Download - Laporan Modul cold rolling
LAPORAM PRAKTIKUM
LABORATORIUM TEKNIK MATERIAL
MODUL A ROLLING
Oleh :
Nama : Aidil Luthfansyah Putra
NIM : 123.12.014
Kelompok : 1
Anggota :
1. Asril Sandi (123 12 003)
2. Maskuri (123 12 007)
3. Kristina Nurul Fajriyah (123 12 008)
4. Yosua (123 12 012)
5. Aidil Lutfansyah Putra (123 12 014)
Tanggal Praktikum : 28 Maret 2015
Nama Asisten : Zahra
PROGRAM STUDI TEKNIK METALURGI DAN MATERIAL
FAKULTAS TEKNIK DAN DESAIN
INSTITUT TEKNOLOGI DAN SAINS BANDUNG
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 2
1.1 Latar Belakang
Pembentukan Logam adalah melakukan perubahan bentuk pada benda kerja dengan
cara memberikan gaya luar sehingga terjadi deformasi plastik. Dengan gaya luar ini akan
terjadi perubahan bentuk benda kerja secara permanen. Pembentukan umumnya bertujuan
untuk mendapatkan suatu produk logam sesuai dengan bentuk yang diinginkan. Selain itu
pembentukan memungkinkan diperoleh sifat-sifat mekanik tertentu sesuai dengan yang
dibutuhkan atau yang dipersyaratkan.
1.2 Tujuan Praktikum
1. Mengetahui Parameter yang mempengaruhi proses pengerolan
2. Memahi perubahan sifat mekanik dam struktur mikro akibat proses cold rolling dam
rekristalisasi
3. Memahami gaya-gaya yang bekerja pada proses pengerolan
4. Memahami asumsi-asumsi yang digunakan dalam menurunkan persamaan gaya
pengerolan
5. Memahami fenomena-fenomena yang terjadi pada proses pengerolan
6. Memahami tahapan-tahapan dalam proses pengerolan
BAB I PENDAHULAN
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 3
7.
2.1 Definisi Proses Pengerollan
Proses deformasi plastic dengan cara melewatkan logam diantara rolls disebut
pengerolan (rolling). Proses ini banyak digunakan dalam proses pembentukan logam
karan proses ini dapat memproduksi produk dengan banyak dengan waktu yang cepat
2.2 Hot Rolling and Cold Rolling
Pada Proses pengerollan terdapat dua jenis proses yang berdasarkan perbedaan
temperature, yaitu hot rolling dan cold rolling. Hot rolling adalah proses pengerollan
yang dilakukan pada temperature yang lebih tinggi daripada temperature
rekristalisasi. Pada proses Hot rolling, deformasi tidak menyebabkan terjadinya
penguatan logam. Tegangan alir bahan akan semakin kecil dengan semakin tingginya
temperature operasi. Energy deformasi yang dibutuhkan menjadi lebih kecil pada
temperature lebih tinggi. Dengan demikian, deformasi dapat dilakukan pada benda
kerja yang berukuran relative besar dengan total deformasi besar. Sedangkan Cold
rolling adalah operasi pengerollanan yang dilakukan pada temperatur kamar atau di
bawah temperature rekristalisasi. Cold rolling umumnya dilakukan setelah proses
rolling panas. Rolling dingin menyebabkan terjadinya mekanisme penguatan pada
benda kerja (strain hardening) yang diikuti dengan turunnya keuletan. Benda kerja
menjadi lebih kuat, lebih keras dan lebih rapuh. Pada proses pengerollanan dingin,
tegangan alir benda kerja menjadi semakin meningkat.
Sebagian besar dari produk hasil roll dingin melibatkan proses lanjutan yaitu
proses perlakukan panas agar dapat diaplikasikan sesuai ke spesifikasinya. Proses
perlakuan panas yang diterapkan pada produk hasil roll dingin adalah proses anil.
Proses dilakukan dengan tujuan untuk mendapatkan sifat-sifat produk yang lebih
sesuai dengan aplikasinya.
