
Terdapat beberapa faktor untuk mendapat hasil kimpalan yang sempurna / baik :
1. logam hendaklah bersih2. saiz muncung sumpitan hendaklah sesuai dan bersih3. kelajuan mengimpal hendaklah sentiasa stabil / seimbang4. tekanan gas oksigen dan gas asetilena mestilah betul dan seimbang5. jenis bahan / logam yang hendak dikimpal6. sudut muncung sumpitan ketika mengimpal7. keadaan permukaan muncung sumpitan hendaklah sentiasa bersih8. ketebalan logam yang hendak dikimpal9. jarak nyalaan pra-panas ( sumpitan ) dengan logam asas
11.1.2 Jenis-jenis kecacatan dan cara mengatasinya :
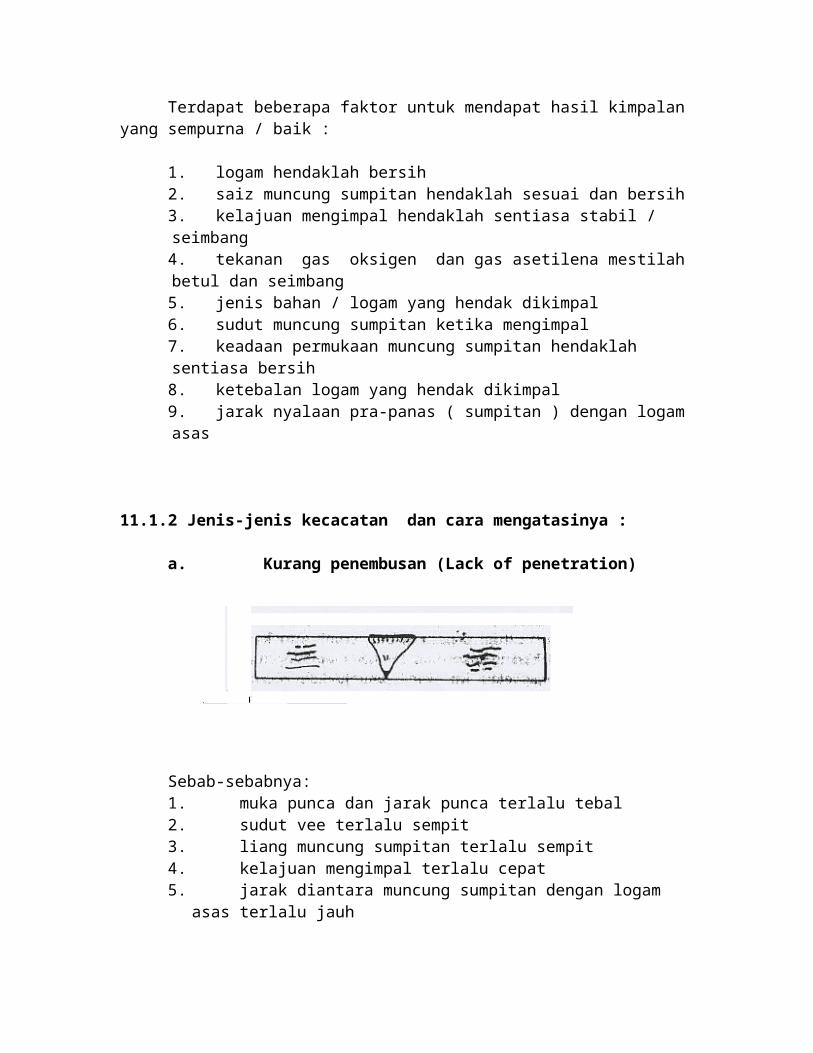
a. Kurang penembusan (Lack of penetration)
Sebab-sebabnya:1. muka punca dan jarak punca terlalu tebal2. sudut vee terlalu sempit3. liang muncung sumpitan terlalu sempit4. kelajuan mengimpal terlalu cepat5. jarak diantara muncung sumpitan dengan logam asas terlalu jauh