Annealing yaitu proses heat treatment pada benda kerja agar sifat
mekaniknya berubah kembali menjadi ulet. Ada 3 tahapan pada proses annealing
BAB II DASAR TEORI
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 4
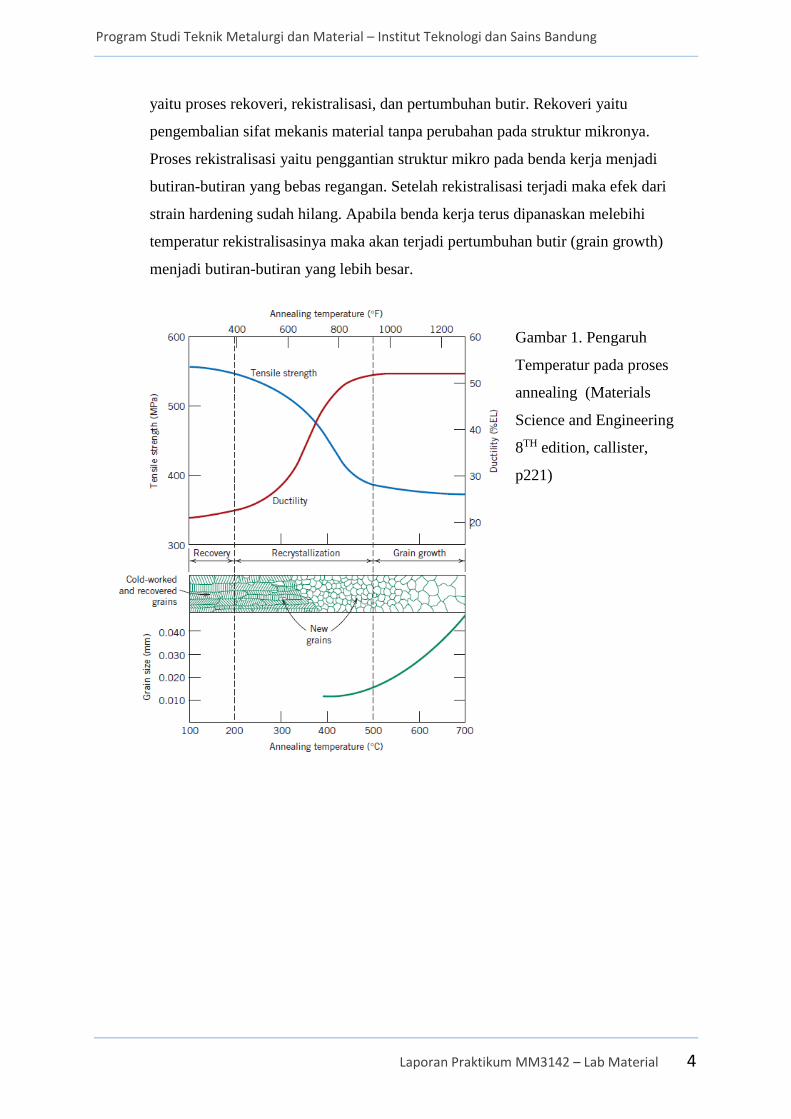
yaitu proses rekoveri, rekistralisasi, dan pertumbuhan butir. Rekoveri yaitu
pengembalian sifat mekanis material tanpa perubahan pada struktur mikronya.
Proses rekistralisasi yaitu penggantian struktur mikro pada benda kerja menjadi
butiran-butiran yang bebas regangan. Setelah rekistralisasi terjadi maka efek dari
strain hardening sudah hilang. Apabila benda kerja terus dipanaskan melebihi
temperatur rekistralisasinya maka akan terjadi pertumbuhan butir (grain growth)
menjadi butiran-butiran yang lebih besar.
Gambar 1. Pengaruh
Temperatur pada proses
annealing (Materials
Science and Engineering
8TH edition, callister,
p221)
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 5
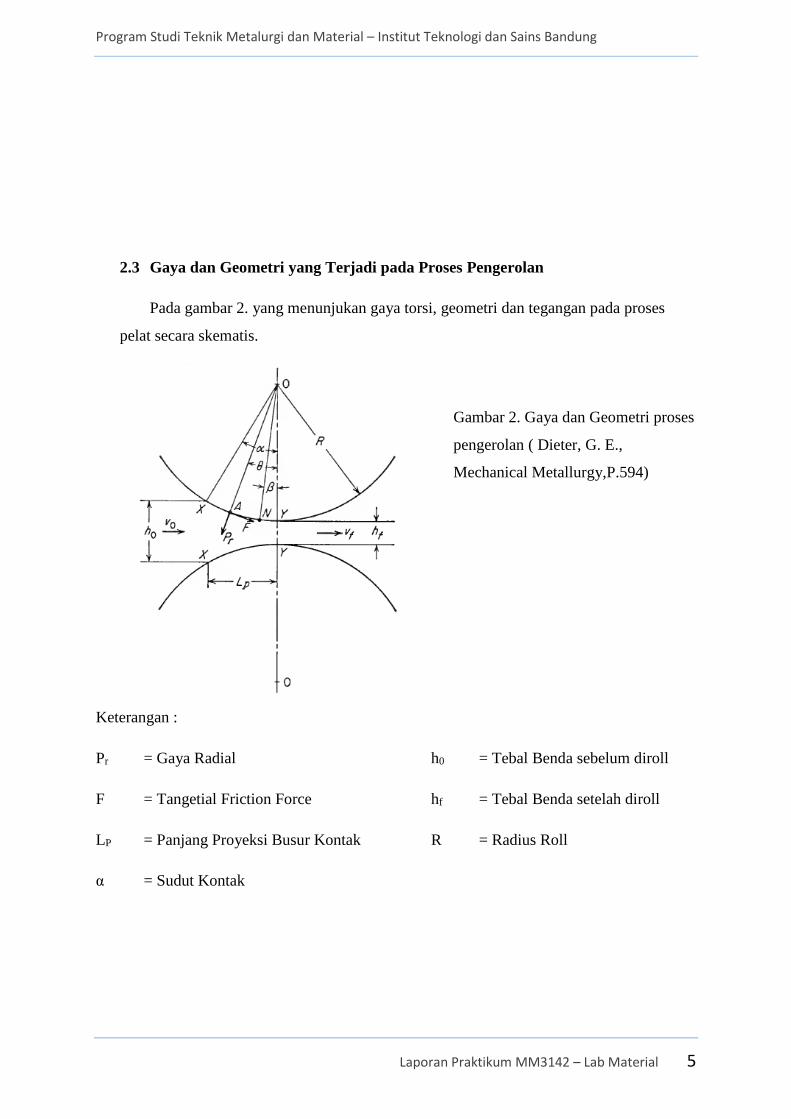
2.3 Gaya dan Geometri yang Terjadi pada Proses Pengerolan
Pada gambar 2. yang menunjukan gaya torsi, geometri dan tegangan pada proses
pelat secara skematis.
Gambar 2. Gaya dan Geometri proses
pengerolan ( Dieter, G. E.,
Mechanical Metallurgy,P.594)
Keterangan :
Pr = Gaya Radial h0 = Tebal Benda sebelum diroll
F = Tangetial Friction Force hf = Tebal Benda setelah diroll
LP = Panjang Proyeksi Busur Kontak R = Radius Roll
α = Sudut Kontak
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 6
Suatu logam yang diroll akan mengalami tegangan tekan dari roll dan juga akan
mengalami tegangan geser permukaan akibat gesekan antara benda kerja dengan roll. Gaya
geser ini juga berguna untuk menarik benda kerja menuju roll.
Komponen vertical dari Pr disebut beban pengerolan (rolling load) dan sering
dilambangkan dengan huruf P. Beban pengerolan yaitu gaya penekanan roll terhadap benda
kerja. Tekanan pengerolan (p) yaitu beban pengerolan dibagi dengan luas area kontak. Area
kontak antara logam dengan roll sama dengan perkalian antara lebar pelat (b) dan panjang
proyeksi busur kontak (Lp). 𝐿𝑝
Sehingga tekanan pengerolan dapat didefinisikan sebagai
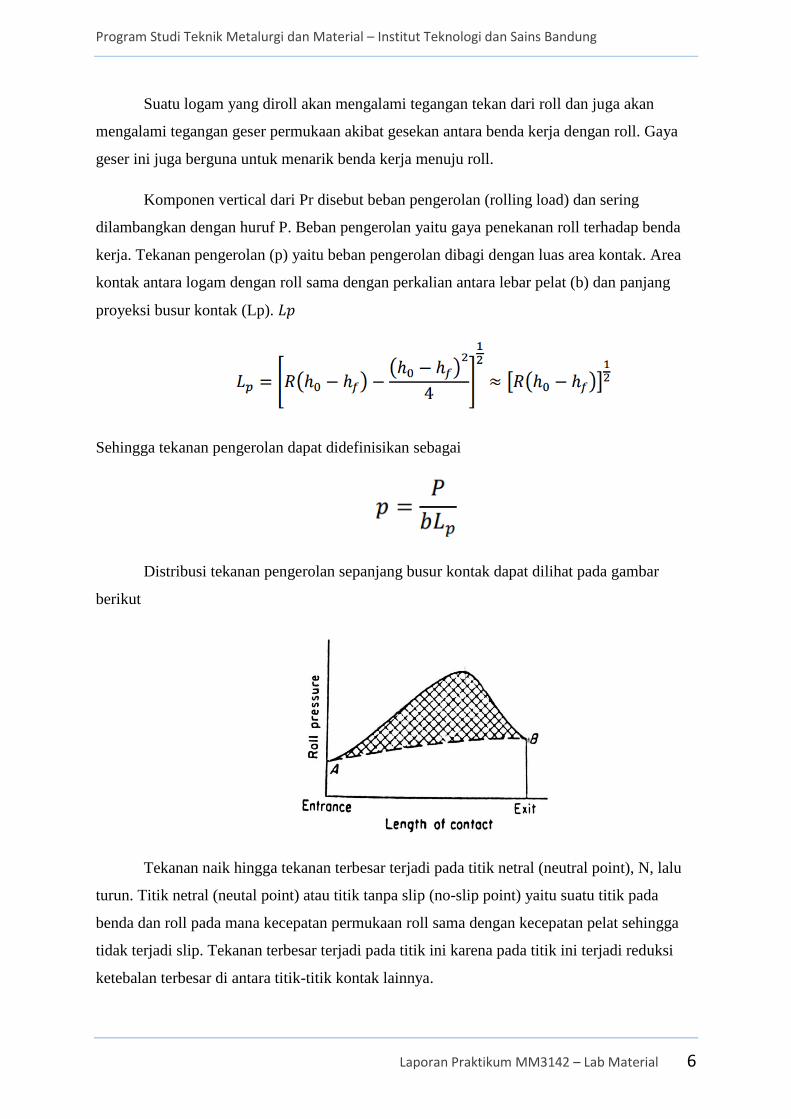
Distribusi tekanan pengerolan sepanjang busur kontak dapat dilihat pada gambar
berikut
Tekanan naik hingga tekanan terbesar terjadi pada titik netral (neutral point), N, lalu
turun. Titik netral (neutal point) atau titik tanpa slip (no-slip point) yaitu suatu titik pada
benda dan roll pada mana kecepatan permukaan roll sama dengan kecepatan pelat sehingga
tidak terjadi slip. Tekanan terbesar terjadi pada titik ini karena pada titik ini terjadi reduksi
ketebalan terbesar di antara titik-titik kontak lainnya.