cara mengatasinya:1. muka punca dan jarak punca mestilah diantara 1.5 mm – 2.0 mm2. sudut vee yang betul adalah diantara 60 – 70 darjah3. liang muncung hendaklah mengikut saiz ketebalan logam yang hendak dikimpal4. perjalanan mengimpal hendaklah sederhana – jangan terlalu cepat atau terlalu perlahan5. jarak diantara muncung sumpitan dengan logam asas ialah 2 mm – 3 mm
b. lakuran yang tidak lengkap (Lack of fusion)
Sebab-sebabnya:1. liang muncung sumpitan yang terlalu kecil2. sudut sumpitan yang salah3. perjalanan mengimpal yang terlalu cepat4. penggunaan rod penambah yang terlalu besar5. rod penambah dicairkan terlebih dahulu sebelum logam asas cair
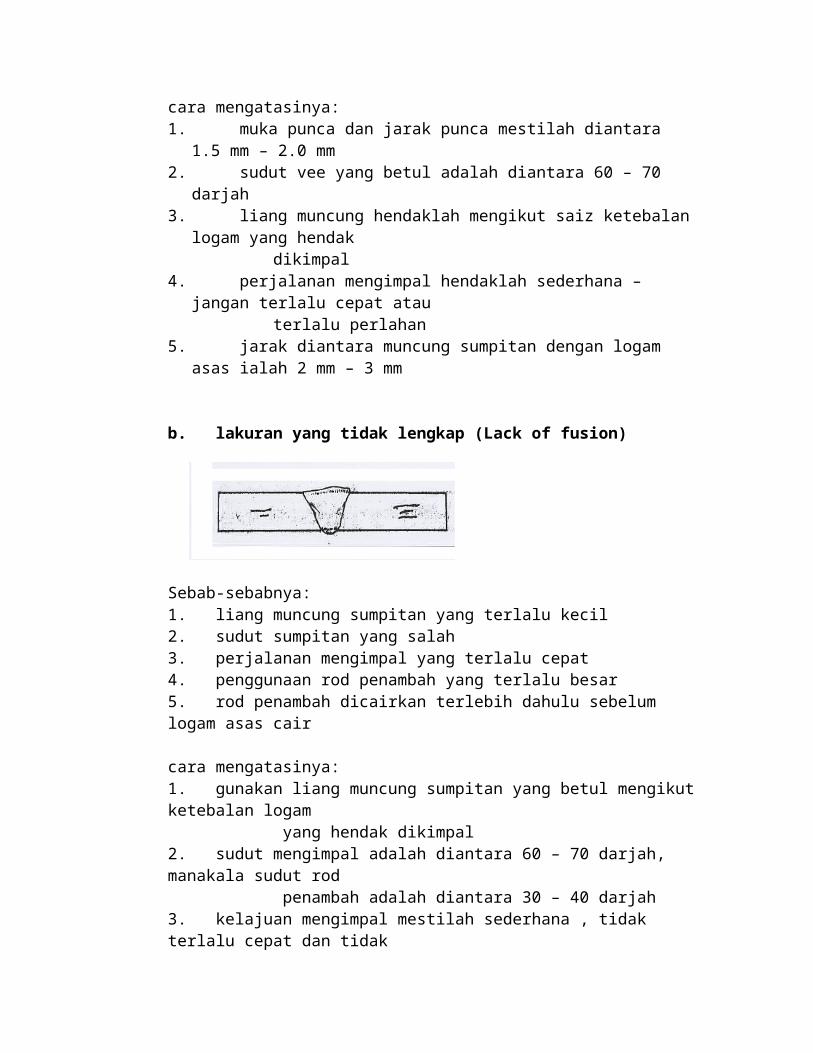
cara mengatasinya:1. gunakan liang muncung sumpitan yang betul mengikut ketebalan logam yang hendak dikimpal2. sudut mengimpal adalah diantara 60 – 70 darjah, manakala sudut rod penambah adalah diantara 30 – 40 darjah3. kelajuan mengimpal mestilah