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 7
Agar logam dapat ditarik maka:
F cos Pr sin
Pr cos Pr sin
tan
Gaya-gaya yang terjadi pada proses pengerolan adalah gaya tangensial dan gaya radial.
Dimana Pr mewakili gaya radial sedangkan F mewakili gaya tangensial. Dalam proses
pengerolan terjadi front tension dan back tension. Tegangan tarik yang terjadi tersebut akan
menjamin spesimen tetap flat dan mengontrol ketebalan. Tegangan tarik yang terjadi tersebut
bermanfaat karena dapat mereduksi gaya pada proses pengerolan.
Pada pengerolan pelat, kecepatan keluar pelat harus lebih besar daripada kecepatan
masuk pelat. Titik netral (titik N) atau no-slip point adalah titik dimana kecepatan rol sama
dengan kecepatan pelat.
Sepanjang pelat pada proses pengerolan terjadi 2 macam gaya, yaitu gaya radial dan gaya
gesek tangensial. Antara bidang masuk dan titik netral, kecepatan pelat lebih rendah daripada
kecepatan rol, gaya gesek tangensial searah pengerolan. Sedangkan antara titik netral dan
bidang keluar, kecepatan pelat lebih tinggi, gaya gesek tangensial berlawanan dengan arah
pengerolan.
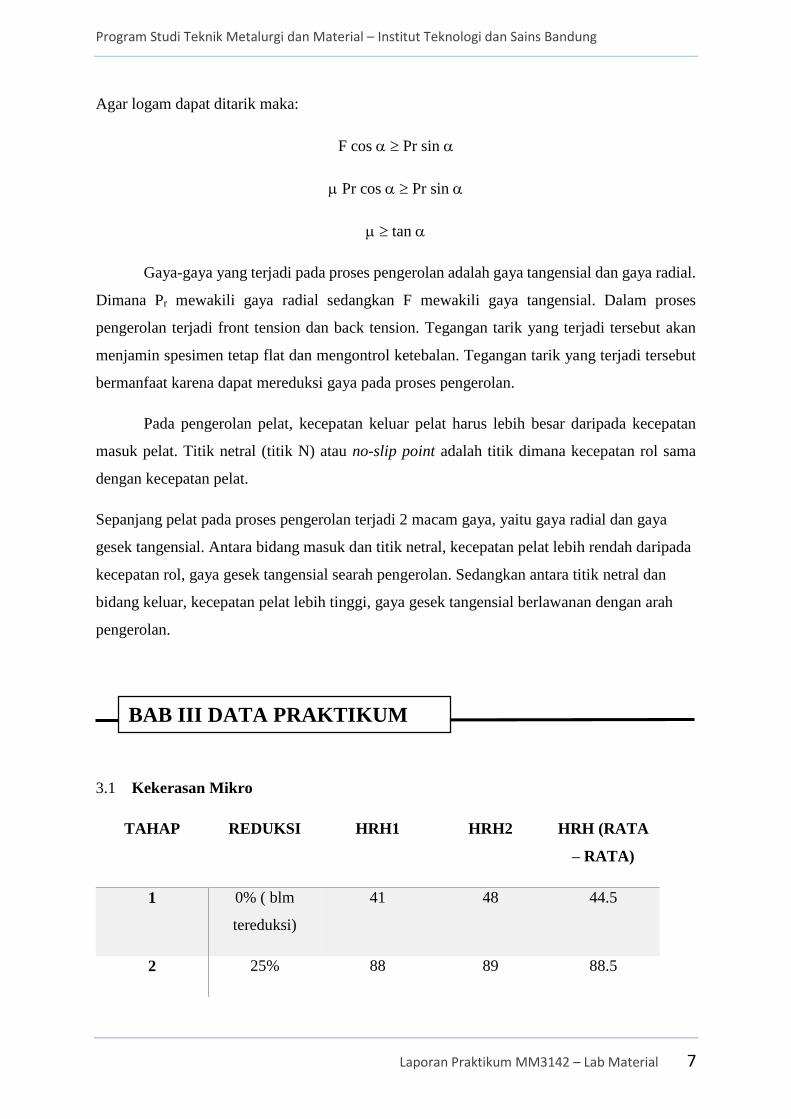
3.1 Kekerasan Mikro
TAHAP REDUKSI HRH1 HRH2 HRH (RATA
– RATA)
1 0% ( blm
tereduksi)
41 48 44.5
2 25% 88 89 88.5
BAB III DATA PRAKTIKUM
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 8
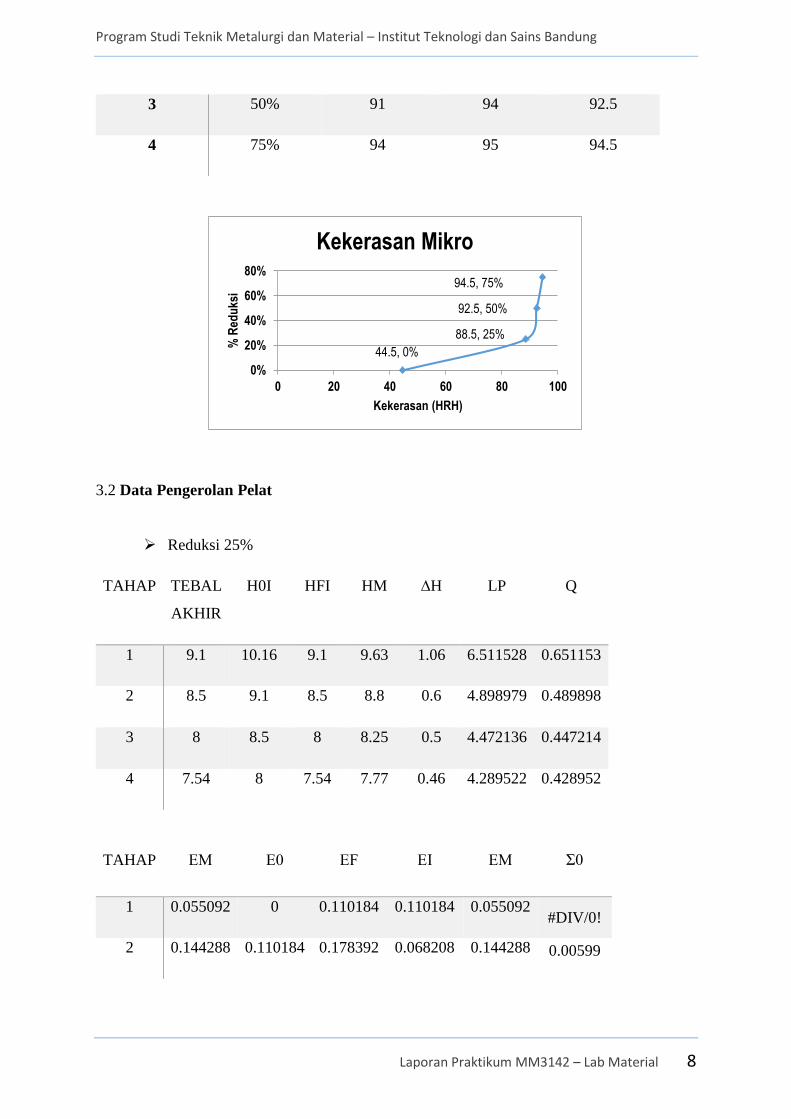
3 50% 91 94 92.5
4 75% 94 95 94.5
3.2 Data Pengerolan Pelat
Reduksi 25%
TAHAP TEBAL
AKHIR
H0I HFI HM ∆H LP Q
1 9.1 10.16 9.1 9.63 1.06 6.511528 0.651153
2 8.5 9.1 8.5 8.8 0.6 4.898979 0.489898
3 8 8.5 8 8.25 0.5 4.472136 0.447214
4 7.54 8 7.54 7.77 0.46 4.289522 0.428952
TAHAP ΕM Ε0 ΕF ΕI ΕM Σ0
1 0.055092 0 0.110184 0.110184 0.055092 #DIV/0!
2 0.144288 0.110184 0.178392 0.068208 0.144288 0.00599
44.5, 0%
88.5, 25%
92.5, 50%
94.5, 75%
0%
20%
40%
60%
80%
0 20 40 60 80 100
% R
edu
ksi
Kekerasan (HRH)
Kekerasan Mikro
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 9
3 0.208705 0.178392 0.239017 0.060625 0.208705 0.015763
4 0.268627 0.239017 0.298236 0.059219 0.268627 0.028521
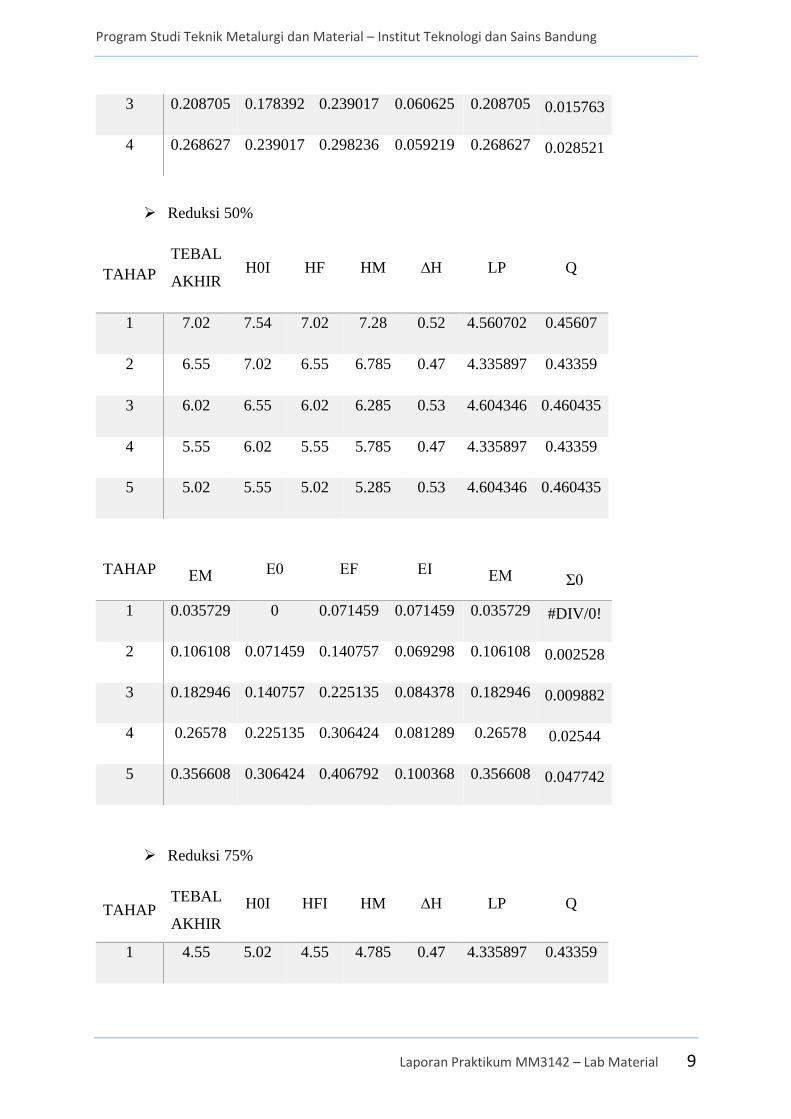
Reduksi 50%
TAHAP
TEBAL
AKHIR H0I HF HM ∆H LP Q
1 7.02 7.54 7.02 7.28 0.52 4.560702 0.45607
2 6.55 7.02 6.55 6.785 0.47 4.335897 0.43359
3 6.02 6.55 6.02 6.285 0.53 4.604346 0.460435
4 5.55 6.02 5.55 5.785 0.47 4.335897 0.43359
5 5.02 5.55 5.02 5.285 0.53 4.604346 0.460435
TAHAP ΕM Ε0 ΕF ΕI ΕM Σ0
1 0.035729 0 0.071459 0.071459 0.035729 #DIV/0!
2 0.106108 0.071459 0.140757 0.069298 0.106108 0.002528
3 0.182946 0.140757 0.225135 0.084378 0.182946 0.009882
4 0.26578 0.225135 0.306424 0.081289 0.26578 0.02544
5 0.356608 0.306424 0.406792 0.100368 0.356608 0.047742
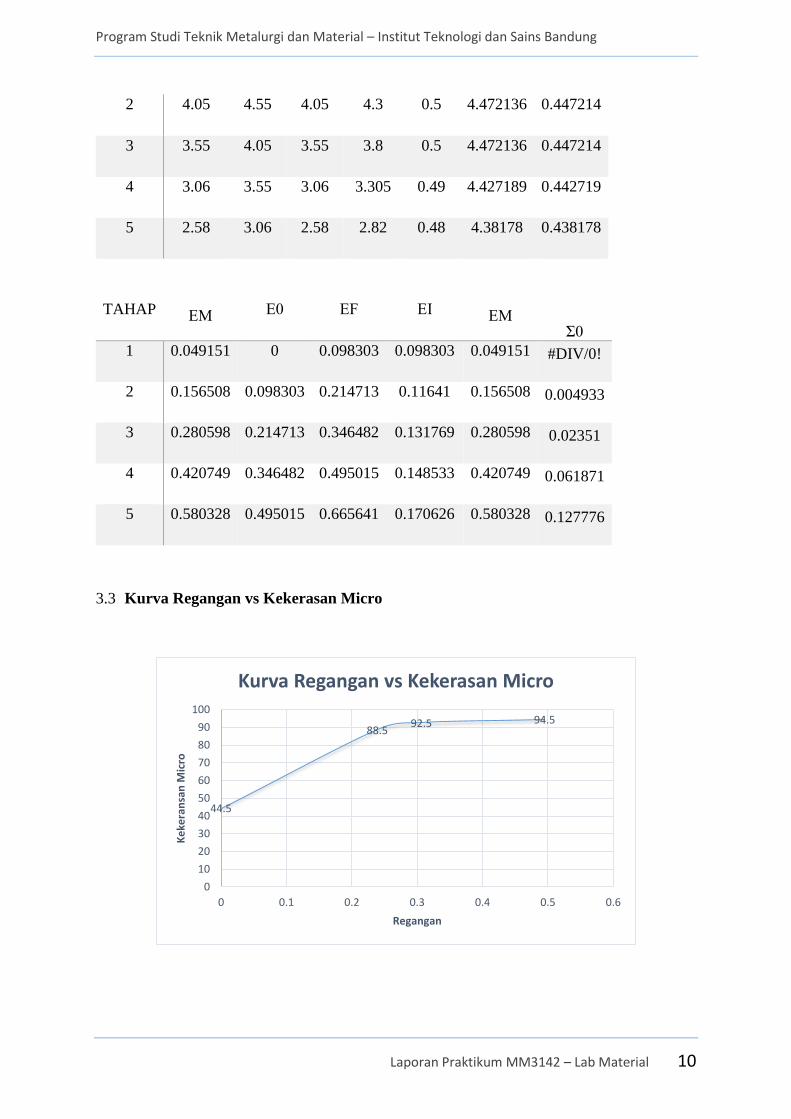
Reduksi 75%
TAHAP TEBAL
AKHIR
H0I HFI HM ∆H LP Q
1 4.55 5.02 4.55 4.785 0.47 4.335897 0.43359
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 10
2 4.05 4.55 4.05 4.3 0.5 4.472136 0.447214
3 3.55 4.05 3.55 3.8 0.5 4.472136 0.447214
4 3.06 3.55 3.06 3.305 0.49 4.427189 0.442719
5 2.58 3.06 2.58 2.82 0.48 4.38178 0.438178
TAHAP ΕM Ε0 ΕF ΕI ΕM Σ0
1 0.049151 0 0.098303 0.098303 0.049151 #DIV/0!