sederhana , tidak terlalu cepat dan tidak terlalu lambat4. gunakan rod penambah yang sesuai dengan ketebalan logam yang dikimpal5. cairkan logam asas terlebih dahulu dan kemudian masukkan rod penambah ditengah-tengah lopak kimpal ( kolah cairan )
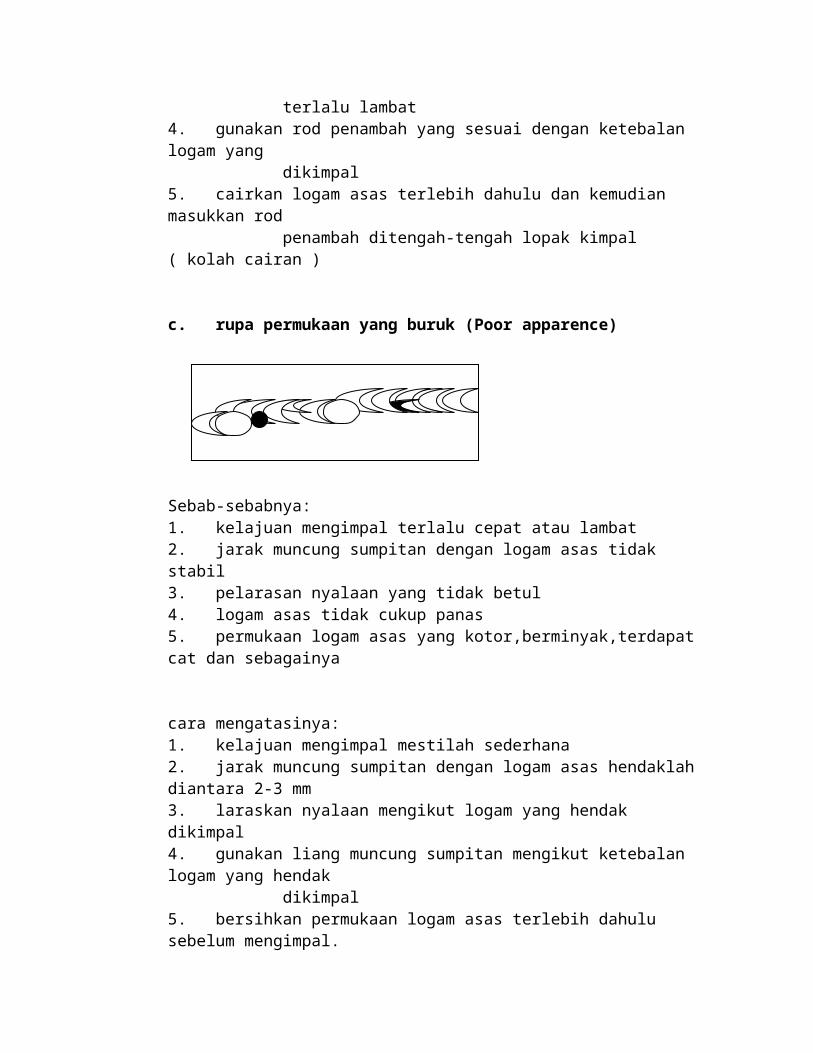
c. rupa permukaan yang buruk (Poor apparence)
Sebab-sebabnya:1. kelajuan mengimpal terlalu cepat atau lambat2. jarak muncung sumpitan dengan logam asas tidak stabil3. pelarasan nyalaan yang tidak betul4. logam asas tidak cukup panas5. permukaan logam asas yang kotor,berminyak,terdapat cat dan sebagainya
cara mengatasinya:1. kelajuan mengimpal mestilah sederhana2. jarak muncung sumpitan dengan logam asas hendaklah diantara 2-3 mm3. laraskan nyalaan mengikut logam yang hendak dikimpal4. gunakan liang muncung sumpitan mengikut ketebalan logam yang hendak dikimpal5. bersihkan permukaan logam asas terlebih dahulu sebelum mengimpal.