2 0.156508 0.098303 0.214713 0.11641 0.156508 0.004933
3 0.280598 0.214713 0.346482 0.131769 0.280598 0.02351
4 0.420749 0.346482 0.495015 0.148533 0.420749 0.061871
5 0.580328 0.495015 0.665641 0.170626 0.580328 0.127776
3.3 Kurva Regangan vs Kekerasan Micro
44.5
88.592.5 94.5
0
10
20
30
40
50
60
70
80
90
100
0 0.1 0.2 0.3 0.4 0.5 0.6
Ke
kera
nsa
n M
icro
Regangan
Kurva Regangan vs Kekerasan Micro
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 11
Karna percobaan Uji Tarik tidak dilakukan, maka diketahui nilai 𝜎 yang berasal dari
asisten praktikum.
𝜎 = 10811𝑥1.051
Dengan K = 10811 dan n = 1.051 , kedua nilai ini berbeda denga nilai literature dieter
dikarenakan material tembaga yang di uji berbeda dengan tembaga pada literatur.
Kemungkinan tembaga yang terdapat pada literatur sudah mengalam annealing sehingga
menyebabkan nilai K dan n yang di dapat dari hasil praktikum berbeda
Nilai K dan n didapat dengan cara membuat grafik true strain dan true stress,
kemudian dilakukan curve fitting dengan memenuhi persamaan 𝜎= . Dimana K adalah
Strenght Coffecient sedangkan n adalah strain-hardening exponent.
Dilihat pada Grafik kekerasan micro vs %reduksi dimana kekerasan benda kerja terus
bertambah seiring dengan laju %reduksi. Hal ini terjadi karena pristiwa Strain Hardening
yang dialami oleh benda kerja
5.1 Simpulan
Dapat disimpulkan bahwa :
1. Parameter proses pengerolan antara lain:
a. Diameter roll
b. Ada atau tidaknya back tension dan front tension
c. Gesekan antara benda kerja dan roll
d. Ketahanan benda kerja terhadap deformasi
BAB IV ANALISIS DATA
BAB V SIMPULAN DAN SARAN
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 12
2. Tahapan proses pengerolan antara lain:
a. Menyiapkan benda kerja
b. Menentukan reduksi yang ingin dilakukan
3. Perubahan sifat mekanik yang terjadi akibat proses pengerolan yaitu benda
kaan semakin keras dan kuat namun semakin getas. Hal ini dikarenakan
peristiwa strain hardening.
4. Nilai K dan n yang didapet dari praktikum berbeda dengan literatur dikarenakan material
tembaga yang di uji berbeda dengan literatur
5.2 Saran
1. Mohon dilakukan Percobaan Uji Tarik
- Dieter, G.E., “Mechanical metallurgy”, Second Edition, Mc graw-Hill, New York,
1986.
- Siswosuwarno, Mardjono, “Teknik Pembentukan”, Jilid 1, Jurusan Teknik Mesin, ITB,
1986.
Tugas Setelah Praktikum
1. Jelaskan mengapa plat hasil pengerolan sering tidak lurus dan tebalnya tidak seragam!
Karena tidak mungkin suatu material bersifat homogeny sehingga perubahan panjang
atau elongasinya pun akan sulit untuk seragam. Hal lain yang menyebabkan hal ini
yaitu pasti akan terjadi deformasi pada roll yang menyebabkan deformasi pada benda
kerja juga berubah. Yang menyebabkan tebal pelat tidak seragam adalah deformasi
roll dan ketidak sejajaran roll.
LAMPIRAN
DAFTAR PUSTAKA
Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 13
2. Jelaskan prinsip pengukuran gaya pengerolan pada praktikum ini. Gambarkan skema
alat, tunjukkan pula kemungkinan-kemungkinan keslahan pengukuran dengan alat ini!
Gaya diukur dengan load cell pada roll yang memberi keluaran mV. Keluaran ini
dikalibrasi dengan beban tertentu. Transducer -> Amplifier -> Recorder Kesalahan
yang mungkin terjadi yaitu apabila penempatan load cell tidak baik maka gaya yang
diukur bukanlah gaya sebenaranya. Kesalahan lainnya yaitu apabila sensitivitas dari
masing-masing alat tidak baik maka hasil yang terukur tidak akan benar.
3. Pada table IV.3 ditunjukkan bahwa beban pengerolan P harganya dua kali beban
terukur R. Jelaskan mengapa demikian dan asumsi apa yang digunakan!
Karena pada pengerolan menggunakan 2 buah roll. Asumsinya gaya pada ke-2 roll
tersebut sama besar.
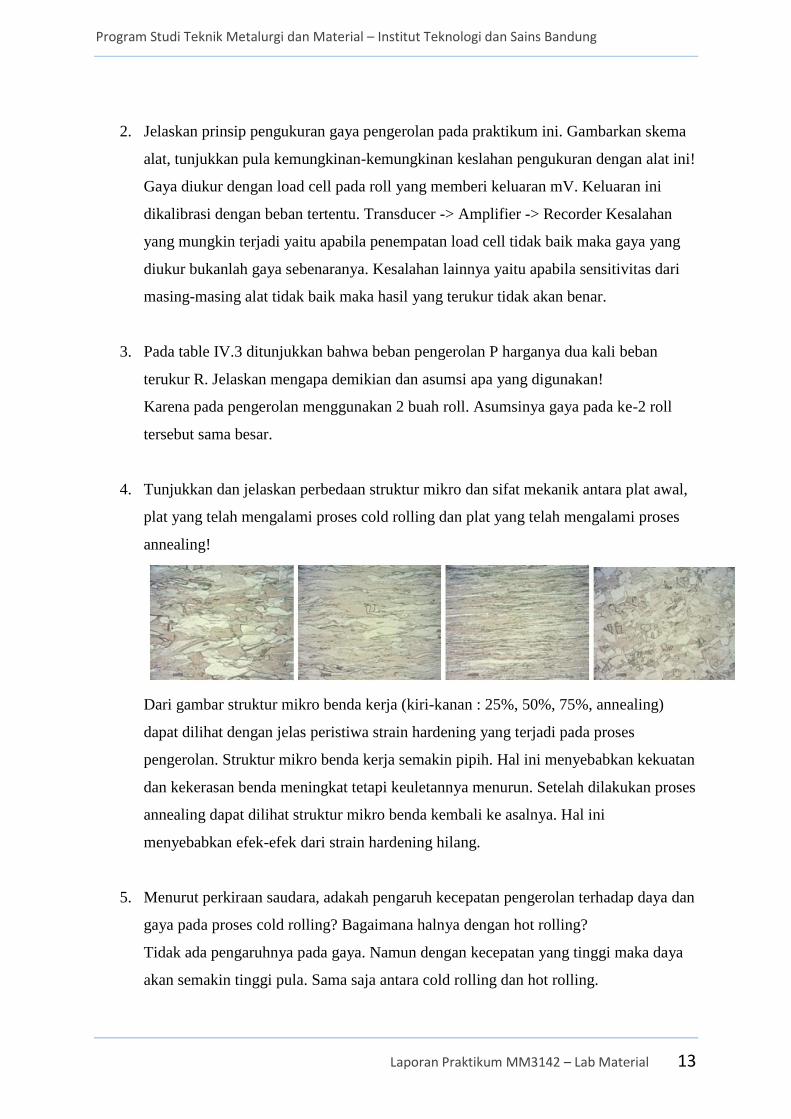
4. Tunjukkan dan jelaskan perbedaan struktur mikro dan sifat mekanik antara plat awal,
plat yang telah mengalami proses cold rolling dan plat yang telah mengalami proses
annealing!
Dari gambar struktur mikro benda kerja (kiri-kanan : 25%, 50%, 75%, annealing)
dapat dilihat dengan jelas peristiwa strain hardening yang terjadi pada proses
pengerolan. Struktur mikro benda kerja semakin pipih. Hal ini menyebabkan kekuatan
dan kekerasan benda meningkat tetapi keuletannya menurun. Setelah dilakukan proses
annealing dapat dilihat struktur mikro benda kembali ke asalnya. Hal ini
menyebabkan efek-efek dari strain hardening hilang.
5. Menurut perkiraan saudara, adakah pengaruh kecepatan pengerolan terhadap daya dan
gaya pada proses cold rolling? Bagaimana halnya dengan hot rolling?
Tidak ada pengaruhnya pada gaya. Namun dengan kecepatan yang tinggi maka daya
akan semakin tinggi pula. Sama saja antara cold rolling dan hot rolling.