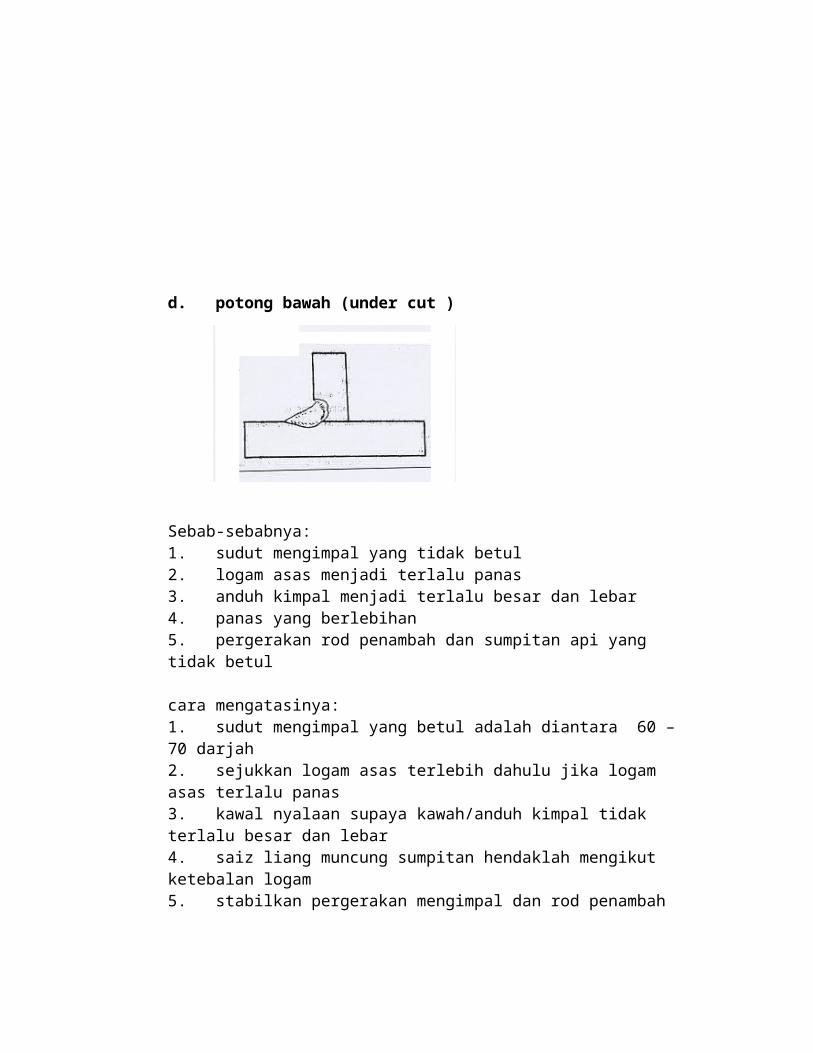
d. potong bawah (under cut )
Sebab-sebabnya:1. sudut mengimpal yang tidak betul2. logam asas menjadi terlalu panas3. anduh kimpal menjadi terlalu besar dan lebar4. panas yang berlebihan5. pergerakan rod penambah dan sumpitan api yang tidak betul
cara mengatasinya:1. sudut mengimpal yang betul adalah diantara 60 – 70 darjah2. sejukkan logam asas terlebih dahulu jika logam asas terlalu panas3. kawal nyalaan supaya kawah/anduh kimpal tidak terlalu besar dan lebar4. saiz liang muncung sumpitan hendaklah mengikut ketebalan logam5. stabilkan pergerakan mengimpal dan rod penambah
e. keliangan (porosity)
Sebab-sebabnya:1. permukaan logam yang kotor, karat, terdapat minyak atau cat dan sebagainya2. kon dalam menyentuh kawah/anduh kimpal3. pelarasan nyalaan yang tidak betul4. panas yang berlebihan - kawah/anduh kimpal mendidih
cara mengatasinya:
1. bersihkan permukaan logam terlebih dahulu sebelum mengimpal2. jangan sentuh anduh kimpal semasa mengimpal. Kawal jarak antara hujung muncung sumpitan api dengan bendakerja3. laraskan nyalaan yang sesuai bagi setiap logam yang hendak dikimpal4. gunakan saiz liang sumpitan yang betul sesuai dengan ketebalan logam bagi mengelak daripada lampau panas
f. keretakan dalam kimpal (cracks in weld)
- keretakan di permukaan kumai- keretakan di sepanjang kumai- keretakan di bahagian dalam kumai
Sebab-sebabnya:1. persediaan sambungan salah2. pra-panas yang tidak mencukupi3. disebabkan kecacatan lain seperti kurang penembusan, keliangan, kurang keleburan dan lain-lain
cara mengatasinya :1. persediaan sambungan mestilah betul dari segi sudut kandungan, sudut serongan, jarak punca, muka punca dan lain-lain2. logam yang memerlukan pra-panas seperti besi tuangan, hendaklah di pra- panas terlebih dahulu dengan sempurna sebelum dikimpal3. perbaiki dahulu semua kecacatan yang terdapat pada kimpalan terdahulu sebelum mengimpalnya semula.